EP2812152B1 - Honmaschine mit mehreren arbeitsstationen und rundtisch - Google Patents
Honmaschine mit mehreren arbeitsstationen und rundtisch Download PDFInfo
- Publication number
- EP2812152B1 EP2812152B1 EP13702991.4A EP13702991A EP2812152B1 EP 2812152 B1 EP2812152 B1 EP 2812152B1 EP 13702991 A EP13702991 A EP 13702991A EP 2812152 B1 EP2812152 B1 EP 2812152B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- honing
- machine
- turntable
- workpiece
- loading
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000003754 machining Methods 0.000 claims description 24
- 238000004519 manufacturing process Methods 0.000 claims description 6
- 238000000151 deposition Methods 0.000 claims 1
- 238000012545 processing Methods 0.000 description 17
- 238000000034 method Methods 0.000 description 9
- 238000012546 transfer Methods 0.000 description 9
- 238000010276 construction Methods 0.000 description 4
- 238000013461 design Methods 0.000 description 3
- 238000013459 approach Methods 0.000 description 2
- 230000008878 coupling Effects 0.000 description 2
- 238000010168 coupling process Methods 0.000 description 2
- 238000005859 coupling reaction Methods 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 238000012423 maintenance Methods 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 1
- 239000002826 coolant Substances 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B33/00—Honing machines or devices; Accessories therefor
- B24B33/02—Honing machines or devices; Accessories therefor designed for working internal surfaces of revolution, e.g. of cylindrical or conical shapes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B27/00—Other grinding machines or devices
- B24B27/0023—Other grinding machines or devices grinding machines with a plurality of working posts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B27/00—Other grinding machines or devices
- B24B27/0069—Other grinding machines or devices with means for feeding the work-pieces to the grinding tool, e.g. turntables, transfer means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B27/00—Other grinding machines or devices
- B24B27/0076—Other grinding machines or devices grinding machines comprising two or more grinding tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/005—Feeding or manipulating devices specially adapted to grinding machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/02—Frames; Beds; Carriages
Definitions
- the invention relates to a honing machine for performing honing operations on at least one bore in a workpiece, in particular for honing cylinder bores in a cylinder crankcase, according to the preamble of claim 1.
- Honing is a machining process with geometrically undefined cutting edges, in which a multi-edged honing tool with bound cutting agent performs a two-component working movement in the bore during a honing operation, which leads to a characteristic surface structure of the machined inner surface, usually with crossed machining marks.
- the working movement transferred from a honing spindle of a honing machine to the honing tool therefore generally consists of an axially reciprocating lifting movement and a rotary movement superimposed on it.
- Finished surfaces can be produced by honing, which meet extremely high requirements with regard to dimensional and shape tolerances and with regard to the surface structure. Accordingly, for example, in engine construction, cylinder surfaces, i.e.
- multi-spindle honing machines are often used, which include, for example, a pre-honing unit and a finished honing unit, wherein a pre-honed workpiece within the honing machine can be transferred directly to the finished honing unit.
- Processing devices for other processes, such as measuring and deburring, can be integrated in such a honing machine.
- a honing system can contain several honing machines in an arrangement linked by means of a conveyor system.
- German patent DE 10 2007 045 619 B4 describes a device for the fine machining of workpieces, which can be set up in particular for honing and / or fine boring cylinder bores in cylinder crankcases.
- a module with an essentially rectangular plan one or two horizontally displaceable machining units for honing and / or fine boring are provided on two opposite longitudinal sides.
- the processing units should be suitable for carrying out all honing processes and also for fine boring.
- One module is designed as a cabin with side walls along the two long sides.
- the processing units are attached to horizontally movable carriages that run along linear guides that are attached to the mutually facing inner sides of the side walls.
- a service room is located between the side walls supporting the processing units and can be reached by an operator through an access at the front.
- the workpieces are transported through mutually aligned portals in the side walls into respective processing stations, where they can be reached by the processing units arranged on the associated long side.
- the module should be able to carry out as many different machining processes as possible, or at least different honing processes and also fine boring, without any modifications.
- a honing system for honing workpieces which has a multiplicity of workstations which are each configured to carry out at least one work step on a workpiece, at least part of the workstation being set up as a honing station for carrying out at least one honing operation on a workpiece.
