EP2682201A1 - Procédé et dispositif de coulée continue d'alliages d'aluminium - Google Patents
Procédé et dispositif de coulée continue d'alliages d'aluminium Download PDFInfo
- Publication number
- EP2682201A1 EP2682201A1 EP11859793.9A EP11859793A EP2682201A1 EP 2682201 A1 EP2682201 A1 EP 2682201A1 EP 11859793 A EP11859793 A EP 11859793A EP 2682201 A1 EP2682201 A1 EP 2682201A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- liquid core
- inductor
- electromagnetic
- core
- billet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/001—Continuous casting of metals, i.e. casting in indefinite lengths of specific alloys
- B22D11/003—Aluminium alloys
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/04—Continuous casting of metals, i.e. casting in indefinite lengths into open-ended moulds
- B22D11/041—Continuous casting of metals, i.e. casting in indefinite lengths into open-ended moulds for vertical casting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/10—Supplying or treating molten metal
- B22D11/11—Treating the molten metal
- B22D11/114—Treating the molten metal by using agitating or vibrating means
- B22D11/115—Treating the molten metal by using agitating or vibrating means by using magnetic fields
Definitions
- the invention relates to continuous casting of metals, in particular aluminium.
- an apparatus comprises one or more multiphase inductors arranged along a billet and providing the stirring of a liquid core about the axis of the billet and, generating at least a first and a second rotating magnetic fields differing in frequency about an axis of solidifying molten metal.
- the rotating magnetic fields from different inductors superpose providing, in addition to the main stirring, an increased turbulent motion that provides efficient heat and mass exchange at the border of crystallization and obtaining equi-axial dendrites and a more uniform structure over the cross-section of the cast product.
- the invention makes it possible to provide general stirring of metal along the whole metallurgical length providing thermal and chemical uniformity between the upper and lower parts of the liquid well without detriment to positive effects characteristic to stirring in a crystallizer and secondary cooling zone, without disturbing and even improving the mode of local flow in the crystallizer.
- Said invention is the closest to the claimed one, i.e. is the prior art.
- the object of the present invention is to provide flexible control over the rate of stirring, the flow structure and turbulization capacity along the entire liquid core of the crystallizing aluminium slab.
- the steel continuous casting operations commonly use a practice of melted steel stirring in the area of crystallizer of the apparatus for continuous steel casting and in the area of liquid core of a steel ingot by a low-frequency electromagnetic field of alternating current applied from outside.
- FR 03 12555 RU2357833
- FR 02 12706 RU 2325245
- steel slabs casting it is used one or more pairs of inductors arranged in various zones along the whole length of liquid core of a steel ingot with a length of up to several meters, wherein each inductor may induce an alternating electromagnetic field at different frequencies according to the desired action on the metal.
- inductors that generate permanent or alternating magnetic fields in the area of pouring nozzle are used.
- the depth of the liquid core D is much greater than the width of the ingot A and may constitute more than 10 meters for the ingot with the section of 2000 mm x 600 mm.
- the inductors intended for the steel ingot liquid core stirring arranged along the ingot proceed from the fact that the thickness of the skin of the ingot on one end of the inductor Tb changes slightly and practically corresponds to the thickness of the skin on the other end of the inductor Tt, i.e. Tb - Tb.
- an inductor mainly a linear induction machine
- the thickness of the aluminium slab skin considerably differs on the portions at the outlet of the crystallizer - Tt and at the area of the bottom of the liquid core - Tb.
- Tt - 3 cm, Tb - 20 cm, and their relation Tb/Tt - 6,6 respectively.
- the frequency f to which the depth of electromagnetic field penetration into the solid aluminium corresponds for aluminium thickness Tt - 3 constitutes f - 6 Hz, for aluminium thickness Tb - 20 cm constitutes f - 0,17 Hz.
- an alternating magnetic field of a single frequency is usually created in order to efficiently create main flows in the melt of the liquid core and doesn't take into account a possibility of mechanical resonance of liquid oscillations. Nonetheless, it is known that in case of application to a body or a liquid volume of forces at the frequency of natural oscillation, then the oscillations in the body or in the liquid volume greatly increase and the mechanical system becomes especially sensitive to force application at such frequency.
