EP2826608A1 - Method of moulding kneadable material and mould for kneadable material - Google Patents
Method of moulding kneadable material and mould for kneadable material Download PDFInfo
- Publication number
- EP2826608A1 EP2826608A1 EP13177068.7A EP13177068A EP2826608A1 EP 2826608 A1 EP2826608 A1 EP 2826608A1 EP 13177068 A EP13177068 A EP 13177068A EP 2826608 A1 EP2826608 A1 EP 2826608A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- kneadable material
- distance
- kneadable
- mould
- arm
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B11/00—Apparatus or processes for treating or working the shaped or preshaped articles
- B28B11/08—Apparatus or processes for treating or working the shaped or preshaped articles for reshaping the surface, e.g. smoothing, roughening, corrugating, making screw-threads
- B28B11/10—Apparatus or processes for treating or working the shaped or preshaped articles for reshaping the surface, e.g. smoothing, roughening, corrugating, making screw-threads by using presses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B11/00—Apparatus or processes for treating or working the shaped or preshaped articles
- B28B11/003—Apparatus or processes for treating or working the shaped or preshaped articles the shaping of preshaped articles, e.g. by bending
Definitions
- the invention relates to a method of moulding kneadable material and a mould for kneadable material destinated to produce thin clay strips for wall cladding and other materials.
- first bricks are made and the stone strips are made from the bricks.
- sand is deposited in a mould.
- the mould has a bottom, 2 sidewalls, 2 end walls and an opening for entry and release of the clay and is approximately 230 mm long, 115 mm wide and 55 mm high.
- the sidewalls are approximately 230 mm long and 55 mm high.
- the end walls are approximately 115 mm wide and 55 mm high.
- a quantity of clay is rolled through sand or sawdust and thrown into the sanded mould.
- the clay When the clay is thrown into the mould, the clay deforms and obtains an irregular structure on the sides parallel to the throwing direction, i.e. on the sides facing the sidewalls and the end walls.
- the side of the clay facing the bottom of the mould and the side facing the opening do not obtain the desired irregular shape.
- the side facing the bottom is shaped as the bottom. This means that there are two surfaces facing the approximately 230 mm by 55 mm sidewalls which obtain an irregular surface and also two other sides facing the approximately 115 mm by 55 mm end walls that have that same irregular surface.
- the clay will shrink about 5% - 15 %, such that the dried clay will have dimensions of approximately 210 mm by 100 mm by 50 mm. Most of the sand and/or saw dust will be released from the sides of the clay brick. Then the dried clay is heated in an oven. An oven can be a kiln. Any present sawdust will be burnt in the oven and any sand still sticking to the outside of the clay will drop of, which leaves a special irregular surface structure.
- each sidewall corresponds to 2 stone strips.
- the approximately 210 mm long side together with the 100 mm long side are cut of in an angled piece.
- the dimensions of the mould cannot be adapted to the desired dimensions of the stone strips, as the dimensions of the stone strips are such that releasing the clay from the narrow mould by flipping the mould would in many cases deform the clay tablet and the clay tablet would be unusable for producing a stone strip.
- the clay tablet will deform easily when it sticks to the mould and is pushed out because the moulded clay tablet with dimensions for a stone strip is thinner than for a brick. The deformation leads to unusable strips.
- a method for moulding kneadable material in the final shape for a stone strip comprising:
- the moveable plate does not apply pressure to the kneadable material before the side press presses against the kneadable material. Because the side press presses the kneadable material against the third surface the stresses in the kneadable material will cause the kneadable material to wrinkle in the open space between the kneadable material and the second surface. On applying pressure by the side press, the wrinkles will be pushed against the moveable plate which will push the support and the moveable plate away from each other. Because the moveable plate and support are pushed away from each other to a second distance, the desired surface irregularities are obtained. The maximum thickness of the kneadable material product is determined by the second distance so that the thickness is controlled.
- the clay tablet can be covered with sand, sawdust, water or another loose material.
- sand, sawdust, water or another loose material When the clay tablet is moulded and the wrinkles are formed, the loose material will fall into those wrinkles. As a result, the loose material will keep the wrinkles despite the counter force of the moveable plate, which would otherwise flatten the wrinkles.
- the final appearance of the moulded clay will depend on whether loose material is used, the counter pressure of the movable plate, the plasticity of the clay, the amount of clay, the humidity of the clay used and so forth.
- the method comprises cutting the kneadable material at a first position in a third direction and a second position in the third direction, the third direction being perpendicular to both the first direction and the second direction.
- the kneadable material is cut at the first position and the second position, the kneadable material obtains a fixed dimension which is convenient for the remainder of the production process. In the case of manufacturing a building product, this is advantageous as well for the use of the building product during building activities.
- the cutting movement is in the second direction.
- the method comprises cutting the kneadable material with a first arm and a second arm of the side press.
- the cutting action is performed by the same movement as the pressing movement of the side press, which contributes to using only a few moving parts which contributes to easy maintenance. Moreover, once the cutting action is completed, the first arm and second arm are pulled away from the kneadable material without requiring further moving components with obviously similar advantages.
- the kneadable material is clay and the method is used for producing building products such as stone strips.
- the method can also be used with other kneadable material, than clay, to produce strips of another material, for example plastic strips having a hand moulded look.
