EP2573266A2 - Verfahren zur Steuerung eines Beladungsvorgangs eines Transportfahrzeugs mit Fräsgut, Vorrichtung zur Durchführung eines solchen Verfahrens und Fräsvorrichtung - Google Patents
Verfahren zur Steuerung eines Beladungsvorgangs eines Transportfahrzeugs mit Fräsgut, Vorrichtung zur Durchführung eines solchen Verfahrens und Fräsvorrichtung Download PDFInfo
- Publication number
- EP2573266A2 EP2573266A2 EP12006594A EP12006594A EP2573266A2 EP 2573266 A2 EP2573266 A2 EP 2573266A2 EP 12006594 A EP12006594 A EP 12006594A EP 12006594 A EP12006594 A EP 12006594A EP 2573266 A2 EP2573266 A2 EP 2573266A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- transport container
- milling
- conveyor
- transport
- loading
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000003801 milling Methods 0.000 title claims abstract description 247
- 238000000034 method Methods 0.000 title claims abstract description 97
- 239000000463 material Substances 0.000 title claims description 71
- 230000008569 process Effects 0.000 claims description 64
- 230000001276 controlling effect Effects 0.000 claims description 24
- 230000006870 function Effects 0.000 claims description 14
- 238000001514 detection method Methods 0.000 claims description 12
- 238000012544 monitoring process Methods 0.000 claims description 12
- 230000011664 signaling Effects 0.000 claims description 12
- 230000003287 optical effect Effects 0.000 claims description 7
- 239000002689 soil Substances 0.000 claims description 7
- 230000033001 locomotion Effects 0.000 claims description 6
- 230000004913 activation Effects 0.000 claims description 3
- 238000005065 mining Methods 0.000 claims description 3
- 230000001105 regulatory effect Effects 0.000 claims description 3
- 238000005096 rolling process Methods 0.000 claims description 3
- 230000003213 activating effect Effects 0.000 claims description 2
- 230000004044 response Effects 0.000 claims description 2
- 230000002093 peripheral effect Effects 0.000 description 7
- 238000013459 approach Methods 0.000 description 5
- 230000033228 biological regulation Effects 0.000 description 5
- 230000008859 change Effects 0.000 description 3
- 238000010276 construction Methods 0.000 description 3
- 238000013461 design Methods 0.000 description 3
- 230000001960 triggered effect Effects 0.000 description 3
- 230000008901 benefit Effects 0.000 description 2
- 238000005429 filling process Methods 0.000 description 2
- 230000005484 gravity Effects 0.000 description 2
- 230000003993 interaction Effects 0.000 description 2
- 230000003252 repetitive effect Effects 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 239000012141 concentrate Substances 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 238000006731 degradation reaction Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 230000002996 emotional effect Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- 230000005693 optoelectronics Effects 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 238000009420 retrofitting Methods 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 230000001629 suppression Effects 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 238000009827 uniform distribution Methods 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
Images




Classifications
-
- E—FIXED CONSTRUCTIONS
- E01—CONSTRUCTION OF ROADS, RAILWAYS, OR BRIDGES
- E01C—CONSTRUCTION OF, OR SURFACES FOR, ROADS, SPORTS GROUNDS, OR THE LIKE; MACHINES OR AUXILIARY TOOLS FOR CONSTRUCTION OR REPAIR
- E01C23/00—Auxiliary devices or arrangements for constructing, repairing, reconditioning, or taking-up road or like surfaces
- E01C23/06—Devices or arrangements for working the finished surface; Devices for repairing or reconditioning the surface of damaged paving; Recycling in place or on the road
- E01C23/08—Devices or arrangements for working the finished surface; Devices for repairing or reconditioning the surface of damaged paving; Recycling in place or on the road for roughening or patterning; for removing the surface down to a predetermined depth high spots or material bonded to the surface, e.g. markings; for maintaining earth roads, clay courts or like surfaces by means of surface working tools, e.g. scarifiers, levelling blades
- E01C23/085—Devices or arrangements for working the finished surface; Devices for repairing or reconditioning the surface of damaged paving; Recycling in place or on the road for roughening or patterning; for removing the surface down to a predetermined depth high spots or material bonded to the surface, e.g. markings; for maintaining earth roads, clay courts or like surfaces by means of surface working tools, e.g. scarifiers, levelling blades using power-driven tools, e.g. vibratory tools
- E01C23/088—Rotary tools, e.g. milling drums
-
- E—FIXED CONSTRUCTIONS
- E01—CONSTRUCTION OF ROADS, RAILWAYS, OR BRIDGES
- E01C—CONSTRUCTION OF, OR SURFACES FOR, ROADS, SPORTS GROUNDS, OR THE LIKE; MACHINES OR AUXILIARY TOOLS FOR CONSTRUCTION OR REPAIR
- E01C19/00—Machines, tools or auxiliary devices for preparing or distributing paving materials, for working the placed materials, or for forming, consolidating, or finishing the paving
- E01C19/004—Devices for guiding or controlling the machines along a predetermined path
Definitions
- the invention relates to a method for controlling a loading process of a transport vehicle with milled material, a device for carrying out such a method and a milling device, in particular road milling machine, with such a device.
- Milling devices are known from the prior art which have a milling rotor carried by a machine frame and arranged transversely to the working direction. In milling operation, such milling devices travel over the ground, wherein the milling rotor dips into the ground and mills soil material through the processing tools arranged on the rotating milling rotor. In milling operation, the milling device thus moves in the working direction and passes over the soil to be processed.
- Typical applications of such milling devices include road construction and road construction, for example in the form of road milling, and the degradation of soil material, for example in open pit mining.
- Such milling devices are preferably also designed as self-propelled machines, which can be dispensed with separate towing vehicles.
- milling devices An essential aspect in the operation of such milling devices is the handling of the milled material, ie the milled from the milling rotor material.
- a suitable transport device for example a lorry.
- the milling device usually has a conveying device via which the milled material can be transported or conveyed from the area of the milling rotor to the transport container of the transport vehicle during the milling operation of the milling device.
- Different embodiments are known with regard to the specific arrangement of the conveyor in relation to the transport vehicle.
- the conveyor with respect to the working direction of the milling device the milled material to the rear (“backloader”) or transported to the side (“side loader”), has turned out to be particularly suitable for milling machine designed as a road milling machines forward conveyor belt (“muzzle”).
- the latter has the advantage that the transport vehicle can drive during the milling work in front of the milling device on the not yet milled ground.
- this load variant however, the milling guide usually before increased demands.
- the visibility of the preceding transport trucks are poor and the router operator, for example, can not fully see the loading trough. Even the driver of the transport truck can not see the loading belt.
- the milling leader is responsible for a safe work process, especially with regard to traffic safety and personal safety.
- the milled material often milled road surface, on a comparatively high density, so that it can quickly come to overload situations.
- the transport trucks usually used here move at speeds of up to 100 km / h, so that overloaded vehicles can pose a particularly high security risk.
- the transport vehicle Due to the fact that the milling device is usually in driving mode during working or milling operation, i. moves in the direction of travel, the transport vehicle often can not persist in one place over the entire loading process away. Rather, it must move with the milling device in the working direction in order to remain in the loading range of the conveyor. Since the milling device frequently moves comparatively slowly in milling operation, a repetitive approach and stop of the transport vehicle has proven itself, wherein at the same time, in particular, a uniform loading of the transport container of the transport vehicle can be achieved. This process will be explained further below by way of example with reference to the operation of a front loader road milling machine.
- a transport vehicle with a transport container in front of the milling device anticipates this and picks up the milled material via the conveying device.
- the coordination of the movement of the milling device and the transport vehicle is of particular importance.
- the responsibility for coordinating the relative position of the transport vehicle to the milling device lies essentially with the machine operator of the milling device.
- the minimum distance is corresponding to the distance at which the conveyor just drops the milled material in the front region of the transport container or in which the milling device does not yet collide with the transport vehicle, depending on which distance is greater.
- the machine operator signals with the command "depart" that the loading process is completed. Then the loaded transport vehicle leaves.
- This type of loading process makes a total of enormous demands on the operator of the milling device, in addition to the milling process (especially observation of the milling edge, operation and control of the machine during the milling process and locating the environment of the machine) always the loading process or the relative position between the transport vehicle and must observe the milling device. This leads to a considerable burden on the machine operator.
- the object of the invention is now to provide a way to relieve the operator during the working operation of the milling device and the simultaneous loading of the transport vehicle.
- the object is achieved with a method for controlling a loading process of a transport vehicle with milled material, with a device for carrying out such a method and with a milling device, in particular a road milling machine, according to the independent claims.
- Preferred developments are specified in the dependent claims.
- the basic idea of the invention lies in the fact that the machine operator with the embodiments according to the invention is relieved of the necessity of continuous observation of the relative position of the transport container of a transport vehicle in relation to the milling apparatus and this process, at least in essential parts, runs automatically according to the invention. Accordingly, the operator no longer has to continuously ensure that the transport vehicle is always in a position suitable for loading during the milling operation of the milling device and can accordingly concentrate on carrying out the milling work itself.
- An essential aspect of the invention resides in a method for controlling a loading process of a transport container of a transport vehicle, which is loaded by a milling device in the milling operation, wherein the milling device comprises a conveyor via which milled material is conveyed into the transport container during the milling operation of the milling device.
- the method according to the invention comprises the steps of a) detecting the relative position of the transport container in the loading area of the milling device by means of a sensor device, b) starting the loading process by starting the conveyor, c) monitoring the relative position of the transport container by means of the sensor device and preferably also controlling the loading process depending on the relative position of the transport container and'd) outputting a signal to the machine operator of the milling device when a desired filling of the transport container is detected or when the sensor device detects a removal of the transport container from the loading area.
- the output of the signal in accordance with step d) can take place, for example, by means of an optical and / or acoustic signal and / or also include an automatic stopping of the loading process.
- the inventive method is thus characterized in an essential aspect by the monitoring of the transport container by a sensor device, which is designed for detecting and tracking the position of the transport container and preferably also for monitoring the level or for monitoring to achieve a desired filling during the loading process.
- a sensor device which is designed for detecting and tracking the position of the transport container and preferably also for monitoring the level or for monitoring to achieve a desired filling during the loading process.
- the loading area of the milling device is the area in which the conveyor can convey or deposit milled material obtained during the milling process.
- the loading area is, for example, when using a arranged on the milling conveyor belt as a conveyor in other words the discharge area of the conveyor belt.
- the loading area shifts accordingly depending on the height and other factors, such as the rotational speed of the conveyor belt of the conveyor belt. Only when the loading area is above the transport container of the transport vehicle, the milled material is thus dropped into the transport container.
- the relative position according to the method refers to the position of the transport container in relation to the milling device and especially in relation to the conveyor of the milling device.
- the sensor device is designed in such a way that it can detect the presence of at least one subarea of the transport container in the loading area for receiving milled material. Specific embodiments of the sensor device will be described in more detail below.
- a two-dimensional test can be carried out as to whether the loading area overlaps with at least one part of the transport container in the horizontal plane.
- three-dimensional information for example the distance of the loading area to the transport container in the vertical direction, can be taken into account in addition.
- the loading process is started by putting the conveyor into operation. This can be done automatically, for example.
- a start or release circuit can be enabled, which allows a manual start of the loading process by the machine operator.
- Under commissioning of the conveyor falls according to the invention even signaling to the machine operator, which has determined the sensor device that the loading area is positioned above the transport container.
- the coordination between the steps a) and b) takes place via a control unit, which communicates with the sensor device and optionally further devices, such as the release circuit, the milling device is functionally connected.
- a functional connection exists when communication between two elements is possible via the connection and, in particular, data and / or control commands can be received and / or sent.
- a functional connection thus comprises, in addition to a mechanical connection, also line connections, for example for the transmission of electrical or optical signals, and also wireless connections, for example radio connections.
- the milling device moves on the preciselyfräsenden underground.
- a continuous monitoring of the relative position of the transport container to the milling device or to the loading area of the conveyor takes place by means of the sensor device.
- the essential element of this step is thus that the sensor device continues to check continuously to what extent the loading area of the conveyor is located at least over a partial area of the transport container and the milled material is correspondingly dropped into the transport container.
- a signal is output, for example optically, acoustically and / or in the form of at least one control function, if a nominal filling has been reached or the loading area is not more completely overlaps with the transport container or with the receiving opening of the transport container.
- the output of a signal is thus to be understood broadly and includes all measures which are suitable to alert the operator to the situations "target filling reached” and / or "transport container removed from loading area”.
- the outputting of a signal can alternatively or additionally also be pure control functions.
- control functions for the loading process first of all all measures can be taken which in some way have an influence on the loading process, in particular, in particular, the commands "conveyor on” and “conveyor off”. It goes without saying that different signals or control functions can be triggered simultaneously. Overall, a considerable relief in particular of the milling guide is made possible because he no longer has to continuously observe and control the loading process of the milled material on the transport vehicle.
- the loading process is preferably stopped according to the method when a desired filling of the transport container is determined or as soon as the sensor device removes the Detects transport container from the loading area.
- the nominal filling is that filling which must not be exceeded in order to avoid overloading the transport vehicle.
- the desired filling may be defined by the filling volume of the transport container and / or in particular by the filling weight of the transport container.
- the achievement of the desired filling can be determined concretely in different ways. Ideally, this is also done with the help of the sensor device, although other methods, such as weight-based methods, are possible.
- a removal of the transport container from the loading area can for example be present when the distance between the milling device and transport vehicle is too large.
- the specific implementation of the position determination of the transport container by the sensor device may vary.
- corresponding marking elements may be present on the transport container, which selectively recognizes the sensor device and thereby makes inferences about the current position of the transport container.
- These may be, for example, suitable reflectors and / or transponder elements.
- the sensor device can be designed in particular in such a way that it detects the upper edge of the transport container or its peripheral edge, as is possible, for example, with known optoelectronic devices.
- this has the advantage that the transport container does not have to be designed in a special way; after all, the use of upwardly open and peripheral edge transport containers is absolutely customary, and, on the other hand, a multiplicity of devices are known, via which such "edge recognition" is known. can be reached quickly.
- the sensor device in such a way that it always detects the entire transport container or at least the peripheral upper edge of the transport container and monitors its relative position. Often this is not possible. This may be the case, for example, due to the specific arrangement of the sensor device and / or the dimensions of the transport container and / or the sensor field (area which the sensor device can detect). However, it has been shown that the detection of partial areas of the transport container by the sensor device for carrying out the inventive method is sufficient. In this case, it has proved to be advantageous if, during monitoring of the relative position of the transport container with the aid of the sensor device, the following operations occur: 1.
- the basic concept in this embodiment thus consists in a virtual division of the transport container into a plurality of subregions, which are each monitored by the sensor device.
- the control unit creates a history of the subareas that have already been recorded, and finally determines the total filling of the transport container from the synopsis of the currently determined subarea and the additional subsections. Due to the fact that, in milling operation, the distance between the milling device and the transport vehicle changes between maximum approach in the loading area and maximum distance in the loading area, the sensor device is thus repeatedly guided with its detection area over the entire transport container, in particular its upper edge.
- the method according to the invention solves this problem in that it subdivides the transport container into a plurality of subregions and uses the filling states respectively determined for the subregions to determine the overall filling state of the transport container.
- the most up-to-date data record is always used, so that, for example, if the first sub-area has been checked by the sensor device three times in succession, the last and thus most recently determined filling state is used to determine the total filling.
- these steps take place, for example, by a control unit, which receives the corresponding data from the sensor device, deposited and updated with respect to the respective subarea.
