EP2842730A1 - Dispositif pour le gaufrage de matériau d'emballage à l'aide d'un jeu de rouleaux de gaufrage du type mâle-femelle - Google Patents
Dispositif pour le gaufrage de matériau d'emballage à l'aide d'un jeu de rouleaux de gaufrage du type mâle-femelle Download PDFInfo
- Publication number
- EP2842730A1 EP2842730A1 EP13181978.1A EP13181978A EP2842730A1 EP 2842730 A1 EP2842730 A1 EP 2842730A1 EP 13181978 A EP13181978 A EP 13181978A EP 2842730 A1 EP2842730 A1 EP 2842730A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- embossing
- roller
- roll
- die
- rollers
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000004049 embossing Methods 0.000 title claims abstract description 99
- 239000005022 packaging material Substances 0.000 title claims abstract description 8
- 239000011159 matrix material Substances 0.000 title description 5
- 229910052751 metal Inorganic materials 0.000 claims description 8
- 239000002184 metal Substances 0.000 claims description 8
- 239000000463 material Substances 0.000 claims description 7
- 238000000034 method Methods 0.000 claims description 6
- 238000004080 punching Methods 0.000 claims description 5
- 239000000919 ceramic Substances 0.000 claims description 3
- 239000000969 carrier Substances 0.000 claims description 2
- 239000011241 protective layer Substances 0.000 claims description 2
- 241000208125 Nicotiana Species 0.000 abstract description 4
- 235000002637 Nicotiana tabacum Nutrition 0.000 abstract description 4
- 235000013305 food Nutrition 0.000 abstract description 4
- 238000004519 manufacturing process Methods 0.000 description 15
- 239000000123 paper Substances 0.000 description 12
- 235000019504 cigarettes Nutrition 0.000 description 7
- 239000011888 foil Substances 0.000 description 7
- 230000000694 effects Effects 0.000 description 5
- 230000013011 mating Effects 0.000 description 5
- 238000002310 reflectometry Methods 0.000 description 5
- 241000282414 Homo sapiens Species 0.000 description 4
- 241000282320 Panthera leo Species 0.000 description 4
- 241000282994 Cervidae Species 0.000 description 3
- 229910052782 aluminium Inorganic materials 0.000 description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 3
- 230000008901 benefit Effects 0.000 description 3
- 210000004556 brain Anatomy 0.000 description 3
- 238000013461 design Methods 0.000 description 3
- 238000011161 development Methods 0.000 description 3
- 230000018109 developmental process Effects 0.000 description 3
- 239000010410 layer Substances 0.000 description 3
- 238000004806 packaging method and process Methods 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 241000196324 Embryophyta Species 0.000 description 2
- 102220631557 Histone-lysine N-methyltransferase 2A_P13A_mutation Human genes 0.000 description 2
- 241000234435 Lilium Species 0.000 description 2
- 102220565450 Lymphoid enhancer-binding factor 1_P11A_mutation Human genes 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 230000001419 dependent effect Effects 0.000 description 2
- 238000003754 machining Methods 0.000 description 2
- 230000003287 optical effect Effects 0.000 description 2
- 238000010422 painting Methods 0.000 description 2
- 230000001737 promoting effect Effects 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 102200010892 rs1805192 Human genes 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 235000019505 tobacco product Nutrition 0.000 description 2
- 230000000007 visual effect Effects 0.000 description 2
- 241000282461 Canis lupus Species 0.000 description 1
- 101100453960 Drosophila melanogaster klar gene Proteins 0.000 description 1
- 229920001875 Ebonite Polymers 0.000 description 1
- 229910000760 Hardened steel Inorganic materials 0.000 description 1
- 241000282412 Homo Species 0.000 description 1
- 102220565456 Lymphoid enhancer-binding factor 1_P10A_mutation Human genes 0.000 description 1
- 229920005372 Plexiglas® Polymers 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- INAHAJYZKVIDIZ-UHFFFAOYSA-N boron carbide Chemical compound B12B3B4C32B41 INAHAJYZKVIDIZ-UHFFFAOYSA-N 0.000 description 1
- 235000014121 butter Nutrition 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 229920002678 cellulose Polymers 0.000 description 1
- 239000001913 cellulose Substances 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 235000019219 chocolate Nutrition 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 238000006731 degradation reaction Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 230000004438 eyesight Effects 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 239000010931 gold Substances 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 238000007646 gravure printing Methods 0.000 description 1
- 210000003128 head Anatomy 0.000 description 1
- 238000011065 in-situ storage Methods 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 238000001465 metallisation Methods 0.000 description 1
- 235000019645 odor Nutrition 0.000 description 1
- 230000001151 other effect Effects 0.000 description 1
- 239000012785 packaging film Substances 0.000 description 1
- 229920006280 packaging film Polymers 0.000 description 1
- 239000002985 plastic film Substances 0.000 description 1
- 229920006255 plastic film Polymers 0.000 description 1
- 239000004926 polymethyl methacrylate Substances 0.000 description 1
- 210000001747 pupil Anatomy 0.000 description 1
- 239000012858 resilient material Substances 0.000 description 1
- 210000001525 retina Anatomy 0.000 description 1
- 239000005060 rubber Substances 0.000 description 1
- 238000005070 sampling Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 125000006850 spacer group Chemical group 0.000 description 1
- 230000009897 systematic effect Effects 0.000 description 1
- 239000004753 textile Substances 0.000 description 1
- UONOETXJSWQNOL-UHFFFAOYSA-N tungsten carbide Chemical compound [W+]#[C-] UONOETXJSWQNOL-UHFFFAOYSA-N 0.000 description 1