- a mould for kneadable material with an unmoulded thickness comprising
- the moveable plate does not apply pressure to the kneadable material before the side press presses against the kneadable material. Because the side press presses the kneadable material against the third surface, the stresses in the kneadable material will cause the kneadable material to wrinkle in the open space between the kneadable material and the second surface. On applying pressure by the side press, the wrinkles will be pushed against the moveable plate. Because the moveable plate and support are pushed away from each other to a second distance, the maximum thickness and density of the kneadable material product is controlled.
- the side press comprises an arm (8,9) protruding toward the third surface (71) from the forth surface (61), wherein the arm is arranged to cut the kneadable material while the side press moves to press against the kneadable material.
- the arm protrudes toward the third surface from the forth surface and is aligned with it, it cuts the kneadable material when the side press is moved in the second direction.
- the maximum height of the arm in the first direction is equal to the first distance.
- the arm had a height less than or equal to the first distance, the arm can be moved in between the first surface and the second surface. This is advantageous as the moveable plate can be larger than the moulded product and does not require exchanging when the desired size of the moulded kneadable material changes. As it is equal to the first distance, excess kneadable material may escape between the arm and the moveable plate.
- the mould is arranged for producing stone strips from clay.
- kneadable material is prepared for moulding in a kneading section.
- the kneadable material may be clay for producing stone strips or other building products.
- a dosing hopper unit This unit is arranged to receive the kneaded kneadable material and to provide a dose of the kneaded kneadable material in the form of a tablet to a conveyor belt.
- the conveyor belt transports the tablet to a mould.
- the tablet (5) may be sprinkled before being placed on a first surface (21) or at least before being moulded to further influence the shape of irregularities of the surface of the tablet (5).
- a clay tablet for a stone strip it may be sprinkled with sand, or wood or water.
- the fist direction will be used interchangeably with the z-direction, the second direction interchangeably with the y-direction and the third direction interchangeably with the x-direction.
- the mould (1) comprises a support (2) with the first surface (21) ( figure 1 ).
- the first surface may be the surface of the conveyor belt.
- the first surface is advantageously perpendicular a first direction (the z direction in the figure) and this first direction is advantageously parallel to the force of gravity.
- the first surface can support the kneaded kneadable material (5) as provided by the dosing hopper unit.
- the mould (1) further comprises a movable plate (3) comprising a second surface (31).
- the moveable plate (3) is suspended from a positioner (4).
- the positioner (4) is arranged to position the moveable plate (3) at a first distance from the first surface in a next step of the moulding process. This first distance is larger than the thickness of the tablet (5), which means that the moveable plate (3) is suspended above the kneadable material.
- the settings of the positioner are adaptable and the first distance can be varied by an operator.
- the mould (1) further comprises a side press (6) arranged to press the tablet (5) of kneadable material against a third surface (71) of a wall (7).
- the side press (6) is pressed towards the wall (7) by a push rod (62).
- the direction along which the side press (6) is moved i.e. the second direction (the y-direction in figure 1 ), is perpendicular to the first direction.
- the third surface is perpendicular to the second direction as is the forth surface (61) of the side press facing the third surface.
- the positioner (4) exerts a force lower than the force exerted by the push rod (62). At a threshold force, the second surface (31) is pushed away from the first surface (21) by the kneadable material (not shown). The positioner (4) can be pushed away to travel a maximum distance which in combination with the first distance corresponds to a second distance between the first surface (21) and the second surface (31). At the maximum distance, the positioner (4) stops.
- the force exerted by the positioner and the speed at which it is advanced can be varied by an operator for optimizing the shape of the irregularities in the kneadable material and to adapt to different process conditions such as differences in the composition of the kneadable material material.
- the push rod (62) is advanced until the forth surface (61) of the side press is at a sideways distance from the third surface (71) of the wall corresponding to the desired width of the product to be made from the kneadable material, for instance 40, 50, 52, 65, 71 mm for a stone strip.
- the side press comprises a first arm (8) and a second arm (9) ( figure 3).
- Figure 3 shows the side press in a position before applying pressure to the tablet (5).
- the first arm and the second arm protrude from the forth surface (61) towards the wall (7) and hence toward the third surface (71).
- the first arm (8) and the second arm (9) are on opposite sides of the forth surface (61) and have a length corresponding to the sideways distance. Together with the forth surface (61) the first arm (8) and the second arm (9) define a U-shaped form.
- first arm (8) and the second arm (9) While being pressed towards the wall (7), the first arm (8) and the second arm (9) cut through kneadable material of the tablet (5) to produce a moulded product with the length determined by the distance between the first arm (8) and the second arm (9).
- the positions where the moulded tablet (5) is cut to length are indicated by dashed lines.
- the second surface (31) is larger than the U-shaped form defined by the first arm (8), the second arm (9) and the forth surface (61) so that the kneadable material facing the second surface (31) is subjected to the same process conditions as much as possible, leading to a homogeneous irregular structure on the surface of the kneadable material.
- the wall may be higher than the height of the forth surface (61), for instance higher than the combined height of the forth surface (61) and the thickness of the moveable plate (3).
- the height of the forth surface (61), i.e. its dimension in the z-direction, is typically between 6 and 25 mm. This height corresponds to the desired thickness of the moulded clay tablet.
- the desired dimensions of the moulded clay tablet also determine the minimum dimensions of the mould further.