- the strategy for filling the transport container can provide a load from behind or from the front or preferably to protect the transport vehicle evenly over the transport container.
- the invention proposes in this context that during the step c) (monitoring of the relative position ...) and in particular during the control of the loading process (which, for example, during the step c) can take place) detecting the discharge path of the from the conveyor into the transport container dropped milling material together with at least the rules of the lateral deflection of the discharge path relative to the transport container by a lateral adjustment of the conveyor and / or the rules of the discharge of the discharge path, in particular by regulating the operating speed of the conveyor, by a height adjustment of the conveyor and / or by adjusting the position angle of the conveyor takes place.
- working speed specifically refers in particular to the rotational speed of a conveyor belt of a conveyor belt.
- the discharge point of the material to be milled in the transport container in different ways and by adjustments of the conveyor.
- the sensor device detects the discharge path of the material to be milled and at least determines a virtual discharge point, in particular at the level of the upper edge of the transport container. It is important that the milled material can no longer fall out of the transport container below this virtual discharge point, which is the case below the upper edge of a transport container, for example.
- a fine control of the discharge track or an influencing of the virtual discharge point, in particular in the surface of the upper edge of the transport container carried out in various ways and ways.
- a lateral deflection of the conveyor for lateral adjustment of the discharge path can be triggered so that the discharge point of the milling material in the working direction moves to the right or to the left.
- Side deflection thus refers to a change of the discharge track to the sides to the right or left.
- the discharge of the discharge track for example, by increasing or decreasing the rotational speed of a conveyor belt or the height adjustment or the position adjustment of the conveyor take place.
- a particularly uniform distribution of the milled material in the entire transport container can be achieved in this way. It goes without saying that to trigger the individual control functions suitable actuators are present and are controlled by the control unit.
- the control unit is preferably designed in this case in such a way that it controls a signaling device depending on the degree of loading of the transport container and / or the distance between the milling device and the transport vehicle, which at least in each case a signal for the instructions "drive forward", “ stop “and” drive off "indicates.
- the instructions are preferably carried out in a perceptible by the driver of the transport vehicle manner.
- the control unit is thus able via the signal device to regulate the relative position between the transport vehicle and the milling device by the automatic output of appropriate commands to the driver of the transport vehicle.
- the machine operator of the milling device for example, no longer has to take care that the transport vehicle advances and stops in time during the loading process and thus moves in a suitable manner with the milling device driving in the milling operation.
- This embodiment of the method according to the invention is characterized in that the driver of the transport vehicle automatically receives his travel commands during the loading process from the signal device controlled by the control unit.
- control unit controls the travel movement of the transport vehicle directly during the loading process, for example via corresponding remote control devices or via a mechanical coupling, which is designed in such a way that it can also be controlled by the control unit for distance regulation.
- this method is used in road milling application, which loaded in the direction of forward and thus on a front driving transport vehicle.
- the transport vehicle with its transport container oscillates relative to the milling device due to the repetitive advancing and stopping during the loading process between a maximum and a minimum spaced relative position.
- the transport vehicle When forward or in the direction of loading loading milling devices, the transport vehicle is, for example, initially at a maximum distance. The maximum spacing is present when the milled material is just dropped in the rear of the transport container. The maximum distance thus corresponds to a position of the loading area of the milling device at the rear end of the transport container. In milling operation, the milling device approaches the transport vehicle standing in front of it in the working direction over time, until a minimum distance is reached.
- the control unit correlates this spacing process "maximum distance - minimum distance - maximum distance - " between the transport vehicle and the milling device in a targeted manner with an alternating detection of the front and the rear upper edge of the transport container.
- Targeted the front and rear upper edge of the transport container are thus used by the control unit as a measure of reaching the maximum distance (trailing edge of the transport container) and the minimum distance (leading edge of the transport container).
- This embodiment is particularly advantageous in that the sensor devices which can be used in this context can as a rule detect the front and the rear upper edge of the transport container in a particularly reliable and reliable manner since, for example, they are particularly visually distinct from their surroundings.
- control unit can access as many operating parameters of the milling device as possible in order to optimally control the loading process.
- the control unit thus preferably takes into account at least one and in particular more of the operating parameters "driving operation of the milling device", “driving speed of the milling device in milling operation”, “activation of a milling rotor”, “milling depth of a milling rotor”, “operating status of the conveyor”, “conveying speed of a conveyor belt Conveyor "," Side adjustment angle of the conveyor belt “or” Inclination angle of the conveyor belt ".
- the driving speed of the milling device in the milling operation is so far a particularly relevant size, as that it has a direct influence on the relative distance between the milling device in the working direction moving milling device and the transport vehicle.
- the activation of the milling rotor is relevant insofar as the milled material is obtained only when the milling rotor is activated.
- the milling depth of the milling rotor provides information about how much material to be milled per distance unit.
- operating status of the conveyor means, in particular, the determination as to whether the conveyor is in operation or not.
- the conveying speed of a conveyor belt of the conveyor means the rotational speed of the conveyor belt
- the lateral adjustment angle of the conveyor belt denotes the deviation of the conveyor belt position in the horizontal from a straight line running in the direction of the milling device and the angle of inclination of the conveyor belt accordingly gives the angular position of the conveyor belt Conveyor belt in a vertical plane in the conveying direction of the conveyor belt from a rising on the floor vertical. Both sizes are also particularly suitable for fine adjustment of Abschortes during the loading process, in particular the discharge.
- suitable devices for example sensors, are preferably present in each case, which transmit the respective measured data to the control unit. If certain variables are actively controlled by the control unit, such as the inclination and / or lateral displacement angle of a conveyor belt, correspondingly suitable actuators are also present, which can be controlled by the control unit.
- the invention also relates to a device for controlling a loading operation of a transport container of a transport vehicle by a milling device in the milling operation, ideally for carrying out the method described above, wherein the milling device comprises a conveyor via which during the milling operation of the milling device milled material is conveyed into the transport container.
- An essential element of the device according to the invention is a sensor device designed to detect the relative position of the transport container to the milling device and a control unit which controls the loading process on the basis of the relative position of the transport container to the milling device detected by the sensor device.
- the device is able to determine the distance of the transport container to the milling device and in particular to the conveyor, especially their discharge device, the milling device and forward it to the control unit.
- This device can be used accordingly to ensure that during the loading process, the transport container is within reach of the conveyor or in the loading area.
- the control unit can now be designed in a first aspect of the invention in such a way that it automatically interrupts the loading process of the conveyor when the sensor device has not detected a transport container in the loading area or the transport container has left the loading area. This ensures that only milled material is conveyed via the conveyor, although a transport container for receiving milled material in the loading area is present and the milled material can be promoted accordingly in the transport container.
- Typical transport containers for example suitably equipped articulated lorries, usually have a transport container open at the top, as a rule with a peripheral upper edge. The upper edge represents the outer dimensions of the transport container in the vertical direction. Sufficient position determination of the transport container relative to the milling device is accordingly already obtained with a sensor device which is designed to detect this upper edge of the transport container.
- the sensor device is formed only for detecting a portion of the upper edge of the transport container. In practical use, the sensor device can thus distinguish regions of the upper edge and regions lying next to the upper edge inside and outside the transport container. It is crucial that the sensor device detects whether the milled material can be conveyed into the transport container and whether the loading area of the conveyor lies within the outer dimensions of the transport container.
- a sensor device with a sensor which is designed to acquire spatial information or 3D information is preferred.
- a camera device with at least two image pickup elements arranged at a distance from each other is particularly suitable, in particular a so-called stereo vision camera.
- alternative electro-optical devices are possible, such as in particular a camera with a PMD sensor ( Photonic Mixer Device ).
- Electro-optical devices are generally characterized by their comparatively simple installation and their high reliability in practical use.
- a stereo vision camera and a camera with a PMD sensor are particularly advantageous insofar as they can be used to obtain three-dimensional information particularly well, which is advantageous, for example, with regard to filling level determination of the transport container.
- PMD sensors also enable efficient external light suppression, whereby the sensor device can be supplied to a wider range of applications.
- the concrete structural design and arrangement of the sensor device may vary. In principle, it is possible to arrange the sensor device completely or at least partially on the side of the transport container. In this case, the sensor device thus determines, based on the position of the transport vehicle, the relative position of the milling device or the discharge device of the conveyor device. However, the sensor device is particularly preferably arranged on the side of the milling device, so that it is not necessary to equip the individual transport vehicles with corresponding components of the sensor device. On the side of the milling device thus designates an arrangement on the milling device or at least on a co-moving with the milling device element.
- the transport containers are usually loaded from above, it is particularly useful to arrange the sensor device in such a way that on the one hand it can determine the dimensions of the transport container and, ideally, its fill level.
- the sensor device is for this purpose at least partially higher in the vertical direction than the transport container and in particular arranged as to be overcome by the conveyor upper edge of the transport container.
- such an arrangement of the sensor device succeeds particularly well on the conveying device of the milling device, which preferably comprises a conveyor belt and a supporting frame. Conveyor belt and support frame thus form a functional unit, which is often arranged obliquely pointing upwards at the milling device and usually projects beyond the upper edge of the transport container.
- the sensor device is arranged on the support frame, in particular in the upper end region of the support frame.
- the support frame comprises both directly the conveyor belt-carrying elements as, for example, trim parts, cross struts, etc.
- the upper end is in relation to the maximum longitudinal extent of the conveyor belt in the vertical direction above third.
- the sensor device is ideally arranged as high as possible lying on the support frame in order to achieve as full as possible angle of view in the transport container.
- the sensor device is further preferably designed as a structurally independent module with its own housing, for example, to be suitable for retrofitting. In principle, however, the sensor device can also be integrated in components of the milling device.
- the device for controlling a loading operation can also influence the relative positioning of the transport vehicle in relation to the milling device in a certain way.
- a signal device operated by the control unit which is designed to display at least the three control functions "drive forward", "stop” and "depart".
- the signaling device essentially has the task to signal to the driver of the transport vehicle regardless of the operation by the operator of the milling device, whether he should stop during the loading process or during the milling operation of the milling device, a piece should advance or, in the event that Transport container has reached its desired filling, should depart.
- the signaling device is preferably arranged on the milling device, in particular on a part of the milling device facing the transport vehicle.
- a mobile signaling device is also possible, which can be attached, for example, in the area of the driver of the transport vehicle for the loading process, or a more extensive system solution, for example, has permanently integrated signaling devices on the side of the transport vehicle and / or the milling device, which automatically, for example, via radio, in conjunction with the usually arranged on the milling device control unit.
- the signaling device can basically refer to all that is suitable for this purpose.
- the signal device for displaying the at least three control functions comprises an optical and / or acoustic display element.
- An optical display element may be, for example, a light panel, a screen or the like, via which, similar to a traffic light, various command symbols can be visually displayed.
- the acoustic display element may be, for example, a horn, in which case in a further preferred embodiment, the horn, which is already provided by default in a generic milling device, is used by the control unit. For each command, a specific Hupmé etc. can be provided.
- the sensor device can not detect or detect the complete transport container and in particular the complete peripheral upper edge of the transport container for each loading position of the transport vehicle relative to the milling device. Rather, the sensor device registers whether the loading area lies at least in a part of the transport container. In this case, the sensor device preferably further determines in which direction the transport container (for example, forward or backward) extends or in which direction it extends. This question is relevant in that it can be determined by whether the loading area coincides with the front or the rear of the transport container. However, the assessment of the extent to which the transport container has reached its nominal filling depends on the total filling of the transport container.
- control unit comprises a memory element, in particular in the form of a rolling memory, wherein the memory element is designed to store the data determined by the sensor device and stores the respective most recent data record in relation to the respective section of a transport container. Based on the entire transport container, the control unit thus creates a history of the data acquired by the sensor device for the individual subregions.
- the milling device approaches the initially maximally spaced transport vehicle during the loading process up to a minimum distance and the sensor device is arranged at least in such a way that it can completely cover the transport container or its upper edge over this approaching process, it is possible that with the sensor device and the creation of a history, the complete detection of the transport container or at least the complete peripheral upper edge of the transport container and the total degree of filling of the transport container can be determined, although the sensor device detects only a portion of the transport container currently.
- a rolling memory in which the most recent data for each subsection of the transport container are stored and the older data are discarded accordingly, is advantageous in that it only requires a comparatively small storage capacity.
- the present device relieves the leader of the milling device in so far as it takes over control tasks regarding the positioning of the transport vehicle in relation to the milling device.
- this appropriately automated process should be able to be manually overridden by the operator of the milling device at any time.
- an actuating device with an actuating means is provided, which is arranged within reach of an operator on the milling device, wherein the actuating device is designed in such a way that control commands, in particular for activating and deactivating the device for controlling a loading operation, via the actuating means entered and can be transmitted to the control device via the actuating device.
- the machine operator of the milling device is thus not necessarily reliant on the function of the device according to the invention for controlling a filling process, but can make manual inputs that are prioritized over the automatic control commands of the control unit.
- the invention also relates to a milling machine, in particular a road milling machine or device for mining soil material, especially with a projecting direction Transport device, with the device according to the invention for carrying out the method according to the invention.
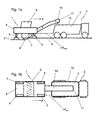
- FIGS. 1 a and 1b illustrate a typical working situation of a milling device 1 in side view ( Fig. 1a ) and in plan view ( Fig. 1b ).
- the milling device 1 milled while milling soil material in the respective set milling depth FT and promotes this milled material (milled soil material) in the transport container 3 of a transport vehicle 2 (specifically, a semitrailer).
- the milling device 1 comprises a machine frame 4, a chassis 5 (comprising a total of four individual lifting columns with caterpillar nacelles), an operator workstation 6 and a milling rotor 8 mounted in a milling drum box 7, lying transversely to the working direction a of the milling apparatus 1 over the base 9 to be scoured emotional.
- the milled material is transported via a conveying device designed as a conveyor belt 10 from the milling device 1 to the transport vehicle 2.
- the conveyor belt 10 extends in the present embodiment to the front or in the working direction a and is obliquely forward and directed vertically upward from the machine frame 4 of the milling device 1 from.
- the conveying path of the milled material in the conveyor is in Fig.
- the transport container 3 in this case has a front and a rear wall and corresponding side walls and a bottom and has a total of a substantially box-shaped appearance.
- the receiving space of the transport container 3 is bounded above by a peripheral upper edge 12.
- the milling device 1 moves in the milling operation at a nearly constant speed, however, relatively slowly in the direction of a.
- the transport vehicle 2 does not move at the same speed, but at intervals or in stop-and-go operation, as a continuous forward drive at the pace of the milling device would have severe wear on the transport vehicle 2 result.
- the transport vehicle is initially with the distance ⁇ A max , measured here in the working direction a as the distance between the machine frame 4 and the rear side of the transport container 3, in the working direction a in front of the milling device 1.
- the milling device 1 initially moves towards the transport vehicle 2 in the working direction a until the minimum distance ⁇ A min (FIG.
- Fig. 1 b In order to prevent a collision of both vehicles or a dropping of the material to be milled beyond the front edge of the transport container, the transport vehicle 2 then moves on reaching the minimum distance ⁇ A min again and stops when the maximum output distance ⁇ M max to the milling device 1 is reached again. Relatively speaking, the distance between the milling device 1 and the transport vehicle 2 thus generally increases and decreases several times between ⁇ A max and ⁇ A min during a loading process.
- the minimum distance ⁇ A min and the maximum distance ⁇ A max are dimensioned such that on the one hand there is no collision between the two vehicles and at the same time the milled material as completely as possible and distributed over the entire length of the transport container 3 in the transport container 3 (over the top edge 12) is dropped.