- 230000004304 visual acuity Effects 0.000 description 1
- 238000012800 visualization Methods 0.000 description 1
- 238000009736 wetting Methods 0.000 description 1
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F1/00—Mechanical deformation without removing material, e.g. in combination with laminating
- B31F1/07—Embossing, i.e. producing impressions formed by locally deep-drawing, e.g. using rolls provided with complementary profiles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44B—MACHINES, APPARATUS OR TOOLS FOR ARTISTIC WORK, e.g. FOR SCULPTURING, GUILLOCHING, CARVING, BRANDING, INLAYING
- B44B5/00—Machines or apparatus for embossing decorations or marks, e.g. embossing coins
- B44B5/02—Dies; Accessories
- B44B5/026—Dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F2201/00—Mechanical deformation of paper or cardboard without removing material
- B31F2201/07—Embossing
- B31F2201/0707—Embossing by tools working continuously
- B31F2201/0715—The tools being rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F2201/00—Mechanical deformation of paper or cardboard without removing material
- B31F2201/07—Embossing
- B31F2201/0707—Embossing by tools working continuously
- B31F2201/0715—The tools being rollers
- B31F2201/0723—Characteristics of the rollers
- B31F2201/0725—Hardness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F2201/00—Mechanical deformation of paper or cardboard without removing material
- B31F2201/07—Embossing
- B31F2201/0707—Embossing by tools working continuously
- B31F2201/0715—The tools being rollers
- B31F2201/0723—Characteristics of the rollers
- B31F2201/0733—Pattern
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F2201/00—Mechanical deformation of paper or cardboard without removing material
- B31F2201/07—Embossing
- B31F2201/0707—Embossing by tools working continuously
- B31F2201/0715—The tools being rollers
- B31F2201/0723—Characteristics of the rollers
- B31F2201/0738—Cross sectional profile of the embossments
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F2201/00—Mechanical deformation of paper or cardboard without removing material
- B31F2201/07—Embossing
- B31F2201/0707—Embossing by tools working continuously
- B31F2201/0715—The tools being rollers
- B31F2201/0741—Roller cooperating with a non-even counter roller
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F2201/00—Mechanical deformation of paper or cardboard without removing material
- B31F2201/07—Embossing
- B31F2201/0707—Embossing by tools working continuously
- B31F2201/0715—The tools being rollers
- B31F2201/0741—Roller cooperating with a non-even counter roller
- B31F2201/0743—Roller cooperating with a non-even counter roller having a matching profile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F2201/00—Mechanical deformation of paper or cardboard without removing material
- B31F2201/07—Embossing
- B31F2201/0771—Other aspects of the embossing operations
- B31F2201/0774—Multiple successive embossing operations
Definitions
- the present invention relates to a device for embossing packaging material with at least two embossing rollers, according to the preamble of patent claim 1.
- Packaging films for the tobacco industry or for the food industry have been embossed for quite some time with embossing roll devices, wherein z.
- so-called inner liners which are wrapped around a number of cigarettes, or can act as packaging material for chocolate, butter or similar foods, electronic components, jewelry or watches.
- the so-called inner liners initially consisted of pure aluminum foils, such as household foils, and these were characterized by the fact that they were carried out between two rolls, of which at least one roller had a relief, the so-called logos.
- a pair of rollers consisted in the majority of a steel roller on which a relief was formed and a counter-roller of a resilient material, such as rubber, paper or Plexiglas.
- EP 0 114 169 A1 discloses a male with projections and a die with associated recesses, wherein the wells are slightly larger and can also have steps and are prepared by a laser.
- the material of the counter roll hard rubber is listed, while the term "hard” although mentioned in the document, but not explained.
- this device is provided only in one To be operated gravure printing machine, that is without pressure or only with the pressure of this machine.
- the relief of the patrix roll was transferred to a layer on the die roll and the pits corresponding to the raised areas were etched out or otherwise worked out. Recently, lasers have been used for this engraving.
- Tactile generated information can be read, for example, by means of laser beams through the surface-dependent reflectivity. There are also developments today that aim to create acoustically audible effects by painting the surface.
- fine embossing is understood to mean that the contours of the fine embossing structures of the rolls have a total linear error in the axial and radial directions of less than +/- 10 ⁇ m and / or an angle error of less than 5 °.
- Fig. 1 shows schematically and simplified a structure of an embossing device 1 with a Patrizenwalzenwalze P1 and a die roller M1, wherein the Patrizenwalze is driven by a drive 2.
- the patrone roller P1 has two elevations P1E1 and P1E2 which are different from one another, and the matrix roller M1 has depressions M1R1 and M1R2 associated with the elevations of the patrone roller. Since the structures of the die rollers are made independent of the structures of the patrone rollers, the associated die recesses are not exactly inversely congruent with the Patrizenerhebache. As will be further explained, the deviations may include both height or depth dimensions and angles.
- the elevation P1E1 and the associated depression M1R1 are hemispherical
- the elevation P1E2 and the associated depression M1R2 are structured, in this case having so-called facets F.