- the moulded clay tablet typically is 190, 210 or 240 mm long and 40, 50, 52, 65, 71 mm wide. Here the length is in the x-direction and the width is in the y-direction.
- the moveable plate (3) may be larger than 240 mm in x-direction and 71 mm in y-direction to be useable for any combination of the above dimensions of the moulded clay tablet.
- the wall, the moveable plate and the side press may be from metal such as stainless steel, wood, gypsum or a suitable plastic or a combination of such materials.
- the forth surface is a surface of a pressure wall (63) and the first arm (8) and the second arm (9) are rotably attached to the pressure wall (63).
- the side press (6) comprises rotation means to rotate the first arm (8) and the second arm (9) when the cutting operation has ended. This prevents that the kneadable moulded product sticks to the first arm or second arm when unloading the moulded tablet (5).
- the rotation means are also arranged to rotate the arms back into cutting position before the side press (6) is used to cut a new tablet(5).
- the side press (6) is returned to its original position further away from the wall (7) and the moveable plate (3) is returned to the loading position at which the distance of the second surface to the first surface is larger than the second distance (and hence the first distance).
- a cutting wire may be run between the wall (7) and the moulded tablet. For the same reason a cutting wire may be run between the first surface (21) and the moulded tablet (5). Then the moulded tablet is removed from the mould.
- material may be deposited on the kneadable material.
- this may for instance comprise spraying minerals to influence the colour or depositing enamel or otherwise.
- the moulded tablet is advanced to a further station, for instance a dryer for drying the moulded tablet.
- a further station for instance a dryer for drying the moulded tablet.
- the moulded tablet may also be advanced directly to an oven for baking the kneadable material.
- the side press (6) does not comprise the first arm (8) or the second arm (9) or neither of them.
- the moulded tablet (5) may be cut to length at only one position along the x-direction or not at all, or the moulded tablet (5) may be cut to length by two walls protruding towards the first surface from the moveable plate (3) or from two cutting elements (108,109) arranged to be moved towards the first surface ( figure 4 ).
- the cutting elements may be moveable in the first direction independent of the movement of the moveable plate (3) and may reach the first surface.
- the cutting elements may be plates with sharp edged ridges in the second direction.
- the cutting elements may also each comprise a cutting wire at the ends facing the first surface (21).
- the cutting wires help preventing that the kneadable material sticks to the cutting elements when the cutting elements are retreated to unload the moulded tablet (5) as well as establishing a well controlled shape of the moulded tablet (5) during cutting.
- the cutting wires may also be moveable along the cutting elements in the y or z-direction for loosening any clay sticking to the cutting elements.
- the cutting elements (108,109) are arranged to be moved in the y-direction, i.e. the second direction while cutting.
- the cutting elements may for instance first be moved in the z-direction from a loading position towards the first surface (21) to reach a cutting position and then in the y-direction towards the third surface (71) to cut the moulded tablet. After cutting, the cutting elements (108,109) may be moved back to the loading position by moving in the z-direction again and then in the y-direction.
- the mould is arranged to produce moulded kneadable material for forming a building product, such as a stone strip, to be used at a corner of a wall.
- the moulded kneadable material comprises a bend.
- the kneadable material (before being moulded) is shown in figure 5 .
- the first surface, the moveable plate (3) and the second surface (21), the wall (7) and third surface (71) and the side press (6) and the forth surface (61) all comprise a corresponding bend.
- a first part (51) of the kneadable material is at a first side of the bend and a second part (52) of the kneadable material is at a second side of the bend.
- the clay tablet may be placed in the mould either being bent or while still being straight.
- the moveable plate (3) By advancing the moveable plate (3) in diagonal direction, i.e. at an angle with both the x-direction and the z-direction, once contact is made with the clay tablet, the clay tablet is bend.
- the processing of the second part (52) of the kneadable material is similar to the processing of the first part (51) of the kneadable material during moulding except for the difference in the x and z directions. This way both the first part (51) and the second part (52) obtain a surface on the side of the moveable plate (3) with irregularities.
- the mould according to the invention and the method according to the invention can also be applied to other kneadable materials such as mortar, uncured concrete, kit or dough for baked food products with obvious changes.
- kneadable materials such as mortar, uncured concrete, kit or dough for baked food products with obvious changes.
- flour can be used to present sticking of the dough to the side press, the wall or the cutting elements.
Landscapes
- Engineering & Computer Science (AREA)
- Structural Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Mechanical Engineering (AREA)
- Press-Shaping Or Shaping Using Conveyers (AREA)
- Preparation Of Clay, And Manufacture Of Mixtures Containing Clay Or Cement (AREA)
Abstract
- depositing the kneadable material on a first surface (21) of a support (2), the first surface being perpendicular to a first direction;
- positioning a moveable plate (3) comprising a second surface (31) such that the second surface faces the kneadable material at a first distance from the first surface, the first distance being larger than the thickness of the kneadable material;
- using a side press (6, 63) to press the kneadable material against a third surface (71) in a second direction perpendicular to the first direction and such that the kneadable material pushes the moveable plate and the first plate with a force sufficient to move at least one of the moveable plate and support to a relative position corresponding to a second distance between the second surface and the first surface larger than the first distance.
Description
- The invention relates to a method of moulding kneadable material and a mould for kneadable material destinated to produce thin clay strips for wall cladding and other materials.
