EP2842199B1 - Method for connecting the conductors of a flexible bonded (equipotential) connection layer, as well as crimping tool, connectors and wiring loom fitted with such connectors - Google Patents
Method for connecting the conductors of a flexible bonded (equipotential) connection layer, as well as crimping tool, connectors and wiring loom fitted with such connectors Download PDFInfo
- Publication number
- EP2842199B1 EP2842199B1 EP13728777.7A EP13728777A EP2842199B1 EP 2842199 B1 EP2842199 B1 EP 2842199B1 EP 13728777 A EP13728777 A EP 13728777A EP 2842199 B1 EP2842199 B1 EP 2842199B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- conductors
- connector
- connectors
- crimping
- cells
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000004020 conductor Substances 0.000 title claims description 80
- 238000002788 crimping Methods 0.000 title claims description 40
- 238000000034 method Methods 0.000 title claims description 13
- 229910052751 metal Inorganic materials 0.000 claims description 26
- 239000002184 metal Substances 0.000 claims description 26
- 238000004080 punching Methods 0.000 claims description 8
- 238000003825 pressing Methods 0.000 claims description 2
- 229910052782 aluminium Inorganic materials 0.000 description 11
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 11
- 238000007747 plating Methods 0.000 description 7
- 239000002131 composite material Substances 0.000 description 6
- 229910000838 Al alloy Inorganic materials 0.000 description 4
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 4
- 238000003780 insertion Methods 0.000 description 4
- 230000037431 insertion Effects 0.000 description 4
- 238000005260 corrosion Methods 0.000 description 3
- 230000007797 corrosion Effects 0.000 description 3
- 230000005611 electricity Effects 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 3
- 239000004810 polytetrafluoroethylene Substances 0.000 description 3
- 238000004381 surface treatment Methods 0.000 description 3
- 229920000049 Carbon (fiber) Polymers 0.000 description 2
- 239000004411 aluminium Substances 0.000 description 2
- 229910052799 carbon Inorganic materials 0.000 description 2
- 239000004917 carbon fiber Substances 0.000 description 2
- 239000003575 carbonaceous material Substances 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- 229910052759 nickel Inorganic materials 0.000 description 2
- -1 polytétrafluoroéthylène Polymers 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 229910000881 Cu alloy Inorganic materials 0.000 description 1
- 239000004606 Fillers/Extenders Substances 0.000 description 1
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 1
- 229910001069 Ti alloy Inorganic materials 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- 150000001721 carbon Chemical class 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 230000000295 complement effect Effects 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000010616 electrical installation Methods 0.000 description 1
- 238000002955 isolation Methods 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 229910052709 silver Inorganic materials 0.000 description 1
- 239000004332 silver Substances 0.000 description 1
Images


Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B5/00—Non-insulated conductors or conductive bodies characterised by their form
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B7/00—Insulated conductors or cables characterised by their form
- H01B7/0045—Cable-harnesses
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B7/00—Insulated conductors or cables characterised by their form
- H01B7/04—Flexible cables, conductors, or cords, e.g. trailing cables
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B7/00—Insulated conductors or cables characterised by their form
- H01B7/06—Extensible conductors or cables, e.g. self-coiling cords
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R12/00—Structural associations of a plurality of mutually-insulated electrical connecting elements, specially adapted for printed circuits, e.g. printed circuit boards [PCB], flat or ribbon cables, or like generally planar structures, e.g. terminal strips, terminal blocks; Coupling devices specially adapted for printed circuits, flat or ribbon cables, or like generally planar structures; Terminals specially adapted for contact with, or insertion into, printed circuits, flat or ribbon cables, or like generally planar structures
- H01R12/50—Fixed connections
- H01R12/59—Fixed connections for flexible printed circuits, flat or ribbon cables or like structures
- H01R12/65—Fixed connections for flexible printed circuits, flat or ribbon cables or like structures characterised by the terminal
- H01R12/69—Fixed connections for flexible printed circuits, flat or ribbon cables or like structures characterised by the terminal deformable terminals, e.g. crimping terminals
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R4/00—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation
- H01R4/10—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation effected solely by twisting, wrapping, bending, crimping, or other permanent deformation
- H01R4/18—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation effected solely by twisting, wrapping, bending, crimping, or other permanent deformation by crimping
- H01R4/20—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation effected solely by twisting, wrapping, bending, crimping, or other permanent deformation by crimping using a crimping sleeve
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R4/00—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation
- H01R4/10—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation effected solely by twisting, wrapping, bending, crimping, or other permanent deformation
- H01R4/18—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation effected solely by twisting, wrapping, bending, crimping, or other permanent deformation by crimping
- H01R4/20—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation effected solely by twisting, wrapping, bending, crimping, or other permanent deformation by crimping using a crimping sleeve
- H01R4/203—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation effected solely by twisting, wrapping, bending, crimping, or other permanent deformation by crimping using a crimping sleeve having an uneven wire-receiving surface to improve the contact
- H01R4/206—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation effected solely by twisting, wrapping, bending, crimping, or other permanent deformation by crimping using a crimping sleeve having an uneven wire-receiving surface to improve the contact with transversal grooves or threads
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R4/00—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation
- H01R4/24—Connections using contact members penetrating or cutting insulation or cable strands
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R4/00—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation
- H01R4/58—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation characterised by the form or material of the contacting members
- H01R4/64—Connections between or with conductive parts having primarily a non-electric function, e.g. frame, casing, rail
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/04—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for forming connections by deformation, e.g. crimping tool
- H01R43/042—Hand tools for crimping
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/04—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for forming connections by deformation, e.g. crimping tool
- H01R43/048—Crimping apparatus or processes
- H01R43/0482—Crimping apparatus or processes combined with contact member manufacturing mechanism
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/16—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for manufacturing contact members, e.g. by punching and by bending
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R2101/00—One pole
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R31/00—Coupling parts supported only by co-operation with counterpart
- H01R31/08—Short-circuiting members for bridging contacts in a counterpart
- H01R31/085—Short circuiting bus-strips
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R4/00—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation
- H01R4/10—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation effected solely by twisting, wrapping, bending, crimping, or other permanent deformation
- H01R4/18—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation effected solely by twisting, wrapping, bending, crimping, or other permanent deformation by crimping
- H01R4/182—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation effected solely by twisting, wrapping, bending, crimping, or other permanent deformation by crimping for flat conductive elements, e.g. flat cables
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R4/00—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation
- H01R4/58—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation characterised by the form or material of the contacting members
- H01R4/62—Connections between conductors of different materials; Connections between or with aluminium or steel-core aluminium conductors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R4/00—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation
- H01R4/58—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation characterised by the form or material of the contacting members
- H01R4/64—Connections between or with conductive parts having primarily a non-electric function, e.g. frame, casing, rail
- H01R4/646—Connections between or with conductive parts having primarily a non-electric function, e.g. frame, casing, rail for cables or flexible cylindrical bodies
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/04—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for forming connections by deformation, e.g. crimping tool
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/04—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for forming connections by deformation, e.g. crimping tool
- H01R43/048—Crimping apparatus or processes
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49117—Conductor or circuit manufacturing
- Y10T29/49174—Assembling terminal to elongated conductor
- Y10T29/49181—Assembling terminal to elongated conductor by deforming
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49117—Conductor or circuit manufacturing
- Y10T29/49204—Contact or terminal manufacturing
- Y10T29/49208—Contact or terminal manufacturing by assembling plural parts
- Y10T29/49222—Contact or terminal manufacturing by assembling plural parts forming array of contacts or terminals
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/53—Means to assemble or disassemble
- Y10T29/5313—Means to assemble electrical device
- Y10T29/532—Conductor
- Y10T29/53209—Terminal or connector
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/53—Means to assemble or disassemble
- Y10T29/5313—Means to assemble electrical device
- Y10T29/532—Conductor
- Y10T29/53209—Terminal or connector
- Y10T29/53213—Assembled to wire-type conductor
- Y10T29/53217—Means to simultaneously assemble multiple, independent conductors to terminal
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/53—Means to assemble or disassemble
- Y10T29/5313—Means to assemble electrical device
- Y10T29/532—Conductor
- Y10T29/53209—Terminal or connector
- Y10T29/53213—Assembled to wire-type conductor
- Y10T29/53235—Means to fasten by deformation
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/53—Means to assemble or disassemble
- Y10T29/5313—Means to assemble electrical device
- Y10T29/532—Conductor
- Y10T29/53209—Terminal or connector
- Y10T29/53213—Assembled to wire-type conductor
- Y10T29/53239—Means to fasten by elastic joining
Definitions
- the invention relates to a method for connecting uninsulated electrical conductors of a flexible bonding bonding sheet for connecting metal parts, in particular electrical current return networks of new generation aircraft skin made of a composite material.
