EP2750829B1 - Finishing machine for finish machining of curved workpiece surfaces on workpieces - Google Patents
Finishing machine for finish machining of curved workpiece surfaces on workpieces Download PDFInfo
- Publication number
- EP2750829B1 EP2750829B1 EP12751076.6A EP12751076A EP2750829B1 EP 2750829 B1 EP2750829 B1 EP 2750829B1 EP 12751076 A EP12751076 A EP 12751076A EP 2750829 B1 EP2750829 B1 EP 2750829B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- workpiece
- finishing
- machining
- rotary table
- spindle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
- 238000003754 machining Methods 0.000 title claims description 95
- 230000033001 locomotion Effects 0.000 claims description 18
- 238000005520 cutting process Methods 0.000 claims description 9
- 238000003825 pressing Methods 0.000 claims description 9
- 230000010355 oscillation Effects 0.000 claims description 8
- 230000001360 synchronised effect Effects 0.000 claims description 6
- 230000000694 effects Effects 0.000 claims 1
- 230000002265 prevention Effects 0.000 claims 1
- 238000012545 processing Methods 0.000 description 52
- 238000000034 method Methods 0.000 description 12
- 230000002093 peripheral effect Effects 0.000 description 10
- 230000008859 change Effects 0.000 description 9
- 230000032258 transport Effects 0.000 description 7
- 230000008569 process Effects 0.000 description 6
- 239000004575 stone Substances 0.000 description 5
- 239000000463 material Substances 0.000 description 4
- 230000006835 compression Effects 0.000 description 3
- 238000007906 compression Methods 0.000 description 3
- 238000013461 design Methods 0.000 description 3
- 230000003534 oscillatory effect Effects 0.000 description 3
- 238000003672 processing method Methods 0.000 description 3
- 238000011144 upstream manufacturing Methods 0.000 description 3
- 230000001680 brushing effect Effects 0.000 description 2
- 230000008878 coupling Effects 0.000 description 2
- 238000010168 coupling process Methods 0.000 description 2
- 238000005859 coupling reaction Methods 0.000 description 2
- 238000007514 turning Methods 0.000 description 2
- 238000005406 washing Methods 0.000 description 2
- 230000006978 adaptation Effects 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 238000011143 downstream manufacturing Methods 0.000 description 1
- 239000013013 elastic material Substances 0.000 description 1
- 238000005265 energy consumption Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 230000013011 mating Effects 0.000 description 1
- 230000007935 neutral effect Effects 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 239000010802 sludge Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B35/00—Machines or devices designed for superfinishing surfaces on work, i.e. by means of abrading blocks reciprocating with high frequency
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B19/00—Single-purpose machines or devices for particular grinding operations not covered by any other main group
- B24B19/08—Single-purpose machines or devices for particular grinding operations not covered by any other main group for grinding non-circular cross-sections, e.g. shafts of elliptical or polygonal cross-section
- B24B19/12—Single-purpose machines or devices for particular grinding operations not covered by any other main group for grinding non-circular cross-sections, e.g. shafts of elliptical or polygonal cross-section for grinding cams or camshafts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B21/00—Machines or devices using grinding or polishing belts; Accessories therefor
- B24B21/004—Machines or devices using grinding or polishing belts; Accessories therefor using abrasive rolled strips
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B27/00—Other grinding machines or devices
- B24B27/0069—Other grinding machines or devices with means for feeding the work-pieces to the grinding tool, e.g. turntables, transfer means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B5/00—Machines or devices designed for grinding surfaces of revolution on work, including those which also grind adjacent plane surfaces; Accessories therefor
- B24B5/36—Single-purpose machines or devices
- B24B5/42—Single-purpose machines or devices for grinding crankshafts or crankpins
Definitions
- the invention relates to a finishing machine for finishing curved workpiece surfaces on workpieces according to the preamble of claim 1.
- Finishing which is also referred to as superfinishing, is a machining process with indefinite cutting edges.
- workpieces such as crankshafts, camshafts, transmission shafts or other components for power and working machines can be edited to produce a desired surface fine structure.
- a machining tool finishing stone or finishing tape set with granular cutting material is pressed against the peripheral surface to be machined.
- the workpiece is rotated about its workpiece axis.
- a relative movement between the workpiece and the machining tool abutting the peripheral surface is simultaneously generated parallel to the workpiece axis.
- a so-called cross-cut pattern can be generated, whereby the machined workpiece surfaces, for example, as running surfaces for plain bearings or rolling bearings or the like are particularly suitable.
- the workpiece section to be machined may be, for example, a main bearing or a crank bearing of a crankshaft or a camshaft bearing. Even rotationally asymmetric workpiece surfaces, such as the outer surfaces of cams, can be machined by means of finishing. Finishing procedures without oscillating relative movement are also possible.
- finishing is a thermally neutral processing method in which no soft skin interspersed with microcracks or surface tensions arises. Finishing is often used after a grinding process as the last machining process of a processing chain to remove the soft skin, to re-release the original structure, to increase the support of the roughened surface structure and to improve the component geometry. Unlike lapping, bonded grain tools are used, eliminating the need for washing operations and lapping sludge disposal facilities.
- a finishing machine of the type considered in this application has at least one workpiece spindle, which is rotatable about a spindle axis by means of a spindle drive and has a workpiece holder for receiving a workpiece.
- the workpiece holder is designed such that the workpiece received by the workpiece holder is rotatable about its workpiece axis by rotation of the workpiece spindle.
- At least one Finishech which has a pressing device for pressing a machining tool occupied with cutting means to a machined curved peripheral surface of the workpiece, wherein the drive means a directed radially to the workpiece axis pressing force is exerted on the machining tool.
- a finishing machine also has an optionally optionally switchable or switchable oscillation device, which can generate a parallel to the workpiece axis oscillating relative movement between the workpiece and the machining tool.
- a finishing belt is used as a processing tool.
- a finishing belt has a band-shaped flexible carrier in which cutting grains are applied on the front side facing the workpiece with the aid of a binder.
- One class of tape finishing method involves the use of a finite (non-continuous) finishing tape, the tape ends of which are each secured to a tape roll.
- the fresh, still unused finishing belt is held on a supply roll and guided by means of tape guide devices over the engagement area on the workpiece to a driven tape roll, which receives the used finishing tape.
- the tape feed is achieved via a drive of this tape roll, which pulls the tape through the entrance area.
- the reel with the fresh finishing belt acts as a band brake and maintains the belt tension.
- Devices and methods for carrying out these variants of belt finishing are described, for example, in US Pat WO 2009/049868 A1 or the DE 199 25 077 A1 disclosed.
- the workpiece is also rotated about its axis of rotation. Similar to a belt grinder, a continuously driven, endless finishing belt is used, which partially wraps around a workpiece surface (peripheral surface) of the workpiece to be machined during processing and in a predetermined by the wrap angle range flat against the workpiece. Examples of such methods are in EP 1 514 640 B1 or the EP 1 514 643 B1 specified.
- the finishing belt running over pulleys should adapt flexibly to the geometry of the rotating workpiece and ensure high surface quality. As a rule, circumferential machining marks are generated.
- the device comprises a rotary table which is rotatable about a horizontal rotary table axis and has a plurality of workpiece spindles.
- the workpieces are clamped with three-jaw chucks.
- a grinding device is provided at one of the processing stations. After grinding, the workpieces are moved to a downstream processing station for superfinishing.
- the associated finish unit has a honing stone, which can be offset in an oscillatory movement axially parallel to the axis of the machined workpieces. In superfinishing, the cutting motion results from the superposition of the axial oscillatory motion of the finish stone and the rotational movement of the workpiece about its axis.
- the EP 1 518 643 A1 describes a finishing device for a microfinishing machine.
- the finishing device is attached to one of two processing arms of a processing tongs.
- a holding bracket is attached, on which a bezel is integrally formed.
- the bezel serves to receive an insert, in which two pieces of equipment are arranged, which bear against the workpiece. Due to the centrifugal forces, the steady rest is only needed when machining crankpins of a crankshaft.
- a finish stone may also be provided as a processing tool in a finisher unit.
- the invention has for its object to provide a finishing machine for finishing curved workpiece surfaces on workpieces, can be subjected to the finishing of large numbers of workpieces at short cycle times with high quality machining.
- the finishing machine should be usable for different workpiece geometries without sacrificing quality.
- the invention provides a device with the features of claim 1.
- a rotary table which is cyclically rotatable about a rotary table axis is.
- On the rotary table several workpiece spindles are arranged in a predetermined angular pitch.
- a workpiece picked up by a workpiece holder can be moved by turning the rotary table into a processing position on the finishing unit and can be transported out of this processing position to a subsequent workstation after finishing machining.
- the rotary table carries at least three workpiece spindles, for example three or four workpiece spindles, but possibly also more. As a result, high productivity can be achieved. It is also possible to equip the rotary table with only two workpiece spindles.
- the rotary table is indexable by means of an indexing device in each angular position or angle position belonging to a processing position.
- an indexing device in each angular position or angle position belonging to a processing position.
- a clamping device may be provided for clamping the rotary table in the respective angular position.
- a one-sided workpiece holder (support exclusively on the workpiece holder of the workpiece spindle) is possible. This can be realized by appropriately robust dimensioned active clamping systems on the workpiece spindles, e.g. by a collet or a chuck.
- a one-sided workpiece clamping may possibly be sufficient for axially relatively short and relatively thick compared to the length of workpieces. For longer and / or thinner and / or structurally more unstable workpieces, however, the transverse forces can lead to quality losses.
- an active support of the workpiece against transverse forces on at least one axially spaced from the workpiece holder workpiece section or a corresponding device is provided.
- Some embodiments have an abutment device engaging the workpiece at an axial distance from the workpiece holder for fixing the workpiece in a machining position aligned coaxially with the spindle axis of the workpiece spindle when the workpiece spindle is in a processing position associated with a processing station.
- a tailstock device is provided with at least one tailstock unit, which has a tailstock spindle rotatable about a tailstock spindle axis and preferably also movable parallel to the tailstock spindle axis.
- Two, three or more tailstock spindles can be provided.
- a separate tailstock spindle can be provided for each processing station provided for workpiece machining.
- the tailstock spindles can be permanently installed. They are then first withdrawn before further indexing of the rotary table and then advanced again before the start of the subsequent machining operation to clamp the workpieces axially.
- tailstock spindles on a further rotary table, which can be rotated axially parallel or coaxially with the rotary table carrying the workpiece spindles.
- An embodiment is characterized in that in addition to the rotary table (first rotary table) carrying the workpiece spindles, a further rotary table (second rotary table) is provided, which is rotatable coaxially with the rotary table carrying the workpiece spindles and carries at least one counter bearing device, eg in the form of a tailstock spindle , Preferably, at the further rotary table for each workpiece spindle the first rotary table provided its own tailstock spindle.
- each of the two rotary tables is assigned a separate rotary drive, wherein the rotary actuators (first and second rotary drive) are independently controllable via the machine control.
- a synchronous rotation of the rotary tables is possible by means of synchronization of the rotary actuators via the machine control.
- This concept is also referred to in this application as a "twin drive", the advantages of which will be explained in connection with an embodiment.
- the further (second) rotary table is in some embodiments parallel to its axis of rotation in the direction of the workpiece spindles bearing (first) rotary table or in the opposite direction movable.
- a steady rest or another support element may be provided, which engages at a distance from the workpiece holder between this and the free end of the workpiece to a workpiece section suitable for supporting.
- the active support of the workpiece against transverse forces on at least one axially spaced from the workpiece holder workpiece section is achieved in that at a processing station for finishing a first Finishech and at least one second Finishech is provided which simultaneously attack the workpiece during machining , wherein the pressure forces of the first and the second finishing units acting radially to the workpiece axis are aligned substantially symmetrically to the workpiece axis. This compensates for the through the finishing units applied pressing forces each other, so that a stabilized against transverse forces machining is possible.
- two diametrically opposite, substantially identical finishing units are provided at a processing station for finish machining. A star-shaped arrangement of three or more finishing units is also possible.
- a plurality of machining units associated with the rotary table are provided for performing a machining operation on a workpiece received by a workpiece holder, wherein at least one of the machining units is a finishing unit.
- a loading unit may be provided at a work station (loading station) to populate the rotary table or to remove the finished workpieces.
- the finishing machine may have a single finisher unit.
- several finishing units are provided, for example two, three or four finishing units served by the same rotary table.
- a plurality of different finishing operations (different machining parameters on the same workpiece section and / or identical or different finishing operations on different workpiece sections) on the same workpiece in one clamping can be performed.
- processing stations there are a plurality of processing stations, each having a finishing unit and operated sequentially by the rotary table, eg two three or four finishing units. It is also possible for one processing station to have two or more finishing units having. If necessary, they can at the same time machine the same workpiece located in its machining position, ie perform parallel machining on the same workpiece.
- finishing machine in this application refers to a finishing machine which is set up for finish machining on the workpiece and for this purpose has at least one finishing unit.
- the finishing machine may be configured as a pure finishing machine having two or more finishing units but no processing units set up for other processing methods.
- a measuring unit it is also possible to combine several different processing methods on the finishing machine. Therefore, a finishing machine may have further processing units provided for other machining operations, e.g. a deburring unit and / or a plan finisher unit for performing other machining operations on a workpiece in addition to one or more finishing operations.
- a centering chuck or a collet can be provided for the spindle-side workpiece holder, which are actuated by means of a clamping drive.
- a receptacle on the outer diameter may be provided by jaw chuck or a receptacle on the inner diameter of the workpiece by a mandrel.
- the workpiece holder is designed as a passive plug-in receptacle, so that the workpiece holder has no actuatable via a clamping drive clamping means, because they are not needed.
- the workpiece is merely plugged or plugged in and possibly against twisting and / or falling off secured, but not clamped for centering. As a result, a particularly fast workpiece change is possible.
- At the workpiece holder at least one retaining spring and / or at least one spring-loaded retaining element may be provided to hold the plugged onto the workpiece holder or inserted into the workpiece holder workpiece frictionally and secure against falling.
- the plug-in receptacle is designed for a rotationally fixed reception of a workpiece, so that the spindle rotation can be transmitted to the workpiece without slippage.
- the workpiece holder has a spring-loaded driver element, which engages positively in the circumferential direction when receiving a workpiece in a recess of the workpiece.
- a passive anti-rotation to secure the recorded workpiece against rotation is created and on the other hand, the workpiece can also be secured against falling down by pressing the spring-loaded driving element.
- an axial insertion or attachment of the workpiece or a removal of the workpiece held thereby overcoming the frictional engagement for the workpiece change is readily possible.
- the workpiece spindles need not be oriented for receiving a workpiece or fixed in a specific rotational position.
- the workpiece spindles are attached to the rotary table in such a way that the spindle axes run parallel to the rotary table axis.
- the workpiece spindles so on Rotary table to install, that the spindle axes transverse, in particular run radially to the rotary table axis.
- the orientation of the rotary table or the rotary table axis can be adapted to the intended application.
- the rotary table axis is horizontal, so that the rotary table is. Then the workpieces can be clamped horizontally or horizontally.
- horizontal rotary table in which the rotary table axis is vertical.
- a corresponding oscillation device is provided.
- the oscillation device is integrated into the finishing unit, so that no means for generating an axial workpiece oscillation must be realized on the side of the workpiece holder or the workpiece spindles.
- this is basically possible.
- FIG. 12 shows a side view of a finishing machine 100 designed as a belt finishing machine according to a first embodiment of the invention in a direction parallel to the z-direction of the machine-fixed machine coordinate system MKS.
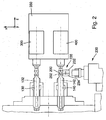
- Fig. 2 is a plan view of the same finishing machine from above in the direction of the direction perpendicular to the z-direction y direction shown.
- Fig. 3 shows an oblique perspective view of some essential components of the same belt finishing machine.
- the belt finishing machine is adapted for machining fixed and variable cam pieces for a camshaft valvetrain. Only the peripheral surfaces of the cams are finished, not the adjacent cylindrical bearing surfaces.
- the finish machining is the last material-removing finishing, so a finishing.
- the finishing machine is located in the material flow behind an upstream grinding machine and in front of a downstream washing system.
- the workpieces 200 to be processed are the finishing machine in the representation shown from the right via a horizontal transport device 205 fed automatically loaded into the finishing machine by means of a handling system and unloaded after completion of a multi-stage processing (brush deburring and subsequent Bandfinishen) and discharged via the transport device 205.
- the band finishing machine is designed as a rotary indexing machine and allows short non-productive times for the workpiece change and thus a high workpiece throughput and short cycle times, so that an economic processing with high quality machining is possible.
- the finishing machine has a rotary table 110, which by means of a rotary drive, not shown, cyclically about a parallel to the z-direction horizontal rotary table axis 112 is rotatable.