- a conveyor system is used to convey workpieces to and from the workstations. Each of the work stations is directly connected to the conveyor system.
- the honing system is controlled by a control device. This configuration makes it possible for each of the workstations to be operated by the conveyor system independently of processes at other workstations, in order to either be equipped with a workpiece to be machined or to convey a machined workpiece.
- control device takes over the distribution of the workpieces and thus controls the workpiece flow through the honing system. If a workstation fails or if maintenance work is carried out on it, the workpiece flow can be redirected.
- a Such a honing system is characterized by the high availability of its processing capacity.
- the EP 0 499 653 A1 describes a honing machine with several processing stations in which workpieces can be processed simultaneously.
- a round table is provided to transport the workpieces between the processing stations.
- the EP 1 616 665 A1 describes a honing machine in which an upper machine part is supported by two supports.
- the machine head carries a carriage with a honing unit, which can be moved linearly in the horizontal direction by means of the carriage.
- the honing unit can thus be moved between its processing position and a tool magazine arranged in the travel area of the honing unit.
- the US 3,396,493 describes a processing system with several honing machines, which are arranged offset on the circumference of a rotary table.
- the invention has for its object to provide a honing machine with which various honing operations and possibly other machining operations on a workpiece are possible in short cycle times.
- a honing machine is to be provided with which complete machining of cylinder bores on cylinder crankcases is possible with the shortest possible idle times that are not available for machining.
- the invention provides a honing machine with the features of claim 1.
- the machine base or the machine base of the honing machine carries several vertical stands in the edge area, which in turn carry an upper machine part which is arranged at a vertical distance above the machine base. If the machine base has a substantially rectangular basic shape, the vertical stands can be arranged in the corner regions of the rectangle. Other cross-sectional shapes of the machine base are possible.
- a working area of the honing machine is formed between the machine base and the machine upper part. The work area can be accessible from the side for an operator in the areas between the stands.
- the rotary table arranged on the machine base forms an internal machine transfer unit with which a quick transfer of the workpieces between the individual work stations can be realized. Thanks to the machine's internal rotary table transfer, it is possible to use a single loading station to load and unload the workpiece holders. In contrast to transfer machines, it is possible that the workpieces leave the honing machines at the same point at which they were fed to the honing machine. This facilitates loading and unloading and in particular also coupling the honing machine to an external conveyor system. With the help of an external conveyor system, the honing machine can, if necessary, be linked with other honing machines and / or with other processing machines to form a production system.
- At least one honing unit is carried by the machine head.
- the honing unit is positioned or positionable in such a way that a hole in a workpiece that was transported to a working position or processing position of the honing station with the help of the rotary table can be honed by means of a honing tool carried by the honing spindle.
- the honing spindle which can be rotated about a vertical spindle axis and can be moved back and forth parallel to the spindle axis, can protrude downwards into the working area, while some or all other components of the honing unit can be arranged outside the working area above the upper machine part. Due to the portal construction, achieved that the side access to the work area is not hindered by components of the honing unit. In addition, the portal design has proven to be favorable for limiting machine vibrations during processing.
- the machine upper part can be designed in such a way that it largely closes off the work area like a cover.
- the components of the honing unit arranged above the machine upper part then do not have to be clad, since they pass through the machine upper part to the work area, e.g. be protected against coolant splashes.
- the machine base has a rectangular cross section with two opposing long sides and transverse sides that run perpendicularly.
- a honing station is arranged on each of the long sides.
- the machining positions of the workpieces belonging to the honing stations can be diametrically opposed to the rotary table axis.
- the rotary table can be in the middle between be arranged along the long sides, so that there is a symmetrical structure of the honing machine with good accessibility from each of the long sides.
- each of the honing units has a single honing spindle, two successive honing units are available for machining a workpiece. It is also possible for at least one honing station to have two or more honing units which can work simultaneously or in parallel. At such a honing station, two or more holes in a workpiece can be machined in parallel. If there are two honing stations with two honing units each, a total of four honing units are available, two of which can work on the same workpiece at the same time. There is thus great flexibility with regard to the honing operations that can be carried out on a workpiece in the honing machine, which can be single-stage or multi-stage.
- the honing machine can be constructed with very compact dimensions.
- the rotary table can be used to transport a workpiece from the area of one long side to the area of the opposite long side.