- the sensor device comprises a sensor camera 13 for detecting 3D or spatial information (specifically, a stereo vision camera), which is arranged in the upper end region of the conveyor belt 10 with a view towards the transport vehicle 3.
- the sensor camera 13 is arranged so high that it is positioned above the upper edge 12 of the transport container 3.
- the sensor camera 13 is thus aligned on the conveyor belt 10 in such a way that it is aligned with its detection field in the filling opening of the transport container 3 (limited by the upper edge 12) into it.
- the detection field is the area that is detected by the sensor camera 13.
- the detection cone 14 of the sensor camera 13 is in the FIGS. 2a and 2b indicated by the dotted, gray underlying cone.
- the sensor camera 13 is in particular able to at least partially detect the upper edge 12 of the transport container 3 or to distinguish it from the environment and thus determine and track its relative position to the milling device 1. At the same time can be detected in the present embodiment by the special orientation of the sensor camera 13 at least in a partial area of the interior of the transport container 3, whereby the current level with milled material in the transport container 3 can be determined. In this case, the sensor camera 13 with its detection cone 14 does not detect the complete upper edge 12 of the transport container 3 and also not the complete receiving space of the transport container 3 but, depending on the distance of the milling device 1 from the transport vehicle 2, in each case a partial area.
- the sensor camera 13 is connected to a control unit 15, as shown in FIG Fig. 2a is exemplified by the dashed connection line 15 '.
- the control unit 15 receives the data determined by the sensor camera 13 and determines therefrom in more detail below the Intel Shellschreib the transport container 3.
- the control unit 15 coordinates in the present embodiment, the positioning of the transport vehicle 2 relative to the milling device 1 and controls to a display device 16 as a function of the relative distance of the transport vehicle 2 to the milling device 1.
- the operation of the display device 16 is shown below in Fig. 6 further explained.
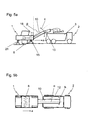
- FIGS. 3a, 3b and 3c illustrate the operation of the present device for controlling the loading process from the FIGS. 2a and 2b continue, where Fig. 3a the maximum distance ⁇ A max between the milling device 1 and transport vehicle 2 and Fig. 3b indicate the minimum distance ⁇ A min in each of the plan view. Fig. 3c Finally, the case in which the transport vehicle 2 is not yet or no longer within the loading area 17 of the milling device 1 is concerned. For reasons of clarity, the control unit 15 in the FIGS. 3a to 3c not specified.
- the loading area 17 is that area at the level of the upper edge 12 of the transport container 3, within which the milled material falls from the conveyor belt 10 into the transport container 3.
- the loading area 17 indicates the area into which the milled material coming from the conveyor belt 10 enters the receiving area of the transport container 3 bounded by the upper edge 12 to the sides. Only when at least part of the transport container 3 is in the loading area 17 or when the loading area is completely in the horizontal direction within the outer edges 12 of the transport container 3, the milled material from the conveyor belt 10 completely falls into the transport container 3.
- the loading area 17 is also displaced in relation to the transport vehicle 2 and in particular to the transport container 3 in order to enable the transfer of the material to be milled from conveyor belt 10 into the transport container 3 as completely as possible.
- the loading area 17 should ideally be located in the area of the transport container 3 because otherwise milled material falls next to the transport container 3.
- Fig. 3a indicates the maximum distance of the forward loading milling device 1 at. This is ultimately defined by the upper edge 12 of the rear wall 18 of the transport container 3 and their distance from the machine frame 4 of the milling device 1. If the distance between the milling device 1 and the transport vehicle 2 increases further, milled material falls next to the transport container 3 behind the transport vehicle 2. Der Minimum distance .DELTA.A min is reached when the milling device 1 has moved up far enough to the transport vehicle, that the upper edge 12 of the front wall 19 of the transport container adjacent to the loading area 17 (so that the milled material just just completely falls into the transport container 3) or the milling device. 1 moved so close to the transport vehicle 2 that there is just no collision between the two vehicles.
- the position of the loading area in practical use is not necessarily below the conveyor belt, but may for example also be offset forward in the discharge direction.
- the control unit 15 and the display device 16 in the FIGS. 3a to 3c not stated separately
- the milling device 1 relative to the transport vehicle 2 for a complete load between the maximum distance .DELTA.A max and the minimum distance ⁇ A min commutes, because the transport vehicle 2 for the reasons mentioned above is not uniform with the uniformly in the working direction a working milling device 1 is moved.
- the interval-like ancestor of the transport vehicle 2, triggered by reaching the minimum distance .DELTA.A min , up to the maximum distance .DELTA.A max is coordinated by the controlled by the control unit 15 display 16, so that the operator of the milling device 1 is no longer on an appropriate spacing between the two vehicles Working operation must pay attention.
- Fig. 3c Finally, it indicates the case in which the transport vehicle 2 is too far away from the milling device 1 or, in other words, no transport container 3 in the loading area 17 is detected by the sensor camera 13.
- the control unit 15 is designed in such a way that the loading process is not started automatically and rather in the concrete embodiment, a warning message is issued to the machine operator.
- the control of the milling device 1 is formed in such a way that the operator can start the operation of the conveyor belt 10 without the presence of a transport container 3 in the loading area 17 manually.
- the loading area 17 can also vary in size and be adapted to the individual circumstances. It is important that the loading area 17 a to the edge of the transport container 3 spaced, preferably in the working direction a center, ensures loading, so that the edge distribution of the material to be milled in the transport container 3 takes place essentially by gravity and trickle. Further details of the interaction between the sensor camera 13, the control unit 15 and the display device 16 are described below in the Fig. 6 specified further.
- Fig. 4 illustrates the operation for determining the BacchellShes of the transport container 3 in the event that the sensor device, specifically the sensor camera 13, not the transport container 3 detected in total, but rather only a partial section.
- the transport container 3 is virtually subdivided into the four subregions 20a to 20d, wherein alternatively, for example, also markings on the upper edge 12 of the transport container 3 for delimiting the subregions 20a to 20d and detection by the sensor camera 13 may be present. It goes without saying that the subdivision is also much finer and even partially overlapping can be done.
- the sensor camera 13 is designed in such a way that it respectively detects a partial section 20a, 20b, 20c or 20d when approaching the milling device 1 to the transport vehicle 2 in the working direction a, wherein the individual partial regions present in the order 20a, 20b, 20c, 20d to be run over when approaching the transport vehicle 2. If the transport vehicle 2 subsequently advances relative to the milling device up to the maximum distance ⁇ A max , the detection of the subregions 20a to 20d takes place in the reverse order. When detecting the partial area 20d, the minimum distance ⁇ A min between the milling device 1 and the transport vehicle 2 is reached.
- the sensor camera 13 As soon as the sensor camera 13 has detected a subarea 20a, 20b, 20c or 20d, it deposits the fill state of the transport container for this subarea determined in each case for one of the subareas 20a to 20d in a memory of the control unit 15. If a subarea is monitored several times by the sensor camera 13 , the most current data record is stored in the memory.
- the control unit 15 is now designed in such a way that it accesses a respectively current ascertained data record for a partial area (for example partial area 20a) and for the remaining partial areas (in this case, for example partial areas 20b, 20c and 20d) stored filling states and from these Values the total filling condition of the transport container 3 determined. This makes it possible to adequately monitor the overall filling state of the transport container 3, although the corresponding sensor device, specifically the sensor camera 13, only recognizes a partial section of the transport container 3 for filling level determination.
- FIGS. 5a and 5b relate to a further developed embodiment of the control unit 15.
- the control unit 15 of FIGS. 5a and 5b is not only designed to evaluate the data determined by the sensor camera 13, but at the same time to control certain machine functions.
- the machine controller 21 is essentially designed to control functions with regard to the positional orientation and the transport speed of the conveyor belt 10.
- the side deflection ⁇ Fig.
- Fig. 6 now the integration of the control unit 15 from the FIGS. 5a and 5b in the milling device 1 in detail.
- the control unit 15 thus initially detects the data determined by the sensor camera 13 and monitors the filling state of the transport container 3 on the basis of this data.
- the control unit 15 is also connected to the machine control unit 21.
- the control unit 15 receives information from the machine controller 21, for example with regard to the current operating state of the milling rotor 8 (in milling mode or off), with regard to the working or travel speed of the milling device 1, with regard to the conveying speed of the conveyor belt 10, etc.
- corresponding sensors connected via the machine control 21 to the control unit 15, which in Fig. 6 are indicated by the reference numeral 22.
- the control unit 15 determines whether the loading area 17 lies completely in the transport container 3 and, if so, whether regulation of the position of the conveyor belt, for example by the actuation of the actuators 23 (for vertical adjustment) and 24 (For the horizontal adjustment) and / or a regulation of the discharge width w via a control of the rotational speed of the conveyor belt (for example via a control of the motor controller 25 for the drive roller of the conveyor belt) is required.
- the control unit 15 further coordinates the optical display device 16 and an acoustic signaling device 26 to the driver of the transport vehicle 2, the commands “advance”, “stop” and “depart” depending on the distance of the transport container 3 to the milling device 1 indicate.
- Both the visual indicator 16 and the audible indicator 26 can operate independently of each other and are capable of "stopping" 27, “driving forward” 28 and “departing” 29 automatically in response to the results determined by the sensor device 13 in terms of location and filling state of the transport container 3 without own intervention by the machine operator of the milling device 1 display.
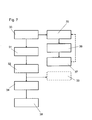
- Fig. 7 Finally, illustrates the essential steps for carrying out the method for controlling a loading operation of the transport container 3 of the transport vehicle 2 by the milling device 1 in the milling operation.
- step 30 the relative position of the transport container 3 is initially detected in the loading area 17 of the milling device 1 with the aid of the sensor camera 13.
- the sensor device 13 determines in other words whether the loading area lies inside the transport container 3 and milling material is thus completely in the transport container 3 would be promoted.
- the control unit 15 determines that the loading area 17 is within the upper edge 12 of the transport container 3, the control unit 15 starts the loading operation by putting the conveyor belt 10 into operation according to step 31 and / or, in an alternative embodiment, to the machine operator of the milling device in that the loading process can be started.
- the control unit 15 uses the sensor camera 13 to monitor the relative position of the transport container in accordance with step 32 over the loading operation and controls the loading operation as a function of the relative position of the transport container 3.
- the loading process can initially be controlled such that the control unit 15 controls the loading operation Conveyor belt 10 automatically shuts off when the loading area 17 is no longer within the bounded by the top edge 12 receiving opening of the transport container 3 or the machine operator of the milling device is a corresponding signal.
- controlling the loading process according to step 33 also includes the regulation of further operating parameters, such as the position of the conveyor belt in the horizontal plane and its inclination and the control of the rotational speed of the conveyor belt 10 to regulate the discharge of the milled material at the exit the conveyor belt 10.
- the control unit determines the achievement of the desired filling of the transport container, it preferably signals this to the machine operator of the milling device 1 and / or, depending on the embodiment, automatically stops the loading process according to step 34.
- the control unit 15 simultaneously assumes in Fig. 7 In the embodiment shown, the control of the signal device 16 and / or 26, wherein initially to step 30, the achievement of the minimum distance .DELTA.A min according to step 35 is awaited.
- the control unit 15 then outputs via the signal device 26 and / or 16 the command "drive forward" 28 according to step 36 until the maximum distance between the milling device 1 and the transport vehicle 2 ⁇ A max is reached.
- the control unit signals 15 in step 37 "stop" 27 and thus gives the driver of the transport vehicle 2 the command to stop.
- the sequence of steps 35 to 37 may be repeated several times, as in Fig. 7 indicated by the dashed line.
- the control unit 15 according to step 38 via the signal devices 16 and / or 26, the command "depart” 29 to signal the driver of the transport vehicle 2 the completion of the filling process.
Abstract
Description
- Die Erfindung betrifft ein Verfahren zur Steuerung eines Beladungsvorgangs eines Transportfahrzeugs mit Fräsgut, eine Vorrichtung zur Durchführung eines solchen Verfahrens und eine Fräsvorrichtung, insbesondere Straßenfräse, mit einer solchen Vorrichtung.
- Aus dem Stand der Technik sind Fräsvorrichtungen bekannt, die einen von einem Maschinenrahmen getragenen und quer zur Arbeitsrichtung angeordneten Fräsrotor aufweisen. Im Fräsbetrieb fahren derartige Fräsvorrichtungen über den Boden, wobei der Fräsrotor in den Boden eintaucht und durch die am rotierenden Fräsrotor angeordneten Bearbeitungswerkzeuge Bodenmaterial abfräst. Im Fräsbetrieb bewegt sich die Fräsvorrichtung somit in Arbeitsrichtung und überfährt den zu bearbeitenden Boden. Typische Einsatzgebiete solcher Fräsvorrichtungen sind unter anderem der Straßen- und Wegebau, beispielsweise in Form von Straßenfräsen, und der Abbau von Bodenmaterial, beispielsweise im Tagebaubetrieb. Derartige Fräsvorrichtungen sind bevorzugt ferner als selbstfahrende Maschinen ausgebildet, wodurch auf separate Schleppfahrzeuge verzichtet werden kann.
- Ein wesentlicher Aspekt im Betrieb derartiger Fräsvorrichtungen ist die Handhabung des Fräsgutes, also des vom Fräsrotor abgefrästen Materials. In vielen Einsatzsituationen ist es erforderlich, dass das Fräsgut von der Frässtelle mit Hilfe einer geeigneten Transportvorrichtung, beispielsweise einem Lastkraftwagen, abtransportiert wird. Die Fräsvorrichtung weist dazu üblicherweise eine Fördereinrichtung auf, über die das Fräsgut im Fräsbetrieb der Fräsvorrichtung vom Bereich des Fräsrotors zum Transportbehälter des Transportfahrzeugs transportiert beziehungsweise gefördert werden kann. Dabei sind im Hinblick auf die konkrete Anordnung der Fördereinrichtung im Verhältnis zum Transportfahrzeug verschiedene Ausführungsformen bekannt. Neben der Möglichkeit, dass die Fördereinrichtung bezogen auf die Arbeitsrichtung der Fräsvorrichtung das Fräsgut nach hinten ("Hinterlader") oder zur Seite ("Seitenlader") transportiert, hat sich insbesondere für als Straßenfräsen ausgebildete Fräsvorrichtungen ein nach vorn gerichtetes Förderband ("Vorderlader") als besonders geeignet erwiesen. Letzteres hat den Vorteil, dass das Transportfahrzeug während der Fräsarbeiten vor der Fräsvorrichtung auf dem noch nicht abgefrästen Boden fahren kann. Insbesondere diese Beladungsvariante stellt den Fräsenführer allerdings in der Regel vor erhöhte Anforderungen. So sind insbesondere die Sichtverhältnisse auf den vorausfahrenden Transportlastkraftwagen schlecht und der Fräsenführer kann beispielsweise nicht die Lademulde vollständig einsehen. Auch der Fahrer des Transportlastkraftwagens kann das Ladeband nicht sehen. Dies gilt umso mehr , wenn die Sichtverhältnisse zusätzlich durch die örtlichen Gegebenheiten weiter beschränkt sind, wie es insbesondere im Straßenbau, beispielsweise durch Straßenkurven, enge Straßen, fließenden Verkehr im Umfeld, Bodenhindernisse, wie Gullideckel, etc., häufig der Fall ist. Darüber hinaus trägt der Fräsenführer die Verantwortung für einen sicheren Arbeitsprozess, insbesondere im Hinblick auf Verkehrsicherheit und Personensicherheit. Für einen einwandfreien Abtransport des Fräsgutes ist ferner eine möglichst präzise Überwachung des Beladevorgangs wünschenswert. Einerseits weist das Fräsgut, häufig aufgefräster Straßenbelag, eine vergleichsweise hohe Dichte auf, so dass es schnell zu Überladesituationen kommen kann. Andererseits bewegen sich die üblicherweise hier zum Einsatz kommenden Transportlastkraftwagen mit Geschwindigkeiten von bis zu 100 km/h, so dass überladene Fahrzeuge ein besonders hohes Sicherheitsrisiko darstellen können.