- In a known way to produce stone strips with an irregular surface with the appearance to be made by hand, first bricks are made and the stone strips are made from the bricks. For producing the bricks, sand is deposited in a mould. The mould has a bottom, 2 sidewalls, 2 end walls and an opening for entry and release of the clay and is approximately 230 mm long, 115 mm wide and 55 mm high. The sidewalls are approximately 230 mm long and 55 mm high. The end walls are approximately 115 mm wide and 55 mm high. Then a quantity of clay is rolled through sand or sawdust and thrown into the sanded mould. When the clay is thrown into the mould, the clay deforms and obtains an irregular structure on the sides parallel to the throwing direction, i.e. on the sides facing the sidewalls and the end walls. The side of the clay facing the bottom of the mould and the side facing the opening do not obtain the desired irregular shape. For instance the side facing the bottom is shaped as the bottom. This means that there are two surfaces facing the approximately 230 mm by 55 mm sidewalls which obtain an irregular surface and also two other sides facing the approximately 115 mm by 55 mm end walls that have that same irregular surface. After releasing the clay from the mould by flipping the mould upside down, the clay is dried. During drying, the clay will shrink about 5% - 15 %, such that the dried clay will have dimensions of approximately 210 mm by 100 mm by 50 mm. Most of the sand and/or saw dust will be released from the sides of the clay brick. Then the dried clay is heated in an oven. An oven can be a kiln. Any present sawdust will be burnt in the oven and any sand still sticking to the outside of the clay will drop of, which leaves a special irregular surface structure.
- Then stone strips are sawn from the bricks such that the stone strips each have an irregular surface, i.e. they each have a surface that was facing one of the sidewalls. With the dimensions of the mould and the desired dimensions of the stone strip (approximately 210 mm by 100 mm high and approximately 20 mm thick), each sidewall corresponds to 2 stone strips. In case an angle strip is needed, the approximately 210 mm long side together with the 100 mm long side are cut of in an angled piece.
- If one would like to produce thin stone strips, this would not work using the above mentioned method. The dimensions of the mould cannot be adapted to the desired dimensions of the stone strips, as the dimensions of the stone strips are such that releasing the clay from the narrow mould by flipping the mould would in many cases deform the clay tablet and the clay tablet would be unusable for producing a stone strip. The clay tablet will deform easily when it sticks to the mould and is pushed out because the moulded clay tablet with dimensions for a stone strip is thinner than for a brick. The deformation leads to unusable strips.
- At this time, the only way to produce a stone strip with a 'hand made' visual aspect, is cutting of a strip out of a hand made clay brick. Sawing the stone strips of a brick costs energy, costs sawing blades and creates a loss of stone material. As the stone material has been excavated in the quarry, hauled to the brick plant, kneaded and mixed, moulded, dried and baked in an oven, there is also an energy loss.
- It is an object of the invention to provide an alternative method to produce clay products with an irregular surface in a sustainable way, in other words: use less energy, labour, equipment and raw material.
- According to the invention there is provided a method for moulding kneadable material in the final shape for a stone strip, comprising:
- depositing the kneadable material on a first surface of a support, the first surface being perpendicular to a first direction;
- positioning a moveable plate comprising a second surface such that the second surface faces the kneadable material at a first distance from the first surface, the first distance being preferably larger than the thickness of the kneadable material;
- using a side press to press the kneadable material against a third surface in a second direction perpendicular to the first direction and such that the kneadable material pushes the moveable plate and the first plate with a force sufficient to move at least one of the moveable plate and the support to a relative position corresponding to a second distance between the second surface and the first surface larger than the first distance.
- As the first distance is preferably larger than the thickness of the kneadable material, the moveable plate does not apply pressure to the kneadable material before the side press presses against the kneadable material. Because the side press presses the kneadable material against the third surface the stresses in the kneadable material will cause the kneadable material to wrinkle in the open space between the kneadable material and the second surface. On applying pressure by the side press, the wrinkles will be pushed against the moveable plate which will push the support and the moveable plate away from each other. Because the moveable plate and support are pushed away from each other to a second distance, the desired surface irregularities are obtained. The maximum thickness of the kneadable material product is determined by the second distance so that the thickness is controlled.
- The clay tablet can be covered with sand, sawdust, water or another loose material. When the clay tablet is moulded and the wrinkles are formed, the loose material will fall into those wrinkles. As a result, the loose material will keep the wrinkles despite the counter force of the moveable plate, which would otherwise flatten the wrinkles.
- The final appearance of the moulded clay will depend on whether loose material is used, the counter pressure of the movable plate, the plasticity of the clay, the amount of clay, the humidity of the clay used and so forth.
- Eventually by moving the third and the fourth plates together the wrinkles could get another appearance.
- According to an embodiment, the method comprises cutting the kneadable material at a first position in a third direction and a second position in the third direction, the third direction being perpendicular to both the first direction and the second direction.
- Because the kneadable material is cut at the first position and the second position, the kneadable material obtains a fixed dimension which is convenient for the remainder of the production process. In the case of manufacturing a building product, this is advantageous as well for the use of the building product during building activities.
- According to an advantageous embodiment, the cutting movement is in the second direction.
- This is advantageous as this will result in the wrinkles or irregularities being pushed towards the moveable plate in the neighbourhood of the cut. This leads to a preferred deformation from an aesthetic point of view. For instance in the case where the method is used to produce a stone strips, this most closely resembles a stone strip which is completely made by hand.