- the rotary table has a diameter that is more than 60% or more than 70% of a width of the machine base measured in the transverse direction.
- the diameter can be between approximately 75% and approximately 95% of this width.
- a honing unit is attached to a sled carried by the machine head.
- the slide is preferably arranged on the upper side of the machine upper part, that is to say outside of the work space.
- the slide can be moved horizontally and linearly along a direction of travel which is tangential to a reference circle lying centrally to the rotary table axis.
- the radius (radius) of the reference circle can correspond to the radial distance between the rotary table axis and a bore to be machined in a workpiece that is received in a workpiece holder of the rotary table.
- the honing spindle of the honing unit can thus be positioned coaxially to a bore to be machined by moving the carriage, but also at tangentially displacing positions.
- a workpiece holder for receiving a cylinder crankcase with several is arranged in series Cylinder bores with mutually parallel cylinder axes are designed in such a way that all cylinder axes lie in a common tangent plane to the reference circle when the cylinder crankcase is positioned in a machining position by the rotary table.
- Some embodiments are designed for an automatic tool change in order to be able to quickly equip the honing units with different honing tools if, for example, a tool change should become necessary when a honing tool is worn or when changing between different honing operations.
- some embodiments have a tool changing device with a tool magazine that can hold several machining tools.
- a tool changing device is preferably arranged in the working area of the linearly movable slide such that the honing unit can be moved between the honing station and the tool changing device for a tool change.
- One of the work stations is provided as a loading station for loading and unloading the workpiece holder. Due to the round table transfer, a single charging station is sufficient.
- the loading station is arranged on a transverse side of the machine base, so that a 90 ° rotation of the rotary table is sufficient to transport a workpiece from the loading station to a honing station or from a honing station to the loading station. This results in extremely short idle times for transportation.
- a loading robot or a linear portal with a transverse stroke is provided to transfer between one Workpiece pick-up on the rotary table and an external conveyor or in the opposite direction.
- the loading station is preferably assigned a shuttle (shuttle) which can be moved between an inner end position for loading and unloading the rotary table and an outer end position outside the working space of the honing machine defined by the machine base and the machine upper part.
- the pendulum slide can be moved linearly, for example, radially to the rotary table axis.
- a pendulum slide can be loaded using a linear portal or a robot, for example, but also manually if necessary.
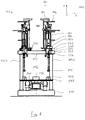
- Fig. 1 shows a schematic side view of a honing machine 100 according to an embodiment of the invention.
- Fig. 2 shows the honing machine Fig. 1 in top view.
- the honing machine has four independently controllable honing units and is set up to process the cylinder bores of workpieces in the form of cylinder crankcases 102 first by pre-honing and then by finish honing.
- the honing machine has a machine base 110 which is rectangular in plan view and carries all mechanical components of the honing machine.
- Four vertical stands 112A to 112D are fastened to the top of the machine base in the corner areas by means of screws.
- Each of the identically constructed stands has a square cross-section, is hollow on the inside and is slightly offset inwards relative to the nearest corner of the machine base, the distance from the corner is less than the side length of the square cross-section.
- the stands carry a horizontally oriented, torsionally rigid, plate-shaped machine upper part 120, which has a rectangular basic shape and rests with its underside 122 on the upper sides of the stands.
- the width of the machine base measured in the y direction of the machine coordinate system MKS is 2400 mm in the example and is typically between 2000 mm and 2500 mm.
- the machine head has approximately the same width.
- the machine upper part In the longitudinal direction (parallel to the x-direction of the machine coordinate system), the machine upper part is shorter than the machine base, the rear transverse sides of the machine base and machine upper part being vertically one above the other, while on the opposite front side the machine base projects beyond the front edge of the machine upper part, so that this protruding area 114 is freely accessible from above.
- the cuboid area lying below the upper machine part between this and the lower machine part forms the working space 115 of the honing machine. This is largely closed at the top by the machine head, while it is accessible from the sides in the areas between the stands 112A to 112D.
- a rotary table 130 is mounted on the machine base, which can be rotated around a vertical rotary table axis 134 without limitation with the aid of a rotary drive 132 arranged under the rotary table.
- Four workpiece holders 135 are attached to the top of the rotary table at equal angular distances of 90 ° to one another and at the same radial distances from the rotary table axis.