- the standing rotary table is rotatably mounted by means of suitable bearings in a vertical support member of the machine frame and can be driven by means of an electromechanical rotary drive or an NC-controlled direct drive.
- Each of the workpiece spindles is rotatable about a spindle axis 122, 132, 142 and 152 wherein the spindle axes parallel to each other and parallel to the rotary table axis 112 extend in the horizontal direction and have the same radial distance from the rotary table axis.
- a separate spindle drive is provided, so that the rotation of each workpiece spindle can be controlled independently of the rotations of other workpiece spindles.
- Each of the workpiece spindles has a workpiece holder with which a single workpiece can be accommodated so that a through the Workpiece receiving recorded workpiece by rotation of the workpiece spindle can be rotated about its workpiece axis.
- the workpiece spindles and the workpiece holders attached to them are identical in each case. Special features of the workpiece holders provided here will be discussed later, especially in connection with Fig. 4 the example of the workpiece holder 160 of the second workpiece spindle 130 explained in detail.
- the rotary table "operates" four work stations arranged in the circumference of the rotary table.
- a loading unit 210 is provided for loading and unloading the workpiece holders.
- the first workpiece spindle 120 is in the loading and unloading position in the working area of the loading unit 210. This grasps a finished workpiece via a gripper system and transports it to the discharge belt of the transport device 205. Thereafter, a premachined workpiece is gripped by the feed belt of the transport device and transported to the workpiece holder of the first workpiece spindle and attached there.
- a 90 ° clockwise rotation of the rotary table then transports the workpiece to be machined into the second work station, which has a brush deburring unit 220.
- a deburring brush 222 which is rotatably mounted at the end of a pivoting arm, the outside of the rotating workpiece can be processed by brush deburring, to remove any burrs still existing after grinding.
- the second workstation is thus a processing station at which a workpiece machining takes place.
- An indexing of the rotary table by 90 ° then brings the deburred workpiece to a further processing station, namely the third workstation in the working area of a first finishing unit 230.
- This is constructed as a belt finishing unit and has two parallel belt conveyors, so that on the workpiece two axially staggered workpiece sections (cams) can be processed simultaneously by means of band finishing.
- the first Finishech is set up in the process exemplified here for processing rotationally symmetric peripheral surfaces of the so-called Nullhubnocken.
- the rotary table is indexed by 90 °, so that the workpiece is finally transported to the fourth workstation in the working area of a second Finishech 240, with which the non-rotationally symmetrical peripheral surfaces of the adjusting cams of the workpiece are processed.
- the second finishing unit is also designed as a twin-tape machine, so that at the same time two adjusting cams offset axially relative to one another can be machined on their circumference by finishing.
- a further rotation of the rotary table by 90 ° brings the in three consecutive machining operations by means of three successively approached processing stations finely machined workpiece again to the first workstation, where it is removed by means of the loading unit 210 from the workpiece holder and transported to the removal.
- the rotary table In order to accurately position the workpiece spindles or the workpieces in a workstation, the rotary table is indexed in the respective rotational positions or angular positions by means of an automatic indexing device and clamped by means of an automatic clamping device. Before the handover, it is released again. These devices are controlled by the machine control.
- a finite (non-continuous) finishing belt is used, the belt ends of which are each attached to a belt reel.
- the fresh, still unused finishing tape is kept on a supply roll and guided over the engagement region on the workpiece (area of the pressure roller) with the aid of belt guiding devices to a driven belt roller which picks up the used finishing belt.
- the tape feed is achieved via a drive of this tape roll, which pulls the tape through the entrance area.
- the reel with the fresh finishing belt acts as a band brake and maintains the belt tension.
- the first finishing unit 230 has two finishing tapes 232, 234 running parallel to one another, which at the same time in each case process the peripheral surface of an adjusting cam of the workpiece 200.
- the workpiece 200 is rotated around its workpiece axis 202 by means of the spindle drive of the third workpiece spindle 140.
- the finishing tapes are pressed by means of a pressure roller 236 with a pressure force acting radially to the workpiece axis to the rotating peripheral surface of the workpiece.
- the pressure roller is on its outer periphery of a hard elastic material with a low compliance, so that Andrückkraftspitzen can be avoided.
- the pressure roller is offset by means of an integrated oscillation device into a short-stroke oscillation movement parallel to the workpiece axis 202 (see double arrow).
- an integrated oscillation device into a short-stroke oscillation movement parallel to the workpiece axis 202 (see double arrow).
- these workpieces are operated with discontinuous tape feed, so that the finishing belt rests during processing and the cutting speed exclusively by the rotational movement of the workpiece in combination with the superimposed axially oscillating relative movement between the workpiece and finishing belt is produced.
- a used finishing belt section is replaced with a fresh finishing belt section by advancing the finishing belt by a predetermined belt advance distance in a processing break with unloaded finishing belt.
- by the continuous or discontinuous supply of fresh, unused finishing tape sections even in large series of workpieces can be achieved well reproducible machining results.
- the second finishing unit 240 is constructed substantially identically.
- the cycle times during machining should be kept as low as possible, so that a workpiece change should be as fast as possible.
- a solution is realized for the workpiece clamping, on the one hand allows a quick workpiece change and on the other hand, a stable against transverse forces coaxial tension of the workpieces.
- the workpiece holder is designed as a passive plug-in receptacle for rotationally fixed receiving a workpiece.
- passive workpiece holders do not require a tensioning drive operable clamping means for clamping the workpiece.
- the workpiece is not clamped radially, but only more or less plugged in the axial direction, non-positively held against falling and secured against rotation. As a result, a quick picking up and removing the workpieces is realized.
- an abutment device for fixing a recorded in a workpiece holder workpiece is provided in a coaxial with the spindle axis of the workpiece spindle machining position, wherein the abutment means engages the workpiece at an axial distance from the workpiece holder when the workpiece spindle is in a processing station belonging to the processing position.
- the tailstock unit 300 is part of a tailstock device 350, which is mounted at an axial distance in the z direction in front of the rotary table and mounted on the front workpiece holders on the machine bed.
- the tailstock device 350 has three identically constructed tailstock units 300, 360, 370, namely one tailstock unit for each of the processing stations 220, 230 and 240.
- the tailstock unit 300 is assigned to the brushing, while the tailstock unit 360 of the first finishing unit and tailstock unit 370 is associated with the second finishing unit.
- the tailstock unit 300 has a tailstock spindle 310 that is passive, i. without its own drive, about a tailstock spindle axis 312 is rotatable and by means of a feed drive parallel to the tailstock axis in the direction of the opposite workpiece holder and movable away from it.
- the tailstock spindle axis is arranged to coincide with the workpiece spindle axis of that workpiece spindle which is in the machining position at the brushing direction, in the example case with the spindle axis 132 of the second workpiece spindle 130.
- the spindle-side workpiece holder 160 is formed as a passive plug-in receptacle for rotationally fixed receiving the workpiece.
- a front end portion of the workpiece holder for this purpose forms a mandrel portion 162 having a cylindrical outer surface which has an outer diameter which is adapted to the inner diameter of the workpiece to be clamped (indicated by dashed lines), that the mandrel portion can be introduced axially into the workpiece to form a clearance fit.
- the workpiece is thus already aligned largely coaxially with the spindle axis.
- a conical centering section 164 adjoins the spindle side with a diameter which increases in size toward the rotary table. A workpiece plugged onto the mandrel section is thereby centered with respect to the spindle axis 132.
- Fig. 4B shows a perpendicular to the spindle axis 132 extending section through the mandrel portion 162 and the elements contained therein of a passive anti-rotation device for securing a recorded workpiece against rotation.
- a driver element 166 is pivotably mounted about an axis of rotation extending parallel to the spindle axis and has a radially outwardly projecting latching lug 165, in the swung-out state of the driver element protrudes through a slot 167 on the circumference of the mandrel portion to the outside.
- a compression spring 168 is arranged, which biases the driver element in this disengaged position. against the force of the compression spring, the driver element can be pressed inwards.
- a workpiece is then pushed onto the mandrel section substantially axially from the front, then it is centered when it comes into contact with the conical centering section 164 with respect to the spindle axis 182.
- the here provided as a workpiece cam pieces have on their inner side an internal toothing for the rotationally fixed coupling to axially adjacent components of the camshaft.
- the locking lug 166 of the driver engages in one of the tooth gaps, so that in the circumferential direction a positive connection between the driver element and the workpiece is formed, whereby this is secured against rotation relative to the mandrel portion.
- the compression spring presses the driver against the inside of the workpiece, wherein the spring force is dimensioned so that the workpiece is secured by this frictional connection against falling from the mandrel portion.
- the axial connector between the workpiece holder and the workpiece can be solved by axial removal of the workpiece during workpiece change in a simple manner.
- the opposite tailstock spindle at its workpiece receiving end facing a conical centering portion 364 which engages the axial feed of the tailstock spindle in the workpiece, whereby the workpiece is centered with respect to the spindle axis 132.
- the workpiece is thus in this embodiment in principle axially between points or between the conical centering sections 164 and 364th tense and is thereby stabilized against the radial machining forces acting on the machining at both ends.
- This type of workpiece clamping between tips in conjunction with a rotary table can of course be provided not only in the workpieces described here by way of example, but is also useful for other workpiece geometries, especially for those workpieces that have a relatively long compared to their diameter, ie protrude relatively far beyond a spindle-side workpiece holder.
- This workpiece clamping between peaks is also possible for massive workpieces, for example by the tailstock has a tip which engages in a front-side central recess of the workpiece.
- an inner cone could also be provided for clamping solid workpieces with cylindrical end sections.
- the schematic Fig. 5 shows a side view of a designed as a band finishing machine finishing machine 500 according to a second embodiment in a direction parallel to the z-direction of the machine-fixed machine coordinate system MKS.
- the finishing machine is designed in the example for the same workpieces (cam pieces) and arranged in the material flow in line behind an upstream grinding machine and before a downstream washer.
- the workpieces 200 to be processed are fed to the finishing machine in the illustration shown from the right via a horizontal transport device 605, automatically loaded into the finishing machine with the aid of a handling system (loading device 610) and unloaded again after completion of a strip finishing operation and conveyed off to the left.
- a handling system loading device 610
- two finishing units 620, 630 acting simultaneously on the workpiece are provided.
- the finishing machine has a rotary table 510, which by means of a rotary drive, not shown, cyclically about a parallel to the z-direction horizontal rotary table axis 112 is rotatable.
- two diametrically opposed workpiece spindles are arranged radially outside the rotary table axis 512, namely a first workpiece spindle 520 rotatable about a first spindle axis 522 and a second workpiece spindle 530 rotatable about a second spindle axis 532.
- the spindle axes lie parallel to one another and parallel to the rotary table axis 512 in horizontal Direction.
- a separate spindle drive is provided so that the rotation of each workpiece spindle can be controlled independently of the rotations of the other workpiece spindle.
- the workpiece spindles and the workpiece holders attached to them are identical in each case.
- the workpiece holders are designed as collets, which are actuated by their own clamping drives and hold the clamped workpiece by clamping torque-proof and center.
- the rotary table "operates" two work stations arranged on the circumference of the rotary table.
- the loading unit 610 is provided for loading and unloading the workpiece holders.
- the situation shown is the first workpiece spindle 520 in the loading and unloading in the working area of the loading unit 610.
- the loading is done from the right, the removal to the left.
- the processing station has two substantially identical finishing units 620, 630 which engage diametrically opposite sides of the workpiece.
- the finishing units can each be moved horizontally parallel to the x-axis. Furthermore, a linear axis is provided in the z-direction for the axial positioning of the finishing units on the workpiece.
- Both the first finisher unit 620 and the second finisher unit 630 are constructed as a belt finisher and have two parallel belt conveyors, so that two axially staggered workpiece sections (cams) can be simultaneously machined on the workpiece by belt finishing.
- the first Finishech is set for processing axially offset from each other first cam, while the second Finisometer machined axially to the first cam offset second cam.
- a finite (non-continuous) finishing belt is used, the belt ends of which are each fastened to a belt reel. It is worked with slow continuous or discontinuous tape feed.
- the rotary table is indexed 180 °. This rotation brings the finished workpiece back to the first workstation, where it is removed by means of the loading unit 610 from the workpiece holder and transported for removal.
- the workpieces are here only one-sided (in the workpiece holder) and not stretched between peaks and there are no corresponding tailstock facilities. Nevertheless, even with large radial pressure forces during finishing a stabilized against transverse forces, the workpiece spindle coaxial workpiece rotation is ensured.
- the arrangement of the finishing units is chosen such that the pressure forces acting radially to the workpiece axis the first and second Finishech are aligned substantially symmetrically to the workpiece axis. As a result, the pressure forces applied by the finishing units during machining compensate each other, so that processing stabilized against transverse forces is possible.
- Each Finishech acts as a support or counter-bearing for receiving the respective lateral forces introduced by the other Finishquip.
- a finishing machine 800 which in example is adapted for machining relatively long workpieces 805 in the form of crankshafts.
- the processing means include several finishing units which can simultaneously handle both main bearings and crank bearings of the crankshaft by means of band finishing on a crankshaft held in a machining position.
- the workpiece clamping devices can simultaneously clamp four crankshafts each between points and move them in cycles to different workstations.
- two coaxial rotatable rotary tables are provided, one of which belongs to a headstock unit and four separately driven workpiece spindles and the other belongs to a tailstock unit which serves as an abutment means for fixing the workpieces in a coaxial with the spindle axis of the workpiece spindles aligned machining position.
- the headstock unit includes a first rotary table 810, which can be cyclically rotated about its horizontal rotary table axis 812 by means of an electric first rotary drive 814.
- the first rotary table is mounted in a vertical support element which is mounted fixed in the axial direction on the machine bed 802 of the finishing machine.
- four workpiece spindles are radially outside of Round table arranged, of which only two workpiece spindles 820, 830 can be seen in the side view.
- To each of the workpiece spindles belongs an independently controllable from the other rotary actuators rotary drive, which can rotate the workpiece spindle to the associated spindle axis 822, 832.
- the four integrated in the headstock rotary axis workpiece spindles are each equipped with an axially sprung tip 824, 834 and drivers, which ensure that the clamped workpieces are taken in rotation in the circumferential direction of the respective workpiece spindle and taken along.
- the first rotary table 810 is rotated about its horizontal rotary table axis 812 and indexed to a four discrete positions associated with four workstations of the finishing machine.
- the upper workpiece spindle 820 is in the loading and unloading position in the working area of a loading unit, not shown.
- a fixedly mounted pneumatic actuator 860 acts as an actuator to retract the tip of the workpiece tip located in the loading and unloading position.
- a second rotary table 910 Viewed in the axial direction relative to the first rotary table 810, a second rotary table 910 is arranged, which is part of the tailstock unit.
- the second rotary table can be rotated by means of an electric second rotary drive 914 about its horizontal rotary table axis 912, which is coaxial with the axis of rotation or rotary table axis 812 of the first rotary table.
- the first and the second rotary drive can be controlled independently of one another via the machine control. This can ensure a synchronous rotation of the rotary tables with control technology. This concept is also referred to here as a "twin drive".
- the common axis of rotation forms the symmetry axis of the arrangement.
- the second rotary table 910 is axially movable for the conversion operation, ie, parallel to the symmetry axis of the arrangement.
- the rotary table is mounted for this purpose in a vertical support member which on a carriage 970 is mounted, which is axially displaceably guided on axial guide rails and can be reciprocated horizontally by means of a NC-axis 975 with ball screw.
- the second rotary table 910 carries four identical tailstock spindles in 90 ° angle division, of which only two tailstock spindles 920 and 930 are shown.
- Each of the tailstock spindles has a passively rotatable, roller bearing, spring loaded tip 924, 934 so that each one long workpiece can be clamped spring loaded between the tips of the opposing workpiece spindle and the associated tailstock spindle.
- the rotary table is indexed at four discrete positions corresponding to the workstations of the finishing machine.
- a stationary pneumatic drive 960 is provided for retracting the tailstock-side tip.
- a workpiece to be machined is clamped in the region of the loading and unloading position by first moving a free workpiece spindle and an associated free tailstock spindle into the working position belonging to the loading and unloading station.
- the workpiece is then gripped by means of a gripper unit and held between the tips, which are retracted by the pneumatic drives against the force of the respective associated return springs.
- the drives are deactivated, so that the workpiece is clamped axially between the tips under the force of the springs belonging to the tips.
- the workpiece can then be moved by synchronous rotation of the two rotary tables 810, 910 by means of synchronized control of the first and second rotary drive in a first processing station and then optionally up to two other processing stations before it is conveyed back to the loading and unloading. Different directions of rotation are possible. In the processing stations, different machining operations on the workpiece be performed.
- the workpieces each remain clamped between clamps from the clamping to the subsequent clamping and can be rotated at the respective workstations by means of the workpiece spindle about its longitudinal axis.
