EP2885437B1 - Al-nb-b-vorlegierung für kornfeinen - Google Patents
Al-nb-b-vorlegierung für kornfeinen Download PDFInfo
- Publication number
- EP2885437B1 EP2885437B1 EP13760078.9A EP13760078A EP2885437B1 EP 2885437 B1 EP2885437 B1 EP 2885437B1 EP 13760078 A EP13760078 A EP 13760078A EP 2885437 B1 EP2885437 B1 EP 2885437B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- alloy
- addition
- melt
- master alloy
- master
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


















Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/02—Making non-ferrous alloys by melting
- C22C1/03—Making non-ferrous alloys by melting using master alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/02—Making non-ferrous alloys by melting
- C22C1/026—Alloys based on aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/02—Alloys based on aluminium with silicon as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/02—Alloys based on aluminium with silicon as the next major constituent
- C22C21/04—Modified aluminium-silicon alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C23/00—Alloys based on magnesium
Definitions
- the present application relates to a method of making a master alloy (also known as a masterbatch alloy) for refining the grain size of a metal alloy, and to the subsequent use as a grain refiner of the metal alloy.
- a master alloy also known as a masterbatch alloy
- it relates to the preparation of a master alloy for refining the grain size of aluminium-silicon alloys and magnesium alloys (both including and excluding aluminium).
- grain refinement An important objective in the production of metal alloys is the reduction in grain size of the final product. This is known as “grain refinement” and is commonly addressed by adding so-called “grain refiners” which are substances thought to promote inoculation of metal alloy crystals. Grain refinement by inoculation brings many benefits in the casting process and has significant influence on improving mechanical properties.
- the fine equiaxed grain structure imparts high yield strength, high toughness, good extrudability, uniform distribution of the second phase and micro-porosity on a fine scale. This in turn results in improved machinability, good surface finish and resistance to hot tearing (along with various other desirable properties).
- WO 2012/110788 it is disclosed that, instead of salt addition, one can add the niobium diboride grain refiner in the form of a small metal piece of Al-Nb-B master alloy to an Al-Si based liquid alloy to obtain a fine grain size. Addition of concentrated Al-Nb-B alloy ensures the uniform dispersion of NbB 2 into the aluminium melt.
- WO 2012/110788 discloses that a commercial pure Al ingot was melted in an electric furnace at the temperature range 800-850 °C and held for 2 hours. 5wt % NbB 2 (mixture of Nb and KBF 4 ) was added to the melt in order to form an NbB 2 phase. After stirring and removing dross, the liquid metal was cast into a mould in order to result in an Al-Nb-B grain refiner master alloy.
- WO 2012/110788 discloses that a commercial Al-10Nb master alloy was melted at 900 °C and added to pure Al to dilute the alloy to form Al-2Nb master alloy. Then the 1wt% Boron is added to the melt to result in a master alloy composition of Al-2Nb-B.
- US 3,933,476 (Union Carbide Corporation) discloses a method for the grain refining of aluminium using an addition of titanium, aluminium and KBF 4 .
- GB 1 244 082 discloses a method for adding an alloying or grain refining constituent in the form of a wire or strip to a main metal, wherein the constituent consists of aluminium and one or more of boron, titanium or zirconium.
- a method of producing a master alloy for refining the grain size of a bulk alloy comprising the step of providing an Al-B alloy and adding Nb in elemental form to form an Al-Nb-B master alloy.
- a master alloy in accordance with the invention can be produced without using a corrosive salt such as KBF 4 ; secondly that the addition of a concentrated Al-Nb-B alloy to the bulk alloy ensures the uniform dispersion ofNb-based phases into the melt; and thirdly that the it results in a finer grain size in the final alloy (in other words, it is a more effective grain refiner).
- a corrosive salt such as KBF 4
- the Al-B alloy is prepared by providing an Al-B alloy with a higher boron content than is required and diluting it with elemental aluminium.
- the commercially available 95wt%Al-5wt%B alloy is diluted by adding pure aluminium to produce a 99wt%Al-lwt%B alloy.
- Sufficient elemental niobium is then added until the desired 97wt%Al-2wt%Nb-1wt%B alloy is obtained.
