EP2883526A1 - Verarbeitungssystem für Pulver und Verfahren zur Verarbeitung von Pulver - Google Patents
Verarbeitungssystem für Pulver und Verfahren zur Verarbeitung von Pulver Download PDFInfo
- Publication number
- EP2883526A1 EP2883526A1 EP13005768.0A EP13005768A EP2883526A1 EP 2883526 A1 EP2883526 A1 EP 2883526A1 EP 13005768 A EP13005768 A EP 13005768A EP 2883526 A1 EP2883526 A1 EP 2883526A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- zone
- processing
- housing
- station
- cleaning
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000012545 processing Methods 0.000 title claims abstract description 144
- 239000000843 powder Substances 0.000 title claims abstract description 77
- 238000000034 method Methods 0.000 title claims abstract description 22
- 238000004140 cleaning Methods 0.000 claims abstract description 84
- 239000002775 capsule Substances 0.000 claims description 36
- 238000011049 filling Methods 0.000 claims description 12
- 238000007664 blowing Methods 0.000 claims description 11
- 238000005202 decontamination Methods 0.000 description 19
- 230000003588 decontaminative effect Effects 0.000 description 15
- 238000011109 contamination Methods 0.000 description 12
- 239000000428 dust Substances 0.000 description 12
- 239000002245 particle Substances 0.000 description 12
- 239000007921 spray Substances 0.000 description 11
- 230000001681 protective effect Effects 0.000 description 9
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 9
- 239000011230 binding agent Substances 0.000 description 7
- 230000008878 coupling Effects 0.000 description 6
- 238000010168 coupling process Methods 0.000 description 6
- 238000005859 coupling reaction Methods 0.000 description 6
- 239000007767 bonding agent Substances 0.000 description 5
- 230000000694 effects Effects 0.000 description 5
- 238000011010 flushing procedure Methods 0.000 description 5
- 238000012423 maintenance Methods 0.000 description 5
- 230000008569 process Effects 0.000 description 5
- 238000010926 purge Methods 0.000 description 5
- 238000006243 chemical reaction Methods 0.000 description 4
- 238000013461 design Methods 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 4
- 239000000126 substance Substances 0.000 description 4
- 230000006978 adaptation Effects 0.000 description 3
- 239000000499 gel Substances 0.000 description 3
- 238000013024 troubleshooting Methods 0.000 description 3
- 238000005406 washing Methods 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 2
- 239000006260 foam Substances 0.000 description 2
- 238000012544 monitoring process Methods 0.000 description 2
- 238000011017 operating method Methods 0.000 description 2
- 238000005192 partition Methods 0.000 description 2
- 238000009700 powder processing Methods 0.000 description 2
- 238000007789 sealing Methods 0.000 description 2
- 238000005507 spraying Methods 0.000 description 2
- 231100000331 toxic Toxicity 0.000 description 2
- 230000002588 toxic effect Effects 0.000 description 2
- UNILWMWFPHPYOR-KXEYIPSPSA-M 1-[6-[2-[3-[3-[3-[2-[2-[3-[[2-[2-[[(2r)-1-[[2-[[(2r)-1-[3-[2-[2-[3-[[2-(2-amino-2-oxoethoxy)acetyl]amino]propoxy]ethoxy]ethoxy]propylamino]-3-hydroxy-1-oxopropan-2-yl]amino]-2-oxoethyl]amino]-3-[(2r)-2,3-di(hexadecanoyloxy)propyl]sulfanyl-1-oxopropan-2-yl Chemical compound O=C1C(SCCC(=O)NCCCOCCOCCOCCCNC(=O)COCC(=O)N[C@@H](CSC[C@@H](COC(=O)CCCCCCCCCCCCCCC)OC(=O)CCCCCCCCCCCCCCC)C(=O)NCC(=O)N[C@H](CO)C(=O)NCCCOCCOCCOCCCNC(=O)COCC(N)=O)CC(=O)N1CCNC(=O)CCCCCN\1C2=CC=C(S([O-])(=O)=O)C=C2CC/1=C/C=C/C=C/C1=[N+](CC)C2=CC=C(S([O-])(=O)=O)C=C2C1 UNILWMWFPHPYOR-KXEYIPSPSA-M 0.000 description 1
- 239000004480 active ingredient Substances 0.000 description 1
- 239000012459 cleaning agent Substances 0.000 description 1
- 239000000356 contaminant Substances 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 238000005429 filling process Methods 0.000 description 1
- 230000004992 fission Effects 0.000 description 1
- 238000007667 floating Methods 0.000 description 1
- 239000007903 gelatin capsule Substances 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 238000011068 loading method Methods 0.000 description 1
- 230000007257 malfunction Effects 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 239000003595 mist Substances 0.000 description 1
- 239000004482 other powder Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000007634 remodeling Methods 0.000 description 1
- 230000008439 repair process Effects 0.000 description 1
- 239000008237 rinsing water Substances 0.000 description 1
Images


Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61J—CONTAINERS SPECIALLY ADAPTED FOR MEDICAL OR PHARMACEUTICAL PURPOSES; DEVICES OR METHODS SPECIALLY ADAPTED FOR BRINGING PHARMACEUTICAL PRODUCTS INTO PARTICULAR PHYSICAL OR ADMINISTERING FORMS; DEVICES FOR ADMINISTERING FOOD OR MEDICINES ORALLY; BABY COMFORTERS; DEVICES FOR RECEIVING SPITTLE
- A61J3/00—Devices or methods specially adapted for bringing pharmaceutical products into particular physical or administering forms
- A61J3/07—Devices or methods specially adapted for bringing pharmaceutical products into particular physical or administering forms into the form of capsules or similar small containers for oral use
- A61J3/071—Devices or methods specially adapted for bringing pharmaceutical products into particular physical or administering forms into the form of capsules or similar small containers for oral use into the form of telescopically engaged two-piece capsules
- A61J3/074—Filling capsules; Related operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B15/00—Preventing escape of dirt or fumes from the area where they are produced; Collecting or removing dirt or fumes from that area
- B08B15/02—Preventing escape of dirt or fumes from the area where they are produced; Collecting or removing dirt or fumes from that area using chambers or hoods covering the area
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B15/00—Preventing escape of dirt or fumes from the area where they are produced; Collecting or removing dirt or fumes from that area
- B08B15/02—Preventing escape of dirt or fumes from the area where they are produced; Collecting or removing dirt or fumes from that area using chambers or hoods covering the area
- B08B15/026—Boxes for removal of dirt, e.g. for cleaning brakes, glove- boxes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B11/00—Presses specially adapted for forming shaped articles from material in particulate or plastic state, e.g. briquetting presses, tabletting presses
- B30B11/02—Presses specially adapted for forming shaped articles from material in particulate or plastic state, e.g. briquetting presses, tabletting presses using a ram exerting pressure on the material in a moulding space
- B30B11/08—Presses specially adapted for forming shaped articles from material in particulate or plastic state, e.g. briquetting presses, tabletting presses using a ram exerting pressure on the material in a moulding space co-operating with moulds carried by a turntable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/0082—Dust eliminating means; Mould or press ram cleaning means
Definitions
- the invention relates to a processing system for particular pharmaceutical powder of the type specified in the preamble of claim 1 and a method for processing such powders and for decontamination of the processing system.
- the problem in particular is the contamination of the interior of the closed housing and the machine parts arranged therein with unavoidable powder residues.
- intensive cleaning to remove powder residues is required.
- the prior art provides for intensive rinsing with water, if appropriate with the addition of cleaning agents.
- the effluent rinse water is analyzed for powder components. Only when a sufficiently low concentration is detected, the housing door may be opened for access to the arranged in the interior of the housing processing device. Such a process is referred to as "washing in place” (WiP).
- Washing in place sprayed-on foam can also be used, which creeps into hard-to-reach corners, thereby facilitating the solution and rinsing out of powder residues.
- the WiP process requires specially designed machines with corresponding closed enclosures.
- the machine and housing must be absolutely tight, especially against the rinse water used, so that no contaminated rinse water can escape.
- this is difficult to realize because not only the housing including its door but also the moving parts of the processing device such as shaft bearings, operation bushings or the like must be reliably sealed.
- the use of standard machines is therefore prohibited.
- An adaptation of the processing device to changing production requirements is difficult and expensive.
- the production is inflexible with high operating costs. In addition to the high investment costs, there are also high disposal costs for the rinsing water.
- a particular problem is that within a processing device individual processing stations have an increased frequency of disturbances.
- capsule filling machines often suffer from jamming or the like at the station to which empty capsules are supplied, which is due, inter alia, to dimensional fluctuations and / or defective adhesion of the supplied empty capsules.
- Such or similar, basically very easy to repair malfunction is, however, insufficiently manageable under the restrictive conditions of use of a glove or other protective measures.
- For a quick troubleshooting there is a need for a simple and uncomplicated accessibility, taking into account the required operator protection.
- the invention has for its object to provide a processing system for particular pharmaceutical powder, which is inexpensive, flexible in the production process and easy to handle without risk to man and the environment.
- the invention is further based on the object of specifying a method for processing in particular pharmaceutical powders by means of a processing system which can be carried out easily and with little effort while maintaining the protection of humans and the environment.
- the invention is based initially on the recognition that processing systems in which the processing device has a plurality of processing stations used cyclically can be divided into different zones with different dust or contamination loads.
- the processing system comprises at least a first zone and a second zone, wherein each zone is associated with at least one processing station of the processing device.
- the first zone here means the zone with the lowest operationally occurring dust or contamination volume, to which an operator access is possible even without special protective measures, provided that a dust or contamination entry from the adjacent, higher-loaded second zone can be avoided ,
- a cleaning tunnel is arranged, which engages over at least one processing station of the second zone.
- a first end of the cleaning tunnel adjoins the first zone, a suction device being arranged in the region of an opposite second end of the cleaning tunnel is.
- a cleaning gas flow is generated in the cleaning tunnel by means of the suction device.
- a technical gas can be used for the cleaning gas stream.
- the cleaning gas stream is preferably a cleaning air stream.
- the cleaning air stream forming in the cleaning tunnel whirls up dust and other contaminants in the area of the processing stations arranged there, but due to the protective effect of the cleaning tunnel, they can not be distributed throughout the processing system. Rather, the fluidized particles initially remain within the cleaning tunnel, are carried away by the cleaning air flow and are removed at the end of the cleaning tunnel by means of the suction device. Due to the channel effect of the cleaning tunnel, effective particle removal is possible in such a way that under certain circumstances even more intensive cleaning measures such as "washing in place" (WiP) can be dispensed with.
- WiP washing in place
- the processing device has a transport with a direction of movement.
- a means of transport is in particular a turntable, but may also be a Ovalsonr or a circulating conveyor belt, with the example capsule holder or other target container such as blisters or the like.
- the suction device is arranged at the opposite end of the second direction of the cleaning tunnel. In operation, in this case the cleaning gas flow runs counter to the direction of movement of the means of transport.
- At least one blowing nozzle directed into the cleaning tunnel and the suction device is provided.
- a directed blowing stream is generated with a directional component in the direction of the cleaning gas stream.
- a directional component in the direction of the cleaning gas stream.
- a plurality of nozzles distributed in the longitudinal direction and / or in the circumferential direction of the cleaning tunnel are provided.
- said directional component supports the formation of the purge gas flow in the intended, away from the first zone direction.
- At least the second zone is enclosed by a housing, wherein first means for generating a pressure difference between the second zone and the first zone are provided and formed such that in operation in the housing of the second zone, a second internal pressure prevails, the smaller is as a pressure of the first zone.
- the processing system can optionally also have an additional third zone with at least one associated processing station, wherein the third zone enclosed by a housing is. There are then provided second means for generating a pressure difference between the third zone and the second zone and designed such that in operation in the housing of the third zone, a third internal pressure prevails, which is smaller than the second internal pressure in the housing of the second zone.
- a cascade-like pressure gradient arises between the various zones, the highest pressure prevailing in the surrounding area of the first zone, and the second internal pressure being smaller. Even smaller is the third internal pressure of the third zone, if one exists.
- a complete sealing of the corresponding housing can be dispensed with, since air from the environment follows the cascade-shaped pressure gradient and strives through unavoidable leaks, gaps or the like from the lowest-loaded first zone to the higher-loaded second zone and from there to the even higher-loaded third zone , Dust particles or other impurities can not spread against this pressure difference and the consequent fission and leakage currents and consequently can not get into the first zone.
- the first zone with its own housing, wherein here too a pressure difference with respect to the atmospheric external pressure is produced with a reduced first internal pressure.