- the counter-bearing second rotary table 910 includes the passive workpiece abutments (eg tip, bezel) driven by the workpiece rotation induced on the opposite main drive side and the workpieces (in the case of an inter-tip solution) by a constant clamping force (eg Spring force) in the other five degrees of freedom between the tips fixed.
- This clamping force can be released by an external workpiece removal operation (e.g., stationarily located at the loading / unloading station).
- Step proportion of moment of inertia is provided in the twin drive that the second rotary table is not passively taken over the first round table 810, but has its own rotary drive (second rotary drive 914), which is advantageously a servo-controlled rotary drive (NC axis).
- This embodiment provides advantages in terms of geometric Accuracy and the drive dynamics achieved: Firstly, angular offsets between two rotary tables can be virtually eliminated by interrogation and comparison of the two-sided angle encoder systems of the rotary actuators, so that always (regardless of the dimensions of the arrangement) a synchronous rotation of the round tables is ensured.
- the rotary tables are on the machine side only via the machine control, but not mechanically coupled. Inevitable compliances that might occur with mechanical coupling of the rotary tables are eliminated.
- the execution of the twin drive due to the inertia issue described the dynamics and energy consumption compared to a passive entrainment of the second rotary table significantly improve.
- the arrangement allows maximum productivity even when machining axially long workpieces.
- the transverse forces acting radially on the workpieces during machining are reliably absorbed by the workpiece clamping between coaxial tips.
- only a single Finishech is provided in addition to a loading and unloading unit. It is also possible to provide more than two finishing units, for example three or four finishing units. These can be set up for similar or different finishing operations. In the embodiments shown, all machining operations are performed on the rotating workpiece, wherein it is not important for the machining to fix the workpiece in a certain rotational position.
- the workpiece spindles can therefore have a relatively simple structure without means for setting and fixing a specific rotational position.
- the equipped with workpiece spindles rotary table is rotatable in the embodiments about a horizontal rotary table axis.
- a horizontal, lying rotary table which is rotatable about a vertical rotary table axis.
- the axes of Finishechen and optionally other processing units are orientable differently.
- the workpiece spindles mounted on the rotary table rotate axially parallel to the rotary table.
- the spindle axes in workpiece spindles can also be aligned transversely, in particular perpendicularly to the rotary table axis, for example radially to the rotary table axis, so that a uniform or non-uniform star-shaped arrangement of the workpiece spindles results.
- This application discloses, inter alia, a workpiece holding device with two coaxially rotatable rotary tables, wherein the first rotary table carries the (via a spindle drive rotatable about a spindle axis) workpiece spindles and the opposite second rotary table has means for abutment of the workpieces.
- These devices for abutment can be designed for example as tailstock spindles, but possibly also have other design.
- Such a workpiece holding device can be used independently of the other features of the claimed invention also in processing machines without finishing units to support workpieces, in particular relatively long workpieces, during machining against transverse forces, which are exerted by a machining tool on the possibly rotating workpiece.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Grinding And Polishing Of Tertiary Curved Surfaces And Surfaces With Complex Shapes (AREA)
- Grinding Of Cylindrical And Plane Surfaces (AREA)
- Constituent Portions Of Griding Lathes, Driving, Sensing And Control (AREA)
Description
Die Erfindung betrifft eine Finishmaschine zur Finishbearbeitung gekrümmter Werkstückoberflächen an Werkstücken gemäß dem Oberbegriff von Anspruch 1.The invention relates to a finishing machine for finishing curved workpiece surfaces on workpieces according to the preamble of claim 1.
Das Finishen, das auch als Superfinishen bezeichnet wird, ist ein spanendes Feinbearbeitungsverfahren mit unbestimmten Schneiden. Durch Finishen können Werkstückoberflächen von rotationssymmetrischen oder nicht-rotationssymmetrischen Werkstückabschnitten an Werkstücken wie Kurbelwellen, Nockenwellen, Getriebewellen oder anderen Bauteilen für Kraft- und Arbeitsmaschinen zur Erzeugung einer gewünschten Oberflächenfeinstruktur bearbeitet werden. Beim Finishen wird ein mit körnigem Schneidmittel besetztes Bearbeitungswerkzeug (Finishstein oder Finishband) an die zu bearbeitende Umfangsfläche angedrückt. Zur Erzeugung der für den Materialabtrag erforderlichen Schnittgeschwindigkeit wird das Werkstück um seine Werkstückachse gedreht. Bei manchen Verfahrensvarianten des Finishens wird gleichzeitig eine parallel zur Werkstückachse oszillierende Relativbewegung zwischen dem Werkstück und dem an der Umfangsfläche anliegenden Bearbeitungswerkzeug erzeugt. Durch die Kombination der Rotationsbewegung des Werkstückes und der überlagerten Oszillationsbewegung kann ein so genanntes Kreuzschliffmuster erzeugt werden, wodurch die bearbeiteten Werkstückoberflächen z.B. als Laufflächen für Gleitlager oder Wälzlager oder dergleichen besonders geeignet sind. Bei dem zu bearbeiteten Werkstückabschnitt kann es sich beispielsweise um ein Hauptlager oder ein Hublager einer Kurbelwelle oder um ein Nockenwellenlager handeln. Auch rotationsunsymmetrische Werkstückoberflächen, wie z.B. die Außenflächen von Nocken, können mittels Finishen bearbeitet werden. Finishverfahren ohne oszillierende Relativbewegung sind ebenfalls möglich.Finishing, which is also referred to as superfinishing, is a machining process with indefinite cutting edges. By finishing work surfaces of rotationally symmetric or non-rotationally symmetrical workpiece sections on workpieces such as crankshafts, camshafts, transmission shafts or other components for power and working machines can be edited to produce a desired surface fine structure. When finishing, a machining tool (finishing stone or finishing tape) set with granular cutting material is pressed against the peripheral surface to be machined. To produce the cutting speed required for the material removal, the workpiece is rotated about its workpiece axis. In some process variants of finishing, a relative movement between the workpiece and the machining tool abutting the peripheral surface is simultaneously generated parallel to the workpiece axis. By combining the rotational movement of the workpiece and the superimposed oscillation movement, a so-called cross-cut pattern can be generated, whereby the machined workpiece surfaces, for example, as running surfaces for plain bearings or rolling bearings or the like are particularly suitable. The workpiece section to be machined may be, for example, a main bearing or a crank bearing of a crankshaft or a camshaft bearing. Even rotationally asymmetric workpiece surfaces, such as the outer surfaces of cams, can be machined by means of finishing. Finishing procedures without oscillating relative movement are also possible.
Im Unterschied zum Schleifen ist das Finishen ein thermisch neutrales Bearbeitungsverfahren, bei dem keine mit Mikrorissen oder Oberflächenspannungen durchsetzte Weichhaut entsteht. Das Finishen wird häufig nach einem Schleifprozess als letztes spanendes Bearbeitungsverfahren einer Bearbeitungskette eingesetzt, um die Weichhaut zu entfernen, die ursprüngliche Gefügestrüktur wieder freizulegen, den Traganteil der aufgerauten Oberflächenstruktur zu erhöhen und die Bauteilgeometrie zu verbessern. Anders als beim Läppen kommen Bearbeitungswerkzeuge mit gebundenem Korn zum Einsatz, so dass Waschoperationen und Einrichtungen zur Entsorgung von Läppschlamm entfallen können.In contrast to grinding, finishing is a thermally neutral processing method in which no soft skin interspersed with microcracks or surface tensions arises. Finishing is often used after a grinding process as the last machining process of a processing chain to remove the soft skin, to re-release the original structure, to increase the support of the roughened surface structure and to improve the component geometry. Unlike lapping, bonded grain tools are used, eliminating the need for washing operations and lapping sludge disposal facilities.
Damit sich das Werkstück drehen kann, muss es durch eine geeignete Vorrichtung aufgenommen und angetrieben werden. Hierfür hat eine Finishmaschine der in dieser Anmeldung betrachteten Art mindestens eine Werkstückspindel, die mittels eines Spindelantriebs um eine Spindelachse drehbar ist und eine Werkstückaufnahme zur Aufnahme eines Werkstücks aufweist. Die Werkstückaufnahme ist derart ausgelegt, dass das durch die Werkstückaufnahme aufgenommene Werkstück durch Drehung der Werkstückspindel um seine Werkstückachse drehbar ist. Weiterhin ist mindestens eine Finisheinheit vorgesehen, die eine Andrückeinrichtung zum Andrücken eines mit Schneidmittel besetzten Bearbeitungswerkzeugs an eine zu bearbeitende gekrümmte Umfangsfläche des Werkstücks aufweist, wobei mit der Antriebseinrichtung eine radial zur Werkstückachse gerichtete Andrückkraft auf das Bearbeitungswerkzeug ausgeübt wird.For the workpiece to rotate, it must be picked up and driven by a suitable device. For this purpose, a finishing machine of the type considered in this application has at least one workpiece spindle, which is rotatable about a spindle axis by means of a spindle drive and has a workpiece holder for receiving a workpiece. The workpiece holder is designed such that the workpiece received by the workpiece holder is rotatable about its workpiece axis by rotation of the workpiece spindle. Furthermore, at least one Finisheinheit is provided, which has a pressing device for pressing a machining tool occupied with cutting means to a machined curved peripheral surface of the workpiece, wherein the drive means a directed radially to the workpiece axis pressing force is exerted on the machining tool.
In der Regel hat eine Finishmaschine außerdem eine ggf. optional zuschaltbare bzw. abschaltbare Oszillationseinrichtung, die eine parallel zur Werkstückachse oszillierende Relativbewegung zwischen dem Werkstück und dem Bearbeitungswerkzeug erzeugen kann.In general, a finishing machine also has an optionally optionally switchable or switchable oscillation device, which can generate a parallel to the workpiece axis oscillating relative movement between the workpiece and the machining tool.
Beim Bandfinishen wird ein Finishband als Bearbeitungswerkzeug genutzt. Ein Finishband hat einen bandförmigen flexiblen Träger, bei dem mit Hilfe eines Bindemittels Schneidkörner auf der dem Werkstück zuzuwendenden Vorderseite aufgebracht sind. Bei einer Klasse von Verfahren des Bandfinishens wird ein endliches (nicht endloses) Finishband verwendet, dessen Bandenden jeweils an einer Bandrolle befestigt sind. Das frische, noch unbenutzte Finishband wird auf einer Vorratsrolle vorgehalten und mit Hilfe von Bandführungseinrichtungen über den Eingriffbereich am Werkstück zu einer angetriebenen Bandrolle geführt, die das verbrauchte Finishband aufnimmt. Der Bandvorschub wird über einen Antrieb dieser Bandrolle erreicht, welche das Band durch den Eingangsbereich hindurch zieht. Die Bandrolle mit dem frischen Finishband wirkt als Bandbremse und erhält die Bandspannung aufrecht. Vorrichtungen und Verfahren zum Durchführen dieser Varianten des Bandfinishens sind beispielsweise in der
Bei einer anderen Klasse von Verfahren zur Finishbearbeitung von Werkstückoberflächen an Werkstücken wird das Werkstück ebenfalls um seine Rotationsachse rotiert. Ähnlich wie bei einem Bandschleifgerät wird ein kontinuierlich angetriebenes, endloses Finishband verwendet, welches eine zu bearbeitende Werkstückoberfläche (Umfangsfläche) des Werkstückes während der Bearbeitung teilweise umschlingt und in einem durch den Umschlingungswinkel vorgegebenen Bereich flächig am Werkstück anliegt. Beispiele für derartige Verfahren sind in der
In der
Die
Alternativ kann bei einer Finisheinheit als Bearbeitungswerkzeug auch ein Finishstein vorgesehen sein.Alternatively, a finish stone may also be provided as a processing tool in a finisher unit.
Es besteht ein Bedarf an Finishmaschinen, die große Stückzahlen gleichartiger Werkstücke mit hoher Bearbeitungsqualität und großer Produktivität bearbeiten können und für unterschiedliche Werkstückgeometrien genutzt werden können.There is a need for finish machines that can process large numbers of similar workpieces with high quality machining and high productivity and can be used for different workpiece geometries.
Der Erfindung liegt die Aufgabe zugrunde, eine Finishmaschine zur Finishbearbeitung gekrümmter Werkstückoberflächen an Werkstücken bereitzustellen, mit der große Stückzahlen von Werkstücken bei kurzen Taktzeiten mit hoher Bearbeitungsqualität einer Finishbearbeitung unterzogen werden können. Die Finishmaschine soll für unterschiedliche Werkstückgeometrien ohne Qualitätseinbußen nutzbar sein.The invention has for its object to provide a finishing machine for finishing curved workpiece surfaces on workpieces, can be subjected to the finishing of large numbers of workpieces at short cycle times with high quality machining. The finishing machine should be usable for different workpiece geometries without sacrificing quality.
Zur Lösung dieser Aufgabe stellt die Erfindung eine Vorrichtung mit den Merkmalen von Anspruch 1 bereit.To achieve this object, the invention provides a device with the features of claim 1.
Vorteilhafte Weiterbildungen sind in den abhängigen Ansprüchen angegeben. Der Inhalt sämtlicher Ansprüche wird durch Bezugnahme zum Inhalt der Beschreibung gemacht.Advantageous developments are specified in the dependent claims. The content of all claims is incorporated herein by reference.
Bei der Finishmaschine gemäß der beanspruchten Erfindung ist ein Rundtisch vorgesehen, der taktweise um eine Rundtischachse drehbar ist. An dem Rundtisch sind mehrere Werkstückspindeln in einer vorgegebenen Winkelteilung angeordnet. Ein durch eine Werkstückaufnahme aufgenommenes Werkstück ist durch Drehung des Rundtischs in eine Bearbeitungsposition an der Finisheinheit bewegbar und nach Abschluss der Finishbearbeitung aus dieser Bearbeitungsposition heraus zu einer nachfolgenden Arbeitsstation transportierbar.In the finishing machine according to the claimed invention, a rotary table is provided, which is cyclically rotatable about a rotary table axis is. On the rotary table several workpiece spindles are arranged in a predetermined angular pitch. A workpiece picked up by a workpiece holder can be moved by turning the rotary table into a processing position on the finishing unit and can be transported out of this processing position to a subsequent workstation after finishing machining.
Vorzugsweise trägt der Rundtisch mindestens drei Werkstückspindeln, beispielsweise drei oder vier Werkstückspindeln, ggf. aber auch mehr. Dadurch kann eine hohe Produktivität erreicht werden. Es ist auch möglich, den Rundtisch mit nur zwei Werkstückspindeln auszustatten.Preferably, the rotary table carries at least three workpiece spindles, for example three or four workpiece spindles, but possibly also more. As a result, high productivity can be achieved. It is also possible to equip the rotary table with only two workpiece spindles.
Bei einer derartigen Finishmaschine ist es somit möglich, dass ein Werkstück, das durch die Werkstückaufnahme einer Werkstückspindel aufgenommen ist, durch Drehung des Rundtischs in seine Bearbeitungsposition an einer Finisheinheit bewegt und nach Abschluss der Finishbearbeitung aus dieser Bearbeitungsposition heraus zu einer nachfolgenden Arbeitsstation transportiert wird. Bei dieser Drehung kann gleichzeitig das nächste zu bearbeitende Werkstück zur Finishmaschine transportiert werden. Hierdurch können die Nebenzeiten für den Werkstückwechsel im Vergleich zu herkömmlichen Finishmaschinen erheblich reduziert werden.In such a finishing machine, it is thus possible that a workpiece, which is received by the workpiece holder of a workpiece spindle, moved by rotation of the rotary table in its processing position on a Finisheinheit and transported after completion of finish machining from this processing position out to a subsequent workstation. During this rotation, at the same time the next workpiece to be machined can be transported to the finishing machine. As a result, the non-productive time for the workpiece change compared to conventional finishing machines can be significantly reduced.
Zudem ist es auf einfache Weise möglich, die Finishbearbeitung in eine Prozesskette mit weiteren vorgeschalteten und/oder nachgeschalteten Bearbeitungsoperation zu integrieren, wobei die zugehörigen Bearbeitungseinheiten ebenfalls über den Rundtisch bedient werden können.In addition, it is easily possible to integrate the finish machining in a process chain with further upstream and / or downstream machining operation, wherein the associated processing units can also be operated via the rotary table.
Vorzugsweise ist der Rundtisch in jeder zu einer Bearbeitungsposition gehörenden Winkelposition bzw. Winkelstellung mittels einer Indexiereinrichtung indexierbar. Dadurch ist eine exakte Werkstückpositionierung möglich, die sich auch unter Einwirkung von Bearbeitungskräften nicht ändert. Dies stellt eine hohe Bearbeitungsqualität sicher. Alternativ oder zusätzlich kann eine Klemmeinrichtung zur Klemmung des Rundtischs in der jeweiligen Winkelstellung vorgesehen sein.Preferably, the rotary table is indexable by means of an indexing device in each angular position or angle position belonging to a processing position. As a result, an exact workpiece positioning is possible, which also under the influence of machining forces does not change. This ensures a high quality of processing. Alternatively or additionally, a clamping device may be provided for clamping the rotary table in the respective angular position.