- facets are ground surfaces and, analogously, facets are defined here as flat partial surfaces attached to a surface. The partial surfaces of a surface do not have to have the same dimensions among one another.
- the resolution of the naked eye is under ideal conditions about 0.5 'to 1', corresponding to 1 mm to 3-6 m or 0.1 mm to an eye relief of 30 cm to 60 cm.
- the resolution is determined similar to optical instruments by the size of the pupil.
- the distance of the visual cells in the retina pit, the place of sharpest vision, is adapted to the resolution capacity of the eye, this distance amounts to approximately 0.3 '.
- two points are separately discernible if their angular separation is 2 '.
- the recognizability of fine structures is higher. It can, for example, reach 0.3 'in lines with good contrast, which is achieved by innate image processing in the brain.
- the contrast, or the good recognizability of free surfaces with partly excessive flat surfaces of any shape can be improved on the patrone roller or recessed on the die roller.
- the facets mark the individual surface parts and are designed by size and arrangement so that thanks to the higher specific embossing pressure higher brilliance and thus good aesthetic impression of the overall impression is created. This impression is generated by the image processing of the human eye on the basis of refractive edges, which cause a locally increased embossing pressure.
- facets F1-F4 are distributed on the relief surface 15 and are always flat approximations or parts of the actual relief.
- the height of the facet is z. B. between 0.02 and 0.4 mm. The result is a technique that reduces the entire print area and provides good aesthetic results even with limited maximum print.
- Fig. 2 shows a relatively large object, an "L” having a first leg length L1 of 10 mm and a second leg length L2 of 12 mm, a leg width B of 2.2 mm and a height H of 0.3 mm.
- all sides of the letter are provided with inclined surfaces, in which case only the inclined surfaces L1S, B1S, S1S and L2S are numbered.
- the inclined surface S1S denotes a arranged between a longitudinal and a broad surface Spickel.
- the angle ⁇ between the vertical sides and the inclined surfaces is determined essentially according to the size of the object and the nature of the film. This angle does not have to be the same everywhere.
- the facets produced on the film consist of the inclined surfaces.
- the facet angle ⁇ below described criteria are not sufficient, or the contrast is unsatisfactory, are mounted on the surface LO facets FR, see Fig. 2A .
- the facets FR according to Fig. 2A have in this embodiment, a width BB of 0.5 mm at the base and depending on the angle ⁇ a width BT top of 0.3 mm, wherein the height HF is 0.1 mm. This facet spans the entire width of the letter. Embossing creates raised facets in the film with a complete angle ⁇ .
- a facet is understood as meaning a generally planar partial surface which has facet surfaces which are inclined at a specific angle with respect to the imaginary and continuous surface of the logo.
- Fig. 3-5 There are shown schematically some possibilities how the matrix structure can deviate from the patrix structure.
- the surface structures are tooth-shaped and enlarged in order to make the deviations more visible.
- the systematic errors i. the manufacturing tolerances are defined.
- the improvements in roll manufacturing are aimed at producing more accurate and suitable fine-embossing structures, and thus the problem arises of achieving close manufacturing tolerances.
- these tolerances are also influenced by the quality of the surface of the rolls and it is therefore advantageous to use a hard surface.
- These may be solid carbide rolls or metal rolls with a surface made of cemented carbide, hardened steel or hard material such as ta-C, tungsten carbide (WC), boron carbide (B 4 C) or silicon carbide (SiC), all-ceramic rolls or metal rolls with a ceramic surface.
- cemented carbide hardened steel or hard material
- WC tungsten carbide
- B 4 C boron carbide
- SiC silicon carbide
- all-ceramic rolls or metal rolls with a ceramic surface are all materials that are particularly suitable for fine machining, for example by means of a laser system.
- a tooth height of 0.1 mm such from 0.5 to 3 microns.
- an angle of two opposite tooth flanks of eg 80 ° becomes a Angular error of less than 3 ° sought. This results in a maximum linear error of +/- 5 ⁇ m for new rolls, so that the production-related deviations can be up to 10 ⁇ m.
- the desired difference of the respectively assigned structures on the male and on the die depends strongly on the material to be embossed.
- the linear difference of the distance for the embossing of a film about 30 ⁇ m thick is around 40 ⁇ m and when embossing a semi-cardboard about 300 ⁇ m thick about 120 ⁇ m.
- the diameter of one of the rollers is at least the width of the film by an amount more than 0.02 mm lower than the rest of the roller.
- embossing can be generated.
- the diameter of the Patrizenwalze designated by an 'S'.
- spacer means may be provided, for. B. an electronic or mechanical distance control.
- the die roller M2 has a surface structure SM2, wherein two opposite flanks of the recesses have an angle ⁇ 2.
- the Patrizenwalze P2 has a structure SP2, wherein two opposite edges of the teeth enclose an angle ⁇ 2 and ⁇ 2 is smaller than ⁇ 2.
- the angles can have an amount of 10 ° to 110 ° and a difference of up to 20 °.
- the die roll M3 in Fig. 4 has a matrix structure SM3 whose grooves N3 have a flat groove surface.
- the male part P3 has a surface structure SP3 whose teeth T3 are rounded.
- the stencil roller M4 off Fig. 5 has the same surface texture SM4 as before, while the teeth T4 of the patrone roller P4 are flattened at the tip.