- the pressure in the ambient region of the first zone is equal to the atmospheric external pressure, in which case it may even be possible to dispense with a housing for the first zone. In any case, however, easy access from outside to the processing stations of the first zone is possible.
- the processing device is a capsule filling device, wherein at least one processing station of the first zone is an empty capsule feeding station, wherein at least one processing station of the second zone is a capsule closing station and / or a capsule ejecting station, and in particular a processing station of the third zone is a powder feeding station and / or a powder filling station is.
- the advantages of the invention come particularly to fruition. Naturally, the highest degree of contamination prevails in the powder dosing station and / or in the powder filling station, which can be kept away from the lower degree of contamination in the area of the capsule closing station or the capsule ejection station of the second zone.
- the empty capsule feeding station of the first zone on the one hand, has the lowest level of contamination on its own, while, on the other hand, there is the greatest need for occasional manual intervention.
- a simple intervention without special protective measures is possible.
- the processing system comprises at least a first system part and at least a second system part, wherein the processing device for the powder is divided into at least one first device part and at least one second device part.
- the above-mentioned first zone is assigned to the first system part, while the second zone and in particular also the third zone are assigned to the second system part.
- the first and the second system part each have a closed housing with an outer side and each with a first or second interior space, wherein the first device part in the interior of the first housing and the second device part are arranged in the interior of the second housing.
- the first part of the system is stationary while the second part of the system is mobile.
- the second system part can be coupled by means of a lock to the first system part and also decoupled from it.
- the second system part is decoupled from the first system part and fed with a closed lock a separate cleaning.
- the first system part with the low-contaminated first zone remain in place, made after decoupling of the second, mobile system part on the first fixed system part without major cleaning and protection costs, for example, maintenance or remodeling can be.
- the decoupled second part of the system with the higher contaminated second and third zones can be safely transported with the lock closed and at an appropriate point of intense Cleaning be subjected to, for example, by washing, without this would affect activities on the first part of the system.
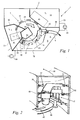
- Fig. 1 shows a schematic plan view of the basic structure of a processing system 1 according to the invention for particular pharmaceutical powder.
- the term "powder” in the meaning of the invention not only means fine-grained dry substances, but also includes granular substances and other substances, in the processing powdery dust can be released.
- the processing system shown by way of example 1 is intended for the processing of highly active pharmaceutical powder with high active ingredient concentration, wherein such a highly effective powder in an appropriate dosage may be incompatible or even toxic. To protect the operator of the processing system 1 and the environment from such unwanted effects, the inventive design of the processing system 1 and the method described in more detail in this context is provided.
- the processing system 1 comprises a housing 2 and a processing device 5 for the powder disposed therein.
- the processing device 5 comprises a plurality, but at least two, cyclically used processing stations 41, 42, wherein in the illustrated embodiment space for a total of nine processing stations 41, 42, 43 is provided.
- the processing system 1 is divided into at least a first zone I and a second zone II, here also optionally in a third zone III.
- At least one processing station 41 is assigned to the first zone I, while at least one further processing station 42 is assigned to the second zone II.
- the optional third zone III is associated with at least one own processing station 43.
- the housing II is provided on the inside with partitions 58, 59, 60, so that formation of individual housings 51, 52, 53 separate internal spaces.
- the optional housing 51 encloses the first zone I, while the other, second housing 52 surrounds the second zone II.
- the optional third zone III is enclosed by a third housing 53.
- the processing device 5 shown may be a tablet press, a blister pack filling station or any other powder processing device.
- the processing device 5 is a capsule filling device in which a processing station 41 of the first zone I is an empty capsule feeding station.
- One of the processing stations 42 of the second zone II is a capsule-closing station, while another processing station 42 of the second zone II according to the schematic illustration Fig. 2 a capsule ejection station.
- the processing station 43 of the third zone III is a powder metering and powder filling station in which empty Capsule bottoms are filled with powder.
- all zones I, II, III even further, not described in detail processing stations can be provided.
- the processing device 5 has a transport means, for example, for the target container to be filled with the powder, with which the individual processing stations 41, 42, 43 are cyclically approached in a direction of movement 49 indicated by an arrow.
- the transport is in the illustrated embodiment, a turntable 48, but may also be a Ovalsonr or a rotating conveyor belt or a revolving conveyor chain.
- Corresponding to the maximum possible number of exemplary nine processing stations 41, 42, 43 here are a total of nine holders for the target container, for example, nine segment carrier 57 capsules attached to the turntable 48 and are moved together with this in a direction of movement 49 indicated by an arrow.
- a cleaning tunnel 44 having a first end 45 and a second end 46 is arranged.
- the first end 45 of the cleaning tunnel 44 adjoins the first zone I, while the opposite second end 46 points away from the first zone I with respect to the longitudinal direction of the cleaning tunnel 44.
- a suction device 6 is arranged, by means of which during operation the interior of the cleaning tunnel 44 is sucked off.
- the cleaning tunnel 44 engages over at least one processing station 42 of the second zone II, here all processing stations 42, which are opposite to the direction of movement 49 of the turntable 48 between the first zone I and the third zone III.
- a cleaning gas stream 56 here a cleaning air flow generated by low or no load air sucked from the first zone I through the first end 45, guided inside the cleaning tunnel 44 and in the region of the second end 46th is sucked off.
- the representation after Fig. 1 is still inferred that the second end 46 is located there with the suction device 6 in the direction of flow of the cleaning tunnel 44 against the direction of movement 49 of the turntable 48, as a result, the cleaning gas stream 56 counter to the direction of movement 49 of the transport or the turntable 48 runs.
- first means 54 for generating a first pressure difference between the second zone II and the first zone I are provided as part of the processing system 1, wherein these means are designed as a pump in the embodiment shown.
- second means 55 for generating a second pressure difference between the third zone III and the second zone II are also optionally provided.
- the first means 54 for generating the pressure difference are designed in such a way and are also used in such a way that in the housing 52 of the second zone II, an internal pressure p 2 sets, which is smaller than a pressure p 1 in the first zone I.
- the pressure In turn, p 1 can be smaller than the atmospheric external pressure p a by suitable means.
- the pressure p 1 in the surrounding area of the first zone I is equal to the atmospheric external pressure p a .
- the second means 55 for generating the pressure difference are designed in such a way and are used in such a way that in the housing 53 of the third zone III, a third internal pressure p 3 sets, which is smaller than the second internal pressure p 2 in the housing 52 of the second zone II. Overall, a falling pressure cascade with p 3 ⁇ p 2 ⁇ p 1 ⁇ p a can thus be set.
- Fig. 2 shows in a perspective and enlarged sectional view of the arrangement Fig. 1 in the region of one of its second processing stations 42 of the second zone II with details of the surrounding cleaning tunnel 44.
- the cleaning tunnel 44 has a substantially closed cross section, which is formed by the bottom of the processing system 1, by side walls and by a lid.
- the closed cross-section is only slightly interrupted where the turntable 48 extends into the interior of the cleaning tunnel 44.
- Such and other minor interruptions of the otherwise closed tunnel cross-section are to be kept according to the invention but in such a frame that sets within the cleaning tunnel 44 of the aforementioned cleaning stream 56 negligible for the cleaning effect gas exchange with respect to the outside of the cleaning tunnel 44.
- Fig. 2 The representation after Fig. 2 is also removable, that in addition to the suction 6 after Fig. 1 at least one tuyere 50, here a plurality of tuyeres 50 are arranged.
- the blowing nozzles 50 are with their blow stream on the one hand to be blown out places of the adjacent Processing station 42 and on the other hand in the cleaning tunnel 44 and directed towards the suction device 6 out.
- a blowing stream 57 is formed with a directional component in the direction of the cleaning gas stream 56, whereby in addition to the cleaning effect, a support of the cleaning gas stream 56 occurs.
- Fig. 2 are several, here exemplary six nozzles 50 distributed in the circumferential direction of the cross section of the cleaning tunnel 44.
- Fig. 1 a plurality of nozzles 50 distributed in the longitudinal direction of the cleaning tunnel 44 and each associated with a processing station 42.
- the cleaning tunnel 44 is shown and described in cooperation with partitions 58, 59, 60 and means 54, 55 for generating pressure differences or pressure cascades.
- the cleaning tunnel 44 according to the invention can also be used without such supporting means in a processing system 1, in the interior of which a uniform pressure prevails without pressure differences, wherein this internal pressure can also be equal to the atmospheric pressure p a .
- the first zone I is kept free of contaminating particle entrainments from the second zone II and / or the third zone III.
- the level of contamination in the first zone I can be kept so low that it is possible on this or on the there arranged processing stations 41 without special measures for operator protection if necessary.
- the Fig. 3 to 5 show still further embodiments of processing systems 1 for powders with essential to the invention details, as shown and described below taken alone, but especially in any combination with the arrangement according to the Fig. 1 and 2 can be used.
- the processing system 1 according to the Fig. 1 and 2 according to the embodiment described below according to the Fig. 4 and 5 at least one first system part 31 and at least one second system part 32, wherein the processing device 5 for the powder in at least one first device part 33 and at least a second device part 34 is divided.
- the first zone I is assigned to the first system part 31 and the second zone II, and in particular also the third zone III to the second system part 32.
- the first and the second system part 31, 32 each have a closed housing 2, 35 with an outer side 3 and each having a first and second inner space 4, 36, wherein the first device part 33 in the interior 4 of the first housing 2 and the second device part 34 are arranged in the inner space 36 of the second housing 35.
- the first system part 31 is stationary.
- the second system part 32 is mobile.
- the second system part 32 can be coupled by means of a lock 37 to the first system part 31 and decoupled from it, as further below in connection with the Fig. 4 and 5 described in more detail.
- the second system part 32 is decoupled from the first system part 31 during cleaning and / or maintenance or conversion needs and fed with closed lock 37 to a separate cleaning.
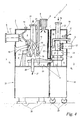
- Fig. 3 shows a schematic sectional view of another embodiment of a processing system 1 according to the invention for powder.
- the processing system 1 comprises a closed housing 2 having an outer side 3 and an inner space 4, and a processing device 5 for the powder arranged in the inner space 4 of the housing 2.
- the housing 2 is closed in the sense that no direct access from outside to the processing device 5 is possible during the processing operation. However, the housing 2 is not completely sealed against air passage, water or the like.
- the processing device 5 has, in particular at its moving parts no special sealing measures against air and water passage or the like, with which any standardized processing device 5 can be used.
- the processing device 5 is a capsule filling device with a dosing station 25, by means of which powder is metered and filled into capsules. But it can also be provided a tablet press or the like.
- the capsule filling device comprises, in addition to the dosing station 25, an empty capsule feed 20, a powder feed 23 and a capsule outlet 26 for ready filled and closed capsules.
- the empty capsule feed 20 and the powder feed 23 lead from the outside 3 into the interior 4 and are provided on the outside 3 with couplings 21, 24.
- the capsule outlet 26 is guided from the interior 4 through the wall of the housing 2 to the outside 3 and has an interface 27 on the outside 3.
- the couplings 21, 24 and the interface 27 are configured in such a way that, although material can be passed through, powder which has been released during operation can not reach the outside 3 from the interior 4.
- the processing system 1 is equipped with a device for dry decontamination and for this purpose comprises a suction device 6 for the interior 4 and a compressed air rinsing device 7.
- a controlled air supply 8 with an air filter 9, a spray device 12 for a powder bonding 13th , a particle sensor 10 for monitoring the interior of powder residues and a glove engagement 18 is provided.
- the compressed-air flushing device 7 may comprise an arrangement of stationary compressed-air nozzles and, in the embodiment shown, has a hand-held air-flushing nozzle 11 arranged in the interior 4, which is supplied with compressed air by means of a supply hose and via an external coupling 19.
- the spraying device 12 comprises, in addition to a binder spray head 15 with associated clutch 22 fixed stationary in the housing 2, also a hand-held binder spray nozzle 14 arranged in the interior 4.
- the suction device 6 comprises a stationary suction device 17 guided through the wall of the housing 2 with an external interface 28 and optionally also a hand-held suction nozzle 16 arranged in the interior 4.
- the machine operator standing on the outside 3 has access to the air purging nozzle 11, the binder spray nozzle 14 and / or the suction nozzle 16.
- the binder spray nozzle 14 or the suction nozzle 16 is comparable to the air purging nozzle 11 via corresponding, not shown leading to the outside hose lines, the operator can grab the said nozzles and to everyone lead anywhere in the interior 4 including all items of the processing device 5.
- the powder is processed by means of the processing device 5 arranged in the interior 4 of the housing 2.
- the processing device 5 arranged in the interior 4 of the housing 2.
