EP2886343A1 - Verfahren zum Herstellen eines Wertdokuments, daraus erhältliches Wertdokument und Vorrichtung zur Durchführung des Verfahrens - Google Patents
Verfahren zum Herstellen eines Wertdokuments, daraus erhältliches Wertdokument und Vorrichtung zur Durchführung des Verfahrens Download PDFInfo
- Publication number
- EP2886343A1 EP2886343A1 EP14004164.1A EP14004164A EP2886343A1 EP 2886343 A1 EP2886343 A1 EP 2886343A1 EP 14004164 A EP14004164 A EP 14004164A EP 2886343 A1 EP2886343 A1 EP 2886343A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- pigments
- printing plate
- crosslinkable
- document substrate
- value document
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 12
- 238000000034 method Methods 0.000 title claims description 31
- 238000007639 printing Methods 0.000 claims abstract description 113
- 239000000049 pigment Substances 0.000 claims abstract description 104
- 239000000758 substrate Substances 0.000 claims abstract description 96
- 230000000694 effects Effects 0.000 claims abstract description 63
- 238000000576 coating method Methods 0.000 claims abstract description 58
- 239000011248 coating agent Substances 0.000 claims abstract description 53
- 238000004049 embossing Methods 0.000 claims abstract description 34
- 239000005871 repellent Substances 0.000 claims abstract description 34
- 238000001035 drying Methods 0.000 claims abstract description 18
- 239000003086 colorant Substances 0.000 claims abstract description 10
- 238000004132 cross linking Methods 0.000 claims abstract description 10
- 230000009969 flowable effect Effects 0.000 claims abstract description 8
- 239000000976 ink Substances 0.000 claims description 54
- 239000003973 paint Substances 0.000 claims description 25
- 239000002966 varnish Substances 0.000 claims description 24
- 238000007650 screen-printing Methods 0.000 claims description 6
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 6
- 238000007646 gravure printing Methods 0.000 claims description 5
- 238000007641 inkjet printing Methods 0.000 claims description 5
- 239000004973 liquid crystal related substance Substances 0.000 claims description 5
- 238000007645 offset printing Methods 0.000 claims description 5
- BWOROQSFKKODDR-UHFFFAOYSA-N oxobismuth;hydrochloride Chemical compound Cl.[Bi]=O BWOROQSFKKODDR-UHFFFAOYSA-N 0.000 claims description 4
- 239000006229 carbon black Substances 0.000 claims description 3
- 239000000975 dye Substances 0.000 claims description 3
- 239000002689 soil Substances 0.000 claims 3
- 239000004922 lacquer Substances 0.000 abstract description 16
- 239000010410 layer Substances 0.000 description 104
- 239000000126 substance Substances 0.000 description 14
- 239000004033 plastic Substances 0.000 description 11
- 239000010408 film Substances 0.000 description 9
- 239000000203 mixture Substances 0.000 description 8
- 229910052737 gold Inorganic materials 0.000 description 5
- 239000010931 gold Substances 0.000 description 5
- 229910052751 metal Inorganic materials 0.000 description 5
- 239000002184 metal Substances 0.000 description 5
- 229910052709 silver Inorganic materials 0.000 description 5
- 229920000106 Liquid crystal polymer Polymers 0.000 description 4
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 4
- 239000011230 binding agent Substances 0.000 description 4
- 230000005540 biological transmission Effects 0.000 description 4
- 238000004040 coloring Methods 0.000 description 4
- 238000001723 curing Methods 0.000 description 4
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 4
- 230000002829 reductive effect Effects 0.000 description 4
- 239000004332 silver Substances 0.000 description 4
- 239000004977 Liquid-crystal polymers (LCPs) Substances 0.000 description 3
- 238000003848 UV Light-Curing Methods 0.000 description 3
- 239000003795 chemical substances by application Substances 0.000 description 3
- 238000011109 contamination Methods 0.000 description 3
- 229910052802 copper Inorganic materials 0.000 description 3
- 239000010949 copper Substances 0.000 description 3
- 239000011888 foil Substances 0.000 description 3
- 238000004020 luminiscence type Methods 0.000 description 3
- 230000036961 partial effect Effects 0.000 description 3
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Substances [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 3
- 239000001993 wax Substances 0.000 description 3
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 2
- 238000005299 abrasion Methods 0.000 description 2
- 239000002671 adjuvant Substances 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 230000003287 optical effect Effects 0.000 description 2
- 229910052697 platinum Inorganic materials 0.000 description 2
- 229920000728 polyester Polymers 0.000 description 2
- 230000003746 surface roughness Effects 0.000 description 2
- 239000010409 thin film Substances 0.000 description 2
- 229910052723 transition metal Inorganic materials 0.000 description 2
- 150000003624 transition metals Chemical class 0.000 description 2
- 230000000007 visual effect Effects 0.000 description 2
- 239000000080 wetting agent Substances 0.000 description 2
- ZDQNWDNMNKSMHI-UHFFFAOYSA-N 1-[2-(2-prop-2-enoyloxypropoxy)propoxy]propan-2-yl prop-2-enoate Chemical compound C=CC(=O)OC(C)COC(C)COCC(C)OC(=O)C=C ZDQNWDNMNKSMHI-UHFFFAOYSA-N 0.000 description 1
- FIHBHSQYSYVZQE-UHFFFAOYSA-N 6-prop-2-enoyloxyhexyl prop-2-enoate Chemical compound C=CC(=O)OCCCCCCOC(=O)C=C FIHBHSQYSYVZQE-UHFFFAOYSA-N 0.000 description 1
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 1
- 229910000906 Bronze Inorganic materials 0.000 description 1
- NLDDQRVTQQXDTH-UHFFFAOYSA-K Cl[Bi](Cl)(Cl)=O Chemical compound Cl[Bi](Cl)(Cl)=O NLDDQRVTQQXDTH-UHFFFAOYSA-K 0.000 description 1
- 240000003517 Elaeocarpus dentatus Species 0.000 description 1
- 229910004298 SiO 2 Inorganic materials 0.000 description 1
- 125000005396 acrylic acid ester group Chemical group 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 238000004026 adhesive bonding Methods 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 150000001412 amines Chemical class 0.000 description 1
- 238000007774 anilox coating Methods 0.000 description 1
- 230000003373 anti-fouling effect Effects 0.000 description 1
- 239000002518 antifoaming agent Substances 0.000 description 1
- 230000002238 attenuated effect Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 229940068603 bismuth chloride oxide Drugs 0.000 description 1
- 239000010974 bronze Substances 0.000 description 1
- 229910052793 cadmium Inorganic materials 0.000 description 1
- 239000003054 catalyst Substances 0.000 description 1
- 229920002678 cellulose Polymers 0.000 description 1
- 229920003086 cellulose ether Polymers 0.000 description 1
- 230000003098 cholesteric effect Effects 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- ZPUCINDJVBIVPJ-LJISPDSOSA-N cocaine Chemical compound O([C@H]1C[C@@H]2CC[C@@H](N2C)[C@H]1C(=O)OC)C(=O)C1=CC=CC=C1 ZPUCINDJVBIVPJ-LJISPDSOSA-N 0.000 description 1
- 230000001010 compromised effect Effects 0.000 description 1
- KUNSUQLRTQLHQQ-UHFFFAOYSA-N copper tin Chemical compound [Cu].[Sn] KUNSUQLRTQLHQQ-UHFFFAOYSA-N 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 239000003085 diluting agent Substances 0.000 description 1
- -1 dispersing aids Substances 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 229910001254 electrum Inorganic materials 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 230000005284 excitation Effects 0.000 description 1
- 239000010940 green gold Substances 0.000 description 1
- 238000009499 grossing Methods 0.000 description 1
- 230000002209 hydrophobic effect Effects 0.000 description 1
- 238000007689 inspection Methods 0.000 description 1
- 230000002452 interceptive effect Effects 0.000 description 1
- 229910052741 iridium Inorganic materials 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 238000004898 kneading Methods 0.000 description 1
- 239000002346 layers by function Substances 0.000 description 1
- DMKSVUSAATWOCU-HROMYWEYSA-N loteprednol etabonate Chemical compound C1CC2=CC(=O)C=C[C@]2(C)[C@@H]2[C@@H]1[C@@H]1CC[C@@](C(=O)OCCl)(OC(=O)OCC)[C@@]1(C)C[C@@H]2O DMKSVUSAATWOCU-HROMYWEYSA-N 0.000 description 1
- 229910052748 manganese Inorganic materials 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 239000006224 matting agent Substances 0.000 description 1
- 239000010445 mica Substances 0.000 description 1
- 229910052618 mica group Inorganic materials 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 229910001120 nichrome Inorganic materials 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 239000003921 oil Substances 0.000 description 1
- ZDHCZVWCTKTBRY-UHFFFAOYSA-N omega-Hydroxydodecanoic acid Natural products OCCCCCCCCCCCC(O)=O ZDHCZVWCTKTBRY-UHFFFAOYSA-N 0.000 description 1
- 238000005457 optimization Methods 0.000 description 1
- 229910052762 osmium Inorganic materials 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 229910052763 palladium Inorganic materials 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 229920000307 polymer substrate Polymers 0.000 description 1
- 230000002028 premature Effects 0.000 description 1
- 239000011241 protective layer Substances 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 230000001846 repelling effect Effects 0.000 description 1
- 229910052703 rhodium Inorganic materials 0.000 description 1
- 229910052707 ruthenium Inorganic materials 0.000 description 1
- 229920005573 silicon-containing polymer Polymers 0.000 description 1
- 229920002545 silicone oil Polymers 0.000 description 1
- 229920002050 silicone resin Polymers 0.000 description 1
- 239000010944 silver (metal) Substances 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 210000002023 somite Anatomy 0.000 description 1
- 125000006850 spacer group Chemical group 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 239000004034 viscosity adjusting agent Substances 0.000 description 1
- 238000009736 wetting Methods 0.000 description 1
- 229910052725 zinc Inorganic materials 0.000 description 1
- 239000011701 zinc Substances 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F11/00—Rotary presses or machines having forme cylinders carrying a plurality of printing surfaces, or for performing letterpress, lithographic, or intaglio processes selectively or in combination
- B41F11/02—Rotary presses or machines having forme cylinders carrying a plurality of printing surfaces, or for performing letterpress, lithographic, or intaglio processes selectively or in combination for securities
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F23/00—Devices for treating the surfaces of sheets, webs, or other articles in connection with printing
- B41F23/04—Devices for treating the surfaces of sheets, webs, or other articles in connection with printing by heat drying, by cooling, by applying powders
- B41F23/0403—Drying webs
- B41F23/0406—Drying webs by radiation
- B41F23/0409—Ultra-violet dryers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F23/00—Devices for treating the surfaces of sheets, webs, or other articles in connection with printing
- B41F23/04—Devices for treating the surfaces of sheets, webs, or other articles in connection with printing by heat drying, by cooling, by applying powders
- B41F23/044—Drying sheets, e.g. between two printing stations
- B41F23/045—Drying sheets, e.g. between two printing stations by radiation
- B41F23/0453—Drying sheets, e.g. between two printing stations by radiation by ultraviolet dryers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M1/00—Inking and printing with a printer's forme
- B41M1/02—Letterpress printing, e.g. book printing
- B41M1/04—Flexographic printing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M1/00—Inking and printing with a printer's forme
- B41M1/24—Inking and printing with a printer's forme combined with embossing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M3/00—Printing processes to produce particular kinds of printed work, e.g. patterns
- B41M3/14—Security printing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M7/00—After-treatment of prints, e.g. heating, irradiating, setting of the ink, protection of the printed stock
- B41M7/0081—After-treatment of prints, e.g. heating, irradiating, setting of the ink, protection of the printed stock using electromagnetic radiation or waves, e.g. ultraviolet radiation, electron beams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D25/00—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof
- B42D25/20—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof characterised by a particular use or purpose
- B42D25/29—Securities; Bank notes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D25/00—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof
- B42D25/30—Identification or security features, e.g. for preventing forgery
- B42D25/36—Identification or security features, e.g. for preventing forgery comprising special materials
- B42D25/378—Special inks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D25/00—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof
- B42D25/40—Manufacture
- B42D25/405—Marking
- B42D25/425—Marking by deformation, e.g. embossing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D25/00—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof
- B42D25/40—Manufacture
- B42D25/48—Controlling the manufacturing process
-
- B42D2033/20—
Definitions
- the invention relates to a method for producing a value document, in particular a banknote, a document of value obtainable by the method and a device for carrying out the method.
