EP2744954B1 - Jeu de panneaux de construction avec système de verrouillage - Google Patents
Jeu de panneaux de construction avec système de verrouillage Download PDFInfo
- Publication number
- EP2744954B1 EP2744954B1 EP12824639.4A EP12824639A EP2744954B1 EP 2744954 B1 EP2744954 B1 EP 2744954B1 EP 12824639 A EP12824639 A EP 12824639A EP 2744954 B1 EP2744954 B1 EP 2744954B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- strip
- locking
- edge
- panel
- parts
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000003825 pressing Methods 0.000 claims description 3
- 239000000463 material Substances 0.000 description 24
- 210000002105 tongue Anatomy 0.000 description 17
- 238000004519 manufacturing process Methods 0.000 description 15
- 238000000034 method Methods 0.000 description 15
- 238000006073 displacement reaction Methods 0.000 description 14
- 238000003754 machining Methods 0.000 description 11
- 239000011162 core material Substances 0.000 description 10
- 239000002023 wood Substances 0.000 description 9
- 239000004033 plastic Substances 0.000 description 8
- 230000000903 blocking effect Effects 0.000 description 5
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 4
- 229910052782 aluminium Inorganic materials 0.000 description 4
- 239000004411 aluminium Substances 0.000 description 4
- 238000009408 flooring Methods 0.000 description 4
- 239000003292 glue Substances 0.000 description 4
- 238000001746 injection moulding Methods 0.000 description 4
- 238000009434 installation Methods 0.000 description 4
- 239000010410 layer Substances 0.000 description 4
- 239000007787 solid Substances 0.000 description 4
- 238000007514 turning Methods 0.000 description 4
- 238000005516 engineering process Methods 0.000 description 3
- 239000000835 fiber Substances 0.000 description 3
- 239000002344 surface layer Substances 0.000 description 3
- 230000008961 swelling Effects 0.000 description 3
- 241000446313 Lamella Species 0.000 description 2
- 238000007667 floating Methods 0.000 description 2
- 238000003780 insertion Methods 0.000 description 2
- 230000037431 insertion Effects 0.000 description 2
- 238000005304 joining Methods 0.000 description 2
- -1 linoleum Substances 0.000 description 2
- 239000002861 polymer material Substances 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- 238000004080 punching Methods 0.000 description 2
- 239000002699 waste material Substances 0.000 description 2
- 229920002522 Wood fibre Polymers 0.000 description 1
- 230000003213 activating effect Effects 0.000 description 1
- 230000000295 complement effect Effects 0.000 description 1
- 239000007799 cork Substances 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 238000005192 partition Methods 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000010079 rubber tapping Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000004575 stone Substances 0.000 description 1
Images



















Classifications
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F15/00—Flooring
- E04F15/02—Flooring or floor layers composed of a number of similar elements
- E04F15/02038—Flooring or floor layers composed of a number of similar elements characterised by tongue and groove connections between neighbouring flooring elements
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F2201/00—Joining sheets or plates or panels
- E04F2201/05—Separate connectors or inserts, e.g. pegs, pins, keys or strips
- E04F2201/0517—U- or C-shaped brackets and clamps
Definitions
- the disclosure generally relates to the field of mechanical locking systems for floor panels and building panels.
- the disclosure shows floorboards, locking systems and production methods.
- Embodiments of the present invention are particularly suitable for use in floating floors, which are formed of floor panels which are joined mechanically with a locking system integrated with the floor panel, i.e. mounted at the factory, are made up of one or more upper layers of wood or wood veneer, decorative laminate, powder based surfaces or decorative plastic material, an intermediate core of wood-fibre-based material or plastic material and preferably a lower balancing layer on the rear side of the core.
- Floor panels of solid wood or with a surface layer of cork, linoleum, rubber or soft wear layers, for instance needle felt glued to a board, printed and preferably also varnished surface and floors with hard surfaces such as stone, tile and similar materials are included.
- Embodiments of the invention may also be used for joining building panels which preferably contain a board material for instance wall panels, ceilings, furniture components and similar.
- the long and short edges are mainly used to simplify the description of embodiments of the invention.
- the panels may be square. Embodiments of the invention are preferably used on the long edges. It should be emphasised that embodiments of the invention may be used in any floor panel and it may be combined with all types of known locking system formed on the short edges, where the floor panels are intended to be joined using a mechanical locking system connecting the panels in the horizontal and/or vertical directions on at least two adjacent edges.
- Laminate flooring usually comprise a core of a 6-12 mm fibre board, a 0,2-0,8 mm thick upper decorative surface layer of laminate and a 0,1-0,6 mm thick lower balancing layer of laminate, plastic, paper or like material.
- a laminate surface comprises melamine-impregnated paper.
- the most common core material is fibreboard with high density and good stability usually called HDF - High Density Fibreboard. Sometimes also MDF - Medium Density Fibreboard - is used as core.
- Laminate floor panels of this type have been joined mechanically by means of so-called mechanical locking systems. These systems comprise locking means, which lock the panels horizontally and vertically.
- the mechanical locking systems are usually formed by machining of the core of the panel.
- parts of the locking system may be formed of a separate material, for instance aluminium or HDF, which are integrated with the floor panel, i.e. joined with the floor panel in connection with the manufacture thereof.
- the visible surface of the installed floor panel is called “front side”, while the opposite side of the floor panel, facing the sub floor, is called “rear side”.
- the edge between the front and rear side is called “joint edge”.
- horizontal plane is meant a plane, which extends parallel to the outer part of the surface layer.