- the liquid volume under the force acting with the resonance frequency is characterized not only by the fact that the rate of flows in the liquid volume increases with the minimum energy consumption, but also by the fact that the pulsation constituent of oscillation increases resulting an increase of oscillations of turbulent fluctuations and as consequence an increase of the share of turbulent motion.
- a major problem in the casting of oversized aluminium billets is the problem of difference of the billet structure at the start portion and at the end portion of the billet, arising mainly because of the conditions of crystallization at the beginning of the casting process when the casting bottom is in the crystallizer and begins to move downwards, and at the end of the casting process when the casting process is deemed to be steady, are too much different.
- the thickness of the metal solid skin on the billet side face is small and, the liquid core is separated from the casting bottom by a short thickness of metal predetermining special thermal conditions of crystallization at that stage where the heat removal through the casting bottom may prevail or be comparable with the heat transfer through the billet side faces.
- the form of the liquid core elongates, the thickness of solid aluminium between the liquid core and the casting bottom increases resulting the prevalence of the heat removal through the billet side faces over the heat removal through the billet bottom portion.
- the object of the claimed technical solution is to provide a possibility to flexibly control the rate of stirring, the flow structure and turbulization along the entire volume of the liquid core of crystallizing aluminium slab.
- an apparatus for continuous or semicontinuous casting of aluminium slabs comprising a crystallizer that is open at both ends in the casting direction, means for feeding the melt into the crystallizer, at least two electromagnetic inductors adapted to induce stirring motion in the crystallizer, wherein said inductors are arranged symmetrically to each other relative to the vertical plane of symmetry of the billet, wherein each inductor is adapted to generate at least two electromagnetic fields travelling in opposite directions along the billet extraction direction, the area of action of the fields covers the entire liquid core.
- the inductor is adapted to generate at least a frequency of one of said travelling electromagnetic fields that is close or coincides with the natural resonance frequency of mechanical oscillations of the volume of the liquid core.
- the inductor is adapted to create at least a travelling electromagnetic field increasing over the depth of the liquid core D with distance from the crystallizer to the bottom of the core, wherein the relation between the strength of electromagnetic field in the areas of utmost upper and lower portions of the inductor exceeds 2.
- the increase of the value of electromagnetic field along the inductor over the depth of the liquid core D proceeds according to linear, power or exponential dependencies.
- the inductor is adapted to generate at least one electromagnetic field with a frequency decreasing over the depth of the liquid core D with distance from the crystallizer to the bottom of the core.
- the frequency of the electromagnetic fields induced by inductors does not exceed 6 Hz.
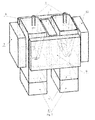
- At least one inductor arranged within the space between at least two billets is adapted to provide liquid core stirring in at least two slabs, between which it is arranged.
- At least one inductor arranged along the outer edge that covers at least two billets is adapted to provide liquid core stirring in such billets.
- said inductors generate travelling electromagnetic fields being symmetric relative to the billet axis.
- the posed technical problem is solved by a method for continuous or semicontinuous casting of aluminium alloys comprising exposure the liquid metal to electromagnetic field via at least two electromagnetic inductors providing electromagnetic stirring of the liquid core of the billet by at least two electromagnetic fields travelling along the billet extraction direction, wherein each said electromagnetic field is generated at different frequencies which directions of motion are opposite, and which area of action on the liquid core covers the entire depth of the liquid core.
- At least the frequency of one of said travelling electromagnetic fields is selected to be close to or coinciding with the natural resonance frequency of mechanical oscillations of the volume of the liquid core.
- the increase of the value of electromagnetic field along the inductor over the depth of the liquid core D proceeds according to linear, power or exponential relations.
- the electromagnetic fields are selected with a frequency decreasing over the depth of the liquid core D with distance from the crystallizer to the bottom of the core.
- the frequency of the electromagnetic fields generated by inductors is selected as not exceeding 6 Hz.
- the directions of motion of travelling electromagnetic fields induced by one inductor are selected as coinciding.
- travelling electromagnetic fields are symmetric relative to the vertical axis of the billet.