- Value documents within the meaning of the invention include, among others, banknotes, stocks, bonds, certificates, vouchers, checks, air tickets, high-quality admission tickets, labels for product security, credit or debit cards, but also other documents that are subject to counterfeiting, such as passports, identity cards or other identity documents.
- banknotes During their circulation, value documents, such as banknotes, are exposed to heavy burdens of various kinds, which limit their orbital period.
- the circulation period of a banknote depends essentially on its demand. Certain denominations are preferably used in commerce and thus have a shorter circulation time due to the greater exposure to environmental influences.
- One cause of the limitation of the circulation time is mechanical stress due to abrasion, folding or creasing.
- the main cause of the limited circulation time of banknotes is their premature pollution. Since the paper used for banknotes is very porous, it has a large surface area and a high surface roughness. The surface roughness favors dirt deposits considerably compared to a smooth surface. Dirt can be liquid or solid, and liquid dirt in turn can be hydrophobic or hydrophilic.
- banknotes Numerous attempts have been made to extend the life of banknotes. For example, it has been proposed to make banknotes entirely from a plastic substrate (see, for example, US Pat AU 488,652 ). In the publication EP 0 256 170 B2 It has been proposed to provide printed banknotes with a dirt-repellent protective layer which contains cellulose ester or cellulose ether to a lesser extent and to a lesser extent micronized wax and which is applied to the banknotes over the entire area. The micronized wax is thereby dispersed by kneading or mixing with oil, a colorant or a mixture thereof.
- the coatings should preferably provide a matte surface appearance, since dull coatings do not adversely affect the visual appearance of a value document, as opposed to very smooth coatings, provide a better grip to the document of value when dropped, stacked and gripped, thereby preventing slippage of the stacked sheets Avoid transport processes (influenced by static and sliding friction), and also facilitate the mechanical inspection of the safety elements.
- a security element which is surrounded by a matt coating, is easier to detect because of the much lower reflections from optical sensors or is not disturbed by highlights.
- Value documents with paper substrate are often printed by intaglio printing. Due to the high pressure with which the substrate is pressed against the printing plate in this process, the paper surface in the non-engraved, d. H. non-ink-bearing areas of the printing plate strongly compressed and smoothed. As a result, an undesirable gloss can be produced on the paper substrate, which is to be reduced again by a matt coating applied afterwards.
- the object of the invention is to provide value documents which are optimized in terms of their gloss and, in particular, have an increased protection against counterfeiting.
- the value documents should in particular have an increased circulation duration.
- effect pigments containing color layer may also have a dirt-repellent effect, in particular due to their material properties.
- the generated three-dimensional embossing pattern may be in a see-through window area of the value document substrate (eg, a see-through window area may be created on a paper substrate through a recess, with the area of the recess being provided with a foil; alternatively, a see-through window area may be created by placing a substrate on plastic Base having an opaque ink accepting layer except for the see-through area).
- the three-dimensional embossed structure can be based on iriodin pigments. Such pigments have a white-silvery color, so that the three-dimensional embossed structure is recognizable especially when viewed against a black background.
- the embossing of printed layers based on effect pigments is known in securities printing.
- intaglio printing applied to a value document substrate, already through-hardened, OVI® pigments or similar pigments containing color layers can be blind embossed in a subsequent step.
- the surface of the value document substrate adapts to the engraved surface of the printing form (in particular a intaglio printing plate) used for the blind embossing.
- the disadvantage of such a method is, inter alia, that the pigments are almost fixed with respect to their spatial orientation within the printing layer, so that a reorientation of the pigments is only possible to a limited extent.
- a relatively high pressure and deep engraving are required, which may possibly lead to damage to the value document substrate (in particular paper).
- Another disadvantage is the Passerschwankache in intaglio.
- the invention is based on the idea of using the second flexographic printing unit of a flexographic printing press not only as a printing unit but also as a stamping unit.
- a UV-crosslinkable color layer containing effect pigments is first applied to the value document substrate.
- the color layer preferably has a layer thickness in a range of 4 to 12 ⁇ m, particularly preferably a layer thickness in a range of 6 to 10 ⁇ m.
- first UV drying device By means of an optionally arranged between the first flexographic printing unit and the second flexographic printing unit UV drying device (hereinafter also referred to as “first UV drying device” or as “UV intermediate dryer”), the viscosity of the applied by the first flexographic printing on the value document substrate, Control UV-curable ink layer specifically via the UV output.
- incomplete crosslinking a so-called hardening
- the UV intermediate dryer is an LED dryer with a power of 1 to 8 watts / cm 2 .
- Such a dryer module does not require a mechanical shutter, so there are also relatively small designs.
- the hardening of the color layer can take place from the front side, or preferably from the rear side, through the substrate. Curing from the back side has the advantage of reducing the impact of the ink layer into the substrate.
- the back side of the substrate may partially comprise a UV absorbing layer, eg an opaque white layer exhibit. In this way, the power of the UV radiation can be modulated.
- the second flexographic printing unit In the second flexographic printing unit, an exact or register-accurate embossing of the ink layer applied by means of the first flexographic printing unit takes place in order to produce a relief effect in this way.
- the application of a dirt-repellent coating to the value document substrate is carried out at the same time.
- the dirt-repellent coating "completes" is applied to the ink layer on the substrate, so preferably no overlap between the UV-crosslinkable ink layer and the dirt-repellent coating occurs.
- the soil-repellent coating preferably has a layer thickness in a range of 1.5 to 3 ⁇ m.
- the production of the relief coating can be effected in a cost-effective manner in an "in-line process" together with the production of the dirt-repellent coating.
- the flexographic printing plate used in the second flexo printing unit can additionally have a color or lacquer-repellent coating on its surface in the embossing area in order to reduce the contamination.
- UV drying device which is also referred to below as “second UV drying device” or as “UV end drier”
- the production method according to the invention makes it possible to provide strong embossings (which are also referred to below as “macroscopic structure” or “macroscopic embossing”) within the UV-curable ink layer, in order to produce a relief effect in this way.
- the three-dimensional effect created by the pits present in the ink layer is visually enhanced by the use of effect pigments. This is due, among other things, to the fact that in the embossing step not only the color layer is displaced, but also the spatial orientation of the effect pigments is changed.
- the flow (i.e., the spatial retraction) of the flowable ink layer is believed to be faster than reorientation of the effect pigment so that the embossing information remains discernible despite partial leveling of the ink layer due to the not yet complete reorientation of the effect pigment.
- the course of the color layer and the fixation of the spatial orientation of the effect pigments can be controlled by the optional UV intermediate dryer.
- the macroscopic embossing introduced into the UV-crosslinkable ink layer is in particular an identification in the form of (line) patterns, characters, numerals or the like.
- the embossed marking can have a meaning connection to existing motifs on a value document.
- the UV-crosslinkable printing ink can furthermore have (machine-readable) feature substances, for example luminescent, magnetic and / or IR-absorbing feature substances. If the relief lacquer produced by means of the UV-crosslinkable printing ink contains additional machine-readable feature substances, then the feature intensity (for example the intensity the luminescence emission) with the height of the three-dimensional Relieflacks. In this way, the three-dimensional structure is also machine-readable.
- machine-readable feature substances for example luminescent, magnetic and / or IR-absorbing feature substances.
- the value document substrate can already be printed with a primer layer (or precoat) prior to the step of applying the UV-curable ink layer by means of the first flexographic printing unit, which effects a smoothing of the substrate and thus a repelling of the UV-crosslinkable ink layer reduced in the substrate.
- the primer layer may e.g. on a visually invisible paint or on a visually recognizable color.
- the primer layer may in particular contain inorganic colored pigments, organic dyes, carbon black or magnetic pigments. Primer layers containing colored pigments can be used to optimize the contrast of the three-dimensional color layer present above the primer.
- the primer imprint can be made over the whole area or only in a partial area on the substrate.
- the primer may e.g.
- the primer layer may contain feature substances, e.g. have luminescent, magnetic and / or IR-absorbing feature substances.
- the primer may also contain effect pigments.
- the printing of the UV-crosslinkable ink layer can in particular be adapted or made in register with the imprint of the primer layer. This procedure is e.g. makes sense if the primer form in an "InLine process" takes place together with the printing of a Relieflack generating UV-crosslinkable ink layer.
- the UV-crosslinkable ink layer used in the process according to the invention is based on an effect pigment / binder combination.
- Interference pigments typically have a thin film structure that includes a reflective layer, a partially transparent layer, and one or more intervening dielectric spacer layers. These are based, for example, on mica, on SiO 2 or on Al 2 O 3 . Such interference layers are referred to as one or more layers according to the number of dielectric layers. Inks with pigments such thin film interference layers, for example, under the name Iriodin ® (single layer) or Colorcrypt ® (multi-layer) marketed by Merck KGaA. Inks with multilayer interference coating pigments are also sold under the name OVI ® of SICPA.
- a subgroup of the interference layer pigments are cholesteric or other liquid crystals which may also be used. These are, for example, as liquid-crystalline silicone polymers before or as pigments in so-called STEP ® Colors ( "Shimmery Twin Effect Protection"). Pigments based on liquid-crystalline polymers are known, for example, from US Pat WO 2008/000755 A1 known. Liquid crystal UV screen printing inks are available, inter alia, from Merck.
- the UV-crosslinkable printing ink used according to the invention can moreover be applied to the in the WO 2011/064162 A2 described effect pigment compositions based with color shift effect.
- the pigments have a longest dimension of edge length from end-to-end in a range of 15 nm to 1000 nm and are based on a transition metal selected from the group consisting of Cu, Ag, Au, Zn , Cd, Ti, Cr, Mn, Fe, Co, Ni, Ru, Rh, Pd, Os, Ir and Pt.
- the transition metal is preferably Ag.
- the aspect ratio (ie the ratio of the longest end-to-end dimension in terms of thickness) is at least 1.5, more preferably in the range of 1.5 to 300.
- the ratio of the binder to metal pigment is below 10: 1, especially below 5: 1.
- the color can be seen in transmission and the color when viewed in reflection (eg, blue in Transmission and silver, gold, bronze, copper or violet in reflection, in addition also violet, magenta, pink, green or brown in transmission and different colors in reflection, which depend on the choice of pigment / binder ratio).
- Colors with gold / blue color change between reflection and transmission are, for example, in Examples 1, 2 and 3 in Table 1 of FIG WO 2011/064162 A2 called.
- Example 4 shows a color with gold / violet color change, Example 5 a color with green-gold / magenta color change, Example 7 a color with violet / green color change and Example 8 a color with silver / opaque color change.
- the UV-crosslinkable printing ink used according to the invention can moreover be applied to the in the WO 2005/051675 A2 (See in particular the description on page 11, line 10, to page 12, penultimate paragraph) based metal pigment compositions.
- the pigments are based on a metal, preferably selected from the group consisting of aluminum, stainless steel, nichrome, gold, silver, platinum and copper.
- the metal is particularly preferably aluminum, wherein the average particle diameter is preferably in a range of 8 to 15 ⁇ m, more preferably in a range of 9 to 10 ⁇ m, measured with a Coulter LS130 laser diffraction granulometer.
- Such ink allows the provision of a "silver" mirror layer.
- the metal pigment compositions (eg, yellow) may be colored.
- the varnish for forming the soil-repellent coating may in particular be a water-based varnish, a UV varnish (which in particular is free-radically or cationically curable) or a water-based varnish with UV-reactive components.
- UV-curing coatings are characterized by high physical and chemical resistance and are very abrasion-resistant. Radical crosslinking UV lacquers are preferably suitable. Free-radically crosslinking compositions are based, for example, on acrylic acid esters. It will be understood that suitable photoinitiators must be included in each case and that the compositions may contain the usual adjuvants known to those skilled in the art. It is preferred that the antisoiling coating additionally comprises silicone resins and / or waxes to improve antisoiling properties.
- adjuvants may be included, for example, coalescing agents, leveling agents, wetting agents, defoaming agents, viscosity modifiers, dispersing aids, and diluents.
- non-recognizable feature substances such as luminescent substances, may be included in the composition.
- the value document substrate which is provided with UV-crosslinkable ink according to the method according to the invention can be in particular a security paper.
- a security paper is understood to be a value document that can not yet be processed.
- the term security paper in the following also includes paper-like substrates, for example plastic or polymer substrates, or paper / plastic multilayer substrates, such as a plastic / paper / plastic substrate or a paper / plastic / paper substrate.
- Under a plastic / paper / plastic substrate is a substrate with a paper center layer to understand, which is provided on both sides with a plastic layer or foil (see the WO 2004/028825 A2 ).
- a paper / plastic / paper substrate is out of the WO 2006/066431 A1 known.