Zur Erzielung ausreichender Oberflächengüten und zur Einhaltung der vorgesehenen Formparameter beim Finishen ist es wichtig, dass das Werkstück während der Bearbeitung exakt um seine werkstückspezifische Rotationsachse (Werkstückachse) gedreht wird. Gleichzeitig wirken jedoch die Bearbeitungskräfte vor allem bei der Finishbearbeitung in Bezug auf die Werkstückachse in radialer Richtung. Durch diese Querkräfte könnte es zur Schrägstellung und/oder zur Durchbiegung des zu bearbeitenden Werkstücks und zu entsprechenden Qualitätseinbußen kommen. Eine zur Spindelachse koaxiale und gegen Querkräfte stabile Werkstückspannung ist also anzustreben.In order to achieve sufficient surface finishes and to maintain the intended shape parameters during finishing, it is important that the workpiece is rotated exactly around its workpiece-specific rotation axis (workpiece axis) during machining. At the same time, however, the machining forces, especially during finish machining, act in the radial direction with respect to the workpiece axis. These transverse forces could lead to inclination and / or bending of the workpiece to be machined and corresponding loss of quality. A coaxial to the spindle axis and against transverse forces stable workpiece clamping is therefore desirable.
Eine einseitige Werkstückaufnahme (Abstützung ausschließlich an der Werkstückaufnahme der Werkstückspindel) ist möglich. Dies kann durch entsprechend robust dimensionierte aktive Spannsysteme an den Werkstückspindeln realisiert werden, z.B. durch eine Spannzange oder ein Spannfutter. Eine einseitige Werkstückspannung kann evtl. bei axial relativ kurzen und im Vergleich zur Länge relativ dicken Werkstücken ausreichen. Bei längeren und/oder dünneren und/oder konstruktiv labileren Werkstücken können die Querkräfte jedoch zu Qualitätseinbußen führen.A one-sided workpiece holder (support exclusively on the workpiece holder of the workpiece spindle) is possible. This can be realized by appropriately robust dimensioned active clamping systems on the workpiece spindles, e.g. by a collet or a chuck. A one-sided workpiece clamping may possibly be sufficient for axially relatively short and relatively thick compared to the length of workpieces. For longer and / or thinner and / or structurally more unstable workpieces, however, the transverse forces can lead to quality losses.
Bei der beanspruchten Erfindung ist eine aktive Abstützung des Werkstücks gegen Querkräfte an mindestens einem mit axialem Abstand von der Werkstückaufnahme liegenden Werkstückabschnitt bzw. eine entsprechende Einrichtung vorgesehen. Hierfür gibt es unterschiedliche Möglichkeiten.In the claimed invention, an active support of the workpiece against transverse forces on at least one axially spaced from the workpiece holder workpiece section or a corresponding device is provided. There are different possibilities for this.
Manche Ausführungsformen haben eine mit axialem Abstand von der Werkstückaufnahme an dem Werkstück angreifende Gegenlagereinrichtung zur Fixierung des Werkstücks in einer koaxial zur Spindelachse der Werkstückspindel ausgerichteten Bearbeitungsstellung, wenn sich die Werkstückspindel in einer zu einer Bearbeitungsstation gehörenden Bearbeitungsposition befindet.Some embodiments have an abutment device engaging the workpiece at an axial distance from the workpiece holder for fixing the workpiece in a machining position aligned coaxially with the spindle axis of the workpiece spindle when the workpiece spindle is in a processing position associated with a processing station.
Das Werkstück kann dazu z.B. mit seinen axialen Enden zwischen zentrierend wirkenden Spitzen aufgenommen werden. Bei manchen Ausführungsformen ist hierzu eine Reitstockeinrichtung mit mindestens einer Reitstockeinheit vorgesehen, die eine um eine Reitstockspindelachse drehbare und vorzugsweise auch parallel zur Reitstockspindelachse verfahrbare Reitstockspindel aufweist. Es können zwei, drei oder mehr Reitstockspindeln vorgesehen sein. Insbesondere kann für jede für eine Werkstückbearbeitung vorgesehene Bearbeitungsstation eine eigene Reitstockspindel vorgesehen sein.The workpiece can be used e.g. be recorded with its axial ends between centering acting tips. In some embodiments, for this purpose, a tailstock device is provided with at least one tailstock unit, which has a tailstock spindle rotatable about a tailstock spindle axis and preferably also movable parallel to the tailstock spindle axis. Two, three or more tailstock spindles can be provided. In particular, a separate tailstock spindle can be provided for each processing station provided for workpiece machining.
Die Reitstockspindeln können fest installiert sein. Sie werden dann vor dem Weitertakten des Rundtischs zunächst zurückgezogen und danach vor Beginn der nachfolgenden Bearbeitungsoperation wieder vorgeschoben, um die Werkstücke axial einzuspannen.The tailstock spindles can be permanently installed. They are then first withdrawn before further indexing of the rotary table and then advanced again before the start of the subsequent machining operation to clamp the workpieces axially.
Es ist auch möglich, ein oder mehrere Reitstockspindeln an einem weiteren Rundtisch vorzusehen, der achsparallel bzw. koaxial mit dem die Werkstückspindeln tragenden Rundtisch gedreht werden kann.It is also possible to provide one or more tailstock spindles on a further rotary table, which can be rotated axially parallel or coaxially with the rotary table carrying the workpiece spindles.
Eine Ausführungsform ist dadurch gekennzeichnet, dass zusätzlich zu dem die Werkstückspindeln tragenden Rundtisch (erster Rundtisch) ein weiterer Rundtisch (zweiter Rundtisch) vorgesehen ist, der koaxial mit dem die Werkstückspindeln tragenden Rundtisch drehbar ist und mindestens eine Gegenlagereinrichtung, z.B. in Form einer Reitstockspindel, trägt. Vorzugsweise ist an dem weiteren Rundtisch für jede Werkstückspindel des ersten Rundtischs eine eigene Reitstockspindel vorgesehen.An embodiment is characterized in that in addition to the rotary table (first rotary table) carrying the workpiece spindles, a further rotary table (second rotary table) is provided, which is rotatable coaxially with the rotary table carrying the workpiece spindles and carries at least one counter bearing device, eg in the form of a tailstock spindle , Preferably, at the further rotary table for each workpiece spindle the first rotary table provided its own tailstock spindle.
Vorzugsweise ist jedem der beiden Rundtische ein eigener Drehantrieb zugeordnet, wobei die Drehantriebe (erster und zweiter Drehantrieb) unabhängig voneinander über die Maschinensteuerung ansteuerbar sind. Eine synchrone Drehung der Rundtische ist mittels Synchronisierung der Drehantriebe über die Maschinensteuerung möglich. Dieses Konzept wird in dieser Anmeldung auch als "Zwillingsantrieb" bezeichnet, dessen Vorteile im Zusammenhang mit einem Ausführungsbeispiel noch erläutert werden.Preferably, each of the two rotary tables is assigned a separate rotary drive, wherein the rotary actuators (first and second rotary drive) are independently controllable via the machine control. A synchronous rotation of the rotary tables is possible by means of synchronization of the rotary actuators via the machine control. This concept is also referred to in this application as a "twin drive", the advantages of which will be explained in connection with an embodiment.
Der weitere (zweite) Rundtisch ist bei manchen Ausführungsformen parallel zu seiner Drehachse in Richtung des die Werkstückspindeln tragenden (ersten) Rundtischs oder in Gegenrichtung verfahrbar. Dadurch ist eine Anpassung an Werkstücke unterschiedlicher Länge leicht möglich. Außerdem wird der Werkstückwechsel dadurch erleichtert.The further (second) rotary table is in some embodiments parallel to its axis of rotation in the direction of the workpiece spindles bearing (first) rotary table or in the opposite direction movable. As a result, an adaptation to workpieces of different lengths is easily possible. In addition, the workpiece change is facilitated.
Alternativ oder zusätzlich kann als Gegenlagereinrichtung eine Lünette oder ein anderes Stützelement vorgesehen sein, das mit Abstand von der Werkstückaufnahme zwischen dieser und dem freien Werkstückende an einen zur Abstützung geeigneten Werkstückabschnitt angreift.Alternatively or additionally, as an abutment device, a steady rest or another support element may be provided, which engages at a distance from the workpiece holder between this and the free end of the workpiece to a workpiece section suitable for supporting.
Bei einer Ausführungsform wird die aktive Abstützung des Werkstücks gegen Querkräfte an mindestens einem mit axialem Abstand von der Werkstückaufnahme liegenden Werkstückabschnitt dadurch erreicht, dass an einer Bearbeitungsstation zur Finishbearbeitung eine erste Finisheinheit und mindestens eine zweite Finisheinheit vorgesehen ist, die bei der Bearbeitung gleichzeitig am Werkstück angreifen, wobei die radial zur Werkstückachse angreifenden Andruckkräfte der ersten und der zweiten Finisheinheiten im wesentlichen symmetrisch zur Werkstückachse ausgerichtet sind. Dadurch kompensieren sich die durch die Finisheinheiten aufgebrachten Andruckkräfte gegenseitig, so dass eine gegen Querkräfte stabilisierte Bearbeitung möglich ist. Bei einer Ausführungsform sind an einer Bearbeitungsstation zur Finishbearbeitung zwei diametral gegenüberliegende, im Wesentlichen identische Finisheinheiten vorgesehen. Auch eine sternförmige Anordnung von drei oder mehr Finisheinheiten ist möglich.In one embodiment, the active support of the workpiece against transverse forces on at least one axially spaced from the workpiece holder workpiece section is achieved in that at a processing station for finishing a first Finisheinheit and at least one second Finisheinheit is provided which simultaneously attack the workpiece during machining , Wherein the pressure forces of the first and the second finishing units acting radially to the workpiece axis are aligned substantially symmetrically to the workpiece axis. This compensates for the through the finishing units applied pressing forces each other, so that a stabilized against transverse forces machining is possible. In one embodiment, two diametrically opposite, substantially identical finishing units are provided at a processing station for finish machining. A star-shaped arrangement of three or more finishing units is also possible.
Bei manchen Ausführungsformen sind mehrere dem Rundtisch zugeordnete Bearbeitungseinheiten zur Durchführung einer Bearbeitungsoperation an einem durch eine Werkstückaufnahme aufgenommenen Werkstück vorgesehen, wobei mindestens eine der Bearbeitungseinheiten eine Finisheinheit ist.In some embodiments, a plurality of machining units associated with the rotary table are provided for performing a machining operation on a workpiece received by a workpiece holder, wherein at least one of the machining units is a finishing unit.
Zusätzlich zu einer oder mehreren Bearbeitungseinheiten, die eine oder mehrere das Werkstück verändernde Bearbeitungsoperationen durchführen können, kann an einer Arbeitsstation (Ladestation) eine Ladeeinheit vorgesehen sein, um den Rundtisch zu bestücken bzw. die fertig bearbeiteten Werkstücke zu entnehmen.In addition to one or more processing units that can perform one or more work operations that alter the workpiece, a loading unit may be provided at a work station (loading station) to populate the rotary table or to remove the finished workpieces.
Die Finishmaschine kann eine einzige Finisheinheit aufweisen. Bei manchen Ausführungsformen sind mehrere Finisheinheiten vorgesehen, beispielsweise zwei, drei oder vier Finisheinheiten, die vom gleichen Rundtisch bedient werden. Hierdurch können mehrere unterschiedliche Finishoperationen (unterschiedliche Bearbeitungsparameter am gleichen Werkstückabschnitt und/oder gleiche oder verschiedene Finisoperationen an unterschiedlichen Werkstückabschnitten) am gleichen Werkstück in einer Aufspannung durchgeführt werden.The finishing machine may have a single finisher unit. In some embodiments, several finishing units are provided, for example two, three or four finishing units served by the same rotary table. As a result, a plurality of different finishing operations (different machining parameters on the same workpiece section and / or identical or different finishing operations on different workpiece sections) on the same workpiece in one clamping can be performed.
Bei manchen Ausführungsformen gibt es mehrere Bearbeitungsstationen, die jeweils eine Finisheinheit aufweisen und die nacheinander vom Rundtisch bedient werden, z.B. zwei drei oder vier Finisheinheiten. Es ist auch möglich, dass eine Bearbeitungsstation zwei oder mehr Finisheinheiten aufweist. Diese können ggf. gleichzeitig dasselbe in seiner Bearbeitungsposition befindliche Werkstück bearbeiten, also eine Parallelbearbeitung am gleichen Werkstück durchführen.In some embodiments, there are a plurality of processing stations, each having a finishing unit and operated sequentially by the rotary table, eg two three or four finishing units. It is also possible for one processing station to have two or more finishing units having. If necessary, they can at the same time machine the same workpiece located in its machining position, ie perform parallel machining on the same workpiece.
Der Begriff "Finishmaschine" bezeichnet in dieser Anmeldung eine Feinbearbeitungsmaschine, die für eine Finishbearbeitung am Werkstück eingerichtet ist und dafür mindestens eine Finisheinheit aufweist. Die Finishmaschine kann als reine Finishmaschine konfiguriert sein, die zwei oder mehr Finisheinheiten, aber keine für andere Bearbeitungsverfahren eingerichtete Bearbeitungseinheiten hat. Zusätzlich kann z.B. noch eine Messeinheit vorgesehen sein. Es ist auch möglich, mehrere unterschiedliche Bearbeitungsverfahren an der Finishmaschine zu kombinieren. Daher kann eine Finishmaschine noch weitere, für andere Bearbeitungsoperationen vorgesehene Bearbeitungseinheiten aufweisen, z.B. eine Entgrateinheit und/oder eine Planfinisheinheit, um an einem Werkstück zusätzlich zu einer oder mehreren Finishoperationen noch andere Bearbeitungsoperationen durchzuführen.The term "finishing machine" in this application refers to a finishing machine which is set up for finish machining on the workpiece and for this purpose has at least one finishing unit. The finishing machine may be configured as a pure finishing machine having two or more finishing units but no processing units set up for other processing methods. In addition, e.g. still be provided a measuring unit. It is also possible to combine several different processing methods on the finishing machine. Therefore, a finishing machine may have further processing units provided for other machining operations, e.g. a deburring unit and / or a plan finisher unit for performing other machining operations on a workpiece in addition to one or more finishing operations.
Für die Ausgestaltung der spindelseitigen Werkstückaufnahme gibt es unterschiedliche Möglichkeiten. Beispielsweise kann für die spindelseitige Werkstückaufnahme ein zentrierendes Spannfutter oder eine Spannzange vorgesehen sein, die mittels eines Spannantriebs betätigt werden. Je nach Werkstücktyp kann z.B. eine Aufnahme am Außendurchmesser durch Backenfutter oder einer Aufnahme am Innendurchmesser des Werkstücks durch einen Spanndorn vorgesehen sein.There are different possibilities for the design of the spindle-side workpiece holder. For example, a centering chuck or a collet can be provided for the spindle-side workpiece holder, which are actuated by means of a clamping drive. Depending on the workpiece type, e.g. a receptacle on the outer diameter may be provided by jaw chuck or a receptacle on the inner diameter of the workpiece by a mandrel.
Bei bevorzugten Ausführungsformen ist die Werkstückaufnahme als passive Steckaufnahme ausgebildet, so dass die Werkstückaufnahme keine über einen Spannantrieb betätigbaren Spannmittel aufweist, weil diese nicht benötigt werden. Das Werkstück wird lediglich aufgesteckt oder eingesteckt und gegebenenfalls gegen Verdrehen und/oder Herabfallen gesichert, jedoch nicht zur Zentrierung eingespannt. Hierdurch ist ein besonders schneller Werkstückwechsel möglich.In preferred embodiments, the workpiece holder is designed as a passive plug-in receptacle, so that the workpiece holder has no actuatable via a clamping drive clamping means, because they are not needed. The workpiece is merely plugged or plugged in and possibly against twisting and / or falling off secured, but not clamped for centering. As a result, a particularly fast workpiece change is possible.
An der Werkstückaufnahme können mindestens eine Haltefeder und/oder mindestens ein federbelastetes Halteelement vorgesehen sein, um das auf die Werkstückaufnahme aufgesteckte oder in die Werkstückaufnahme eingesteckte Werkstück reibschlüssig zu halten und gegen Herabfallen zu sichern.At the workpiece holder at least one retaining spring and / or at least one spring-loaded retaining element may be provided to hold the plugged onto the workpiece holder or inserted into the workpiece holder workpiece frictionally and secure against falling.