- According to an embodiment, the method comprises cutting the kneadable material with a first arm and a second arm of the side press.
- By using a first arm and a second arm of the side press, the cutting action is performed by the same movement as the pressing movement of the side press, which contributes to using only a few moving parts which contributes to easy maintenance. Moreover, once the cutting action is completed, the first arm and second arm are pulled away from the kneadable material without requiring further moving components with obviously similar advantages.
- In an advantageous embodiment the kneadable material is clay and the method is used for producing building products such as stone strips.
- When the method is applied to produce stone strips, stone strips with a hand shaped appearance can efficiently be produced.
- However, the method can also be used with other kneadable material, than clay, to produce strips of another material, for example plastic strips having a hand moulded look.
- According to the invention there is provided a mould for kneadable material with an unmoulded thickness comprising
- a support with a first surface that is perpendicular to a first direction and that is arranged to support the kneadable material during moulding,
- a moveable plate comprising a second surface and arranged to be positioned at a first distance from the first surface, the first distance being larger than the unmoulded thickness, the mould further comprising
- a third surface and;
- a side press with a forth surface facing the third surface and arranged to be moved in a second direction for pressing the kneadable material against the third surface with the forth surface, the second direction being perpendicular to the first direction,
- As the first distance is larger than the unmoulded thickness of the kneadable material, the moveable plate does not apply pressure to the kneadable material before the side press presses against the kneadable material. Because the side press presses the kneadable material against the third surface, the stresses in the kneadable material will cause the kneadable material to wrinkle in the open space between the kneadable material and the second surface. On applying pressure by the side press, the wrinkles will be pushed against the moveable plate. Because the moveable plate and support are pushed away from each other to a second distance, the maximum thickness and density of the kneadable material product is controlled.
- According to an embodiment of the invention, the side press comprises an arm (8,9) protruding toward the third surface (71) from the forth surface (61), wherein the arm is arranged to cut the kneadable material while the side press moves to press against the kneadable material.
- Because the arm protrudes toward the third surface from the forth surface and is aligned with it, it cuts the kneadable material when the side press is moved in the second direction.
- According to an embodiment, the maximum height of the arm in the first direction is equal to the first distance.
- Because the arm had a height less than or equal to the first distance, the arm can be moved in between the first surface and the second surface. This is advantageous as the moveable plate can be larger than the moulded product and does not require exchanging when the desired size of the moulded kneadable material changes. As it is equal to the first distance, excess kneadable material may escape between the arm and the moveable plate.
- According to an embodiment, the mould is arranged for producing stone strips from clay.
- With the mould according to this embodiment, stone strips with a hand shaped appearance can efficiently be produced.
- Examples of embodiments the invention will now be described with reference to the accompanying schematic drawings. Corresponding reference symbols in the schematic drawings indicate corresponding parts. The schematic drawings are not necessarily to scale and certain features may be exaggerated to better illustrate and explain the present invention. Further, the examples are not intended to be exhaustive or otherwise limit or restrict the invention to the precise configurations shown in the drawings and disclosed in the following detailed description.
-
Figure 1 depicts a cross section of the mould before pressing against the kneadable material -
Figure 2 depicts a cross section of the mould while pressing against the kneadable material -
Figure 3 depicts a side press with arms -
Figure 4 depicts a mould with independently moveable cutting elements -
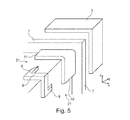
Figure 5 depicts a mould for moulding kneadable material into a corner product - In an example of the invention, kneadable material is prepared for moulding in a kneading section. The kneadable material may be clay for producing stone strips or other building products.
- Then the kneadable material is fed to a dosing hopper unit. This unit is arranged to receive the kneaded kneadable material and to provide a dose of the kneaded kneadable material in the form of a tablet to a conveyor belt. The conveyor belt transports the tablet to a mould.
- The tablet (5) may be sprinkled before being placed on a first surface (21) or at least before being moulded to further influence the shape of irregularities of the surface of the tablet (5). In the case of a clay tablet for a stone strip, it may be sprinkled with sand, or wood or water.
- Hereafter, the fist direction will be used interchangeably with the z-direction, the second direction interchangeably with the y-direction and the third direction interchangeably with the x-direction.
- The mould (1) comprises a support (2) with the first surface (21) (
figure 1 ). The first surface may be the surface of the conveyor belt. The first surface is advantageously perpendicular a first direction (the z direction in the figure) and this first direction is advantageously parallel to the force of gravity. By being nearly or completely perpendicular to the force of gravity, the first surface can support the kneaded kneadable material (5) as provided by the dosing hopper unit. - The mould (1) further comprises a movable plate (3) comprising a second surface (31). The moveable plate (3) is suspended from a positioner (4). When the first surface is provided with the kneadable material, the first moveable plate (3) is in a loading position. The positioner (4) is arranged to position the moveable plate (3) at a first distance from the first surface in a next step of the moulding process. This first distance is larger than the thickness of the tablet (5), which means that the moveable plate (3) is suspended above the kneadable material. For producing moulded kneadable material with different dimensions and surface irregularities, the settings of the positioner are adaptable and the first distance can be varied by an operator.