- a security element is usually provided with a functional layer having a security feature, for example an optically variable coating. It is particularly useful if the security element is adhered by means of an adhesive, for example by means of a heat seal lacquer, on the valuables or the security paper. Such a security element is eg a patch.
- the security element is usually provided together with further security elements on a carrier (or carrier substrate) serving, strip-shaped continuous foil and transmitted from there to the surface of a security paper or a valuable item.
- a strip-shaped endless film is provided as a roll product, that is to say wound up as an endless belt on a roll, wherein the endless film is of course not endless and thus infinitely long, but in particular has a length in the range of kilometers.
- Machines for applying security elements to the surface of a security paper or paper Valuables are commercially available, eg OptiNota H® from König & Bauer AG. Such a device allows the exact fit or register accurate application of security elements in the form of film strips on paper sheets.
- the method according to the invention is also suitable for providing security documents, in particular banknotes, which are provided with a see-through security feature, such as a see-through window.
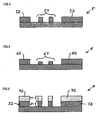
- Fig.1 shows a schematic cross-sectional view of a provided with a primer imprint 2 value document substrate 1, which is formed in the present case of paper.
- the primer imprint 2 contains a colored ink and was produced by offset printing.
- the primer imprint 2 is structured and forms a recognizable to the viewer information.
- Fig. 2 shows a schematic cross-sectional view of a provided with a primer imprint 2 value document substrate 1, which additionally comprises a UV-curable, containing iriodin pigments ink layer 3.
- the color layer 3 has a layer thickness in a range of 7 ⁇ m.
- the ink layer 3 was produced by means of the first flexographic printing unit of a flexographic printing machine.
- the color layer may optionally be incompletely crosslinked (ie, cured or polymerized) in a subsequent step by means of a UV drying device, in order to increase the viscosity and to improve the embossability of the color layer, or in other words to reduce the course.
- the imprint of the ink layer 3 was not adapted to the structure of the primer imprint 2, ie the primer 2 is only partially provided with the ink layer 3.
- Fig. 3 shows a schematic cross-sectional view of a provided with a primer imprint 2 value document substrate 1, wherein the UV-crosslinkable, Iriodin pigments containing ink layer has a macroscopic embossing and thus forms a relief paint or 3-D paint 31.
- the embossing was carried out by means of the second flexographic printing unit of a flexographic printing machine.
- the adhesion of ink to the flexographic printing plate serving as embossing tool can be even more reduced or avoided by a suitable adjustment of the degree of hardening of the ink layer 3 when passing through the optional UV drying device.
- the dirt-repellent coating 4 is applied "completing" to the ink layer 3 (or 31) on the substrate so that no overlap occurs between the UV-crosslinkable ink layer 3 (or 31) and the dirt-repellent coating 4.
- the dirt-repellent coating 4 has a layer thickness of 2 ⁇ m.
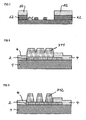
- Fig. 4 shows a schematic cross-sectional view of a usable in the second flexographic printing plate flexographic printing plate 5 according to a first embodiment.
- the flexographic printing plate 5 contains the two areas 51 and 52, of which the area 51, the embossing information for generating the relief in the relief 31 of the FIG. 3 forms and the area 52 the inking area to produce the dirt-repellent coating 4 of FIG. 3 forms.
- the two areas 51 and 52 of the flexographic printing plate 5 have the same height.
- Fig. 5 shows a schematic cross-sectional view of a usable in the second flexographic printing plate flexographic printing plate 6 according to a second embodiment.
- the flexographic printing plate 6 includes the two portions 61 and 62, of which the recessed portion 61, the embossing information for creating the relief in the relief 31 of the FIG. 3 forms and the raised portion 62, the inking area to produce the dirt-repellent coating 4 of FIG. 3 forms.
- the area 61 of the printing plate has a reduced height compared to the area 62. In other words, in the printing plate, the area forming the embossing information for creating the relief in the 3-D paint is lowered.
- Fig. 6 shows a schematic cross-sectional view of the pressure plate of FIG. 4 after coloring with varnish to produce the soil-repellent coating (reference number 4 in the FIG. 3 ).
- How to use the FIG. 6 was able to recognize both the area 51, and the area 52 of in FIG. 4 shown printing plate 5 evenly dyed with (anti-soiling) paint to form in this way the paint-colored areas 71 and 72 of the printing plate.
- Fig. 7 shows a schematic cross-sectional view of the pressure plate of FIG. 5 after coloring with varnish to produce the soil-repellent coating (reference number 4 in the FIG. 3 ). How to use the FIG. 7 could not recognize the recessed area 61, but only the elevated area 62 of the FIG. 5 shown printing plate 6 with (Antischmutzbe Anlagenungs-) paint 82 dyed.
- value document can for the step of generating the in FIG. 3 shown, a Relieflack 31 and an anti-contamination coating 4 having value document substrate both in FIG. 6 , as well as in FIG. 7 shown flexographic printing plate can be used.
- flexographic printing plate shown is preferred because in the area 61 of the printing plate, which forms the embossing information and is used for embossing the UV-crosslinkable ink layer 3, no possibly interfering anti-fouling coating lacquer is present.
- Fig. 8 shows a schematic cross-sectional view of the value document substrate of FIG. 3 after the step of finally drying by means of a UV drying device. Based on FIG. 8 It can be seen that after embossing the UV-curable ink layer (reference number 31 in FIG. 3 ) a relatively strong course of 3-D paint occurred. Different said, the 3-D paint 311 has “recovered” from the embossing in the lower area and retreated to create a relief with "soft” figure in this way. The intensity of such a course depends, among other things, on the viscosity of the UV-curable varnish and the time interval between the embossing step and the subsequent UV-curing step.
- Fig. 9 shows a schematic cross-sectional view of the value document substrate of FIG. 3 after the step of finally drying by means of a UV drying device. Based on FIG. 9 It can be seen that after embossing the UV-curable ink layer (reference number 31 in FIG. 3 ) a relatively weak or low profile of the 3-D paint occurred. In other words, the 3-D varnish 312 has "recovered” only slightly from the embossment at the bottom and retracted slightly to create a "hard” image relief.
- a UV varnish was applied to the value document substrate by means of an anilox roller (scoop volume: 20 cm 3 / m 2 ).
- the paint application was 7 microns.
- the UV varnish contained 7% by weight of iriodin pigments.
- silicone oils can be added to the UV varnish to reduce strike-off of the varnish into the substrate and, moreover, to reduce fouling of the embossed flexographic printing plate.
- the UV varnish had a viscosity of 40 sec. DIN CUP 4 cups.
- preference may be given to working with a varnish temperature of 30 to 40 ° C.
- the elevated temperature has a viscosity-reducing effect.
- Suitable UV lacquers are known from the packaging sector and are available, for example, from Weilburger or Schmid-Rhyner.
- the embossing printing plate used was a flexographic printing plate of the "3D Evolution" type from Reproflex.
- the paint composition for the formation of the anti-soiling coating will be explained below with reference to an example recipe. It is a radically curing UV varnish.
- the degree of gloss and the elasticity of the components may vary in their proportions and quality.
- component Manufacturer Function / chemical name Wt .-% Laromer PE 55 F BASF polyester 24.5 Ebecryl 83 Cytec Amine mod.
Abstract
Description
- Die Erfindung betrifft ein Verfahren zum Herstellen eines Wertdokuments, insbesondere eine Banknote, ein durch das Verfahren erhältliches Wertdokument und eine Vorrichtung zur Durchführung des Verfahrens.
- Wertdokumente im Sinne der Erfindung sind unter Anderem Banknoten, Aktien, Anleihen, Urkunden, Gutscheine, Schecks, Flugscheine, hochwertige Eintrittskarten, Etiketten zur Produktsicherung, Kredit- oder Geldkarten, aber auch andere fälschungsgefährdete Dokumente, wie Pässe, Ausweiskarten oder sonstige Ausweisdokumente.
- Während ihres Umlaufs werden Wertdokumente, wie Banknoten, starken Belastungen unterschiedlicher Art ausgesetzt, die ihre Umlaufdauer begrenzen. Die Umlaufdauer einer Banknote hängt wesentlich von ihrer Beanspruchung ab. Bestimmte Stückelungen werden im Handel bevorzugt benutzt und weisen damit aufgrund der stärkeren Belastung durch Umwelteinflüsse eine geringere Umlaufdauer auf. Eine Ursache für die Einschränkung der Umlaufdauer sind mechanische Beanspruchungen durch Abrieb, Falten oder Knittern. Als Hauptursache für die eingeschränkte Umlaufzeit von Banknoten gilt deren frühzeitige Verschmutzung. Da das für Banknoten bevorzugt verwendete Papier sehr porös ist, besitzt es eine große Oberfläche sowie eine hohe Oberflächenrauigkeit. Die Oberflächenrauigkeit begünstigt im Vergleich zu einer glatten Oberfläche Schmutzablagerungen im erheblichen Maße. Schmutz kann flüssig oder fest sein, und flüssiger Schmutz wiederum kann hydrophob oder hydrophil sein.
- Es besteht das Bedürfnis, Wertdokumente, und insbesondere die stark beanspruchten Banknoten, gegen Verschmutzungen und Kontaminierungen jeglicher Art zu schützen, um dadurch die Umlaufdauer zu erhöhen.
- Es wurden zahlreiche Versuche unternommen, die Umlaufdauer von Banknoten zu verlängern. Beispielsweise wurde vorgeschlagen, Banknoten vollständig aus einem Kunststoffsubstrat zu fertigen (siehe z.B. die
AU 488,652 EP 0 256 170 B2 wurde vorgeschlagen, bedruckte Geldscheine mit einer Schmutz-abweisenden Schutzschicht zu versehen, die zum größeren Teil Celluloseester oder Celluloseether und zu einem geringeren Teil mikronisiertes Wachs enthält und die vollflächig auf die Geldscheine aufgebracht wird. Das mikronisierte Wachs wird dabei durch Kneten oder Mischen mit Öl, einem Farbbindemittel oder einer Mischung daraus dispergiert. - Besondere Bedeutung kommt auch den optischen Eigenschaften von Wertdokument-Beschichtungen zu. Die Beschichtungen sollten bevorzugt ein mattes Oberflächen-Erscheinungsbild bieten, da matte Beschichtungen den optischen Eindruck eines Wertdokuments, im Gegensatz zu sehr glatten Beschichtungen, nicht negativ beeinflussen, dem Wertdokument beim Ablegen, Stapeln und Greifen eine bessere Griffigkeit verleihen, ein Verrutschen der gestapelten Bögen bei Transportvorgängen vermeiden (beeinflusst durch Haft- und Gleitreibung), und außerdem die maschinelle Überprüfung der Sicherheitselemente erleichtern. Ein Sicherheitselement, das von einer matten Beschichtung umgeben ist, ist wegen der deutlich geringeren Reflexionen von optischen Sensoren leichter zu erfassen bzw. wird nicht durch Glanzlichter gestört.
- Wertdokumente mit Papiersubstrat werden häufig im Stichtiefdruckverfahren bedruckt. Durch den hohen Druck, mit dem das Substrat bei diesem Verfahren gegen die Druckplatte gepresst wird, wird die Papieroberfläche in den nicht gravierten, d. h. nicht farbführenden, Bereichen der Druckplatte stark verdichtet und geglättet. Dadurch kann auf dem Papiersubstrat ein unerwünschter Glanz entstehen, der durch eine danach aufgebrachte matte Beschichtung wieder zu reduzieren ist.
- Während es grundsätzlich wünschenswert ist, Wertdokumenten ein eher mattes Oberflächen-Erscheinungsbild zu geben, darf jedoch die optische Wahrnehmbarkeit von Fälschungssicherungsmitteln nicht durch eine matte Beschichtung beeinträchtigt, d.h. abgeschwächt, werden. In bestimmten Fällen kann es sogar sehr erwünscht sein, das Fälschungssicherungsmittel optisch hervorzuheben, um die Aufmerksamkeit eines Betrachters gezielt darauf zu lenken. Ein Verstecken unter einer matten Beschichtung wäre dann sehr kontraproduktiv, vielmehr sollte das Fälschungssicherungsmittel durch eine möglichst stark glänzende Beschichtung optisch hervorgehoben und betont werden.
- Hinsichtlich der Optimierung des Glanzes hat es sich bewährt, ein Papiersubstrat vor dem Auftragen eines Hochglanzlacks zunächst mit einer ersten Lackschicht, z.B. einem Mattlack, zu versehen und die Substratoberfläche zu versiegeln. Auf diese Weise können Glanzverluste vermieden werden, die dadurch entstehen, dass der auf das Substrat aufgebrachte Hochglanzlack in das Substrat eindringt bzw. wegschlägt.