- Immediately juxtaposed upper parts of two adjacent joint edges of two joined floor panels together define a “vertical plane” perpendicular to the horizontal plane.
- vertical locking is meant locking parallel to the vertical plane.
- horizontal locking is meant locking parallel to the horizontal plane.
- up is meant towards the front side, by “down” towards the rear side, by “inwardly” mainly horizontally towards an inner and centre part of the panel and by “outwardly” mainly horizontally away from the centre part of the panel.
- the long edges are installed by angling.
- the panel is then displaced in locked position along the long side.
- the short edges are locked by horizontal snapping.
- the vertical connection is generally a tongue and a groove.
- a strip with a locking element is bent and when the edges are in contact, the strip springs back and a locking element enters a locking groove and locks the panels horizontally.
- Such a snap connection is complicated since a hammer and a tapping block has to be used to overcome the friction between the long edges and to bend the strip during the snapping action.
- Similar locking systems may also be produced with a rigid strip and they are connected with an angling-angling method where both short and long edges are angled into a locked position.
- a locking strip may be formed of a separate material such as aluminium or HDF and that such strip may be clamped in undercut grooves or attached into a horizontally extending groove formed at an edge of a panel by snapping and/or turning.
- Such systems are described in WO 94/26999 and WO 03/083234 (Välinge Innovation AB). It is also known that several strip parts spaced form each other may be attached to a long side edge in order to obtain further cost savings.
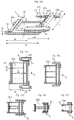
- Figures 1a and 1b show a known locking system that is locked with angling.
- the horizontal locking is obtained by a locking strip 6 with a locking element 8 formed at one panel edge 1 that locks into a locking groove 14 formed in another adjacent panel edge 1'.
- the forming of the strip 6 creates a waste as shown in figure 1b .
- Figure 1c shows a known locking system with a separate aluminium strip 6 attached to a lower part of a panel edge.
- a part of the strip 6 is bent around inwardly inclined vertically extending surfaces.
- Such connection of the strip 6 to the panel edge is made in a separate operation than the machining of the edge.
- the strip comprises three different cross section A-A, B-B and C-C.
- Each cross section comprises the same material thickness since the strip is formed from a 0,6 mm aluminium sheet.
- the length L of the strip is the same along the width W.
- the part of the strip that extends from the edge comprises a small cavity 23, which is formed when a part of the strip body is punched and bent around a panel edge.
- Figure 1d shows a strip 6, which is attached with snapping into a horizontally extending groove.
- This strip is formed by machining and has the same cross section along its length.
- Figure 2a - 2c show a locking system with a separate displaceable tongue 10a inserted in a horizontally extending displacement groove 10b formed on the short edge of a panel.
- the separate tongue is inserted in high speed and is mainly used to obtain higher flexibility when the panels are locked with a vertical snapping.
- the short side production speed is however considerably lower than the long side production speed and conventional inserting methods that are used to insert flexible tongues are not suitable to be used at long edges to insert several strips one after each other.
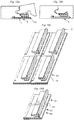
- Figure 3a shows a conventional panel with a strip 6 that extends along the whole long edge. Material savings may be increased if several strip parts 6 are connected on a long side of a panel as shown in figure 3b .
- Wood and laminate panels are produced with a production speed on long edges of 1 - 5 m/sec. This means that 5 - 25 strip parts must be inserted each second if for example five strip parts per metre are attached at an edge.
- Known separate strips and fixing methods are not adapted to such high-speed production and separate strip parts are not able to compete with the conventional machining where the strip is machined in one piece with the panel edge.
- US 2011/016815 A1 discloses a modular floor being composed of a plurality of floor panels and combination members.
- Each of the floor panels includes a rectangular main body, a ridge formed at one side of the main body, an outer socket formed at an opposite side of the main body relative to the ridge, a first lateral bottom portion formed below the ridge, and a second lateral bottom portion formed below the outer socket.
- Each of the combination members includes a base, a front retainer protruding upward from one side of a top side of the base, a rear retainer protruding upward from an opposite side of the top side of the main body relative to the front retainer, and a partition protruding upward from a midsection of the top side of the base.
- EP 1 120 515 A1 discloses a combined set comprising at least one locking member and at least a first and a second building panel, wherein the locking member is provided for interconnecting the first and the second building panel.
- Each of the building panels has a first groove provided for receiving a first lip of the locking member and a second groove provided for receiving a second lip of the locking member.
- each building panel is provided with a continuous rebated groove penetrating into a first edge and with a protrusion extending lengthwise along a second edge opposite to the first edge, in such a manner that the protrusion of one of the building panels fits into the rebated groove of the other building panel.
- the locking member is provided to be removably clamped into the first and the second groove.
- An overall objective of embodiments of the present invention is to provide an improved and more cost efficient locking system for primarily rectangular floor panels with long and short edges installed in parallel rows, which allows that the edges may be locked to each with angling, and/or horizontal snapping and/or vertical snapping.
- Another specific objective is to provide production method that allows an efficient high-speed connection of several strip parts into an edge of a floor panel.
- a first aspect of the invention is a set comprising building panels provided with a locking system for vertical and horizontal locking of a first edge of a first panel and a second edge of a second adjacent panel.
- the locking system comprises a tongue and a tongue groove for vertical locking and strip parts attachable to the first edge for horizontal locking.
- Each strip part comprises an upwardly extending locking element configured to cooperate with a downwardly open locking groove formed at the second edge.
- the strip part comprises a strip body with an inner part that extends inwardly from the first edge and at a rear side of the first panel and an outer part that extends outwardly from said first edge.
- the inner strip part comprises a fixing element that cooperates with a downwardly open fixing groove, formed in the rear side of the first panel, and locks the strip part to the first edge in a first horizontal direction.