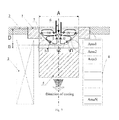
- An apparatus for continuous and semicontinuous casting of aluminium alloys ( Fig. 1 ) comprises a crystallizer 1 that is open at both ends in the direction of casting, means 6 for feeding the melt into the crystallizer, at least two electromagnetic inductors 3, 4 adapted to induce stirring motion in the melt, wherein said inductors 3, 4 are arranged mainly symmetric to each other relative to the vertical plane of symmetry of the billet, the installation is equipped with a device to adjust the position of inductors 3, 4 that makes it possible to move and position the inductors relative to the billet and crystallizer in any direction, each inductor 3 and 4 is adapted to generate at least two electromagnetic fields travelling in opposite directions along the billet extraction direction, the area of action of the fields covers the entire liquid core, the casting bottom 5, the billet 7, the casting table 2.
- the inductor 3, 4 is adapted to generate at least a frequency of one of said travelling electromagnetic fields that is close to or coinciding with the natural resonance frequency of mechanical oscillations of the liquid core volume.
- the inductor 3, 4 is adapted to generate at least a travelling electromagnetic field increasing over the depth of the liquid core B with distance from the crystallizer to the bottom of the core, wherein the relation between the value of electromagnetic field in the areas of utmost upper and lower portions of the inductor exceeds 2.
- the increase of the value of electromagnetic field along the inductor 3, 4 over the depth of the liquid core D proceeds according to linear, power or exponential dependencies.
- the inductor 3, 4 is adapted to generate at least one electromagnetic field with a frequency decreasing over the depth of the liquid core D with distance from the crystallizer to the bottom of the core.
- the frequency of the electromagnetic fields generated by the inductors 3, 4 does not exceed 6.
- At least one inductor arranged within the space between at least two billets is adapted to provide liquid core stirring in at least two billets between which it is arranged.
- At least one inductor 3, 4 arranged along the outer edge that covers at least two billets is adapted to provide liquid core stirring in such billets.
- said inductors generate travelling electromagnetic fields being symmetric relative to the axis of the billet 7.
- Fig. 2 - shows additional inductors 8, 9.
- the molten metal is fed into the zone of liquid melt in at least one crystallizer 1 that is open at both ends in the direction of casting via at least one means 6 immersed into the melt, or at least one jet of metal.
- the crystallization of the billet occurs with its shaping and formation of its liquid core.
- the casting bottom 5 is equipped with at least one source of pulsating and travelling magnetic field disposed within or directly below it (not shown) providing the liquid core stirring at the initial stage of casting and billet shaping.
- the casting bottom 5 is arranged and secured to a platform that moves downwards under the action of lowerator, for example hydraulic cylinder, or is put in downward motion under the action of electromagnetic forces, for example, under the action of travelling electromagnetic field.
- At least one pair of inductors of alternating magnetic field 3 and 4 (8 and 9) is arranged on the opposite sides of the casted billet 7, that are arranged mainly symmetrically relative to the vertical plane of symmetry on the opposite sides of the billet and stir the liquid core according to the trajectories 10 ( Fig. 2 ).
- the inductors of alternating electromagnetic field 3 and 4 and the inductor arranged in the casting bottom 5 are an array of elementary sources of alternating magnetic field and functionally may be implemented as linear induction machines or as an array of travelling or rotating permanent magnets.
- Fig. 4 within the billet casting process, at the beginning of the process, they use an alternating field generated by the inductor arranged in the casting bottom or under the casting bottom 5. Such alternating field provides efficient metal stirring in the liquid core being formed at the initial stage of casting.
- the inductors 3 and 4 may be connected by zones - zone 1, zone 2 ...zone N, or may be implemented as segments and be connected as the casting advances and the liquid core increases.
- each inductor possesses the following characteristics (features) that are implemented simultaneously or separately:
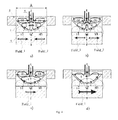
- the first principle uses the imposition of at least two counter travelling electromagnetic fields generated by one inductor at different frequency providing arising of vortical hydrodynamic flows. Due to different frequency of each field, the depth of penetration of each field differs making it possible to obtain resulting force for each field being arranged at different distance from the crystallization border, but at the same time at the same horizontal level of the liquid core.