- the invention also relates to a crimping tool capable of implementing this method, terminal and intermediate connectors for such conductors, and a flexible ribbon bonding harness equipotential equipped with such connectors to connect such a sheet of conductors to said metal parts of current return.
- the composite material of this new generation of skin comprises a heterogeneous material based on carbon fibers.
- the electrical interconnection functions were performed by the aluminum skin of the older generation.
- the aircraft manufacturers used it in effect for the current feedback of the consumer equipment, the setting at the same potential of all the metal parts, the EMC (Electromagnetic Compatibility) protection of the electrical installation, and the flows of the lightning currents - indirect and induced - and electrostatic charges.
- the invention can also be applied in any architecture or building for the passage of electricity requiring the equipotential current setting, in particular, but not exclusively, to fuselages of aircraft composite skin passenger cabins.
- the document FR 2826518 describes a method according to the preamble of claim 1.
- Composite carbon materials are poor conductors of electricity and poorly support the heating caused by the Joule effect. Such a coating can not therefore be used to perform the above functions.
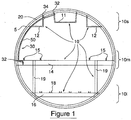
- this network consists of three longitudinal networks that run along the fuselage of the aircraft.
- the plane skin of carbon material 5 appears in the form of a curved wall on which are fixed three parts of an example of network 10 of the current return: upper longitudinal portions 10s, median 10m and lower 10i.
- the upper part 10s of the network comprises a central support 11 and lateral supports 12 metal.
- the central support 11 accommodates cabling and technical equipment, while the lateral supports 12 support the luggage compartments.
- the middle portion 10m consists of a metal cross member 14 on which are mounted the metal rails 15 of the passenger seats.
- the lower part 10i comprises another metal crosspiece 16 for supporting the metal cargo rails 18.
- Metal rods of structure 19 connect the middle metal crossmember 14 and the lower metal crossmember 16.
- the upper, middle and lower parts are interconnected by the transverse structure frame 20 made of composite material based on carbon fibers.
- a flexible harness 30 connects the supports 11 and 12 of the upper part 10s to the crosspiece 14.
- the harness 30 comprises two end connectors 32, fixed on the central support 11 and on the middle crosspiece 14, and an intermediate connector 34 fixed on a lateral support 12.
- the harness 30 consists of a flat sheet 50 of conductors non-electrically insulated, formed of strands of aluminum strands, in conjunction with the connectors 32 and 34.
- Such a harness allows a path in a narrow space, for example between the carbon frame 20 and a thermo-phonic protection panel or a cockpit panel of the passenger cabin.
- a network of electricity network is thus created in order to increase the operational safety.
- One of the critical points of this mesh lies in the manner of producing the intermediate connectors 34 and terminals 32 of connection between the sheet of aluminum conductors 50 and the metal structures constituting the network 10 of aircraft current return.
- Conductor connections are conventionally made from lugs and extensions for aluminum cables, or from a ground module.
- these lugs, extenders or modules do not allow to achieve reproducible, uniform, sealed and reliable connections with non-insulated aluminum stranded conductors, minimizing the mass with low cost.
- these aspects of mass, uniformity of effort distribution and cost are of fundamental importance.
- the existing solutions do not allow to distribute the forces and connection resistance of the conductors simultaneously, individually and homogeneously.
- the connector must be easily interfaced with the metal structures of the current return network.
- a uniform crimping of several conductors is not feasible by known crimping tools which generally combine a punch and a matrix, or several diametrically opposed punches, to crimp each conductor individually.
- the known connectors do not provide a reliable and durable seal for a multitude of non-electrically insulated aluminum alloy conductors, the seal being provided only by the insulating sheath of the cables with a connector pods or mass modules.
- the object of the invention is to provide a reproducible, uniform, tight and reliable connection for both intermediate and terminal connections of a conductor belt harness of the type described above.
- the invention provides for a simultaneous crimping of the conductors in connectors by the exercise of a continuous and uniform pressure in a crimping zone.
- the present invention relates to a crimp connection method of electrical conductors in equipotential bonding connectors to metal parts.
- These electrical conductors which form a flat and flexible sheet, are positioned in longitudinal and parallel individual cells, formed between two flat walls of each connector.
- These conductors are then crimped in a crimping zone by transverse and simultaneous punching of at least one connector wall. This transverse punching forms at least one corresponding transverse groove line on said at least one connector wall and, by charge transfer, on each of the conductors.
- the present invention also relates to a crimping tool comprising two shells, each shell having a main wall forming an inner face provided with at least one transverse rib, each shell also having end edges folded perpendicular to the walls so as to define an internal space.
- a conductor connector arranged perpendicular to the ribs may be introduced to implement the crimp connection method defined above.
- the crimping tool comprises two ribs on the inner face of a shell and a rib interposed between the two other ribs on the inner face of the other shell disposed facing during crimping.
- Another object of the invention is a modular multi-point connector for connecting a layer of conductors and parallel to a metal part of return of current.
- a connector comprises longitudinal internal housing cells of the conductors, these cells being formed by two inner faces of walls extending longitudinally. At least one crimping groove of the conductors extends transversely on at least one inner face of walls.
- This connector also comprises means for connection to metal parts of current return, these means being fixed by at least one opening formed in said walls.
- the invention also relates to a connecting harness capable of connecting metal parts of current return.
- This harness comprises parallel conductors forming a flat and flexible sheet, multipoint terminal and intermediate modular connectors defined above for connection to said metal parts, and an envelope covering the sheet and the connection between the sheet and the connectors.
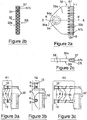
- Terminal connectors 32 such as that illustrated by the front views and in sections II-II and II'-II 'of Figures 2a to 2c , comprise an upper wall 32s and a lower wall 32i between which extend from one side 32c and along the entire length of this side, aligned individual cells 57.
- Each cell 57 is adapted to receive a conductor end for be crimped along its entire length.
- a chamfer 57c is provided at the entrance of each cell 57 to facilitate insertion of the conductor and maintain the cohesion of the aluminum strands of the conductors 51 ( figure 5 ) between them when inserting the conductors 51 into their individual cell. This avoids one or more Aluminum strands do not remain outside the crimp cell.
- the cells 57 are blind cavities.
- the end connectors 32 are connected to the metal support parts 11 and cross-member 14 ( figure 1 ) back current by appropriate fasteners and interfaces.
- the electrical contact area 54c surrounding the fixing opening 54 is extended so as not to exceed defined Joule heating limits.
- the terminal connector illustrated has a longitudinal axis of symmetry X'X with a tip advanced 32a, the opening 54 being made substantially in the center of this end.
- a fixing interface can receive a jogging, folding at a given angle, etc.
- the interface can be quick disconnect, by 1 ⁇ 4 turn or equivalent.
- connections are quick disassembly, so as to make a connection / disconnection for example in less than 10 seconds.
- the connections R1, R2, R3, then consist of two parts: a part 2 of the connector, not removable of the terminal connector 32, replaces the opening connection system 54.
- the geometry of the tip 32a ( figure 2a ) is modified locally to adapt this part 2 of the quick connect / disconnect system.
