EP2682203A2 - Sperrelement, Rollleitung und Stranggießvorrichtung - Google Patents
Sperrelement, Rollleitung und Stranggießvorrichtung Download PDFInfo
- Publication number
- EP2682203A2 EP2682203A2 EP13003267.5A EP13003267A EP2682203A2 EP 2682203 A2 EP2682203 A2 EP 2682203A2 EP 13003267 A EP13003267 A EP 13003267A EP 2682203 A2 EP2682203 A2 EP 2682203A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- coolant
- line
- roll
- blocking element
- roll mantle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/12—Accessories for subsequent treating or working cast stock in situ
- B22D11/128—Accessories for subsequent treating or working cast stock in situ for removing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/12—Accessories for subsequent treating or working cast stock in situ
- B22D11/128—Accessories for subsequent treating or working cast stock in situ for removing
- B22D11/1287—Rolls; Lubricating, cooling or heating rolls while in use
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/06—Continuous casting of metals, i.e. casting in indefinite lengths into moulds with travelling walls, e.g. with rolls, plates, belts, caterpillars
Definitions
- the present invention concerns a blocking element for a roll mantle of a roll line of a continuous casting apparatus comprising a rotatable shaft having a coolant line, whereby the blocking element is arranged to interrupt the flow of coolant in the coolant line in such a way that coolant passes into the roll mantle.
- the present invention also concerns a roll line comprising at least one such blocking element, and continuous casting apparatus comprising at least one such blocking element and/or at least one such roll line.
- molten metal flows from a ladle, through a tundish into a mould having water-cooled walls. Once in the mould, the molten metal solidifies against the water-cooled mould walls to form a solid shell.
- This shell containing the liquid metal now called a strand, is withdrawn continuously from the bottom of the mould.
- the strand is supported by closely spaced, water-cooled roll lines which act to support the walls of the strand against the ferrostatic pressure of the still-solidifying liquid within the strand.
- the strand is sprayed with large amounts of water.
- the strand is cut into predetermined lengths. The strand may then continue through additional roll lines and other mechanisms which flatten, roll or extrude the metal produce into its final shape.
- roll lines used in continuous casting plants are exposed to high thermal stresses, since the cast metal strands leave the mould at a temperature of over 900°C, in particular in the case of steel strands. Roll lines are therefore usually provided with internal cooling.
- European patent application no. EP 1 646 463 relates to an internally cooled billet guiding roller for a continuous casting installation.
- the billet guiding roller comprises a central rotary shaft and at least one cylindrical roller tube (a "roll mantle") which is supported on said shaft in a rotationally fixed manner.
- Coolant channels located at a constant distance from the outer surface of the cylindrical roller tube, pass through the roller tube.
- the coolant passages are distributed uniformly in the interior of the cylindrical roller tube at, or near its periphery, and are formed by through bores.
- Coolant from a coolant line which is arranged in the central rotary shaft, is supplied to the coolant passages at one end of the cylindrical roller tube, and returned from the coolant passages to the coolant line at the other end of the cylindrical roller tube via branch lines that extend radially through the cylindrical roller tube between the coolant passages and the coolant line.
- a number of blocking elements are inserted into the central coolant line to interrupt the flow of coolant in the continuous central coolant line in such a way that coolant passes into the individual roller tubes,
- An object of the invention is to provide an improved blocking element for a roll mantle of a roll line of a continuous casting apparatus comprising a rotatable shaft having a coolant line, whereby the roll mantle is arranged to be supported on the rotatable shaft in a rotationally fixed manner, and whereby the roll mantle comprises at least one coolant channel arranged to be in fluid communication with the coolant line, which coolant channel has at least one fluid inlet and at least one fluid outlet.
- a blocking element that is arranged to both supply coolant to the at least one fluid inlet and at the same time to receive coolant from the at least one coolant outlet.
