EP2817113B1 - Elektromagnetisch gerührte sandformkörper - Google Patents
Elektromagnetisch gerührte sandformkörper Download PDFInfo
- Publication number
- EP2817113B1 EP2817113B1 EP12791377.0A EP12791377A EP2817113B1 EP 2817113 B1 EP2817113 B1 EP 2817113B1 EP 12791377 A EP12791377 A EP 12791377A EP 2817113 B1 EP2817113 B1 EP 2817113B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- metal
- mold body
- casting
- mold
- molten metal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000007528 sand casting Methods 0.000 title description 4
- 239000002184 metal Substances 0.000 claims description 47
- 229910052751 metal Inorganic materials 0.000 claims description 47
- 230000006698 induction Effects 0.000 claims description 24
- 238000005266 casting Methods 0.000 claims description 21
- 238000000034 method Methods 0.000 claims description 12
- 238000001816 cooling Methods 0.000 claims description 8
- 230000005672 electromagnetic field Effects 0.000 claims description 7
- 229910000831 Steel Inorganic materials 0.000 claims description 6
- 239000004576 sand Substances 0.000 claims description 6
- 239000010959 steel Substances 0.000 claims description 6
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Chemical compound O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 5
- 239000012530 fluid Substances 0.000 claims description 4
- 238000007711 solidification Methods 0.000 claims description 4
- 230000008023 solidification Effects 0.000 claims description 4
- 239000008367 deionised water Substances 0.000 claims description 3
- 229910021641 deionized water Inorganic materials 0.000 claims description 3
- CWYNVVGOOAEACU-UHFFFAOYSA-N Fe2+ Chemical compound [Fe+2] CWYNVVGOOAEACU-UHFFFAOYSA-N 0.000 claims description 2
- 238000002844 melting Methods 0.000 claims description 2
- 230000008018 melting Effects 0.000 claims description 2
- 239000012809 cooling fluid Substances 0.000 claims 1
- 238000003756 stirring Methods 0.000 description 8
- 230000008569 process Effects 0.000 description 6
- 238000005058 metal casting Methods 0.000 description 5
- 239000011230 binding agent Substances 0.000 description 4
- -1 e.g. Substances 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- 239000000956 alloy Substances 0.000 description 3
- 229910045601 alloy Inorganic materials 0.000 description 3
- 230000007547 defect Effects 0.000 description 3
- 150000002739 metals Chemical class 0.000 description 3
- 238000000465 moulding Methods 0.000 description 3
- 238000005204 segregation Methods 0.000 description 3
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 239000004927 clay Substances 0.000 description 2
- 239000012141 concentrate Substances 0.000 description 2
- 239000004020 conductor Substances 0.000 description 2
- 230000005674 electromagnetic induction Effects 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 239000004115 Sodium Silicate Substances 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000000593 degrading effect Effects 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000003607 modifier Substances 0.000 description 1
- 239000003921 oil Substances 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000009877 rendering Methods 0.000 description 1
- NTHWMYGWWRZVTN-UHFFFAOYSA-N sodium silicate Chemical compound [Na+].[Na+].[O-][Si]([O-])=O NTHWMYGWWRZVTN-UHFFFAOYSA-N 0.000 description 1
- 229910052911 sodium silicate Inorganic materials 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C9/00—Moulds or cores; Moulding processes
- B22C9/02—Sand moulds or like moulds for shaped castings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D27/00—Treating the metal in the mould while it is molten or ductile ; Pressure or vacuum casting
- B22D27/02—Use of electric or magnetic effects
Definitions
- the invention relates generally to electromagnetic stirring of metal castings.
- Sand casting refers to a metal casting process that uses sand as the mold material.
- a binder such as, e.g., clay or resin, may be mixed with sand, and the mixture may be moistened. This produces an aggregate material having suitable strength and plasticity to form the mold.
- the sand material is packed around a pattern, and the pattern is subsequently removed, leaving a cavity in the mold.
- molten metal is poured into the mold cavity through a gating system, and the molten metal is allowed to solidify in the mold.