- the strip part comprises a locking protrusion, located above the strip body, that locks the strip to the first edge vertically and in a second horizontal direction against a holding protrusion formed at the first edge.
- the strip part comprises upper and lower guiding surfaces that are essentially parallel with the strip body.
- the strip part has one or several flexible locking parts that are formed in the fixing element as snapping tabs or snapping hooks.
- the strip part is configured to be attachable to the first edge with an essentially horizontal snapping action by pressing the strip part horizontally inwardly such that the flexible locking parts are compressed.
- a pretension of the flexible locking parts is configured to press the strip part outwardly such that locking surfaces of the fixing element and the fixing groove are in contact.
- the strip part may comprise a locking protrusion that protrudes horizontally from the locking element.
- the locking protrusion may comprise a sliding surface that during locking is in contact with the adjacent edge.
- the locking protrusion may be spaced vertically from the strip body
- the strip body may comprise a cavity in the inner part.
- the length of the strip part may vary along its width.
- the fixing element may comprise a flexible locking part that locks against a wall of the fixing groove.
- a second aspect of the invention is a strip blank comprising several strip parts configured to lock panels horizontally and to be fixed to a panel edge by essentially horizontal snapping.
- the strip blank comprises at least two strip parts located side by side in at least two parallel rows.
- a third aspect of the invention is a method to fix several strip parts to an edge of a panel.
- Each strip part comprises a strip body that extends inwardly from the edge at the rear side of the panel and is configure to lock two adjacent panels horizontally and to be fixed to a panel edge by essentially horizontal snapping.
- the method comprises the steps of:
- a fourth aspect of the invention is building panels provided with a locking system for vertical and horizontal locking of a first edge of a first panel and a second edge of a second adjacent panel.
- the locking system comprises a tongue and a tongue groove for vertical locking and strip parts attached to the first edge for horizontal locking.
- Each strip part comprises an upwardly extending locking element configured to cooperate with a downwardly open locking groove formed at the second edge.
- the strip part comprises a strip body with an inner part that extends inwardly from the first edge and at a rear side of the first panel and an outer part that extends outwardly from said first edge.
- the inner part comprises a fixing element that cooperates with a downwardly open fixing groove formed on the rear side of the first panel and that locks the strip part to the first edge in a horizontal direction.
- the strip part comprises a locking protrusion, located above the strip body that locks the strip part to the first edge vertically against a holding protrusion formed at the first edge.
- the strip part comprises polymer material and is formed by injection moulding.
- the inner part may comprise several cavities.
- the outer part may comprise a cavity.
- the cavity may comprise a wall with a wall thickness, which is smaller than the width of the cavity.
- the length of the strip part may vary along its width.
- the fixing element may comprise a flexible locking part that locks against a wall of the fixing groove.
- the building panel may be a floor panel.
- a fifth aspect of the invention is a strip part, configured to lock panels horizontally and to be fixed to a panel edge.
- the strip part comprises a strip body with an inner part configured to be fixed under the panel edge and an outer part configured to extend outside the panel edge.
- the inner part comprises a fixing element configured to lock the strip part to the panel edge in a horizontal direction.
- the outer part comprises a locking protrusion, located above the strip body and configured to lock the strip part to the panel edge vertically, and a locking element configured to lock the panels in a horizontal direction.
- the inner part comprises a cavity formed in the strip body and located between the fixing element and the locking protrusion.
- the fixing element may comprise a flexible locking part that prevents the strip part to be released from the panel edge by angling.
- the flexible locking part may comprise a flexible protrusion extending along the fixing element.
- Figures 4a-4d show a locking system according to presently not claimed embodiments of the invention that may be connected with angling.
- Figure 4a shows a strip part 6 comprising a strip body 7 with a fixing element 16 at an outer part, an upwardly extending locking element 8 at an opposite and outer part of the strip body and a locking protrusion 19 that preferably extends essentially horizontally towards the fixing element.
- the upper part of the locking element 8 comprises an upper guiding surface 22 and the strip body 7 comprises a lower guiding surface that facilitates the fixation of the strip 6 to an edge of a first panel 1' as shown in figures 5a - 5e .
- the locking protrusion 19 comprises a sliding surface 20 that facilitates the insertion of a tongue 10 into a tongue groove 9 during angling as shown in figure 4b .
- the panel edge comprises a fixing groove 15 that is open towards the rear side of the panel and a holding protrusion 18 extending from a lower part of the panel edge.
- the fixing element 16 is locked into the fixing groove 15 wherein essentially vertical locking surfaces 17a and 17b grip behind each other such that the strip is locked horizontally to the panel edge.
- the locking protrusion 19 is locked to the holding protrusion 18 vertically wherein a lower horizontal locking surface 24 on the locking protrusion 19 overlaps an upper horizontal locking surface 25 formed on the holding protrusion 18.
- the locking protrusion 19 comprises preferably a strip locking surface 26 that cooperated with an edge locking surface 27 formed on the panel edge and locks the strip part 6 horizontally.
- the strip part is locked horizontally by the active locking surfaces comprising the strip and the edge locking surfaces 26,27 and the cooperating fixing surfaces 17a, 17b.
- the strip part 6 is locked vertically by lower and upper horizontal locking surfaces 24,25 and by the upper part of the strip body 28 and the lower part of the edge 29 as shown in figure 4b .
- the locking element may have a locking angle A of preferably about 40 - 90 degrees against a horizontal plane.
- a high locking angle A gives a strong locking but requires a larger locking distance LD which is the distance from the vertical plane VP, where the upper edges are in contact, and to the upper part of the locking surface 11 of the locking element 8.