- the complementary part 3, mounted by screwing or clipping means 4 on the part 2, is then installed on a current return element 10 ( figure 1 ).
- a first section of this part 2 is constituted for example by a cable 2c ( figure 3c ) and can be mounted by crimping means 4c on the terminal connector 32
- This connector has upper 34s and lower walls 34i between which there are cavities 58 along the entire length of the sides 34c.
- the cells 58 are constituted by longitudinally through cavities which pierce the connector 34 from one side to the other. These cavities are terminated by chamfers 58c facilitating the access of the conductors to the cells 58.
- the conductors 51 are inserted individually into the cells 58 without interruption, which results in a gain in contact resistance and an increase in the reliability of the connection.
- the conductors are crimped into the cells in crimping zones Zs formed near one and / or the other of the sides 34c of the connector 34.
- the intermediate connector 34 may have a single advance 35 with an attachment opening 56 or, as shown, two symmetrical advances 35 with respect to the longitudinal axis X'X, with two attachment apertures 56.
- the extent of the The electrical contact pad 56a surrounding the fixing opening 56 is optimized according to the thermal clearance and the fastenings are made by screwing or equivalent through the openings 56.
- this interface can receive a jig, a folding at a given angle or equivalent. Also, other variants of this interface can be quick disconnect, 1 ⁇ 4 turn or equivalent.
- these intermediate connectors 34 make it possible to connect a current return cable of a device as close as possible to this equipment, forming a bypass tee, for example using the connections R1 to R3 illustrated by the Figures 3a to 3c .
- each conductor 51 is composed of elementary aluminum strands 55 grouped in strand, as illustrated by the view in section of the figure 5 .
- the example conductor is a calibrated AWG12 gauge that has an outside diameter of about 2mm.
- the connector harness is thus adaptable depending on the configuration and dimensions of the installation to achieve.
- this connection can adapt to the resistivity of the connection to be connected, the transit current or overcurrent, the number of fixing points and the size of the installation as well as the number of parts to be connected.
- the geometry of the connectors makes it possible to reduce their total mass to the strict minimum.
- the thickness of the connectors 32 and 34 between their walls is just the maximum diameter of the conductors 51 while remaining sufficient to maintain robustness compatible with the presence of the cells.
- the connectors are advantageously constituted by an aluminum alloy for electrical use, and therefore have a low resistivity.
- a surface treatment of the connectors (nickel plating, tinning, etc.) is preferably carried out so that this surface is not very resistive and forms electrical connections interfaced with a tight fit by hooping with the supports 11, 12, and crosspieces 14. , 16 to be connected (cf. figure 1 ). Thus, the risks of galvanic corrosion at the electrical connection are eliminated.
- the sheet is also modular in order to facilitate its adaptability: the number of conductors 51, their section, the dimensions of the connectors, the number of intermediate connectors, the thickness and the width of the sheet are adjustable. In addition, the electrical and mechanical interfaces of connection are adaptable to the part to be connected.
- the finish at the end connectors 32 and intermediate 34 is provided by sections of thermo-shrinkable polyolefin sheath or equivalent.
- This outer envelope of finishing is, in another example, carried out by a local overmoulding, low or high pressure.
- a dedicated tool exerts a simultaneous and uniform pressure on the walls 32s and 32i of the end connectors 32 (or between the walls 34s and 34i of the intermediate connectors 34), in order to optimize the connection by minimizing the plastic deformation and the displacement of the material of the connectors.
- control of the crimping pressure does not cause crack in the connector 32.
- the crimping of all the cells 57 is performed simultaneously and in a single operation.
- the crimping compresses and deforms the individual strands of the conductors 51, but does not change the equivalent section of conductive material of the conductors.
- the elementary crimping length is such that the pulling force that must be exerted on a conductor 51 to slide or tear it from its crimping is greater than the elastic limit of this conductor.
- the drivers are not uncracked before crimping.
- the electrical resistance of an elemental crimp is then less than or equal to the electrical resistance of the length of conductor equivalent to the length of the crimping.
- the adequate surface treatment of the conductors 51 - by nickel plating, tin plating, silver plating or the like - allows electrochemical compatibility with that of the connectors. And the surface treatments are not destroyed by crimping.
- an example of crimping tool 21 comprises two shells, a so-called upper shell 21s and a so-called lower shell 21i.
- Each shell consists of a main wall P1 forming an internal face F1 and end edges B1 folded (at least on a shell) perpendicularly to the main wall P1 so as to define an internal space E1.
- the inner face F1 of the upper wall 21s is provided with a transverse rib N1.
- the connector 32 is inserted into the space E1 so that the shells 21s and 21i are disposed on either side of the walls 32s and 32i of the connector 32 to be crimped, a terminal connector in the example .
- the rib N1 of the shell 21s positioned transversely, is located approximately midway of the portion 51 p of the conductors 51 located in the cells 57. This positioning is also adapted to crimp the conductors in an intermediate connector according to the invention.
- each shell 21 s and 21 i of the tool 21 During crimping, the same pressure Ps is exerted on each shell 21 s and 21 i of the tool 21, so as to bring the two shells 21 s and 21 i until the contact edges B1, as illustrated by the Figures 6c and 6d .
- the rib N1 penetrates uniformly and simultaneously into the wall 32s of the connector 32, forms a transverse cylindrical groove Rc in this wall 32s and, by charge transfer, compresses and deforms the conductors 51.
- the upper shell 22s of the tool 22 has, as previously, a transverse rib N1.
- the inner face F2 of the lower shell 22i has two transverse ribs N2 and N3.
- the rib N1 is interposed between the ribs N2 and N3.
- the exercise of the pressures Ps on the shells 22s and 22i causes a uniform and simultaneous penetration of the ribs N1 to N3 in the walls 32s and 32i of the connector 32.
- grooves Rc are then formed on the walls 32s and 32i of the connector 32.
- the connector 32 is presented upside down on these Figures 8a and 8b compared to standard use.
- charge transfer from the grooves Rc the strands 55 of the conductors 51 are compressed and deformed alternately so as to have a waveform.
- the invention is not limited to the embodiments described and shown. It is for example possible to provide hybrid intermediate connectors formed in part by through cavities and by blind cells to house the conductors.
- the conductors are preferably aluminum alloy but could also be optionally copper or titanium alloy.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Connections Effected By Soldering, Adhesion, Or Permanent Deformation (AREA)
- Manufacturing Of Electrical Connectors (AREA)
- Connector Housings Or Holding Contact Members (AREA)
- Coupling Device And Connection With Printed Circuit (AREA)
Description
L'invention concerne un procédé de connexion de conducteurs électriques non isolés d'une nappe souple de liaison équipotentielle pour raccorder des pièces métalliques, en particulier des réseaux électriques de retour de courant d'avions de nouvelle génération à peau constituée par un matériau composite. L'invention se rapporte également à un outil de sertissage apte à mettre en oeuvre ce procédé, des connecteurs terminaux et intermédiaires pour de tels conducteurs, ainsi qu'un harnais à nappe souple de liaison équipotentielle équipé de tels connecteurs pour raccorder une telle nappe de conducteurs auxdites pièces métalliques de retour de courant.The invention relates to a method for connecting uninsulated electrical conductors of a flexible bonding bonding sheet for connecting metal parts, in particular electrical current return networks of new generation aircraft skin made of a composite material. The invention also relates to a crimping tool capable of implementing this method, terminal and intermediate connectors for such conductors, and a flexible ribbon bonding harness equipotential equipped with such connectors to connect such a sheet of conductors to said metal parts of current return.