- the travelling high frequency electromagnetic field sliding (moving) to the bottom of the billet creates in the horizontal layer of the liquid core t the Ampere force distribution at section ab.
- the distribution of forces at that section may be approximated by force F 1 applied in the center of gravity of a figure created by the field of forces at section ab.
- the low-frequency travelling electromagnetic field being opposite to the high-frequency one creates in the layer 1 the Ampere force distribution at section cd.
- the distribution of forces at that section may be approximated by force F 2 applied in the center of gravity of a figure created by the field of forces at section cd.
- the second principle - a principle of coinciding fields uses the imposition of at least two travelling coinciding in the direction of motion electromagnetic fields generated by one inductor at different frequency, providing creation of vortical hydrodynamic flows.
- the resulting forces are codirectional, but differ by the value providing creation of a pair of forces and rotative moment that creates hydrodynamic vortex E ( Fig. 6.B ).
- the configuration of melted metal flows in the liquid core at natural convection is commonly set into the single loop mode or double loop mode with two main vortices I and II ( Fig. 1 ) in the vertical plane of the billet symmetry that form the main single loop and two secondary upper vortices - III and IV ( Fig. 1 ) which in combination with the single loop create the melt circulation according to the double loop scheme.
- two main vortices I and II Fig. 1
- two secondary upper vortices - III and IV Fig. 1
- the increase of pulsating constituent of the Ampere force acting in perpendicular to the billet axis results horizontal splitting of vortices and increase of the number of vortices over the depth of the liquid core as shown at Fig. 9B .
- Such action may be created by the inductor in different manner, for example by generating a standing wave along the height of the core D, or by creating local zones throughout the height D, where the normal component of Lorentz force generated in the melt and directed to the billet axis considerably exceeds the tangential component resulting vortex splitting in that zone.
- the creation of said zones is implemented by the sources that generate pulsating electromagnetic field and which are arranged in the inductor in the place of arrangement of such zones. Such sources of pulsating field may be separate windings connected when appropriate.
- the created horizontal and vertical splitting of the main vortices may be intermittent, but may be permanent.
- the inductors may be arranged according to the following configurations:
- a method for continuous and semicontinuous casting of aluminium alloys and an apparatus for implementation of such method may be used to improve the functional specifications of obtained aluminium billet and to accelerate the process of solidification of the melt by intensive stirring of the melt throughout the entire volume of the liquid core and continuous and semicontinuous casting of aluminium alloys.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Continuous Casting (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2011108039/02A RU2457064C1 (ru) | 2011-03-03 | 2011-03-03 | Способ для непрерывной и полунепрерывной разливки алюминиевых сплавов и устройство для его осуществления |
| PCT/RU2011/000238 WO2012118396A1 (fr) | 2011-03-03 | 2011-04-11 | Procédé et dispositif de coulée continue d'alliages d'aluminium |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2682201A1 true EP2682201A1 (fr) | 2014-01-08 |
| EP2682201A4 EP2682201A4 (fr) | 2015-03-18 |
Family
ID=46758180