- the strip part comprises an inner part IP that extends inwardly from the edge at a rear side of the panel edge and an outer part OP that extends from the edge.
- the strip has a length direction L along the joint, a width W direction in a horizontal direction perpendicular to the length and a thickness direction T vertically and perpendicularly to the width W as shown in figures 4c and 4d .
- the thickness of the strip body 7 varies along the width and this facilitates the connection of the strip 6 to the edge.
- the thickness of the locking protrusion may also vary.
- Such a space S may be used to increase the flexibility of the strip and to facilitate the connection of the strip to the edge.
- Figures 5a - 5e show an embodiment of a presently not claimed method to fix a strip part 6, as described in figures 4a-4d , to an edge a panel.
- the panel 1 is during machining of the edges positioned with the surface pointing downwards. It is preferred that the strip part is fixed to the panel in the same machining equipment that forms the edge by rotating tools. This puts special requirement on the inserting method, especially if several strip parts are to be fixed in high speed to a long side edge of a panel.
- the strip parts are preferably separated from a strip part blank, comprising several strip parts, and displaced vertically to the same level as the panel edge as shown in figure 5a .
- the strip parts are guided by upper 31 and lower 32 guiding rails and pushed by a hammer 30 towards the edge of the pane 1.
- the strip is connected to the edge with an essentially horizontal snapping action whereby the fixing element 16 enters partly or completely into the fixing groove 15 and the locking protrusion 19 overlaps the holding protrusion 18.
- Such a connection may be accomplished in high speed and accuracy due to the flexibility of the strip parts and the precise guidance of the guiding rails.
- the strip part 6 is after connection displaced laterally in the direction of the long edges by the panel that is displaced relative the fixing equipment.
- a final connection of the fixing element 16 into the fixing groove 15 is preferably made with a wheel 33 that presses the fixing element 16 into the fixing groove 15 as shown in figure 5e .
- the fixing element 16 may press against two opposite walls of the fixing groove 15 as shown in figure 5d and 5e.
- Figure 5f shows in a presently not claimed embodiment that bevels or rounded sections 34a, 34b may be formed on the outer part of the strip part and/or the panel edge in order to facilitate snapping.
- the strip body 7 may also be thinner at an outer portion than at an inner portion in order to facilitate snapping and to save material.
- Bevels or rounded sections may also be formed on the outer parts of the holding and locking protrusions 18,19.
- the horizontal locking surfaces may be essentially horizontal or inclined.
- Figures 6a and 6b show an embodiment of a presently not claimed method that may be used to increase the production speed such that it may be possible to insert up to 30 strip parts per second and more.
- the strip parts are in these figures shown with the locking element 8 pointing upwards.
- the strip parts 6 are produced in strip blanks 50 comprising several strip parts attached to each other in parallel rows. Each row may comprise for example 5 - 10 strip parts 6a-6e or more as shown in figure 6b .
- the strips are separated and moved to a position, preferably vertically, in front of several hammers 30a - 30e that preferably are located behind each strip in the row.
- the whole strip part row is inserted by the hammers that push the strip parts one after each other towards the panel edge.
- the spacing between the strips parts attached to an edge is obtained by the time difference that the hammer action is activated by a computer system.
- Figures 7a - 7d show in a presently not claimed embodiment that the strip part 6 may be used in locking systems that are locked with horizontal snapping where a part of the strip is bent during snapping.
- the locking protrusion 19 is in this embodiment connected to the strip body 7.
- a part of the locking protrusion 19 comprises a guiding surface 22 as shown in figure 7d .
- Figures 8a-8b show in a presently not claimed embodiment that horizontal snapping may be obtained by a locking element 8 that is flexible and bends during locking.
- Figures 8c -8d show in a presently not claimed embodiment that the locking system may be locked by vertical displacement.
- the locking is accomplished by a flexible locking element 8 that bends during the vertical displacement of the panel edges.
- Figure 8e shows in a presently not claimed embodiment that a part of the locking element 8 and the locking protrusion 19 may comprise guiding surfaces 22.
- Figures 9a - 9d show in a presently not claimed embodiment that a tongue 10a may be formed on the first panel 1 comprising the strip part 6 and this may be used to facilitate for example a connection with vertical displacement.
- Figures 10a-10d show in a presently not claimed embodiment that the strip part 6 may comprise a pulling extension 13 that pulls a displaceable tongue 10a into a tongue groove 9 during vertical displacement of the panels.
- the strip part 6 is made of several cross sections which allowed that guiding rails may be locate on each side of a locking element 8 and a locking protrusion 19.
- FIGS 11a- 11h show a presently not claimed embodiment of a strip part 6 that is formed by injection moulding. This production method makes it possible to form advanced three dimensional strip parts, which are optimized to save material.
- the locking protrusion 19 is formed as two parts 19a, 19b that are spaced from each other by a cavity 23.
- the locking protrusions are connected to the edges of the locking element 8 as shown in figure 11b.
- Figures 11c and 11d show that such locking protrusions may comprise a locking extension 34 that extends horizontally on each side of the locking element 8 such that a cavity 23a is formed between the extensions.
- Such extension may comprise guiding surfaces 31,32 and may be used to guide the strip part with high precession during production when the strip part is fixed to the edge as shown in figure 11h .
- Figure 11e shows a three-dimensional view of a first panel 1 provided with a strip part 6.
- Figure 11f illustrates assembling a first panel 1 with a second adjacent panel.
- Figure 11c shows that the locking extension 34 or any other part of the strip may be in contact with an inner wall of the locking groove 14 and that the panels 1, 1' are locked with a small space S between the upper edges.