- Wertdokumente, deren Oberfläche sowohl matte, als auch glänzende Bereiche aufweisen (sogenannte Matt/Glanz-Effekte) können mittels einfacher Drucktechniken oder durch das Aufkleben von Hochglanzfolien nachgestellt werden.
- Davon ausgehend liegt der Erfindung die Aufgabe zugrunde, Wertdokumente bereitzustellen, die hinsichtlich ihres Glanzes optimiert sind und insbesondere eine erhöhte Fälschungssicherheit aufweisen. Die Wertdokumente sollten weiter im Besonderen eine erhöhte Umlauf dauer besitzen.
- Diese Aufgabe wird durch die in den unabhängigen Ansprüchen definierten Merkmalskombinationen gelöst. Die abhängigen Ansprüche geben vorteilhafte Ausgestaltungen der Erfindung an.
-
- 1. Ein erster Aspekt der Erfindung betrifft ein Verfahren zum Herstellen eines Wertdokuments, insbesondere eine Banknote, umfassend
- a) das Bereitstellen eines Wertdokumentsubstrats; vorzugsweise das Aufbringen einer Primerschicht, die geeignet ist, das Eindringen einer Effektpigmente enthaltenden Farbe in das Substrat zu vermeiden;
- b) das Aufbringen einer fließfähigen, UV-vernetzbaren, Effektpigmente enthaltenden Farbschicht auf das Wertdokumentsubstrat mittels eines ersten Flexodruckwerks;
- c) das in-Kontakt-Bringen des Wertdokumentsubstrats mit einer Flexodruckplatte innerhalb eines zweiten Flexodruckwerks, wobei die Flexodruckplatte einen Druckplattenbereich, der für das Prägen der auf das Wertdokumentsubstrat aufgebrachten, UV-vernetzbaren, Effektpigmente enthaltenden Farbschicht geeignet ist, aufweist und mindestens einen weiteren Druckplattenbereich, der mit einem Lack zur Bildung einer Schmutzabweisenden Beschichtung versehen ist, um auf diese Weise ein Wertdokumentsubstrat zu erzeugen, das eine mit einer dreidimensionalen Prägestruktur versehene, UV-vernetzbare, Effektpigmente enthaltende Farbschicht aufweist und außerhalb des Bereichs der Farbschicht eine Schmutzabweisende Beschichtung aufweist; e) das vollständige Vernetzen der auf das Wertdokumentsubstrat aufgebrachten, mit einer dreidimensionalen Prägestruktur versehenen, UV-vernetzbaren, Effektpigmente enthaltenden Farbschicht mittels einer UV-Trocknungseinrichtung.
- Die erhaltene, vollständig mittels UV-Licht vernetzte, Effektpigmente enthaltende Farbschicht kann insbesondere aufgrund ihrer Materialbeschaffenheit ebenfalls eine schmutzabweisende Wirkung aufweisen.
- Die erzeugte dreidimensionale Prägestruktur kann insbesondere in einem Durchsichtsfensterbereich des Wertdokumentsubstrats vorliegen (ein Durchsichtsfensterbereich kann z.B. bei einem Papiersubstrat durch eine Aussparung erzeugt werden, wobei der Bereich der Aussparung mit einer Folie versehen wird; alternativ kann ein Durchsichtsfensterbereich erzeugt werden, indem man ein Substrat auf Kunststoff-Basis verwendet, das mit Ausnahme des Durchsichtsfensterbereichs eine opake Farbannahmeschicht aufweist). Weiter im Besonderen kann die dreidimensionale Prägestruktur auf Iriodin-Pigmenten basieren. Solche Pigmente haben eine weiß-silbrige Farbe, sodass die dreidimensionale Prägestruktur insbesondere bei Betrachtung vor einem schwarzen Untergrund erkennbar ist.
- Um den Transfer der Effektpigmente-enthaltenden Farbschicht von der Druckplatte auf das Substrat zu verbessern ist es vorteilhaft, die Druckplatte mit Mikrostukturen auszustatten. Solche Druckplatten mit Mikrostrukturen werden z.B. von der Firma Rudolf Reproflex GmbH oder von der Firma Kodak (von Kodak unter dem Handelsnamen "DigiCap NX") hergestellt. Die Mikrostrukturen, die letzten Endes ein Raster darstellen, bewirken über die Vergrößerung der Oberfläche einen gleichmäßigeren stabileren Farbtransfer auf das Substrat und führen damit zu einer Effektsteigerung.
- 2. Eine bevorzugte Ausgestaltung betrifft das Verfahren nach Absatz 1, das zwischen den Schritten b) und c) den zusätzlichen Schritt des unvollständigen Vernetzens der auf das Wertdokumentsubstrat aufgebrachten UV-vernetzbaren, Effektpigmente enthaltenden Farbschicht mittels einer UV-Trocknungseinrichtung aufweist, um auf diese Weise die Viskosität der Farbschicht und die Verlaufseigenschaften der noch nicht vollständig vernetzten Farbschicht nach dem Einbringen der dreidimensionalen Prägestruktur zu modifizieren.
- 3. Eine weitere bevorzugte Ausgestaltung betrifft das Verfahren nach Absatz 1 oder 2, wobei die Flexodruckplatte zwei Druckplattenbereiche aufweist, nämlich einen ersten, erhöhten Druckplattenbereich, der mit dem Lack zur Bildung einer Schmutz-abweisenden Beschichtung eingefärbt ist, und einen zweiten, vertieften Druckplattenbereich, der nicht mit Lack zur Bildung einer Schmutz-abweisenden Beschichtung eingefärbt ist und der an das Einbringen einer dreidimensionalen Prägestruktur in die auf das Wertdokumentsubstrat aufgebrachte, UV-vernetzbare, Effektpigmente enthaltende Farbschicht angepasst ist.
- 4. Eine weitere bevorzugte Ausgestaltung betrifft das Verfahren nach einem der Absätze 1 bis 3, das zwischen den Schritten a) und b) den zusätzlichen Schritt des Aufbringens einer Primerschicht aufweist, die bevorzugt auf einem visuell nicht sichtbaren Lack oder auf einer visuell erkennbaren Farbe beruht und insbesondere bevorzugt anorganische Buntpigmente, organische Farbstoffe, Ruß oder Magnetpigmente enthält.
- 5. Eine weitere bevorzugte Ausgestaltung betrifft das Verfahren nach Absatz 4, wobei die Primerschicht mittels Offsetdruck, Flexodruck, Siebdruck, Inkjetdruck oder Tiefdruck auf das Substrat appliziert wird.
- 6. Eine weitere bevorzugte Ausgestaltung betrifft das Verfahren nach einem der Absätze 1 bis 5, wobei die Effektpigmente der im Schritt b) eingesetzten, fließfähigen, UV-vernetzbaren Farbschicht von der Gruppe bestehend aus Perlglanzpigmenten, Metalleffektpigmenten, Interferenzpigmenten, Mehrschichtpigmenten mit transparenten oder transparenten und opaken Schichten, holographischen Pigmenten, BiOCl-Pigmenten und Flüssigkristallpigmenten gewählt sind.
- 7. Eine weitere bevorzugte Ausgestaltung betrifft das Verfahren nach einem der Absätze 1 bis 6, wobei der im Schritt c) eingesetzte Lack zur Bildung der Schmutz-abweisenden Beschichtung ein wasserbasierender Lack, ein UV-Lack, der insbesondere radikalisch oder kationisch härtend ist, oder ein wasserbasierender Lack mit UV-reaktiven Komponenten ist.
- 8. Ein zweiter Aspekt der Erfindung betrifft eine Vorrichtung zur Durchführung des Verfahrens nach einem der Absätze 1 bis 7, umfassend in der Reihenfolge
- ein optionales Druckwerk, insbesondere ein Offset-, Flexo-, Sieb-, Inkjet- oder Tiefdruckwerk, das angepasst ist, ein Wertdokumentubstrat mit einer Primerschicht zu versehen;
- ein erstes Flexodruckwerk, das angepasst ist, auf das gegebenenfalls mit einer Primerschicht versehene Wertdokumentsubstrat eine fließfähige, UV-vernetzbare, Effektpigmente enthaltende Farbschicht aufzubringen;
- eine optionale UV-Trocknungseinrichtung, die angepasst ist, die auf das Wertdokumentsubstrat aufgebrachte UV-vernetzbare, Effektpigmente enthaltende Farbschicht unvollständig zu vernetzen, um auf diese Weise die Viskosität der Farbschicht und die Verlaufseigenschaften der noch nicht vollständig vernetzten Farbschicht nach dem Einbringen einer dreidimensionalen Prägestruktur zu modifizieren;
- ein zweites Flexodruckwerk, das angepasst ist an das in-Kontakt-Bringen des Wertdokumentsubstrats mit einer Flexodruckplatte, die einen Druckplattenbereich, der für das Prägen der auf das Wertdokumentsubstrat aufgebrachten, UV-vernetzbaren, Effektpigmente enthaltenden Farbschicht geeignet ist, aufweist und mindestens einen weiteren Druckplattenbereich, der mit einem Lack zur Bildung einer Schmutz-abweisenden Beschichtung versehen ist, um auf diese Weise ein Wertdokumentsubstrat zu erzeugen, das eine mit einer dreidimensionalen Prägestruktur versehene, UV-vernetzbare, Effektpigmente enthaltende Farbschicht aufweist und außerhalb des Bereichs der Farbschicht eine Schmutz-abweisende Beschichtung aufweist;
- eine UV-Trocknungseinrichtung, die angepasst ist an das vollständige Vernetzen der auf das Wertdokumentsubstrat aufgebrachten, mit einer dreidimensonalen Prägestruktur versehenen, UV-vernetzbaren, Effektpigmente enthaltenden Farbschicht.
- 9. Eine bevorzugte Ausgestaltung betrifft die Vorrichtung nach Absatz 8, wobei die Flexodruckplatte des zweiten Flexodruckwerks zwei Druckplattenbereiche aufweist, nämlich einen ersten, erhöhten Druckplattenbereich, der mit dem Lack zur Bildung einer Schmutz-abweisenden Beschichtung eingefärbt ist, und einen zweiten, vertieften Druckplattenbereich, der nicht
mit Lack zur Bildung einer Schmutz-abweisenden Beschichtung eingefärbt ist und der an das Einbringen einer dreidimensionalen Prägestruktur in die auf das Wertdokumentsubstrat aufgebrachte, UV-vernetzbare, Effektpigmente enthaltende Farbschicht angepasst ist. - 10. Ein dritter Aspekt der Erfindung betrifft ein Wertdokument, insbesondere eine Banknote, erhältlich durch das Verfahren nach einem der Absätze 1 bis 7.
- Das Verprägen von auf Effektpigmenten beruhenden Druckschichten ist im Wertpapierdruck bekannt. So können beispielsweise im Stichtiefdruckverfahren auf ein Wertdokumentsubstrat aufgebrachte, bereits durchgehärtete, OVI®-Pigmente oder ähnliche Pigmente enthaltende Farbschichten in einem nachfolgenden Schritt blind verprägt werden. Durch den hohen Druck passt sich die Oberfläche des Wertdokumentsubstrats an die gravierte Oberfläche der für das Blindverprägen herangezogenen Druckform (insbesondere eine Stichtiefdruckplatte) an. Der Nachteil eines solchen Verfahrens ist unter anderem, dass die Pigmente bezüglich ihrer räumlichen Ausrichtung innerhalb der Druckschicht nahezu fixiert sind, sodass eine Umorientierung der Pigmente nur bedingt möglich ist. Des Weiteren sind für den Schritt des Verprägens von gehärteten Druckschichten ein verhältnismäßig hoher Druck und tiefe Gravuren erforderlich, die gegebenenfalls zu Beschädigungen des Wertdokumentsubstrats (insbesondere Papier) führen können. Weiterhin nachteilig sind die Passerschwankungen im Stichtiefdruck.
- Der Erfindung liegt die Idee zugrunde, das zweite Flexodruckwerk einer Flexodruckmaschine nicht nur als Druckwerk, sondern auch als Prägewerk zu verwenden.
- Mittels des ersten Flexodruckwerks der Flexodruckmaschine wird zunächst eine UV-vernetzbare, Effektpigmente enthaltende Farbschicht auf das Wertdokumentsubstrat aufgebracht. Die Farbschicht weist bevorzugt eine Schichtdicke in einem Bereich von 4 bis 12 µm auf, insbesondere bevorzugt eine Schichtdicke in einem Bereich von 6 bis 10 µm.