- Dadurch, dass sich die Fräsvorrichtung im Arbeits- beziehungsweise Fräsbetrieb üblicherweise im Fahrbetrieb befindet, d.h. sich in Arbeitsrichtung fortbewegt, kann das Transportfahrzeug häufig nicht über den gesamten Beladungsvorgang hinweg an einer Stelle verharren. Es muss sich vielmehr mit der Fräsvorrichtung in Arbeitsrichtung fortbewegen, um in Beladungsreichweite der Fördereinrichtung zu bleiben. Da sich die Fräsvorrichtung im Fräsbetrieb häufig vergleichsweise langsam bewegt, hat sich ein sich wiederholendes Anfahren und Anhalten des Transportfahrzeuges bewährt, wobei gleichzeitig insbesondere auch eine gleichmäßige Beladung des Transportbehälters des Transportfahrzeuges erreicht werden kann. Dieser Vorgang soll nachstehend anhand des Betriebs einer Frontladerstraßenfräse zunächst beispielhaft weiter erläutert werden.
- Im Fräsbetrieb fährt dazu ein Transportfahrzeug mit einem Transportbehälter vor der Fräsvorrichtung vorweg und nimmt das Fräsgut über die Fördereinrichtung auf. Dabei kommt der Koordination der Bewegung der Fräsvorrichtung und des Transportfahrzeugs besondere Bedeutung zu. Einerseits muss sichergestellt werden, dass das Fräsgut von der Fördereinrichtung in den Transportbehälter des Transportfahrzeugs abgeworfen werden kann. Andererseits gilt es, eine Kollision zwischen beiden Fahrzeugen im Fräs- und Beladungsbetrieb zu verhindern. Nach bisherigem Stand liegt die Verantwortung zur Koordination der Relativposition des Transportfahrzeuges zur Fräsvorrichtung im Wesentlichen beim Maschinenführer der Fräsvorrichtung. Dieser beobachtet fortdauernd den Abstand des Fräsfahrzeugs zum Transportfahrzeug und weist den Fahrer des Transportfahrzeugs kontinuierlich über die Kommandos "vorwärts fahren", "stopp" und "abfahren" zur Positionsanpassung des Transportfahrzeuges relativ zu der sich im Fräsbetrieb in Arbeitsrichtung fortbewegenden Fräsvorrichtung an. Dies geschieht in der Regel über Hupzeichen. Konkret nähert sich die sich im Wesentlichen mit konstanter Arbeitsgeschwindigkeit fortbewegende Fräsvorrichtung dem Transportfahrzeug bis zu einem Minimalabstand an. Der Maschinenführer gibt dann das Kommando "vorfahren", bis das Transportfahrzeug am Maximalabstand für den Beladungsvorgang vorgefahren ist und veranlasst das Transportfahrzeug mit dem Kommando "stopp" zum Anhalten. Der Maximalabstand ist dabei derjenige Abstand zwischen Transportfahrzeug und Fräsvorrichtung, bei dem die Fördereinrichtung das Fräsgut gerade noch in den hinteren Bereich des Transportbehälters abwerfen kann, ohne dass Fräsgut in nennenswerten Mengen hinter dem Transportbehälter auf den Boden fällt. Der Minimalabstand ist entsprechend derjenige Abstand, bei dem die Fördereinrichtung das Fräsgut gerade noch in den vorderen Bereich des Transportbehälters abwirft oder bei dem die Fräsvorrichtung noch nicht mit dem Transportfahrzeug kollidiert, je nachdem, welcher Abstand größer ist. Sobald der Transportbehälter des Transportfahrzeugs seine Sollfüllung erreicht hat, was ebenfalls vom Maschinenführer der Fräsvorrichtung beobachtet wird, signalisiert der Maschinenführer mit dem Kommando "abfahren", dass der Beladungsvorgang abgeschlossen ist. Anschließend fährt das beladene Transportfahrzeug ab. Diese Art des Beladungsvorgangs stellt insgesamt enorme Anforderungen an den Bediener der Fräsvorrichtung, der neben dem Fräsvorgang (insbesondere Beobachtung der Fräskante, Bedienung und Steuerung der Maschine während des Fräsprozesses sowie Ortung des Umfeldes der Maschinen) stets auch den Beladungsvorgang beziehungsweise die Relativposition zwischen dem Transportfahrzeug und der Fräsvorrichtung beobachten muss. Dies führt zu einer erheblichen Belastung des Maschinenführers.
- Aufgabe der Erfindung ist es nun, eine Möglichkeit zur Entlastung des Maschinenführers während des Arbeitsbetriebs der Fräsvorrichtung und dem gleichzeitigen Beladen des Transportfahrzeugs anzugeben.
- Die Lösung der Aufgabe gelingt mit einem Verfahren zur Steuerung eines Beladungsvorgangs eines Transportfahrzeuges mit Fräsgut, mit einer Vorrichtung zur Durchführung eines solchen Verfahrens und mit einer Fräsvorrichtung, insbesondere Straßenfräse, gemäß den unabhängigen Ansprüchen. Bevorzugte Weiterbildungen sind in den abhängigen Ansprüchen angegeben.
- Der Grundgedanke der Erfindung liegt darin, dass der Maschinenführer mit den erfindungsgemäßen Ausführungsformen von der Notwendigkeit der kontinuierlichen Beobachtung der Relativposition des Transportbehälters eines Transportfahrzeugs in Relation zur Fräsvorrichtung entlastet wird und dieser Vorgang, zumindest zu wesentlichen Teilen, erfindungsgemäß automatisiert abläuft. Der Maschinenführer muss entsprechend nicht mehr kontinuierlich Sorge dafür tragen, dass das Transportfahrzeug im Fräsbetrieb der Fräsvorrichtung stets in einer für die Beladung geeigneten Position ist und kann sich entsprechend auf die Durchführung der Fräsarbeiten an sich konzentrieren.
- Ein wesentlicher Aspekt der Erfindung liegt in einem Verfahren zur Steuerung eines Beladungsvorgangs eines Transportbehälters eines Transportfahrzeugs, das im Fräsbetrieb durch eine Fräsvorrichtung beladen wird, wobei die Fräsvorrichtung eine Fördereinrichtung umfasst, über die während des Fräsbetriebs der Fräsvorrichtung Fräsgut in den Transportbehälter gefördert wird. Das erfindungsgemäße Verfahren umfasst die Schritte a) Erfassen der Relativposition des Transportbehälters im Beladebereich der Fräsvorrichtung mit Hilfe einer Sensoreinrichtung, b) Starten des Beladungsvorgangs durch ein Inbetriebsetzen der Fördereinrichtung, c) Überwachen der Relativposition des Transportbehälters mit Hilfe der Sensoreinrichtung und vorzugsweise auch Steuern des Beladungsvorgangs in Abhängigkeit von der Relativposition des Transportbehälters und'd) Ausgeben eines Signals an den Maschinenführer der Fräsvorrichtung, wenn eine Sollbefüllung des Transportbehälters ermittelt wird oder wenn die Sensoreinrichtung ein Entfernen des Transportbehälters aus dem Beladebereich feststellt. Dabei kann das Ausgeben des Signals gemäß Schritt d) beispielsweise mittels eines optischen und/oder akustischen Signals erfolgen und/oder aber auch ein automatisches Stoppen des Beladungsprozess umfassen. Das erfindungsgemäße Verfahren zeichnet sich somit in einem wesentlichen Aspekt durch die Überwachung des Transportbehälters durch eine Sensoreinrichtung aus, die zur Erfassung und Verfolgung der Position des Transportbehälters und vorzugsweise auch zur Überwachung des Füllstandes beziehungsweise zur Überwachung auf das Erreichen einer Sollbefüllung während des Beladungsvorgangs ausgebildet ist. Dadurch wird eine automatisierte Überwachung des Beladungsvorgangs möglich, sodass der Maschinenführer nicht mehr zu jedem Zeitpunkt die Position des Transportbehälters relativ zur Fräsvorrichtung beobachten und, je nach Ausführungsform, dem Fahrer des Transportfahrzeuges entsprechende Steuerbefehle geben muss. Er kann sich vielmehr gezielt auf die Fräsarbeiten konzentrieren. Gleichzeitig wird beispielsweise eine möglichst mittige Beladung des Transportbehältnisses ermöglicht, so dass sich das Fräsgut im Transportbehältnis zu den Randbereichen durch Schwerkraft und Rieselverhalten verteilen kann.
- Mit dem ersten Schritt, dem Erfassen der Relativposition des Transportbehälters im Beladebereich der Fräsvorrichtung mit Hilfe einer Sensoreinrichtung, erfolgt verfahrensgemäß die Feststellung, ob überhaupt ein Transportbehälter im Beladebereich der Fräsvorrichtung präsent ist. Der Beladebereich der Fräsvorrichtung ist derjenige Bereich, in den die Fördereinrichtung während des Fräsprozesses erhaltenes Fräsgut fördern beziehungsweise abwerfen kann. Der Beladebereich ist beispielsweise bei der Verwendung eines an der Fräsvorrichtung angeordneten Förderbandes als Fördereinrichtung mit anderen Worten der Abwurfbereich des Förderbandes. Der Beladebereich verschiebt sich entsprechend in Abhängigkeit von der Höhe und weiteren Faktoren, wie beispielsweise der Umlaufgeschwindigkeit des Transportgurtes des Förderbandes. Nur wenn sich der Beladebereich über dem Transportbehälter des Transportfahrzeuges befindet, wird das Fräsgut somit in den Transportbehälter abgeworfen. Die Relativposition bezieht sich verfahrensgemäß auf die Position des Transportbehälters im Verhältnis zur Fräsvorrichtung und ganz besonders im Verhältnis zur Fördereinrichtung der Fräseinrichtung. Die Sensoreinrichtung ist nun erfindungsgemäß in der Weise ausgebildet, dass sie die Präsenz zumindest eines Teilbereichs des Transportbehälters im Beladebereich zur Aufnahme von Fräsgut feststellen kann. Konkrete Ausbildungen der Sensoreinrichtung werden nachstehend noch näher beschrieben werden. Grundsätzlich kann dabei beispielsweise eine zweidimensionale Prüfung erfolgen, ob der Beladebereich mit wenigstens einem Teil des Transportbehältnisses in der Horizontalebene überlappt. Alternativ können hierzu ergänzend dreidimensionale Informationen, beispielsweise der Abstand des Beladebereiches zum Transportbehältnis in Vertikalrichtung, mit berücksichtigt werden.
- Nachdem die Sensoreinrichtung die Präsenz zumindest eines Teilbereiches des Transportbehälters im Beladebereich festgestellt hat beziehungsweise sichergestellt ist, dass von der Transporteinrichtung abgeworfenes Fräsgut im Transportbehälter landet, erfolgt anschließend das Starten des Beladungsvorgangs durch ein Inbetriebsetzen der Fördereinrichtung. Dies kann beispielsweise automatisch erfolgen. Alternativ kann beispielsweise auch eine Start- beziehungsweise Freigabeschaltung freigegeben werden, die ein manuelles Starten des Beladungsvorgangs durch den Maschinenführer ermöglicht. Unter Inbetriebsetzen der Fördereinrichtung fällt erfindungsgemäß sogar bereits das Signalisieren an den Maschinenführer, das die Sensoreinrichtung festgestellt hat, dass der Beladebereich über dem Transportbehälter positioniert ist. Die Koordination zwischen den Schritten a) und b) erfolgt dabei über eine Steuereinheit, die mit der Sensoreinrichtung und gegebenenfalls weiteren Einrichtungen, wie beispielsweise der Freigabeschaltung, der Fräsvorrichtung, funktional verbunden ist. Eine funktionale Verbindung liegt dann vor, wenn über die Verbindung eine Kommunikation zwischen zwei Elementen möglich ist und insbesondere Daten und/oder Steuerbefehle empfangen und/oder abgesendet werden können. Eine funktionale Verbindung umfasst neben einer mechanischen Verbindung somit auch Leitungsverbindungen, beispielsweise zur Weiterleitung elektrischer oder optischer Signale, und auch kabellose Verbindungen, beispielsweise Funkverbindungen.
- Während des Beladungsvorgangs bewegt sich die Fräsvorrichtung über den abzufräsenden Untergrund fort. Dabei erfolgt ein kontinuierliches Überwachen der Relativposition des Transportbehälters zur Fräsvorrichtung beziehungsweise zum Beladebereich der Fördereinrichtung mit Hilfe der Sensoreinrichtung. Das wesentliche Element dieses Schritts ist somit, dass die Sensoreinrichtung weiterhin kontinuierlich prüft, inwieweit sich der Beladebereich der Fördereinrichtung zumindest über einem Teilbereich des Transportbehälters befindet und das Fräsgut entsprechend in den Transportbehälter abgeworfen wird. Gleichzeitig wird in Abhängigkeit von dem Überwachungsergebnis (beziehungsweise in Abhängigkeit von der Frage, ob der Beladebereich über dem Transportbehälter ist) ein Signal ausgegeben, beispielsweise optisch, akustisch und/oder in Form wenigstens einer Steuerfunktion, wenn eine Sollbefüllung erreicht worden ist oder der Beladebereich nicht mehr vollständig mit dem Transportbehälter beziehungsweise mit der Aufnahmeöffnung des Transportbehälters überlappt. Das Ausgeben eines Signals ist somit breit zu verstehen und umfasst sämtliche Maßnahmen, die geeignet sind, den Maschinenführer auf die Situationen "Sollbefüllung erreicht" und/oder "Transportbehälter aus Beladebereich entfernt" hinzuweisen. Durch eine Steuerung einer optischen und/oder akustischen Signaleinrichtung ist es beispielsweise möglich, den Maschinenführer auf das Erreichen der Sollbefüllung oder auf das Entfernen des Transportbehälters vom Beladebereich hinzuweisen. Das Ausgeben eines Signals können aber alternativ oder ergänzend auch reine Steuerfunktionen sein. Unter Steuerfunktionen für den Beladungsvorgang können beispielsweise zunächst sämtliche Maßnahmen fallen, die in irgendeiner Form Einfluss auf den Beladungsvorgang haben, konkret beispielsweise insbesondere die Befehle "Fördereinrichtung ein" und "Fördereinrichtung aus". Es versteht sich von selbst, dass auch verschiedene Signale oder Steuerfunktionen gleichzeitig ausgelöst werden können. Insgesamt wird dadurch eine erhebliche Entlastung insbesondere des Fräsenführers ermöglicht, da er nicht mehr kontinuierlich den Verladeprozess des Fräsgutes auf das Transportfahrzeug beobachten und steuern muss.