- the masterbatch (also called a master alloy) may comprise niobium and boron in amounts sufficient to form sufficient niobium diboride in the final alloy product so that when this master alloy is added to the Al-Si or Mg alloy melt, it can refine the grain size of solidified structures. It is conventional when representing the formula of an alloy to omit the weight percent of the highest alloy component.
- a masterbatch alloy for adding to an aluminium alloy may have the general formula Al-Xwt%Nb-Ywt%B where X can be from 0.01 to 99 and Y can be from 0.002 to 25 and the weight percent of the aluminium component is the balance to take the total to 100.
- Nb is in the form of elemental powder, procured from Alfa Aesar, A Johnson Matthey Company.
- Figure 1 shows the microstructure of Al-B master alloy. The particles which are dark in contrast and spherically shaped are aluminium borides.
- This master alloy together with commercial pure Al ingot with required contents were melted in an electric furnace at the temperature range 800-850 °C and held for 2 hours with appropriate concentrations listed in Table 1. The melt was stirred with a non-reactive ceramic rod.
- (Al,Nb)B 2 , Al 3 Nb phase inclusions may also form depending on location chemical concentrations in the melt.
- the melt is cast in to a mould.
- the cast metal is referred as Al-Nb-B master alloy.
- the microstructure of various master alloys is shown in Figures 2 , 3 and 4 . These consist of fine Nb based particles distributed in Al matrix.
- Al-10Si alloy was melted in an electric furnace at 800 °C and held for 2 hours.
- a reference sample is cast in a conical shaped mould.
- the mould was pre-heated to 250 °C and temperature of the melt was maintained at 740 °C, prior to pouring into a conical mould.
- a small piece of Al-2Nb-2B master alloy (equivalent to 0.05wt%NbB 2 w.r.t weight of Al in Al-10Si alloy) was added to the remaining melt. 15 minutes later, the melt was stirred for about 1 minute and cast into a conical mould.
- Figure 5 reveals the grain size of Al-10Si alloy without addition and with addition of Al-2Nb-1B master alloy.
- Refined grain structure is obtained through the addition of Al-Nb-B master alloy.
- the casting process is repeated for Al-Si with various types of master alloys and their corresponding grain sizes are shown in Table 1. All the master alloys with compositions shown in Table 1, are shown to refine the grain size of Al-Si alloy. In addition finer grain size, as shown in Fig. 6 (c) & (d) , finer eutectic Si is observed.
- Table 1 Master alloy compositions, addition levels and the corresponding average grain size in Al-10Si alloy Master alloy composition Nb addition level (wt.
- Al-10Si alloy melt is prepared in a graphite crucible with electric resistance furnace.
- the melt temperature is maintained at 800 °C.
- Both ends opened cylindrical steel mould is placed in a vertical tube furnace.
- the hot zone for this furnace is controlled by three zone heating system to maintain uniform temperature along longitudinal direction of the tube.
- the temperature along the axis of the steel mould is maintained at 720 °C.
- the bottom part of the steel tube is closed with a Cu block.
- the melt temperature is reduced to 740 °C and then the melt is poured into steel mould.
- the Cu block Prior to pouring the melt, the Cu block is cooled by water jet with flow rate of 4 l/min.
- the time taken to fill the steel tube with melt is ⁇ 5 seconds. Due to cooling provided be the water jet, the melt starts to solidify from bottom.
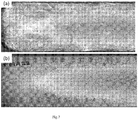
- FIG. 8 (a) shows schematic illustration of billet produced by this method. Huge columnar grain structure forms in the melt.
- Figure 8(b) shows a schematic illustration of billet produced from the melt added with 0.05wt% of NbB 2 in the form of Al-2Nb-B addition. Columnar grain structure is absent after Al-Nb-B addition and only fine equi-axed grain structure can be seen. Macro-etched surfaces of cylindrical billets cast in unidirectional solidification are shown in Fig. 9 . Much needed elimination of columnar growth is achieved through the addition of Al-Nb-B master alloy.
- AM50 alloy was melted in an electric furnace at 690C °C and held for 2 hours. SF 6 +N 2 gas mixture was used to protect the melt from oxidation. Approximately 0.1wt% of Al-2Nb-B master alloy w.r.t to weight of AM50 was added to the melt and stirred for 1 minute with steel rod. The melt containing NbB 2 was poured into the wedge shaped mould. For comparative purpose an experiment without any NbB 2 addition was also carried out. This wedge shaped mould provides wide range of cooling rate depending on the thickness of casting. The cooling rate between position T1 and tip, the cooling rate could range between 80 °C/s to 1000 °C/s. Both cast samples were polished and chemically etched. Microstructures at various positions (T1, T2, and T3) are compared in Figure 10 . Grain refinement is observed, as shown in Figure 10 , when Al-2Nb-B is added to the melt.