- a gating system such as steel components of, e.g., wind turbines, which may weigh upwards of 4,500 to 5,000 kg (about 10,000 to 11,000 pounds)
- the solidification process may take several days to a week or more. After the casting has cooled, it can be shaken out of the mold.
- the lengthy cooling time associated with sand casting presents several challenges. Steel and other alloy castings may be susceptible to segregation of elements during the cooling process due to different reactions. The longer cooling takes, i.e., the longer the cycle time, the greater the risk of this occurring. Elemental segregation can produce defects in the resulting casting that weaken the structure. Shrinkage defects may also occur when feed metal is unavailable to compensate for shrinkage as the metal cools and solidifies. These may naturally concentrate in the thermal center of the casting, which may disproportionately weaken that area of the resulting casting.
- US 475498 describes a process of rendering iron, steel and similar metals homogeneous by exposing the metal in a heated state within a magnetic field and repeatedly varying or modifying the character of such magnetic field while permitting the metal to cool.
- EP 0141180 describes a casting apparatus comprising a member defining a molding space, and at least one conductor for electromagnetic induction heating mounted on the member at positions away from the molding space, the conductor being electrified to generate electromagnetic induction heat for a molten metal poured into the molding space.
- a first aspect of the disclosure provides a mold including a mold body having a cavity therein; the mold body further including a passageway fluidly connecting the cavity with an exterior of the mold, wherein the passageway allows for introduction of a molten metal into the cavity; and at least one induction coil embedded in the cope, or top half, of the mold, and at least one induction coil embedded in the drag, or bottom half, of the mold.
- a second aspect of the disclosure provides a casting system comprising a mold body and a molten metal introduced into the mold.
- the mold body may include: a cavity therein; a passageway fluidly connecting the cavity with an exterior of the mold body; and at least one fluid-cooled induction coil embedded in a cope of the mold body and at least one fluid-cooled induction coil embedded in a drag of the mold body.
- the at least one fluid-cooled induction coil may be embedded in a cope of the mold body, and the at least one fluid-cooled induction coil may be embedded in a drag of the mold body to generate an electromagnetic field for stirring the molten metal during solidification of the molten metal.
- a third aspect of the disclosure provides a method including: preparing a metal for casting, the preparing including melting the metal; introducing the molten metal into a cavity within a mold body; and using at least one induction coil, applying an electromagnetic field to the molten metal during solidification of the molten metal in the mold.
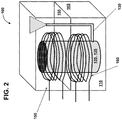
- aspects of the invention provide a casting system and mold structure for producing metal castings, shown in FIGS. 1-2 as well as a method of casting, shown in FIG. 3 .
- casting system 100 includes mold body 110.
- mold body 110 may be made of sand, and may include resin as a binder.
- Other possible binders may include clay, oil, or sodium silicate, among other binders.
- Mold body 110 includes cavity 120 disposed therein, which may take a regular or irregular shape as appropriate to the three-dimensional shape of the desired casting.
- a gating or passageway 130 fluidly connects cavity 120 with an exterior 140 of mold body 110. Passageway 130 allows for the introduction of molten metal 125 into cavity 120.
- Metal 125 can be any metal, and may particularly be an alloy such as, e.g., steel, any ferrous metal, or any nonferrous, conductive metals.
- At least one induction coil 150 may be embedded in cope 155 of mold body 110, and at least one induction coil 160 may be embedded in drag 165 of mold body 110.
- Each induction coil 150, 160 is disposed about cavity 120 or a feature thereof.
- the number of coils 150, 160 applied can vary depending upon the specific geometries of cavity 120 and therefore metal 125. For example, if cavity 120 and metal 125 have a feature or features that require specific properties, an induction coil 150, 160 may be applied to each feature.
- Induction coils 150, 160 are fluid-cooled.
- the fluid may be water. More specifically, in some embodiments, deionized water may be used.
- induction coils 150 and 160 are low-frequency induction coils, operating at a frequency of, e.g., about 20 Hz to about 10 kHz.