- Each workpiece holder has support surfaces, indexing elements and pneumatic support controls and serves to hold a single cylinder crankcase, which is fixed in the workpiece holder is clamped.
- the cylinder crankcase is oriented such that the parallel cylinder axes of the cylinder bores arranged in series lie in a common tangential plane 136 against a reference circle 135.
- a workpiece holder also has a swivel device.
- the rotary table serves as an internal machine transfer system in such a way that a workpiece accommodated in a workpiece holder can be transported one after the other to different work stations of the honing machine by rotating the rotary table.
- the honing machine is also referred to in this application as a "rotary table module”.
- a total of four workstations can be approached simultaneously by workpieces in the honing machine.
- the charging station 140 In the center on the front transverse side is the charging station 140, the devices of which are provided for transporting a workpiece from outside the working space 115 to an empty workpiece holder on the rotary table and / or transporting a workpiece to be unloaded from a workpiece holder inside the working chamber to the outside .
- a horizontally movable shuttle carriage 142 is provided in the example, which can be moved back and forth linearly between an inner end position in the area of a workpiece holder and an outer end position outside the working space 115. Since the outer end position lies outside the work area covered by the upper part of the machine, loading and unloading of the shuttle carriage is possible from above, for example using a portal gripper (cf. Fig. 3 ).
- a picked tool is first transported to a machining position at a first honing station 150. This is located on a first long side 105 of the honing machine.
- a further rotation of 90 ° brings the workpiece to a vacant empty station in the middle between the long sides.
- a further rotation through 90 ° brings a workpiece into a machining position in the region of a second honing station 160, which is located on the second longitudinal side 106 opposite the first longitudinal side.
- the machining positions at the two honing stations are opposite each other diagonally to the rotary table axis.
- a further 90 ° rotation then brings the workpiece back into the area of the charging station 140.
- measuring devices for example, measuring devices, brush units or the like can also be attached to the empty station.
- Additional tool holders and / or other devices can be attached to the rotary table.
- four further tool holders are provided, each offset by 45 ° to the tool holders shown. They are designed to hold differently dimensioned workpieces so that two different workpiece types can be clamped at the same time and processed between loading and unloading.
- Each of the honing stations 150, 160 is equipped with two essentially identical honing units, which can be operated independently of one another at different times or at the same time.
- Each of the honing units has an individual honing spindle which can be rotated about a vertical spindle axis with the aid of a rotary drive and can be moved back and forth parallel to the spindle axis with the aid of a lifting drive.
- a Honing unit also comprises an infeed system for the radial infeed or for the radial retraction of honing elements which are arranged on the circumference of a honing tool carried by the honing spindle. All honing units of the honing machine are carried by the machine head 120. The structure of a honing unit is illustrated using the example of the honing unit 180 (in Fig. 1 right) explained in more detail.
- the honing unit 180 comprises a headstock 182, which serves as a bearing for the honing spindle 184, which is guided in the headstock with a vertical spindle axis.
- the rotation of the honing spindle around the spindle axis is brought about by a rotary drive 186, which is attached next to the headstock and acts on the honing spindle via a chain drive.
- a lifting drive 188 effects the vertical movements of the honing spindle running parallel to the spindle axis when the honing tool 185 is inserted into the bore to be machined or when the honing tool is pulled out of this bore.
- the lifting drive can be controlled during the honing process so that the honing tool executes a vertical back and forth movement within the bore of the workpiece in accordance with the desired honing parameters.
- the honing unit has an infeed system that includes two feed devices that can be operated independently of one another, in order to be able to control honing tools with double expansion if necessary.
- a first infeed device has a first expansion drive 192 with a servo motor, which acts on a push rod running centrally through the honing spindle and can move it axially.
- This push rod is arranged coaxially with the hollow push rod and movable relative to it.
- the hollow push rod belongs to an electromechanical second delivery device with an electromechanical delivery drive 194. Since the construction of double-expanding delivery systems is known per se, a detailed description is omitted here.
- the aforementioned components of the honing unit 180 are mounted on a carriage 200 which is carried by the machine upper part 120.