- Such a blocking element may be used to supply coolant to an internally cooled roll mantle and to receive coolant from the roll mantle and return it to the coolant line in the rotatable shaft.
- the roll mantle's fluid inlet(s) and fluid outlet(s) may be positioned close together and the supply and return of coolant therefrom may be controlled by a single component.
- a blocking element allows at least one fluid inlet and/or at least one coolant outlet to be placed anywhere along the coolant line of a shaft. There will therefore be no exposed sealing means at the end regions of the roll mantle which ends regions are subjected to the high loads, high temperatures, high temperature variations, high humidity, high corrosion and high contamination.
- the fluid inlet(s) and/or coolant outlet(s) and any necessary sealing means will instead be located at a less loaded and relatively cool part of the roll mantle and shaft. The lifetime of sealing means around the fluid inlet(s) and/or coolant outlet(s) will therefore be extended and the sealing means will not therefore have to be replaced as frequently.
- a rotatable shaft having a coolant line is not necessarily intended to mean a rotatable shaft having a single coolant line.
- a rotatable shaft may be arranged to have any number of coolant lines.
- the at least one fluid inlet and the at least one fluid outlet are arranged at the same distance along the length of the roll mantle.
- the expression "length of the roll mantle” is intended to mean the length of the outer surface of the roll mantle, which outer surface is arranged to come into contact with cast metal strands during a continuous casting process.
- a blocking element may for example be arranged at the centre of a roll mantle, i.e. half way between the ends of the roll mantle, which ends delimit the outer surface thereof, in cases where the roll mantle's fluid inlet(s) and/or coolant outlet(s) are located at the centre of the roll mantle.
- Sealing means may be provided between the rotatable shaft of the roll line and the at least one roll mantle. Rubber seals or 0-rings may for example be used to seal off the area between the rotatable shaft of the roll line and the at least one roll mantle.
- the blocking element constitutes a single component.
- the blocking element comprises at least one coolant line-coolant supplying channel arranged at the perimeter of the blocking element to supply coolant from the coolant line to the at least one fluid inlet.
- the blocking element also comprises at least one coolant channel-coolant receiving channel at the perimeter of the blocking element to receive coolant from the at least one coolant outlet.
- the blocking element comprises a plurality of coolant line-coolant supplying channels and a plurality of coolant channel-coolant receiving channels arranged alternately around the perimeter of the blocking element.
- the blocking element may comprise at least one valve to control the amount of coolant flowing through the blocking element,
- the blocking element comprises locking means to lock it in position in a coolant line once it has been aligned with the coolant channel of a roll mantle and/or a coolant channel in a shaft.
- the present invention also concerns a roll line comprising at least one blocking element according to any of the embodiments of the invention, and continuous casting apparatus comprising at least one blocking element and/or at least one roll line according to any of the embodiments of the invention.
- Figure 1 shows a continuous casting process in which molten metal 10 is tapped into a ladle 12. After undergoing any ladle treatments, such as alloying and degassing, and arriving at the correct temperature, molten metal 10 from the ladle 12 is transferred via a refractory shroud to a tundish 14. Metal is drained from the tundish 14 into the top of an open-base mould 16. The mould 16 is water-cooled to solidify the molten metal directly in contact with it. In the mould 16, a thin shell of metal next to the mould walls solidifies before the middle section, now called a strand, exits the base of the mould 16 into a cooling chamber 18; the bulk of metal within the walls of the strand is still molten.
- the strand is supported by closely spaced, water cooled roll lines 20 which act to support the walls of the strand against the ferrostatic pressure of the still-solidffying liquid within the strand.
- the strand is sprayed with large amounts of water as it passes through the cooling chamber 18. Final solidification of the strand may take place after the strand has exited the cooling chamber 18.
- the strand exits the mould 16 vertically (or on a near vertical curved path) and as it travels through the cooling chamber 18, the roll lines 20 gradually curve the strand towards the horizontal. (In a vertical casting machine, the strand stays vertical as it passes through the cooling chamber 18).