- Mittels einer optional zwischen dem ersten Flexodruckwerk und dem zweiten Flexodruckwerk angeordneten UV-Trocknungseinrichtung (die nachfolgend auch als "erste UV-Trocknungseinrichtung" oder als "UV-Zwischentrockner" bezeichnet wird) lässt sich die Viskosität der durch das erste Flexodruckwerk auf das Wertdokumentsubstrat aufgebrachten, UV-vernetzbaren Farbschicht gezielt über die UV-Leistung steuern. Insbesondere erfolgt durch die UV-Strahlung ein unvollständiges Vernetzen (ein sogenanntes Anhärten) der auf das Wertdokumentsubstrat aufgebrachten UV-vernetzbaren, Effektpigmente enthaltenden Farbschicht, um auf diese Weise die Viskosität der Farbschicht zu erhöhen und diese besser prägbar zu machen. Bei dem UV-Zwischentrockner handelt es sich insbesondere um einen LED-Trockner mit einer Leistung von 1 bis 8 Watt/cm2. Ein solches Trocknermodul benötigt keinen mechanischen Shutter, sodass es auch relativ kleine Bauformen gibt. Das Anhärten der Farbschicht kann von der Vorderseite, oder bevorzugt von der Rückseite durch das Substrat erfolgen. Das Anhärten von der Rückseite ist mit dem Vorteil verbunden, dass das Wegschlagen der Farbschicht in das Substrat verringert wird. Insbesondere kann die Rückseite des Substrats teilweise eine UV-absorbierende Schicht, z.B. eine Deckweißschicht aufweisen. Auf diese Weise kann die Leistung der UV-Strahlung moduliert werden.
- Im zweiten Flexodruckwerk erfolgt ein passgenaues bzw. registergenaues Prägen der mittels des ersten Flexodruckwerks aufgebrachten Farbschicht, um auf diese Weise einen Reliefeffekt zu erzeugen. Im zweiten Flexodruckwerk wird neben dem Prägen der Farbschicht zeitgleich das Aufbringen einer Schmutz-abweisenden Beschichtung auf das Wertdokumentsubstrat durchgeführt. Dabei wird die Schmutz-abweisende Beschichtung "komplettierend" zur Farbschicht auf das Substrat aufgetragen, sodass bevorzugt keine Überlappung zwischen der UV-vernetzbaren Farbschicht und der Schmutz-abweisenden Beschichtung auftritt. Die Schmutz-abweisende Beschichtung weist bevorzugt eine Schichtdicke in einem Bereich von 1,5 bis 3 µm auf.
- Mittels des erfindungsgemäßen Verfahrens kann die Erzeugung des Relieflacks auf kostengünstige Weise in einem "In-Line Prozess" zusammen mit der Erzeugung der Schmutz-abweisenden Beschichtung erfolgen.
- Die im zweiten Flexodruckwerk eingesetzte Flexodruckplatte kann zusätzlich eine Farb- bzw. Lack-abweisende Beschichtung an ihrer Oberfläche im Prägebereich aufweisen, um die Verschmutzung zu reduzieren.
- Nach dem Schritt des Prägens erfolgt mittels einer weiteren UV-Trocknungseinrichtung (die nachfolgend auch als "zweite UV-Trocknungseinrichtung" oder als "UV-Endtrockner" bezeichnet wird) die vollständige Härtung der geprägten, UV-vernetzbaren Farbschicht.
- Das erfindungsgemäße Herstellungsverfahren ermöglicht die Bereitstellung starker Verprägungen (die nachfolgend auch als "makroskopische Struktur" bzw. "makroskopische Verprägung" bezeichnet werden) innerhalb der UV-vernetzbaren Farbschicht, um auf diese Weise einen Relief-Effekt zu erzeugen. Der dreidimensionale Effekt, der durch die in der Farbschicht vorhandenen Vertiefungen erzeugt wird, wird durch den Einsatz von Effektpigmenten visuell verstärkt. Dies ist unter anderem darauf zurückzuführen, dass im Schritt des Prägens nicht nur die Farbschicht verdrängt wird, sondern auch die räumliche Orientierung der Effektpigmente verändert wird. Der Verlauf (d.h. das sich räumliche Zurückziehen) der fließfähigen Farbschicht erfolgt vermutlich schneller als eine Umorientierung des Effektpigments, sodass die Prägeinformation trotz einer sich teilweise ereignenden Nivellierung der Farbschicht infolge der noch nicht vollständigen Rückorientierung des Effektpigments erkennbar bleibt. Der Verlauf der Farbschicht und die Fixierung der räumlichen Orientierung der Effektpigmente lassen sich durch den optionalen UV-Zwischentrockner steuern.
- Die in die UV-vernetzbare Farbschicht eingebrachte makroskopische Verprägung ist insbesondere eine Kennzeichnung in Form von (Linien- )Mustern, Zeichen, Ziffern oder dergleichen. Die geprägte Kennzeichnung kann einen Sinnzusammenhang zu bestehenden Motiven auf einem Wertdokument aufweisen.
- Die UV-vernetzbare Druckfarbe kann darüber hinaus (maschinenlesbare) Merkmalsstoffe, z.B. lumineszierende, magnetische und/oder IR-absorbierende Merkmalsstoffe, aufweisen. Enthält der mittels der UV-vernetzbaren Druckfarbe erzeugte Relieflack zusätzliche maschinenlesbare Merkmalsstoffe, dann korreliert die Merkmalsintensität (z.B. die Intensität der Lumineszenzemission) mit der Höhe des dreidimensionalen Relieflacks. Auf diese Weise ist die dreidimensionale Struktur auch maschinenlesbar.
- Um den Prägeeffekt zu optimieren, kann das Wertdokumentsubstrat bereits vor dem Schritt des Aufbringens der UV-vernetzbaren Farbschicht mittels des ersten Flexodruckwerks mit einer Primerschicht (bzw. Vorbeschichtung) bedruckt sein, die eine Glättung des Substrats bewirkt und damit ein Wegschlagen der UV-vernetzbaren Farbschicht in das Substrat verringert. Die Primerschicht kann z.B. auf einem visuell nicht sichtbaren Lack oder auf einer visuell erkennbaren Farbe beruhen. Die Primerschicht kann insbesondere anorganische Buntpigmente, organische Farbstoffe, Ruß oder Magnetpigmente enthalten. Durch Buntpigmente enthaltende Primerschichten kann der Kontrast der oberhalb des Primers vorhandenen dreidimensionalen Farbschicht optimiert werden. Der Primer-Aufdruck kann vollflächig oder lediglich in einem Teilbereich auf dem Substrat erfolgen. Der Primer kann z.B. im Offsetdruck, Flexodruck, Siebdruck, Inkjetdruck oder Tiefdruck auf das Substrat appliziert werden. Des Weiteren kann die Primerschicht Merkmalsstoffe, z.B. lumineszierende, magnetische und/oder IR-absorbierende Merkmalsstoffe aufweisen. Der Primer kann darüber hinaus Effektpigmente enthalten.
- Das Aufdrucken der UV-vernetzbaren Farbschicht kann insbesondere gepassert bzw. registergenau zu dem Aufdruck der Primerschicht erfolgen. Dieses Vorgehen ist z.B. dann sinnvoll, wenn der Primer-Vordruck in einem "InLine Prozess" zusammen mit dem Druck der einen Relieflack erzeugenden UV-vernetzbaren Farbschicht erfolgt.
- Die im erfindungsgemäßen Verfahren zum Einsatz kommende UV-vernetzbare Farbschicht basiert auf einer Effektpigment/Bindemittel-Kombination. Als Effektpigmente können insbesondere plättchenförmige Effektpigmente, weiter im Besonderen Perlglanzpigmente, Metalleffektpigmente, Interferenzpigmente, Mehrschichtpigmente mit transparenten oder transparenten und opaken Schichten, holographische Pigmente, BiOCl-Pigmente (BiOCl = Bismutchloridoxid) oder Flüssigkristallpigmente bzw. LCP-Pigmente (LCP = Liquid Crystal Polymer) gewählt werden.
- Interferenzpigmente weisen typischerweise einen Dünnschichtaufbau auf, der eine Reflexionsschicht, eine teildurchlässige Schicht und eine oder mehrere dazwischen liegende dielektrische Abstandsschichten umfasst. Diese basieren beispielsweise auf Glimmer, auf SiO2 oder auf Al2O3. Solche Interferenzschichten werden entsprechend der Anzahl von dielektrischen Schichten als ein- oder mehrschichtig bezeichnet. Druckfarben mit Pigmenten solcher Dünnschicht-Interferenzschichten werden beispielsweise unter dem Namen Iriodin® (einschichtig) oder Colorcrypt® (mehrschichtig) von der Firma Merck KGaA vertrieben. Druckfarben mit mehrschichtigen Interferenzschichtpigmenten werden ferner unter dem Namen OVI® von der Firma SICPA vertrieben.
- Eine Untergruppe der Interferenzschichtpigmente sind cholesterische oder anderweitige Flüssigkristalle, die auch verwendet werden können. Diese liegen beispielsweise als flüssigkristalline Silikonpolymere vor oder auch als Pigmente in so genannten STEP®-Farben ("Shimmery Twin Effect Protection"). Pigmente auf der Basis von flüssigkristallinen Polymeren sind z.B. aus der
WO 2008/000755 A1 bekannt. Flüssigkristall-UV-Siebdruckfarben sind u.a. bei der Fa. Merck erhältlich. - Die erfindungsgemäß verwendete UV-vernetzbare Druckfarbe kann darüber hinaus auf den in der
WO 2011/064162 A2 beschriebenen Effektpigment-Zusammensetzungen mit Farbkippeffekt beruhen. Die Pigmente weisen von Ende-zu-Ende eine längste Abmessung ("longest dimension of edge length") in einem Bereich von 15 nm bis 1000 nm auf und beruhen auf einem Übergangsmetall, das von der Gruppe bestehend aus Cu, Ag, Au, Zn, Cd, Ti, Cr, Mn, Fe, Co, Ni, Ru, Rh, Pd, Os, Ir und Pt gewählt ist. Das Übergangsmetall ist bevorzugt Ag. Das Aspektverhältnis (d.h. das Verhältnis der längsten Abmessung von Ende-zu-Ende bezogen auf die Dicke) ist mindestens 1,5, insbesondere in einem Bereich von 1,5 bis 300. Das Verhältnis des Bindemittels zu Metallpigment ist unterhalb von 10:1, insbesondere unterhalb 5:1. In Abhängigkeit von der Wahl des Aspektverhältnisses des Pigments, seiner längsten Abmessung von Ende-zu-Ende und der Einstellung des Pigment/Bindemittel-Verhältnisses lässt sich die Farbe bei Betrachtung der Druckschicht in Transmission und die Farbe bei Betrachtung in Reflexion einstellen (z.B. Blau in Transmission und Silber, Gold, Bronze, Kupfer oder Violett in Reflexion; darüber hinaus auch Violett, Magenta, Pink, Grün oder Braun in Transmission und verschiedenen Farben in Reflexion, die von der Wahl des Pigment/Bindemittel-Verhältnisses abhängen). Farben mit Gold/Blau-Farbwechsel zwischen Reflexion und Transmission (anders gesagt, zwischen Auflicht- und Durchlicht-Betrachtung) sind z.B. in den Beispielen 1, 2 und 3 in der Tabelle 1 derWO 2011/064162 A2 genannt. Des Weiteren zeigt Beispiel 4 eine Farbe mit Gold/Violett-Farbwechsel, Beispiel 5 eine Farbe mit Grün-Gold/Magenta-Farbwechsel, Beispiel 7 eine Farbe mit Violett/ Grün-Farbwechsel und Beispiel 8 eine Farbe mit Silber/Opak-Farbwechsel. - Die erfindungsgemäß verwendete UV-vernetzbare Druckfarbe kann darüber hinaus auf den in der
WO 2005/051675 A2 (siehe darin insbesondere die Beschreibung auf Seite 11, Zeile 10, bis Seite 12, vorletzter Absatz) beschriebenen Metallpigment-Zusammensetzungen beruhen. Die Pigmente beruhen auf einem Metall, das vorzugsweise von der Gruppe bestehend aus Aluminium, Edelstahl, Nichrome, Gold, Silber, Platin und Kupfer gewählt ist. Das Metall ist insbesondere bevorzugt Aluminium, wobei der mittlere Teilchendurchmesser bevorzugt in einem Bereich von 8 bis 15 µm, weiter bevorzugt in einem Bereich von 9 bis 10 µm liegt, gemessen mit einem Coulter LS130 Laserdiffraktionsgranulometer. Eine solche Druckfarbe ermöglicht die Bereitstellung einer "silbernen" Spiegelschicht. Darüber hinaus können die Metallpigment-Zusammensetzungen (z.B. gelb) eingefärbt sein. - Im Falle, dass sowohl die Primerschicht, als auch die für die Erzeugung des Relieflacks verwendete UV-vernetzbare Druckfarbe Merkmalsstoffe (z.B. lumineszierende, magnetische und/ oder IR-absorbierende Merkmalsstoffe) enthalten, können die damit verbundenen Messsignal-Intensitäten gleichartig sein, sodass die Messsignal-Intensität verstärkt wird, oder verschieden sein. Nachfolgend werden bevorzugte Kombinationen genannt:
- 1) Der Primer enthält einen im langwelligen UV-Bereich anregbaren lumineszierenden Merkmalsstoff. Der Relieflack enthält einen im kurzwelligen UV-Bereich anregbaren lumineszierenden Merkmallsstoff. Auf diese Weise kann in Abhängigkeit von der Anregungswellenlänge, dem Druckmuster der Primerschicht und des Relieflacks und der (Relief-)Höhe des Relieflacks eine unterschiedliche Bildinformation erzeugt werden.