- the carriage 200 runs on a pair of guide rails 204 which run on the upper side of the machine upper part facing away from the working space 115 and parallel to the x-direction of the machine coordinate system MKS with a lateral spacing from one another. Between the guide rails, there is a recess 124 in the upper part of the machine, through which the honing spindle or a drive rod attached to it is guided downwards into the working space.
- Carriage 200 carries two essentially identical honing units that can work simultaneously. Another carriage is provided on the opposite long side, which also carries two identical honing units. As a result, the honing machine 100 has two honing stations, each with two honing units.
- the honing units with the vertical honing spindles contained therein can be moved as a whole in the horizontal direction parallel to the x-axis of the MKS machine coordinate system by means of the slide. This direction is referred to here as the "longitudinal direction" or "direction of travel”.
- the honing spindles move along a line that runs tangentially to a reference circle 137 that runs centrally to the rotary table axis 134.
- the travel paths are preferably designed so that each honing spindle can approach every hole in a workpiece.
- Horizontal longitudinal movements can also be used to move the honing units to a tool changing device 220 arranged in line with the longitudinal movement.
- a tool changing device with a rotary table magazine with several tool holders is provided.
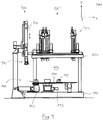
- FIG. 3 An exemplary embodiment of a honing machine 100 'is explained in which the shuttle carriage 142 is loaded and unloaded via a portal loader 300.
- This has a gripping arm 310 which can be moved horizontally (parallel to the y direction) and vertically (parallel to the z direction), on the lower end of which gripping members 315 for gripping a cylinder crankcase are arranged.
- the gripper arm moves completely outside of the working space 115 of the honing machine.
- the gripper arm can pick up a workpiece to be machined at an entry station (not shown), convey it horizontally to a position above the loading position 140 and then set it down on the shuttle carriage 142. This then takes over the transport of the workpiece from outside into the work space 115.
- the pendulum slide has a lifting drive to place the workpiece from above into a tool holder on the rotary table or to lift it after machining and then to convey it outwards.
- the honing machine 100 'in Fig. 3 has essentially the same structure as the honing machine 100 of FIG Fig. 1 and 2nd . However, there is only one honing unit on one of the slides that can be moved along the long sides 320 mounted so that the honing machine is a three-spindle honing machine. The same applies to the variant in Fig. 4 .
- the honing machine 100 "in Fig. 4 has an internal loading system 400, with which it is possible to pick up a workpiece directly from a pick-up station outside of the work space 115 and place it on the rotary table 130 without using an intermediate shuttle slide.
- the internal loading system 400 has a slide 410 which can be moved horizontally parallel to the y direction and which can be moved along guide rails of a linear guide device 420.
- the carriage 410 carries a vertically movable gripper unit 415.
- the linear guide device extends outwards over the entire narrow side of the honing machine and on one of the long sides (or both long sides) beyond this long side.
- a removal station is provided in the interior of the working space 115 and the workpieces are first brought to this removal station when loading from the outside before they are then placed on the rotary table.
- the implementation between the internal removal station and the rotary table or vice versa for example, by means of a robot, a swivel arm or a step stroke transfer.
- Honing machines of the type shown here allow an extremely flexible design of a wide variety of machining processes, which include one or more honing processes.
- a single honing machine usually has no more than four honing spindles and the internal rotary table transfer.
- the work area 115 below the upper machine part is accessible to an operator from at least three sides.
- the pillars supporting the machine head practically do not hinder lateral accessibility.
- the honing spindles face outwards, i.e. they move in the vicinity of the respective long sides and are therefore very easily accessible from the side.
- the interior of the honing machine, i.e. the work area 115 must not be entered by an operator either during operation or during maintenance work.
- the machine concept is characterized by extremely short idle times for workpiece changes and tool changes.
- Modular honing machines of the type shown here are ideal for linking with identical, similar or other processing machines.
- two or more honing machines in the 1 to 4 shown type with the long sides next to each other in such a way that the charging stations can be approached and operated by the same portal loader. This enables optimal distribution of workpieces and optimal utilization of the individual honing machines.
- Portal conveyors or the internal loading systems can be used as a conveyor system for conveying workpieces to and from the honing machines.
- the loading of the rotary table can take place parallel to the main time with the help of a loading shuttle.