Vorzugsweise ist die Steckaufnahme für eine drehfeste Aufnahme eines Werkstücks ausgelegt, so dass die Spindelrotation ohne Schlupf auf das Werkstück übertragen werden kann.Preferably, the plug-in receptacle is designed for a rotationally fixed reception of a workpiece, so that the spindle rotation can be transmitted to the workpiece without slippage.
Bei manchen Ausführungsformen weist die Werkstückaufnahme ein federbelastetes Mitnehmerelement auf, das bei Aufnahme eines Werkstücks in eine Ausnehmung des Werkstücks in Umfangsrichtung formschlüssig eingreift. Hierdurch ist einerseits eine passive Verdrehsicherung zur Sicherung des aufgenommenen Werkstücks gegen Verdrehen geschaffen und andererseits kann durch Andrücken des federbelasteten Mitnehmerelementes das Werkstück auch gegen Herabfallen gesichert werden. Ein axiales Ein- oder Aufstecken des Werkstücks oder eine Entnahme des hierdurch gehaltenen Werkstücks unter Überwindung des Reibschlusses für den Werkstückwechsel ist jedoch ohne Weiteres möglich.In some embodiments, the workpiece holder has a spring-loaded driver element, which engages positively in the circumferential direction when receiving a workpiece in a recess of the workpiece. As a result, on the one hand a passive anti-rotation to secure the recorded workpiece against rotation is created and on the other hand, the workpiece can also be secured against falling down by pressing the spring-loaded driving element. However, an axial insertion or attachment of the workpiece or a removal of the workpiece held thereby overcoming the frictional engagement for the workpiece change is readily possible.
Die Werkstückspindeln müssen zum Aufnehmen eines Werkstücks nicht orientiert oder in einer bestimmten Drehstellung fixiert werden.The workpiece spindles need not be oriented for receiving a workpiece or fixed in a specific rotational position.
Die Werkstückspindeln sind bei manchen Ausführungsformen an dem Rundtisch derart angebracht, dass die Spindelachsen parallel zur Rundtischachse verlaufen. Dadurch ist eine besonders günstige, kompakte Bauform realisierbar. Es ist auch möglich, die Werkstückspindeln so am Rundtisch anzubringen, dass die Spindelachsen quer, insbesondere radial zur Rundtischachse verlaufen.In some embodiments, the workpiece spindles are attached to the rotary table in such a way that the spindle axes run parallel to the rotary table axis. As a result, a particularly favorable, compact design can be realized. It is also possible, the workpiece spindles so on Rotary table to install, that the spindle axes transverse, in particular run radially to the rotary table axis.
Die Ausrichtung des Rundtischs bzw. der Rundtischachse kann der beabsichtigten Anwendung angepasst werden. Bei manchen Ausführungsformen verläuft die Rundtischachse horizontal, so dass der Rundtisch steht. Dann können die Werkstücke liegend bzw. horizontal eingespannt werden. Es gibt auch Ausführungsformen mit liegendem Rundtisch, bei denen die Rundtischachse vertikal verläuft.The orientation of the rotary table or the rotary table axis can be adapted to the intended application. In some embodiments, the rotary table axis is horizontal, so that the rotary table is. Then the workpieces can be clamped horizontally or horizontally. There are also embodiments with horizontal rotary table in which the rotary table axis is vertical.
Es ist bei manchen Finishoperationen möglich, ohne eine parallel zur Werkstückachse wirksame oszillierende Relativbewegung zwischen dem Werkstück und Bearbeitungswerkzeug zu arbeiten. Dabei können an der bearbeiteten Werkstückoberfläche drallfrei umlaufende Bearbeitungsspuren erzeugt werden. Dies kann beispielsweise dann gewünscht sein, wenn eine bearbeitete Werkstückoberfläche im bestimmungsgemäßen Gebrauch im Zusammenwirken mit einer Gegenfläche als Dichtfläche genutzt werden soll. Bei anderen Verfahrensvarianten wird eine parallel zur Werkstückachse oszillierende Relativbewegung zwischen dem Werkstück und dem Bearbeitungswerkzeug, z.B. einem Finishband, erzeugt. Dadurch können im Bedarfsfall Texturen an der bearbeiteten Werkstückoberfläche gebrochen werden, wodurch für bestimmte Anwendungsfälle die Oberflächenstruktur im Hinblick auf die gewünschte Funktion beim bestimmungsgemäßen Gebrauch verbessert werden kann. Beispielsweise kann an einer Werkstückoberfläche eine Oberflächenstruktur mit gekreuzten Bearbeitungsspuren (Kreuzschliff) erzeugt werden, was besonders bei tribologisch beanspruchten Lagerflächen vorteilhaft sein kann.It is possible in some finishing operations without working parallel to the workpiece axis oscillating relative movement between the workpiece and the machining tool. In this case, rotating machining tracks can be generated on the machined workpiece surface. This may be desirable, for example, when a machined workpiece surface is intended to be used as a sealing surface in intended use in cooperation with a mating surface. In other variants of the method, a relative movement oscillating parallel to the workpiece axis between the workpiece and the machining tool, e.g. a finishing tape produced. As a result, textures can be broken on the machined workpiece surface, if necessary, which can be improved for certain applications, the surface structure in terms of the desired function when used as intended. For example, a surface structure with crossed machining marks (cross-section) can be produced on a workpiece surface, which may be advantageous in tribologically stressed bearing surfaces in particular.
Bei Ausführungsformen, die dafür eingerichtet sind, gleichzeitig zur Werkstückdrehung auch eine parallel zur Werkstückachse oszillierende Relativbewegung zwischen dem Werkstück und dem an der Umfangsfläche anliegenden Bearbeitungswerkzeug zu erzeugen, ist eine entsprechende Oszillationseinrichtung vorgesehen. Vorzugsweise ist die Oszillationseinrichtung in die Finisheinheit integriert, so dass auf Seiten der Werkstückaufnahme bzw. der Werkstückspindeln keine Einrichtungen zur Erzeugung einer axialen Werkstückoszillation realisiert werden müssen. Dies ist jedoch grundsätzlich auch möglich.In embodiments which are set up for the workpiece rotation at the same time also a relative to the workpiece axis oscillating relative movement between the workpiece and on the peripheral surface To produce adjacent machining tool, a corresponding oscillation device is provided. Preferably, the oscillation device is integrated into the finishing unit, so that no means for generating an axial workpiece oscillation must be realized on the side of the workpiece holder or the workpiece spindles. However, this is basically possible.
Diese und weitere Merkmale gehen außer aus den Ansprüchen auch aus der Beschreibung und den Zeichnungen hervor, wobei die einzelnen Merkmale jeweils für sich allein oder zu mehreren in Form von Unterkombinationen bei einer Ausführungsform der Erfindung und auf anderen Gebieten verwirklicht sein und vorteilhafte sowie für sich schutzfähige Ausführungen darstellen können. Ausführungsbeispiele der Erfindung sind in den Zeichnungen dargestellt und werden im Folgenden näher erläutert.These and other features will become apparent from the claims and from the description and drawings, wherein the individual features each alone or more in the form of sub-combinations in one embodiment of the invention and in other fields be realized and advantageous and protectable Can represent versions. Embodiments of the invention are illustrated in the drawings and are explained in more detail below.
-
Fig. 1 zeigt eine Seitenansicht einer als Bandfinishmaschine ausgelegten Finishmaschine gemäß einer ersten Ausführungsform der Erfindung;Fig. 1 shows a side view of a finishing machine designed as a belt finishing machine according to a first embodiment of the invention; -
Fig. 2 zeigt eine Draufsicht auf die Finishmaschine derFig. 1 von oben;Fig. 2 shows a plan view of the finishing machine ofFig. 1 from above; -
Fig. 3 zeigt eine schrägperspektivische Ansicht einiger Komponenten der Bandfinishmaschine aufFig. 1 und2 ;Fig. 3 shows an oblique perspective view of some components of the belt finishing machineFig. 1 and2 ; -
Fig. 4 zeigt in 4A und 4B Details von Einrichtungen zur Werkstückspannung;Fig. 4 Figures 4A and 4B show details of workpiece clamping means; -
Fig. 5 zeigt eine Seitenansicht einer als Bandfinishmaschine ausgelegten Finishmaschine gemäß einer zweiten Ausführungsform der Erfindung; undFig. 5 shows a side view of a finishing machine designed as a belt finishing machine according to a second embodiment of the invention; and -
Fig. 6 zeigt eine Seitenansicht einer Ausführungsform mit zwei koaxial drehbaren Rundtischen, wobei der erste Rundtisch die Werkstückspindeln trägt und der gegenüberliegende zweite Rundtisch Einrichtungen zur Gegenlagerung der Werkstücke aufweist.Fig. 6 shows a side view of an embodiment with two coaxial rotatable rotary tables, wherein the first rotary table carries the workpiece spindles and the opposite second rotary table has means for abutment of the workpieces.
Die schematische
Die Bandfinishmaschine ist zur Bearbeitung von festen und variablen Nockenstücken für einen Ventiltrieb mit Nockenumschaltung eingerichtet. Es werden nur die Umfangsflächen der Nocken gefinisht, nicht die benachbarten zylindrischen Lagerflächen. Die Finishbearbeitung ist dabei die letzte Material abtragende Feinbearbeitung, also eine Endbearbeitung. Die Finishmaschine ist im Materialfluss hinter einer vorgeschalteten Schleifmaschine und vor einer nachgeschalteten Waschanlage angeordnet.The belt finishing machine is adapted for machining fixed and variable cam pieces for a camshaft valvetrain. Only the peripheral surfaces of the cams are finished, not the adjacent cylindrical bearing surfaces. The finish machining is the last material-removing finishing, so a finishing. The finishing machine is located in the material flow behind an upstream grinding machine and in front of a downstream washing system.
Die zu bearbeitenden Werkstücke 200 werden der Finishmaschine in der gezeigten Darstellung von rechts über eine horizontale Transporteinrichtung 205 zugeführt, mit Hilfe eines Handlingsystems automatisch in die Finishmaschine geladen und nach Abschluss einer mehrstufigen Bearbeitung (Bürstentgraten und nachfolgendes Bandfinishen) wieder entladen und über die Transporteinrichtung 205 abgefördert.The
Die Bandfinishmaschine ist als Rundtaktmaschine ausgelegt und erlaubt kurze Nebenzeiten für den Werkstückwechsel und dadurch einen hohen Werkstückdurchsatz und kurze Taktzeiten, so dass eine wirtschaftliche Bearbeitung bei hoher Bearbeitungsqualität möglich ist.The band finishing machine is designed as a rotary indexing machine and allows short non-productive times for the workpiece change and thus a high workpiece throughput and short cycle times, so that an economic processing with high quality machining is possible.
Die Finishmaschine hat einen Rundtisch 110, der mit Hilfe eines nicht gezeigten Drehantriebs taktweise um eine parallel zur z-Richtung verlaufende horizontale Rundtischachse 112 drehbar ist. Der stehende Rundtisch ist mittels geeigneter Lager drehbar in einem vertikalen Trägerelement des Maschinengestells gelagert und kann mittels eines elektromechanischen Drehantriebs oder eines NC-gesteuerten Direktantriebs angetrieben werden.The finishing machine has a rotary table 110, which by means of a rotary drive, not shown, cyclically about a parallel to the z-direction horizontal
An dem Rundtisch sind vier Werkstückspindeln radial außerhalb der Rundtischachse 112 angeordnet, nämlich eine erste Werkstückspindel 120, eine zweite Werkstückspindel 130, eine dritte Werkstückspindel 140 und eine vierte Werkstückspindel 150. Jede der Werkstückspindeln ist um eine Spindelachse 122, 132, 142 bzw. 152 drehbar, wobei die Spindelachsen parallel zueinander und parallel zur Rundtischachse 112 in horizontaler Richtung verlaufen und den gleichen radialen Abstand zur Rundtischachse haben. Für jede Werkstückspindel ist ein gesonderter Spindelantrieb vorgesehen, so dass die Drehung jeder Werkstückspindel unabhängig von den Drehungen anderer Werkstückspindeln gesteuert werden kann.Four workpiece spindles are arranged radially outside the
Jede der Werkstückspindeln hat eine Werkstückaufnahme, mit der ein einzelnes Werkstück so aufgenommen werden kann, dass ein durch die Werkstückaufnahme aufgenommenes Werkstück durch Drehung der Werkstückspindel um seine Werkstückachse gedreht werden kann. Die Werkstückspindeln und die daran angebrachten Werkstückaufnahmen sind jeweils identisch. Besonderheiten der hier vorgesehenen Werkstückaufnahmen werden später vor allem im Zusammenhang mit
Der Rundtisch "bedient" vier im Umfang des Rundtischs angeordnete Arbeitsstationen. An der ersten Arbeitsstation ist eine Ladeeinheit 210 zum Be- und Entladen der Werkstückaufnahmen vorgesehen. In der in
Eine Drehung des Rundtisches um 90° im Uhrzeigersinn transportiert das zu bearbeitende Werkstück dann in die zweite Arbeitsstation, die eine Bürstentgrateinheit 220 aufweist. Mit Hilfe einer Entgratbürste 222, die am Ende eines Schwenkarms drehbar gelagert ist, kann die Außenseite des sich drehenden Werkstücks durch Bürstentgraten bearbeitet werden, um eventuell nach dem Schleifen noch vorhandene Grate zu beseitigen. Die zweite Arbeitsstation ist somit eine Bearbeitungsstation, an der eine Werkstückbearbeitung stattfindet.A 90 ° clockwise rotation of the rotary table then transports the workpiece to be machined into the second work station, which has a
Eine Weiterschaltung des Rundtischs um 90° bringt das entgratete Werkstück dann zu einer weiteren Bearbeitungsstation, nämlich zur dritten Arbeitsstation in den Arbeitsbereich einer ersten Finisheinheit 230. Diese ist als Bandfinisheinheit konstruiert und hat zwei parallele Bandtransporteinrichtungen, so dass am Werkstück zwei axial gegeneinander versetzte Werkstückabschnitte (Nocken) gleichzeitig mittels Bandfinishen bearbeitet werden können. Die erste Finisheinheit ist bei dem hier beispielhaft erläuterten Prozess zur Bearbeitung von rotationssymmetrischen Umfangsflächen an den sogenannten Nullhubnocken eingerichtet.An indexing of the rotary table by 90 ° then brings the deburred workpiece to a further processing station, namely the third workstation in the working area of a
Ist diese Bearbeitung abgeschlossen, wird der Rundtisch um 90° weitergeschaltet, so dass das Werkstück schließlich zur vierten Arbeitsstation in den Arbeitsbereich einer zweiten Finisheinheit 240 transportiert wird, mit welcher die nicht-rotationssymmetrischen Umfangsflächen der Verstellnocken des Werkstücks bearbeitet werden. Auch die zweite Finisheinheit ist als Zwillingsbandgerät konstruiert, so dass gleichzeitig zwei axial zueinander versetzte Verstellnocken an ihrem Umfang durch Finishen bearbeitet werden können.When this processing is completed, the rotary table is indexed by 90 °, so that the workpiece is finally transported to the fourth workstation in the working area of a
Eine weitere Drehung des Rundtisches um 90° bringt das in drei aufeinanderfolgenden Bearbeitungsoperationen mittels drei nacheinander angefahrener Bearbeitungsstationen fein bearbeitetete Werkstück dann wieder zur ersten Arbeitsstation, wo es mit Hilfe der Ladeeinheit 210 aus der Werkstückaufnahme entnommen und zum Abtransport befördert wird.A further rotation of the rotary table by 90 ° brings the in three consecutive machining operations by means of three successively approached processing stations finely machined workpiece again to the first workstation, where it is removed by means of the
Um die Werkstückspindeln bzw. die Werkstücke in einer Arbeitsstation exakt zu positionieren, wird der Rundtisch in den jeweiligen Drehstellungen bzw. Winkelstellungen mittels einer automatischen Indexiereinrichtung indexiert und mittels einer automatischen Klemmeinrichtung geklemmt. Vor der Weiterschaltung wird er wieder freigegeben. Diese Einrichtungen werden von der Maschinensteuerung angesteuert.In order to accurately position the workpiece spindles or the workpieces in a workstation, the rotary table is indexed in the respective rotational positions or angular positions by means of an automatic indexing device and clamped by means of an automatic clamping device. Before the handover, it is released again. These devices are controlled by the machine control.