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP11859793.9A Withdrawn EP2682201A4 (fr) | 2011-03-03 | 2011-04-11 | Procédé et dispositif de coulée continue d'alliages d'aluminium |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP2682201A4 (fr) |
| RU (1) | RU2457064C1 (fr) |
| WO (1) | WO2012118396A1 (fr) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106735104A (zh) * | 2016-12-05 | 2017-05-31 | 东北大学 | 一种磁场下的凝固取向装置 |
| CN106925762A (zh) * | 2015-12-29 | 2017-07-07 | 北京有色金属研究总院 | 一种高剪切强电磁搅拌熔体处理的装置和方法 |
| WO2017207886A1 (fr) | 2016-05-30 | 2017-12-07 | Constellium Issoire | Procede de fabrication de lingots de laminage par coulee verticale d'un alliage d'aluminium |
| FR3074191A1 (fr) * | 2017-11-29 | 2019-05-31 | Constellium Issoire | Produit plat en alliage d'aluminium presentant des proprietes ameliorees dans l'epaisseur |
| WO2019102111A1 (fr) * | 2017-11-27 | 2019-05-31 | Constellium Issoire | Procede de coulee d'aluminium a faible vitesse et faible frequence |
| WO2021127380A1 (fr) * | 2019-12-20 | 2021-06-24 | Novelis Inc. | Taille de grain final réduite de matériau corroyé non recristallisé produit par l'intermédiaire de la voie de refroidissement direct (dc) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3363560A1 (fr) * | 2017-02-20 | 2018-08-22 | ABB Schweiz AG | Procédé et système d'agitation pour commander un agitateur électromagnétique |
| RU2656904C1 (ru) * | 2017-04-12 | 2018-06-07 | Федеральное государственное бюджетное образовательное учреждение высшего образования "Казанский государственный энергетический университет" (ФГБОУ ВО "КГЭУ") | Способ электромагнитного перемешивания жидкой сердцевины слитка в кристаллизаторе при непрерывном литье |
| RU2759178C2 (ru) * | 2018-12-17 | 2021-11-09 | Общество с ограниченной ответственностью "НАУЧНО-ПРОИЗВОДСТВЕННЫЙ ЦЕНТР КРАСНОЯРСКИЙ ОПЫТНЫЙ ЗАВОД ТЕХНОЛОГИЧЕСКОГО МАШИНОСТРОЕНИЯ" | Способ воздействия электромагнитным полем на расплав металла и индуктор для его реализации |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2656552B1 (fr) * | 1990-01-04 | 1995-01-13 | Pechiney Aluminium | Procede de fabrication de produits metalliques thixotropes par coulee continue avec brassage electromagnetique en courant polyphase. |
| US5222545A (en) * | 1992-04-21 | 1993-06-29 | Aluminum Company Of America | Method and apparatus for casting a plurality of closely-spaced ingots in a static magnetic field |
| FR2845626B1 (fr) | 2002-10-14 | 2005-12-16 | Rotelec Sa | Procede pour la maitrise des mouvements du metal, dans une lingotiere de coulee continue de brames |
| RU2228817C1 (ru) * | 2002-11-26 | 2004-05-20 | Красноярский государственный технический университет | Устройство для электромагнитного перемешивания жидкой сердцевины слитка |
| FR2861324B1 (fr) | 2003-10-27 | 2007-01-19 | Rotelec Sa | Procede de brassage electromagnetique pour la coulee continue de produits metalliques de section allongee |
| US20090242165A1 (en) * | 2008-03-25 | 2009-10-01 | Beitelman Leonid S | Modulated electromagnetic stirring of metals at advanced stage of solidification |
-
2011
- 2011-03-03 RU RU2011108039/02A patent/RU2457064C1/ru active
- 2011-04-11 EP EP11859793.9A patent/EP2682201A4/fr not_active Withdrawn
- 2011-04-11 WO PCT/RU2011/000238 patent/WO2012118396A1/fr unknown
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106925762A (zh) * | 2015-12-29 | 2017-07-07 | 北京有色金属研究总院 | 一种高剪切强电磁搅拌熔体处理的装置和方法 |
| WO2017207886A1 (fr) | 2016-05-30 | 2017-12-07 | Constellium Issoire | Procede de fabrication de lingots de laminage par coulee verticale d'un alliage d'aluminium |
| CN109311081A (zh) * | 2016-05-30 | 2019-02-05 | 伊苏瓦尔肯联铝业 | 通过立式铸造铝合金生产板铸锭的方法 |
| CN106735104A (zh) * | 2016-12-05 | 2017-05-31 | 东北大学 | 一种磁场下的凝固取向装置 |
| CN106735104B (zh) * | 2016-12-05 | 2018-10-23 | 东北大学 | 一种磁场下的凝固取向装置 |
| WO2019102111A1 (fr) * | 2017-11-27 | 2019-05-31 | Constellium Issoire | Procede de coulee d'aluminium a faible vitesse et faible frequence |