- the pendulum slide itself can be loaded with the help of a linear portal or by a robot or manually. If a loading robot or a linear portal with a cross stroke is available, loading can be carried out directly on the rotary table without a shuttle. If necessary, the traversing axis of the pendulum slide can also be extended.
- the first honing station can be set up for a preliminary honing operation and the second honing station can be set up for a finished honing operation by coupling corresponding honing tools.
- a workpiece to be machined which has been pre-machined using fine boring, for example, is first placed on the pendulum slide and placed on a free workpiece holder. By rotating the rotary table, the workpiece is first moved to the pre-honing station, where two bores are machined simultaneously by pre-honing. To machine the other holes in the workpiece, the slide is then moved through a corresponding travel path so that the honing spindles can then machine the other pair of holes.
- the rotary table is advanced through 180 ° until the pre-honed workpiece reaches the area of the opposite honing unit, where the finished honing takes place in a corresponding manner.
- the workpiece is moved back to the loading position by rotating the rotary table 90 °, where it is picked up by the shuttle carriage and transported to the outside.
- a carriage with two honing units is moved over a long travel path in the direction of the tool magazine, where an automatic tool change is carried out before honing can be continued with new honing tools.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Geometry (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102012201730A DE102012201730A1 (de) | 2012-02-06 | 2012-02-06 | Honmaschine mit mehreren Arbeitsstationen |
| PCT/EP2013/051913 WO2013117482A1 (de) | 2012-02-06 | 2013-01-31 | Honmaschine mit mehreren arbeitsstationen und rundtisch |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2812152A1 EP2812152A1 (de) | 2014-12-17 |
| EP2812152B1 true EP2812152B1 (de) | 2020-05-13 |
Family
ID=47678760
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP13702991.4A Active EP2812152B1 (de) | 2012-02-06 | 2013-01-31 | Honmaschine mit mehreren arbeitsstationen und rundtisch |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP2812152B1 (ko) |
| JP (1) | JP6097312B2 (ko) |
| DE (4) | DE102012201730A1 (ko) |
| WO (1) | WO2013117482A1 (ko) |
Families Citing this family (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103624672B (zh) * | 2013-12-10 | 2016-08-10 | 苏州信能精密机械有限公司 | 智能化高精高效立式全自动珩磨机 |
| CN103639882B (zh) * | 2013-12-10 | 2017-01-04 | 苏州信能精密机械有限公司 | 一种新型高精高效立式珩磨机 |
| DE102014223887B4 (de) | 2014-11-24 | 2022-07-28 | Nagel Maschinen- Und Werkzeugfabrik Gmbh | Be- und Entladesystem sowie Fertigungsanlage mit Be- und Entladesystem |
| CN104551975B (zh) * | 2014-12-02 | 2017-04-26 | 浙江安统汽车部件有限公司 | 立式研磨机及研磨方法 |
| DE102015208330A1 (de) * | 2015-05-06 | 2016-11-10 | Gehring Technologies Gmbh | Honmaschine mit einem Maschinengestell und mindestens zwei beidseits des Maschinengestells angeordneten Einheiten |
| DE102015215624A1 (de) * | 2015-08-17 | 2017-02-23 | Schaeffler Technologies AG & Co. KG | Verfahren zur Herstellung von Lagerkomponenten mittels einer Fertigungsstraße, Fertigungsstraße und Fertigungsanlage |
| CN105108641A (zh) * | 2015-09-15 | 2015-12-02 | 重庆维庆液压机械有限公司 | 珩磨机辅助工作台 |
| DE102016201456A1 (de) | 2016-02-01 | 2017-08-03 | Nagel Maschinen- Und Werkzeugfabrik Gmbh | Honmaschine mit mehreren Arbeitsstationen |
| DE202016002857U1 (de) | 2016-04-04 | 2016-05-19 | Nagel Maschinen- Und Werkzeugfabrik Gmbh | Honmaschine mit mehreren Arbeitsstationen |
| DE102016221777A1 (de) | 2016-11-07 | 2018-05-09 | Nagel Maschinen- Und Werkzeugfabrik Gmbh | Honmaschine mit mehreren Arbeitsstationen |
| CN108098573B (zh) * | 2017-12-15 | 2020-03-17 | 浙江敏宇新材料股份有限公司 | 一种塑料制品加工装置 |
| DE202018006679U1 (de) | 2018-08-06 | 2022-01-26 | Nagel Maschinen- und Werkzeugfabrik Gesellschaft mit beschränkter Haftung. | Bearbeitungssystem zur spanenden Bearbeitung von Werkstücken mit Bohrung |
| DE102018213131B4 (de) | 2018-08-06 | 2024-08-14 | Nagel Maschinen- Und Werkzeugfabrik Gmbh | Bearbeitungssystem zur spanenden Bearbeitung von Werkstücken mit Bohrung |