Le matériau composite de cette nouvelle génération de peau comporte un matériau hétérogène à base de fibres de carbone. Classiquement, les fonctions d'interconnexion électrique étaient réalisées par la peau en aluminium de l'ancienne génération. Les avionneurs l'utilisaient en effet pour le retour de courant des équipements consommateurs, la mise au même potentiel de toutes les pièces métalliques, la protection CEM (Compatibilité Electromagnétique) de l'installation électrique, et les écoulements des courants de foudre - indirects et induits - et des charges électrostatiques.The composite material of this new generation of skin comprises a heterogeneous material based on carbon fibers. Conventionally, the electrical interconnection functions were performed by the aluminum skin of the older generation. The aircraft manufacturers used it in effect for the current feedback of the consumer equipment, the setting at the same potential of all the metal parts, the EMC (Electromagnetic Compatibility) protection of the electrical installation, and the flows of the lightning currents - indirect and induced - and electrostatic charges.
L'invention peut également s'appliquer dans toute architecture ou bâtiment de passage de l'électricité nécessitant la mise équipotentielle du courant, en particulier, mais non exclusivement, aux fuselages de cabines passagers d'avion à peau composite.The invention can also be applied in any architecture or building for the passage of electricity requiring the equipotential current setting, in particular, but not exclusively, to fuselages of aircraft composite skin passenger cabins.
Le document
Les matériaux composites carbone sont de médiocres conducteurs de l'électricité et supportent mal les échauffements provoqués par effet Joule. Un tel revêtement ne peut donc pas être utilisé pour assurer les fonctions ci-dessus.Composite carbon materials are poor conductors of electricity and poorly support the heating caused by the Joule effect. Such a coating can not therefore be used to perform the above functions.
Pour permettre la mise en oeuvre des fonctions d'interconnexion électrique pour un avion à peau à structure composite, il a alors été conçu une architecture composée de pièces réalisées en métal pour créer un réseau électrique. Globalement, ce réseau se compose de trois réseaux longitudinaux qui courent le long du fuselage de l'avion. En référence à la coupe transversale de la cabine passagers de la
La partie supérieure 10s du réseau comporte un support central 11 et des supports latéraux 12 métalliques. Le support central 11 accueille du câblage et du matériel technique, alors que les supports latéraux 12 supportent les coffres à bagages.The
La partie médiane 10m se compose d'une traverse métallique 14 sur laquelle sont montés les rails métalliques 15 des sièges passagers.The
La partie inférieure 10i comporte une autre traverse métallique 16 de support des rails cargo métalliques 18. Des bielles métalliques de structure 19 relient la traverse métallique médiane 14 et la traverse métallique inférieure 16.The
Les parties supérieure, médiane et inférieure sont interconnectées par le cadre de structure transversal 20 en matériau composite à base de fibres de carbone. Sur ce cadre carbone 20, un harnais flexible 30 raccorde les supports 11 et 12 de la partie supérieure 10s à la traverse médiane 14.The upper, middle and lower parts are interconnected by the
Dans l'exemple de cheminement de la
Un maillage de réseau électrique est ainsi créé afin d'augmenter la sûreté de fonctionnement.A network of electricity network is thus created in order to increase the operational safety.
Un des points critiques de ce maillage réside dans la manière de réaliser les connecteurs intermédiaires 34 et terminaux 32 de connexion entre la nappe de conducteurs en aluminium 50 et les structures métalliques constituant le réseau 10 de retour de courant avion.One of the critical points of this mesh lies in the manner of producing the
Des raccordements de conducteurs sont réalisés classiquement à partir de cosses et prolongateurs pour des câbles en aluminium, ou de module de masse. Cependant ces cosses, prolongateurs ou modules ne permettent pas de réaliser des connexions reproductibles, uniformes, étanches et fiables avec des conducteurs multibrins non isolés en aluminium, une minimisation de la masse avec un coût faible. Dans le domaine aéronautique en particulier, ces aspects de masse, d'uniformité de répartition des efforts et de coût revêtent une importance fondamentale.Conductor connections are conventionally made from lugs and extensions for aluminum cables, or from a ground module. However, these lugs, extenders or modules do not allow to achieve reproducible, uniform, sealed and reliable connections with non-insulated aluminum stranded conductors, minimizing the mass with low cost. In the aeronautical field in particular, these aspects of mass, uniformity of effort distribution and cost are of fundamental importance.
En particulier, les solutions existantes ne permettent pas de répartir les efforts et les résistances de connexion des conducteurs simultanément, de manière individuelle et homogène. En outre, la connectique doit pouvoir s'interfacer facilement avec les structures métalliques du réseau de retour de courant. Par ailleurs, un sertissage uniforme de plusieurs conducteurs n'est pas réalisable par les outils de sertissage connus qui associent en général un poinçon et une matrice, ou bien plusieurs poinçons diamétralement opposés, pour sertir chaque conducteur individuellement. De plus, les connecteurs connus ne permettent pas d'assurer une étanchéité fiable et durable pour une multitude de conducteurs en alliage d'aluminium non isolés électriquement, l'étanchéité n'étant assurée que par la gaine isolante des câbles avec une connectique de cosses ou de modules de masse.In particular, the existing solutions do not allow to distribute the forces and connection resistance of the conductors simultaneously, individually and homogeneously. In addition, the connector must be easily interfaced with the metal structures of the current return network. Moreover, a uniform crimping of several conductors is not feasible by known crimping tools which generally combine a punch and a matrix, or several diametrically opposed punches, to crimp each conductor individually. In addition, the known connectors do not provide a reliable and durable seal for a multitude of non-electrically insulated aluminum alloy conductors, the seal being provided only by the insulating sheath of the cables with a connector pods or mass modules.
L'invention vise à réaliser une connectique reproductible, uniforme, étanche et fiable tant pour des connexions intermédiaires que terminales d'un harnais à nappe de conducteurs du type décrit ci-dessus. Pour ce faire, l'invention prévoit un sertissage simultané des conducteurs dans des connecteurs par l'exercice d'une pression continue et uniforme dans une zone de sertissage.The object of the invention is to provide a reproducible, uniform, tight and reliable connection for both intermediate and terminal connections of a conductor belt harness of the type described above. To do this, the invention provides for a simultaneous crimping of the conductors in connectors by the exercise of a continuous and uniform pressure in a crimping zone.
Plus précisément, la présente invention a pour objet un procédé de connexion par sertissage de conducteurs électriques dans des connecteurs de liaison équipotentielle à des pièces métalliques. Ces conducteurs électriques, qui forment une nappe plate et souple, sont positionnés dans des alvéoles individuelles longitudinales et parallèles, formées entre deux parois planes de chaque connecteur. Ces conducteurs sont ensuite sertis dans une zone de sertissage par un poinçonnage transversal et simultané d'au moins une paroi de connecteur. Ce poinçonnage transversal forme au moins une ligne de rainure transversale correspondante sur ladite au moins une paroi de connecteur et, par transfert de charge, sur chacun des conducteurs.More specifically, the present invention relates to a crimp connection method of electrical conductors in equipotential bonding connectors to metal parts. These electrical conductors, which form a flat and flexible sheet, are positioned in longitudinal and parallel individual cells, formed between two flat walls of each connector. These conductors are then crimped in a crimping zone by transverse and simultaneous punching of at least one connector wall. This transverse punching forms at least one corresponding transverse groove line on said at least one connector wall and, by charge transfer, on each of the conductors.
Selon des modes de réalisation préférés :
- le poinçonnage est réalisé par pressage uniforme d'une nervure sur au moins une paroi du connecteur ;
- le poinçonnage est alterné de sorte que les rainures transversales sont intercalées pour former un cheminement ondulant des conducteurs dans les connecteurs ;
- les nervures et les rainures correspondantes sont de forme cylindrique.
- punching is achieved by uniformly pressing a rib on at least one wall of the connector;
- the punching is alternated so that the transverse grooves are interposed to form a waving path of the conductors in the connectors;
- the ribs and the corresponding grooves are of cylindrical shape.