- 2) Der Primer enthält einen im kurzwelligen UV-Bereich anregbaren lumineszierenden Merkmalsstoff. Der Relieflack enthält ebenfalls einen im kurzwelligen UV-Bereich anregbaren lumineszierenden Merkmallsstoff. Auf diese Weise kann in Abhängigkeit von der Schichtstärke und der (Relief-)Höhe des Relieflacks die von der Primerschicht ausgehende Lumineszenz-Emission mehr oder weniger verstärkt werden. Die von der Primerschicht ausgehende Lumineszenz-Emission wird darüber hinaus von der Orientierung der im Relieflack vorhandenen Effektpigmente beeinflusst, d.h. mehr oder weniger stark abgeschwächt.
- Der Lack zur Bildung der Schmutz-abweisenden Beschichtung kann insbesondere ein wasserbasierender Lack, ein UV-Lack (der insbesondere radikalisch oder kationisch härtend ist) oder ein wasserbasierender Lack mit UV-reaktiven Komponenten sein. UV-vernetzende Lacke zeichnen sich durch eine hohe physikalische und chemische Beständigkeit aus und sind sehr scheuerfest. Bevorzugt kommen radikalisch vernetzende UV-Lacke infrage. Radikalisch vernetzende Zusammensetzungen basieren beispielsweise auf Acrylsäureestern. Es versteht sich, dass jeweils geeignete Photoinitatoren enthalten sein müssen, und dass die Zusammensetzungen die üblichen Hilfsmittel enthalten können, die einem Fachmann bekannt sind. Es wird bevorzugt, dass die Antischmutzbeschichtung zur Verbesserung der schmutzabweisenden Eigenschaften zusätzlich Silikonharze und/ oder Wachse aufweist. Darüber hinaus können Hilfsstoffe enthalten sein, beispielsweise Koaleszenzmittel, Verlaufmittel, Benetzungsmittel, Entschäumungsmittel, Viskositäts-Modifizierungsmittel, Dispergier-Hilfsmittel und Verdünnungsmittel. Auch bevorzugt visuell nicht erkennbare Merkmalsstoffe, wie beispielsweise Lumineszenzstoffe, können in der Zusammensetzung enthalten sein.
- Das Wertdokumentsubstrat, das gemäß dem erfindungsgemäßen Verfahren mit UV-vernetzbarer Farbe versehen wird, kann insbesondere ein Sicherheitspapier sein. Unter einem Sicherheitspapier wird die noch nicht umlauffähige Vorstufe zu einem Wertdokument verstanden. Der Begriff Sicherheitspapier schließt im Folgenden auch Papier-ähnliche Substrate, z.B. Kunststoff- bzw. Polymersubstrate, oder Papier/Kunststoff-Mehrschichtsubstrate, wie etwa ein Kunststoff/Papier/Kunststoff-Substrat oder ein Papier/Kunststoff/Papier-Substrat, ein. Unter einem Kunststoff/Papier/Kunststoff-Substrat ist ein Substrat mit einer Papier-Mittellage zu verstehen, die bei beidseitig mit einer Kunststoff-Lage bzw. Folie versehen ist (siehe die
WO 2004/028825 A2 ). Ein Papier/Kunststoff/PapierSubstrat ist aus derWO 2006/066431 A1 bekannt. - Das erfindungsgemäße Verfahren eignet sich nicht nur zur Erzeugung von Wertdokumentsubstraten, sondern auch zur Erzeugung von Sicherheitsfolien und Sicherheitselementen. Ein Sicherheitselement ist üblicherweise mit einer ein Sicherheitsmerkmal aufweisenden Funktionsschicht, z.B. eine optisch variable Beschichtung, versehen. Besonders zweckmäßig ist es, wenn das Sicherheitselement mittels eines Klebstoffes, z.B. mittels eines Heißsiegellacks, auf den Wertgegenstand oder das Sicherheitspapier aufgeklebt wird. Ein solches Sicherheitselement ist z.B. ein Patch. Das Sicherheitselement wird üblicherweise zusammen mit weiteren Sicherheitselementen auf einer als Träger (bzw. Trägersubstrat) dienenden, streifenförmigen Endlosfolie bereitgestellt und von dort auf die Oberfläche eines Sicherheitspapiers oder eines Wertgegenstandes übertragen. Da die Trägerfolie bei der Applikation des Sicherheitselements auf das Sicherheitspapier oder auf den Wertgegenstand in manchen Fällen von der Oberfläche des Sicherheitselements entfernt wird, wird häufig anstelle des Begriffs Endlosfolie der Begriff (Endlos- )Transferfolie bzw. (Endlos-)Transferband und anstelle des Begriffs Sicherheitselement der Begriff Transferelement verwendet. Eine streifenförmige Endlosfolie wird als Rollenware bereitgestellt, d.h. als sozusagen endloses Band aufgewickelt auf einer Rolle, wobei die Endlosfolie selbstverständlich nicht endlos und damit unendlich lang ist, sondern insbesondere eine Länge im Bereich von Kilometern aufweist. Maschinen für das Aufbringen von Sicherheitselementen auf die Oberfläche eines Sicherheitspapiers oder eines Wertgegenstandes sind kommerziell erhältlich, z.B. OptiNota H® der König&Bauer AG. Eine solche Vorrichtung ermöglicht die passgenaue bzw. registergenaue Aufbringung von Sicherheitselementen in Form von Folienstreifen auf Papierbögen.
- Das erfindungsgemäße Verfahren eignet sich weiterhin zur Bereitstellung von Wert- oder Ausweisdokumenten, insbesondere Banknoten, die mit einem Durchsichtssicherheitsmerkmal, wie etwa einem Durchsichtsfenster, versehen sind.
- Die Erfindung wird nachstehend anhand von bevorzugten Ausführungsformen in Verbindung mit den beigefügten Figuren erläutert, bei deren Darstellung auf eine maßstabs- und proportionsgetreue Wiedergabe verzichtet wurde, um die Anschaulichkeit zu erhöhen.
- Es zeigen:
- Fig. 1
- eine schematische Querschnittansicht eines mit einem Primer-Aufdruck versehenen Wertdokumentsubstrats;
- Fig. 2
- eine schematische Querschnittansicht eines mit einem Primer-Aufdruck versehenen Wertdokumentsubstrats, das zusätzlich eine UV-vernetzbare, Effektpigmente enthaltende Farbschicht aufweist;
- Fig. 3
- eine schematische Querschnittansicht eines mit einem Primer-Aufdruck versehenen Wertdokumentsubstrats, wobei die UV-vernetzbare, Effektpigmente enthaltende Farbschicht eine makroskopische Verprägung aufweist und somit einen Relieflack bildet; oberhalb des Substrats (und des gegebenenfalls vorhandenen Primers) befindet sich außerhalb des Bereiches des Relieflacks eine Schmutz-abweisende Beschichtung;
- Fig. 4
- eine schematische Querschnittansicht einer im zweiten Flexodruckwerk verwendbaren Druckplatte gemäß einem ersten Ausführungsbeispiel;
- Fig. 5
- eine schematische Querschnittansicht einer im zweiten Flexodruckwerk verwendbaren Druckplatte gemäß einem zweiten Ausführungsbeispiel;
- Fig. 6
- eine schematische Querschnittansicht der Druckplatte der
Figur 4 nach der Einfärbung mit Lack zur Erzeugung der Schmutzabweisenden Beschichtung; - Fig. 7
- eine schematische Querschnittansicht der Druckplatte der
Figur 5 nach der Einfärbung mit Lack zur Erzeugung der Schmutzabweisenden Beschichtung; - Fig. 8
- eine schematische Querschnittansicht des Wertdokumentsubstrats der
Figur 3 , wobei der Relieflack einen starken Verlauf aufweist; - Fig. 9
- eine schematische Querschnittansicht des Wertdokumentsubstrats der
Figur 3 , wobei der Relieflack einen geringen Verlauf aufweist. -
Fig.1 zeigt eine schematische Querschnittansicht eines mit einem Primer-Aufdruck 2 versehenen Wertdokumentsubstrats 1, das im vorliegenden Fall aus Papier gebildet ist. Der Primer-Aufdruck 2 enthält eine Buntfarbe und wurde mittels Offsetdruck erzeugt. Der Primer-Aufdruck 2 liegt strukturiert vor und bildet eine für den Betrachter erkennbare Information. -
Fig. 2 zeigt eine schematische Querschnittansicht eines mit einem Primer-Aufdruck 2 versehenen Wertdokumentsubstrats 1, das zusätzlich eine UV-vernetzbare, Iriodin-Pigmente enthaltende Farbschicht 3 aufweist. Die Farbschicht 3 weist eine Schichtdicke in einem Bereich von 7 µm auf. Die Farbschicht 3 wurde mittels des ersten Flexodruckwerks einer Flexodruckmaschine erzeugt. Die Farbschicht kann gegebenenfalls in einem nachfolgenden Schritt mittels einer UV-Trocknungseinrichtung unvollständig vernetzt (d.h. angehärtet bzw. anpolymerisiert) werden, um auf diese Weise die Viskosität zu erhöhen und die Prägbarkeit der Farbschicht zu verbessern, oder anders gesagt, den Verlauf zu reduzieren. Im vorliegenden Fall erfolgte der Aufdruck der Farbschicht 3 nicht gepassert zur Struktur des Primer-Aufdrucks 2, d.h. der Primer 2 ist nur teilweise mit der Farbschicht 3 versehen. -
Fig. 3 zeigt eine schematische Querschnittansicht eines mit einem Primer-Aufdruck 2 versehenen Wertdokumentsubstrats 1, wobei die UV-vernetzbare, Iriodin-Pigmente enthaltende Farbschicht eine makroskopische Verprägung aufweist und somit einen Relieflack bzw. 3-D-Lack 31 bildet. Die Verprägung wurde mittels des zweiten Flexodruckwerks einer Flexodruckmaschine durchgeführt. Das Anhaften von Farbe an der als Prägewerkzeug dienenden Flexodruckplatte kann durch eine geeignete Einstellung des Härtungsgrades der Farbschicht 3 beim Durchlaufen der optionalen UV-Trocknungseinrichtung noch stärker reduziert bzw. vermieden werden. Im zweiten Flexodruckwerk wird neben dem Prägen der Farbschicht 3 zeitgleich das Aufbringen einer Schmutz-abweisenden Beschichtung 4 auf das Wertdokumentsubstrat 1 durchgeführt. Dabei wird die Schmutz-abweisende Beschichtung 4 "komplettierend" zur Farbschicht 3 (bzw. 31) auf das Substrat aufgetragen, sodass keine Überlappung zwischen der UV-vernetzbaren Farbschicht 3 (bzw. 31) und der Schmutz-abweisenden Beschichtung 4 auftritt. Die Schmutz-abweisende Beschichtung 4 weist eine Schichtdicke von 2 µm auf. -
Fig. 4 zeigt eine schematische Querschnittansicht einer im zweiten Flexodruckwerk verwendbaren Flexodruckplatte 5 gemäß einem ersten Ausführungsbeispiel. Die Flexodruckplatte 5 enthält die beiden Bereiche 51 und 52, von denen der Bereich 51 die Prägeinformation zur Erzeugung des Reliefs im Relieflack 31 derFigur 3 bildet und der Bereich 52 den Einfärbebereich zur Erzeugung der Schmutz-abweisenden Beschichtung 4 derFigur 3 bildet. Die beiden Bereiche 51 und 52 der Flexodruckplatte 5 weisen die gleiche Höhe auf. -