| DE102019113032A1 (de) * | 2019-05-17 | 2020-11-19 | Gehring Technologies Gmbh | Vorrichtung zur Honbearbeitung |
| DE102019210548A1 (de) * | 2019-07-17 | 2021-01-21 | Kadia Produktion Gmbh + Co. | Honmaschine |
| DE102019218038B4 (de) * | 2019-11-22 | 2024-01-18 | Nagel Maschinen- Und Werkzeugfabrik Gmbh | Honmaschine mit mehreren Arbeitsstationen und Fertigungsanlage |
| CN111451915A (zh) * | 2020-04-20 | 2020-07-28 | 苏州万祥科技股份有限公司 | 一种金属框架加工用表面抛光除杂装置 |
| DE102021203483A1 (de) | 2021-04-08 | 2022-10-13 | Nagel Maschinen- und Werkzeugfabrik Gesellschaft mit beschränkter Haftung. | Messsystem zum Messen von Bohrungen sowie Feinbearbeitungsmaschine mit Messsystem |
| CN113500446A (zh) * | 2021-08-10 | 2021-10-15 | 广东圣特斯数控设备有限公司 | 一种用于曲轴存放位置自动转移的数控机床 |
| CN114178976B (zh) * | 2021-11-15 | 2024-07-09 | 苏州信能精密机械有限公司 | 立式珩磨自动化夹具 |
| CN114850580A (zh) * | 2022-05-23 | 2022-08-05 | 浙江昊龙电气有限公司 | 气缸网纹自动加工设备 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3396493A (en) * | 1964-09-28 | 1968-08-13 | Nat Automatic Tool Co | Work-sensing fixture and control system therefor |
| DE59106316D1 (de) * | 1991-02-16 | 1995-09-28 | Gehring Gmbh & Co Maschf | Maschine, insbesondere Honmaschine, zur messgesteuerten Bearbeitung von Werkstücken. |
| JP3985998B2 (ja) * | 2001-12-28 | 2007-10-03 | 森精機興産株式会社 | 複合加工用工作機械 |
| JP2004157985A (ja) * | 2002-09-09 | 2004-06-03 | Nisshin Seisakusho:Kk | 自動機械加工システムの加工セルおよび自動ホーニングシステム |
| DE102004031922A1 (de) * | 2004-06-23 | 2006-01-19 | Nagel Maschinen- Und Werkzeugfabrik Gmbh | Vorrichtung und Verfahren zum automatisierten Wechseln von Honwerkzeugen |
| DE102004053503B4 (de) | 2004-10-27 | 2015-06-18 | Nagel Maschinen- Und Werkzeugfabrik Gmbh | Honanlage mit mehreren Arbeitsstationen |
| DE102007016270B4 (de) * | 2007-04-04 | 2009-08-13 | Witzig & Frank Gmbh | Werkzeugmaschine |
| DE102007045619B4 (de) * | 2007-09-17 | 2010-06-10 | Gehring Technologies Gmbh | Vorrichtung zur Feinbearbeitung von Werkstücken |
| DE202011003069U1 (de) * | 2011-02-17 | 2011-04-28 | Kadia Produktion Gmbh + Co. | Vorrichtung zur mechanischen Oberflächenbearbeitung von Werkstücken |
-
2012
- 2012-02-06 DE DE102012201730A patent/DE102012201730A1/de not_active Ceased
-
2013
- 2013-01-31 JP JP2014555205A patent/JP6097312B2/ja active Active
- 2013-01-31 WO PCT/EP2013/051913 patent/WO2013117482A1/de active Application Filing
- 2013-01-31 DE DE202013012303.6U patent/DE202013012303U1/de not_active Expired - Lifetime
- 2013-01-31 EP EP13702991.4A patent/EP2812152B1/de active Active
- 2013-01-31 DE DE202013012445.8U patent/DE202013012445U1/de not_active Expired - Lifetime
- 2013-03-31 DE DE202013012320.6U patent/DE202013012320U1/de not_active Expired - Lifetime
Non-Patent Citations (1)
| Title |
|---|
| None * |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6097312B2 (ja) | 2017-03-15 |
| DE202013012320U8 (de) | 2016-05-12 |
| EP2812152A1 (de) | 2014-12-17 |
| JP2015506852A (ja) | 2015-03-05 |
| DE202013012445U1 (de) | 2016-11-09 |
| DE102012201730A1 (de) | 2013-08-08 |
| DE202013012320U1 (de) | 2016-03-17 |
| DE202013012303U1 (de) | 2016-02-05 |
| WO2013117482A1 (de) | 2013-08-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2812152B1 (de) | Honmaschine mit mehreren arbeitsstationen und rundtisch | |
| DE102016205537B4 (de) | Honmaschine mit mehreren Arbeitsstationen und Fertigungsanlage damit | |
| EP1871570B1 (de) | Fertigungslinie zur flexiblen bearbeitung von werkstücken | |
| EP3535092B1 (de) | Honmaschine mit mehreren arbeitsstationen | |
| EP0908269B1 (de) | Werkzeugmaschinengruppe mit zwei einander gegenüberstehenden Bearbeitungseinheiten | |
| EP3641972B1 (de) | Bewegungssystem und verzahnungsmaschine | |
| EP0673711A1 (de) | Handhabungssystem | |
| DE10119175A1 (de) | Vorrichtung zur Bearbeitung von Werkstücken sowie Verfahren zur Bearbeitung von Werkstücken unter Verwendung einer solchen Vorrichtung | |
| EP0967038B1 (de) | Vorrichtung zum spanabhebenden Bearbeiten von Werkstücken | |
| EP1768817A2 (de) | Flexible transfermaschine mit beweglichen werkstückträgern | |
| DE102014223887B4 (de) | Be- und Entladesystem sowie Fertigungsanlage mit Be- und Entladesystem | |