- Example 6 High pressure die casting of Magnesium (AM50) alloy with Al-2Nb-B master alloy addition
- High pressure die casting is a commonly used process to produce variety of large structures/components for automotive, electronics and construction sector applications. It is a mass production technology. It provides higher cooling rates to the melt and finer grain structure is obtained during solidification process.
- AM50 alloy melt is prepared as described in Example 5. Melt with and without addition of 0.1wt% of Al-2Nb-B is fed to the shot-sleeve of high pressure die casting machine, followed by injecting the melt in to a permanent mould with a plunger and then solidifying it under pressure. At least 15 castings are produced. Each cast structure consists of three cylindrical and three flat bars. Microstructure of cross-sections of a typical cylindrical sample is shown in Fig. 11 .
- Example 7 Application of Al-2Nb-2B master alloys to various commercially sourced Al-Si alloys
- alloys compositions used to perform the study of the influence of the Al-2Nb-2B master alloy are given in Table 2. These alloys are near eutectic (Alloys A); hypo-eutectic alloy (Alloys B-F) and Hyper-Eutectic (Alloy G) commercially used alloys. Table 2.
- the alloys were placed in a clay graphite crucible, melted and, prior to casting, kept at a processing temperature of 790°C at least for 1 hour. At this point, the reference alloy was left to cool down to approximately 740 ( ⁇ 3) °C and cast into a cylindrical mould and wedge shaped copper moulds pre-heated at 250 °C. These moulds are a 30 mm diameter steel mould and a copper wedge shaped mould. In the wedge mould, the cooling rate studied by means of this configuration ranges between 2°C/s to 150°C/s as it can be seen in the sketch presented in Figure 12 .
- Fig. 13 The macroetched cross-section of the Alloy A wedge-shaped samples without and with the addition of Al-2Nb-2B are shown in Fig. 13 where it can be seen that the alloy A without grain refiner addition is characterised by an important spatial variation of the grain size of the primary ⁇ -Al grains since it ranges from approximately 200 ⁇ m (tip) up to almost 1mm (top of the sample). From Fig. 13b , it can be noticed that the addition of the master alloy significantly decreases the mean primary ⁇ -Al grain size as well as the spatial variation reducing this latter to between 100 ⁇ m and 200 ⁇ m. Similarly, the final primary ⁇ -Al grain size is less sensitive to the cooling rate and, therefore, industrial components based on Alloy A with fine and uniform grain size could be obtained with a great range of casting processes.
- Macroetched cross-section of the Alloy A cylindrical samples without and with the addition of the Al-2Nb-2B master alloy are also shown in the figure (right side).
- the microstructure of the reference material is composed of coarse primary ⁇ -Al grains and there is an spatial variation in size.
- the grain size is fine in the outer diameter, which corresponds to the material solidified in contact with the mould, and then increases noticeably and, finally, slightly decreases in the centre of the cylindrical samples.
- the addition of the master alloy led to much finer primary ⁇ -Al grains and levels.
- the alloy microstructure is also less sensitive to the local variation of the cooling rate which is of paramount importance when casting products with different wall thicknesses are manufactured.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Manufacture Of Alloys Or Alloy Compounds (AREA)
- Refinement Of Pig-Iron, Manufacture Of Cast Iron, And Steel Manufacture Other Than In Revolving Furnaces (AREA)
Claims (3)
- Verfahren zur Herstellung einer Masterlegierung zum Verfeinern der Korngröße einer Massenlegierung, umfassend den Schritt des Bereitstellens einer Al-B-Legierung und des Zusetzens von Nb in elementarer Form zur Bildung einer Al-Nb-B-Masterlegierung.
- Verfahren nach Anspruch 1, wobei die Al-B-Legierung bereitgestellt wird, indem eine Al-B-Legierung mit einem höheren Borgehalt als erforderlich bereitgestellt und mit elementarem Aluminium verdünnt wird.