- Induction coils 150, 160 may further have a cross-sectional diameter of between about 5 and about 30 mm, and may have either a round or a rectangular cross sectional shape.
- induction coils 150, 160 are made of copper, and coated with ceramic, providing improved heat resistance.
- induction coils 150, 160 may be used to generate an electromagnetic field 170 which stirs metal 125 in cavity 120 as metal 125 solidifies. Stirring of metal 125 by electromagnetic field 170 serves to homogenize the cast structure, and thus minimizes the degrading effects of segregation in the metal 125 casting. Electromagnetic stirring further disperses any instances of shrinkage defects throughout the metal 125 casting, rather than allowing them to concentrate in the thermal center of the metal 125 casting. The resulting metal 125 casting demonstrates improved endurance limits for tramp elements. Further, metal 125 casting may have a finer grain structure, a reduction in the percentage of porosity, and improved mechanical properties as a result of the increased cooling rates. Faster cooling also decreases cycle time, increasing process efficiency.
- step S1 metal is melted and prepared for casting.
- the metal prepared may be an alloy such as, e.g., steel.
- step S2 the molten metal is introduced into a cavity in a mold.
- the mold may include sand.
- an electromagnetic field is generated and applied to the metal, stirring it while it solidifies within the mold.
- the electromagnetic field may be generated by at least one induction coil.
- step S4 the metal is cooled in substantial part by fluid flowing through the induction coils, which act as a cooling element.
- the fluid may be water, or more specifically, deionized water.
- step S5 the metal casting can be removed from the mold.
- electromagnetically stirred sand castings may be produced.
- first do not denote any order, quantity, or importance, but rather are used to distinguish one element from another
- the terms "a” and “an” herein do not denote a limitation of quantity, but rather denote the presence of at least one of the referenced item.
- the modifier "about” used in connection with a quantity is inclusive of the stated value and has the meaning dictated by the context (e.g., includes the degree of error associated with measurement of the particular quantity).
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Continuous Casting (AREA)
Claims (3)
- Verfahren, umfassend:Schmelzen (S1) eines Metalls (125) zum Gießen;Einführen (S2) des geschmolzenen Metalls (125) in einen Hohlraum (120) in einem Formkörper (110) über einen Kanal (130), der den Hohlraum (120) fluidtechnisch mit einer Außenseite (140) des Formkörpers (110) verbindet;Verwenden (S3) mindestens einer Induktionsspule (150), die in einer Oberform (155) des Formkörpers (110) eingebettet ist, und mindestens einer Induktionsspule (160), die in einer Unterform (165) des Formkörpers eingebettet ist, wobei die Induktionsspulen (150, 160) bei einer Frequenz zwischen 20 Hz bis 10 kHz arbeiten, Anlegen eines elektromagnetischen Feldes (170) an das geschmolzene Metall (125) während der Verfestigung des geschmolzenen Metalls (125) in dem Formkörper (110); undferner umfassend Abkühlen (S4) des geschmolzenen Metalls (125), wobei das Abkühlen (S4) das Fließen eines Fluids durch die mindestens eine Induktionsspule (150, 160) einschließt und wobei das Kühlfluid ferner deionisiertes Wasser umfasst.
- Verfahren nach Anspruch 1, wobei das geschmolzene Metall (125) ferner eines aus Stahl, einem eisenhaltigen Metall oder einem nicht eisenhaltigen, leitfähigen Metall umfasst.