La présente invention a également pour objet un outil de sertissage comportant deux coques, chaque coque possédant une paroi principale formant une face interne munie d'au moins une nervure transversale, chaque coque possédant également des bords d'extrémité rabattus perpendiculairement aux parois de sorte à définir un espace interne. Dans cet espace, un connecteur de conducteurs agencés perpendiculairement aux nervures peut être introduit afin de mettre en oeuvre le procédé de connexion par sertissage défini ci-dessus.The present invention also relates to a crimping tool comprising two shells, each shell having a main wall forming an inner face provided with at least one transverse rib, each shell also having end edges folded perpendicular to the walls so as to define an internal space. In this space, a conductor connector arranged perpendicular to the ribs may be introduced to implement the crimp connection method defined above.
De manière préférée, l'outil de sertissage comporte deux nervures sur la face interne d'une coque et une nervure intercalée entre les deux autres nervures sur la face interne de l'autre coque disposée en regard lors du sertissage.Preferably, the crimping tool comprises two ribs on the inner face of a shell and a rib interposed between the two other ribs on the inner face of the other shell disposed facing during crimping.
Un autre objet de l'invention est un connecteur modulaire multipoints de liaison d'une nappe de conducteurs et parallèles à une pièce métallique de retour de courant. Un tel connecteur comporte des alvéoles internes longitudinales de logement des conducteurs, ces alvéoles étant formées par deux faces internes de parois s'étendant longitudinalement. Au moins une rainure de sertissage des conducteurs s'étend transversalement sur au moins une face interne de parois. Ce connecteur comporte également des moyens de raccordement à des pièces métalliques de retour de courant, ces moyens étant fixés par au moins une ouverture formée dans lesdites parois.Another object of the invention is a modular multi-point connector for connecting a layer of conductors and parallel to a metal part of return of current. Such a connector comprises longitudinal internal housing cells of the conductors, these cells being formed by two inner faces of walls extending longitudinally. At least one crimping groove of the conductors extends transversely on at least one inner face of walls. This connector also comprises means for connection to metal parts of current return, these means being fixed by at least one opening formed in said walls.
Selon des modes de réalisation préférés :
- le connecteur est un connecteur terminal dans lequel les alvéoles borgnes débouchent en extrémité sur une face transversale ;
- les moyens de fixation sont alors agencés à une extrémité autre que la face de sortie des alvéoles, en particulier à une extrémité opposé à cette face de sortie ;
- le connecteur est un connecteur intermédiaire dans lequel les alvéoles sont traversantes et débouchent en extrémité sur deux faces transversales ;
- les moyens de raccordement sont agencés dans une zone centrale des parois du connecteur.
- the connector is a terminal connector in which the blind cells open at the end on a transverse face;
- the fixing means are then arranged at one end other than the exit face of the cells, in particular at an end opposite this exit face;
- the connector is an intermediate connector in which the cells are through and open at the end on two transverse faces;
- the connection means are arranged in a central zone of the walls of the connector.
Selon des modes de réalisation avantageux :
- les connecteurs sont en alliage d'aluminium à faible résistivité ;
- les connecteurs sont traités en surface, en particulier par nickelage, étamage, argenture ou équivalent, pour réaliser un assemblage par frettage en ajustement serré avec les pièces correspondantes à raccorder afin d'empêcher une corrosion galvanique ;
- les alvéoles présentent en extrémité des surfaces chanfreinées afin de faciliter l'insertion des conducteurs ;
- les connecteurs intermédiaires en liaison avec la nappe et avec les pièces à raccorder sont insérés en tout point de la nappe entre deux connecteurs terminaux ;
- les connecteurs terminaux et intermédiaires présentent une épaisseur à peine supérieure au diamètre des conducteurs.
- the connectors are low-resistivity aluminum alloy;
- the connectors are surface-treated, in particular by nickel-plating, tin-plating, silver-plating or the like, to form a tight-fitting shrink fit with the corresponding parts to be connected in order to prevent galvanic corrosion;
- the cells have end chamfered surfaces in order to facilitate insertion of the conductors;
- the intermediate connectors in connection with the web and with the parts to be connected are inserted at any point of the web between two terminal connectors;
- the terminal and intermediate connectors have a thickness barely greater than the diameter of the conductors.
L'invention a également pour objet un harnais de liaison apte à raccorder des pièces métalliques de retour de courant. Ce harnais comporte des conducteurs parallèles formant une nappe plate et flexible, des connecteurs terminaux et intermédiaires modulaires multipoints définis ci-dessus de raccordement auxdites pièces métalliques, et une enveloppe recouvrant la nappe et la liaison entre la nappe et les connecteurs.The invention also relates to a connecting harness capable of connecting metal parts of current return. This harness comprises parallel conductors forming a flat and flexible sheet, multipoint terminal and intermediate modular connectors defined above for connection to said metal parts, and an envelope covering the sheet and the connection between the sheet and the connectors.
Selon des modes de réalisation particuliers :
- chaque conducteur est constitué d'une multitude de brins élémentaires en aluminium groupés en toron et les conducteurs sont assemblés entre eux par des liens perpendiculaires aux conducteurs et répartis le long de la nappe ;
- l'enveloppe est constituée en matériau PVF (polyfluorovinyle) ou PTFE (polytétrafluoroéthylène) ;
- l'enveloppe comporte des films souples étanches d'isolation de recouvrement de la nappe de conducteurs et une gaine thermo-rétractable enduite de produit étanche.
- each conductor consists of a multitude of elementary aluminum strands grouped in strand and the conductors are assembled together by links perpendicular to the conductors and distributed along the sheet;
- the casing is made of PVF material (polyfluorovinyl) or PTFE (polytetrafluoroethylene);
- the casing comprises flexible flexible films insulating cover of the conductor web and a heat-shrinkable sheath coated with waterproof product.
D'autres aspects et particularités de la mise en oeuvre de l'invention apparaîtront à la lecture de la description détaillée qui suit, accompagnée de dessins annexés qui représentent, respectivement :
- en
figure 1 , une vue en coupe transversale d'une partie de cabine passagers d'avion équipée d'un exemple de harnais selon l'état de la technique (déjà commentée) ; - en
figure 2a à 2c , des vues frontale et en coupes selon II-II et II'-II' d'un exemple de connecteur terminal selon l'invention ; - en
figures 3a à 3c , des exemples schématiques en vues latérales et supérieures de liaisons d'un connecteur terminal selon l'invention au réseau de retour de courant ; - en
figures 4a à 4c , des vues frontales et en coupes selon IV-IV et IV'-IV' d'un exemple de connecteur intermédiaire multipoints ; - en
figure 5 , une vue en coupe transversale d'un des conducteurs de nappe à sertir dans un connecteur ; - en
figures 6a à 6d , des vues frontales (figures 6a et 6c ) et en coupe (figures 6b et 6d )), respectivement avant et après sertissage, d'un exemple d'outil de sertissage de conducteurs dans un connecteur selon l'invention ; - en
figures 7a à 7d , des vues en perspective (figures 7a et 7b ), une vue frontale (figure 7c ) et une vue en coupe (figure 7d ) d'un autre exemple d'outil de sertissage de conducteurs dans un connecteur selon l'invention, et - en
figures 8a et 8b , une vue en perspective et une vue en coupe d'un connecteur terminal après sertissage des conducteurs avec l'outil selon lesfigures 7a à 7d .
- in
figure 1 , a cross-sectional view of a passenger cabin portion of aircraft equipped with an example of harness according to the state of the art (already commented); - in
Figure 2a to 2c front and section views according to II-II and II'-II 'of an exemplary terminal connector according to the invention; - in
Figures 3a to 3c schematic examples in side and top views of connections of a terminal connector according to the invention to the current return network; - in
Figures 4a to 4c front and sectional views according to IV-IV and IV'-IV 'of an example of multipoint intermediate connector; - in
figure 5 a cross-sectional view of one of the crimped ply conductors in a connector; - in
Figures 6a to 6d , frontal views (Figures 6a and 6c ) and in section (Figures 6b and 6d )), respectively before and after crimping, of an example of crimping tool of conductors in a connector according to the invention; - in
Figures 7a to 7d , perspective views (Figures 7a and 7b ), a frontal view (Figure 7c ) and a sectional view (figure 7d ) another example of a tool for crimping conductors in a connector according to the invention, and - in
Figures 8a and 8b , a perspective view and a sectional view of a terminal connector after crimping the conductors with the tool according to theFigures 7a to 7d .