- Verfahren nach Anspruch 2, wobei die Al-B-Legierung mit einem höheren Borgehalt Al-5B ist.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GBGB1214650.2A GB201214650D0 (en) | 2012-08-16 | 2012-08-16 | Master alloys for grain refining |
| PCT/GB2013/052135 WO2014027184A1 (en) | 2012-08-16 | 2013-08-09 | Al-nb-b master alloy for grain refining |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2885437A1 EP2885437A1 (de) | 2015-06-24 |
| EP2885437B1 true EP2885437B1 (de) | 2019-03-27 |
Family
ID=47016899
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP13760078.9A Active EP2885437B1 (de) | 2012-08-16 | 2013-08-09 | Al-nb-b-vorlegierung für kornfeinen |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20150218673A1 (de) |
| EP (1) | EP2885437B1 (de) |
| CN (1) | CN104583429B (de) |
| GB (1) | GB201214650D0 (de) |
| WO (1) | WO2014027184A1 (de) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB201419715D0 (en) * | 2014-11-05 | 2014-12-17 | Univ Brunel | Grain refiner for magnesium alloys |
| HUE048957T2 (hu) * | 2015-02-09 | 2020-09-28 | Hans Tech Llc | Ultrahangos szemcsefinomítás |
| EP3347150B1 (de) | 2015-09-10 | 2020-08-19 | Southwire Company, LLC | Ultraschall-kornveredelungs- und entgasungsvorrichtung für den metallguss |
| CN106591637A (zh) * | 2017-01-21 | 2017-04-26 | 山东建筑大学 | 一种铝‑铌‑硼中间合金及其制备方法 |
| CN109022931B (zh) * | 2018-08-14 | 2020-02-21 | 南京云开合金有限公司 | 一种铝铌硼中间合金、其制备方法及其应用 |
| CN109385542B (zh) * | 2018-09-17 | 2020-11-24 | 上海大学 | 用于晶粒细化的铝铌硼合金杆的制备方法 |
| CN113122742A (zh) * | 2021-04-23 | 2021-07-16 | 东北大学 | 铝/铝合金晶粒细化用Al-Nb-B中间合金的制备及使用方法 |
| DE102021131935A1 (de) * | 2021-12-03 | 2023-06-07 | Audi Aktiengesellschaft | Aluminium-Druckgusslegierung |
| CN115821083A (zh) * | 2022-11-07 | 2023-03-21 | 中信金属股份有限公司 | 一种铝铌中间合金及其制备方法 |
| CN115652120B (zh) * | 2022-12-28 | 2023-03-10 | 北京航空航天大学 | 一种两步法制备铝基合金细化材料的方法 |
| CN116024450A (zh) * | 2023-02-17 | 2023-04-28 | 有研工程技术研究院有限公司 | 一种含Nb铝合金晶粒细化剂及其制备方法 |
| CN116676513A (zh) * | 2023-04-27 | 2023-09-01 | 重庆大学 | 一种铸造铝硅合金制备方法 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1244082A (en) * | 1968-03-13 | 1971-08-25 | Kawecki Berylco Ind | Improvements in introducing a grain refining or alloying agent into molten metals and alloys |
| US3933476A (en) * | 1974-10-04 | 1976-01-20 | Union Carbide Corporation | Grain refining of aluminum |
| US5230754A (en) * | 1991-03-04 | 1993-07-27 | Kb Alloys, Inc. | Aluminum master alloys containing strontium, boron, and silicon for grain refining and modifying aluminum alloys |
| CN1164780C (zh) * | 2001-12-25 | 2004-09-01 | 中国科学院金属研究所 | 真空感应熔炼Ti-Al-Nb-B合金的工艺 |
| GB201102849D0 (en) * | 2011-02-18 | 2011-04-06 | Univ Brunel | Method of refining metal alloys |
-
2012
- 2012-08-16 GB GBGB1214650.2A patent/GB201214650D0/en not_active Ceased
-
2013
- 2013-08-09 US US14/420,540 patent/US20150218673A1/en not_active Abandoned
- 2013-08-09 EP EP13760078.9A patent/EP2885437B1/de active Active
- 2013-08-09 WO PCT/GB2013/052135 patent/WO2014027184A1/en not_active Ceased
- 2013-08-09 CN CN201380043494.5A patent/CN104583429B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN104583429B (zh) | 2016-11-09 |
| CN104583429A (zh) | 2015-04-29 |
| WO2014027184A1 (en) | 2014-02-20 |
| US20150218673A1 (en) | 2015-08-06 |
| EP2885437A1 (de) | 2015-06-24 |
| GB201214650D0 (en) | 2012-10-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2885437B1 (de) | Al-nb-b-vorlegierung für kornfeinen | |
| Yang et al. | Ultrasound assisted in-situ casting technique for synthesizing small-sized blocky Al3Ti particles reinforced A356 matrix composites with improved mechanical properties | |
| CN108866404B (zh) | 一种大规格高强高韧7000系铝合金圆铸锭的制备方法 | |
| EP2675930B1 (de) | Verfahren zur verfeinerung von metalllegierungen | |
| KR101264219B1 (ko) | 마그네슘계 합금 및 그 제조방법 | |
| Liu et al. | Effects of the addition of Ti powders on the microstructure and mechanical properties of A356 alloy | |
| CN117535569B (zh) | 一种Mg含量4.4%的Al-Mg-Mn-Zr-Sc系变形铝合金大规格扁铸锭及制造方法 | |
| CN101279361B (zh) | 一种高强韧镁合金的制备方法 | |
| US20130189151A1 (en) | Particulate aluminium matrix nano-composites and a process for producing the same | |
| KR102589799B1 (ko) | 고강도 알루미늄-계 합금 및 그로부터 물품을 생산하기 위한 방법 | |
| JP6811768B2 (ja) | 高温で向上した機械的特性を有する複合材料 | |
| JP2009249647A (ja) | 高温でのクリープ特性に優れたマグネシウム合金およびその製造方法 | |
| WO2016071694A2 (en) | Grain refiner for magnesium alloys | |
| Qasim et al. | Enhancement the mechanical properties of aluminum casting alloys (A356) by adding nanorods structures from zinc oxide | |
| WO2019129722A1 (en) | Aluminium alloy | |