- Der Beladungsvorgang wird vorzugsweise verfahrensgemäß dann gestoppt, wenn eine Sollbefüllung des Transportbehälters ermittelt wird oder sobald die Sensoreinrichtung ein Entfernen des Transportbehälters aus dem Beladebereich feststellt. Die Sollbefüllung ist dabei diejenige Befüllung, die zur Vermeidung einer Überladung des Transportfahrzeuges nicht überschritten werden darf. Die Sollbefüllung kann vom Füllvolumen des Transportbehälters und/oder insbesondere über das Füllgewicht des Transportbehälters definiert sein. Das Erreichen der Sollbefüllung kann konkret auf unterschiedliche Weise ermittelt werden. Idealerweise erfolgt dies ebenfalls mit Hilfe der Sensoreinrichtung, wobei auch andere Verfahren, beispielsweise gewichtsbasierte Verfahren, möglich sind. Ein Entfernen des Transportbehälters aus dem Beladebereich kann beispielsweise dann vorliegen, wenn der Abstand zwischen Fräsvorrichtung und Transportfahrzeug zu groß ist. Dies kann im Fräsbetrieb insbesondere bei nach hinten oder zur Seite abladenden Fräsvorrichtungen erfolgen, wenn die Fräsvorrichtung sich im Fräsbetrieb zu weit vom Transportfahrzeug entfernt oder entsprechend bei Vorderladerfräsen, wenn das Transportfahrzeug zu weit nach vorn vorgefahren ist oder noch nicht nah genug an die Fräsvorrichtung zurückgesetzt ist, dass sich der Transportbehälter noch nicht im Beladebereich der Transporteinrichtung befindet und Fräsgut somit noch nicht in den Transportbehälter abgeworfen werden kann.
- Auch die konkrete Durchführung der Positionsbestimmung des Transportbehälters durch die Sensoreinrichtung kann variieren. So können beispielsweise entsprechende Markierungselemente am Transportbehälter vorhanden sein, die die Sensoreinrichtung selektiv erkennt und dadurch Rückschlüsse auf die aktuelle Position des Transportbehälters trifft. Dies können beispielsweise geeignete Reflektoren und/oder Transponderelemente sein. Die Sensoreinrichtung kann aber insbesondere in der Weise ausgebildet sein, dass sie die Oberkante des Transportbehälters beziehungsweise dessen umlaufenden Rand erkennt, wie es beispielsweise mit bekannten optoelektronischen Einrichtungen möglich ist. Dies hat einerseits den Vorteil, dass der Transportbehälter nicht in spezieller Weise ausgebildet sein muss, schließlich ist die Verwendung von nach oben offenen und einen umlaufenden Rand aufweisenden Transportbehältern absolut üblich, und andererseits sind eine Vielzahl von Einrichtungen bekannt, über die eine solche "Randerkennung" schnell erreicht werden kann.
- Grundsätzlich ist es ferner möglich, die Sensoreinrichtung in der Weise auszubilden, dass sie stets den gesamten Transportbehälter beziehungsweise zumindest die umlaufende Oberkante des Transportbehälters erfasst und dessen Relativposition überwacht. Häufig ist dies jedoch nicht möglich. Dies kann beispielsweise aufgrund der konkreten Anordnung der Sensoreinrichtung und/oder der Abmessungen des Transportbehälters und/oder dem Sensorfeld (Bereich, den die Sensoreinrichtung erfassen kann) der Sensoreinrichtung der Fall sein. Es hat sich allerdings gezeigt, dass bereits das Erfassen von Teilbereichen des Transportbehälters durch die Sensoreinrichtung zur Durchführung des erfindungsgemäßen Verfahrens ausreichend ist. Für diesen Fall hat es sich als vorteilhaft erwiesen, wenn beim Überwachen der Relativposition des Transportbehälters mit Hilfe der Sensoreinrichtung folgende Operationen ablaufen: 1. Erfassen wenigstens eines Teilbereichs des Transportbehälters, insbesondere eines Teils der Oberkante des Transportbehälters, und Ermitteln des Füllzustandes in diesem Teilbereich des Transportbehälters, 2. Speichern des im Schritt 1 erfassten Füllstandes in dem wenigstens einen Teilbereich, 3. Erfassen eines weiteren Teilbereichs des Transportbehälters, Ermitteln des Füllzustandes in diesem weiteren Teilbereich und Speichern des erfassten Füllzustandes des weiteren Teilbereichs, 4. Bestimmen der Gesamtbefüllung mit Hilfe der im Schritt 3 aktuell bestimmten und den im Schritt 2 hinterlegten aktuellsten Daten, 5. Aktualisieren der Füllstände bereits erfasster Teilbereiche des Transportbehälters und 6. Ermitteln des Befüllungsgrades des Transportbehälters auf der Grundlage der in Bezug auf die einzelnen Teilbereiche des Transportbehälters jeweils aktuellsten Füllstände. Das Grundkonzept in dieser Ausführungsform besteht somit in einer virtuellen Aufteilung des Transportbehälters in mehrere Teilbereiche, die von der Sensoreinrichtung für sich jeweils überwacht werden. Parallel dazu legt die Steuereinheit eine Historie über die bereits erfassten Teilbereiche an und ermittelt schließlich aus der Zusammenschau aus aktuell bestimmten Teilbereich und hinterlegten weiteren Teilbereichen die Gesamtbefüllung des Transportbehälters. Dadurch, dass sich im Fräsbetrieb der Abstand zwischen der Fräsvorrichtung und dem Transportfahrzeug zwischen maximaler Annäherung im Beladebereich und maximalem Abstand im Beladebereich ändert, wird die Sensoreinrichtung somit mehrfach mit ihrem Erfassungsbereich über den gesamten Transportbehälter, insbesondere dessen Oberkante, geführt. Da die Sensoreinrichtung aber jeweils nur einen Teil des Transportbehälters auf das Erreichen der Sollbefüllung prüfen und überwachen kann, kann die Sensoreinrichtung somit nicht gleichzeitig den Befüllungsgrad des Transportbehälters in seiner Gesamtheit ermitteln. Das erfindungsgemäße Verfahren löst dieses Problem dadurch, dass es den Transportbehälter in mehrere Teilbereiche untergliedert und die jeweils für die Teilbereiche ermittelten Füllzustände zur Bestimmung des Gesamtfüllzustandes des Transportbehälters heranzieht. Dabei wird stets auf den jeweils aktuellsten Datensatz zurückgegriffen, sodass beispielsweise für den Fall, dass der erste Teilbereich insgesamt drei Mal hintereinander von der Sensoreinrichtung überprüft worden ist, der letzte und damit aktuellste ermittelte Füllzustand der Ermittlung der Gesamtbefüllung zugrunde gelegt wird. Konkret erfolgen diese Schritte beispielsweise durch eine Steuereinheit, die die entsprechenden Daten von der Sensoreinrichtung empfängt, hinterlegt und bezogen auf den jeweiligen Teilbereich jeweils aktualisiert.
- Wesentliche Kriterien für einen einwandfreien Befüllvorgang des Transportbehälters mit Fräsgut sind einerseits die möglichst verlustfreie Förderung des Fräsguts in den Transportbehälter mit Hilfe der Fördereinrichtung und gleichzeitig die möglichst maximale und/oder gleichmäßige Beladung des Transportbehältnisses mit Fräsgut, um einen effizienten Abtransport des Fräsguts von der Arbeitsstelle zu erreichen. Die Strategie zur Befüllung des Transportbehältnisses kann dabei eine Beladung von hinten oder von vorne oder aber bevorzugt zur Schonung des Transportfahrzeuges gleichmäßig über das Transportbehältnis vorsehen. In einer vorteilhaften Ausführungsform schlägt die Erfindung in diesem Zusammenhang vor, dass während des Schrittes c) (Überwachen der Relativposition...) und insbesondere während des Steuerns des Beladungsvorgangs (was beispielsweise auch während des Schrittes c) erfolgen kann) das Erfassen der Abwurfbahn des von der Fördereinrichtung in den Transportbehälter abgeworfenen Fräsmaterials zusammen mit wenigstens dem Regeln der Seitenauslenkung der Abwurfbahn relativ zum Transportbehälter durch ein seitliches Verstellen der Fördereinrichtung und/oder dem Regeln der Abwurfweite der Abwurfbahn, insbesondere durch ein Regulieren der Arbeitsgeschwindigkeit der Fördereinrichtung, durch eine Höhenverstellung der Fördereinrichtung und/oder durch ein Verstellen des Lagewinkels der Fördereinrichtung erfolgt. Arbeitsgeschwindigkeit bezeichnet dabei konkret insbesondere die Umlaufgeschwindigkeit eines Transportgurtes eines Förderbandes. Unabhängig von der Relativbewegung der Fräsvorrichtung zum Transportbehälter wird bei dieser Ausführungsform somit der Abwurfpunkt des Fräsguts im Transportbehälter auf unterschiedliche Arten und Weisen durch Verstellungen der Fördereinrichtung variiert. Dazu ist es sinnvollerweise zunächst erforderlich, dass der Abwurfpunkt im Transportbehältnis bekannt ist. Hierzu kann es vorgesehen sein, dass die Sensoreinrichtung die Abwurfbahn des Fräsguts erfasst und zumindest einen virtuellen Abwurfpunkt, insbesondere auf Höhe der Oberkante des Transportbehältnisses, bestimmt. Wichtig ist, dass das Fräsgut unterhalb dieses virtuellen Abwurfpunktes nicht mehr aus dem Transportbehälter heraus fallen kann, was beispielsweise unterhalb der Oberkante eines Transportbehältnisses der Fall ist. Anschließend kann eine Feinsteuerung der Abwurfbahn beziehungsweise eine Beeinflussung des virtuellen Abwurfpunktes, insbesondere in der Fläche der Oberkante des Transportbehältnisses, auf verschiedene Arten und Weisen erfolgen. Konkret kann beispielsweise eine Seitenauslenkung der Fördereinrichtung zum seitlichen Verstellen der Abwurfbahn ausgelöst werden, so dass der Abwurfpunkt des Fräsmaterials in Arbeitsrichtung nach rechts oder nach links wandert. Seitenauslenkung bezeichnet somit eine Veränderung der Abwurfbahn zu den Seiten nach rechts oder links. Ergänzend oder alternativ kann beispielsweise die Abwurfweite der Abwurfbahn, beispielsweise durch ein Erhöhen oder Erniedrigen der Umlaufgeschwindigkeit eines Förderbands oder der Höhenverstellung beziehungsweise der Lageverstellung der Fördereinrichtung, erfolgen. Insgesamt kann auf diese Weise eine besonders gleichmäßige Verteilung des Fräsguts im gesamten Transportbehälter erreicht werden. Es versteht sich von selbst, dass zur Auslösung der einzelnen Steuerfunktionen geeignete Aktuatoren vorhanden sind und von der Steuereinheit angesteuert werden.
- Um den Maschinenführer noch weiter zu entlasten, ist es neben der vorstehend beschriebenen Überwachung durch die Sensoreinrichtung, ob sich ein Transportbehälter im Beladebereich befindet, weiter bevorzugt, dass der Abstand zwischen Transportfahrzeug und Fräsvorrichtung im Fräsbetrieb ebenfalls möglichst weitgehend automatisch beziehungsweise zumindest ohne ein individuelles Eingreifen des Maschinenführers koordiniert wird. Erfindungsgemäß ist für diesen Fall die Steuereinheit bevorzugt in der Weise ausgebildet, dass sie in Abhängigkeit vom Beladungsgrad des Transportbehälters und/oder vom Abstand zwischen der Fräsvorrichtung und dem Transportfahrzeug eine Signaleinrichtung steuert, die zumindest jeweils ein Signal für die Anweisungen "vorwärts fahren", "stoppen" und "abfahren" angibt. Die Anweisungen erfolgen dabei bevorzugt in einer vom Fahrer des Transportfahrzeugs wahrnehmbaren Weise. Die Steuereinheit ist somit über die Signaleinrichtung in der Lage, die Relativposition zwischen dem Transportfahrzeug und der Fräsvorrichtung durch die selbsttätige Ausgabe entsprechender Kommandos an den Fahrer des Transportfahrzeugs zu regulieren. Der Maschinenführer der Fräsvorrichtung muss damit je nach Befüllstrategie beispielsweise nicht mehr Sorge dafür tragen, dass das Transportfahrzeug während des Beladevorgangs rechtzeitig vorfährt und stoppt und sich somit in geeigneter Weise mit der im Fräsbetrieb fahrenden Fräsvorrichtung mitbewegt. Diese Ausführungsform des erfindungsgemäßen Verfahrens zeichnet sich dadurch aus, dass der Fahrer des Transportfahrzeugs seine Fahrbefehle während des Beladungsvorgangs automatisch von der von der Steuereinheit gesteuerten Signaleinrichtung erhält. Alternativ kann es allerdings auch vorgesehen sein, dass die Steuereinheit die Fahrbewegung des Transportfahrzeugs unmittelbar während des Beladungsvorgangs steuert, beispielsweise über entsprechende Fernbedienungseinrichtungen oder über eine mechanische Kopplung, die in der Weise ausgebildet ist, dass sie zur Abstandsregulation ebenfalls von der Steuereinheit steuerbar ist. Bevorzugt findet dieses Verfahren bei Straßenfräsen Anwendung, die in Arbeitsrichtung nach vorn und somit auf ein vorneweg fahrendes Transportfahrzeug verladen.
- Wie vorstehend bereits erwähnt, pendelt das Transportfahrzeug mit seinem Transportbehälter relativ zur Fräsvorrichtung aufgrund des sich wiederholenden Vorfahrens und Anhaltens während des Beladungsvorgangs zwischen einer maximal und einer minimal beabstandeten Relativstellung. Bei nach vorne beziehungsweise in Arbeitsrichtung verladenden Fräsvorrichtungen ist das Transportfahrzeug so beispielsweise zunächst maximal beabstandet. Die maximale Beabstandung liegt dann vor, wenn das Fräsgut gerade noch in den hinteren Bereich des Transportbehälters abgeworfen wird. Der Maximalabstand entspricht somit einer Lage des Beladebereiches der Fräsvorrichtung am hinteren Ende des Transportbehälters. Im Fräsbetrieb nähert sich die Fräsvorrichtung dem in Arbeitsrichtung vor ihr stehenden Transportfahrzeug mit der Zeit an, bis ein Minimalabstand erreicht wird. Der Minimalabstand wird dann erreicht, wenn entweder eine Kollision zwischen beiden Fahrzeugen bevorsteht oder das Fräsgut gerade noch vollständig in den vorderen Bereich des Transportbehälters abgeworfen wird und nicht nach vorn über den Behälter hinaus. Im letzteren Fall befindet sich der Beladebereich somit am vorderen Ende des Transportbehälters. Anschließend fährt das Transportfahrzeug wieder vor, bis der Maximalabstand wiederhergestellt ist. Dieser Vorgang wiederholt sich so häufig, bis der Transportbehälter des Transportfahrzeugs in gewünschter Weise befüllt ist. In einer bevorzugten Ausführungsform korreliert die Steuereinheit diesen Beabstandungsablauf "Maximalabstand - Minimalabstand - Maximalabstand - ..." zwischen dem Transportfahrzeug und der Fräsvorrichtung gezielt mit einem abwechselnden Erfassen der vorderen und der hinteren Oberkante des Transportbehälters. Gezielt die vordere und hintere Oberkante des Transportbehälters werden von der Steuereinheit in diesem Fall somit als Maß für das Erreichen des Maximalabstandes (Hinterkante des Transportbehälters) und des Minimalabstandes (Vorderkante des Transportbehälters) herangezogen. Diese Ausführungsform ist insofern besonders vorteilhaft, als dass die in diesem Zusammenhang verwendbaren Sensoreinrichtungen in der Regel die vordere und die hintere Oberkante des Transportbehälters besonders sicher und zuverlässig erkennen kann, da sie beispielsweise optisch besonders deutlich gegenüber ihrer Umgebung hervortritt.