Des signes de référence identiques, utilisés dans les différentes figures, se rapportent à des éléments identiques ou techniquement équivalents. Les termes « supérieur », « médian » et « inférieur » se réfèrent au positionnement relatif en mode standard d'utilisation ou de montage. Les termes « longitudinal » et « transversal » qualifient des éléments s'étendant respectivement selon une direction donnée et selon un plan perpendiculaire à cette direction, en particulier « longitudinal » renvoie à l'axe de fuselage d'un avion.Identical reference signs, used in the various figures, refer to identical or technically equivalent elements. The terms "upper", "middle" and "lower" refer to relative positioning in standard mode of use or mounting. The terms "longitudinal" and "transverse" qualify the elements respectively extending in a given direction and in a plane perpendicular to this direction, in particular "longitudinal" refers to the axis of fuselage of an aircraft.
Les connecteurs terminaux 32, tel que celui illustré par les vues frontale et en coupes II-II et II'-II' des
Les connecteurs terminaux 32 sont raccordés aux pièces métalliques de support 11 et de traverse 14 (
Le connecteur terminal illustré possède un axe de symétrie longitudinal X'X avec une avancée 32a en pointe, l'ouverture 54 étant réalisé sensiblement au centre de cette extrémité. Une telle interface de fixation peut recevoir un soyage, un pliage selon un angle donné, etc. Selon d'autres variantes, l'interface peut être à déconnexion rapide, par ¼ de tour ou équivalent.The terminal connector illustrated has a longitudinal axis of symmetry X'X with a tip advanced 32a, the
Dans les exemples schématiques illustrés par les vues latérales et supérieures des
S'agissant des connecteurs intermédiaires 34, des vues frontale et en coupes IV-IV et IV'-IV' sont illustrées respectivement par les
Ce connecteur comporte des parois supérieure 34s et inférieure 34i entre lesquelles s'étendent des alvéoles 58 sur toute la longueur des côtés 34c. Les alvéoles 58 sont constituées par des cavités longitudinalement traversantes qui percent le connecteur 34 de part en part. Ces cavités sont terminées par des chanfreins 58c facilitant l'accès des conducteurs dans les alvéoles 58.This connector has upper 34s and
Les conducteurs 51, tels que celui représenté en coupe en
L'interface du connecteur intermédiaire 34 avec les pièces métalliques de l'avion est adaptée aux besoins spécifiques. Ainsi, les connecteurs intermédiaires 34 peuvent présenter une seule avancée 35 avec une ouverture de fixation 56 ou, comme représenté, deux avancées 35 symétriques par rapport à l'axe longitudinal X'X, avec deux ouvertures de fixation 56. L'étendue de la plage de contact électrique 56a qui entoure l'ouverture de fixation 56 est optimisée en fonction du dégagement thermique et les fixations sont effectuées par vissage ou équivalent à travers les ouvertures 56.The interface of the
Comme pour les connecteurs terminaux, cette interface peut recevoir un soyage, un pliage à un angle donné ou équivalent. Egalement, d'autres variantes de cette interface peuvent être à déconnexion rapide, ¼ de tour ou équivalent. Avantageusement, ces connecteurs intermédiaires 34 permettent de connecter un câble de retour de courant d'un équipement au plus près de cet équipement, en formant un « té » de dérivation, par exemple à l'aide des raccords R1 à R3 illustrés par les
Ainsi, l'interface du connecteur intermédiaire multipoints 34 avec la nappe plate est réalisée par insertion et sertissage de chaque conducteur dans une alvéole individuelle 58. Chaque conducteur 51 est composé de brins d'aluminium élémentaires 55 groupés en toron, comme illustré par la vue en coupe de la
Lors de la mise en place d'une nappe donnée, des outillages dédiés permettent de découper et de sertir chaque portion de nappe dans les connecteurs 32 et 34 pour réaliser le harnais souhaité. La connectique du harnais est ainsi adaptable en fonction de la configuration et des dimensions de l'installation à réaliser. En particulier, cette connectique peut s'adapter à la résistivité de la liaison à connecter, du courant de transit ou de surintensité, du nombre de points de fixation et de l'encombrement de l'installation ainsi que du nombre de pièces à raccorder.During the establishment of a given sheet, dedicated tools are used to cut and crimp each portion of the sheet in the
La géométrie des connecteurs permet de réduire leur masse totale au strict minimum. En particulier, l'épaisseur des connecteurs 32 et 34 entre leurs parois est juste au diamètre maximum des conducteurs 51 tout en restant suffisante pour conserver une robustesse compatible avec la présence des alvéoles.The geometry of the connectors makes it possible to reduce their total mass to the strict minimum. In particular, the thickness of the
Les connecteurs sont avantageusement constitués par un alliage d'aluminium pour usage électrique, et présentent donc une faible résistivité. Un traitement de surface des connecteurs (nickelage, étamage,...) est de préférence réalisée pour que cette surface soit peu résistive et forme des liaisons électriques en interface avec un ajustement serré par frettage avec les supports 11, 12, et les traverses 14, 16 devant être raccordés (cf.
La nappe est également modulaire afin de faciliter son adaptabilité : le nombre de conducteurs 51, leur section, les dimensions des connecteurs, le nombre de connecteurs intermédiaires, l'épaisseur et la largeur de la nappe sont ajustables. De plus, les interfaces électriques et mécaniques de raccordement sont adaptables à la pièce à raccorder.The sheet is also modular in order to facilitate its adaptability: the number of
La finition au niveau des connecteurs d'extrémité 32 et intermédiaires 34 est assurée par des tronçons de gaine polyoléfine thermo-rétractable ou équivalent. Cette enveloppe externe de finition rétreinte, à cheval entre chaque connecteur et la nappe plate, protège ainsi mécaniquement les sertissages et la sortie des conducteurs en recouvrant complètement cette interface connecteurs/conducteurs. Cette enveloppe externe de finition est, dans un autre exemple, réalisée par un surmoulage localisé, basse ou haute pression.The finish at the
Concernant plus précisément le sertissage des conducteurs 51 dans chaque alvéole de connecteur, celui-ci est réalisé par un outillage dédié. Selon l'invention, un tel outillage exerce une pression simultanée et uniforme sur les parois 32s et 32i des connecteurs terminaux 32 (ou entre les parois 34s et 34i des connecteurs intermédiaires 34), afin d'optimiser la connectique en minimisant la déformation plastique et le déplacement de la matière des connecteurs. Avantageusement, la maîtrise de la pression de sertissage ne provoque pas de crique dans le connecteur 32.Regarding more precisely the crimping of the
Le sertissage de toutes les alvéoles 57 est réalisé simultanément et en une seule opération. Le sertissage comprime et déforme les brins individuels des conducteurs 51 mais ne change pas la section équivalente de matière conductrice des conducteurs.The crimping of all the
La longueur de sertissage élémentaire est telle que la force de traction qu'il faut exercer sur un conducteur 51 pour le faire glisser ou l'arracher de son sertissage est supérieure à la limite élastique de ce conducteur.The elementary crimping length is such that the pulling force that must be exerted on a
Avantageusement, les conducteurs ne sont pas détoronnés avant sertissage. La résistance électrique d'un sertissage élémentaire est alors inférieure ou égale à la résistance électrique de la longueur de conducteur équivalente à la longueur du sertissage.Advantageously, the drivers are not uncracked before crimping. The electrical resistance of an elemental crimp is then less than or equal to the electrical resistance of the length of conductor equivalent to the length of the crimping.
Le traitement de surface adéquat des conducteurs 51 - par nickelage, étamage, argenture ou équivalent - permet une compatibilité électrochimique avec celui des connecteurs. Et les traitements de surfaces ne sont pas détruits par le sertissage.The adequate surface treatment of the conductors 51 - by nickel plating, tin plating, silver plating or the like - allows electrochemical compatibility with that of the connectors. And the surface treatments are not destroyed by crimping.