- empty capsules are fed through the empty capsule feed 20, filled with powder in the metering station 25 and discharged through the capsule outlet 26 in the filled and closed state.
- an internal pressure p i is maintained, which is less than an external pressure p a on the outer side 3 of the housing.
- the external pressure p a is usually the ambient atmospheric pressure.
- the delivery rate of the suction device 6 is greater than the delivery rate of the compressed air rinsing device 7, that during flushing of the interior 4 including the processing device arranged therein by means of the compressed air rinsing device 7 and the simultaneous operation of the suction device 6, the internal pressure p i lower remains as the external pressure p a .
- the delivery rates of the suction device 6 and the compressed air rinsing device 7 are matched to one another in such a way that simultaneous operation of the suction device 6 and the compressed air flushing device 7, the pressure ratios mentioned arise or maintained.
- the compressed air purging device 7 in particular by manual guidance of the air purging nozzle 11, all surfaces of adhering powder residues are blown free by means of compressed air.
- the fluidized powder residues are sucked together with air from the interior 4 by means of the suction device 6.
- the stationary suction 17 suffice.
- a targeted suction can be made at certain points by means of the hand-held suction nozzle 16.
- the interior space 4 is monitored for floating powder particles. Once this monitoring falls below a predetermined As a result, it has been found that the previous suction and blow cleaning and / or the binding of free powder particles was successful in a manner that the negative pressure in the inner space 4 can be shut off and the housing 2 can be opened without danger , In the case of dust binding, a cleaning or removal of the powder bound with the powder bonding agent 13 can now be carried out. The bound powder can be wiped off. In the case of gel binding, after drying the gel, a film is formed with powder residues bound therein, whereby the dried film can be removed from the surface.
- the removal of the bound powder can also take place when the housing 2 is closed and the pressure difference present is applied, for example by means of the glove engagement 18. In any case, a signal is generated, according to which a safe access to the interior 4 is possible. Maintenance, conversion and adaptation work can be carried out on the processing device 5.
- Fig. 4 shows a schematic sectional view of a variant of the arrangement Fig. 3 in which the processing system 1 is divided into a stationary first system part 31 and a mobile second system part 32.
- additional stationary and / or mobile system parts may be provided.
- the first, stationary system part 31 is stationary by means of feet 38, and according to the embodiment according to Fig. 3 a closed first housing 2 with a first interior 4.
- the second system part 32 is designed in the form of a mobile trolleys with rollers 39, and analogously to the first system part 31 comprises a separate, second closed housing 35 with a second interior space 36.
- the processing device 5 corresponds to the processing device 5 according to FIG Fig. 3 , but here is divided into a first device part 33 and a second device part 34.
- the first device part 33 comprises the empty capsule feed 20 and the capsule outlet 26, and is arranged in the first interior 4 of the first housing 2.
- the second device part 34 comprises the powder feed 23 and the metering station 25, and is arranged in the second interior 36 of the second housing 35.
- additional stationary and / or mobile system parts can be provided with a similar structure, each one own housing and arranged in the interior of which device part of the processing device 5 have.
- the second, mobile system part 32 is designed as an exchangeable module and can be coupled as required by means of a lock 37 to the first system part 31 and also decoupled from it.
- the mobile second system part 32 is as shown in FIG Fig. 4 coupled by means of the lock 37 to the first stationary system part 31, wherein not shown mechanical coupling elements for exact positioning, holding and connecting the second system part 32 to the first system part 31 are present.
- the first device part 33 together with the second device part 34, the entire processing device 5.
- the first interior 4 and the second interior 36 are connected by means of the open lock 37 to a common interior.
- the connection of the inner spaces 4, 36 and the functional connection of the two device parts 33, 34 takes place through the opened lock 37.
- the suction device 6 with the stationary suction 17 and the manually guided suction nozzle 16, the compressed air rinsing device 7 with the manually guided Vietnameset Vietnamesedüse 11, the air supply 8 with the air filter 9, the particle sensor 10, the rinsing device 12 with the handheld Binderspühdüse 14 and the stationary Binder spray head 15 and the glove engagement 18 correspond in design and operation of those of the embodiment according to Fig. 3 , and are arranged on the stationary first system part 31. Only the optional particle sensor 10 is arranged in the interior 36 of the second housing 35. In addition, the second system part 32 is provided with an additional binder spray head 15 'as part of the spray device 12 and with an additional suction 17' as part of the suction device 6.
- the second system part 32 is decoupled from the first system part 31, as shown in FIG Fig. 5 is shown.
- the interior 36 of the second housing 35 is closed by means of the lock 37.
- the associated passage on the first interior 4 can optionally be closed in the same way.
- the closed lock 37 the second interior 36 of the second system part 32 is closed in such a way that the product present therein is protected when accessing the decoupled first system part 31.
- the second housing 35 and the lock 37 need not be completely air and dustproof.
- the thus separated second system part 32 can be removed on its rollers 39 according to an arrow 40 from the first system part 31, so that a free access to the first system part 31 is possible.
- dry decontamination is now carried out on the free-standing first system part 31, while the second system part 32 is decoupled.
- the dry decontamination of the first system part 31 takes place by combined suction and blowing by means of the suction device 6 and the compressed air rinsing device 7 and / or by use of a powder connector 13 (FIG. Fig. 3 ) by means of the spray device 12, as described in detail in connection with Fig. 3 is described.
- the machine operator can safely access the interior 4 and the first device part 33 of the first system part 31 arranged therein.
- the second system part 32 can be moved back to the first system part 31 and there according to the illustration Fig. 4 be coupled, whereby the processing system 1 is set in a ready state.
- the processing of the powder can then be resumed in the manner described above.
- Fig. 5 decoupled second system part 32 to submit their own decontamination.
- a dry decontamination using, for example, the binder spray head 15 'in the manner described above can be made.
- a separate, not shown compressed air flushing device is provided.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Health & Medical Sciences (AREA)
- Chemical & Material Sciences (AREA)
- Medicinal Chemistry (AREA)
- Pharmacology & Pharmacy (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Cleaning In General (AREA)
Abstract
Description
- Die Erfindung betrifft ein Verarbeitungssystem für insbesondere pharmazeutische Pulver der im Oberbegriff des Anspruchs 1 angegebenen Gattung sowie ein Verfahren zur Verarbeitung solcher Pulver und zur Dekontamination des Verarbeitungssystems.
- In der pharmazeutischen Industrie werden zum Teil hochwirksame Pulver verarbeitet, indem sie beispielsweise in Hartgelatinekapseln abgefüllt oder zu Tabletten gepresst werden. Solche hochwirksamen Pulver können in entsprechender Konzentration eine toxische Wirkung ausüben. Bei der Verarbeitung solcher Pulver muss deshalb sichergestellt werden, dass der Maschinenbediener und die Umwelt nicht übermäßig belastet oder gar gefährdet werden.
- Nach dem Stand der Technik werden solche Pulver entweder in isolierten Räumen und/oder durch mit spezieller Schutzausrüstung ausgestattete Maschinenbediener verarbeitet. Der Aufwand für den Personenschutz beispielsweise in Form einer Vollschutzkleidung sowie für die Maschinenisolierung beispielsweise in Form eines dicht geschlossenen Gehäuses zur Aufnahme der Verarbeitungsvorrichtung ist groß und kostenintensiv. Die Bewegungsfreiheit des Maschinenbedieners und der Zugriff auf die Verarbeitungsvorrichtung sind erheblich beschränkt.
- Problematisch ist insbesondere die Kontamination des Innenraums vom geschlossenen Gehäuse und der darin angeordneten Maschinenteile mit unvermeidlichen Pulverrückständen. Nach Abschluss eines Produktionszyklus und vor Zugriff auf den Innenraum des Gehäuses ist eine intensive Reinigung zur Entfernung von Pulverrückständen erforderlich.
- Hierzu sieht der Stand der Technik eine intensive Spülung mit Wasser ggf. unter Zusatz von Reinigungsmitteln vor. Das abfließende Spülwasser wird auf Pulverbestandteile untersucht. Erst wenn eine hinreichend geringe Konzentration festgestellt wird, darf die Gehäusetür für den Zugriff auf die im Innenraum des Gehäuses angeordnete Verarbeitungsvorrichtung geöffnet werden. Ein solcher Prozess wird als "Washing in Place" (WiP) bezeichnet. Ergänzend zur intensiven Wasserspülung beim WiP-Verfahren kann auch aufgesprühter Schaum zum Einsatz kommen, der in schlecht erreichbare Ecken kriecht und dadurch die Lösung und Fortspülung von Pulverrückständen erleichtert.
- Das WiP-Verfahren erfordert speziell ausgestaltete Maschinen mit entsprechenden geschlossenen Gehäusen. Maschine und Gehäuse müssen absolut dicht insbesondere gegen das zum Einsatz kommende Spülwasser sein, damit kein kontaminiertes Spülwasser austreten kann. Bei der Vielzahl der beweglichen Teile ist dies schwierig zu realisieren, da nicht nur das Gehäuse einschließlich seiner Tür, sondern auch die beweglichen Teile der Verarbeitungsvorrichtung wie Wellenlager, Betätigungsdurchführungen oder dergleichen zuverlässig abgedichtet werden müssen. Der Einsatz von Standardmaschinen verbietet sich deshalb. Eine Anpassung der Verarbeitungsvorrichtung an sich ändernde Produktionsan-forderungen ist schwierig und aufwendig. Die Produktion ist unflexibel bei hohen Betriebskosten. Neben den hohen Investitionskosten entstehen auch hohe Entsorgungskosten für das Spülwasser.
- Problematisch ist insbesondere, dass innerhalb einer Verarbeitungsvorrichtung einzelne Bearbeitungsstationen eine erhöhte Störungshäufigkeit haben. Beispielsweise tritt bei Kapselfüllmaschinen an derjenigen Station, an der Leerkapseln zugeführt werden, gehäuft ein Verklemmen oder dgl. auf, was unter anderem auf Maßschwankungen und/oder Schadhaf-tigkeit der zugeführten Leerkapseln zurückzuführen ist. Eine solche oder ähnliche, im Grunde sehr einfach zu behebende Funktionsstörung ist allerdings unter den beengenden Einsatzbedingungen eines Handschuheingriffs oder anderer Schutzmaßnahmen nur unzureichend handhabbar. Für eine schnelle Störungsbeseitigung besteht der Bedarf an einer einfachen und unkomplizierten Zugriffsmöglichkeit unter Beachtung des erforderlichen Bedienerschutzes.
- Der Erfindung liegt die Aufgabe zugrunde, ein Verarbeitungssystem für insbesondere pharmazeutische Pulver anzugeben, welches kostengünstig, flexibel im Produktionsprozess und ohne Gefährdung von Mensch und Umwelt leicht zu handhaben ist.
- Diese Aufgabe wird durch ein Verarbeitungssystem mit den Merkmalen des Anspruchs 1 gelöst.
- Der Erfindung liegt des Weiteren die Aufgabe zugrunde, ein Verfahren zur Verarbeitung von insbesondere pharmazeutischen Pulvern mittels eines Verarbeitungssystems anzugeben, welches unter Einhaltung des Schutzes von Mensch und Umwelt leicht und mit geringem Aufwand durchführbar ist.
- Diese Aufgabe wird durch ein Verfahren mit den Merkmalen des Anspruchs 9 gelöst.
- Die Erfindung basiert zunächst auf der Erkenntnis, dass sich Verarbeitungssysteme, in denen die Verarbeitungsvorrichtung mehrere zyklisch zum Einsatz kommende Bearbeitungsstationen aufweist, in verschiedene Zonen mit unterschiedlicher Staub- bzw. Kontaminationsbelastung aufteilen lassen. Das Verarbeitungssystem weist mindestens eine erste Zone und eine zweite Zone auf, wobei jeder Zone mindestens je eine Bearbeitungsstation der Verarbeitungsvorrichtung zugeordnet ist. Als erste Zone ist hier diejenige Zone mit dem für sich genommen geringsten betriebsbedingten Staub- bzw. Kontaminationsaufkommen gemeint, auf die ein Bedienerzugriff auch ohne besondere Schutzmaßnahmen möglich ist, sofern ein Staub- bzw. Kontaminationseintrag aus der benachbarten, höher belasteten zweiten Zone vermieden werden kann.