- the strand After exiting the cooling chamber 18, the strand passes through straightening roll lines (if cast on other than a vertical machine) and withdrawal roll lines. Finally, the strand is cut into predetermined lengths by mechanical shears or by travelling oxyacetylene torches 22 and either taken to a stockpile or the next forming process. In many cases the strand may continue through additional roll lines and other mechanisms which might flatten, roll or extrude the metal into its final shape.
- FIG. 2 shows a roll line 20 according to an embodiment of the present invention, namely a common shaft roll line 20.
- the roll line 20 comprises a shaft 24 having an outer diameter ⁇ o and supported by bearings 26 housed in bearing housings, and a plurality of roll mantles 28 for transporting a metal strand along the outer surface 34 thereof, having a corresponding inner diameter ⁇ i which are arranged to be fixedly supported on the shaft 24.
- Such a roll line 20 may comprise any number of blocking elements arranged in a coolant line 30 in the shaft 24.
- a roll line 20 may comprise more components than those illustrated in the figures, such as mechanical couplings and optionally a lubrication system etc. However, only features of relevance to the present invention have been illustrated for the sake of clarity.
- FIG 3 is a cross section of a roll mantle 28 comprising a blocking element 25 according to an embodiment of the present invention supported on a rotatable shaft 24 having a coolant line 30, whereby the roll mantle 28 is arranged to be supported on the rotatable shaft 24 in a rotationally fixed manner.
- the roll mantle 28 comprises coolant channels 32 arranged to be in fluid communication with the coolant line 30.
- the length L of a roll mantle 28 may be 300-1000 mm.
- the coolant channels 32 comprise at least one fluid inlet 36 and/or at least one fluid outlet 42 located at the centre of the roll mantle 28 in the illustrated embodiment. It should however be noted that at least one fluid inlet 36 and/or at least one fluid outlet 42 may be located anywhere along the length of the roll mantle 28, for example closer to an end of the roll mantle 28. Sealing means (not shown) may be provided between the rotatable shaft 24 and the roll mantle 28 to seal off the area around the fluid inlet 36 and/or coolant outlet 42.
- the at least one fluid inlet 36 and the at least one coolant outlet 42 of the coolant channels 32 may be in fluid communication with the coolant line 30 via one or more radial channels 38 or non-radial channels in the rotatable shaft 24. It should however be noted that fluid communication between the fluid inlet 36 of the coolant channels 32 and the coolant line 30 may be provided in any suitable manner.
- the coolant channels 32 may extend in any suitable manner through the roll mantle 28, such as in a straight line, a curved line, or in the form of a spiral, zig-zag, regular or irregular pattern, longitudinally, radially or at an angle to the outer surface 34 of the roll mantle.
- the blocking element 25 is constituted by a single component is arranged to supply coolant to the fluid inlet 36 and to receive coolant from the fluid outlet 42.
- the fluid inlet 36 and the fluid outlet 42 are arranged axially at the same distance along the length L of said roll mantle 28, at a short distance from one another, such as max. 20 cm, preferably max. 10 cm, max. 5cm, max. 2 cm, or max.1 cm from one another.
- Figure 4 shows a cut-away perspective view of an end of a roll mantle 28 in which the outermost parts of the coolant channels 32 may be seen.
- coolant will flow along a coolant channel 21 in a direction out of the plane of the paper towards part 32a of the coolant channel, and then in a direction along the plane of the paper to part 32b of the coolant channel, before it is returned via the coolant channel 21 in a direction into the plane of the paper to the coolant line 30 in the rotatable shaft 24.
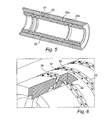
- FIGS 5 and 6 show how coolant may be arranged to flow though a roll mantle 28.