En référence aux vues frontale et en coupe des
La nervure N1 de la coque 21s, positionnée transversalement, se situe approximativement à mi-chemin de la portion 51 p des conducteurs 51 située dans les alvéoles 57. Ce positionnement est également adapté pour sertir les conducteurs dans un connecteur intermédiaire selon l'invention.The rib N1 of the
Lors du sertissage, une même pression Ps est exercée sur chaque coque 21 s et 21 i de l'outil 21, de sorte à rapprocher les deux coques 21 s et 21 i jusqu'au contact des bords B1, comme illustré par les
Selon un autre exemple d'outil de sertissage, en référence aux figures en perspective 7a et 7b, la coque supérieure 22s de l'outil 22 possède, comme précédemment, une nervure transversale N1. La face interne F2 de la coque inférieure 22i possède deux nervures transversales N2 et N3. Dans ces conditions, lors du sertissage des conducteurs 51 d'un connecteur 32, comme illustré plus précisément par les
Comme illustré par les vues en perspective et en coupe du connecteur 32 sur les
Après sertissage, les performances électriques et mécaniques sont atteintes :
- la valeur de résistance électrique d'un sertissage est strictement inférieure à la valeur de résistance électrique d'une longueur de conducteur équivalente à la longueur du sertissage (évoqué plus haut) ;
- dans un connecteur donné, les résistances électriques des sertissages sont toutes situées dans une plage de variation des unes par rapport aux autres de l'ordre de 5% environ, ce qui permet d'éviter la circulation de courants inhomogènes dans les conducteurs 51;
- la valeur de la résistance à la traction est au moins égale à la valeur de la limite élastique du conducteur 51.
- the electrical resistance value of a crimp is strictly less than the electrical resistance value of a conductor length equivalent to the length of crimping (mentioned above);
- in a given connector, the electrical resistances of the crimps are all situated in a range of variation relative to each other of about 5%, which makes it possible to avoid the circulation of inhomogeneous currents in the
conductors 51; - the value of the tensile strength is at least equal to the value of the elastic limit of the
conductor 51.
L'invention n'est pas limitée aux exemples de réalisation décrits et représentés. Il est par exemple possible de prévoir des connecteurs intermédiaires hybrides constitués en partie par des cavités traversantes et par des alvéoles borgnes pour loger les conducteurs. En outre, les conducteurs sont de préférence en alliage d'aluminium mais pourraient également être éventuellement en alliage de cuivre ou de titane.The invention is not limited to the embodiments described and shown. It is for example possible to provide hybrid intermediate connectors formed in part by through cavities and by blind cells to house the conductors. In addition, the conductors are preferably aluminum alloy but could also be optionally copper or titanium alloy.
Claims (10)
- Method for connecting by means of crimping electrical conductors (51) in connectors (32, 34) for equipotential connection of a planar and flexible layer which is formed by these conductors, to metal components (11, 12, 14), characterised in that these electrical conductors (51) are positioned in individual longitudinal and parallel cells (57, 58) which are formed between two planar walls (32s, 32i; 34s, 34i) of each connector (32, 34), in that these conductors (51) are then crimped in a crimping zone (Zs) by means of simultaneous transverse punching of at least one wall (32s, 32i; 34s, 34i) of a connector (32, 34), and in that this transverse punching forms at least one corresponding transverse groove line (Rc) on said at least one connector wall (32s, 32i; 34s, 34i) and, by means of load transfer, on each of the conductors (51).
- Connection method according to claim, 1, wherein the punching is carried out by uniform pressing (Ps) of a rib (N1, N2, N3) on at least one wall (32s, 32i; 34s, 34i) of the connector (32, 34).
- Connection method according to either of the preceding claims, wherein the punching is alternated so that the transverse grooves (Rc) are interleaved in order to form an undulating routing for the conductors (51) in the connectors (32, 34).
- Connection method according to any of the preceding claims, wherein the ribs (N1, N2, N3) and the corresponding grooves (Rc) are cylindrical.
- Crimping tool (21, 22) which is capable of implementing the method according to any of the preceding claims, characterised in that it comprises two shells (21s, 21i; 22s, 22i), each shell having a main wall (P1) which forms an inner face (F1) which is provided with at least one transverse rib (N1, N2, N3), each shell (21s, 21i; 22s, 22i) also having end edges (B1) which are folded over perpendicularly relative to the walls (P1) so as to define an inner space (E1) and in that, in this space (E1), a connector (32, 34) of conductors (51) which are arranged perpendicularly relative to the ribs (N1, N2, N3) is introduced.
- Crimping tool according to the preceding claim, characterised in that it comprises two ribs (N2, N3) on the inner face (F1) of a shell (21 s, 21 i; 22s, 22i) and a rib (N1) which is interleaved between the other two ribs (N2, N3) on the inner face (F1) of the other shell (21i, 21s; 22i, 22s) which is arranged opposite during the crimping operation.
- Multi-point modular connector (32, 34) for connecting a layer of parallel conductors (51) to a metal current return component (11, 12, 14), comprising internal longitudinal cells (57, 58) for accommodating the conductors, these cells (57, 58) being formed by two inner wall faces (32s, 32i; 34s, 34i) which extend longitudinally, characterized in that at least one crimping groove (Rc) of the conductors (51), formed on each of said conductors (51), extends transversely over at least one inner wall face (32s, 32i; 34s, 34i), and in that it also comprises means (2, 3, 4, 2c, 4c) for connection to metal current return components, these means being fixed at least at one opening (54, 56) which is formed in said walls (32s, 32i; 34s, 34i).
- Multi-point modular connector according to the preceding claim, wherein the connector is a terminal connector (32) in which blind cells (57) open at a transverse face (32c).
- Multi-point modular connector according to either claim 7 or claim 8, wherein the connector is an intermediate connector (34) in which the cells (58) are through-cells and open at the end at two transverse faces (34c).