| FR3074072A1 (fr) * | 2017-11-27 | 2019-05-31 | Constellium Issoire | Procede de coulee d'aluminium a faible vitesse et faible frequence |
| FR3074191A1 (fr) * | 2017-11-29 | 2019-05-31 | Constellium Issoire | Produit plat en alliage d'aluminium presentant des proprietes ameliorees dans l'epaisseur |
| WO2019106254A1 (fr) * | 2017-11-29 | 2019-06-06 | Constellium Issoire | Produit plat en alliage d'aluminium presentant des proprietes ameliorees dans l'epaisseur |
| WO2021127380A1 (fr) * | 2019-12-20 | 2021-06-24 | Novelis Inc. | Taille de grain final réduite de matériau corroyé non recristallisé produit par l'intermédiaire de la voie de refroidissement direct (dc) |
| CN114786837A (zh) * | 2019-12-20 | 2022-07-22 | 诺维尔里斯公司 | 经由直冷(dc)路线生产的未再结晶锻造材料的减小的最终晶粒尺寸 |
| US11925973B2 (en) | 2019-12-20 | 2024-03-12 | Novelis Inc. | Reduced final grain size of unrecrystallized wrought material produced via the direct chill (DC) route |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2012118396A1 (fr) | 2012-09-07 |
| EP2682201A4 (fr) | 2015-03-18 |
| RU2457064C1 (ru) | 2012-07-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2682201A1 (fr) | Procédé et dispositif de coulée continue d'alliages d'aluminium | |
| JP7242754B2 (ja) | 混合エダクタノズル及び流動制御デバイス | |
| US4178979A (en) | Method of and apparatus for electromagnetic mixing of metal during continuous casting | |
| KR101396734B1 (ko) | 몰드안의 용융 강의 유동 제어 방법 및 장치 | |
| WO2008088361A2 (fr) | Procédé et système d'agitation électromagnétique pour une coulée continue d'aciers à teneur en carbone moyenne et élevée | |
| KR100586665B1 (ko) | 연속 주조 장치에서의 용융금속의 전자기적 제동장치 | |
| AU778670B2 (en) | Method for vertical continuous casting of metals using electromagnetic fields and casting installation therefor | |
| RU2539253C2 (ru) | Способ и установка для регулирования потоков жидкого металла в кристаллизаторе для непрерывного литья тонких плоских слябов | |
| WO1999011403A1 (fr) | Procede et dispositif pour commander au moyen de champs electromagnetiques l'ecoulement du metal lors d'une operation de coulee en continu | |
| TW200408472A (en) | Method for controlling the pattern flow in a continuous casting slab mold | |
| US8985189B2 (en) | Arrangement and method for flow control of molten metal in a continuous casting process | |
| CN101259523B (zh) | 控制连续铸造结晶器内金属液流动的电磁制动装置 | |
| AU2004286877B2 (en) | Electromagnetic agitation method for continuous casting of metal products having an elongate section | |
| JP2020124738A (ja) | タンディッシュ | |
| CN1150069C (zh) | 复合式电磁连铸结晶器 | |
| CA1155630A (fr) | Dispositif et methode d'agitation par electromagnetisme sur une installation de coulee continue | |
| JPH048134B2 (fr) | ||
| JPS61199557A (ja) | 連続鋳造の鋳型内溶鋼流速制御装置 | |
| RU2464123C1 (ru) | Способ регулирования режима электромагнитного перемешивания жидкой фазы слитка в машине непрерывного литья слябов и устройство для его осуществления | |
| RU2574556C1 (ru) | Устройство и способ регулирования потока расплавленного металла в процессе непрерывной разливки | |
| JP3399627B2 (ja) | 直流磁界による鋳型内溶鋼の流動制御方法 | |
| JP2005305536A (ja) | 溶融金属の連続鋳造方法 | |
| EP0379513A4 (en) | Magnetic streamlining and flow control in tundishes | |
| JP2001105108A (ja) | 連続鋳造鋳片の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20130918 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| DAX | Request for extension of the european patent (deleted) | ||
| A4 | Supplementary search report drawn up and despatched |
Effective date: 20150216 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B22D 11/049 20060101AFI20150210BHEP Ipc: B22D 27/02 20060101ALI20150210BHEP |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20170731 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20190124 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20190604 |