Für das Bandfinishen wird ein endliches (nicht endloses) Finishband verwendet, dessen Bandenden jeweils an einer Bandrolle befestigt sind. Das frische, noch unbenutzte Finishband wird auf einer Vorratsrolle vorgehalten und mit Hilfe von Bandführungseinrichtungen über den Eingriffsbereich am Werkstück (Bereich der Andrückrolle) zu einer angetriebenen Bandrolle geführt, die das verbrauchte Finishband aufnimmt. Der Bandvorschub wird über einen Antrieb dieser Bandrolle erreicht, welche das Band durch den Eingangsbereich hindurch zieht. Die Bandrolle mit dem frischen Finishband wirkt als Bandbremse und erhält die Bandspannung aufrecht.For belt finishing, a finite (non-continuous) finishing belt is used, the belt ends of which are each attached to a belt reel. The fresh, still unused finishing tape is kept on a supply roll and guided over the engagement region on the workpiece (area of the pressure roller) with the aid of belt guiding devices to a driven belt roller which picks up the used finishing belt. The tape feed is achieved via a drive of this tape roll, which pulls the tape through the entrance area. The reel with the fresh finishing belt acts as a band brake and maintains the belt tension.
In der Draufsicht von
Vorzugsweise wird bei diesen Werkstücken mit diskontinuierlichem Bandvorschub gearbeitet, so dass das Finishband während der Bearbeitung ruht und die Schnittgeschwindigkeit ausschließlich durch die Drehbewegung des Werkstücks in Kombination mit der überlagerten axial oszillierenden Relativbewegung zwischen Werkstück und Finishband erzeugt wird. In regelmäßigen oder unregelmäßigen Zeitintervallen wird ein gebrauchter Finishbandabschnitt durch einen frischen Finishbandabschnitt ersetzt, indem in einer Bearbeitungspause mit entlastetem Finishband das Finishband um eine vorbestimmte Bandvorschubstrecke vorgeschoben wird. Es ist auch möglich, mit einem langsamen Bandvorschub während des Bearbeitungseingriffs zu arbeiten, um zu erreichen, dass möglichst gleichmäßige Eingriffsbedingungen mit jeweils frischem Schneidkorn vorherrschen. In jedem Fall können durch die kontinuierliche oder diskontinuierliche Zufuhr von frischen, unverbrauchten Finishbandabschnitten auch bei großen Serien von Werkstücken gut reproduzierbare Bearbeitungsergebnisse erzielt werden.Preferably, these workpieces are operated with discontinuous tape feed, so that the finishing belt rests during processing and the cutting speed exclusively by the rotational movement of the workpiece in combination with the superimposed axially oscillating relative movement between the workpiece and finishing belt is produced. At regular or irregular time intervals, a used finishing belt section is replaced with a fresh finishing belt section by advancing the finishing belt by a predetermined belt advance distance in a processing break with unloaded finishing belt. It is also possible to work with a slow tape feed during the machining operation in order to achieve that as uniform as possible engagement conditions prevail with each fresh cutting grain. In any case, by the continuous or discontinuous supply of fresh, unused finishing tape sections, even in large series of workpieces can be achieved well reproducible machining results.
Die zweite Finisheinheit 240 ist im Wesentlichen identisch aufgebaut.The
Zur Erzielung ausreichender Oberflächengüten und zur Einhaltung der vorgesehenen Formparameter ist es wichtig, dass das Werkstück während der Bearbeitung exakt um seine werkstückspezifische Rotationsachse (Werkstückachse) gedreht wird. Gleichzeitig wirken jedoch die Bearbeitungskräfte bei der Finishbearbeitung in Bezug auf die Werkstückachse in radialer Richtung. Durch diese Querkräfte könnte es zur Schrägstellung des zu bearbeitenden Werkstücks und zu entsprechenden Qualitätseinbußen kommen. Eine zur Spindelachse koaxiale und gegen Querkräfte stabile Werkstückspannung ist also anzustreben.In order to achieve sufficient surface qualities and to maintain the intended shape parameters, it is important that the workpiece is rotated exactly around its workpiece-specific rotation axis (workpiece axis) during machining. At the same time, however, the machining forces in the finish machining with respect to the workpiece axis in the radial direction. These transverse forces could lead to tilting of the workpiece to be machined and corresponding loss of quality. A coaxial to the spindle axis and against transverse forces stable workpiece clamping is therefore desirable.
Für eine wirtschaftliche Fertigung sollten weiterhin die Taktzeiten bei der Bearbeitung möglichst gering gehalten werden, so dass auch ein Werkstückwechsel möglichst zügig erfolgen sollte. Bei der Ausführungsform ist für die Werkstückspannung eine Lösung realisiert, die einerseits einen schnellen Werkstückwechsel und andererseits eine gegen Querkräfte stabile koaxiale Spannung der Werkstücke erlaubt.For cost-effective production, the cycle times during machining should be kept as low as possible, so that a workpiece change should be as fast as possible. In the embodiment, a solution is realized for the workpiece clamping, on the one hand allows a quick workpiece change and on the other hand, a stable against transverse forces coaxial tension of the workpieces.
Auf Seiten der Werkstückspindel ist hierzu vorgesehen, dass die Werkstückaufnahme als passive Steckaufnahme zur drehfesten Aufnahme eines Werkstücks ausgebildet ist. Solche passiven Werkstückaufnahmen benötigen keine über einen Spannantrieb betätigbare Spannmittel zum Einspannen des Werkstücks. Das Werkstück wird nicht radial eingespannt, sondern lediglich mehr oder weniger in Axialrichtung aufgesteckt, kraftschlüssig gegen Herabfallen gehalten und gegen Verdrehen gesichert. Hierdurch wird ein schnelles Aufnehmen und Entnehmen der Werkstücke realisiert.On the part of the workpiece spindle is provided for this purpose that the workpiece holder is designed as a passive plug-in receptacle for rotationally fixed receiving a workpiece. Such passive workpiece holders do not require a tensioning drive operable clamping means for clamping the workpiece. The workpiece is not clamped radially, but only more or less plugged in the axial direction, non-positively held against falling and secured against rotation. As a result, a quick picking up and removing the workpieces is realized.
Weiterhin ist eine Gegenlagereinrichtung zur Fixierung eines in einer Werkstückaufnahme aufgenommenen Werkstücks in einer koaxial zur Spindelachse der Werkstückspindel ausgerichteten Bearbeitungsstellung vorgesehen, wobei die Gegenlagereinrichtung in einem axialen Abstand von der Werkstückaufnahme an dem Werkstück angreift, wenn sich die Werkstückspindel in einer zur Bearbeitungsstation gehörenden Bearbeitungsposition befindet.Furthermore, an abutment device for fixing a recorded in a workpiece holder workpiece is provided in a coaxial with the spindle axis of the workpiece spindle machining position, wherein the abutment means engages the workpiece at an axial distance from the workpiece holder when the workpiece spindle is in a processing station belonging to the processing position.
Diese Einrichtungen erlauben eine Werkstückaufnahme zwischen Spitzen.These devices allow a workpiece holder between tips.
Anhand der
Die Reitstockeinheit 300 hat eine Reitstockspindel 310, die passiv, d.h. ohne eigenen Antrieb, um eine Reitstockspindelachse 312 drehbar und mittels eines Vorschubantriebs parallel zur Reitstockachse in Richtung auf die gegenüberliegende Werkstückaufnahme bzw. von dieser weg verfahrbar ist. Die Reitstockspindelachse ist so angeordnet, dass sie mit der Werkstückspindelachse derjenigen Werkstückspindel zusammenfällt, die sich in der Bearbeitungsposition an der Bürsteinrichtung befindet, im Beispielsfall also mit der Spindelachse 132 der zweiten Werkstückspindel 130.The
Die spindelseitige Werkstückaufnahme 160 ist als passive Steckaufnahme zur drehfesten Aufnahme des Werkstücks ausgebildet. Ein vorderer Endabschnitt der Werkstückaufnahme bildet hierzu einen Dornabschnitt 162 mit einer zylindrischen Außenfläche, die einen Außendurchmesser hat, der dem Innendurchmesser des zu spannenden Werkstücks (gestrichelt angedeutet) so angepasst ist, dass der Dornabschnitt unter Bildung einer Spielpassung axial in das Werkstück eingeführt werden kann. Das Werkstück ist dadurch bereits weitgehend koaxial zur Spindelachse ausgerichtet. An den Dornabschnitt 162 schließt sich spindelseitig ein konischer Zentrierabschnitt 164 mit einem zum Rundtisch größer werdenden Durchmesser an. Ein auf den Dornabschnitt aufgestecktes Werkstück wird dadurch in Bezug auf die Spindelachse 132 zentriert.The spindle-
Wird nun ein Werkstück auf den Dornabschnitt im Wesentlichen axial von vorne aufgeschoben, so wird es beim Anschlagen an den konischen Zentrierabschnitt 164 in Bezug auf die Spindelachse 182 zentriert. Die hier als Werkstück vorgesehenen Nockenstücke haben an ihrer Innenseite eine Innenverzahnung zur drehfesten Kopplung an axial benachbarte Bauelemente der Nockenwelle. Die Rastnase 166 des Mitnehmerelements rastet in eine der Zahnlücken ein, so dass in Umfangsrichtung ein Formschluss zwischen dem Mitnehmerelement und dem Werkstück gebildet wird, wodurch dieses gegen Verdrehung relativ zum Dornabschnitt gesichert ist. Außerdem drückt die Druckfeder das Mitnehmerelement gegen die Innenseite des Werkstücks, wobei die Federkraft so bemessen ist, dass durch diesen Kraftschluss das Werkstück auch gegen Herabfallen vom Dornabschnitt gesichert ist. Die axiale Steckverbindung zwischen Werkstückaufnahme und Werkstück kann durch axiales Abziehen des Werkstückes beim Werkstückwechsel auf einfache Weise gelöst werden.If a workpiece is then pushed onto the mandrel section substantially axially from the front, then it is centered when it comes into contact with the conical centering
Zur Zentrierung des Werkstücks an der Werkstückaufnahme hat die gegenüberliegende Reitstockspindel an ihrem der Werkstückaufnahme zugewandten Ende einen konischen Zentrierabschnitt 364, der bei axialem Vorschub der Reitstockspindel in das Werkstück eingreift, wodurch das Werkstück in Bezug auf die Spindelachse 132 zentriert wird. Das Werkstück wird also bei dieser Ausführungsform im Prinzip axial zwischen Spitzen bzw. zwischen den konischen Zentrierabschnitten 164 und 364 gespannt und ist dadurch gegen die beim Bearbeiten wirkenden radialen Bearbeitungskräfte an beiden Enden stabilisiert.For centering the workpiece on the workpiece holder, the opposite tailstock spindle at its workpiece receiving end facing a conical centering
Diese Art der Werkstückspannung zwischen Spitzen in Verbindung mit einem Rundtisch kann selbstverständlich nicht nur bei den hier beispielhaft beschriebenen Werkstücken vorgesehen sein, sondern ist auch für andere Werkstückgeometrien nützlich, insbesondere für solche Werkstücke, die eine im Vergleich zu ihrem Durchmesser relativ große Länge haben, also relativ weit über eine spindelseitige Werkstückaufnahme hinausragen. Diese Werkstückspannung zwischen Spitzen ist auch für massive Werkstücke möglich, indem beispielsweise der Reitstock eine Spitze hat, die in eine stirnseitige zentrische Ausnehmung des Werkstücks greift. Anstelle eines Außenkonus auf der Werkstückspindelseite könnte zur Spannung von massiven Werkstücken mit zylindrischen Endabschnitten auch ein Innenkonus vorgesehen sein.This type of workpiece clamping between tips in conjunction with a rotary table can of course be provided not only in the workpieces described here by way of example, but is also useful for other workpiece geometries, especially for those workpieces that have a relatively long compared to their diameter, ie protrude relatively far beyond a spindle-side workpiece holder. This workpiece clamping between peaks is also possible for massive workpieces, for example by the tailstock has a tip which engages in a front-side central recess of the workpiece. Instead of an outer cone on the workpiece spindle side, an inner cone could also be provided for clamping solid workpieces with cylindrical end sections.
Die schematische
Die zu bearbeitenden Werkstücke 200 werden der Finishmaschine in der gezeigten Darstellung von rechts über eine horizontale Transporteinrichtung 605 liegend zugeführt, mit Hilfe eines Handlingsystems (Ladeeinrichtung 610) automatisch in die Finishmaschine geladen und nach Abschluss einer Bandfinishbearbeitung wieder entladen und nach links abgefördert. Es gibt zusätzlich zur Ladestation nur eine Bearbeitungsstation zum Bandfinishen. Zur Bandfinishbearbeitung sind zwei gleichzeitig am Werkstück angreifende Finisheinheiten 620, 630 vorgesehen.The
Die Finishmaschine hat einen Rundtisch 510, der mit Hilfe eines nicht gezeigten Drehantriebs taktweise um eine parallel zur z-Richtung verlaufende horizontale Rundtischachse 112 drehbar ist.The finishing machine has a rotary table 510, which by means of a rotary drive, not shown, cyclically about a parallel to the z-direction horizontal
An dem Rundtisch sind zwei diametral gegenüberliegende Werkstückspindeln radial außerhalb der Rundtischachse 512 angeordnet, nämlich eine um eine erste Spindelachse 522 drehbare erste Werkstückspindel 520 und eine um eine zweite Spindelachse 532 drehbare zweite Werkstückspindel 530. Die Spindelachsen liegen parallel zueinander und parallel zur Rundtischachse 512 in horizontaler Richtung. Für jede Werkstückspindel ist ein gesonderter Spindelantrieb vorgesehen, so dass die Drehung jeder Werkstückspindel unabhängig von den Drehungen der anderen Werkstückspindel gesteuert werden kann.On the rotary table, two diametrically opposed workpiece spindles are arranged radially outside the
Die Werkstückspindeln und die daran angebrachten Werkstückaufnahmen sind jeweils identisch. Die Werkstückaufnahmen sind als Spannzangen ausgelegt, die über eigene Spannantriebe betätigt werden und das eingespannte Werkstück durch Einklemmen drehfest halten und zentrieren.The workpiece spindles and the workpiece holders attached to them are identical in each case. The workpiece holders are designed as collets, which are actuated by their own clamping drives and hold the clamped workpiece by clamping torque-proof and center.
Der Rundtisch "bedient" zwei am Umfang des Rundtischs angeordnete Arbeitsstationen. An der oben liegenden ersten Arbeitsstation ist die Ladeeinheit 610 zum Be- und Entladen der Werkstückaufnahmen vorgesehen. In der in
Eine Drehung des Rundtisches um 180° im Uhrzeigersinn wird das zu bearbeitende Werkstück dann in die zweite Arbeitsstation fördern, die die einzige Bearbeitungsstation der Finishmaschine ist. Die Bearbeitungsstation hat zwei im Wesentlichen identische Finisheinheiten 620, 630, die von diametral gegenüberliegenden Seiten am Werkstück angreifen. Die Finisheinheiten sind jeweils horizontal parallel zur x-Achse verfahrbar. Weiterhin ist eine Linearachse in z-Richtung zur axialen Positionierung der Finisheinheiten am Werkstück vorgesehen.Turning the rotary table clockwise by 180 ° will then feed the workpiece to be machined into the second work station, which is the only processing station of the finishing machine. The processing station has two substantially
Sowohl die erste Finisheinheit 620 als auch die zweite Finisheinheit 630 ist als Bandfinisheinheit konstruiert und hat zwei parallele Bandtransporteinrichtungen, so dass am Werkstück zwei axial gegeneinander versetzte Werkstückabschnitte (Nocken) gleichzeitig mittels Bandfinishen bearbeitet werden können. Die erste Finisheinheit ist zur Bearbeitung von axial zueinander versetzen ersten Nocken eingerichtet, während die zweite Finisheinheit axial zu den ersten Nocken versetze zweite Nocken bearbeitet. Für das Bandfinishen wird jeweils ein endliches (nicht endloses) Finishband verwendet, dessen Bandenden jeweils an einer Bandrolle befestigt sind. Es wird mit langsamem kontinuierllichen oder diskontinuierlichem Bandvorschub gearbeitet. Insoweit wird auf die obige Beschreibung verwiesen.Both the
Ist die Finishbearbeitung abgeschlossen, wird der Rundtisch um 180° weitergeschaltet. Diese Drehung bringt das feinbearbeitetete Werkstück wieder zur ersten Arbeitsstation, wo es mit Hilfe der Ladeeinheit 610 aus der Werkstückaufnahme entnommen und zum Abtransport befördert wird.When finish machining is complete, the rotary table is indexed 180 °. This rotation brings the finished workpiece back to the first workstation, where it is removed by means of the
Im Gegensatz zur Ausführungsform von
Anhand von
Zur Werkstückspannung sind zwei koaxial drehbare Rundtische vorgesehen, wovon einer zu einer Spindelstockeinheit gehört und vier separat angetriebene Werkstückspindeln aufweist und der andere zu einer Reitstockeinheit gehört, die als Gegenlagereinrichtung zur Fixierung der Werkstücke in einer koaxial zur Spindelachse der Werkstückspindeln ausgerichteten Bearbeitungsstellung dient.For workpiece clamping two coaxial rotatable rotary tables are provided, one of which belongs to a headstock unit and four separately driven workpiece spindles and the other belongs to a tailstock unit which serves as an abutment means for fixing the workpieces in a coaxial with the spindle axis of the workpiece spindles aligned machining position.