- Connection wiring loom which is capable of connecting metal current return components (11, 12, 14), characterised in that it comprises parallel conductors (51) which form a planar and flexible layer, the conductors being crimped in accordance with the method according to any of claims 1 to 4, in terminal multi-point modular connectors (32) and intermediate multi-point modular connectors (34) according to any of claims 7 to 9 for connection to said metal components (11, 12, 14), and a protection casing which covers the connection between the layer and the connectors.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR1253935A FR2990071B1 (en) | 2012-04-27 | 2012-04-27 | METHOD FOR CONNECTING CONDUCTORS OF AN EQUIPOTENTIAL CONNECTING FLAP, AND CRIMPING TOOL, CONNECTORS, AND HARNESS EQUIPPED WITH SUCH CONNECTORS |
| PCT/FR2013/050865 WO2013160592A1 (en) | 2012-04-27 | 2013-04-18 | Method for connecting the conductors of a flexible bonded (equipotential) connection layer, as well as crimping tool, connectors and wiring loom fitted with such connectors |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2842199A1 EP2842199A1 (en) | 2015-03-04 |
| EP2842199B1 true EP2842199B1 (en) | 2016-06-22 |
Family
ID=46598724
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP13728777.7A Active EP2842199B1 (en) | 2012-04-27 | 2013-04-18 | Method for connecting the conductors of a flexible bonded (equipotential) connection layer, as well as crimping tool, connectors and wiring loom fitted with such connectors |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US9711925B2 (en) |
| EP (1) | EP2842199B1 (en) |
| JP (1) | JP6662636B2 (en) |
| CN (1) | CN104488144B (en) |
| BR (1) | BR112014026571B1 (en) |
| CA (1) | CA2871224C (en) |
| FR (1) | FR2990071B1 (en) |
| RU (1) | RU2614152C2 (en) |
| WO (1) | WO2013160592A1 (en) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11436011B2 (en) | 2020-02-18 | 2022-09-06 | Samsung Electronics Co., Ltd. | Processing method and processing device with matrix multiplication computation |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU1078520A1 (en) * | 1982-09-23 | 1984-03-07 | Предприятие П/Я А-1698 | Apparatus for connecting cable conductors by moulding |
| JPS60136480U (en) * | 1984-02-23 | 1985-09-10 | ヒロセ電機株式会社 | electrical connectors |
| JPS62291879A (en) * | 1986-06-12 | 1987-12-18 | 日立電線株式会社 | Connection of flat cable |
| JPH0815099B2 (en) * | 1988-04-28 | 1996-02-14 | 日立電線株式会社 | Twisting connection method of flat cable |
| JPH0386585U (en) * | 1989-12-21 | 1991-09-02 | ||
| JP3426742B2 (en) * | 1994-10-07 | 2003-07-14 | 日本端子株式会社 | Crimping structure of crimping terminal and wire and crimping tool |
| US5535512A (en) * | 1994-10-12 | 1996-07-16 | Armogan; Lloyd | Method of making a hermetically sealed electrical connector |
| JP3453630B2 (en) * | 1999-06-30 | 2003-10-06 | 日本航空電子工業株式会社 | Coaxial cable connector |
| FR2826518A1 (en) * | 2001-06-20 | 2002-12-27 | Siemens Automotive Eeds System | Car equipotential flat cable having fixing feet with pins facing conductor tracks and conductor material connector connection. |
| JP2007188654A (en) * | 2006-01-11 | 2007-07-26 | Yazaki Corp | Manufacturing method and manufacturing apparatus of flat circuit body with terminal |
| JP4990011B2 (en) * | 2007-04-13 | 2012-08-01 | 株式会社三英社製作所 | Wire connection method and wire connection compression die used therefor |
| RU2352036C1 (en) * | 2007-06-25 | 2009-04-10 | Олег Алексеевич Чадов | Method of conductor linking |
| JP5324769B2 (en) * | 2007-10-19 | 2013-10-23 | 芝浦メカトロニクス株式会社 | Electronic component mounting apparatus and mounting method |
| JP2010146739A (en) * | 2008-12-16 | 2010-07-01 | Sumitomo Wiring Syst Ltd | Wire connecting sleeve, method of manufacturing the same, repair wire pre-connected with wire connection sleeve by crimping, and method of connecting wire |
| JP2011003363A (en) * | 2009-06-17 | 2011-01-06 | Hirose Electric Co Ltd | Crimp terminal structure, and terminal crimping device |
| JP2011150822A (en) * | 2010-01-20 | 2011-08-04 | Autonetworks Technologies Ltd | Crimp terminal, flat cable with crimp terminal, and crimping device used for manufacturing flat cable with crimp terminal |
-
2012
- 2012-04-27 FR FR1253935A patent/FR2990071B1/en not_active Expired - Fee Related
-
2013
- 2013-04-18 BR BR112014026571-2A patent/BR112014026571B1/en not_active IP Right Cessation
- 2013-04-18 WO PCT/FR2013/050865 patent/WO2013160592A1/en active Application Filing
- 2013-04-18 EP EP13728777.7A patent/EP2842199B1/en active Active
- 2013-04-18 JP JP2015507579A patent/JP6662636B2/en not_active Expired - Fee Related
- 2013-04-18 RU RU2014146152A patent/RU2614152C2/en active
- 2013-04-18 US US14/396,592 patent/US9711925B2/en active Active
- 2013-04-18 CA CA2871224A patent/CA2871224C/en not_active Expired - Fee Related
- 2013-04-18 CN CN201380025934.4A patent/CN104488144B/en active Active
Non-Patent Citations (1)
| Title |
|---|
| None * |
Also Published As
| Publication number | Publication date |
|---|---|
| RU2014146152A (en) | 2016-06-20 |
| FR2990071B1 (en) | 2014-05-02 |
| RU2614152C2 (en) | 2017-03-23 |
| US20150107893A1 (en) | 2015-04-23 |
| FR2990071A1 (en) | 2013-11-01 |
| CN104488144A (en) | 2015-04-01 |
| JP6662636B2 (en) | 2020-03-11 |
| EP2842199A1 (en) | 2015-03-04 |
| JP2015518251A (en) | 2015-06-25 |
| BR112014026571A2 (en) | 2017-06-27 |
| WO2013160592A1 (en) | 2013-10-31 |
| CA2871224A1 (en) | 2013-10-31 |
| CN104488144B (en) | 2017-11-17 |
| CA2871224C (en) | 2021-02-09 |
| US9711925B2 (en) | 2017-07-18 |
| BR112014026571B1 (en) | 2021-07-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2842208B1 (en) | Current return connecting loom and method for mounting on a composite fuselage frame | |
| EP2056036B1 (en) | Device for electrically heating an air flow circulating in a ventilation, heating and/or air-conditioning installation of an automobile vehicle | |
| EP2063495B1 (en) | Connection bar with flat interface | |
| CN104380537B (en) | Electric connection system | |
| EP2805392B1 (en) | Connection method, equipotential shunt connection and equipotential bonding current return network in a non-conductive architecture | |
| WO2015128305A1 (en) | Cell for storing power, comprising at least one male element and one female element equipped with electrical connection interfaces | |
| CA2722398C (en) | Expandable cable trough for aircraft with composite material structure | |
| CA2715406C (en) | Cable trough for aircraft with composite material structure | |
| EP2842199B1 (en) | Method for connecting the conductors of a flexible bonded (equipotential) connection layer, as well as crimping tool, connectors and wiring loom fitted with such connectors | |
| FR2584875A1 (en) | TOOL FOR CONDUCTOR INSERTION | |
| FR2545973A1 (en) | Process for making electrical cables, the conducting or non-conducting constituent elements, and the cables and corresponding assemblies, as well as the means for manufacturing the conducting or non-conducting elements | |
| EP3633794B1 (en) | Connector | |
| EP3555963B1 (en) | Electrical connection element equipped with a contact element and manufacturing method thereof | |
| EP3633690A1 (en) | Multi-conductor electric cable | |
| EP2439808B1 (en) | Device for the electrical connection of battery modules | |
| EP2690710B1 (en) | Method for manufacturing a device for electric connection of the terminals belonging to several modular electric units, and connection device obtained by means of this method | |
| EP3109948A1 (en) | Method for manufacturing an electrical contact, and electrical contact | |
| WO2005001999A1 (en) | Connection device for electrically-conducting panels | |
| FR3008832A1 (en) | POWER CUT BAR FOR CONNECTING MULTIPLE LINES OF ELECTRIC CABLES BY STEP | |
| FR2989526A1 (en) | BRIDGE DEVICE USING DIFFERENT MATERIALS AND METHOD FOR MANUFACTURING THE SAME | |
| EP2463973A1 (en) | Electrified cable routing system |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20141114 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: BARRAUD, FLORIAN Inventor name: BIESSE, JEAN-LUC Inventor name: AYME, ARNAUD, CAMILLE Inventor name: BOUTOT, DAVID |
|
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20160315 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: FRENCH |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 808153 Country of ref document: AT Kind code of ref document: T Effective date: 20160715 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602013008781 Country of ref document: DE |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: SAFRAN ELECTRICAL & POWER Owner name: MECATRACTION |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20160622 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160922 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160622 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160622 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 808153 Country of ref document: AT Kind code of ref document: T Effective date: 20160622 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160622 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160622 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160923 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160622 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160622 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160622 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160622 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160622 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160622 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160622 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160622 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161022 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160622 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160622 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160622 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161024 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160622 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602013008781 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 5 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20170323 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160622 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160622 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160622 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170430 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170418 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170430 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20170430 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170418 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160622 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160622 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20130418 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160622 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160622 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160622 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160622 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20200323 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20200319 Year of fee payment: 8 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 602013008781 Country of ref document: DE |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20210418 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210418 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20211103 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20240320 Year of fee payment: 12 |