- Ideal ist es, wenn die Steuereinheit auf möglichst viele Betriebsparameter der Fräsvorrichtung zurückgreifen kann, um den Beladungsvorgang optimal zu steuern. Vorzugsweise berücksichtigt die Steuereinheit somit wenigstens einen und ganz besonders mehrere der Betriebsparameter "Fahrbetrieb der Fräsvorrichtung", "Fahrgeschwindigkeit der Fräsvorrichtung im Fräsbetrieb", "Aktivierung eines Fräsrotors", "Frästiefe eines Fräsrotors", "Betriebsstatus der Fördereinrichtung", "Fördergeschwindigkeit eines Förderbandes der Fördereinrichtung", "Seitenverstellwinkel des Förderbandes" oder "Neigungswinkel des Förderbandes". Die Fahrgeschwindigkeit der Fräsvorrichtung im Fräsbetrieb ist insofern eine besonders relevante Größe, als dass sie unmittelbaren Einfluss auf den Relativabstand zwischen der sich im Fräsbetrieb in Arbeitsrichtung bewegenden Fräsvorrichtung und dem Transportfahrzeug hat. Die Aktivierung des Fräsrotors ist insofern relevant, als das Fräsgut nur bei aktiviertem Fräsrotor anfällt. Die Frästiefe des Fräsrotors gibt Aufschluss darüber, wie viel Fräsgut pro Streckeneinheit anfällt. Mit der Bezeichnung "Betriebsstatus" der Fördereinrichtung ist insbesondere die Feststellung bezeichnet, ob die Fördereinrichtung in Betrieb ist oder nicht. Die Fördergeschwindigkeit eines Förderbandes der Fördereinrichtung bezeichnet die Umlaufgeschwindigkeit des Förderbandes und korreliert damit mit der Abwurfweite des Fräsgutes beziehungsweise stellt eine Regelgröße zur Variation der Abwurfweite des Fräsgutes dar. Der Seitenverstellwinkel des Förderbandes bezeichnet die Abweichung der Förderbandstellung in der Horizontalen von einer in Arbeitsrichtung der Fräsvorrichtung verlaufenden Geraden und der Neigungswinkel des Förderbandes gibt entsprechend die Winkelstellung des Förderbandes in einer vertikalen Ebene in Förderrichtung des Förderbandes von einer auf dem Boden aufstehenden Senkrechten an. Beide Größen eigenen sich ebenfalls besonders zur Feineinstellung des Abwurfortes während des Beladevorgangs, insbesondere der Abwurfweite. Zur Bestimmung der einzelnen Betriebsparameter sind vorzugsweise jeweils geeignete Einrichtungen, beispielsweise Sensoren, vorhanden, die die jeweiligen Messdaten an die Steuereinheit übermitteln. Sofern bestimmte Größen von der Steuereinheit aktiv geregelt werden, wie beispielsweise der Neigungs- und/oder Seitenverstellwinkel eines Förderbandes, sind ferner entsprechend geeignete Aktuatoren vorhanden, die von der Steuereinheit angesteuert werden können.
- Die Erfindung betrifft auch eine Vorrichtung zur Steuerung eines Beladungsvorgangs eines Transportbehälters eines Transportfahrzeugs durch eine Fräsvorrichtung im Fräsbetrieb, idealerweise zur Durchführung des vorstehend beschriebenen Verfahrens, wobei die Fräsvorrichtung eine Fördereinrichtung umfasst, über die während des Fräsbetriebs der Fräsvorrichtung Fräsgut in den Transportbehälter gefördert wird. Wesentliches Element der erfindungsgemäßen Vorrichtung ist eine zur Erkennung der Relativposition des Transportbehälters zur Fräsvorrichtung ausgebildete Sensoreinrichtung und eine Steuereinheit, die auf Grundlage der von der Sensoreinrichtung erfassten Relativposition des Transportbehälters zur Fräsvorrichtung den Beladungsvorgang steuert. Die Vorrichtung ist mit anderen Worten in der Lage, die Entfernung des Transportbehälters zur Fräsvorrichtung und insbesondere zur Fördereinrichtung, speziell deren Abwurfeinrichtung, der Fräsvorrichtung zu ermitteln und an die Steuereinheit weiterzuleiten. Diese Vorrichtung kann entsprechend dazu herangezogen werden, sicherzustellen, dass während des Beladungsvorgangs der Transportbehälter in Reichweite der Fördereinrichtung beziehungsweise in deren Beladebereich ist. Die Steuereinheit kann nun in einem ersten Aspekt der Erfindung in der Weise ausgebildet sein, dass sie den Beladungsvorgang der Fördereinrichtung dann automatisch unterbricht, wenn die Sensoreinrichtung keinen Transportbehälter im Beladebereich ermittelt beziehungsweise der Transportbehälter den Beladebereich verlassen hat. Damit ist sichergestellt, dass nur dann Fräsgut über die Fördereinrichtung gefördert wird, wenn auch ein Transportbehälter zur Aufnahme von Fräsgut im Beladebereich vorhanden ist und das Fräsgut entsprechend in den Transportbehälter gefördert werden kann.
- Um einen effizienten Beladungsvorgang zu ermöglichen, ist es dazu nicht erforderlich, dass die Sensoreinrichtung stets den gesamten Aufnahmebereich des Transportbehälters erfasst. Wesentlich ist vielmehr, dass die relevante Einfüllöffnung für den Transportbehälter erkannt wird beziehungsweise sichergestellt ist, dass das Fräsgut möglichst vollständig in den Transportbehälter gefördert wird. Typische Transportbehälter, beispielsweise entsprechend ausgestattete Sattelzüge, weisen üblicherweise einen nach oben hin offenen Transportbehälter auf, in der Regel mit einer umlaufenden Oberkante. Die Oberkante repräsentiert dabei in Vertikalrichtung die Außenabmessungen des Transportbehälters. Eine ausreichende Positionsbestimmung des Transportbehälters relativ zur Fräsvorrichtung wird entsprechend bereits mit einer Sensoreinrichtung erhalten, die zur Erfassung dieser Oberkante des Transportbehälters ausgebildet ist. In bestimmten Ausführungsformen ist es ferner bereits ausreichend, wenn die Sensoreinrichtung lediglich zur Erfassung eines Teilbereichs der Oberkante des Transportbehälters ausgebildet ist. Die Sensoreinrichtung kann im praktischen Einsatz somit Bereiche der Oberkante und neben der Oberkante liegende Bereiche innerhalb und außerhalb des Transportbehälters unterscheiden. Entscheidend ist, dass die Sensoreinrichtung erkennt, ob das Fräsgut in den Transportbehälter gefördert werden kann und wird beziehungsweise ob der Beladebereich der Fördereinrichtung innerhalb der Außenabmessungen des Transportbehälters liegt.
- Grundsätzlich kann bei der konkreten Ausbildung der Sensoreinrichtung auf sämtliche im Stand der Technik bekannten und für die vorliegende Anwendung geeigneten Sensoreinrichtungen zurückgegriffen werden. Dazu können beispielsweise am Transportbehälter geeignete Transponderelemente, Reflektoren, etc. vorhanden sein, die im Zusammenspiel mit einer geeigneten Sensoreinrichtung zur Positionsbestimmung dienen können. Bevorzugt ist allerdings der Einsatz einer Sensoreinrichtung mit einem Sensor, der zur Erfassung von räumlichen Informationen beziehungsweise 3D-Informationen ausgebildet ist. Besonders geeignet ist dazu beispielsweise eine Kameraeinrichtung mit wenigstens zwei zueinander beabstandet angeordneten Bildaufnahmeelementen, wie insbesondere eine sogenannte Stereovisionkamera. Grundsätzlich sind aber auch alternative elektrooptische Einrichtungen möglich, wie insbesondere eine Kamera mit einem PMD-Sensor (Photonic Mixer Device). Elektrooptische Einrichtungen zeichnen sich allgemein durch ihre vergleichsweise einfache Installation und ihre hohe Zuverlässigkeit im Praxiseinsatz aus. Eine Stereovisionkamera und eine Kamera mit einem PMD-Sensor sind insofern besonders vorteilhaft, als dass damit besonders gut dreidimensionale Informationen erhalten werden können, was beispielsweise hinsichtlich einer Füllstandbestimmung des Transportbehälters vorteilhaft ist. PMD-Sensoren ermöglichen ferner eine effiziente Fremdlichtunterdrückung, wodurch die Sensoreinrichtung einem breiteren Einsatzspektrum zugeführt werden kann.
- Auch die konkrete bauliche Ausgestaltung und Anordnung der Sensoreinrichtung kann variieren. Grundsätzlich ist es möglich, die Sensoreinrichtung vollständig oder zumindest teilweise auf Seiten des Transportbehälters anzuordnen. In diesem Fall ermittelt die Sensoreinrichtung ausgehend von der Position des Transportfahrzeuges somit die Relativposition der Fräsvorrichtung beziehungsweise der Abwurfeinrichtung der Fördereinrichtung. Besonders bevorzugt ist die Sensoreinrichtung allerdings auf Seiten der Fräsvorrichtung angeordnet, sodass nicht die einzelnen Transportfahrzeuge mit entsprechenden Komponenten der Sensoreinrichtung ausgestattet werden müssen. Auf Seiten der Fräsvorrichtung bezeichnet somit eine Anordnung an der Fräsvorrichtung oder zumindest an einem mit der Fräsvorrichtung mitbewegten Element. Da die Transportbehälter in der Regel von oben beladen werden, ist es besonders sinnvoll, die Sensoreinrichtung in der Weise anzuordnen, dass sie einerseits die Abmessungen des Transportbehältnisses und aber auch idealerweise ihren Füllstand bestimmen kann. Die Sensoreinrichtung ist dazu zumindest teilweise in Vertikalrichtung höherliegend als das Transportbehältnis und insbesondere als die von der Fördereinrichtung zu überwindende Oberkante des Transportbehältnisses angeordnet. Im Einzelnen gelingt eine derartige Anordnung der Sensoreinrichtung besonders gut an der Fördereinrichtung der Fräsvorrichtung, die vorzugsweise ein Förderband und einen Tragrahmen umfasst. Förderband und Tragrahmen bilden somit eine Funktionseinheit, die an der Fräsvorrichtung häufig schräg nach oben weisend angeordnet ist und den oberen Rand des Transportbehältnisses in der Regel überragt. Für diese Ausführungsform ist es besonders geeignet, wenn die Sensoreinrichtung am Tragrahmen, insbesondere im oberen Endbereich des Tragrahmens angeordnet ist. Der Tragrahmen umfasst dabei sowohl unmittelbar das Förderband tragende Elemente als beispielsweise auch Verkleidungsteile, Querstreben, etc. Der obere Endbereich ist in Bezug auf die Maximallängserstreckung des Förderbandes das in Vertikalrichtung oben liegende Drittel. Die Sensoreinrichtung ist idealerweise möglichst hochliegend am Tragrahmen angeordnet, um einen möglichst ausfüllenden Blickwinkel in den Transportbehälter zu erreichen. Die Sensoreinrichtung ist ferner bevorzugt als baulich eigenständiges Modul mit einem eigenen Gehäuse ausgeführt, um beispielsweise auch zum Nachrüsten geeignet zu sein. Grundsätzlich kann die Sensoreinrichtung aber auch in Komponenten der Fräsvorrichtung integriert ausgebildet sein.
- Neben der Entlastung des Maschinenführers von der permanenten Prüfung, ob sich ein Transportbehälter innerhalb des Beladebereichs befindet, ist es weiter vorteilhaft, wenn die Vorrichtung zur Steuerung eines Beladungsvorgangs gleichzeitig auch in gewisser Weise Einfluss auf die Relativpositionierung des Transportfahrzeuges im Verhältnis zur Fräsvorrichtung nehmen kann. Dazu kann in einer bevorzugten Ausführungsform beispielsweise eine von der Steuereinheit betätigte Signaleinrichtung vorhanden sein, die zur Anzeige wenigstens der drei Steuerfunktionen "vorwärts fahren", "stopp" und "abfahren" ausgebildet ist. Die Signaleinrichtung hat im Wesentlichen die Aufgabe, dem Fahrer des Transportfahrzeuges unabhängig von der Betätigung durch den Maschinenführer der Fräsvorrichtung zu signalisieren, ob er während des Beladungsvorgangs beziehungsweise während des Fräsbetriebes der Fräsvorrichtung anhalten soll, ein Stück vorfahren soll oder, für den Fall, dass der Transportbehälter seine Sollfüllung erreicht hat, abfahren soll. Die Signaleinrichtung ist dazu vorzugsweise an der Fräsvorrichtung, insbesondere an einem dem Transportfahrzeug zugewandten Teil der Fräsvorrichtung, angeordnet. Gemäß alternativer Ausführungsformen ist allerdings auch eine mobile Signaleinrichtung möglich, die beispielsweise im Bereich des Fahrers des Transportfahrzeuges für den Beladungsvorgang angehängt werden kann, oder eine umfangreichere Systemlösung, die beispielsweise fest integrierte Signaleinrichtungen auf Seiten des Transportfahrzeuges und/oder der Fräsvorrichtung aufweist, die automatisch, beispielsweise via Funk, in Verbindung mit der üblicherweise an der Fräsvorrichtung angeordneten Steuereinheit treten. Zur Signalisierung kann die Signaleinrichtung grundsätzlich auf all das zurückgreifen, was zu diesem Zwecke geeignet ist. Idealerweise umfasst die Signaleinrichtung zur Anzeige der wenigstens drei Steuerfunktionen ein optisches und/oder akustisches Anzeigeelement. Ein optisches Anzeigeelement kann beispielsweise ein Leuchttableau, ein Bildschirm oder Ähnliches sein, über das, vergleichbar mit einer Ampel, verschiedene Kommandosymbole optisch angezeigt werden können. Bei dem akustischen Anzeigeelement kann es sich beispielsweise um eine Hupe handeln, wobei hier in einer weiteren bevorzugten Ausführungsform auf die bereits in einer gattungsgemäßen Fräsvorrichtung standardmäßig vorhandene Hupe von der Steuereinheit zurückgegriffen wird. Für jedes Kommando kann dabei eine bestimmte Hupfolge etc. vorgesehen sein.
- Wie vorstehend bereits erwähnt, treten im praktischen Einsatz Fälle auf, in denen die Sensoreinrichtung nicht zu jeder Beladeposition des Transportfahrzeugs relativ zur Fräsvorrichtung den vollständigen Transportbehälter und insbesondere die vollständige umlaufende Oberkante des Transportbehälters erfasst oder erfassen kann. Die Sensoreinrichtung registriert vielmehr, ob der Beladebereich zumindest in einem Teil des Transportbehälters liegt. Die Sensoreinrichtung stellt in diesem Fall vorzugsweise ferner fest, in welche Richtung der Transportbehälter (beispielsweise nach vorne oder nach hinten) verläuft beziehungsweise in welche Richtung dieser sich erstreckt. Diese Frage ist insofern relevant, als dass dadurch ermittelt werden kann, ob sich der Beladebereich mit dem vorderen oder mit dem hinteren Bereich des Transportbehälters deckt. Die Beurteilung der Frage, inwieweit der Transportbehälter seine Sollbefüllung erreicht hat, hängt jedoch mit der Gesamtbefüllung des Transportbehälters zusammen. Hier ist mit anderen Worten auch der im jeweiligen Moment von der Sensoreinrichtung nicht erfasste Teil des Transportbehälters mit zu berücksichtigen. Erfindungsgemäß ist es in Situation vorgesehen, dass die Steuereinheit ein Speicherelement, insbesondere in Form eines rollierenden Speichers, umfasst, wobei das Speicherelement zum Speichern der von der Sensoreinrichtung ermittelten Daten ausgebildet ist und in Bezug auf den jeweiligen Teilabschnitt eines Transportbehälters den jeweils aktuellsten Datensatz hinterlegt. Bezogen auf den gesamten Transportbehälter legt die Steuereinheit somit eine Historie über die von der Sensoreinrichtung zu den einzelnen Teilbereichen erfassten Daten an. Dadurch, dass sich die Fräsvorrichtung während des Beladungsvorgangs dem zunächst maximal beabstandeten Transportfahrzeug bis zu einem Minimalabstand annähert und die Sensoreinrichtung zumindest in der Weise angeordnet ist, dass sie über diesen Annäherungsvorgang hinweg den Transportbehälter beziehungsweise dessen Oberkante vollständig erfassen kann, ist es möglich, dass mit der Sensoreinrichtung und dem Anlegen einer Historie die vollständige Erfassung des Transportbehälters beziehungsweise zumindest der vollständigen umlaufenden Oberkante des Transportbehälters und der Gesamtbefüllungsgrad des Transportbehälters ermittelt werden kann, obwohl die Sensoreinrichtung jeweils nur einen Teilbereich des Transportbehälters aktuell erfasst. Ein rollierender Speicher, bei dem die für den jeweiligen Teilabschnitt des Transportbehälters jeweils aktuellsten Daten hinterlegt werden und die älteren Daten entsprechend verworfen werden, ist insofern von Vorteil, als dass er lediglich eine vergleichsweise geringe Speicherkapazität erfordert.