- Hierauf aufbauend ist nach der Erfindung vorgesehen, dass in der zweiten Zone mit betriebsbedingt höherem Staub- bzw. Kontaminationsaufkommen ein Reinigungstunnel angeordnet ist, der mindestens eine Bearbeitungsstation der zweiten Zone übergreift. Ein erstes Ende des Reinigungstunnels grenzt an die erste Zone an, wobei im Bereich eines gegenüberliegenden zweiten Endes des Reinigungstunnels eine Absaugeinrichtung angeordnet ist. In einem entsprechenden Betriebsverfahren wird im Reinigungstunnel mittels der Absaugeinrichtung ein Reinigungsgasstrom erzeugt. Für den Reinigungsgasstrom kann ein technisches Gas eingesetzt werden. Bevorzugt ist der Reinigungsgasstrom ein Reinigungsluftstrom.
- Der sich im Reinigungstunnel ausbildende Reinigungsluftstrom wirbelt Staub und andere Verunreinigungen im Bereich der dort angeordneten Bearbeitungsstationen auf, wobei sie sich jedoch infolge der Schutzwirkung des Reinigungstunnels nicht im gesamten Verarbeitungssystem verteilen können. Vielmehr verbleiben die aufgewirbelten Partikel zunächst innerhalb des Reinigungstunnels, werden durch den Reinigungsluftstrom fortgetragen und werden am Ende des Reinigungstunnels mittels der Absaugeinrichtung entfernt. Durch die Kanalwirkung des Reinigungstunnels ist eine wirkungsvolle Partikelentfernung derart möglich, dass unter Umständen sogar auf intensivere Reinigungsmaßnahmen wie "Washing in Place" (WiP) verzichtet werden kann.
- Insbesondere wird aber eine Partikelverschleppung von der höher belasteten zweiten Zone in die gering belastete erste Zone vermieden. Dies wird insbesondere dadurch unterstützt, dass die Absaugeinrichtung an demjenigen Ende des Reinigungstunnels angeordnet ist, welches dem an die erste Zone angrenzenden Ende gegenüberliegt. Der Reinigungsgas- bzw. Reinigungsluftstrom weist damit von der ersten, gering belasteten Zone fort, wobei Partikel nicht gegen diesen Gasstrom zur ersten Zone gelangen können. Insbesondere bei laufender Absaugeinrichtung ist damit ein Zugriff auf die für sich genommene gering belastete erste Zone seitens des Bedienpersonals ohne weitere Schutzmaßnahmen möglich. Unter Verzicht auf Handschuheingriffe oder andere Schutzmaßnahmen sind eine Störungsbeseitigung oder andere Eingriffe an den Bearbeitungsstationen der ersten Zone ohne weiteres möglich.
- In einer bevorzugten Ausführungsform weist die Verarbeitungsvorrichtung ein Transportmittel mit einer Bewegungsrichtung auf. Ein solches Transportmittel ist insbesondere ein Drehteller, kann aber auch ein Ovalläufer oder ein umlaufendes Förderband sein, mit dem beispielsweise Kapselhalter oder andere Zielbehälter wie Blister oder dergl. für einen Dosier- und Abfüllvorgang von Bearbeitungsstation zu Bearbeitungsstation zyklisch verfahren werden. Vorteilhaft ist hier die Absaugeinrichtung an dem entgegen der Bewegungsrichtung liegenden zweiten Ende des Reinigungstunnels angeordnet. Im Betrieb verläuft hierbei der Reinigungsgasstrom entgegen der Bewegungsrichtung des Transportmittels. Durch die genannte Gegenläufigkeit wird sichergestellt, dass die durch das Transportmittel bewegten Elemente wie Behälter- bzw. Kapselaufnahmen oder dergl. im Reinigungstunnel gereinigt werden und anschließend ihren gereinigten Zustand auch so lange beibehalten, bis sie in die gering belastete erste Zone gelangen. Eine Partikelverschleppung aus der zweiten Zone in die erste Zone ist damit zuverlässig vermieden.
- In zweckmäßiger Weiterbildung der Erfindung ist mindestens eine in den Reinigungstunnel und zur Absaugeinrichtung hin gerichtete Blasdüse vorgesehen. Mittels dieser mindestens einen Blasdüse wird ein gerichteter Blasstrom mit einer Richtungskomponente in Richtung des Reinigungsgasstromes erzeugt. Es kann zweckmäßig sein, eine oder mehrere solcher Blasdüsen beispielsweise außerhalb des Reinigungstunnels anzuordnen und dabei in das bezogen auf die Durchströmungsrichtung eingangsseitige Ende des Reinigungstunnels hinein zu richten. Insbesondere kommt aber eine Anordnung der Blasdüsen innerhalb des Reinigungstunnels in Betracht. Zweckmäßig sind mehrere in Längsrichtung und/oder in Umfangsrichtung des Reinigungstunnels verteilte Blasdüsen vorgesehen. Durch geeignete Ausrichtung der Blasdüsen lassen sich gezielt besondere geeignete Stellen der jeweiligen Bearbeitungsstation ausblasen. Darüber hinaus unterstützt die genannte Richtungskomponente die Ausbildung des Reinigungsgasstromes in der vorgesehenen, von der ersten Zone fort weisenden Richtung.
- In einer vorteilhaften Ausführungsform ist zumindest die zweite Zone von einem Gehäuse umschlossen, wobei erste Mittel zur Erzeugung einer Druckdifferenz zwischen der zweiten Zone und der ersten Zone vorgesehen und derart ausgebildet sind, dass im Betrieb im Gehäuse der zweiten Zone ein zweiter Innendruck herrscht, der kleiner ist als ein Druck der ersten Zone. In Fortführung dieses erfindungsgemäßen Gedankens kann das Verarbeitungssystem optional auch eine zusätzliche dritte Zone mit mindestens einer zugeordneten Bearbeitungsstation aufweisen, wobei die dritte Zone von einem Gehäuse umschlossen ist. Es sind dann zweite Mittel zur Erzeugung einer Druckdifferenz zwischen der dritten Zone und der zweiten Zone vorgesehen und derart ausgebildet, dass im Betrieb im Gehäuse der dritten Zone ein dritter Innendruck herrscht, der kleiner ist als der zweite Innendruck im Gehäuse der zweiten Zone.
- In jedem Falle entsteht ein kaskadenartiges Druckgefälle zwischen den verschiedenen Zonen, wobei der höchste Druck im Umgebungsbereich der ersten Zone herrscht, und wobei dem gegenüber der zweite Innendruck kleiner ist. Noch kleiner ist dann der dritte Innendruck der dritten Zone, sofern eine solche vorhanden ist. Auf eine vollständige Abdichtung der entsprechenden Gehäuse kann hierbei verzichtet werden, da Luft aus der Umgebung dem kaskadenförmigen Druckgefälle folgt und durch unvermeidliche Undichtigkeiten, Spalte oder dergleichen immer von der geringstbelasteten ersten Zone zur höher belasteten zweiten Zone und von dort zur noch höher belasteten dritten Zone strebt. Staubpartikel oder andere Verunreinigungen können sich nicht gegen diese Druckdifferenz und die daraus folgenden Spalt- und Undichtigkeitsströmungen ausbreiten und folglich nicht in die erste Zone gelangen. Diese bleibt von der hohen Kontaminationsbelastung der zweiten bzw. dritten Zone unbeeinträchtigt, und kann deshalb ohne besondere Schutzmaßnahmen auskommen. Natürlich ist es möglich, auch die erste Zone mit einem eigenen Gehäuse zu versehen, wobei auch hier ein Druckgefälle gegenüber dem atmosphärischen Außendruck mit einem verringerten ersten Innendruck hergestellt wird. Insbesondere aber ist der Druck im Umgebungsbereich der ersten Zone gleich dem atmosphärischen Außendruck, wobei dann ggf. sogar auf ein Gehäuse für die erste Zone verzichtet werden kann. In jedem Fall ist aber ist ein leichter Zugriff von außen auf die Bearbeitungsstationen der ersten Zone möglich.
- Als Verarbeitungssystem für Pulver im Sinne der Erfindung kommen jedwede Bauformen wie Tablettenpressen oder dergl. in Betracht. Insbesondere ist die Verarbeitungsvorrichtung eine Kapselfülleinrichtung, wobei mindestens eine Bearbeitungsstation der ersten Zone eine Leerkapselzufuhrstation ist, wobei mindestens eine Bearbeitungsstation der zweiten Zone eine Kapselschließstation und/oder eine Kapselauswurfstation ist, und wobei insbesondere eine Bearbeitungsstation der dritten Zone eine Pulverdosierstation und/oder eine Pulverfüllstation ist. Hierbei kommen die Vorteile der Erfindung besonders zum Tragen. In der Pulverdosierstation und/oder in der Pulverfüllstation herrscht naturgemäß der höchste Kontaminationsgrad, der von dem geringeren Kontaminationsgrad im Bereich der Kapselschließstation bzw. der Kapselauswurfstation der zweiten Zone ferngehalten werden kann. Die Leerkapselzufuhrstation der ersten Zone weist einerseits für sich genommen das geringste Kontaminationsaufkommen auf, während andererseits hier der höchste Bedarf an einem gelegentlichen manuellen Eingriff besteht. In Verbindung mit dem erfindungsgemäßen Reinigungstunnel und insbesondere der vorgenannten Druckkaskade ist ein einfacher Eingriff ohne besondere Schutzmaßnahmen möglich.
- In einer bevorzugten, optionalen Ausführungsform umfasst das Verarbeitungssystem mindestens einen ersten Systemteil und mindestens einen zweiten Systemteil, wobei die Verarbeitungsvorrichtung für das Pulver in mindestens einen ersten Vorrichtungsteil und mindestens einen zweiten Vorrichtungsteil aufgeteilt ist. Die oben genannte erste Zone ist dem ersten Systemteil zugeordnet, während die zweite Zone sowie insbesondere auch die dritte Zone dem zweiten Systemteil zugeordnet sind. Der erste und der zweite Systemteil weisen je ein geschlossenes Gehäuse mit einer Außenseite und mit je einem ersten bzw. zweiten Innenraum auf, wobei der erste Vorrichtungsteil in dem Innenraum des ersten Gehäuses und der zweiten Vorrichtungsteil im Innenraum des zweiten Gehäuses angeordnet sind. Der erste Systemteil ist stationär aufgestellt, während der zweite Systemteil mobil ausgebildet ist. Der zweite Systemteil ist mittels einer Schleuse an den ersten Systemteil ankoppelbar und auch von ihm abkoppelbar. In einem entsprechenden Verfahrensschritt wird der zweite Systemteil vom ersten Systemteil abgekoppelt und mit geschlossener Schleuse einer separaten Reinigung zugeführt. Infolge der hierdurch gebildeten modularen und teilweise mobilen Bauweise kann der erste Systemteil mit der gering kontaminierten ersten Zone an Ort und Stelle verbleiben, wobei nach Abkoppelung des zweiten, mobilen Systemteils am ersten, feststehenden Systemteil ohne größeren Reinigungs- und Schutzaufwand beispielsweise Wartungs- oder Umbauarbeiten vorgenommen werden können. Der abgekoppelte zweite Systemteil mit den höher kontaminierten zweiten und dritten Zonen kann bei geschlossener Schleuse gefahrlos transportiert und an geeigneter Stelle einer intensiven Reinigung beispielsweise durch Waschen unterzogen werden, ohne dass hierdurch Tätigkeiten am ersten Systemteil beeinträchtigt wären.