- Fig. 6 shows a further embossing device 6, which has a Patrizenwalze P5 and a die roller M5.
- the two rollers each have an associated structure P5E5 and M5R5 in the form of a wolf's head.
- the remaining elements are the same as according to Fig. 1 ,
- FIGS. 7 and 8 An embossing device 7 is shown with a patrone roller P6 and a die roller M6, wherein the figures P6E6 and M6R6 are shown in the form of a deer. From the highlighted representation of Fig. 7 It can be better seen that the figures are recessed on the die roll M6 and raised on the punch roll P6.
- Fig. 8 represents a cut-out enlargement from the punch roller P6 of FIG. 7 from which it can be seen that the deer is faceted, that is to say that the surface is resolved into partial surfaces, in facets FN. This measure substantially increases the brilliance, or the reflectivity of the object on the slide. If the deer were to consist of a surface, it might be conceivable that the image visible to the eye appears irregular and possibly blurred. Dividing the surface into faceted partial surfaces FN increases the contrast of the image and results in a visually pleasing image.
- FIGS. 9 and 10 Two lions and a crown are shown, which are here raised Patrizen Siemensen. On the right side, the lion P7E7 is shown in full, with the facets are relatively difficult to see, while on the left side, the Lion P7EF7, the facets are clearly visible as in a wire mesh. In Fig. 10 Both lions are fully represented. The mutually associated structures on the mating roll are each not worked out in a congruent inverse relationship to one another.
- FIG. 11 Another set of embossing rollers is shown, in the drawing left, or in the enlargement below, the Patrizenwalze P8 and accordingly right, or at the top of the magnification, the die roller M8 are shown.
- the depth and width of the lines of the lily are less than the depth and width of the word "dream”.
- the height of the raised reliefs need not be the same as the depth of the depressions on the die roller.
- Fig. 12 to 17 schematically shows that not only embossing devices with two embossing rollers but for a number of applications can conveniently be embossing devices with a set of embossing rollers with three embossing rollers advantageous.
- the punch roller P9 has two superimposed rectangles P8E1 and E2, and the pinch rollers M9A and M9B have respective recesses M9AR1 and R2, M9BR1 and R2, the recesses M9AR1 and R2 having a smaller depth than the recesses M9BR1 and R2.
- the three rollers work together in a three-roller system, wherein the elevations P8E1, E2 are arranged on the Patrizenwalze such that in each case a pair of surveys with the associated recesses on the first and the second survey pair cooperate with the associated recesses of the second stencil roll, wherein the recesses M9AR1, R2 are less deep than the recesses M9BR1, R2.
- FIG. 13A Another example of a stamping machine with three embossing rollers is in Figures 13, 13A and 13B While the recessed figure M10R10 of the master roll M10 remains the same, the male roll P10A has a relief P10AE10 having a lower height than the relief P10BE10 of the male roll P10B.
- Fig. 14 shows another arrangement with a stencil roll M11 and two Patrizenwalzen 11A and 11B.
- the stencil roll M11 has a faceted depression M11R11, which is assigned to each of the elevations P11AEA and P11BEB, the two elevations being different from one another. Not to the slides To stress such that holes are formed, is first embossed with the Patrizenwalze P11A, whose elevation is less than that of the second Patrizenwalze P11B, in this case sharp-edged facets.
- Fig. 15A schematically shows a section through the recess M11R11 of the stencil roll M11 and the elevation PM11AEA the first Patrizenwalze P11A in Fig. 14 ,
- Fig. 15B schematically shows a section through the recess M11R11 of the stencil roll M11 and the collection PM11BEB the second Patrizenwalze P11B in Fig. 14 ,
- Such a multi-roll device with a M (P) atrizenwalze and several P (M) atrizenwalzen as mating rolls whose associated elevations (depressions) of mating roll to mating roll are each larger, is used for embossing of so-called inflated structures. These are arranged one above the other and can be embossed without tearing the film, which would lead to the tearing of the film in a single embossing with the same structures.
- Fig. 16 shows another arrangement with a die roll M12 and two Patrizenwalzen 12A and 12B.
- the master cylinder M12 has a faceted recess M12R12 associated with each of the bosses P12AEA and P12BEB of the male rollers P12A and B, the two bosses having different heights from each other.
- Fig. 17 shows another arrangement with a stencil roller M13 and two Patrizenwalzen P13A and P13B.
- the matrix roller M13 has a faceted depression M13R13, which is assigned to each of the elevation P13AEA and P13BE13 of the patrone rollers P13A and B, wherein the elevation P13AEA has a lower height than the elevation P13BE13.
- the film is not so strained during embossing that holes are formed.
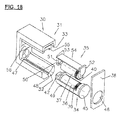
- roller bearing 34 serves to fasten the driven by the drive 2, not shown, the roller 36 and roll carrier 35 serves to fasten the die roller 37.
- the roller carrier 34 is inserted in the receptacle 32 and roller carrier 35 in the receptacle 33.
- the housing 31 is closed with a cover plate 38.
- the die roller is driven by the driven patrone roller 36 respectively via gears 3 and 4 located at one end of the rollers.
- the gears are very finely executed.
- Other synchronization means are possible, e.g. Electric motors.
- the roll axis 41 of the male roll 36 is rotatably supported in a needle bearing 42 in the roll carrier 34 and on the other side in a ball bearing 43.