| EP0612278B1 (de) | Mehrspindel-drehmaschine | |
| DE102011013253B4 (de) | Beladeeinrichtung für eine Vertikaldrehmaschine | |
| EP1294530B1 (de) | Werkzeug-maschine zur mindestens 3-achsigen bearbeitung von werkstücken | |
| EP3117954B1 (de) | Bearbeitungsmaschine mit werkstückbeladeeinrichtung | |
| DE19803563C1 (de) | Werkzeugmaschine, insbesondere Drehmaschine mit wenigstens einer hängend angeordneten horizontalen Arbeitsspindel | |
| DE102018213131B4 (de) | Bearbeitungssystem zur spanenden Bearbeitung von Werkstücken mit Bohrung | |
| DE10058627A1 (de) | Drehmaschine | |
| EP2762253A1 (de) | Werkzeugmaschine zur Bearbeitung von Werkstücken | |
| DE19948822A1 (de) | Vorrichtung zur Bearbeitung von Werkstücken sowie Verfahren zur Bearbeitung von Werkstücken unter Verwendung einer solchen Vorrichtung | |
| DE102019218038B4 (de) | Honmaschine mit mehreren Arbeitsstationen und Fertigungsanlage | |
| EP3999279B1 (de) | Honmaschine | |
| DE102008024397A1 (de) | Wandelbares Produktionssystem und Transfermodul hierzu | |
| DE8418827U1 (de) | Werkstueckhandhabungseinrichtung fuer mehrspindel-drehautomaten |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20140812 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| DAX | Request for extension of the european patent (deleted) | ||
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20180705 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20200109 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502013014708 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1269626 Country of ref document: AT Kind code of ref document: T Effective date: 20200615 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20200513 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200513 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200513 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200513 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200914 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200913 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200813 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200814 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200813 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200513 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200513 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200513 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200513 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200513 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200513 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200513 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200513 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200513 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200513 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200513 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200513 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502013014708 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200513 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200513 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20210216 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200513 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200513 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20210131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210131 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20210131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210131 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210131 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210131 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 1269626 Country of ref document: AT Kind code of ref document: T Effective date: 20210131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20130131 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230523 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200513 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200513 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240123 Year of fee payment: 12 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200513 |