- Coolant from a coolant line 30 in a rotatable shaft 24 may be made to flow, by means of a blocking element 25 according to the present invention, into a plurality of fluid inlets 32 that may be arranged around the inner surface 40 of the roll mantle 28 in the central region thereof. Coolant then flows along coolant channels 32 in the roll mantle 28 and is returned to the coolant line 30 in the rotatable shaft 24 via at least one fluid outlet 42 that may also be arranged around the inner surface 40 of the roll mantle 28 in the central region thereof.
- the fluid inlet 36 and the coolant outlet 42 are arranged adjacent to one another and preferably as close as possible.
- a fluid inlet 36 may for example be arranged at a distance from a coolant outlet 42 which is less than the maximum cross-sectional dimension of a coolant channel 32, for example less than the maximum diameter of a coolant channel 32 having a circular cross-section.
- the distance between a fluid inlet 36 and a coolant outlet 42 may for example be 0.5-10_0 mm to facilitate the supply of coolant thereto and the return of coolant therefrom respectively.
- Figure 6 shows two coolant channels 32 arranged of the same size and shape; a roll mantle 28 according to the present invention may however be arranged to comprise any number of coolant channels 32, such as 1 to 12 coolant channels 32, each of any size or shape.
- FIGS 7 and 8 show a blocking element 25 according to an embodiment of the invention.
- the blocking element 25 comprises at least one coolant line-coolant supplying channel 27 arranged at the perimeter, i.e. the periphery if the blocking element 25 has a circular cross section.
- the at least one coolant line-coolant supplying channel 27 supplies coolant from the coolant line 30 in the rotatable shaft 24 to at least one fluid inlet 36 of a coolant channel 32 of a roll mantle 28.
- the blocking element 25 also comprises at least one coolant channel-coolant receiving channel 29 at the perimeter of the blocking element 25 to receive coolant from at least one coolant outlet 42 of a coolant channel 32 of a roll mantle 28.
- the coolant line-coolant supplying channels 27 and the coolant channel-coolant receiving channels 29 are provided alternately around the periphery of the blocking element 25. Such channels 27 and 29 may however be arranged in any suitable manner.
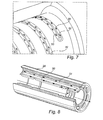
- Figure 9 shows a cut-away perspective view of a roll mantle 28 comprising a blocking element 25 according to an embodiment of the invention.
- the blocking element 25 is located in the coolant line 30 of the rotatable shaft 24 supporting the roll mantle 28 aligned with a radial coolant channel in the rotatable shaft 24 and at least one fluid inlet 32 in the roll mantle 28. Once a blocking element 25 has been aligned 25 it may be provided with locking means to lock the blocking element 25 in position in the coolant line 30.
- Figure 10 shows how coolant in the coolant line 30 flows through a blocking element 25 according to an embodiment of the invention.
- the roll mantles 28 in the illustrated embodiments have been shown as hollow cylinders having a continuous and smooth outer surface 28a. It should however be noted that the at least one roll mantle 28 of a roll line 20 according to the present invention need not necessarily be a cylinder or of a symmetric shape of uniform cross section, and its outer surface need not necessarily be continuous or smooth, but may be of any shape, size and design depending on their function and/or location in a continuous casting plant.