- the two ends 44 and 45 of the roller carrier are in corresponding openings 46 and 47 held in the housing, or end plate.
- the housing bottom has a T-shaped groove 48, which corresponds to the roller carrier base a T-shaped spring 49.
- the roll axis 50 of the die roll 37 is mounted on one side, in the drawing on the left, in a wall 51 of the roll carrier 35 and on the other side in a second wall 52 of the roll carrier.
- the edges 53 of the cover 54 of the roller carrier are formed as springs, which can be pushed into the corresponding T-slot 55 in the housing 31.
- one side wall 51 fits into a corresponding opening 56 in the housing wall.
- the lid 57 projecting part of the side wall 52 fits into a recess 58 in the housing wall.
- the housing 60 does not have a closure plate but a wall 61 having a lower half-round aperture 62 and an upper approximately rectangular aperture 63.
- the two rollers and the roll supports are the same as before and the T-shaped groove for receiving the die roll carrier and the T-shaped Groove 48 in the housing bottom are also the same.
- the rear openings are similar to the front openings 62 and 63 in the drawing. Also in this embodiment, the roller carriers are uniquely and accurately fixed in the housing.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
- Machines For Manufacturing Corrugated Board In Mechanical Paper-Making Processes (AREA)
Priority Applications (12)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP13181978.1A EP2842730A1 (fr) | 2013-08-28 | 2013-08-28 | Dispositif pour le gaufrage de matériau d'emballage à l'aide d'un jeu de rouleaux de gaufrage du type mâle-femelle |
| RU2016109334A RU2678394C2 (ru) | 2013-08-28 | 2014-08-26 | Устройство для тиснения упаковочного материала, оснащенное группой тиснильных валов типа "матрица - пуансон" |
| CA2917255A CA2917255C (fr) | 2013-08-28 | 2014-08-26 | Dispositif de gaufrage de materiau d'emballage dote d'un ensemble de rouleaux de gaufrage du type emboutissage male-femelle |
| MX2016001785A MX2016001785A (es) | 2013-08-28 | 2014-08-26 | Dispositivo para gofrado de material de empaque con un juego de rodillos de gofrado del tipo macho-hembra. |
| EP14786288.2A EP3038822B1 (fr) | 2013-08-28 | 2014-08-26 | Dispositif pour le gaufrage de matériau d'emballage à l'aide d'un jeu de rouleaux de gaufrage du type mâle-femelle |
| BR112016001664-5A BR112016001664B1 (pt) | 2013-08-28 | 2014-08-26 | Dispositivo de gofragem para gofragem fina de material de embalagem com um conjunto de rolos de gofragem de matriz do tipo macho-fêmea |
| PL14786288.2T PL3038822T3 (pl) | 2013-08-28 | 2014-08-26 | Urządzenie do wytłaczania materiału opakowaniowego zestawem wałków wytłaczających typu matryca górna – matryca dolna |
| PCT/IB2014/064069 WO2015028939A1 (fr) | 2013-08-28 | 2014-08-26 | Dispositif de gaufrage de matériau d'emballage doté d'un ensemble de rouleaux de gaufrage du type emboutissage mâle-femelle |
| US14/908,144 US9636885B2 (en) | 2013-08-28 | 2014-08-26 | Device for embossing packaging material with a set of embossing rollers of the male-female die type |
| CN201480045162.5A CN105473324B (zh) | 2013-08-28 | 2014-08-26 | 具有阳-阴模类型的一组压花辊的用于给包装材料压花的装置 |
| KR1020167007180A KR102391456B1 (ko) | 2013-08-28 | 2014-08-26 | 암-수 다이형 엠보싱 롤러 세트를 갖는 엠보싱 포장재용 장치 |
| SG11201510606WA SG11201510606WA (en) | 2013-08-28 | 2014-08-26 | Device for embossing packaging material with a set of embossing rollers of the male-female die type |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP13181978.1A EP2842730A1 (fr) | 2013-08-28 | 2013-08-28 | Dispositif pour le gaufrage de matériau d'emballage à l'aide d'un jeu de rouleaux de gaufrage du type mâle-femelle |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP2842730A1 true EP2842730A1 (fr) | 2015-03-04 |
Family
ID=49035458
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP13181978.1A Withdrawn EP2842730A1 (fr) | 2013-08-28 | 2013-08-28 | Dispositif pour le gaufrage de matériau d'emballage à l'aide d'un jeu de rouleaux de gaufrage du type mâle-femelle |
| EP14786288.2A Active EP3038822B1 (fr) | 2013-08-28 | 2014-08-26 | Dispositif pour le gaufrage de matériau d'emballage à l'aide d'un jeu de rouleaux de gaufrage du type mâle-femelle |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP14786288.2A Active EP3038822B1 (fr) | 2013-08-28 | 2014-08-26 | Dispositif pour le gaufrage de matériau d'emballage à l'aide d'un jeu de rouleaux de gaufrage du type mâle-femelle |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US9636885B2 (fr) |