- Such locking system may be used in, for example, floors that are glued down to the sub floor and where a small space gives room for swelling of the edges such that the so called "topping" of the edges may be avoided.
- the strip parts may be used to position floor panels that are glue down and to keep the floor panels in correct position until the glue cures. Only a few strip parts with rather low material content are needed to facilitate glue down installation.
- Figures 12a - 12f show in a presently not claimed embodiment that considerable material reductions may be reached with a strip part 6 that is three-dimensional and comprises several cavities 23a-23e.
- the strip part is preferably formed by injection moulding of a polymer material that preferably comprises glass fibres. Cavities may be formed in the strip body 23a, in the locking protrusion 23b, in the locking extension 23c, in the locking element 23d and in the fixing element 23e.
- the strip part 6 and the cavities have a length L in a direction along the panel edge, a width W perpendicular to the edge and a thickness T in the vertical direction.
- the length L of the strip part may vary along the width W, the width W may vary along the length L and the thickness may vary along the length L.
- Figures 12b - 12f show alternative embodiments of a three-dimensional strip part 6.
- the strip part may have several cavities 23a, 23f formed in the strip body and/or in the locking protrusion 19 as shown in figure 12b .
- a cavity 23 has preferably a wall 40 with a wall thickness WT that is smaller than the width of the cavity. Such three dimensional forms will provide considerable cost savings.
- Figure 12c shows a strip part without a locking extension 34.
- Figure 12d-12f shows that the cavities may have different forms and that the fixing element 16 may be discontinuous.
- Figure 12e show a locking extension 34 that extends from a middle part of the locking element and that may be used as guiding according to the principle shown in figure 13c .
- Figures 13a - 13f show a presently not claimed embodiment of a production method to fix a strip part 6 to a panel edge.
- the strip parts comprise locking extensions 34 that are used to guide the strip part during production when the strip part is fixed to the edge of the panel. It is preferred that strip parts are factory connected but they may of course be connected to a panel during installation.
- the strip parts are displaced in strip blanks towards a displacement device 35 that preferably displaces the strip parts vertically to a plane in front of several hammers 30a-30c.
- the strip parts are preferably also separated from each other and from the blank 50 by the displacement device.
- Figure 13a shows a strip blank 50 seen from above and figure 13b show the cross section seen from the side.
- Figures 13c - 13f show how a strip part is fixed to an edge with essentially a snapping action when the strip part is guided with high precision by the guiding rails 31, 32 and the locking protrusion 19 with its locking extension 34.
- the strip body 7 may bend but also turn in relation to the locking protrusion 19 as shown in figure 13e .
- connection between the locking element 8 and the locking protrusion may be formed such that a small turning may take place and this may facilitate the insertion of the strip and reduce the requirements on the flexibility of the strip body 7.
- a snapping may be obtained even if the strip body 7 is rather rigid and compact since the turning in relation to the locking protrusion 19 may be sufficient to allow a snapping action.
- the locking protrusion 19 may also be flexible and bend during the fixation of the strip.
- the hammer may comprise a hammer groove 35 as shown in figure 13c and this may be used to feed and position the strip parts as a complement or alternative to guiding rails.
- the guiding surfaces may in such an embodiment be somewhat inclined.
- Figure 14a shows a presently not claimed embodiment of a part of panel with strip parts on the long and on the short edges.
- the strip blank comprises preferably the same number of strip parts that are connected to an edge.
- the strip parts may have a length of, for example, about 1 - 10 cm.
- Each strip part may be designed to handle a locking force of 10 - 100 kg.
- the distance between the strip parts may be 5 - 20 cm.
- a preferred embodiment for a laminate flooring panel with a length of about 1,2 m is a panel that comprises 6 strip parts which are about 4 cm long and attached with a centre distance of about 20 cm and 10 cm from the short edges.
- Each strip part may be designed such that it has a locking strength of about 60 kg in the horizontal direction.
- the locking system will have a locking strength of 300 kg/m and this is generally sufficient for a laminate floor.
- Strip parts are especially suitable for thicker laminate floorings with a thickness of 9 - 15 mm, high quality floors with a HPL, plastic or powder based surface or solid wood floors. The material waste in such floors is considerable when a locking system is formed with a conventional machined strip made in one piece with the core. Strip parts are also suitable in so called plastic LVT floors that have an expensive and soft core, which is not suitable to form a rigid strip.
- Parquet flooring with a lamella core are difficult to machine since the machining is made cross wise to the fibre orientation in the lamellas. Strip parts may solve such problems.
- the cost to produce a conventional locking system in solid wood floor is very high and the locking system is generally of a low quality.
- the stress on the locking system is very high due to the fact that the edges and the strip swells, shrinks and bends. Separate strip parts are therefore especially suitable for this application.
- the long edges may comprise a locking system with strip parts that may be locked by angling and the short edges may comprise a locking system with cooperating hooks that may be locked by vertical folding.
- Strip parts on any of the opposite long or short edges may be combined with all known locking systems on the other opposite edges.
- the invention does not exclude strip parts attached on both opposite edges that lock between each or into each other along the joint.
- Strip parts may also be used to decrease the friction along the joint in order to facilitate displacement and horizontal snapping of the short edges.
- Plastic material may have a low friction and the contact area between the strips and the locking groove 14 in an adjacent edge may be reduced by more than 80% compared to a conventional locking system.
- Strip part may also be used to increase friction between long edges and prevent displacement along the edges such that the short edges are locked horizontally by the long edges.
- Special protrusions extending vertically or horizontally from the locking element 8 and/or additional flexible locking elements that press against the edge of the adjacent panel 1', preferably against a part of the locking groove 14, may easily be formed on the strip parts by injection mouldings.