- Ausführungsbeispiele der Erfindung sind nachfolgend anhand der Zeichnung näher beschrieben. Es zeigen:
- Fig. 1
- in einer schematischen Draufsicht den prinzipiellen Aufbau eines erfindungsgemäßen Verarbeitungssystems mit verschiedenen Zonen, Bearbeitungsstationen und mit einem Reinigungstunnel;
- Fig. 2
- in einer perspektivischen und vergrößerten Schnittdarstellung die Anordnung nach
Fig. 1 im Bereich einer einzelnen Bearbeitungsstation mit Details des sie umgebenden Reinigungstunnels; - Fig. 3
- in einer schematischen Schnittdarstellung den prinzipiellen Aufbau eines erfindungsgemäßen Verarbeitungssystems mit Einrichtungen zur Trockendekontamination in Form von Absaugung, Ausblasung und Pulverbindung;
- Fig. 4
- eine Variante der Anordnung nach
Fig. 3 mit einem feststehenden und einem mobilen Systemteil, wobei die Einrichtungen zur Trockendekontamination für den feststehenden Systemteil vorgesehen sind; - Fig. 5
- die Anordnung nach
Fig. 4 mit von einander abgekoppelten Systemteilen für die Trockendekontamination des feststehenden Systemteils und eine separate Dekontamination des mobilen Systemteils. -
Fig. 1 zeigt in einer schematischen Draufsicht den prinzipiellen Aufbau eines erfindungsgemäßen Verarbeitungssystems 1 für insbesondere pharmazeutische Pulver. Der Begriff "Pulver" im Sinne der Erfindung bedeutet nicht nur feinkörnige trockene Substanzen, sondern umfasst auch granulatartige Stoffe und andere Stoffe, bei deren Verarbeitung pulverartiger Staub freigesetzt werden kann. Das beispielhaft gezeigte Verarbeitungssystem 1 ist für die Verarbeitung von hochwirksamem pharmazeutischem Pulver mit hoher Wirkstoffkonzentration vorgesehen, wobei ein solches hochwirksames Pulver in entsprechender Dosierung unverträglich oder gar toxisch sein kann. Zum Schutz des Bedieners des Bearbeitungssystems 1 und der Umwelt vor solchen unerwünschten Wirkungen ist die erfindungsgemäße Ausgestaltung des Verarbeitungssystems 1 und das in diesem Zusammenhang noch näher beschriebene Verfahren vorgesehen. - Das Verarbeitungssystem 1 umfasst ein Gehäuse 2 und eine darin angeordnete Verarbeitungsvorrichtung 5 für das Pulver. Die Verarbeitungsvorrichtung 5 umfasst mehrere, mindestens jedoch zwei zyklisch zum Einsatz kommende Bearbeitungsstationen 41, 42, wobei im gezeigten Ausführungsbeispiel Raum für insgesamt neun Bearbeitungsstationen 41, 42, 43 geschaffen ist. Das Verarbeitungssystem 1 ist in mindestens eine erste Zone I und eine zweite Zone II, hier auch noch optional in eine dritte Zone III aufgeteilt. Der ersten Zone I ist mindestens eine Bearbeitungsstation 41 zugeordnet, während der zweiten Zone II mindestens eine weitere Bearbeitungsstation 42 zugeordnet ist. Auch der optionalen dritten Zone III ist mindestens eine eigene Bearbeitungsstation 43 zugeordnet. Das Gehäuse II ist innenseitig mit Trennwänden 58, 59, 60 versehen, so dass unter Bildung von einzelnen Gehäusen 51, 52, 53 voneinander getrennte Innenräume entstehen. Das nur optional vorgesehene Gehäuse 51 umschließt die erste Zone I, während das weitere, zweite Gehäuse 52 die zweite Zone II umschließt. Schließlich ist auch die optionale dritte Zone III von einem dritten Gehäuse 53 umschlossen.
- Die gezeigte Verarbeitungsvorrichtung 5 kann eine Tablettenpresse, eine Füllstation für Blisterverpackungen oder eine beliebige andere Verarbeitungsvorrichtung für Pulver sein. Im gezeigten Ausführungsbeispiel ist die Verarbeitungsvorrichtung 5 eine Kapselfülleinrichtung, bei der eine Bearbeitungsstation 41 der ersten Zone I eine Leerkapselzufuhrstation ist. Eine der Bearbeitungsstationen 42 der zweiten Zone II ist eine Kapselschließstation, während eine weitere Bearbeitungsstation 42 der zweiten Zone II entsprechend der schematischen Darstellung nach
Fig. 2 eine Kapselauswurfstation ist. Die Bearbeitungsstation 43 der dritten Zone III ist eine Pulverdosier- und Pulverfüllstation, in der leere Kapselunterteile mit Pulver befüllt werden. Darüber hinaus können in allen Zonen I, II, III noch weitere, hier nicht näher beschriebene Bearbeitungsstationen vorgesehen sein. - Die Verarbeitungsvorrichtung 5 weist ein Transportmittel beispielsweise für mit dem Pulver zu befüllende Zielbehälter auf, mit dem die einzelnen Bearbeitungsstationen 41, 42, 43 in einer durch einen Pfeil angegebenen Bewegungsrichtung 49 zyklisch angefahren werden. Das Transportmittel ist im gezeigten Ausführungsbeispiel ein Drehteller 48, kann aber auch ein Ovalläufer oder ein umlaufendes Förderband bzw. eine umlaufende Förderkette sein. Korrespondierend zur maximal möglichen Anzahl von hier beispielhaft neun Bearbeitungsstationen 41, 42, 43 sind hier insgesamt neun Haltevorrichtungen für die Zielbehälter, beispielhaft neun Segmentträger 57 für Kapseln am Drehteller 48 befestigt und werden gemeinsam mit diesem in einer durch einen Pfeil angegebenen Bewegungsrichtung 49 mitbewegt.
- Entsprechend der Darstellung nach
Fig. 1 ist in der zweiten Zone II ein Reinigungstunnel 44 mit einem ersten Ende 45 und einem zweiten Ende 46 angeordnet. Das erste Ende 45 des Reinigungstunnels 44 grenzt an die erste Zone I an, während das gegenüberliegende zweite Ende 46 bezogen auf die Längsrichtung des Reinigungstunnels 44 von der ersten Zone I fortweist. Im Bereich des zweiten Endes 46 ist eine Absaugeinrichtung 6 angeordnet, mittels derer im Betrieb der Innenraum des Reinigungstunnels 44 abgesaugt wird. Der Reinigungstunnel 44 übergreift mindestens eine Bearbeitungsstation 42 der zweiten Zone II, hier sämtliche Bearbeitungsstationen 42, die entgegen der Bewegungsrichtung 49 des Drehtellers 48 zwischen der ersten Zone I und der dritten Zone III liegen. Im Betrieb wird im Reinigungstunnel 44 mittels der Absaugeinrichtung 6 ein Reinigungsgasstrom 56, hier ein Reinigungsluftstrom erzeugt, indem gering oder gar nicht belastete Luft aus der ersten Zone I durch das erste Ende 45 angesaugt, innenseitig des Reinigungstunnels 44 geführt und im Bereich des zweiten Endes 46 abgesaugt wird. Der Darstellung nachFig. 1 ist noch entnehmbar, dass das zweite Ende 46 mit der dort angeordneten Absaugeinrichtung 6 in Durchströmungsrichtung des Reinigungstunnels 44 entgegen der Bewegungsrichtung 49 des Drehtellers 48 liegt, in dessen Folge der Reinigungsgasstrom 56 entgegen der Bewegungsrichtung 49 des Transportmittels bzw. des Drehtellers 48 verläuft. - Der Darstellung nach
Fig. 1 ist außerdem entnehmbar, dass erste Mittel 54 zur Erzeugung einer ersten Druckdifferenz zwischen der zweiten Zone II und der ersten Zone I als Teil des Verarbeitungssystems 1 vorgesehen sind, wobei diese Mittel im gezeigten Ausführungsbeispiel als Pumpe ausgeführt sind. Analog dazu sind auch optional zweite Mittel 55 zur Erzeugung einer zweiten Druckdifferenz zwischen der dritten Zone III und der zweiten Zone II vorgesehen. Die ersten Mittel 54 zur Erzeugung der Druckdifferenz sind derart ausgebildet und werden im Betrieb auch so genutzt, dass sich im Gehäuse 52 der zweiten Zone II ein Innendruck p2 einstellt, der kleiner ist als ein Druck p1 in der ersten Zone I. Der Druck p1 wiederum kann durch geeignete Mittel kleiner sein als der atmosphärische Außendruck pa. Bevorzugt ist der Druck p1 im Umgeburigsbereich der ersten Zone I gleich dem atmosphärischen Außendruck pa. Die zweiten Mittel 55 zur Erzeugung der Druckdifferenz sind derart ausgebildet und werden im Betrieb auch so eingesetzt, dass sich im Gehäuse 53 der dritten Zone III ein dritter Innendruck p3 einstellt, der kleiner ist als der zweite Innendruck p2 im Gehäuse 52 der zweiten Zone II. Insgesamt kann damit eine abfallende Druckkaskade mit p3< p2<p1<pa eingestellt werden. -
Fig. 2 zeigt in einer perspektivischen und vergrößerten Schnittdarstellung die Anordnung nachFig. 1 im Bereich einer ihrer zweiten Bearbeitungsstationen 42 der zweiten Zone II mit Details des sie umgebenden Reinigungstunnels 44. Der Reinigungstunnel 44 weist einen im Wesentlichen geschlossenen Querschnitt auf, der durch den Boden des Verarbeitungssystems 1, durch Seitenwände sowie durch einen Deckel gebildet ist. Der geschlossene Querschnitt ist lediglich dort geringfügig unterbrochen, wo der Drehteller 48 in den Innenraum des Reinigungstunnels 44 hineinreicht. Solche und andere kleinere Unterbrechungen des ansonsten geschlossenen Tunnelquerschnitts sind nach der Erfindung aber in einem solchen Rahmen zu halten, dass sich innerhalb des Reinigungstunnels 44 der vorgenannte Reinigungsstrom 56 mit für die Reinigungswirkung vernachlässigbarem Gasaustausch gegenüber der Außenseite des Reinigungstunnels 44 einstellt. - Der Darstellung nach
Fig. 2 ist auch entnehmbar, dass ergänzend zur Absaugeinrichtung 6 nachFig. 1 mindestens eine Blasdüse 50, hier mehrere Blasdüsen 50 angeordnet sind. Die Blasdüsen 50 sind mit ihrem Blasstrom einerseits auf freizublasende Stellen der benachbarten Bearbeitungsstation 42 und andererseits in den Reinigungstunnel 44 und zur Absaugeinrichtung 6 hin gerichtet. Im Betrieb entsteht jeweils ein Blasstrom 57 mit einer Richtungskomponente in Richtung des Reinigungsgasstroms 56, wodurch neben dem Reinigungseffekt auch eine Unterstützung des Reinigungsgasstromes 56 eintritt. - Entsprechend der Darstellung nach
Fig. 2 sind mehrere, hier beispielhaft sechs Blasdüsen 50 in Umfangsrichtung des Querschnitts vom Reinigungstunnel 44 verteilt. Alternativ oder zusätzlich sind entsprechend der Darstellung nachFig. 1 auch mehrere Blasdüsen 50 in Längsrichtung des Reinigungstunnels 44 verteilt und jeweils je einer Bearbeitungsstation 42 zugeordnet. - Im Ausführungsbeispiel nach den
Fig. 1 und 2 ist der Reinigungstunnel 44 im Zusammenwirken mit Trennwänden 58, 59, 60 und Mitteln 54, 55 zur Erzeugung von Druckdifferenzen bzw. Druckkaskaden gezeigt und beschrieben. Der erfindungsgemäße Reinigungstunnel 44 kann aber auch ohne solche unterstützenden Mittel in einem Verarbeitungssystem 1 eingesetzt werden, in dessen Innenraum ein gleichmäßiger Druck ohne Druckdifferenzen herrscht, wobei dieser Innendruck auch gleich dem atmosphärischen Umgebungsdruck pa sein kann. In jedem Falle wird erreicht, dass die erste Zone I von kontaminierenden Partikelverschleppungen aus der zweiten Zone II und/oder der dritten Zone III freigehalten wird. Das Kontaminationsniveau in der ersten Zone I kann so gering gehalten werden, dass bei Bedarf hierauf bzw. auf die dort angeordneten Bearbeitungsstationen 41 ohne besondere Maßnahmen für den Bedienerschutz möglich ist. - Die
Fig. 3 bis 5 zeigen noch weitere Ausführungsbeispiele von Verarbeitungssystemen 1 für Pulver mit erfindungswesentlichen Details, die wie gezeigt und nachfolgend beschrieben für sich genommen, aber insbesondere auch in beliebiger Kombination mit der Anordnung nach denFig. 1 und 2 eingesetzt werden können. Insbesondere kann es zweckmäßig sein, dass das Verarbeitungssystem 1 nach denFig. 1 und 2 entsprechend dem weiter unten beschriebenen Ausführungsbeispiel nach denFig. 4 und5 mindestens einen ersten Systemteil 31 und mindestens einen zweiten Systemteil 32 umfasst, wobei die Verarbeitungsvorrichtung 5 für das Pulver in mindestens einen ersten Vorrichtungsteil 33 und mindestens einen zweiten Vorrichtungsteil 34 aufgeteilt ist. Entsprechend der Zusammenschau derFig. 1, 2 ,4 und5 sind dann dabei die erste Zone I dem ersten Systemteil 31 und die zweite Zone II sowie insbesondere auch die dritte Zone III dem zweiten Systemteil 32 zugeordnet. Dabei weisen der erste und der zweite Systemteil 31, 32 je ein geschlossenes Gehäuse 2, 35 mit einer Außenseite 3 und mit je einem ersten bzw. zweiten Innenraum 4, 36 auf, wobei der erste Vorrichtungsteil 33 in dem Innenraum 4 des ersten Gehäuses 2 und der zweite Vorrichtungsteil 34 in dem Innenraum 36 des zweiten Gehäuses 35 angeordnet sind. Der erste Systemteil 31 ist stationär aufgestellt. Der zweite Systemteil 32 ist mobil ausgebildet. Der zweite Systemteil 32 ist mittels einer Schleuse 37 an den ersten Systemteil 31 ankoppelbar und von ihm abkoppelbar, wie weiter unten noch im Zusammenhang mit denFig. 4 und5 näher beschrieben. In einem entsprechenden Verfahrensschritt wird bei Reinigungs- und/oder Wartungs- bzw. Umbaübedarf der zweite Systemteil 32 vom ersten Systemteil 31 abgekoppelt und mit geschlossener Schleuse 37 einer separaten Reinigung zugeführt. -
Fig. 3 zeigt in einer schematischen Schnittdarstellung ein weiteres Ausführungsbeispiel eines erfindungsgemäßen Verarbeitungssystems 1 für Pulver. Das Verarbeitungssystem 1 umfasst ein geschlossenes Gehäuse 2 mit einer Außenseite 3 und einem Innenraum 4, sowie eine in dem Innenraum 4 des Gehäuses 2 angeordnete Verarbeitungsvorrichtung 5 für das Pulver. Das Gehäuse 2 ist in dem Sinne geschlossen, dass während des Verarbeitungsbetriebes kein unmittelbarer Zugriff von außen auf die Verarbeitungsvorrichtung 5 möglich ist. Allerdings ist das Gehäuse 2 nicht vollständig abgedichtet gegen Luftdurchtritt, Wasser oder dergleichen. Auch die Verarbeitungsvorrichtung 5 weist insbesondere an ihren beweglichen Teilen keine besonderen Dichtmaßnahmen gegen Luft- und Wasserdurchtritt oder dergleichen auf, womit jede beliebige standardisierte Verarbeitungsvorrichtung 5 zum Einsatz kommen kann. Im gezeigten Ausführungsbeispiel ist die Verarbeitungsvorrichtung 5 eine Kapselfülleinrichtung mit einer Dosierstation 25, mittels derer Pulver dosiert und in Kapseln eingefüllt wird. Es kann aber auch eine Tablettenpresse oder dergleichen vorgesehen sein. - Im Einzelnen umfasst die Kapselfülleinrichtung neben der Dosierstation 25 eine Leerkapselzufuhr 20, eine Pulverzufuhr 23 sowie einen Kapselauslass 26 für fertig befüllte und geschlossene Kapseln. Die Leerkapselzufuhr 20 und die Pulverzufuhr 23 führen von der Außenseite 3 in den Innenraum 4 und sind auf der Außenseite 3 mit Kupplungen 21, 24 versehen. Der Kapselauslass 26 ist vom Innenraum 4 durch die Wand des Gehäuses 2 zur Außenseite 3 geführt und weist auf der Außenseite 3 eine Schnittstelle 27 auf. Die Kupplungen 21, 24 und die Schnittstelle 27 sind derart ausgestaltet, dass zwar Material hindurchgeführt werden kann, ohne dass aber im Betrieb freigesetztes Pulver vom Innenraum 4 zur Außenseite 3 gelangen kann.