- Die vorliegende Vorrichtung entlastet den Führer der Fräsvorrichtung insofern, als dass sie Kontrollaufgaben hinsichtlich der Positionierung des Transportfahrzeuges in Relation zur Fräsvorrichtung übernimmt. Dieser entsprechend automatisierte Vorgang sollte vorzugsweise aus Sicherheitsgründen jedoch jederzeit vom Bediener der Fräsvorrichtung manuell außer Kraft gesetzt werden können. Vorzugsweise ist somit eine Betätigungseinrichtung mit einem Betätigungsmittel vorhanden, das in Reichweite eines Bedieners an der Fräsvorrichtung angeordnet ist, wobei die Betätigungseinrichtung in der Weise ausgebildet ist, dass Steuerbefehle, insbesondere zur Aktivierung und Deaktivierung der Vorrichtung zur Steuerung eines Beladungsvorgangs, über das Betätigungsmittel eingebbar und über die Betätigungseinrichtung an die Steuereinrichtung übertragbar sind. Der Maschinenführer der Fräsvorrichtung ist somit nicht zwingend auf die Funktion der erfindungsgemäßen Vorrichtung zur Steuerung eines Befüllungsvorgangs angewiesen, sondern kann manuelle Eingaben vornehmen, die priorisiert gegenüber den automatischen Steuerbefehlen der Steuereinheit sind.
- Die Erfindung betrifft schließlich auch eine Fräsmaschine, insbesondere Straßenfräse oder Vorrichtung zum Abbau von Bodenmaterial, ganz besonders mit einer in Arbeitsrichtung vorstehenden Transporteinrichtung, mit der erfindungsgemäßen Vorrichtung zur Durchführung des erfindungsgemäßen Verfahrens.
- Nachfolgend wird die Erfindung anhand von in den Zeichnungen angegebenen Ausführungsbeispielen weiter erläutert. Es zeigen schematisch:
- Fig. 1a und 1b
- Seitenansicht und Draufsicht auf eine Fräsvorrichtung und ein Transportfahrzeug;
- Fig. 2a und 2b
- Seitenansicht und Draufsicht auf die Fräsvorrichtung aus den
Figuren 1 a und 1 b mit Sensoreinrichtung; - Fig. 3a, 3b und 3c
- Draufsichten zum Ablauf des Beladungsvorgangs;
- Fig. 4
- Veranschaulichung der Teilerfassung des Transportbehälters durch die Sensoreinrichtung;
- Fig. 5a und 5b
- Regelvorgänge durch die Steuereinheit in Seitenansicht und Draufsicht;
- Fig. 6
- Schema zur Funktionsweise der Steuereinheit; und
- Fig. 7
- Ablaufdiagramm zur Steuerung eines Beladungsvorgangs.
- Gleiche Bauteile sind nachstehend mit gleichen Bezugszeichen angegeben.
- Die
Figuren 1 a und 1 b veranschaulichen eine typische Arbeitssituation einer Fräsvorrichtung 1 in Seitenansicht (Fig. 1a ) und in Draufsicht (Fig. 1b ). Die Fräsvorrichtung 1 fräst dabei im Fräsbetrieb Bodenmaterial in der jeweils eingestellten Frästiefe FT ab und fördert dieses Fräsgut (abgefrästes Bodenmaterial) in den Transportbehälter 3 eines Transportfahrzeugs 2 (konkret ein Sattelzug). Die Fräsvorrichtung 1 umfasst dazu einen Maschinenrahmen 4, ein Fahrwerk 5 (umfassend insgesamt vier einzelne Hubsäulen mit Raupengondeln), einen Bedienarbeitsplatz 6 und ein in einem Fräswalzenkasten 7 gelagerten Fräsrotor 8, der sich quer zur Arbeitsrichtung a der Fräsvorrichtung 1 liegend über den abzufräsenden Boden 9 bewegt. Das Fräsgut wird über eine als Förderband 10 ausgebildete Fördereinrichtung von der Fräsvorrichtung 1 zum Transportfahrzeug 2 hin transportiert. Das Förderband 10 verläuft beim vorliegenden Ausführungsbeispiel nach vorn beziehungsweise in Arbeitsrichtung a und steht schräg nach vorn und in Vertikalrichtung nach oben gerichtet vom Maschinenrahmen 4 der Fräsvorrichtung 1 ab. Der Förderweg des Fräsguts in der Fördereinrichtung ist inFig. 1a mit den gepunkteten Pfeilen angegeben. Am oberen Ende 11 des Förderbandes 10 wird das Fräsgut ausgeworfen und landet im Transportbehälter 3. Sobald der Transportbehälter 3 seine Sollbefüllung erreicht hat, fährt das Transportfahrzeug 2 von der Fräsvorrichtung 1 weg und wird beispielsweise durch ein weiteres Transportfahrzeug 2 mit leerem Transportbehälter 3 zur Fortsetzung der Fräsarbeiten ersetzt. Der Transportbehälter 3 wird vorliegend somit von oben durch das vom Förderband 10 ausgeworfene Fräsgut beladen. Der Transportbehälter 3 weist dabei eine Vorder- und eine Rückwand und entsprechende Seitenwände sowie einen Boden auf und hat insgesamt eine im Wesentlichen kastenförmige Erscheinung. Der Aufnahmeraum des Transportbehälters 3 ist nach oben durch eine umlaufende Oberkante 12 begrenzt. - Im praktischen Einsatz bewegt sich die Fräsvorrichtung 1 im Fräsbetrieb mit nahezu konstanter Geschwindigkeit allerdings vergleichsweise langsam in Arbeitsrichtung a fort. Das Transportfahrzeug 2 bewegt sich dagegen nicht in gleicher Geschwindigkeit mit, sondern intervallartig beziehungsweise im Stopp-and-Go-Betrieb, da eine kontinuierliche Vorwärtsfahrt im Tempo der Fräsvorrichtung starke Verschleißerscheinungen beim Transportfahrzeug 2 zur Folge hätte. Bei der in Arbeitsrichtung a nach vorn abladenden Fräsvorrichtung 1 steht das Transportfahrzeug zunächst mit dem Abstand ΔAmax, vorliegend gemessen in Arbeitsrichtung a als der Abstand zwischen dem Maschinenrahmen 4 und der Hinterseite des Transportbehälters 3, in Arbeitsrichtung a vor der Fräsvorrichtung 1. Während des Fräsbetriebs bewegt sich die Fräsvorrichtung 1 zunächst auf das Transportfahrzeug 2 in Arbeitsrichtung a zu, bis der Minimalabstand ΔAmin (
Fig. 1 b) erreicht wird. Um eine Kollision beider Fahrzeuge oder ein Abwerfen des Fräsgutes über den vorderen Rand des Transportbehälters hinaus zu verhindern, fährt das Transportfahrzeug 2 bei Erreichen des Minimalabstands ΔAmin anschließend wieder vor und bleibt stehen, sobald der Ausgangsmaximalabstand ΔMmax zur Fräsvorrichtung 1 wieder erreicht ist. Relativ gesehen vergrößert und verkleinert sich der Abstand zwischen der Fräsvorrichtung 1 und dem Transportfahrzeug 2 somit in der Regel mehrfach zwischen ΔAmax und ΔAmin während eines Beladungsvorgangs. Der Minimalabstand ΔAmin und der Maximalabstand ΔAmax sind dabei so bemessen, dass einerseits keine Kollision zwischen beiden Fahrzeugen stattfindet und gleichzeitig das Fräsgut möglichst vollständig und über die gesamte Länge des Transportbehälters 3 verteilt in den Transportbehälter 3 (über die Oberkante 12) abgeworfen wird. - Bisher war es zur Koordination dieser Relativbewegung beider Fahrzeuge zueinander erforderlich, dass der Maschinenführer der Fräsvorrichtung 1 dem Fahrer des Transportfahrzeugs 2 jeweils signalisierte, wenn der Minimalabstand ΔAmin erreicht worden ist und das Transportfahrzeug 2 in Bewegung gesetzt werden soll, wenn der Maximalabstand ΔAmax erreicht ist und das Transportfahrzeug 2 stoppen soll, und schließlich wenn der Transportbehälter 3 seine Sollbefüllung erreicht hat und nicht mehr weiter beladen werden soll, so dass das Transportfahrzeug 2 abfahren kann. Gleichzeitig musste der Maschinenführer der Fräsvorrichtung 1 den Fräsvorgang an sich beobachten und steuern, so dass der Maschinenführer der Fräsvorrichtung 1 mit einer Vielzahl unterschiedlicher Aufgaben befasst war und entsprechend hohe Anforderungen an ihn gestellt wurden.
- Zur Entlastung des Maschinenführers der Fräsvorrichtung 1 ist erfindungsgemäß nun eine Sensoreinrichtung vorgesehen, mit deren Hilfe der Maschinenführer wesentlich von der Beobachtung und steten Einweisung des Transportfahrzeugs 2 über den Fräsbetrieb hinweg entlastet wird. Die Funktionsweise und die konkrete Anordnung der Sensoreinrichtung wird anhand der in den nachstehenden Figuren angegebenen Ausführungsbeispiele näher erläutert.
- Gemäß dem Ausführungsbeispiel in den
Figuren 2a und 2b umfasst die Sensoreinrichtung eine Sensorkamera 13 zur Erfassung von 3D- beziehungsweise räumlichen Informationen (konkret eine Stereovision-Kamera), die im oberen Endbereich des Förderbandes 10 mit Blickrichtung zum Transportfahrzeug 3 angeordnet ist. Die Sensorkamera 13 ist dabei so hoch angeordnet, dass sie oberhalb der Oberkante 12 des Transportbehälters 3 positioniert ist. Die Sensorkamera 13 ist am Förderband 10 somit in der Weise ausgerichtet, dass sie mit ihrem Erfassungsfeld in die Befüllöffnung des Transportbehälters 3 (begrenzt durch die Oberkante 12) hinein ausgerichtet ist. Das Erfassungsfeld ist dabei der Bereich, der von der Sensorkamera 13 erfasst wird. Der Erfassungskegel 14 der Sensorkamera 13 ist in denFiguren 2a und 2b mit dem gepunkteten, grau unterlegten Kegel angegeben. Die Sensorkamera 13 ist dabei insbesondere in der Lage, zumindest teilweise die Oberkante 12 des Transportbehälters 3 zu erfassen beziehungsweise von der Umgebung zu unterscheiden und somit deren Relativposition zur Fräsvorrichtung 1 festzustellen und zu verfolgen. Gleichzeitig kann beim vorliegenden Ausführungsbeispiel durch die spezielle Ausrichtung der Sensorkamera 13 zumindest in einem Teilbereich der Innenraum des Transportbehälters 3 erfasst werden, wodurch auch der aktuelle Füllstand mit Fräsgut im Transportbehälter 3 ermittelbar ist. Dabei erfasst die Sensorkamera 13 mit ihrem Erfassungskegel 14 nicht die vollständige Oberkante 12 des Transportbehälters 3 und auch nicht den vollständigen Aufnahmeraum des Transportbehälters 3 sondern, je nach Abstand der Fräsvorrichtung 1 vom Transportfahrzeug 2, jeweils einen Teilbereich. - Die Sensorkamera 13 ist mit einer Steuereinheit 15 verbunden, wie es in
Fig. 2a exemplarisch durch die gestrichelte Verbindungsleitung 15' angegeben ist. Die Steuereinheit 15 empfängt die von der Sensorkamera 13 ermittelten Daten und bestimmt daraus in nachstehend noch näher beschriebener Weise den Gesamtfüllzustand des Transportbehälters 3. Darüber hinaus koordiniert die Steuereinheit 15 in der vorliegenden Ausführungsform die Positionierung des Transportfahrzeugs 2 relativ zur Fräsvorrichtung 1 und steuert dazu eine Anzeigevorrichtung 16 in Abhängigkeit vom Relativabstand des Transportfahrzeugs 2 zur Fräsvorrichtung 1. Die Funktionsweise der Anzeigeeinrichtung 16 ist nachstehend inFig. 6 weiter erläutert. - Die
Figuren 3a, 3b und 3c veranschaulichen die Funktionsweise der vorliegenden Vorrichtung zur Kontrolle des Beladungsvorgangs aus denFiguren 2a und 2b weiter, wobeiFig. 3a den Maximalabstand ΔAmax zwischen Fräsvorrichtung 1 und Transportfahrzeug 2 undFig. 3b den Minimalabstand ΔAmin in jeweils der Draufsicht angeben.Fig. 3c schließlich betrifft den Fall, in dem das Transportfahrzeug 2 noch nicht beziehungsweise nicht mehr innerhalb des Beladebereichs 17 der Fräsvorrichtung 1 ist. Aus Übersichtlichkeitsgründen ist die Steuereinheit 15 in denFiguren 3a bis 3c nicht angegeben. - Der Beladebereich 17 ist dabei derjenige Bereich auf Höhe der Oberkante 12 des Transportbehälters 3, innerhalb dessen das Fräsgut von dem Förderband 10 in den Transportbehälter 3 hineinfällt. Der Beladebereich 17 gibt mit anderen Worten den Bereich an, in den das vom Förderband 10 kommende Fräsgut in den durch die Oberkante 12 zu den Seiten begrenzten Aufnahmebereich des Transportbehälters 3 eintritt. Nur wenn zumindest ein Teil des Transportbehälters 3 im Beladebereich 17 ist beziehungsweise wenn der Beladebereich vollständig in Horizontalrichtung innerhalb der Außenkanten 12 des Transportbehälters 3 ist, fällt das Fräsgut vom Förderband 10 vollständig in den Transportbehälter 3. Mit der Änderung des Relativabstands zwischen der Fräsvorrichtung 1 und dem Transportfahrzeug 2 verschiebt sich auch der Beladebereich 17 im Verhältnis zum Transportfahrzeug 2 und insbesondere zum Transportbehälter 3. Um einen möglichst vollständigen Materialübertrag des Fräsguts von Förderband 10 in den Transportbehälter 3 hinein zu ermöglichen, sollte sich der Beladebereich 17 idealerweise im Bereich des Transportbehälters 3 befinden, da andernfalls Fräsgut neben den Transportbehälter 3 fällt.