- The mould (1) further comprises a side press (6) arranged to press the tablet (5) of kneadable material against a third surface (71) of a wall (7). The side press (6) is pressed towards the wall (7) by a push rod (62). The direction along which the side press (6) is moved, i.e. the second direction (the y-direction in
figure 1 ), is perpendicular to the first direction. The third surface is perpendicular to the second direction as is the forth surface (61) of the side press facing the third surface. - While the forth surface is advanced towards the third surface by the push rod (62), the kneadable material is pressed against the third surface (71). After advancing the side press and thus the forth surface (61) sufficiently, the surface of the tablet (5) of kneadable material facing the second surface (31) starts to deform irregularly (
figure 2 ). - To control the thickness of the kneadable material as shaped by the mould (1) and the shape of the irregular deformations, the positioner (4) exerts a force lower than the force exerted by the push rod (62). At a threshold force, the second surface (31) is pushed away from the first surface (21) by the kneadable material (not shown). The positioner (4) can be pushed away to travel a maximum distance which in combination with the first distance corresponds to a second distance between the first surface (21) and the second surface (31). At the maximum distance, the positioner (4) stops. The force exerted by the positioner and the speed at which it is advanced can be varied by an operator for optimizing the shape of the irregularities in the kneadable material and to adapt to different process conditions such as differences in the composition of the kneadable material material.
- The push rod (62) is advanced until the forth surface (61) of the side press is at a sideways distance from the third surface (71) of the wall corresponding to the desired width of the product to be made from the kneadable material, for
instance - Apart from comprising the forth surface (61), the side press comprises a first arm (8) and a second arm (9) (
figure 3). Figure 3 shows the side press in a position before applying pressure to the tablet (5). The first arm and the second arm protrude from the forth surface (61) towards the wall (7) and hence toward the third surface (71). The first arm (8) and the second arm (9) are on opposite sides of the forth surface (61) and have a length corresponding to the sideways distance. Together with the forth surface (61) the first arm (8) and the second arm (9) define a U-shaped form. While being pressed towards the wall (7), the first arm (8) and the second arm (9) cut through kneadable material of the tablet (5) to produce a moulded product with the length determined by the distance between the first arm (8) and the second arm (9). The positions where the moulded tablet (5) is cut to length are indicated by dashed lines. - The second surface (31) is larger than the U-shaped form defined by the first arm (8), the second arm (9) and the forth surface (61) so that the kneadable material facing the second surface (31) is subjected to the same process conditions as much as possible, leading to a homogeneous irregular structure on the surface of the kneadable material.
- The wall may be higher than the height of the forth surface (61), for instance higher than the combined height of the forth surface (61) and the thickness of the moveable plate (3).
- When the method is used for producing stone strips from clay tablets, the height of the forth surface (61), i.e. its dimension in the z-direction, is typically between 6 and 25 mm. This height corresponds to the desired thickness of the moulded clay tablet.
- The desired dimensions of the moulded clay tablet also determine the minimum dimensions of the mould further. The moulded clay tablet typically is 190, 210 or 240 mm long and 40, 50, 52, 65, 71 mm wide. Here the length is in the x-direction and the width is in the y-direction.
- The moveable plate (3) may be larger than 240 mm in x-direction and 71 mm in y-direction to be useable for any combination of the above dimensions of the moulded clay tablet.
- The wall, the moveable plate and the side press may be from metal such as stainless steel, wood, gypsum or a suitable plastic or a combination of such materials.
- Advantageously, the forth surface is a surface of a pressure wall (63) and the first arm (8) and the second arm (9) are rotably attached to the pressure wall (63). The side press (6) comprises rotation means to rotate the first arm (8) and the second arm (9) when the cutting operation has ended. This prevents that the kneadable moulded product sticks to the first arm or second arm when unloading the moulded tablet (5). The rotation means are also arranged to rotate the arms back into cutting position before the side press (6) is used to cut a new tablet(5).
- In a next step of the moulding process, the side press (6) is returned to its original position further away from the wall (7) and the moveable plate (3) is returned to the loading position at which the distance of the second surface to the first surface is larger than the second distance (and hence the first distance).
- To loosen any possibly sticking kneadable material, a cutting wire may be run between the wall (7) and the moulded tablet. For the same reason a cutting wire may be run between the first surface (21) and the moulded tablet (5). Then the moulded tablet is removed from the mould.
- In a next step material may be deposited on the kneadable material. In the case of clay tablets for stone strips this may for instance comprise spraying minerals to influence the colour or depositing enamel or otherwise.
- Then the moulded tablet is advanced to a further station, for instance a dryer for drying the moulded tablet. Alternatively the moulded tablet may also be advanced directly to an oven for baking the kneadable material.
- In another alternative example, the side press (6) does not comprise the first arm (8) or the second arm (9) or neither of them. In the alternative example, the moulded tablet (5) may be cut to length at only one position along the x-direction or not at all, or the moulded tablet (5) may be cut to length by two walls protruding towards the first surface from the moveable plate (3) or from two cutting elements (108,109) arranged to be moved towards the first surface (
figure 4 ). The cutting elements may be moveable in the first direction independent of the movement of the moveable plate (3) and may reach the first surface. The cutting elements may be plates with sharp edged ridges in the second direction. The cutting elements may also each comprise a cutting wire at the ends facing the first surface (21). The cutting wires help preventing that the kneadable material sticks to the cutting elements when the cutting elements are retreated to unload the moulded tablet (5) as well as establishing a well controlled shape of the moulded tablet (5) during cutting. The cutting wires may also be moveable along the cutting elements in the y or z-direction for loosening any clay sticking to the cutting elements. - In yet another alternative example, the cutting elements (108,109) are arranged to be moved in the y-direction, i.e. the second direction while cutting. The cutting elements may for instance first be moved in the z-direction from a loading position towards the first surface (21) to reach a cutting position and then in the y-direction towards the third surface (71) to cut the moulded tablet. After cutting, the cutting elements (108,109) may be moved back to the loading position by moving in the z-direction again and then in the y-direction.