- Darüber hinaus ist das Verarbeitungssystem 1 mit einer Einrichtung für Trockendekontamination ausgestattet und umfasst hierzu eine Absaugeinrichtung 6 für den Innenraum 4 sowie eine Druckluft-Spüleinrichtung 7. Außerdem sind für die Trockendekontamination eine kontrollierte Luftzufuhr 8 mit einem Luftfilter 9, eine Sprüheinrichtung 12 für ein Pulverbindemittel 13, ein Partikelsensor 10 zur Überwachung des Innenraumes auf Pulverreste sowie ein Handschuheingriff 18 vorgesehen.
- Die Druckluft-Spüleinrichtung 7 kann eine Anordnung von stationären Druckluftdüsen umfassen und weist im gezeigten Ausführungsbeispiel eine im Innenraum 4 angeordnete handgeführte Luftspüldüse 11 auf, die mittels eines Versorgungsschlauches und über eine außen liegende Kupplung 19 mit Druckluft versorgt wird. Die Sprüheinrichtung 12 umfasst neben einem stationär im Gehäuse 2 befestigten Bindemittelsprühkopf 15 mit zugehöriger Kupplung 22 auch eine im Innenraum 4 angeordnete handgeführte Bindemittelsprühdüse 14. Die Absaugeinrichtung 6 umfasst eine stationäre, durch die Wand des Gehäuses 2 hindurch geführte Absaugung 17 mit einer außen liegenden Schnittstelle 28 sowie optional auch eine im Innenraum 4 angeordnete handgeführte Saugdüse 16. Für die Ausgestaltungen der Kupplungen 19, 22 und der Schnittstelle 28 gilt das Gleiche wie weiter oben im Zusammenhang mit den Kupplungen 19, 24 und der Schnittstelle 27 beschrieben. Mittels des Handschuheingriffs 18 hat der an der Außenseite 3 stehende Maschinenbediener Zugriff auf die Luftspüldüse 11, die Bindemittel-Sprühdüse 14 und/oder die Saugdüse 16. Da auch die Bindemittel-Sprühdüse 14 bzw. die Saugdüse 16 vergleichbar zur Luftspüldüse 11 über entsprechende, nicht dargestellte, nach außen führende Schlauchleitungen versorgt sind, kann der Maschinenbediener die genannten Düsen greifen und zu jeder beliebigen Stelle im Innenraum 4 einschließlich sämtlicher Einzelteile der Verarbeitungsvorrichtung 5 führen.
- Im Betrieb bzw. im erfindungsgemäßen Betriebsverfahren wird das Pulver mittels der im Innenraum 4 des Gehäuses 2 angeordneten Verarbeitungsvorrichtung 5 verarbeitet. Dies geschieht hier beispielhaft, indem Leerkapseln durch die Leerkapselzufuhr 20 zugeführt, in der Dosierstation 25 mit Pulver befüllt und im befüllten und geschlossenen Zustand durch den Kapselauslass 26 ausgebracht werden. Während des Verarbeitungsvorganges wird mittels der Absaugeinrichtung 6, namentlich mittels der stationären Absaugung 17 im Innenraum 4 ein Innendruck pi gehalten, der geringer ist als ein Außendruck pa an der Außenseite 3 des Gehäuses. Der Außendruck pa ist gewöhnlicherweise der atmosphärische Umgebungsdruck. Infolge der entstehenden Druckdifferenz wird Luft von der Außenseite 3 in den Innenraum 4 durch vorhandene Undichtigkeiten des Gehäuses 2 angesaugt, in dessen Folge gegen den entstehenden Luftstrom kein Pulver vom Innenraum 4 durch die genannten Undichtigkeiten zur Außenseite 3 gelangen kann. Zusätzlich zu dem infolge der genannten Undichtigkeiten eintretenden Leckage-Luftstrom wird gefilterte Luft durch die kontrollierte Luftzufuhr 8 in den Innenraum 4 geleitet, in dessen Folge ein bestimmter Innendruck pi bzw. eine bestimmte Druckdifferenz gegenüber dem Außendruck pa eingestellt und gehalten werden kann.
- Für Wartungs-, Umbau- und Anpassungsarbeiten insbesondere an der Verarbeitungsvorrichtung 5 ist nach Abschluss der Pulververarbeitung eine Dekontamination des Innenraumes 4 einschließlich der darin angeordneten Verarbeitungsvorrichtung 5 bzw. Teilen davon durch Entfernung von vorhandenen Pulverresten erforderlich. Für einen solchen Dekontaminationsvorgang ist die Förderleistung der Absaugeinrichtung 6 derart größer als die Förderleistung der Druckluft-Spüleinrichtung 7, dass beim Spülen des Innenraums 4 einschließlich der darin angeordneten Verarbeitungsvorrichtung mittels der Druckluft-Spüleinrichtung 7 und beim gleichzeitigen Betrieb der Absaugeinrichtung 6 der Innendruck pi geringer bleibt als der Außendruck pa. Für den Dekontaminationsvorgang werden also die Förderleistungen der Absaugeinrichtung 6 und der Druckluft-Spüleinrichtung 7 derart aufeinander abgestimmt, dass bei gleichzeitigem Betrieb der Absaugeinrichtung 6 und der Druckluft-Spüleinrichtung 7 die genannten Druckverhältnisse entstehen bzw. aufrechterhalten bleiben. Mittels der Druckluft-Spüleinrichtung 7, insbesondere durch manuelle Führung der Luftspüldüse 11 werden sämtliche Oberflächen von anhaftenden Pulverresten mittels Druckluft frei geblasen. Die aufgewirbelten Pulverreste werden zusammen mit Luft aus dem Innenraum 4 mittels der Absaugeinrichtung 6 abgesaugt. Hierzu kann die stationäre Absaugung 17 ausreichen. Ergänzend kann eine gezielte Absaugung an bestimmten Stellen mittels der handgeführten Saugdüse 16 vorgenommen werden.
- Als weiterer erfindungsgemäßer Verfahrensschritt ist vorgesehen, dass für den Dekontaminationsvorgang der Innenraum 4 und die darin angeordnete Verarbeitungsvorrichtung 5 oder Teile davon mittels der Sprüheinrichtung 12 mit dem Pulverbindemittel 13 eingesprüht werden. In dessen Folge werden sowohl an den Oberflächen anhaftende Pulverreste als auch aufgewirbelte Pulverteile an den jeweiligen Oberflächen gebunden, ohne erneut aufgewirbelt werden zu können. Als Pulverbindemittel können Schaum, Wasserdampf, ein Wassertröpfchennebel und/oder ein Gel eingesetzt werden. Das Ausbringen des Pulverbindemittels,13 erfolgt bevorzugt, während im Innenraum 4 des Gehäuses 2 ein Innendruck pi herrscht, der geringer ist als der Außendruck pa an der Außenseite 3. Insbesondere bei weniger kritischen Substanzen kann dieser Verfahrensschritt aber auch ausgeführt werden, während im Innenraum ein Innendruck pi herrscht, der zumindest näherungsweise gleich dem Außendruck pa der Außenseite 3 des Gehäuses 2 ist.
- Der vorstehend beschriebene Vorgang des Versprühens eines Pulverbindemittels 13 und damit der Bindung von Pulverresten kann in Kombination mit dem eingangs beschriebenen kombinierten Saug- und Blasreinigungsvorgang eingesetzt werden. Insbesondere findet zunächst eine Saug- und Blasreinigung statt, woran sich eine Staubbindung mit dem Pulverbindemittel 13 anschließt. Es kann aber auch zweckmäßig sein, allein die Bindung von Pulverresten mit dem Pulverbindemittel 13 unter Verzicht auf eine kombinierte Saug- und Blasreinigung vorzunehmen.
- Mittels des Partikelsensors 10 wird der Innenraum 4 auf frei umherschwebende Pulverpartikel überwacht. Sobald diese Überwachung die Unterschreitung einer vorbestimmten Grenzmenge von aufgewirbelten und umherschwebenden Pulverresten ermittelt hat, ist im Ergebnis festzustellen, dass die vorangegangene Saug- und Blasreinigung und/oder die Bindung von freien Pulverpartikeln in einer Weise erfolgreich war, dass der Unterdruck im Innenraum 4 abgeschaltet und das Gehäuse 2 gefahrlos geöffnet werden kann. Im Falle der Staubbindung kann nun eine Reinigung bzw. eine Entfernung des mit dem Pulverbindemittel 13 gebundenen Pulvers vorgenommen werden. Das gebundene Pulver kann abgewischt werden. Im Falle der Gel-Bindung bildet sich nach dem Trocknen des Gels ein Film mit darin gebundenen Pulverresten, wobei der getrocknete Film von der Oberfläche abgezogen werden kann. Die Entfernung des gebundenen Pulvers kann aber auch schon bei geschlossenem Gehäuse 2 und anliegender Druckdifferenz beispielsweise mittels des Handschuheingriffs 18 erfolgen. In jedem Fall wird ein Signal generiert, demnach ein gefahrloser Zugriff auf den Innenraum 4 möglich ist. Wartungs-, Umbau- und Anpassungsarbeiten können an der Verarbeitungsvorrichtung 5 vorgenommen werden.