- the present invention concerns a roll mantle comprising at least one coolant channel that is arranged to be in fluid communication with a coolant line in a rotatable shaft when in use
- the so-called coolant channels in the roll mantle may be utilized for any purpose, i.e. they are not only suitable for transporting coolant through at least part of the roll mantle.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Continuous Casting (AREA)
- Rolls And Other Rotary Bodies (AREA)
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SE1200412 | 2012-07-04 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2682203A2 true EP2682203A2 (de) | 2014-01-08 |
| EP2682203A3 EP2682203A3 (de) | 2018-02-28 |
Family
ID=48740796
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP13003267.5A Withdrawn EP2682203A3 (de) | 2012-07-04 | 2013-06-27 | Sperrelement, Rollleitung und Stranggießvorrichtung |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP2682203A3 (de) |
| KR (1) | KR101505307B1 (de) |
| CN (1) | CN103521727B (de) |
| BR (1) | BR102013017084A2 (de) |
| RU (1) | RU2553140C2 (de) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ITUB20155789A1 (it) * | 2015-11-20 | 2017-05-20 | Danieli Off Mecc | Unita? di guida per bramme in un impianto di colata continua |
| EP3542923A1 (de) * | 2018-03-22 | 2019-09-25 | Roser Technologies, Inc. | Stranggiesswalze mit einer spiralförmigen gerillten achse |
| US11285530B2 (en) * | 2019-09-16 | 2022-03-29 | Aktiebolaget Skf | Roll mantle, roll body and method of forming same |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1646463A1 (de) | 2003-07-18 | 2006-04-19 | Voest-Alpine Industrieanlagenbau GmbH & Co. | Innengek hlte strangf hrungsrolle |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1583619A1 (de) * | 1967-12-07 | 1970-08-20 | Demag Ag | Transport- bzw. Stuetzwalze fuer Metall-,insbesondere Stahlstranggiessanlagen |
| FR2258235B1 (de) * | 1974-01-21 | 1981-02-06 | Voest Ag | |
| DE2552969A1 (de) * | 1975-11-26 | 1977-06-02 | Kloeckner Werke Ag | Fuehrungsrolle fuer stranggussanlagen, mit auf einer mehrfach gelagerten achse angeordneten rollenabschnitten |
| SU850283A1 (ru) * | 1979-12-07 | 1981-07-30 | Днепропетровский Ордена Трудовогокрасного Знамени Металлургический Ин-Ститут | Ролик дл направлени и поддержани СлиТКА |
| FR2587247B1 (fr) * | 1985-09-17 | 1988-08-12 | Siderurgie Fse Inst Rech | Cylindre pour coulee continue entre cylindres, a circulation de fluide de refroidissement |
| SU1502176A1 (ru) * | 1987-07-17 | 1989-08-23 | Уральский научно-исследовательский институт черных металлов | Ролик зоны вторичного охлаждени машины непрерывного лить заготовок |
| IT1276656B1 (it) * | 1995-04-03 | 1997-11-03 | Innocenti Eng Spa | Rullo per lingottiera di colata continua a rulli controrotanti per spessori sottili |
| GB9710663D0 (en) * | 1997-04-24 | 1997-07-16 | Kvaerner Clecim Cont Casting | A casting roll and roll stand |
| KR19990055900A (ko) * | 1997-12-29 | 1999-07-15 | 이구택 | 연속주조기의 냉각대 롤 |
| FR2799399B1 (fr) * | 1999-10-06 | 2002-02-08 | Pechiney Rhenalu | Cylindre de coulee continue de bande metallique comprenant un circuit de refroidissement |
| DE10202523B4 (de) * | 2002-01-24 | 2006-03-02 | Fag Kugelfischer Ag & Co. Ohg | Wälzlageranordnung für Rollen in Stranggießanlagen |
| KR101130721B1 (ko) * | 2004-12-28 | 2012-03-28 | 주식회사 포스코 | 쌍롤식 박판 주조기의 주조롤 |
| AT502694B1 (de) * | 2005-10-20 | 2007-10-15 | Voest Alpine Industrienanlagen | Strangführungsrolle |
| KR20080058086A (ko) * | 2006-12-21 | 2008-06-25 | 주식회사 포스코 | 연속주조기의 냉각대 연주롤 |