- In another example, the mould is arranged to produce moulded kneadable material for forming a building product, such as a stone strip, to be used at a corner of a wall. For that purpose, the moulded kneadable material comprises a bend. The kneadable material (before being moulded) is shown in
figure 5 . In this example the first surface, the moveable plate (3) and the second surface (21), the wall (7) and third surface (71) and the side press (6) and the forth surface (61) all comprise a corresponding bend. A first part (51) of the kneadable material is at a first side of the bend and a second part (52) of the kneadable material is at a second side of the bend. The clay tablet may be placed in the mould either being bent or while still being straight. By advancing the moveable plate (3) in diagonal direction, i.e. at an angle with both the x-direction and the z-direction, once contact is made with the clay tablet, the clay tablet is bend. Once the moveable plate (3) is in position, the processing of the second part (52) of the kneadable material is similar to the processing of the first part (51) of the kneadable material during moulding except for the difference in the x and z directions. This way both the first part (51) and the second part (52) obtain a surface on the side of the moveable plate (3) with irregularities. - While specific embodiments of the invention have been described above, it will be appreciated by a person of ordinary skill in the art that the invention may be practiced otherwise than as described, but still according to the teachings above.
- For instance, the skilled person will appreciate that the mould according to the invention and the method according to the invention can also be applied to other kneadable materials such as mortar, uncured concrete, kit or dough for baked food products with obvious changes. For instance, when using dough, flour can be used to present sticking of the dough to the side press, the wall or the cutting elements.
- The skilled person will also appreciate that other means than cutting wires to loosing sticky kneadable material from the mould are also encompassed by the invention.
Claims (9)
- Method of moulding kneadable material (5) for producing building products comprising:- depositing the kneadable material on a first surface (21) of a support (2), the first surface being perpendicular to a first direction;- positioning a moveable plate (3) comprising a second surface (31) such that the second surface faces the kneadable material at a first distance from the first surface, the first distance being preferably larger than the thickness of the kneadable material;- using a side press (6, 63) to press the kneadable material against a third surface (71) in a second direction perpendicular to the first direction and such that the kneadable material pushes the moveable plate and the first plate with a force sufficient to move at least one of the moveable plate and support to a relative position corresponding to a second distance between the second surface and the first surface larger than the first distance.
- Method according to claim 1, comprising cutting the kneadable material at a first position in a third direction and a second position in the third direction, the third direction being perpendicular to both the first direction and the second direction.
- Method according to claim 2, wherein the cutting movement is in the second direction.
- Method according to claim 2 or 3, comprising cutting the kneadable material with a first arm (8) and a second arm (9) of the side press (6).
- Method according to any of the claims 1 to 4, wherein the kneadable material is clay and the method is used for producing building products such as stone strips.
- Mould (1) for kneadable material with an unmoulded thickness, comprising- a support (2) with a first surface (21) that is perpendicular to a first direction and that is arranged to support the kneadable material (5) during moulding;
characterized by the mould comprising- a moveable plate (3) comprising a second surface (31) and arranged to be positioned at a first distance from the first surface, the first distance being larger than the unmoulded thickness; the mould further comprising- a third surface (71); and- a side press (6,63) with a forth surface (61) facing the third surface and arranged to be moved in a second direction for pressing the kneadable material with the forth surface against the third surface, the second direction being perpendicular to the first direction,
wherein the moveable plate is arranged to be pushed to a second distance from the first support surface by the kneadable material, wherein the second distance is larger than the first distance. - Mould according to claim 6, wherein the side press (6) comprises an arm (8,9) protruding toward the third surface (71) from the forth surface (61), wherein the arm is arranged to cut the kneadable material while the side press moves to press against the kneadable material.
- Mould according to claim 7, wherein the maximum height of the arm in the first direction is equal to the first distance.