Zur Spindelstockeinheit gehört ein erster Rundtisch 810, der mit Hilfe eines elektrischen ersten Drehantriebs 814 taktweise um seine horizontale Rundtischachse 812 gedreht werden kann. Der erste Rundtisch ist in einem vertikalen Trägerelement gelagert, welches in Axialrichtung fixiert auf dem Maschinenbett 802 der Finishmaschine montiert ist. Am ersten Rundtisch 810 sind vier Werkstückspindeln radial außerhalb der Rundtischachse angeordnet, von denen nur zwei Werkstückspindeln 820, 830 in der Seitenansicht erkennbar sind. Zu jeder der Werkstückspindeln gehört ein unabhängig von den anderen Drehantrieben ansteuerbarer Drehantrieb, der die Werkstückspindel um die zugehörige Spindelachse 822, 832 drehen kann. Die vier in die Spindelstock-Rundachse integrierten Werkstückspindeln sind jeweils mit einer axial gefederten Spitze 824, 834 und Mitnehmern ausgestattet, die dafür sorgen, dass die eingespannten Werkstücke bei Drehung der jeweiligen Werkstückspindel in Umfangsrichtung formschlüssig ergriffen und mitgenommen werden. Der erste Rundtisch 810 wird um seine horizontale Rundtischachse 812 gedreht und ein vier diskreten Positionen indexiert, die zu vier Arbeitsstationen der Finishmaschine gehören. In der gezeigten Situation befindet sich die obere Werkstückspindel 820 in der Be- und Entladeposition im Arbeitsbereich einer nicht gezeigten Ladeeinheit. In dieser Arbeitsposition wirkt ein ortsfest montierter pneumatischer Antrieb 860 als Betätigung zum Zurückziehen der Spitze der in der Be- und Entladeposition befindlichen Werkstückspitze.The headstock unit includes a first rotary table 810, which can be cyclically rotated about its horizontal
In Axialrichtung gesehen gegenüber dem ersten Rundtisch 810 ist ein zweiter Rundtisch 910 angeordnet, der Teil der Reitstockeinheit ist. Der zweite Rundtisch kann mit Hilfe eines elektrischen zweiten Drehantriebs 914 um seine horizontale Rundtischachse 912 gedreht, die koaxial zur Drehachse bzw. Rundtischachse 812 des ersten Rundtisches verläuft. Der erste und der zweite Drehantrieb sind unabhängig voneinander über die Maschinensteuerung ansteuerbar. Diese kann eine synchrone Drehung der Rundtische mit steuerungstechnischen Mitteln sicherstellen. Dieses Konzept wird hier auch als "Zwillingsantrieb" bezeichnet.Viewed in the axial direction relative to the first rotary table 810, a second rotary table 910 is arranged, which is part of the tailstock unit. The second rotary table can be rotated by means of an electric second
Die gemeinsame Drehachse bildet die Symmetrieachse der Anordnung. Der zweite Rundtisch 910 ist für den Umrüstbetrieb axial, d.h. parallel zur Symmetrieachse der Anordnung, verfahrbar. Der Rundtisch ist hierzu in einem vertikalen Trägerelement gelagert, welches auf einen Schlitten 970 montiert ist, der auf axialen Führungsschienen axial verschiebbar geführt ist und mittels einer NC-Achse 975 mit Kugelgewindetrieb horizontal hin- und herbewegt werden kann.The common axis of rotation forms the symmetry axis of the arrangement. The second rotary table 910 is axially movable for the conversion operation, ie, parallel to the symmetry axis of the arrangement. The rotary table is mounted for this purpose in a vertical support member which on a
Der zweite Rundtisch 910 trägt vier identisch aufgebaute Reitstockspindeln in 90°-Winkelteilung, wovon nur zwei Reitstockspindeln 920 und 930 dargestellt sind. Jede der Reitstockspindeln hat eine passiv drehbare, wälzgelagerte, gefederte Spitze 924, 934, so dass jeweils ein langes Werkstück zwischen den Spitzen der gegenüberliegenden Werkstückspindel und der zugehörigen Reitstockspindel federbelastet eingespannt werden kann. Der Rundtisch wird an vier diskreten Positionen entsprechend den Arbeitsstationen der Finishmaschine indexiert. An der zur Beund Entladestation gehörenden Position ist ein ortsfester pneumatischer Antrieb 960 zum Zurückziehen der reitstockseitigen Spitze vorgesehen.The second rotary table 910 carries four identical tailstock spindles in 90 ° angle division, of which only two
Während des Betriebs der Finishmaschine 800 wird ein zu bearbeitendes Werkstück im Bereich der Be- und Entladeposition eingespannt, indem eine freie Werkstückspindel und eine zugehörige freie Reitstockspindel zunächst in die zur Be- und Entladestation gehörende Arbeitsposition gefahren werden. Das Werkstück wird dann mittels einer Greifereinheit gegriffen und zwischen den Spitzen gehalten, die durch die pneumatischen Antriebe entgegen der Kraft der jeweils zugehörigen Rückstellfedern zurückgezogen werden. Zum Einspannen des Werkstücks werden die Antriebe deaktiviert, so dass das Werkstück unter der Kraft der zu den Spitzen gehörenden Federn axial zwischen Spitzen eingespannt wird. Das Werkstück kann dann durch synchrones Drehen der beiden Rundtische 810, 910 mittels synchronisierter Ansteuerung des ersten und zweiten Drehantriebs in eine erste Bearbeitungsstation und danach ggf. zu bis zu zwei weiteren Bearbeitungsstationen gefahren werden, bevor es zurück zur Be- und Entladestation gefördert wird. Unterschiedliche Drehrichtungen sind möglich. In den Bearbeitungsstationen können unterschiedliche Bearbeitungsoperationen am Werkstück durchgeführt werden. Die Werkstücke bleiben jeweils vom Einspannen bis zum nachfolgenden Ausspannen kontinuierlich zwischen Spitzen eingespannt und können an den jeweiligen Arbeitsstationen mittels der Werkstückspindel um ihre Längsachse gedreht werden.During operation of the finishing
Grundsätzlich wäre es möglich, nur einen einzigen, gemeinsamen Drehantrieb für beide Rundtische vorzusehen und die Rundtische z.B. mechanisch so miteinander zu koppeln, dass der angetriebene Rundtisch den anderen, passiven Rundtisch mitnimmt. Es könnten auch ausgehend von einem gemeinsamen Drehantrieb zwei separate Antriebsstränge zu den Rundtischen führen. Das Konzept mit "Zwillingsantrieb" der beiden Rundtische wird demgegenüber als vorteilhaft angesehen, insbesondere wenn mehr als zwei Werkstücke einzuspannen sind und/oder wenn die Werkstücke relativ groß und schwer sind.In principle, it would be possible to provide only a single, common rotary drive for both rotary tables and the rotary tables, for. mechanically coupled together so that the driven rotary table takes the other, passive rotary table. It could also lead starting from a common rotary drive two separate drive trains to the rotary tables. The concept with "twin drive" of the two rotary tables is considered to be advantageous, in particular if more than two workpieces are clamped and / or if the workpieces are relatively large and heavy.
Der als Gegenlager dienende zweite Rundtisch 910 beinhaltet die passive Werkstück-Gegenlagerungen (z.B. Spitze, Lünette), welche durch die auf der gegenüberliegenden Hauptantriebsseite induzierte Werkstückrotation angetrieben werden und die Werkstücke (im Falle einer Zwischen-Spitzen-Lösung) durch eine konstante Spannkraft (z.B. Federkraft) in den weiteren fünf Freiheitsgraden zwischen den Spitzen fixiert. Diese Spannkraft kann durch eine externe Betätigung zur Werkstückentnahme gelöst werden (z.B. ortsfest angeordnet an Be-/Entladestation).The counter-bearing second rotary table 910 includes the passive workpiece abutments (eg tip, bezel) driven by the workpiece rotation induced on the opposite main drive side and the workpieces (in the case of an inter-tip solution) by a constant clamping force (eg Spring force) in the other five degrees of freedom between the tips fixed. This clamping force can be released by an external workpiece removal operation (e.g., stationarily located at the loading / unloading station).
Da der Rundtisch alleine durch den exzentrischen Abstand der Werkstücke und deren Aufnahmen zur Rundtisch-Rotationsachse ein hohes rotatives Trägheitsmoment (Steiner-Anteil des Massenträgheitsmoments) aufweist, ist beim Zwillingsantrieb vorgesehen, dass der zweite Rundtisch nicht über den ersten Rundtisch 810 passiv mitgenommen wird, sondern über einen eigenen Drehantrieb (zweiter Drehantrieb 914) verfügt, der vorteilhaft ein servogeregelter Rotationsantrieb (NC-Achse) ist. Durch diese Ausführung werden Vorteile hinsichtlich der geometrischen Genauigkeit sowie der Antriebsdynamik erzielt: Zum einen können Winkelversätze zwischen beiden Rundtischen durch Abfrage und Vergleich der beidseitigen Winkelgebersysteme der Drehantriebe praktisch eliminiert werden, so dass immer (unabhängig von den Dimensionen der Anordnung) eine synchrone Drehung der Runddtische sichergestellt ist. Die Rundtische sind maschinenseitig nur über die Maschinensteuerung, nicht aber mechanisch gekoppelt. Unvermeidliche Nachgiebigkeiten, die bei mechanischer Kopplung der Rundtische auftreten könnten, werden eliminiert. Zum anderen kann die Ausführung des Zwillingsantriebs aufgrund der beschriebenen Massenträgheits-Thematik die Dynamik sowie den Energieverbrauch im Vergleich zu einer passiven Mitnahme des zweiten Rundtischs wesentlich verbessern.Since the rotary table alone by the eccentric distance of the workpieces and their recordings to the rotary table axis of rotation has a high rotational moment of inertia (Steiner proportion of moment of inertia) is provided in the twin drive that the second rotary table is not passively taken over the first round table 810, but has its own rotary drive (second rotary drive 914), which is advantageously a servo-controlled rotary drive (NC axis). This embodiment provides advantages in terms of geometric Accuracy and the drive dynamics achieved: Firstly, angular offsets between two rotary tables can be virtually eliminated by interrogation and comparison of the two-sided angle encoder systems of the rotary actuators, so that always (regardless of the dimensions of the arrangement) a synchronous rotation of the round tables is ensured. The rotary tables are on the machine side only via the machine control, but not mechanically coupled. Inevitable compliances that might occur with mechanical coupling of the rotary tables are eliminated. On the other hand, the execution of the twin drive due to the inertia issue described the dynamics and energy consumption compared to a passive entrainment of the second rotary table significantly improve.
Die Anordnung erlaubt höchste Produktivität auch bei der Bearbeitung von axial langen Werkstücken. Die bei der Bearbeitung radial auf die Werkstücke wirkenden Querkräfte werden durch die Werkstückspannung zwischen koaxialen Spitzen zuverlässig aufgenommen.The arrangement allows maximum productivity even when machining axially long workpieces. The transverse forces acting radially on the workpieces during machining are reliably absorbed by the workpiece clamping between coaxial tips.
Einige Aspekte der Erfindung wurden am Beispiel von Bandfinishmaschinen erläutert, die zwei als Bandfinisheinheiten eingerichtete Finisheinheiten aufweisen, in einem Fall zusätzlich zu einer Entgrateinheit. Es ist auch möglich, dass eine oder mehrere Finisheinheiten mit einem Finishstein als Bearbeitungswerkzeug ausgestattet sind. Wie das Beispiel von
Bei manchen, nicht bildlich dargestellten Ausführungsformen ist zusätzlich zu einer Be- und Entladeeinheit nur eine einzige Finisheinheit vorgesehen. Es können auch mehr als zwei Finisheinheiten vorgesehen sein, beispielsweise drei oder vier Finisheinheiten. Diese können für gleichartige oder unterschiedliche Finishoperationen eingerichtet sein. Bei den gezeigten Ausführungsbeispielen werden alle Bearbeitungsoperationen am drehenden Werkstück ausgeführt, wobei es für die Bearbeitung nicht darauf ankommt, das Werkstück in einer bestimmten Drehposition zu fixieren. Die Werkstückspindeln können daher einen relativ einfachen Aufbau ohne Einrichtungen zur Einstellung und Fixierung einer bestimmten Drehstellung haben.In some, not illustrated embodiments, only a single Finisheinheit is provided in addition to a loading and unloading unit. It is also possible to provide more than two finishing units, for example three or four finishing units. These can be set up for similar or different finishing operations. In the embodiments shown, all machining operations are performed on the rotating workpiece, wherein it is not important for the machining to fix the workpiece in a certain rotational position. The workpiece spindles can therefore have a relatively simple structure without means for setting and fixing a specific rotational position.
Der mit Werkstückspindeln ausgestattete Rundtisch ist bei den Ausführungsbeispielen um eine horizontale Rundtischachse drehbar. Es gibt auch Ausführungsformen mit einem horizontalen, liegenden Rundtisch, der um eine vertikale Rundtischachse drehbar ist. Entsprechend sind auch die Achsen von Finisheinheiten und gegebenenfalls anderen Bearbeitungseinheiten unterschiedlich orientierbar. Die am Rundtisch angebrachten Werkstückspindeln drehen im Beispielsfall achsparallel zum Rundtisch. Die Spindelachsen in Werkstückspindeln können auch quer, insbesondere senkrecht zur Rundtischachse ausgerichtet sein, beispielsweise radial zur Rundtischachse, so dass sich eine gleichmäßige oder ungleichmäßige sternförmige Anordnung der Werkstückspindeln ergibt.The equipped with workpiece spindles rotary table is rotatable in the embodiments about a horizontal rotary table axis. There are also embodiments with a horizontal, lying rotary table, which is rotatable about a vertical rotary table axis. Accordingly, the axes of Finisheinheiten and optionally other processing units are orientable differently. In the example, the workpiece spindles mounted on the rotary table rotate axially parallel to the rotary table. The spindle axes in workpiece spindles can also be aligned transversely, in particular perpendicularly to the rotary table axis, for example radially to the rotary table axis, so that a uniform or non-uniform star-shaped arrangement of the workpiece spindles results.
Diese Anmeldung offenbart unter anderem eine Werkstückhaltevorrichtung mit zwei koaxial drehbaren Rundtischen, wobei der erste Rundtisch die (mittels eines Spindelantriebs um eine Spindelachse drehbaren) Werkstückspindeln trägt und der gegenüberliegende zweite Rundtisch Einrichtungen zur Gegenlagerung der Werkstücke aufweist. Diese Einrichtungen zur Gegenlagerung können z.B. als Reitstockspindeln ausgelegt sein, ggf. aber auch andere Ausgestaltung aufweisen. Eine solche Werkstückhaltevorrichtung kann unabhängig von den sonstigen Merkmalen der beanspruchten Erfindung auch bei Bearbeitungsmaschinen ohne Finisheinheiten genutzt werden, um Werkstücke, insbesondere relativ lange Werkstücke, bei der Bearbeitung gegen Querkräfte abzustützen, die durch ein Bearbeitungswerkzeug auf das sich ggf. drehende Werkstück ausgeübt werden.This application discloses, inter alia, a workpiece holding device with two coaxially rotatable rotary tables, wherein the first rotary table carries the (via a spindle drive rotatable about a spindle axis) workpiece spindles and the opposite second rotary table has means for abutment of the workpieces. These devices for abutment can be designed for example as tailstock spindles, but possibly also have other design. Such a workpiece holding device can be used independently of the other features of the claimed invention also in processing machines without finishing units to support workpieces, in particular relatively long workpieces, during machining against transverse forces, which are exerted by a machining tool on the possibly rotating workpiece.
Claims (15)
- A finishing machine (100) for the finish machining of curved workpiece surfaces on workpieces (200), having:at least one workpiece spindle, which is rotatable about a spindle axis by means of a spindle drive and has a workpiece mounting for mounting a workpiece, such that the workpiece mounted by the workpiece mounting is rotatable about a workpiece axis by rotation of the workpiece spindle;at least one finishing unit, which has a pressing device for pressing a machining tool provided with cutting means against a curved circumferential surface of the workpiece with a pressing force directed radially with respect to the workpiece axis; anda rotary table (110), which is rotatable cyclically about a rotary table axis (112),wherein a plurality of workpiece spindles (120, 130, 140, 150) are arranged on the rotary table at a predetermined angular pitch and a workpiece mounted by a workpiece mounting is movable into a machining position on the finishing unit by rotation of the rotary table and, after completion of the finish machining operation, is transportable out of this machining position to a subsequent workstation,characterized bya device for actively supporting the workpiece against transverse forces on at least one workpiece section located at an axial distance from the workpiece mounting.