Fig. 5 zeigt eine schematische Querschnittansicht einer im zweiten Flexodruckwerk verwendbaren Flexodruckplatte 6 gemäß einem zweiten Ausführungsbeispiel. Die Flexodruckplatte 6 enthält die beiden Bereiche 61 und 62, von denen der vertiefte Bereich 61 die Prägeinformation zur Erzeugung des Reliefs im Relieflack 31 derFigur 3 bildet und der erhöhte Bereich 62 den Einfärbebereich zur Erzeugung der Schmutz-abweisenden Beschichtung 4 derFigur 3 bildet. Der Bereich 61 der Druckplatte weist verglichen mit dem Bereich 62 eine verringerte Höhe auf. Anders gesagt, in der Druckplatte ist der Bereich, der die Prägeinformation zur Erzeugung des Reliefs im 3-D-Lack bildet, tiefer gelegt. -
Fig. 6 zeigt eine schematische Querschnittansicht der Druckplatte derFigur 4 nach der Einfärbung mit Lack zur Erzeugung der Schmutz-abweisenden Beschichtung (Bezugsnummer 4 in derFigur 3 ). Wie man anhand derFigur 6 erkennen kann, wurde sowohl der Bereich 51, als auch der Bereich 52 der inFigur 4 gezeigten Druckplatte 5 gleichmäßig mit (Antischmutzbeschichtungs-)Lack eingefärbt, um auf diese Weise die mit Lack eingefärbten Bereiche 71 und 72 der Druckplatte zu bilden. -
Fig. 7 zeigt eine schematische Querschnittansicht der Druckplatte derFigur 5 nach der Einfärbung mit Lack zur Erzeugung der Schmutz-abweisenden Beschichtung (Bezugsnummer 4 in derFigur 3 ). Wie man anhand derFigur 7 erkennen kann, wurde nicht der vertiefte Bereich 61, sondern nur der erhöhte Bereich 62 der inFigur 5 gezeigten Druckplatte 6 mit (Antischmutzbeschichtungs-)Lack 82 eingefärbt. - Ausgehend von dem in
Figur 2 gezeigten Wertdokument können für den Schritt des Erzeugens des inFigur 3 gezeigten, einen Relieflack 31 und eine Antischmutzbeschichtung 4 aufweisenden Wertdokumentsubstrat sowohl die inFigur 6 , als auch die inFigur 7 gezeigte Flexodruckplatte eingesetzt werden. Die inFigur 7 gezeigte Flexodruckplatte wird allerdings bevorzugt, weil sich im Bereich 61 der Druckplatte, der die Prägeinformation bildet und für das Verprägen der UV-vernetzbaren Farbschicht 3 dient, kein eventuell störender Antischmutzbeschichtungslack vorliegt. -
Fig. 8 zeigt eine schematische Querschnittansicht des Wertdokumentsubstrats derFigur 3 nach dem Schritt des abschließenden Trocknens mittels einer UV-Trocknungseinrichtung. Anhand derFigur 8 ist zu erkennen, dass sich nach dem Prägen der UV-vernetzbaren Farbschicht (Bezugsnummer 31 inFigur 3 ) ein verhältnismäßig starker Verlauf des 3-D-Lacks ereignete. Anders gesagt, der 3-D-Lack 311 hat sich im unteren Bereich wieder von der Prägung "erholt" und sich zurückgezogen, um auf diese Weise ein Relief mit "weicher" Abbildung zu erzeugen. Die Stärke bzw. Intensität eines solchen Verlaufs ist unter Anderem abhängig von der Viskosität des UV-vernetzbaren Lacks und dem zeitlichen Abstand zwischen dem Schritt des Prägens und dem nachfolgenden Schritt des UV-Härtens. -
Fig. 9 zeigt eine schematische Querschnittansicht des Wertdokumentsubstrats derFigur 3 nach dem Schritt des abschließenden Trocknens mittels einer UV-Trocknungseinrichtung. Anhand derFigur 9 ist zu erkennen, dass sich nach dem Prägen der UV-vernetzbaren Farbschicht (Bezugsnummer 31 inFigur 3 ) ein verhältnismäßig schwacher bzw. geringer Verlauf des 3-D-Lacks ereignete. Anders gesagt, der 3-D-Lack 312 hat sich im unteren Bereich nur sehr geringfügig von der Prägung "erholt" und sich leicht zurückgezogen, um auf diese Weise ein Relief mit "harter" Abbildung zu erzeugen. - Auf Sicherheitspapier zur Herstellung von Banknoten wurde zunächst im Offsetdruck eine Buntfarbe appliziert. Die Buntfarbe dient der Verstärkung des 3-D-Effekts.
- Anschließend wurde in einem ersten Flexodruckwerk einer Flexodruckmaschine ein UV-Lack mittels einer Rasterwalze (Schöpfvolumen: 20 cm3/m2) auf das Wertdokumentsubstrat appliziert. Der Lackauftrag betrug 7 µm. Der UV-Lack enthielt 7 Gew.-% Iriodin-Pigmente. Dem UV-Lack können optional Siliconöle hinzugefügt werden, um ein Wegschlagen des Lacks in das Substrat zu reduzieren und darüber hinaus eine Verschmutzung der für das Prägen dienenden Flexodruckplatte zu verringern. Der UV-Lack hatte eine Viskosität von 40 sec. DIN CUP 4 Becher. Zur Verbesserung des Verlaufs des UV-Lacks kann bevorzugt mit einer Lack-Temperatur von 30 bis 40°C gearbeitet werden. Die erhöhte Temperatur wirkt viskositätssenkend. Geeignete UV-Lacke sind aus dem Verpackungsbereich bekannt und z.B. bei der Firma Weilburger oder der Firma Schmid-Rhyner erhältlich.
- In den nassen (bzw. nicht gehärteten) UV-Lack wurde eine Struktur eingeprägt. Das Einprägen führte zu einem partiellen Verdrängen des UV-Lacks. Als Prägedruckplatte diente eine Flexodruckplatte des Typs "3D Evolution" der Firma Reproflex.
- Die Lack-Zusammensetzung für die Bildung der Antischmutzbeschichtung wird nachstehend anhand einer Beispielrezeptur näher erläutert. Es handelt sich dabei um einen radikalisch härtenden UV-Lack.
- Je nach den gewünschten rheologischen Eigenschaften, den Glanzgrad und der Elastizität können die Bestandteile in ihren Mengenverhältnissen und der Qualität variieren.
Komponente Hersteller Funktion/chemische Bezeichnung Gew.-% Laromer PE 55 F BASF Polyesteracrylat 24,5 Ebecryl 83 Cytec Amin mod. Polyesteracrylat 20,0 Laromer TPGDA BASF UV-Verdünner, Tripropylenglycoldiacrylat 12,0 Laromer HDDA BASF UV-Verdünner 12,3 Tego Dispers 655 Evonik Netz- und Dispergieradditiv 2,0 Calciumcaronat OMYA Mattierungsmittel 20,0 Ebecryl P 116 Cytec Katalysator 4,0 Tego Rad 2300 Evonik Benetzungsmittel 1,0 Tego Airex 920 Evonik Entschäumer 1,0 Irgacure 1173 BASF Photoinitiator 3,0 Irgacure 819 BASF Photoinitiator 0,2 SUMME 100
Claims (10)
- Verfahren zum Herstellen eines Wertdokuments, insbesondere eine Banknote, umfassenda) das Bereitstellen eines Wertdokumentsubstrats;b) das Aufbringen einer fließfähigen, UV-vernetzbaren, Effektpigmente enthaltenden Farbschicht auf das Wertdokumentsubstrat mittels eines ersten Flexodruckwerks;c) das in-Kontakt-Bringen des Wertdokumentsubstrats mit einer Flexodruckplatte innerhalb eines zweiten Flexodruckwerks, wobei die Flexodruckplatte einen Druckplattenbereich, der für das Prägen der auf das Wertdokumentsubstrat aufgebrachten, UV-vernetzbaren, Effektpigmente enthaltenden Farbschicht geeignet ist, aufweist und mindestens einen weiteren Druckplattenbereich, der mit einem Lack zur Bildung einer Schmutzabweisenden Beschichtung versehen ist, um auf diese Weise ein Wertdokumentsubstrat zu erzeugen, das eine mit einer dreidimensionalen Prägestruktur versehene, UV-vernetzbare, Effektpigmente enthaltende Farbschicht aufweist und außerhalb des Bereichs der Farbschicht eine Schmutzabweisende Beschichtung aufweist;e) das vollständige Vernetzen der auf das Wertdokumentsubstrat aufgebrachten, mit einer dreidimensionalen Prägestruktur versehenen, UV-vernetzbaren, Effektpigmente enthaltenden Farbschicht mittels einer UV-Trocknungseinrichtung.
- Verfahren nach Anspruch 1, das zwischen den Schritten b) und c) den zusätzlichen Schritt des unvollständigen Vernetzens der auf das Wertdokumentsubstrat aufgebrachten UV-vernetzbaren, Effektpigmente enthaltenden Farbschicht mittels einer UV-Trocknungseinrichtung aufweist, um auf diese
Weise die Viskosität der Farbschicht und die Verlaufseigenschaften der noch nicht vollständig vernetzten Farbschicht nach dem Einbringen der dreidimensionalen Prägestruktur zu modifizieren. - Verfahren nach Anspruch 1 oder 2, wobei die Flexodruckplatte zwei Druckplattenbereiche aufweist, nämlich einen ersten, erhöhten Druckplattenbereich, der mit dem Lack zur Bildung einer Schmutz-abweisenden Beschichtung eingefärbt ist, und einen zweiten, vertieften Druckplattenbereich, der nicht mit Lack zur Bildung einer Schmutz-abweisenden Beschichtung eingefärbt ist und der an das Einbringen einer dreidimensionalen Prägestruktur in die auf das Wertdokumentsubstrat aufgebrachte, UV-vernetzbare, Effektpigmente enthaltende Farbschicht angepasst ist.
- Verfahren nach einem der Ansprüche 1 bis 3, das zwischen den Schritten a) und b) den zusätzlichen Schritt des Aufbringens einer Primerschicht aufweist, die bevorzugt auf einem visuell nicht sichtbaren Lack oder auf einer visuell erkennbaren Farbe beruht und insbesondere bevorzugt anorganische Buntpigmente, organische Farbstoffe, Ruß oder Magnetpigmente enthält.
- Verfahren nach Anspruch 4, wobei die Primerschicht mittels Offsetdruck, Flexodruck, Siebdruck, Inkjetdruck oder Tiefdruck auf das Substrat appliziert wird.
- Verfahren nach einem der Ansprüche 1 bis 5, wobei die Effektpigmente der im Schritt b) eingesetzten, fließfähigen, UV-vernetzbaren Farbschicht von der Gruppe bestehend aus Perlglanzpigmenten, Metalleffektpigmenten, Interferenzpigmenten, Mehrschichtpigmenten mit transparenten oder transparenten und opaken Schichten, holographischen Pigmenten, BiOCl-Pigmenten und Flüssigkristallpigmenten gewählt sind.
- Verfahren nach einem der Ansprüche 1 bis 6, wobei der im Schritt c) eingesetzte Lack zur Bildung der Schmutz-abweisenden Beschichtung ein wasserbasierender Lack, ein UV-Lack, der insbesondere radikalisch oder kationisch härtend ist, oder ein wasserbasierender Lack mit UV-reaktiven Komponenten ist.