- Verfahren nach Anspruch 1, wobei der Formkörper (110) ferner Sand umfasst.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL12791377T PL2817113T3 (pl) | 2011-11-10 | 2012-11-09 | Mieszane elektromagnetycznie odlewy w formach piaskowych |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US13/293,198 US20130118704A1 (en) | 2011-11-10 | 2011-11-10 | Electromagnetically stirred sand castings |
| PCT/US2012/064416 WO2013071082A1 (en) | 2011-11-10 | 2012-11-09 | Electromagnetically stirred sand castings |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2817113A1 EP2817113A1 (de) | 2014-12-31 |
| EP2817113B1 true EP2817113B1 (de) | 2020-10-14 |
Family
ID=47226460
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP12791377.0A Active EP2817113B1 (de) | 2011-11-10 | 2012-11-09 | Elektromagnetisch gerührte sandformkörper |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20130118704A1 (de) |
| EP (1) | EP2817113B1 (de) |
| CN (1) | CN103930224A (de) |
| PL (1) | PL2817113T3 (de) |
| WO (1) | WO2013071082A1 (de) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013158200A1 (en) * | 2012-04-20 | 2013-10-24 | Fs Precision Tech | Single piece casting of reactive alloys |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5062386A (en) * | 1987-07-27 | 1991-11-05 | Epitaxy Systems, Inc. | Induction heated pancake epitaxial reactor |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US475498A (en) * | 1892-05-24 | Process of rendering iron | ||
| GB1584367A (en) * | 1976-08-31 | 1981-02-11 | Rolls Royce | Mould assembly for producing multiple castings |
| GB2148761A (en) * | 1983-09-26 | 1985-06-05 | Kawachi Aluminium Casting | Casting plate-like articles |
| US4766664A (en) * | 1987-02-17 | 1988-08-30 | Alumax Extrusions, Inc. | Process for formation of high strength aluminum ladder structures |
| JPH01192462A (ja) * | 1988-01-26 | 1989-08-02 | Toyota Motor Corp | アルミニウム合金鋳物の製造方法 |
| JPH0871731A (ja) * | 1994-08-31 | 1996-03-19 | Aisin Takaoka Ltd | 鋳造方法 |
| CN1583325A (zh) * | 2003-08-20 | 2005-02-23 | 上海海立铸造有限公司 | 一种灰口铁缸体的精密铸造工艺 |
| CN101032740A (zh) * | 2006-03-07 | 2007-09-12 | 南开大学 | 连铸坯纵向电磁搅拌装置 |
| KR101450939B1 (ko) * | 2007-06-20 | 2014-10-14 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 웨브 상에서의 초음파 사출 성형 |
| CN101342579B (zh) * | 2008-08-04 | 2011-03-16 | 江苏吉鑫风能科技股份有限公司 | 无冷铁、无冒口铸造大功率风力发电机低温球铁底座的工艺方法 |
| CN101486073B (zh) * | 2008-12-04 | 2010-09-29 | 苏州明志科技有限公司 | 一种电磁金属型及其制造方法 |
| CN201308985Y (zh) * | 2008-12-17 | 2009-09-16 | 中国科学院金属研究所 | 一种低压脉冲磁场凝固装置 |
| WO2011058568A1 (en) * | 2009-11-16 | 2011-05-19 | Netanya Plasmatec Ltd. | Treating and stirring metal parts cast in non-conductive mold |
| US8173980B2 (en) * | 2010-05-05 | 2012-05-08 | Tel Epion Inc. | Gas cluster ion beam system with cleaning apparatus |
-
2011
- 2011-11-10 US US13/293,198 patent/US20130118704A1/en not_active Abandoned
-
2012
- 2012-11-09 PL PL12791377T patent/PL2817113T3/pl unknown
- 2012-11-09 WO PCT/US2012/064416 patent/WO2013071082A1/en active Application Filing
- 2012-11-09 EP EP12791377.0A patent/EP2817113B1/de active Active
- 2012-11-09 CN CN201280055290.9A patent/CN103930224A/zh active Pending
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5062386A (en) * | 1987-07-27 | 1991-11-05 | Epitaxy Systems, Inc. | Induction heated pancake epitaxial reactor |
Non-Patent Citations (1)
| Title |
|---|
| V. RUDNEV, D. LOVELESS, R. COOK, M. BLACK: "Handbook of Induction Heating", 2003, MARCEL DEKKER * |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2817113A1 (de) | 2014-12-31 |
| US20130118704A1 (en) | 2013-05-16 |
| PL2817113T3 (pl) | 2021-04-19 |
| CN103930224A (zh) | 2014-07-16 |
| WO2013071082A1 (en) | 2013-05-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101928872B (zh) | 一种低磁性铸铁件的生产方法 | |
| CN102994784B (zh) | 强磁场复合变质剂细化过共晶铝硅合金中相组织的方法 | |
| US8056608B2 (en) | Method of mitigating against thermal contraction induced cracking during casting of a super Ni alloy | |
| Khan et al. | Evolution of metal casting technologies—a historical perspective | |
| TW461834B (en) | Clean metal nucleated cast article | |
| TW202120287A (zh) | 鑄造模具 | |
| EP2817113B1 (de) | Elektromagnetisch gerührte sandformkörper | |
| CA2646675A1 (en) | Single-part expendable casting mould with a controlled temperature for cast metal parts and associated production method | |
| US20120051898A1 (en) | Wind turbine component having a lightweight structure | |
| US20230219129A1 (en) | Hybrid casting process for structural castings | |
| CN1110389C (zh) | 大型整体铝合金件电磁压力铸造装置及方法 | |
| JP5944751B2 (ja) | 中子砂、同中子砂から造型される砂中子および同砂中子を用いたダイカスト鋳造方法 | |
| WO2011058568A1 (en) | Treating and stirring metal parts cast in non-conductive mold | |
| JP2918180B2 (ja) | 鋳型および中子製造のための破砕されたかつグレード化された鉱石、好ましくは磁鉄鉱鉱石の使用 | |