- The finishing machine according to claim 1, characterized in that the rotary table is indexable in any angular position pertaining to a machining position by means of an indexing device and/or is clampable by means of a clamping device.
- The finishing machine according to claim 1 or 2, characterized by a counter-bearing device, acting on the workpiece at an axial distance from the workpiece mounting, for fixing the workpiece in a machining position oriented coaxially with the spindle axis of the workpiece spindle, when the workpiece spindle is located in a machining position pertaining to a machining station.
- The finishing machine according to any of the preceding claims, wherein the finishing machine is set up such that a workpiece is mountable at at least one machining station with its axial ends between tips which have a centering effect.
- The finishing machine according to any of the preceding claims, characterized by a tailstock device (350) having at least one tailstock unit (300, 360, 370), which has a tailstock spindle that is rotatable about a tailstock spindle axis and is movable preferably parallel to the tailstock spindle axis, wherein preferably a separate tailstock spindle is provided for each machining station provided for workpiece machining.
- The finishing machine according to any of the preceding claims, characterized in that, in addition to the rotary table (810) carrying the workpiece spindles (820, 830), a further rotary table (910) is provided, which is rotatable coaxially with the rotary table carrying the workpiece spindles and carries at least one counter-bearing device, in particular a tailstock spindle (920, 930), wherein preferably a separate tailstock spindle is provided for each workpiece spindle.
- The finishing machine according to claim 6, characterized in that each of the two rotary tables (810, 910) is assigned a separate rotary drive (814, 914), wherein synchronous rotation of the rotary tables (810, 910) is achievable by means of synchronization of the rotary drives via a machine control system of the finishing machine, and/or characterized in that the further rotary table (910) is movable parallel to its rotation axis (912) in the direction of the rotary table (810) carrying the workpiece spindles or in the opposite direction.
- The finishing machine according to any of the preceding claims, characterized by a plurality of machining units (220, 230, 240), assigned to the rotary table, for carrying out machining operations on a workpiece mounted by a workpiece mounting, wherein at least one of the machining units is a finishing unit (230, 240), wherein preferably at least one machining unit is configured for a different machining operation, in particular for deburring.
- The finishing machine according to any of the preceding claims, wherein the finishing machine has a plurality of finishing units (230, 240, 620, 630) which are served by the same rotary table (110), in particular precisely two finishing units (230, 240, 620, 630), which are preferably arranged such that they are served successively by the rotary table.
- The finishing machine according to any of the preceding claims, wherein a machining station of the finishing machine has two finishing units (620, 630), which are set up to simultaneously machine the same workpiece positioned in a machining position pertaining to the machining station, and/or wherein a first finishing unit (620) and at least one second finishing unit (630) are provided on a machining station for finish machining, said finishing units acting simultaneously on the workpiece during the machining operation such that pressing forces, acting radially to the workpiece axis, of the first and of the second finishing unit are oriented substantially symmetrically with respect to the workpiece axis, wherein preferably two diametrically opposite, substantially identical finishing units (620, 630) are provided on a machining station for finish machining.
- The finishing machine according to any of the preceding claims, wherein the workpiece mounting (160) is configured as a passive plug-type mounting, wherein preferably the workpiece mounting (160) has at least one retaining spring and/or at least one spring-loaded retaining element (166) in order to hold the workpiece plugged onto the workpiece mounting or plugged into the workpiece mounting in a frictional manner and to secure it against falling out.
- The finishing machine according to any of the preceding claims, wherein the workpiece mounting is configured to mount a workpiece for conjoint rotation, wherein the workpiece mounting preferably has a passive twist prevention device for securing a mounted workpiece against twisting, wherein preferably the workpiece mounting has a spring-loaded driver element (166) which, when a workpiece is mounted, engages in a recess in the workpiece in a form-fitting manner in the circumferential direction, and/or wherein the workpiece mounting (160) has a conical centering section (164) for centering the workpiece with respect to the spindle axis (132).
- The finishing machine according to any of the preceding claims, wherein the workpiece spindles (120, 130, 140, 150) are fitted on the rotary table (110) such that the spindle axes (122, 132, 142, 152) extend parallel to the rotary table axis (112).
- The finishing machine according to any of the preceding claims, wherein the finishing unit (230, 240) has an oscillation device for producing an oscillating movement of the machining tool parallel to the workpiece axis.
- The finishing machine according to any of the preceding claims, wherein at least one finishing unit (230, 240) is a belt finishing unit.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102011081918A DE102011081918A1 (en) | 2011-08-31 | 2011-08-31 | Finishing machine for finishing curved workpiece surfaces on workpieces |
| PCT/EP2012/066687 WO2013030194A1 (en) | 2011-08-31 | 2012-08-28 | Finishing machine for finish machining of curved workpiece surfaces on workpieces |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2750829A1 EP2750829A1 (en) | 2014-07-09 |
| EP2750829B1 true EP2750829B1 (en) | 2016-04-20 |
| EP2750829B2 EP2750829B2 (en) | 2020-01-01 |
Family
ID=46750343
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP12751076.6A Not-in-force EP2750829B2 (en) | 2011-08-31 | 2012-08-28 | Finishing machine for finish machining of curved workpiece surfaces on workpieces |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP2750829B2 (en) |
| CN (1) | CN104039503B (en) |
| DE (1) | DE102011081918A1 (en) |
| WO (1) | WO2013030194A1 (en) |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103753393A (en) * | 2014-01-28 | 2014-04-30 | 瓦房店金北轴承制造有限公司 | Lubrication fulcrum enabling bearing super-finishing machine to eliminate fulcrum marks |
| CN104924183A (en) * | 2015-05-06 | 2015-09-23 | 广西北流市红日紫砂陶瓷厂 | Lamp cap edge grinding machine |
| CN104907916A (en) * | 2015-05-29 | 2015-09-16 | 洛阳市西工区华科精密机械厂 | Transmission mechanism of external diameter super-fine machine |
| DE102015216357A1 (en) * | 2015-08-27 | 2017-03-02 | Supfina Grieshaber Gmbh & Co. Kg | Peripheral surface processing unit, machine tool and method of operation |
| DE102016103105A1 (en) * | 2016-02-23 | 2017-08-24 | Supfina Grieshaber Gmbh & Co. Kg | finish device |
| CN107283273B (en) * | 2016-04-06 | 2023-08-01 | 天通日进精密技术有限公司 | Crystal bar processing equipment, spindle mechanism used for equipment and crystal bar processing method |
| DE102016107965A1 (en) * | 2016-04-29 | 2017-11-02 | Supfina Grieshaber Gmbh & Co. Kg | Belt finishing device |
| DE102016116161A1 (en) * | 2016-08-30 | 2018-03-01 | Supfina Grieshaber Gmbh & Co. Kg | Machine tool and method for finishing machining of workpieces |
| CN106625087B (en) * | 2016-10-18 | 2018-11-23 | 江南大学 | A kind of multiform becomes the workpiece polishing mechanism of casting arrangement for grinding |
| CN107297666B (en) * | 2017-08-14 | 2023-08-08 | 上海新孚美变速箱技术服务有限公司 | Conical disc repair assembly system for remanufacturing automobile continuously variable transmission |
| DE102019124660B3 (en) * | 2019-09-13 | 2021-01-28 | Supfina Grieshaber Gmbh & Co. Kg | Finishing processing system and method of operating a finishing processing system |
| CN117428680B (en) * | 2023-12-06 | 2024-06-04 | 丹阳丹金航空材料科技有限公司 | Missile wing mold processing |
| CN118080984B (en) * | 2024-03-26 | 2024-09-06 | 青岛高逸汽车零部件有限公司 | Material loading of braking hose connector all-in-one of carving characters |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19607778C2 (en) | 1996-03-01 | 2001-10-11 | Nagel Masch Werkzeug | Device for finishing processing, in particular crankshafts or camshafts |
| DE10016897A1 (en) | 2000-04-05 | 2001-10-18 | Supfina Grieshaber Gmbh & Co | Device for multiple processing of workpieces in chucks has at least two processing stations for successive or simultaneous processing of workpieces clamped in chucks throughout |
| EP1506839A1 (en) | 2003-08-15 | 2005-02-16 | Supfina Grieshaber GmbH & Co. KG | Finishing tool |
| EP1518643A1 (en) | 2003-09-16 | 2005-03-30 | Supfina Grieshaber GmbH & Co. KG | Finishing apparatus |
| EP1741514B1 (en) | 2005-07-07 | 2008-03-19 | Supfina Grieshaber GmbH & Co. KG | Apparatus for grinding and/or finishing of a workpiece |
| DE102007051047A1 (en) | 2007-10-16 | 2009-04-23 | Nagel Maschinen- Und Werkzeugfabrik Gmbh | Pressing device for cutting means and apparatus and method for finishing of peripheral surfaces on cylindrical workpiece sections |
| DE102010060471A1 (en) | 2010-10-07 | 2012-04-12 | Thielenhaus Technologies Gmbh | Machine for finishing workpiece, preferably long workpiece, comprises machine frame, finishing unit for workpieces finishing and two parallel-aligned workpiece holders |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2772527A (en) * | 1953-09-21 | 1956-12-04 | Roy A Farnam | Coupler for crank shaft grinder |
| JPS5343294A (en) * | 1976-09-30 | 1978-04-19 | Toyoda Mach Works Ltd | Phase indexing device |
| DE19925077A1 (en) | 1999-05-15 | 2000-11-23 | Supfina Grieshaber Gmbh & Co | Belt finishing device for curved workpiece surfaces |
| DE10160280B4 (en) * | 2001-12-07 | 2011-05-26 | Thielenhaus Technologies Gmbh | Device for the mechanical surface treatment of workpieces |
| DE10342139B4 (en) | 2003-09-12 | 2008-06-19 | Thielenhaus Technologies Gmbh | Process for finishing peripheral surfaces on wave-shaped workpieces |
| DE10342134B4 (en) | 2003-09-12 | 2009-09-03 | Thielenhaus Technologies Gmbh | Method and device for finishing crankshafts and camshafts |
| US7785173B2 (en) * | 2005-07-05 | 2010-08-31 | Supfina Machine Co. | Superfinishing machine and method |
| DE102007050482B4 (en) * | 2007-10-19 | 2017-08-24 | Thielenhaus Technologies Gmbh | Method and device for finish machining |
| CN201559073U (en) * | 2009-11-19 | 2010-08-25 | 天润曲轴股份有限公司 | Automatic indexing compressing device for crank shaft |
| CN102069396A (en) * | 2009-11-23 | 2011-05-25 | 天润曲轴股份有限公司 | Rolling crankshaft fillet quick clamping bracket |
-
2011
- 2011-08-31 DE DE102011081918A patent/DE102011081918A1/en not_active Ceased
-
2012
- 2012-08-28 CN CN201280052951.2A patent/CN104039503B/en not_active Expired - Fee Related
- 2012-08-28 WO PCT/EP2012/066687 patent/WO2013030194A1/en active Application Filing
- 2012-08-28 EP EP12751076.6A patent/EP2750829B2/en not_active Not-in-force
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19607778C2 (en) | 1996-03-01 | 2001-10-11 | Nagel Masch Werkzeug | Device for finishing processing, in particular crankshafts or camshafts |
| DE10016897A1 (en) | 2000-04-05 | 2001-10-18 | Supfina Grieshaber Gmbh & Co | Device for multiple processing of workpieces in chucks has at least two processing stations for successive or simultaneous processing of workpieces clamped in chucks throughout |
| EP1506839A1 (en) | 2003-08-15 | 2005-02-16 | Supfina Grieshaber GmbH & Co. KG | Finishing tool |
| EP1518643A1 (en) | 2003-09-16 | 2005-03-30 | Supfina Grieshaber GmbH & Co. KG | Finishing apparatus |
| EP1741514B1 (en) | 2005-07-07 | 2008-03-19 | Supfina Grieshaber GmbH & Co. KG | Apparatus for grinding and/or finishing of a workpiece |
| DE102007051047A1 (en) | 2007-10-16 | 2009-04-23 | Nagel Maschinen- Und Werkzeugfabrik Gmbh | Pressing device for cutting means and apparatus and method for finishing of peripheral surfaces on cylindrical workpiece sections |
| DE102010060471A1 (en) | 2010-10-07 | 2012-04-12 | Thielenhaus Technologies Gmbh | Machine for finishing workpiece, preferably long workpiece, comprises machine frame, finishing unit for workpieces finishing and two parallel-aligned workpiece holders |
Non-Patent Citations (3)
| Title |
|---|
| GÜNTER SPUR: "Handbuch der Fertigungstechnik. Band 5", 1986, CARL HANSER, ISBN: 3-446-12536-1, pages: 538 - 539, XP055346232 |
| JOHANNES KUNSEMÜLLER: "Meyers Lexikon der Technik und der exakten Naturwissenschaften", 1970, BI, article "Lünette", XP055346780 |
| SUPFINA GRIESHABER: "Superfinish-Technologie", 2001, VERLAG MODERN, ISBN: 3-478-93253-X, pages: 10-11,24 - 33, XP055346162 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102011081918A1 (en) | 2013-02-28 |
| WO2013030194A1 (en) | 2013-03-07 |
| CN104039503A (en) | 2014-09-10 |
| EP2750829B2 (en) | 2020-01-01 |
| CN104039503B (en) | 2017-08-15 |
| EP2750829A1 (en) | 2014-07-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2750829B1 (en) | Finishing machine for finish machining of curved workpiece surfaces on workpieces | |
| EP1984145B1 (en) | Method of grinding bar-shaped workpieces, grinding machine for carrying out the method, and grinding cell in twin arrangement | |
| DE102008009124B4 (en) | Method for grinding rod-shaped workpieces and grinding machine | |
| DE19753797C2 (en) | Device for grinding workpieces | |
| DE112013000293T5 (en) | Turning machine and turning process | |
| DE102016117915B4 (en) | Spindle module for a workpiece processing device | |
| DE102015010942B4 (en) | Method and device for grinding and precision machining | |
| EP2162260A1 (en) | Method and device for grinding cams of a camshaft | |
| EP1330338A1 (en) | Multi-purpose machine | |
| DE10016897B4 (en) | Device for processing workpieces with at least two processing stations | |
| EP0967038B1 (en) | Device for machining by material removal of workpieces | |
| DE10307977B4 (en) | Method and device for processing differential housings | |
| CH699901B1 (en) | Apparatus for machining workpieces. | |
| DE4107462C2 (en) | Machine tool for machining workpieces | |
| DE102011118747B4 (en) | Method and machine tool for complete machining of wavy workpieces | |
| DE102005015649B4 (en) | Method for turning and micromachining a workpiece and apparatus for carrying out the method | |
| WO2004069472A1 (en) | Device and method for cnc grinding camshafts, crankshafts and the like | |
| DE102010060471B4 (en) | Machine for finish machining of long, wave-shaped workpieces | |
| DE202006000290U1 (en) | Universal tool sharpener has two grinding head in line and a retractable workpiece clamp | |
| DE102019124660B3 (en) | Finishing processing system and method of operating a finishing processing system | |
| EP2206569B1 (en) | Method for producing several machined workpieces from an unmachined part | |
| DE102012104431A1 (en) | Processing device for processing workpiece, has holding device for gripping or holding of workpiece during processing, where holding device has holding motion unit for moving holding device and held workpiece relative to processing portion | |
| DE102015205350A1 (en) | Apparatus and method for machining a workpiece | |
| DE112013000290B4 (en) | Turning machine | |
| WO2012168489A1 (en) | Machine tool and method for a machine tool |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20140307 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| DAX | Request for extension of the european patent (deleted) | ||
| 17Q | First examination report despatched |
Effective date: 20141223 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20151116 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 791865 Country of ref document: AT Kind code of ref document: T Effective date: 20160515 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502012006819 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20160420 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160720 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160822 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160721 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160831 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R026 Ref document number: 502012006819 Country of ref document: DE |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 |
|
| 26 | Opposition filed |
Opponent name: SUPFINA GRIESHABER GMBH & CO. KG Effective date: 20170120 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20160828 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160831 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160831 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20170428 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160831 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160828 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160828 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160828 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20120828 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 791865 Country of ref document: AT Kind code of ref document: T Effective date: 20170828 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170828 |
|
| APBM | Appeal reference recorded |
Free format text: ORIGINAL CODE: EPIDOSNREFNO |
|
| APBP | Date of receipt of notice of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA2O |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |
|
| APBM | Appeal reference recorded |
Free format text: ORIGINAL CODE: EPIDOSNREFNO |
|
| APBP | Date of receipt of notice of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA2O |
|
| APBU | Appeal procedure closed |
Free format text: ORIGINAL CODE: EPIDOSNNOA9O |
|
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| 27A | Patent maintained in amended form |
Effective date: 20200101 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R102 Ref document number: 502012006819 Country of ref document: DE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20220817 Year of fee payment: 11 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230523 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502012006819 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240301 |