| WO2019101316A1 (en) | Al-si-mg-zr-sr alloy with particle-free grain refinement and improved heat conductivity | |
| CN108559891A (zh) | 铝、锌、镁、钪系统的变形铝合金及其制造方法 | |
| Bui et al. | The Effects of Alloying Elements on the Microstructure of Al-Zn alloy. | |
| Syarifudin et al. | Effect of ZrO2 addition on mechanical properties and microstructure of Al-9Zn-6Mg-3Si matrix composites manufactured by squeeze casting | |
| Zhang et al. | A new technology to improve the elongation of A356 alloy | |
| Kurz et al. | Microstructure evolution of different magnesium alloys during twin roll casting | |
| Kummari et al. | Grain refinement of Al-3.5 FeNb-1.5 C master alloy on pure Al and Al-9.8 Si-3.4 Cu alloy | |
| RU2230814C1 (ru) | Сплав на основе магния и изделие, выполненное из него | |
| Bassan et al. | Microstructural and mechanical characterization of AM60B alloy cast by RSF process | |
| CN120210603A (zh) | 基于微合金化与超声处理的高强韧铝硅镁合金及制备方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20150219 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| DAX | Request for extension of the european patent (deleted) | ||
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: BRUNEL UNIVERSITY LONDON |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20180607 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: C22C 21/00 20060101ALI20181002BHEP Ipc: C22C 23/00 20060101ALI20181002BHEP Ipc: C22C 21/04 20060101ALI20181002BHEP Ipc: C22C 21/02 20060101ALI20181002BHEP Ipc: C22C 1/00 20060101AFI20181002BHEP Ipc: C22C 1/02 20060101ALI20181002BHEP Ipc: C22C 1/03 20060101ALI20181002BHEP |
|
| INTG | Intention to grant announced |
Effective date: 20181023 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1113166 Country of ref document: AT Kind code of ref document: T Effective date: 20190415 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602013052970 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190627 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190327 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190327 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20190327 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190627 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190327 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190327 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190327 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190327 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190628 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 1113166 Country of ref document: AT Kind code of ref document: T Effective date: 20190327 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190327 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190327 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190327 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190327 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190327 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190327 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190727 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190327 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190327 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190727 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190327 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602013052970 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190327 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190327 |
|
| 26N | No opposition filed |
Effective date: 20200103 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190327 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190327 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190809 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190831 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190831 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20190831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190809 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190327 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190327 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20130809 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190327 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20250811 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20250731 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20250731 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20250828 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20250819 Year of fee payment: 13 |