| DE102008029944A1 (de) * | 2008-06-26 | 2009-12-31 | Sms Siemag Aktiengesellschaft | Modulare Strangführungsrolle |
| CN201791936U (zh) * | 2010-09-17 | 2011-04-13 | 中国重型机械研究院有限公司 | 一种板坯连铸机导辊 |
| RU2553139C2 (ru) * | 2012-07-04 | 2015-06-10 | Актиеболагет Скф | Распределяющий элемент, роликовая линия и устройство для непрерывной разливки |
-
2013
- 2013-06-20 RU RU2013128355/02A patent/RU2553140C2/ru active
- 2013-06-27 EP EP13003267.5A patent/EP2682203A3/de not_active Withdrawn
- 2013-07-02 KR KR1020130076880A patent/KR101505307B1/ko not_active IP Right Cessation
- 2013-07-02 BR BR102013017084A patent/BR102013017084A2/pt not_active IP Right Cessation
- 2013-07-04 CN CN201310394790.1A patent/CN103521727B/zh active Active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1646463A1 (de) | 2003-07-18 | 2006-04-19 | Voest-Alpine Industrieanlagenbau GmbH & Co. | Innengek hlte strangf hrungsrolle |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ITUB20155789A1 (it) * | 2015-11-20 | 2017-05-20 | Danieli Off Mecc | Unita? di guida per bramme in un impianto di colata continua |
| US10549342B2 (en) | 2015-11-20 | 2020-02-04 | Danieli & C. Officine Meccaniche S.P.A. | Guiding unit for slabs in a continuous casting plant |
| EP3377246B1 (de) * | 2015-11-20 | 2020-09-09 | Danieli & C. Officine Meccaniche S.p.A. | Führungseinheit für brammen in einer stranggiessanlage |
| EP3542923A1 (de) * | 2018-03-22 | 2019-09-25 | Roser Technologies, Inc. | Stranggiesswalze mit einer spiralförmigen gerillten achse |
| US11285530B2 (en) * | 2019-09-16 | 2022-03-29 | Aktiebolaget Skf | Roll mantle, roll body and method of forming same |
| US11766714B2 (en) | 2019-09-16 | 2023-09-26 | Aktiebolaget Skf | Method of forming a roll body or roll mantle |
Also Published As
| Publication number | Publication date |
|---|---|
| RU2553140C2 (ru) | 2015-06-10 |
| CN103521727B (zh) | 2016-05-18 |
| KR20140005095A (ko) | 2014-01-14 |
| KR101505307B1 (ko) | 2015-03-23 |
| CN103521727A (zh) | 2014-01-22 |
| RU2013128355A (ru) | 2014-12-27 |
| BR102013017084A2 (pt) | 2016-09-13 |
| EP2682203A3 (de) | 2018-02-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2682204B1 (de) | Sperrelement, Rollleitung und Stranggießvorrichtung | |
| CN107000043B (zh) | 用于通过控制辊凸度而连续地铸造铸带的方法和装置 | |
| KR20060035768A (ko) | 내부 냉각식 빌레트 안내 롤러 | |
| KR101189517B1 (ko) | 내부 냉각식 가이드 롤 | |
| EP2682203A2 (de) | Sperrelement, Rollleitung und Stranggießvorrichtung | |
| EP2682202B1 (de) | Rollleitung und Stranggießvorrichtung | |
| KR20090067620A (ko) | 롤 냉각 장치 | |
| US11305339B2 (en) | Roll line unit and continuous casting apparatus | |
| US11766714B2 (en) | Method of forming a roll body or roll mantle | |
| US12071983B2 (en) | Bearing box for rotating roller, method for cooling bearing box for rotating roller, steel continuous casting machine, and steel continuous casting method | |
| EP2680990B1 (de) | Verfahren zur verlängerung der lebensdauer einer walzlinie | |
| US11780001B2 (en) | Crystallizer for the continuous casting of a metal product, and corresponding casting method | |
| SE1651347A1 (sv) | Roller for a continuous casting machine | |
| JPH1157950A (ja) | 連続鋳造用鋳型 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B22D 11/128 20060101AFI20171023BHEP |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| 17P | Request for examination filed |
Effective date: 20171222 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B22D 11/128 20060101AFI20180124BHEP |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20180829 |