| EP1423227B1 (de) | Steigleitungsgrössenreduzierung und/oder metallqualitätsverbesserung beim schwerkraftgiessen von formkörpern durch bewegen eines lichtbogens | |
| US6263951B1 (en) | Horizontal rotating directional solidification | |
| US6257311B1 (en) | Horizontal directional solidification | |
| EP2554297A2 (de) | Komponente für Windturbine mit Leichtstruktur | |
| EP0099470A1 (de) | Giessen von Nichteisen-Metallen | |
| KR100700360B1 (ko) | 전자교반을 이용한 반응고 모재 공급 장치 | |
| US11890672B1 (en) | System and method of making a die cast part having high wear resistance | |
| Paknikar | Innovative simulation of castings–A technology to improve quality of castings as per global specifications with case studies | |
| KR100679313B1 (ko) | 고주파 전자기장을 이용한 마그네슘 빌렛 또는 슬래브 연속주조장치 | |
| CN101214533A (zh) | 空心铜及其铜合金管的电磁水平连续铸造装置 | |
| US10207314B2 (en) | Investment mold with fugitive beads and method related thereto |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20140612 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| DAX | Request for extension of the european patent (deleted) | ||
| 17Q | First examination report despatched |
Effective date: 20160510 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20200507 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1323082 Country of ref document: AT Kind code of ref document: T Effective date: 20201015 Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602012072802 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20201014 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210115 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201014 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201014 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210215 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210114 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201014 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201014 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210214 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201014 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210114 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201014 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201014 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602012072802 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201014 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201014 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201014 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201014 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201014 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201014 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201109 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201014 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20201130 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201130 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201130 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201014 |
|
| 26N | No opposition filed |
Effective date: 20210715 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201014 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201014 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201109 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201014 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210214 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201014 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201014 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201014 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201014 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201130 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: UEP Ref document number: 1323082 Country of ref document: AT Kind code of ref document: T Effective date: 20201014 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 602012072802 Country of ref document: DE Owner name: GENERAL ELECTRIC TECHNOLOGY GMBH, CH Free format text: FORMER OWNER: GENERAL ELECTRIC COMPANY, SCHENECTADY, NY, US |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20231019 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20231020 Year of fee payment: 12 Ref country code: DE Payment date: 20231019 Year of fee payment: 12 Ref country code: AT Payment date: 20231023 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20231024 Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: PC Ref document number: 1323082 Country of ref document: AT Kind code of ref document: T Owner name: GENERAL ELECTRIC TECHNOLOGY GMBH, CH Effective date: 20240122 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 732E Free format text: REGISTERED BETWEEN 20240222 AND 20240228 |