-
Fig. 4 zeigt in schematischer Schnittdarstellung eine Variante der Anordnung nachFig. 3 , bei der das Verarbeitungssystem 1 in einen stationären ersten Systemteil 31 und einen mobilen zweiten Systemteil 32 aufgeteilt ist. Ergänzend können zusätzliche stationäre und/oder mobile Systemteile vorgesehen sein. Der erste, stationäre Systemteil 31 ist mittels Standfüßen 38 stationär aufgestellt, und weist entsprechend dem Ausführungsbeispiel nachFig. 3 ein geschlossenes erstes Gehäuse 2 mit einem ersten Innenraum 4 auf. Der zweite Systemteil 32 ist in Form eines fahrbaren bzw. mobilen Trolleys mit Laufrollen 39 ausgebildet, und umfasst analog zum ersten Systemteil 31 ein eigenständiges, zweites geschlossenes Gehäuse 35 mit einem zweiten Innenraum 36. Die Verarbeitungsvorrichtung 5 entspricht der Verarbeitungsvorrichtung 5 nachFig. 3 , ist hier aber in einen ersten Vorrichtungsteil 33 und einen zweiten Vorrichtungsteil 34 aufgeteilt. Der erste Vorrichtungsteil 33 umfasst die Leerkapselzufuhr 20 und den Kapselauslass 26, und ist im ersten Innenraum 4 des ersten Gehäuses 2 angeordnet. Der zweite Vorrichtungsteil 34 umfasst die Pulverzufuhr 23 sowie die Dosierstation 25, und ist im zweiten Innenraum 36 des zweiten Gehäuses 35 angeordnet. Im nicht dargestellten optionalen Fall können zusätzliche stationäre und/oder mobile Systemteile mit vergleichbarem Aufbau vorgesehen sein, die jeweils ein eigenes Gehäuse und einen in dessen Innenraum angeordneten Vorrichtungsteil der Verarbeitungsvorrichtung 5 aufweisen. - Der zweite, mobile Systemteil 32 ist als austauschbares Modul ausgeführt und je nach Bedarf mittels einer Schleuse 37 an den ersten Systemteil 31 ankoppelbar und auch von ihm abkoppelbar. Für die Verarbeitung des Pulvers ist der mobile zweite Systemteil 32 entsprechend der Darstellung nach
Fig. 4 mittels der Schleuse 37 an den ersten stationären Systemteil 31 angekoppelt, wobei nicht dargestellte mechanische Kupplungselemente zum exakten Positionieren, Halten und Anschließen des zweiten Systemteils 32 an den ersten Systemteil 31 vorhanden sind. Hierbei bildet der erste Vorrichtungsteil 33 zusammen mit dem zweiten Vorrichtungsteil 34 die gesamte Verarbeitungsvorrichtung 5. Der erste Innenraum 4 und der zweite Innenraum 36 sind mittels der geöffneten Schleuse 37 zu einem gemeinsamen Innenraum verbunden. Die Verbindung der Innenräume 4, 36 sowie die funktionale Verbindung der beiden Vorrichtungsteile 33, 34 erfolgt durch die geöffnete Schleuse 37. - Die Absaugeinrichtung 6 mit der stationären Absaugung 17 und der manuell geführten Saugdüse 16, die Druckluft-Spüleinrichtung 7 mit der manuell geführten Luftspüldüse 11, die Luftzufuhr 8 mit dem Luftfilter 9, der Partikelsensor 10, die Spüleinrichtung 12 mit der handgeführten Bindemittelsprühdüse 14 und dem stationären Bindemittelsprühkopf 15 sowie der Handschuheingriff 18 entsprechen in Ausführung und Betrieb denjenigen des Ausführungsbeispiels nach
Fig. 3 , und sind am stationären ersten Systemteil 31 angeordnet. Lediglich der optionale Partikelsensor 10 ist im Innenraum 36 des zweiten Gehäuses 35 angeordnet. Außerdem ist der zweite Systemteil 32 mit einem zusätzlichen BindemittelSprühkopf 15' als Teil der Sprüheinrichtung 12 sowie mit einer zusätzlichen Absaugung 17' als Teil der Absaugeinrichtung 6 versehen. - Die Verarbeitung des Pulvers mittels der Verarbeitungsvorrichtung 5 erfolgt wie im Zusammenhang mit
Fig. 3 beschrieben, wobei mittels der Absaugeinrichtung 6 im verbundenen Innenraum ein Innendruck pi gehalten wird, der geringer ist als der Außendruck pa an der Außenseite 3 der Gehäuse 2, 35. Naturgemäß tritt im mobilen zweiten Systemteil 32 mit der Pulverzufuhr 23 und der Dosierstation 25 eine höhere Staubbelastung auf als im ersten Systemteil 31 mit der Leerkapselzufuhr 20 und dem Kapselauslass 26. Da die beiden Innenräume 4, 36 lediglich mittels der Schleuse 37 miteinander verbunden sind, wird eine Verschleppung der höheren Staub- bzw. Pulverbelastung im zweiten Innenraum 36 zum ersten Innenraum 4 auf ein Minimum reduziert. - In Vorbereitung eines anschließenden Dekontaminationsvorganges wird der zweite Systemteil 32 vom ersten Systemteil 31 abgekoppelt, wie dies in
Fig. 5 dargestellt ist. Hierbei wird der Innenraum 36 des zweiten Gehäuses 35 mittels der Schleuse 37 verschlossen. Der zugehörige Durchgang am ersten Innenraum 4 kann optional in gleicher Weise verschlossen werden. Infolge der geschlossenen Schleuse 37 ist der zweite Innenraum 36 des zweiten Systemteils 32 in einer Weise verschlossen, dass das darin vorhandene Produkt beim Zugriff auf den abgekoppelten ersten Systemteil 31 geschützt ist. Analog zur Beschreibung der Anordnung nachFig. 3 müssen hierzu das zweite Gehäuse 35 und die Schleuse 37 nicht vollständig luft- und staubdicht sein. Es kann ausreichen, mittels der zugehörigen Absaugung 17' einen verringerten Innendruck pi aufrechtzuerhalten, so dass kein Pulver bzw. Staub durch eventuell vorhandene Undichtigkeit nach außen austreten kann. Der auf diese Weise abgetrennte zweite Systemteil 32 kann auf seinen Laufrollen 39 entsprechend einem Pfeil 40 vom ersten Systemteil 31 entfernt werden, so dass ein freier Zugriff auf den ersten Systemteil 31 möglich ist. - Für Umbau- oder Wartungsarbeiten sowie zur Fehlerbehebung wird nun an dem frei stehenden ersten Systemteil 31 eine Trockendekontamination vorgenommen, während der zweite Systemteil 32 abgekoppelt ist. Die Trockendekontamination des ersten Systemteils 31 erfolgt durch kombiniertes Saugen und Blasen mittels der Absaugeinrichtung 6 und der Druckluft-Spüleinrichtung 7 und/oder durch Einsatz eines Pulverbindemittels 13 (
Fig. 3 ) mittels der Sprüheinrichtung 12, wie dies detailliert im Zusammenhang mitFig. 3 beschrieben ist. Nach erfolgter Trockendekontamination kann der Maschinenbediener gefahrfrei auf den Innenraum 4 und den darin angeordneten ersten Vorrichtungsteil 33 des ersten Systemteils 31 zugreifen. Anschließend kann der zweite Systemteil 32 wieder an den ersten Systemteil 31 herangefahren und dort entsprechend der Darstellung nachFig. 4 angekoppelt werden, wodurch das Verarbeitungssystem 1 in einem betriebsbereiten Zustand gesetzt ist. Die Verarbeitung des Pulvers kann dann in vorstehend beschriebener Weise wieder aufgenommen werden. - Es ist es aber auch möglich, den nach
Fig. 5 abgekoppelten zweiten Systemteil 32 einer eigenen Dekontamination zuzuführen. Hierzu kann eine Trockendekontamination unter Einsatz beispielsweise des Bindemittels-Sprühkopfes 15 ' in vorstehend beschriebener Weise vorgenommen werden. Ebenfalls ist es möglich, dass hierfür auch neben der ohnehin vorhandenen Absaugeinrichtung 6 eine eigenständige, nicht dargestellte Druckluft-Spüleinrichtung vorgesehen ist. Wegen des im Vergleich zum ersten Systemteil 31 erhöhten Kontaminationsgrades und der unter Umständen schlechteren Zugänglichkeit des zweiten Vorrichtungsteiles 34 kann es aber auch zweckmäßig sein, den zweiten Systemteil 32 in einen eigens dafür vorgesehenen, geschützten Reinigungsraum zu verfahren, wo der zweite Systemteil 32 beispielsweise unter Einsatz eines Personen-Vollschutzes einer intensiven Dekontamination unterzogen wird. Im Übrigen besteht auch die Möglichkeit, anstelle des standardisierten, nicht eigens abgedichteten und deshalb nicht WiP-tauglichen zweiten Vorrichtungsteiles 34 eine insgesamt WiP-taugliche Ausgestaltung des zweiten Systemteils 32 zu wählen, wodurch dann die erhöhte Kontamination durch intensive Nass-Dekontamination beseitigt werden kann.
Claims (15)
- Verarbeitungssystem (1) für insbesondere pharmazeutische Pulver mit einer Verarbeitungsvorrichtung (5) für das Pulver, wobei die Verarbeitungsvorrichtung (5) mehrere zyklisch zum Einsatz kommende Bearbeitungsstationen (41, 42) umfasst, wobei das Verarbeitungssystem (1) mindestens eine erste Zone (I) und eine zweite Zone (II) aufweist, wobei jeder Zone (I, II) mindestens je eine Bearbeitungsstation (41, 42) der Verarbeitungsvorrichtung (5) zugeordnet ist,
dadurch gekennzeichnet, dass in der zweiten Zone (II) ein Reinigungstunnel (44) angeordnet ist, der mindestens eine Bearbeitungsstation (42) der zweiten Zone (II) übergreift, wobei ein erstes Ende (45) des Reinigungstunnels (44) an die erste Zone (I) angrenzt, und wobei im Bereich eines gegenüberliegenden zweiten Endes (46) des Reinigungstunnels (44) eine Absaugeinrichtung (6) angeordnet ist. - Verarbeitungssystem nach Anspruch 1,
dadurch gekennzeichnet, dass die Verarbeitungsvorrichtung (5) ein Transportmittel insbesondere in Form eines Drehtellers (48) mit einer Bewegungsrichtung (49) aufweist, wobei die Absaugeinrichtung (6) an dem entgegen der Bewegungsrichtung (49) liegenden zweiten Ende (46) angeordnet ist. - Verarbeitungssystem nach Anspruch 1 oder 2,
dadurch gekennzeichnet, dass mindestens eine in den Reinigungstunnel (44) und zur Absaugeinrichtung (6) hin gerichtete Blasdüse (50) vorgesehen ist. - Verarbeitungssystem nach Anspruch 3,
dadurch gekennzeichnet, dass mehrere in Längsrichtung und/oder in Umfangsrichtung des Reinigungstunnels (44) verteilte Blasdüsen (50) vorgesehen sind. - Verarbeitungssystem nach einem der Ansprüche 1 bis 4,
dadurch gekennzeichnet, dass zumindest die zweite Zone (II) von einem Gehäuse (52) umschlossen ist, wobei erste Mittel (54) zur Erzeugung einer Druckdifferenz zwischen der zweiten Zone (II) und der ersten Zone (I) vorgesehen und derart ausgebildet sind, dass im Betrieb im Gehäuse (52) der zweiten Zone (II) ein zweiter Innendruck (p2) herrscht, der kleiner ist als ein Druck (p1) im Umgebungsbereich der ersten Zone (I). - Verarbeitungssystem nach Anspruch 5,
dadurch gekennzeichnet, dass das Verarbeitungssystem (1) zusätzlich eine dritte Zone (III) mit mindestens einer zugeordneten Bearbeitungsstation (43) aufweist, wobei die dritte Zone von einem Gehäuse (53) umschlossen ist, wobei zweite Mittel (55) zur Erzeugung einer Druckdifferenz zwischen der dritten Zone (III) und der zweiten Zone (II) vorgesehen und derart ausgebildet sind, dass im Betrieb im Gehäuse (53) der dritten Zone (III) ein dritter Innendruck (p3) herrscht, der kleiner ist als der zweite Innendruck (p2) im Gehäuse (52) der zweiten Zone (II). - Verarbeitungssystem nach einem der Ansprüche 1 bis 6,
dadurch gekennzeichnet, dass die Verarbeitungsvorrichtung (5) eine Kapselfülleinrichtung ist, dass mindestens eine Bearbeitungsstation (41) der ersten Zone (I) eine Leerkapselzufuhrstation ist, dass mindestens eine Bearbeitungsstation (42) der zweiten Zone (II) eine Kapselschließstation und/oder eine Kapselauswurfstation ist, und dass insbesondere eine Bearbeitungsstation (43) der dritten Zone (III) eine Pulverdosierstation und/oder eine Pulverfüllstation ist. - Verarbeitungssystem nach einem der Ansprüche 1 bis 7,
dadurch gekennzeichnet, dass das Verarbeitungssystem (1) mindestens einen ersten Systemteil (31) und mindestens einen zweiten Systemteil (32) umfasst, und dass die Verarbeitungsvorrichtung (5) für das Pulver in mindestens einen ersten Vorrichtungsteil (33) und mindestens einen zweiten Vorrichtungsteil (34) aufgeteilt ist, wobei die erste Zone (I) dem ersten Systemteil (31) und die zweite Zone (II) sowie insbesondere auch die dritte Zone (III) dem zweiten Systemteil (32) zugeordnet sind, wobei der erste und der zweite Systemteil (31, 32) je ein geschlossenes Gehäuse (2, 35) mit einer Außenseite (3) und mit je einem ersten bzw. zweiten Innenraum (4, 36) aufweisen, wobei der erste Vorrichtungsteil (33) in dem Innenraum (4) des ersten Gehäuses (2) und der zweite Vorrichtungsteil (34) in dem Innenraum (36) des zweiten Gehäuses (35) angeordnet sind, wobei der erste Systemteil (31) stationär aufgestellt und der zweite Systemteil (32) mobil ausgebildet ist, wobei der zweite Systemteil (32) mittels einer Schleuse (37) an den ersten Systemteil (31) ankoppelbar und von ihm abkoppelbar ist. - Verfahren zur Verarbeitung von insbesondere pharmazeutischen Pulvern mittels eines Verarbeitungssystems (1) nach einem der Ansprüche 1 bis 8, wobei im Reinigungstünnel (44) mittels der Absaugeinrichtung (6) ein Reinigungsgasstrom (56) erzeugt wird.