- the strip parts may compose special material such as, for example, wax that facilitates angling and/or snapping and that reduces the risk for squeaking sound after installation.
- Figures 15a - 15c show in a presently not claimed embodiment that strip blanks 50 and strip parts 6 may be formed by machining of a wood based or plastic based sheet material.
- a locking extension 34 may be formed on the strip body that, as shown in this embodiment, extends horizontally beyond the locking element.
- Figure 15d shows in a presently not claimed embodiment that the strip blank 50 may comprise a long extruded or machined section that is prior to fixing divided into several strip parts 6a, 6b by a rotating tool that also forms locking extensions as shown in figure 16c .
- Figures 16a - 16d show in a presently not claimed embodiment a production method to form strip blanks 50 and strip parts 6 by machining of a wood based or plastic based sheet material.
- the cross sections are formed by rotating tools To1, To2, To3 and To4.
- the sections are thereafter partly separated by a rotating tool To5 cross wise and finally separated by a punching tool To6 during the fixing of the strip part6.
- Figure 17 shows a presently not claimed embodiment of a strip blank 50 with cavities 34 formed by punching between strip parts in order to facilitate the final separation.
- the strip blank 50 comprises at least two strip parts 6a, 6b connected side by side in at least two rows R1 and R2.
- a strip part may preferably comprise 5-10 strip parts connected side by side in 5 - 30 rows.
- the strip blanks are preferably designed such that they may be stacked on top of each other.
- Figure 18a shows a presently not claimed embodiment of a strip part that is connected into a groove formed in an edge.
- Such known strip part may also be produced in strip blanks according to the described production methods.
- One disadvantage with strips that are inserted into a horizontally extending groove formed in the panel edge is that the core must be made of a material with sufficient flexibility.
- a strip 6 that has a flexible inner part may solve this problem.
- Such a strip may be formed as an injection-moulded component that comprises two cross sections 6a, 6b along its length as shown in the presently not claimed embodiments in figures 18c and 18d .
- Figures 19a-d show a strip part 6 according to an embodiment of the invention that may be used to for example lock solid wood floors that have a considerable swelling and shrinking across the fibre direction.
- Figure 19a shows the strip part 6 seen from above and figure 19b shows a cross section.
- the fixing element 16 comprises a flexible locking part 41 and an undercut 15a formed in the fixing groove 15 that prevent the strip part 6 to be disconnected during transport and installation.
- the flexible locking part 41 is prevented to flex vertically upwards by a blocking part 42 when the flexible locking part 41 is compressed towards the fixing element 16 and under the blocking part 42.
- the strip part comprises cavities 23a, 23b in its inner and outer parts with walls 40a, 40b that may be essentially parallel with the width W of the strip part 6 or they may be rounded or curved such that the strip part may be flexible along its width W. This flexibility may be used to compensate swelling and shrinking of the floor panel or to compensate production tolerances.
- Figure 19c and 19d show that the strip part may be connected to an edge comprising the tongue 10 or the tongue groove 9.
- Figures 20a - 20e show fixing of a strip part 6 according to an embodiment of the invention comprising a fixing element 16 with a flexible locking part 41.
- the strip part is displaced vertically or horizontally in an angled position towards the panel edge such that it reaches a position where the holding and locking protrusions 18,19 partially overlap each other and the flexible locking part 41 is in contact with an edge part 15b of the fixing groove 15 as shown by figures 20a ,b.
- the edge part 15b comprises preferably an essentially vertical edge.
- the strip part is thereafter pressed horizontally inwardly such that the flexible locking part 41 is compressed and the strip part is angled such that the fixing element 16 is inserted into the fixing groove 15 as shown in figures 20c ,d.
- FIG. 20e shows that, according to the invention, a pretension of the flexible locking part 41 will press the strip part outwardly such that the locking surfaces 17 are in contact and the strip part will be firmly connected to the panel edge.
- the strip parts 6 may be produced and delivered as individual elements. They may have a form that makes it possible to position the individual strip parts side by side automatically by shaking, rotation etc. as shown in figure 21a .
- the strip parts according to the invention have one or several flexible locking parts 41 that are formed in the fixing element as snapping tabs or snapping hooks.
- the flexible locking parts are preferably formed as flexible protrusions 44a, 44b extending and flexing along the fixing element 16 and in the length direction L of the strip part 6.
- a pair of flexible protrusions 44a, 44b may be oriented towards each other as shown in figure 21a or away from each other as shown in figure 21b .
- the cooperating blocking part 42 is preferably located opposite an outer part of a flexible protrusion.
- Figure 21b shows in an embodiment of the invention that flexible parts or protrusions 44c,d with cooperating blocking parts 42b may also be formed on the holding protrusion 18 and this allows that the strip part 6 may be connected to a panel edge with vertical snapping.
- Flexible parts or protrusions 44e that lock against a wall of the locking groove 14 and cooperating blocking parts 42c may also be formed on the locking element 8 and this may be used to prevent the locking element 8 to snap out from the locking groove 14 in order to increase the locking strength. All embodiments may be partly or completely combined with each other.
- Strip parts 6a-f may be fixed to the edge by a displacement along the panel edge.
- a pressure force P1 may be used to displace the strip parts along the edge until they reach an end position where they are pressed horizontally P2 and vertically P3 such that they may be connected to the panel edge as shown in figures 20a-e .
- Wheels and rulers may be used to displace and angle the strip parts into the required positions.
- the mechanical connection may be combined with glue.