| EP (2) | EP2842730A1 (fr) |
| KR (1) | KR102391456B1 (fr) |
| CN (1) | CN105473324B (fr) |
| BR (1) | BR112016001664B1 (fr) |
| CA (1) | CA2917255C (fr) |
| MX (1) | MX2016001785A (fr) |
| PL (1) | PL3038822T3 (fr) |
| RU (1) | RU2678394C2 (fr) |
| SG (1) | SG11201510606WA (fr) |
| WO (1) | WO2015028939A1 (fr) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3184292A1 (fr) | 2015-12-22 | 2017-06-28 | Boegli-Gravures S.A. | Dispositif de gaufrage de matériau d'emballage à l'aide d'un jeu de rouleaux de gaufrage du type male-femelle |
| EP3251825A1 (fr) * | 2016-05-31 | 2017-12-06 | Boegli-Gravures S.A. | Procédé et dispositif de gaufrage de matériau plan |
| WO2018065879A2 (fr) | 2016-10-03 | 2018-04-12 | Boegli-Gravures Sa | Joint de papier sans discontinuité pour enveloppes de papier en forme de tube fermées au moyen de papier gaufré et joint de revêtement interne refermable au moyen d'un revêtement interne structuré |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2944413A1 (fr) | 2014-05-12 | 2015-11-18 | Boegli-Gravures S.A. | Dispositif de projection de masque de rayons laser femtosecondes et picosecondes avec une lâme, un masque et des systèmes de lentilles |
| EP3037253A1 (fr) | 2014-12-22 | 2016-06-29 | Boegli-Gravures S.A. | Micro-gaufrage |
| USD802035S1 (en) * | 2015-03-31 | 2017-11-07 | Fuji Seal International, Inc. | Tubular cartridge |
| KR102446298B1 (ko) * | 2015-04-27 | 2022-09-22 | 보에글리-그라부레스 에스.에이. | 엠보싱 롤러 세트를 제조하기 위한 방법 |
| US20170008220A1 (en) * | 2015-07-10 | 2017-01-12 | Area Studio, Llc | Method for embossing a fabric product while the product is situated in packaging |
| DE202015104055U1 (de) * | 2015-08-03 | 2016-11-04 | Haendler & Natermann Gmbh | Behälter-Nassleimetikett, Prägewerkzeug für ein Behälter-Nassleimetikett und Behälter oder Flasche mit einem Behälter-Nassleimetikett |
| ES2610971B1 (es) | 2015-09-30 | 2018-02-09 | Acr Ii Aluminium Group Cooperatief U.A. | Proceso de grabación de superficies de aluminio |
| EP3339012A1 (fr) | 2016-12-20 | 2018-06-27 | Boegli-Gravures S.A. | Procédé et structure de gaufrage pour maximiser l'accumulation de pression au niveau du gaufrage tournant de feuilles |
| EP3415306A1 (fr) | 2017-06-14 | 2018-12-19 | Boegli-Gravures S.A. | Procédé et structure de gaufrage par pression à haute densité pour créer des zones hautement réfléchissante incurvées ou ombrées sur des feuilles gaufrées en rotation |
| EP3437849A1 (fr) | 2017-08-03 | 2019-02-06 | Boegli-Gravures SA | Outil et procédé de gaufrage d'un matériau d'emballage comportant un motif de gaufrage ayant un code à faible visibilité |
| DE202017105458U1 (de) | 2017-08-03 | 2017-10-27 | Boegli-Gravures S.A. | Vorrichtung und System zur Prägung von Verpackungsmaterial mit einem Prägemuster, das einen Code mit geringer Sichtbarkeit aufweist |
| DE102018102638A1 (de) * | 2018-02-06 | 2019-08-08 | Hinderer + Mühlich Gmbh & Co. Kg | Verfahren sowie Vorrichtung zum rotativen Blindprägen eines Substrats, eine Matrize und/oder Patrize zur Verwendung in einer Vorrichtung sowie ein Verfahren zur Herstellung einer Matrize und/oder Patrize |
| KR102100559B1 (ko) | 2018-05-31 | 2020-04-13 | 김진면 | 필름생산 라인 연계형 보호용 필름 엠보싱 성형장치 |
| RU2765594C1 (ru) * | 2018-06-26 | 2022-02-01 | Бёльи-Гравюр Са | Способ и устройство для тиснения рельефных структур |
| CA3124478A1 (fr) * | 2018-12-21 | 2020-06-25 | Jt International S.A. | Papier de manchette gaufre et procede de fabrication d'un article a fumer avec papier de manchette gaufre |
| RU2757440C1 (ru) * | 2020-04-03 | 2021-10-15 | Елена Анатольевна Пыжова | Способ и устройство тиснения листовых или рулонных материалов и изделие, полученное указанным способом |
| CN112895700A (zh) * | 2021-02-01 | 2021-06-04 | 夏前兵 | 一种纸张印刷的表面处理系统 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4280978A (en) * | 1979-05-23 | 1981-07-28 | Monsanto Company | Process of embossing and perforating thermoplastic film |
| EP0114169A1 (fr) | 1983-01-22 | 1984-08-01 | Saueressig & Co. | Procédé et dispositif de matriçage d'un matériau en bande |
| US5007271A (en) | 1983-10-21 | 1991-04-16 | Karl Boegli | Device and a method for embossing a metal foil |
| US5779965A (en) * | 1996-02-20 | 1998-07-14 | Kimberly-Clark Worldwide, Inc. | Double nip embossing |