- Verfahren nach Anspruch 9,
dadurch gekennzeichnet, dass der Reinigungsgasstrom (56) entgegen der Bewegungsrichtung (49) des Transportmittels verläuft. - Verfahren nach Anspruch 9 oder 10,
dadurch gekennzeichnet, dass mittels der mindestens einen Blasdüse (50) ein gerichteter Blasstrom (57) mit einer Richtungskomponente in Richtung des Reinigungsgasstromes (56) erzeugt wird. - Verfahren nach einem der Ansprüche 9 bis 11,
dadurch gekennzeichnet, dass im Betrieb eine Druckdifferenz zwischen der zweiten Zone (II) und der ersten Zone (I) derart eingestellt und aufrecht erhalten wird, dass im Gehäuse (52) der zweiten Zone (II) ein Innendruck (p2) herrscht, der kleiner ist als ein Druck (p1) im Umgebungsbereich der ersten Zone (I). - Verfahren nach Anspruch 12,
dadurch gekennzeichnet, dass bei einer Ausführung des Verarbeitungssystems (1) mit einer dritten Zone (III) eine Druckkaskade derart eingestellt und aufrecht erhalten wird, dass der dritte Innendruck (p3) < dem zweiten Innendruck (p2) < dem Druck (p1) im Umgebungsbereich der ersten Zone (I) ist. - Verfahren nach Anspruch 12 oder 13,
dadurch gekennzeichnet, dass der Druck (p1) im Umgebungsbereich der ersten Zone (I) gleich einem atmosphärischen Außendruck (pa) ist. - Verfahren nach einem der Ansprüche 9 bis 14,
dadurch gekennzeichnet, dass der zweite Systemteil (32) vom ersten Systemteil (31) abgekoppelt und mit geschlossener Schleuse (37) einer separaten Reinigung zugeführt wird.
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP13005768.0A EP2883526B1 (de) | 2013-12-11 | 2013-12-11 | Verarbeitungssystem für Pulver und Verfahren zur Verarbeitung von Pulver |
| CA2872418A CA2872418A1 (en) | 2013-12-11 | 2014-11-26 | Processing system for powders, and method for processing powders |
| US14/566,965 US20150158057A1 (en) | 2013-12-11 | 2014-12-11 | Processing system for powders, and method for processing powders |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP13005768.0A EP2883526B1 (de) | 2013-12-11 | 2013-12-11 | Verarbeitungssystem für Pulver und Verfahren zur Verarbeitung von Pulver |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2883526A1 true EP2883526A1 (de) | 2015-06-17 |
| EP2883526B1 EP2883526B1 (de) | 2020-03-18 |
Family
ID=49841473
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP13005768.0A Active EP2883526B1 (de) | 2013-12-11 | 2013-12-11 | Verarbeitungssystem für Pulver und Verfahren zur Verarbeitung von Pulver |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US20150158057A1 (de) |
| EP (1) | EP2883526B1 (de) |
| CA (1) | CA2872418A1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3825017A1 (de) * | 2019-11-19 | 2021-05-26 | Harro Höfliger Verpackungsmaschinen GmbH | Verarbeitungssystem für pulver und verfahren zur dekontamination eines solchen verarbeitungssystems |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3437847A1 (de) * | 2017-08-04 | 2019-02-06 | Korsch AG | Vorrichtung zum abführen von überschüssigen tablettiermaterial aus einer tablettiermaschine |
| EP4005764A1 (de) * | 2020-11-26 | 2022-06-01 | Fette Compacting GmbH | Zuführ- und mixsystem für ein system zur kontinuierlichen verarbeitung von pulverprodukten |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4013405C1 (de) * | 1990-04-26 | 1991-07-18 | Gebr. Kaiser, 4150 Krefeld, De | |
| DE4322628C1 (de) * | 1993-07-07 | 1994-11-03 | Santrade Ltd | Verfahren und Vorrichtung zur Reinigung der Abluft aus Anlagen zur Verfestigung von Schmelzen |
| DE4332686C1 (de) * | 1993-09-25 | 1995-02-09 | Santrade Ltd | Verfahren und Vorrichtung zur Reinigung der Abluft von Anlagen zur Verfestigung von Schmelzen |
| FR2758098A1 (fr) * | 1997-01-03 | 1998-07-10 | Sadec | Dispositif pour le depoussierage d'objets comme des livres ou analogues |
| US20070028560A1 (en) * | 2005-08-08 | 2007-02-08 | Darrell Gauthier | Machine for filling and closing two-piece capsules |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010533013A (ja) * | 2007-07-10 | 2010-10-21 | ベーリンガー インゲルハイム インターナショナル ゲゼルシャフト ミット ベシュレンクテル ハフツング | 薬剤入りカプセルの緊密な密封 |
-
2013
- 2013-12-11 EP EP13005768.0A patent/EP2883526B1/de active Active
-
2014
- 2014-11-26 CA CA2872418A patent/CA2872418A1/en not_active Abandoned
- 2014-12-11 US US14/566,965 patent/US20150158057A1/en not_active Abandoned
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4013405C1 (de) * | 1990-04-26 | 1991-07-18 | Gebr. Kaiser, 4150 Krefeld, De | |
| DE4322628C1 (de) * | 1993-07-07 | 1994-11-03 | Santrade Ltd | Verfahren und Vorrichtung zur Reinigung der Abluft aus Anlagen zur Verfestigung von Schmelzen |
| DE4332686C1 (de) * | 1993-09-25 | 1995-02-09 | Santrade Ltd | Verfahren und Vorrichtung zur Reinigung der Abluft von Anlagen zur Verfestigung von Schmelzen |
| FR2758098A1 (fr) * | 1997-01-03 | 1998-07-10 | Sadec | Dispositif pour le depoussierage d'objets comme des livres ou analogues |
| US20070028560A1 (en) * | 2005-08-08 | 2007-02-08 | Darrell Gauthier | Machine for filling and closing two-piece capsules |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3825017A1 (de) * | 2019-11-19 | 2021-05-26 | Harro Höfliger Verpackungsmaschinen GmbH | Verarbeitungssystem für pulver und verfahren zur dekontamination eines solchen verarbeitungssystems |
Also Published As
| Publication number | Publication date |
|---|---|
| US20150158057A1 (en) | 2015-06-11 |
| CA2872418A1 (en) | 2015-06-11 |
| EP2883526B1 (de) | 2020-03-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2595761B1 (de) | Modulare anlage zur oberflächenbehandlung von gegenständen | |
| DE60126355T2 (de) | Rundlauf-tablettierpresse und verfahren zum reinigen einer presse | |
| EP2516067B1 (de) | Anlage zur oberflächenbehandlung von gegenständen | |
| WO2014090207A1 (de) | Reinigungsvorrichtung zum entfernen von an bauteilen oder modellen anhaftendem pulver | |
| EP3578158B1 (de) | Kapselfüllmaschine mit reinigungseinheit und fremdkörperdetektierung | |
| EP2714288B1 (de) | Anlage zum beschichten, insbesondere zum lackieren, von gegenständen, insbesondere von fahrzeugkarosserien | |
| EP2595760B1 (de) | Behandlungseinheit und anlage zur oberflächenbehandlung von gegenständen | |
| DE4210960C2 (de) | Reinrauminsel und Verfahren zur reinraumgerechten Handhabung von in Behältern gelagerten Gegenständen | |
| EP2883526A1 (de) | Verarbeitungssystem für Pulver und Verfahren zur Verarbeitung von Pulver | |
| DE102020129469A1 (de) | Vorrichtung zum Reinigen von topfförmigen Hohlkörpern, insbesondere von Transportbehältern für Halbleiterwafer oder für EUV-Lithografie-Masken | |
| DE102005062715B4 (de) | Vorrichtung zum Befüllen von Aufnahmebehältern mit den Produkten einer Rundläuferpresse | |
| DE19544074C2 (de) | Automatisch arbeitende Reinigungsanlage für Werkstücke | |
| DE102012018940A1 (de) | Anlage zum Beschichten, insbesondere zum Lackieren, von Gegenständen, insbesondere von Fahrzeugkarosserien | |
| EP2601465B1 (de) | Verwendung einer vorrichtung zum trocknen von werkstücken nach einem reinigungsvorgang | |
| EP3444193A1 (de) | Dekontaminationsvorrichtung, isolatorsystem sowie betriebsverfahren | |
| WO2023135176A1 (de) | Transfervorrichtung, verfahren und verwendung einer transfervorrichtung zum überführen wenigstens eines funktionselements in eine prozesskammer | |
| WO2021228818A1 (de) | Packmaschine und verfahren zum betreiben | |
| WO2021228812A1 (de) | Packmaschine und verfahren zum betreiben | |
| DE102020108761B4 (de) | Vorrichtung zur Reinigung von 3D-gedruckten Bauteilen | |
| EP4149847B1 (de) | Reinigungsvorrichtung und verfahren zum reinigen | |
| DE202018002318U1 (de) | Kapselentstauber zum Entstauben von Kapseln und Kapselfüll- und Verschließmaschine mit einem Kapselentstauber | |
| DE102011055306B3 (de) | Verfahren zum taktweisen Abschirmen einer Arbeitskammeröffnung sowie eine Abschirmvorrichtung zur Durchführung des Verfahrens | |
| DE102014208550A1 (de) | Reinigung einer Blisterverpackungsmaschine | |
| EP3042856B1 (de) | Vorrichtung zum pharmazeutischen verschliessen von mit einem hochreinen produkt gefüllten vials im anschluss an einen gefriertrocknungsprozess, insbesondere unter reinraumbedingungen | |
| EP4445921A2 (de) | Verfahren zum einschleusen von artikeln aus einem gebinde in die prozesskammer eines containments unter aseptischen bedingungen und schleusenanordnung dazu |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20131211 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| R17P | Request for examination filed (corrected) |
Effective date: 20151021 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20180323 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20191030 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502013014444 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1245080 Country of ref document: AT Kind code of ref document: T Effective date: 20200415 Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200318 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200318 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200618 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20200318 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200318 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200318 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200318 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200618 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200619 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200318 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200318 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200718 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200318 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200318 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200812 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200318 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200318 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200318 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502013014444 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200318 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200318 |
|
| 26N | No opposition filed |
Effective date: 20201221 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200318 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200318 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200318 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20201231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201211 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201231 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201231 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20211222 Year of fee payment: 9 Ref country code: TR Payment date: 20211209 Year of fee payment: 9 Ref country code: IE Payment date: 20211222 Year of fee payment: 9 Ref country code: DE Payment date: 20211210 Year of fee payment: 9 Ref country code: FR Payment date: 20211224 Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 1245080 Country of ref document: AT Kind code of ref document: T Effective date: 20201211 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201211 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200318 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200318 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20211224 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200318 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200318 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201231 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502013014444 Country of ref document: DE |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20221211 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221211 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221211 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230701 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221211 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221211 |