- Figure 21d shows that a strip part 6 with a flexible locking part 41 in accordance with an embodiment of the invention may be connected to a panel edge with an essentially horizontal snap action.
Landscapes
- Engineering & Computer Science (AREA)
- Architecture (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Floor Finish (AREA)
- Finishing Walls (AREA)
- Conveying And Assembling Of Building Elements In Situ (AREA)
Claims (7)
- Jeu de panneaux de construction prévus avec un système de verrouillage pour le verrouillage vertical et horizontal d'un premier bord d'un premier panneau (1) et d'un second bord d'un second panneau (1') adjacent, ledit système de verrouillage comprenant une languette (10) et une rainure de languette (9) pour le verrouillage vertical et des parties de bande (6) pouvant être fixées au premier bord pour le verrouillage horizontal, et chaque partie de bande (6) comprenant un élément de verrouillage (8) s'étendant vers le haut, configuré pour coopérer avec une rainure de verrouillage (14) ouverte vers le bas, formée au niveau du second bord, dans lequel chaque partie de bande (6) comprend en outre :• un corps de bande (7) avec une partie interne (IP) qui s'étend vers l'intérieur à partir du premier bord et au niveau d'un côté arrière du premier panneau (1) et une partie externe (OP) qui s'étend vers l'extérieur à partir dudit premier bord, la partie interne (IP) comprenant un élément de fixation (16) qui coopère avec une rainure de fixation (15) ouverte vers le bas, formée sur le côté arrière du premier panneau (1), et verrouille la partie de bande (6) sur le premier bord dans une première direction horizontale ;• une saillie de verrouillage (19) positionnée au-dessus du corps de bande (7), qui verrouille la bande sur le premier bord verticalement, et dans une seconde direction horizontale contre une saillie de maintien (18) formée au niveau du premier bord ; et• des surfaces de guidage supérieure (22) et inférieure (21) qui sont essentiellement parallèles avec le corps de bande (7),caractérisé en ce que la partie de bande (6) a une ou plusieurs parties de verrouillage flexibles (41) qui sont formées dans l'élément de fixation (16) sous la forme de languettes d'encliquetage ou de crochets d'encliquetage,
la partie de bande est configurée pour pouvoir se fixer sur le premier bord avec une action d'encliquetage essentiellement horizontale en comprimant la partie de bande horizontalement vers l'intérieur de sorte que les parties de verrouillage flexibles (41) sont comprimées, et
une pré-tension des parties de verrouillage flexibles (41) est configurée pour comprimer la partie de bande vers l'extérieur de sorte que les surfaces de verrouillage (17) de l'élément de fixation (16) et la rainure de fixation (15) sont en contact. - Jeu selon la revendication 1, dans lequel la saillie de verrouillage (19) fait saillie de l'élément de verrouillage (8).
- Jeu selon la revendication 1 ou 2, dans lequel la saillie de verrouillage (19) comprend une surface coulissante (20) qui, pendant le verrouillage, est en contact avec le second bord.
- Jeu selon l'une quelconque des revendications 1 à 3, dans lequel ladite saillie de verrouillage (19) est espacée verticalement du corps de bande (7).
- Jeu selon l'une quelconque des revendications 1 à 4, dans lequel le corps de bande (7) comprend une cavité (23) dans la partie interne (IP).
- Jeu selon l'une quelconque des revendications 1 à 5, dans lequel la longueur (L) de la partie de bande (6) varie le long de sa largeur (W).
- Jeu selon l'une quelconque des revendications 1 à 6, dans lequel l'élément de fixation (16) comprend une partie de verrouillage flexible (41) qui se verrouille contre une paroi de la rainure de fixation (15).
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP18197441.1A EP3460142B1 (fr) | 2011-08-15 | 2012-08-14 | Système de verrouillage mécanique pour panneaux de plancher |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201161523602P | 2011-08-15 | 2011-08-15 | |
| SE1150740 | 2011-08-15 | ||
| PCT/SE2012/050873 WO2013025165A1 (fr) | 2011-08-15 | 2012-08-14 | Système de blocage mécanique pour panneaux de plancher |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP18197441.1A Division EP3460142B1 (fr) | 2011-08-15 | 2012-08-14 | Système de verrouillage mécanique pour panneaux de plancher |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2744954A1 EP2744954A1 (fr) | 2014-06-25 |
| EP2744954A4 EP2744954A4 (fr) | 2016-06-01 |
| EP2744954B1 true EP2744954B1 (fr) | 2018-10-03 |
Family
ID=47715313
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP18197441.1A Active EP3460142B1 (fr) | 2011-08-15 | 2012-08-14 | Système de verrouillage mécanique pour panneaux de plancher |
| EP12824639.4A Active EP2744954B1 (fr) | 2011-08-15 | 2012-08-14 | Jeu de panneaux de construction avec système de verrouillage |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP18197441.1A Active EP3460142B1 (fr) | 2011-08-15 | 2012-08-14 | Système de verrouillage mécanique pour panneaux de plancher |
Country Status (3)
| Country | Link |
|---|---|
| EP (2) | EP3460142B1 (fr) |
| BR (1) | BR112014002872B1 (fr) |
| WO (1) | WO2013025165A1 (fr) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8763340B2 (en) | 2011-08-15 | 2014-07-01 | Valinge Flooring Technology Ab | Mechanical locking system for floor panels |
| CN108118859A (zh) | 2013-07-09 | 2018-06-05 | 塞拉洛克创新股份有限公司 | 用于地板镶板的机械锁定系统 |
| RU2662745C2 (ru) * | 2013-10-25 | 2018-07-30 | Сералок Инновейшн Аб | Механическая замковая система для панелей пола |
| EA038302B1 (ru) | 2016-06-29 | 2021-08-06 | Велинге Инновейшн Аб | Способ и устройство для введения язычка |
| CN109312566B (zh) | 2016-06-29 | 2021-05-28 | 瓦林格创新股份有限公司 | 用于插入榫舌的方法和装置 |
| US11331824B2 (en) | 2016-06-29 | 2022-05-17 | Valinge Innovation Ab | Method and device for inserting a tongue |
| CN109311179B (zh) | 2016-06-30 | 2021-09-17 | 瓦林格创新股份有限公司 | 用于插入榫舌的设备 |
| JP6999674B2 (ja) | 2016-12-22 | 2022-01-18 | ベーリンゲ、イノベイション、アクチボラグ | タングをパネルの挿入溝に挿入するための装置 |
| UA125235C2 (uk) | 2017-07-18 | 2022-02-02 | Зайло Текнолоджіз Аґ | Панелі зі знімною випнутою крайкою для настінних, стельових або підлогових покриттів |