| DE19734414A1 (de) * | 1997-08-08 | 1999-02-25 | Sca Hygiene Prod Gmbh | Verfahren zum Herstellen eines relativ weichen Produktes sowie das Produkt selbst |
| WO2000056475A1 (fr) * | 1999-03-22 | 2000-09-28 | Boegli-Gravures S.A. | Dispositif de gaufrage pour materiau plan |
| WO2000069622A1 (fr) | 1999-05-17 | 2000-11-23 | Boegli-Gravures S.A. | Dispositif pour gaufrer ou glacer des materiaux plats |
| US6665998B1 (en) | 2000-05-17 | 2003-12-23 | Boegli-Gravures Sa | Embossing device for planar materials |
| US7036347B2 (en) | 2000-10-13 | 2006-05-02 | Boegli-Gravures Sa | Device for embossing and/or satin-finishing a flat material |
| WO2011161002A2 (fr) | 2010-06-22 | 2011-12-29 | Boegli-Gravures Sa | Dispositif de gaufrage de feuille |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5269983A (en) * | 1991-02-04 | 1993-12-14 | James River Corporation Of Virginia | Rubber-to-steel mated embossing |
| US6080276A (en) * | 1997-12-30 | 2000-06-27 | Kimberly-Clark Worlwide, Inc. | Method and apparatus for embossing web material using an embossing surface with off-centered shoulders |
| WO2010010580A2 (fr) * | 2008-07-21 | 2010-01-28 | Rakesh Nanjundiah | Dispositif et procédé de gaufrage d’un matériau d’emballage tel qu’une feuille, du papier ou du papier métallisé |
| US8535483B2 (en) * | 2010-06-21 | 2013-09-17 | The Procter & Gamble Company | Apparatus for uniquely perforating a web material |
| US20150166660A1 (en) | 2012-04-20 | 2015-06-18 | Angimmune, Llc | Immunomodulation by anti-cd3 immunotoxins to treat cancers not uniformly bearing surface cd3 |
-
2013
- 2013-08-28 EP EP13181978.1A patent/EP2842730A1/fr not_active Withdrawn
-
2014
- 2014-08-26 PL PL14786288.2T patent/PL3038822T3/pl unknown
- 2014-08-26 KR KR1020167007180A patent/KR102391456B1/ko active IP Right Grant
- 2014-08-26 MX MX2016001785A patent/MX2016001785A/es active IP Right Grant
- 2014-08-26 EP EP14786288.2A patent/EP3038822B1/fr active Active
- 2014-08-26 BR BR112016001664-5A patent/BR112016001664B1/pt active IP Right Grant
- 2014-08-26 CN CN201480045162.5A patent/CN105473324B/zh active Active
- 2014-08-26 WO PCT/IB2014/064069 patent/WO2015028939A1/fr active Application Filing
- 2014-08-26 US US14/908,144 patent/US9636885B2/en active Active
- 2014-08-26 RU RU2016109334A patent/RU2678394C2/ru active
- 2014-08-26 SG SG11201510606WA patent/SG11201510606WA/en unknown
- 2014-08-26 CA CA2917255A patent/CA2917255C/fr active Active
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4280978A (en) * | 1979-05-23 | 1981-07-28 | Monsanto Company | Process of embossing and perforating thermoplastic film |
| EP0114169A1 (fr) | 1983-01-22 | 1984-08-01 | Saueressig & Co. | Procédé et dispositif de matriçage d'un matériau en bande |
| US5007271A (en) | 1983-10-21 | 1991-04-16 | Karl Boegli | Device and a method for embossing a metal foil |
| US5779965A (en) * | 1996-02-20 | 1998-07-14 | Kimberly-Clark Worldwide, Inc. | Double nip embossing |
| DE19734414A1 (de) * | 1997-08-08 | 1999-02-25 | Sca Hygiene Prod Gmbh | Verfahren zum Herstellen eines relativ weichen Produktes sowie das Produkt selbst |
| WO2000056475A1 (fr) * | 1999-03-22 | 2000-09-28 | Boegli-Gravures S.A. | Dispositif de gaufrage pour materiau plan |
| WO2000069622A1 (fr) | 1999-05-17 | 2000-11-23 | Boegli-Gravures S.A. | Dispositif pour gaufrer ou glacer des materiaux plats |
| US6665998B1 (en) | 2000-05-17 | 2003-12-23 | Boegli-Gravures Sa | Embossing device for planar materials |
| US7036347B2 (en) | 2000-10-13 | 2006-05-02 | Boegli-Gravures Sa | Device for embossing and/or satin-finishing a flat material |
| WO2011161002A2 (fr) | 2010-06-22 | 2011-12-29 | Boegli-Gravures Sa | Dispositif de gaufrage de feuille |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3184292A1 (fr) | 2015-12-22 | 2017-06-28 | Boegli-Gravures S.A. | Dispositif de gaufrage de matériau d'emballage à l'aide d'un jeu de rouleaux de gaufrage du type male-femelle |
| WO2017108516A1 (fr) | 2015-12-22 | 2017-06-29 | Boegli-Gravures Sa | Dispositif pour gaufrage fin de matériau d'emballage avec un ensemble de rouleaux de gaufrage du type à gaufrage mâle/femelle |
| US10967601B2 (en) | 2015-12-22 | 2021-04-06 | Boegli-Gravures Sa | Device for fine embossing of packaging material with a set of embossing rolls of the male/female embossing type |
| EP3251825A1 (fr) * | 2016-05-31 | 2017-12-06 | Boegli-Gravures S.A. | Procédé et dispositif de gaufrage de matériau plan |