- Vorrichtung zur Durchführung des Verfahrens nach einem der Ansprüche 1 bis 7, umfassend in der Reihenfolge- ein optionales Druckwerk, insbesondere ein Offset-, Flexo-, Sieb-, Inkjet- oder Tiefdruckwerk, das angepasst ist, ein Wertdokumentubstrat mit einer Primerschicht zu versehen;- ein erstes Flexodruckwerk, das angepasst ist, auf das gegebenenfalls mit einer Primerschicht versehene Wertdokumentsubstrat eine fließfähige, UV-vernetzbare, Effektpigmente enthaltende Farbschicht aufzubringen;- eine optionale UV-Trocknungseinrichtung, die angepasst ist, die auf das Wertdokumentsubstrat aufgebrachte UV-vernetzbare, Effektpigmente enthaltende Farbschicht unvollständig zu vernetzen, um auf diese Weise die Viskosität der Farbschicht und die Verlaufseigenschaften der noch nicht vollständig vernetzten Farbschicht nach dem Einbringen einer dreidimensionalen Prägestruktur zu modifizieren;- ein zweites Flexodruckwerk, das angepasst ist an das in-Kontakt-Bringen des Wertdokumentsubstrats mit einer Flexodruckplatte, die einen Druckplattenbereich, der für das Prägen der auf das Wertdokumentsubstrat aufgebrachten, UV-vernetzbaren, Effektpigmente enthaltenden Farbschicht geeignet ist, aufweist und mindestens einen weiteren Druckplattenbereich, der mit einem Lack zur Bildung einer Schmutz-abweisenden Beschichtung versehen ist, um auf diese Weise ein Wertdokumentsubstrat zu erzeugen, das eine mit einer dreidimensionalen Prägestruktur versehene, UV-vernetzbare, Effektpigmente enthaltende Farbschicht aufweist und außerhalb des Bereichs der Farbschicht eine Schmutz-abweisende Beschichtung aufweist;- eine UV-Trocknungseinrichtung, die angepasst ist an das vollständige Vernetzen der auf das Wertdokumentsubstrat aufgebrachten, mit einer dreidimensonalen Prägestruktur versehenen, UV-vernetzbaren, Effektpigmente enthaltenden Farbschicht.
- Vorrichtung nach Anspruch 8, wobei die Flexodruckplatte des zweiten Flexodruckwerks zwei Druckplattenbereiche aufweist, nämlich einen ersten, erhöhten Druckplattenbereich, der mit dem Lack zur Bildung einer Schmutzabweisenden Beschichtung eingefärbt ist, und einen zweiten, vertieften Druckplattenbereich, der nicht mit Lack zur Bildung einer Schmutzabweisenden Beschichtung eingefärbt ist und der an das Einbringen einer dreidimensionalen Prägestruktur in die auf das Wertdokumentsubstrat aufgebrachte, UV-vernetzbare, Effektpigmente enthaltende Farbschicht angepasst ist.
- Wertdokument, insbesondere eine Banknote, erhältlich durch das Verfahren nach einem der Ansprüche 1 bis 7.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102013021180.8A DE102013021180A1 (de) | 2013-12-17 | 2013-12-17 | Verfahren zum Herstellen eines Wertdokuments, daraus erhältliches Wertdokument und Vorrichtung zur Durchführung des Verfahrens |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2886343A1 true EP2886343A1 (de) | 2015-06-24 |
| EP2886343B1 EP2886343B1 (de) | 2018-07-25 |
Family
ID=52144335
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP14004164.1A Active EP2886343B1 (de) | 2013-12-17 | 2014-12-10 | Verfahren zum Herstellen eines Wertdokuments, daraus erhältliches Wertdokument und Vorrichtung zur Durchführung des Verfahrens |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP2886343B1 (de) |
| DE (1) | DE102013021180A1 (de) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020083794A1 (en) | 2018-10-25 | 2020-04-30 | Basf Se | Compositions, comprising silver nanoplatelets |
| WO2020224982A1 (en) | 2019-05-06 | 2020-11-12 | Basf Se | Compositions, comprising silver nanoplatelets |
| WO2021123177A1 (fr) | 2019-12-20 | 2021-06-24 | Oberthur Fiduciaire Sas | Structure optique a effet de relief |
| WO2021213942A1 (en) | 2020-04-23 | 2021-10-28 | Basf Se | Compositions, comprising platelet-shaped transition metal particles |
| WO2022167377A1 (en) | 2021-02-03 | 2022-08-11 | Basf Se | Compositions, comprising silver nanoplatelets |
| WO2022238468A1 (en) | 2021-05-12 | 2022-11-17 | Basf Se | Compositions, comprising platelet-shaped transition metal particles |
| WO2023072740A1 (en) | 2021-10-26 | 2023-05-04 | Basf Se | A method for producing interference elements |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102017009092A1 (de) * | 2017-09-28 | 2019-03-28 | Giesecke+Devrient Currency Technology Gmbh | Verfahren zur Herstellung eines optisch variablen Elements sowie entsprechendes Element |
| DE102018216927B4 (de) * | 2018-10-02 | 2020-08-13 | Heidelberger Druckmaschinen Ag | Verfahren zum Herstellen eines Druckprodukts |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AU488652B2 (en) | 1973-09-26 | 1976-04-01 | Commonwealth Scientific And Industrial Research Organisation | Improvements in or relating to security tokens |
| EP0256170B1 (de) | 1986-08-19 | 1990-01-10 | Joh. Enschedé en Zonen Grafische Inrichting B.V. | Mit Tinte bedruckter und mit einer Schutzschicht beschichteter Geldschein aus Papier und dessen Herstellungsverfahren |
| DE10124630A1 (de) * | 2001-05-18 | 2002-11-21 | Giesecke & Devrient Gmbh | Wertpapier und Verfahren zu seiner Herstellung |
| WO2004028825A2 (de) | 2002-09-19 | 2004-04-08 | Giesecke & Devrient Gmbh | Sicherheitspapier |
| WO2005051675A2 (en) | 2003-11-14 | 2005-06-09 | Printetch Limited | Security printing using a diffraction grating |
| WO2006066431A1 (de) | 2004-12-23 | 2006-06-29 | Landqart | Mehrschichtaufbau als drucksubstrat sowie verfahren zu dessen herstellung |
| WO2008000755A1 (en) | 2006-06-27 | 2008-01-03 | Sicpa Holding S.A. | Cholesteric multi-layers |
| WO2008000327A2 (de) * | 2006-06-28 | 2008-01-03 | Alcan Technolgoy & Management Ltd. | Verfahren zur herstellung einer geprägten platine und platine |
| WO2011064162A2 (en) | 2009-11-27 | 2011-06-03 | Basf Se | Coating compositions for security elements and holograms |
| WO2012079674A1 (de) * | 2010-12-15 | 2012-06-21 | Merck Patent Gmbh | Verfahren zur erzeugung von dreidimensionalen mustern in beschichtungen |
-
2013
- 2013-12-17 DE DE102013021180.8A patent/DE102013021180A1/de not_active Withdrawn
-
2014
- 2014-12-10 EP EP14004164.1A patent/EP2886343B1/de active Active
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AU488652B2 (en) | 1973-09-26 | 1976-04-01 | Commonwealth Scientific And Industrial Research Organisation | Improvements in or relating to security tokens |
| EP0256170B1 (de) | 1986-08-19 | 1990-01-10 | Joh. Enschedé en Zonen Grafische Inrichting B.V. | Mit Tinte bedruckter und mit einer Schutzschicht beschichteter Geldschein aus Papier und dessen Herstellungsverfahren |
| DE10124630A1 (de) * | 2001-05-18 | 2002-11-21 | Giesecke & Devrient Gmbh | Wertpapier und Verfahren zu seiner Herstellung |
| WO2004028825A2 (de) | 2002-09-19 | 2004-04-08 | Giesecke & Devrient Gmbh | Sicherheitspapier |
| WO2005051675A2 (en) | 2003-11-14 | 2005-06-09 | Printetch Limited | Security printing using a diffraction grating |
| WO2006066431A1 (de) | 2004-12-23 | 2006-06-29 | Landqart | Mehrschichtaufbau als drucksubstrat sowie verfahren zu dessen herstellung |
| WO2008000755A1 (en) | 2006-06-27 | 2008-01-03 | Sicpa Holding S.A. | Cholesteric multi-layers |
| WO2008000327A2 (de) * | 2006-06-28 | 2008-01-03 | Alcan Technolgoy & Management Ltd. | Verfahren zur herstellung einer geprägten platine und platine |
| WO2011064162A2 (en) | 2009-11-27 | 2011-06-03 | Basf Se | Coating compositions for security elements and holograms |
| WO2012079674A1 (de) * | 2010-12-15 | 2012-06-21 | Merck Patent Gmbh | Verfahren zur erzeugung von dreidimensionalen mustern in beschichtungen |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020083794A1 (en) | 2018-10-25 | 2020-04-30 | Basf Se | Compositions, comprising silver nanoplatelets |
| WO2020224982A1 (en) | 2019-05-06 | 2020-11-12 | Basf Se | Compositions, comprising silver nanoplatelets |
| WO2021123177A1 (fr) | 2019-12-20 | 2021-06-24 | Oberthur Fiduciaire Sas | Structure optique a effet de relief |
| CN115210083A (zh) * | 2019-12-20 | 2022-10-18 | 奥贝蒂尔信托简易股份公司 | 具有浮雕效果的光学结构 |
| WO2021213942A1 (en) | 2020-04-23 | 2021-10-28 | Basf Se | Compositions, comprising platelet-shaped transition metal particles |
| WO2022167377A1 (en) | 2021-02-03 | 2022-08-11 | Basf Se | Compositions, comprising silver nanoplatelets |
| WO2022238468A1 (en) | 2021-05-12 | 2022-11-17 | Basf Se | Compositions, comprising platelet-shaped transition metal particles |
| WO2023072740A1 (en) | 2021-10-26 | 2023-05-04 | Basf Se | A method for producing interference elements |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2886343B1 (de) | 2018-07-25 |
| DE102013021180A1 (de) | 2015-06-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2886343B1 (de) | Verfahren zum Herstellen eines Wertdokuments, daraus erhältliches Wertdokument und Vorrichtung zur Durchführung des Verfahrens | |
| US20180273777A1 (en) | Method for printing multi-characteristic intaglio features | |
| EP2886356B1 (de) | Verfahren zum Herstellen eines Wertdokuments und eines Sicherheitselements und Vorrichtung zur Durchführung des Verfahrens | |
| EP2946938B1 (de) | Verfahren zur laserbehandlung von beschichtungen | |
| US20160325578A1 (en) | Optically variable security threads and stripes | |
| DE10322841A1 (de) | Duales Sicherheitsmerkmal | |
| DE10124630A1 (de) | Wertpapier und Verfahren zu seiner Herstellung | |
| EP2367692B1 (de) | Wertdokument mit matten und glänzenden oberflächenbereichen und verfahren zu seiner herstellung | |
| EP2004414B1 (de) | Sicherheitselement | |
| EP3468811B1 (de) | Sicherheitselement, wertdokumentsubstrat, mit demselben ausgestattetes wertdokument und herstellungsverfahren | |
| EP2988154A2 (de) | Verfahren zum herstellen eines optischen elementes und optisches element | |
| EP2639075B1 (de) | Verfahren zum Herstellen eines Wertdokuments und daraus erhältliches Wertdokument | |
| EP1610958B1 (de) | Sicherheitsmerkmal | |
| EP2974877B1 (de) | Verfahren zur herstellung eines wertdokuments mit auf-/durchsichtseffekt | |
| DE102010019468A1 (de) | Flexodruckwerk, Flexodruckverfahren und daraus erhältliches Druckerzeugnis | |
| EP3135495B1 (de) | Gedrucktes sicherheitselement |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20141210 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| R17P | Request for examination filed (corrected) |
Effective date: 20160104 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| 17Q | First examination report despatched |
Effective date: 20170512 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: GIESECKE+DEVRIENT CURRENCY TECHNOLOGY GMBH |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B41F 11/02 20060101AFI20180207BHEP Ipc: B41F 23/04 20060101ALI20180207BHEP Ipc: B41M 3/14 20060101ALI20180207BHEP Ipc: B41M 1/24 20060101ALI20180207BHEP Ipc: B42D 25/378 20140101ALI20180207BHEP Ipc: B41M 1/04 20060101ALI20180207BHEP Ipc: B41M 7/00 20060101ALI20180207BHEP Ipc: B42D 25/425 20140101ALI20180207BHEP Ipc: B42D 25/48 20140101ALI20180207BHEP Ipc: B42D 25/29 20140101ALI20180207BHEP |
|
| INTG | Intention to grant announced |
Effective date: 20180227 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1021316 Country of ref document: AT Kind code of ref document: T Effective date: 20180815 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502014008921 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20180725 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180725 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180725 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180725 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181025 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181026 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180725 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180725 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181125 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181025 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180725 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180725 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180725 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180725 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502014008921 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180725 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180725 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180725 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180725 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180725 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180725 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180725 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180725 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502014008921 Country of ref document: DE |
|
| 26N | No opposition filed |
Effective date: 20190426 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20181210 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180725 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181210 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180725 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20181231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190702 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181210 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181231 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181231 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181210 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180725 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180725 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180725 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20141210 Ref country code: MK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180725 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 1021316 Country of ref document: AT Kind code of ref document: T Effective date: 20191210 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191210 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20211220 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: MT Payment date: 20211222 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221231 |