| HRP20231123T1 (hr) | 2019-11-07 | 2024-01-05 | Lignum Technologies Ag | Paneli s odvojivim izbočenim rubom za zidne, stropne ili podne obloge |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2003083234A1 (fr) * | 2002-04-03 | 2003-10-09 | Välinge Innovation AB | Systeme de blocage mecanique pour plancher flottant |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SE501014C2 (sv) * | 1993-05-10 | 1994-10-17 | Tony Pervan | Fog för tunna flytande hårda golv |
| EP1120515A1 (fr) * | 2000-01-27 | 2001-08-01 | Triax N.V. | Ensemble comportant un élément de verrouillage et au moins deux panneaux de construction |
| FR2810060A1 (fr) * | 2000-06-08 | 2001-12-14 | Ykk France | Dispositif d'assemblage de panneaux pour revetement de sol |
| AT410815B (de) * | 2001-04-05 | 2003-08-25 | Kaindl M | Verbindung von plattenförmigen bauteilen |
| SE530048C2 (sv) * | 2006-06-09 | 2008-02-19 | Burseryd Innovation Ab | Fästelement samt metod att sammanfoga dynamiska kroppar medelst fästelementet |
| US7257926B1 (en) * | 2006-08-24 | 2007-08-21 | Kirby Mark E | Tile spacer and leveler |
| US7805903B2 (en) * | 2007-12-13 | 2010-10-05 | Liu David C | Locking mechanism for flooring boards |
| TWM373948U (en) * | 2009-07-22 | 2010-02-11 | Feng-Ling Yang | Assembly floor |
| CN201588375U (zh) * | 2009-09-29 | 2010-09-22 | 钟玉东 | 镶嵌式组合实木地板 |
| US8429870B2 (en) * | 2009-12-04 | 2013-04-30 | Mannington Mills, Inc. | Connecting system for surface coverings |
-
2012
- 2012-08-14 EP EP18197441.1A patent/EP3460142B1/fr active Active
- 2012-08-14 BR BR112014002872-9A patent/BR112014002872B1/pt active IP Right Grant
- 2012-08-14 EP EP12824639.4A patent/EP2744954B1/fr active Active
- 2012-08-14 WO PCT/SE2012/050873 patent/WO2013025165A1/fr active Application Filing
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2003083234A1 (fr) * | 2002-04-03 | 2003-10-09 | Välinge Innovation AB | Systeme de blocage mecanique pour plancher flottant |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2744954A4 (fr) | 2016-06-01 |
| BR112014002872B1 (pt) | 2020-07-28 |
| EP3460142A1 (fr) | 2019-03-27 |
| EP3460142B1 (fr) | 2020-09-30 |
| CN103748299A (zh) | 2014-04-23 |
| BR112014002872A8 (pt) | 2018-04-03 |
| BR112014002872A2 (pt) | 2017-02-21 |
| EP2744954A1 (fr) | 2014-06-25 |
| WO2013025165A1 (fr) | 2013-02-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10697187B2 (en) | Mechanical locking system for floor panels | |
| EP2744954B1 (fr) | Jeu de panneaux de construction avec système de verrouillage | |
| EP2405076B1 (fr) | Procédé pour déverrouiller des panneaux de plancher | |
| US7841145B2 (en) | Mechanical locking system for panels and method of installing same | |
| EP3760812B1 (fr) | Système de verrouillage mécanique pour panneaux de bâtiment |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20140123 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| DAX | Request for extension of the european patent (deleted) | ||
| RA4 | Supplementary search report drawn up and despatched (corrected) |
Effective date: 20160429 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: E04F 15/04 20060101ALI20160422BHEP Ipc: E04F 15/02 20060101AFI20160422BHEP |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: CERALOC INNOVATION AB |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20170523 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20180430 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: AT Ref legal event code: REF Ref document number: 1048752 Country of ref document: AT Kind code of ref document: T Effective date: 20181015 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602012051852 Country of ref document: DE Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181003 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190203 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181003 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190103 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181003 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181003 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181003 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190103 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181003 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181003 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190203 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181003 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181003 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190104 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181003 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602012051852 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181003 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181003 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181003 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181003 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181003 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181003 |
|
| 26N | No opposition filed |
Effective date: 20190704 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181003 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181003 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190814 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181003 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20190831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190814 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181003 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20120814 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181003 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: UEP Ref document number: 1048752 Country of ref document: AT Kind code of ref document: T Effective date: 20181003 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181003 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230522 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20230902 Year of fee payment: 12 Ref country code: AT Payment date: 20230721 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20240723 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240723 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20240723 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20240723 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20240901 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20240725 Year of fee payment: 13 |