| WO2017208092A1 (fr) * | 2016-05-31 | 2017-12-07 | Boegli-Gravures Sa | Procédé et dispositif de gaufrage de matériau plan |
| RU2735047C2 (ru) * | 2016-05-31 | 2020-10-27 | Бёльи-Гравюр Са | Способ и устройство для тиснения планарного материала |
| US11554570B2 (en) | 2016-05-31 | 2023-01-17 | Boegli-Gravures Sa | Method and device for embossing planar material |
| WO2018065879A2 (fr) | 2016-10-03 | 2018-04-12 | Boegli-Gravures Sa | Joint de papier sans discontinuité pour enveloppes de papier en forme de tube fermées au moyen de papier gaufré et joint de revêtement interne refermable au moyen d'un revêtement interne structuré |
| US11325338B2 (en) | 2016-10-03 | 2022-05-10 | Boegli-Gravures Sa | Paper joint without discontinuity for tube shaped paper wraps closed by means of embossed paper and re-sealable innerliner seal by means of structured innerliner |
Also Published As
| Publication number | Publication date |
|---|---|
| US9636885B2 (en) | 2017-05-02 |
| BR112016001664A2 (pt) | 2017-08-01 |
| CN105473324A (zh) | 2016-04-06 |
| KR102391456B1 (ko) | 2022-04-27 |
| KR20160047501A (ko) | 2016-05-02 |
| CA2917255C (fr) | 2021-08-31 |
| SG11201510606WA (en) | 2016-01-28 |
| CA2917255A1 (fr) | 2015-03-05 |
| RU2016109334A (ru) | 2017-10-04 |
| US20160200066A1 (en) | 2016-07-14 |
| CN105473324B (zh) | 2019-05-03 |
| PL3038822T3 (pl) | 2023-04-24 |
| WO2015028939A1 (fr) | 2015-03-05 |
| EP3038822B1 (fr) | 2022-12-07 |
| EP3038822A1 (fr) | 2016-07-06 |
| BR112016001664B1 (pt) | 2022-08-09 |
| RU2678394C2 (ru) | 2019-01-28 |
| MX2016001785A (es) | 2016-05-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2842730A1 (fr) | Dispositif pour le gaufrage de matériau d'emballage à l'aide d'un jeu de rouleaux de gaufrage du type mâle-femelle | |
| DE202013012131U1 (de) | Prägewalzensatz für eine Vorrichtung zum Prägen von Verpackungsfolien | |
| EP3184292A1 (fr) | Dispositif de gaufrage de matériau d'emballage à l'aide d'un jeu de rouleaux de gaufrage du type male-femelle | |
| EP1372946B1 (fr) | Dispositif de traitement de materiaux plats | |
| EP1324877B1 (fr) | Dispositif pour gaufrer et satiner un materiau plat | |
| DE69514253T2 (de) | Absorbierendes papier mit geprägten motiven | |
| EP2653301A1 (fr) | Procédé de fabrication d'un ensemble de rouleau de gaufrage | |
| EP1467871B2 (fr) | Procede d'heliogravure acier d'un document de securite et plaque d'heliogravure en acier et produit intermediaire utilise et leur procede de production | |
| EP2468493A1 (fr) | Dispositif de gaufrage de feuilles | |
| EP1925443B1 (fr) | Dispositif destiné à satiner et gaufrer une feuille d'emballage | |
| EP2399732A1 (fr) | Dispositif de gaufrage de feuilles | |
| EP1181152B1 (fr) | Dispositif pour gaufrer et glacer des feuilles d'emballage | |
| CH708200A2 (de) | Verfahren und Vorrichtung zur Authentifizierung von Identifikations-Merkmalen auf einer Verpackungsfolie. | |
| EP1437213A1 (fr) | Dispositif pour satiner et pour gauffrer un matériau plat | |
| DE202012012864U1 (de) | Umhüllung und Vorrichtung zur Herstellung einer Umhüllung für Rauchartikel | |
| EP2858815A2 (fr) | Dispositif d'estampage et/ou de perforation de feuilles pour des articles à base de tabac | |
| DE202018101229U1 (de) | Prägestruktur unter Verwendung von hochdichtem Druck zum Erzeugen von schattierten oder gekrümmten stark reflektierenden Bereichen auf rotationsgeprägten Folien | |
| EP2353858A1 (fr) | Dispositif de gaufrage de feuilles d'enveloppement | |
| DE102009030069A1 (de) | Vorrichtung zum Prägen von insbesondere Kragen einer Klappschachtel für Zigaretten | |
| WO2014045176A2 (fr) | Procédé de fabrication d'un jeu de cylindres de gaufrage coopérant les uns avec les autres | |
| EP3313670B1 (fr) | Procédé et dispositif de transfert d'une portion décorative d'un film à gaufrer | |
| DE60016175T2 (de) | Vorrichtung und Verfahren zum Prägen von Papier oder Vliesstoff, sowie das hergestellte Produkt | |
| EP2705948A1 (fr) | Procédé de fabrication d'un ensemble de rouleau de gaufrage | |
| DE202019102064U1 (de) | Verbesserte Prägelösung für die Online-Produktion | |
| WO2017071803A1 (fr) | Élément de sécurité doté d'une structure à effet optique variable |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 17P | Request for examination filed |
Effective date: 20130828 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20150905 |