- Mould according to claim 6, 7 or 8 arranged for producing stone strips from clay.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP13177068.7A EP2826608B1 (en) | 2013-07-18 | 2013-07-18 | Method of moulding kneadable material and mould for kneadable material |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP13177068.7A EP2826608B1 (en) | 2013-07-18 | 2013-07-18 | Method of moulding kneadable material and mould for kneadable material |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2826608A1 true EP2826608A1 (en) | 2015-01-21 |
| EP2826608B1 EP2826608B1 (en) | 2018-10-10 |
Family
ID=49003636
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP13177068.7A Not-in-force EP2826608B1 (en) | 2013-07-18 | 2013-07-18 | Method of moulding kneadable material and mould for kneadable material |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP2826608B1 (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3109020A1 (en) | 2015-06-22 | 2016-12-28 | Wienerberger NV | Cutting device for cutting unfired bricks and method for manufacturing hand-moulded fired bricks, such as stone strips |
| EP3670124A1 (en) | 2018-12-18 | 2020-06-24 | Steenfabriek Maasmechelen bvba | Brick slip |
| CN113103405A (en) * | 2021-04-20 | 2021-07-13 | 宜兴市佳信数控科技有限公司 | Compression molding process for ultra-long refractory material tank body |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE849065C (en) * | 1948-09-29 | 1952-09-11 | George William Agar | Method and device for separating a moving strand made of plastic material in roof tile lengths |
| JP2000343519A (en) * | 1999-06-08 | 2000-12-12 | Asahi Chem Ind Co Ltd | Patterned lightweight cellular concrete and its manufacture |
-
2013
- 2013-07-18 EP EP13177068.7A patent/EP2826608B1/en not_active Not-in-force
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE849065C (en) * | 1948-09-29 | 1952-09-11 | George William Agar | Method and device for separating a moving strand made of plastic material in roof tile lengths |
| JP2000343519A (en) * | 1999-06-08 | 2000-12-12 | Asahi Chem Ind Co Ltd | Patterned lightweight cellular concrete and its manufacture |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3109020A1 (en) | 2015-06-22 | 2016-12-28 | Wienerberger NV | Cutting device for cutting unfired bricks and method for manufacturing hand-moulded fired bricks, such as stone strips |
| EP3670124A1 (en) | 2018-12-18 | 2020-06-24 | Steenfabriek Maasmechelen bvba | Brick slip |
| BE1026888B1 (en) * | 2018-12-18 | 2020-07-22 | Steenfabriek Maasmechelen Bvba | Hand-molded brick strip |
| CN113103405A (en) * | 2021-04-20 | 2021-07-13 | 宜兴市佳信数控科技有限公司 | Compression molding process for ultra-long refractory material tank body |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2826608B1 (en) | 2018-10-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2603146C2 (en) | Device, system and method of compacted articles and pressed articles made by pressing with the help of these devices and methods | |
| EP2826608B1 (en) | Method of moulding kneadable material and mould for kneadable material | |
| PL193688B1 (en) | Method of making a textured gypsum- and chip-board, method of obtaining a textured composite material consisting of gypsum and organic fibre, method of making a textured article, method of making a mould for producing superficial texture on a hardened gyp | |
| JPH0242599B2 (en) | ||
| CN205009474U (en) | Decorative composite insulating panel production line | |
| CN103895097A (en) | Distributing method for glazed ceramic tiles and equipment for implementing distributing method | |
| KR101411274B1 (en) | Pattern forming apparatus for manufacturing clay brick | |
| WO2018193942A1 (en) | Sampling device, device for manufacturing plate member, and device for manufacturing gypsum building material | |
| KR100691422B1 (en) | Automatic Machine For Manufacturing Yellow Earth Blocks With Various Deformations And Process to Manufacture Yellow Earth Blocks With Said Automatic Machine | |
| KR101921452B1 (en) | Apparatus for manufacturing brick | |
| CN203876028U (en) | Distributing device for glaze-polished ceramic tiles | |
| KR20170129016A (en) | Plastic concrete blocks of concrete advantage of this mold and mold manufacturing methods | |
| CN207594058U (en) | A kind of ceramic powder material-feeding mechanism | |
| EP3045280B1 (en) | Method for shaping a malleable material | |
| DK180352B1 (en) | Brick moulding apparatus | |
| CN212241526U (en) | Ceramic tile distributing device | |
| EP3713730B1 (en) | Device for pressing a non-hardened concrete composition and method for the manufacture of concrete articles | |
| CN102416655B (en) | Material distribution method and device for producing ceramic tile with criss-cross texture effect | |
| US1921100A (en) | Method of and apparatus for making building tiles | |
| EP2163366A1 (en) | A method for obtaining cavities on surfaces of ceramic items and an apparatus for making ceramic items having at least one surface provided with cavities | |
| CN117697929A (en) | Back hook ceramic tile, manufacturing method thereof and mold used by back hook ceramic tile | |
| KR100701464B1 (en) | Bending method using mould | |
| WO2008123005A3 (en) | Improved apparatus and process for die filling supply, in forming of tiles or like products | |
| CN204123512U (en) | A kind of large gauge size dazzles the making apparatus of quarrying vitreous product | |
| JP4531182B2 (en) | Tile dry manufacturing method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 17P | Request for examination filed |
Effective date: 20130718 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| R17P | Request for examination filed (corrected) |
Effective date: 20150604 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20170911 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: VANLEEMA B.V. |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20180607 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: AT Ref legal event code: REF Ref document number: 1050690 Country of ref document: AT Kind code of ref document: T Effective date: 20181015 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602013044751 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 1050690 Country of ref document: AT Kind code of ref document: T Effective date: 20181010 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181010 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181010 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190110 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181010 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181010 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190110 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181010 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181010 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190210 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181010 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181010 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190111 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190210 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181010 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181010 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602013044751 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181010 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181010 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181010 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181010 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181010 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181010 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181010 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20190718 Year of fee payment: 7 |
|
| 26N | No opposition filed |
Effective date: 20190711 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181010 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20190704 Year of fee payment: 7 Ref country code: DE Payment date: 20190716 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20190718 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20190715 Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181010 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181010 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190731 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190718 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190718 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 602013044751 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20200801 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20200718 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20200731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200801 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200731 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200718 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200731 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210202 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181010 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181010 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20130718 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181010 |