-
Fig. 3a gibt den Maximalabstand der nach vorne verladenden Fräsvorrichtung 1 an. Dieser ist letztendlich definiert durch die Oberkante 12 der Hinterwand 18 des Transportbehälters 3 und deren Abstand zum Maschinenrahmen 4 der Fräsvorrichtung 1. Vergrößert sich der Abstand zwischen der Fräsvorrichtung 1 und dem Transportfahrzeug 2 weiter, fällt Fräsgut neben den Transportbehälter 3 hinter das Transportfahrzeug 2. Der Minimalabstand ΔAmin wird dann erreicht, wenn die Fräsvorrichtung 1 soweit an das Transportfahrzeug herangefahren ist, dass die Oberkante 12 der Vorderwand 19 des Transportbehälters an den Beladebereich 17 angrenzt (so dass das Fräsgut gerade noch vollständig in den Transportbehälter 3 hinfällt) oder die Fräsvorrichtung 1 so nah an das Transportfahrzeug 2 herangefahren ist, dass gerade noch keine Kollision zwischen beiden Fahrzeugen vorliegt. Es versteht sich dabei von selbst, dass die Lage des Beladebereichs im praktischen Einsatz nicht zwingend unterhalb des Förderbandes liegt, sondern beispielsweise auch in Abwurfrichtung nach vorn versetzt sein kann. Beim Einsatz der in denFiguren 2a und 2b angegebenen Vorrichtung mit der Sensorkamera 13, der Steuereinheit 15 und der Anzeigeeinrichtung 16 (in denFiguren 3a bis 3c nicht separat angegeben) ergibt es sich, dass die Fräsvorrichtung 1 relativ zum Transportfahrzeug 2 für eine vollständige Beladung zwischen dem Maximalabstand ΔAmax und dem Minimalabstand ΔAmin pendelt, da sich das Transportfahrzeug 2 aus den vorstehend genannten Gründen nicht gleichförmig mit der gleichmäßig in Arbeitsrichtung a arbeitenden Fräsvorrichtung 1 mitbewegt. Das intervallartige Vorfahren des Transportfahrzeugs 2, ausgelöst durch das Erreichen des Minimalabstandes ΔAmin, bis zum Maximalabstand ΔAmax wird dabei durch die von der Steuereinheit 15 gesteuerten Anzeigeeinrichtung 16 koordiniert, sodass der Maschinenführer der Fräsvorrichtung 1 nicht mehr auf eine angemessene Beabstandung zwischen beiden Fahrzeugen im Arbeitsbetrieb achten muss.Fig. 3c schließlich gibt den Fall an, in dem das Transportfahrzeug 2 zu weit von der Fräsvorrichtung 1 entfernt ist beziehungsweise mit anderen Worten noch kein Transportbehälter 3 im Beladebereich 17 von der Sensorkamera 13 erfasst wird. In diesem Fall ist die Steuereinheit 15 in der Weise ausgebildet, dass der Beladungsvorgang nicht automatisch gestartet wird und vielmehr im konkreten Ausführungsbeispiel eine Warnmeldung an den Maschinenführer ausgegeben wird. Allerdings ist die Steuerung der Fräsvorrichtung 1 in der Weise ausgebildet, dass der Maschinenführer den Betrieb des Förderbandes 10 auch ohne Anwesenheit eines Transportbehälters 3 im Beladebereich 17 manuell starten kann. Der Beladebereich 17 kann ferner in seiner Größe variieren und an die individuellen Verhältnisse angepasst werden. Wichtig ist , dass der Beladebereich 17 eine zum Rand der Transportbehälters 3 beabstandete, vorzugsweise in Arbeitsrichtung a mittige, Beladung gewährleistet, so dass die Randverteilung des Fräsgutes im Transportbehälter 3 im Wesentlichen über Schwerkraft und Rieselverhalten erfolgt. Weitere Einzelheiten zum Zusammenspiel zwischen der Sensorkamera 13, der Steuereinheit 15 und der Anzeigeeinrichtung 16 werden nachstehend in derFig. 6 weiter angegeben. -
Fig. 4 verdeutlicht die Funktionsweise zur Ermittlung des Gesamtfüllzustandes des Transportbehälters 3 für den Fall, dass die Sensoreinrichtung, konkret die Sensorkamera 13, nicht den Transportbehälter 3 insgesamt erfasst, sondern vielmehr lediglich jeweils einen Teilausschnitt. Der Transportbehälter 3 ist dazu in die vier Teilbereiche 20a bis 20d virtuell untergliedert, wobei alternativ beispielsweise auch Markierungen an der Oberkante 12 des Transportbehälters 3 zur Abgrenzung der Teilbereiche 20a bis 20d und Erfassung durch die Sensorkamera 13 vorhanden sein können. Es versteht sich von selbst, dass die Untergliederung auch wesentlich feiner und sogar teilweise überlappend erfolgen kann. Die Sensorkamera 13 ist in der Weise ausgebildet, dass sie jeweils einen Teilabschnitt 20a, 20b, 20c oder 20d beim Heranfahren der Fräsvorrichtung 1 an das Transportfahrzeug 2 in Arbeitsrichtung a erfasst, wobei die einzelnen Teilbereiche vorliegend in der Reihenfolge 20a, 20b, 20c, 20d beim Annähern an das Transportfahrzeug 2 überfahren werden. Fährt das Transportfahrzeug 2 relativ zur Fräsvorrichtung anschließend bis zum Maximalabstand ΔAmax vor, erfolgt die Erfassung der Teilbereiche 20a bis 20d entsprechend in umgekehrter Reihenfolge. Bei der Erfassung des Teilbereiches 20d ist der Minimalabstand ΔAmin zwischen der Fräsvorrichtung 1 und dem Transportfahrzeug 2 erreicht. Sobald die Sensorkamera 13 einen Teilbereich 20a, 20b, 20c oder 20d erfasst hat, hinterlegt sie den jeweils für einen der Teilbereiche 20a bis 20d ermittelten Füllzustand des Transportbehälters für diesen Teilbereich in einem Speicher der Steuereinheit 15. Wird ein Teilbereich mehrfach von der Sensorkamera 13 überwacht, wird im Speicher der jeweils aktuellste Datensatz hinterlegt. Die Steuereinheit 15 ist nun in der Weise ausgebildet, dass sie auf einen jeweils aktuellen ermittelten Datensatz für einen Teilbereich (beispielsweise Teilbereich 20a) und für die übrigen Teilbereiche (in diesem Fall beispielsweise Teilbereiche 20b, 20c und 20d) auf abgespeicherte Füllzustände zurückgreift und aus diesen Werten den Gesamtfüllzustand des Transportbehälters 3 ermittelt. Damit ist es möglich, den Gesamtfüllzustand des Transportbehälters 3 in ausreichender Weise zu überwachen, obwohl die entsprechende Sensoreinrichtung, konkret die Sensorkamera 13, jeweils nur einen Teilausschnitt des Transportbehälters 3 zur Füllstandbestimmung einsieht. - Die
Figuren 5a und 5b betreffen ein weiterentwickeltes Ausführungsbeispiel der Steuereinheit 15. Die Steuereinheit 15 derFiguren 5a und 5b ist nicht nur zur Auswertung der von der Sensorkamera 13 ermittelten Daten ausgebildet, sondern gleichzeitig zur Steuerung bestimmter Maschinenfunktionen. Dies ist inFig. 5a durch die Verbindung der Steuereinheit 15 mit einer Maschinensteuerung 21 veranschaulicht. Die Maschinensteuerung 21 ist im vorliegenden Ausführungsbeispiel im Wesentlichen zur Steuerung von Funktionen hinsichtlich der Lageausrichtung und der Transportgeschwindigkeit des Förderbandes 10 ausgebildet. So ist es mit der Maschinensteuerung 21 beispielsweise möglich, die Seitenauslenkung α (Fig. 5b ; Auslenkung in der Horizontalebene), die Vertikalauslenkung β (Auslenkung in der Vertikalebene) sowie die Abwurfweite w durch eine Regulation der Förder- beziehungsweise Umlaufgeschwindigkeit des Förderbandes 10 zu variieren, wobei für die jeweiligen Anwendungen entsprechende von der Maschinensteuerung 21 angesteuerte Aktuatoren vorhanden sind, die die Verstellung der jeweiligen Betriebsgrößen steuern. Der Winkel α als Seitenverstellwinkel ergibt sich dabei aus der Verstellung der Längserstreckung des Förderbandes in der Horizontalebene im Verhältnis zur Längserstreckung des Förderbandes 10 in Arbeitrichtung a. Der Winkel β, als Maß für die Vertikalverstellung, gibt dagegen den Absenk- beziehungsweise Anstellwinkels des Förderbandes 10 beziehungsweise seiner Längserstreckung im Verhältnis zu einer vertikalen Senkrechten an. Für eine Verstellung des Winkels α wird das Förderband 10 entsprechend gemäß Pfeil b inFig. 5b , für eine Verstellung des Winkels β wird das Förderband 10 dagegen gemäß Pfeil c inFig. 5a verstellt. Die Regulation der Fördergeschwindigkeit des Förderbandes 10 führt im Endergebnis zu einer Verschiebung des Beladebereichs 17 beziehungsweise einer Änderung der jeweiligen Abwurfweite, wie es inFig. 5a durch die Abwurfweiten w1 bis w3 angegeben ist. Die Abwurfweite w1 ergibt sich dabei bei einer vergleichsweise niedrigen und die weiteren Abwurfweiten w2 und w3 bei jeweils höheren Umlaufgeschwindigkeiten des Förderbandes 10. -
Fig. 6 gibt nun die Einbindung der Steuereinheit 15 aus denFiguren 5a und 5b in die Fräsvorrichtung 1 weiter im Detail an. Die Steuereinheit 15 erfasst somit zunächst die von der Sensorkamera 13 ermittelten Daten und überwacht auf Grundlage dieser Daten den Füllzustand des Transportbehälters 3. Die Steuereinheit 15 ist ferner mit der Maschinensteuerung 21 verbunden. Dabei erhält die Steuereinheit 15 einerseits Informationen von der Maschinensteuerung 21, beispielsweise hinsichtlich des aktuellen Betriebszustandes des Fräsrotors 8 (im Fräsbetrieb oder ausgeschaltet), hinsichtlich der Arbeits- beziehungsweise Fortbewegungsgeschwindigkeit der Fräsvorrichtung 1, hinsichtlich der Fördergeschwindigkeit des Förderbandes 10, etc. Dazu sind entsprechende Sensoren über die Maschinensteuerung 21 mit der Steuereinheit 15 verbunden, die inFig. 6 mit dem Bezugszeichen 22 angedeutet sind. Auf Grundlage der von der Sensoreinrichtung 13 gelieferten Daten ermittelt die Steuereinheit 15, ob der Beladebereich 17 vollständig im Transportbehälter 3 liegt und, wenn ja, ob eine Regulation der Stellung des Förderbandes, beispielsweise durch die Ansteuerung der Aktuatoren 23 (für die Vertikalverstellung) und 24 (für die Horizontalverstellung) und/oder eine Regulation der Abwurfweite w über eine Steuerung der Umlaufgeschwindigkeit des Förderbandes (beispielsweise über eine Ansteuerung der Motorsteuerung 25 für die Antriebsrolle des Förderbandes) erforderlich ist. - Die Steuereinheit 15 koordiniert ferner die optische Anzeigeeinrichtung 16 und eine akustische Signaleinrichtung 26, um dem Fahrer des Transportfahrzeugs 2 die Kommandos "vorfahren", "anhalten" und "abfahren" in Abhängigkeit vom Abstand des Transportbehälters 3 zur Fräsvorrichtung 1 anzugeben. Sowohl die optische Anzeigeeinrichtung 16 als auch die akustische Anzeigeeinrichtung 26 können unabhängig voneinander betrieben werden und sind in der Lage, das Kommando "anhalten" 27, "vorwärts fahren" 28 und "abfahren" 29 automatisch in Abhängigkeit von den von der Sensoreinrichtung 13 ermittelten Ergebnissen hinsichtlich Lage und Füllzustand des Transportbehälters 3 ohne eigenes Zutun des Maschinenführers der Fräsvorrichtung 1 anzuzeigen.
-
Fig. 7 schließlich verdeutlicht die wesentlichen Schritte zur Durchführung des Verfahrens zur Steuerung eines Beladungsvorgangs des Transportbehälters 3 des Transportfahrzeugs 2 durch die Fräsvorrichtung 1 im Fräsbetrieb. - Im Schritt 30 erfolgt zunächst das Erfassen der Relativposition des Transportbehälters 3 im Beladebereich 17 der Fräsvorrichtung 1 mit Hilfe der Sensorkamera 13. In diesem Schritt ermittelt die Sensoreinrichtung 13 mit anderen Worten, ob der Beladebereich innerhalb des Transportbehälters 3 liegt und Fräsgut somit vollständig in den Transportbehälter 3 gefördert werden würde. Sobald die Steuereinheit 15 feststellt, dass sich der Beladebereich 17 innerhalb der Oberkante 12 des Transportbehälters 3 befindet, startet die Steuereinheit 15 den Beladungsvorgang durch das Inbetriebsetzen des Förderbandes 10 gemäß Schritt 31 und/oder zeigt, in einer alternativen Ausführungsform, dem Maschinenführer der Fräsvorrichtung an, dass mit dem Beladevorgang begonnen werden kann. Über den Beladungsvorgang hinweg überwacht die Steuereinheit 15 mit Hilfe der Sensorkamera 13 gemäß Schritt 32 die Relativposition des Transportbehälters und steuert den Beladungsvorgang in Abhängigkeit von der Relativposition des Transportbehälters 3. Die Steuerung des Beladungsvorgangs kann dabei zunächst in der Weise erfolgen, dass die Steuereinheit 15 das Förderband 10 automatisch abschaltet, sobald der Beladebereich 17 nicht mehr innerhalb der durch die Oberkante 12 umgrenzten Aufnahmeöffnung des Transportbehälters 3 ist oder dem Maschinenführer der Fräsvorrichtung ein entsprechendes Signal gibt. In einer alternativen weiter bevorzugten Ausführungsform umfasst das Steuern des Beladungsvorgangs gemäß Schritt 33 allerdings auch die Regulation weiterer Betriebsparameter, wie beispielsweise die Stellung des Förderbandes in der Horizontalebene und dessen Neigung sowie die Steuerung der Umlaufgeschwindigkeit des Förderbandes 10 zur Regulation der Abwurfweite des Fräsgutes beim Austritt aus dem Förderband 10. Sobald die Steuereinheit das Erreichen der Sollbefüllung des Transportbehälters feststellt, signalisiert sie dies vorzugsweise dem Maschinenführer der Fräsvorrichtung 1 und/oder, je nach Ausführungsform, stoppt den Beladungsvorgang gemäß Schritt 34 automatisch.
- Parallel zu diesen Verfahrensschritten übernimmt die Steuereinheit 15 gleichzeitig im in
Fig. 7 gezeigten Ausführungsbeispiel die Steuerung der Signaleinrichtung 16 und/oder 26, wobei zunächst anschließend zum Schritt 30 das Erreichen des Minimalabstandes ΔAmin gemäß Schritt 35 abgewartet wird. Die Steuereinheit 15 gibt dann über die Signaleinrichtung 26 und/oder 16 den Befehl "vorwärts fahren" 28 gemäß Schritt 36 aus, bis der Maximalabstand zwischen der Fräsvorrichtung 1 und dem Transportfahrzeug 2 ΔAmax erreicht wird. Zu diesem Zeitpunkt signalisiert die Steuereinheit 15 im Schritt 37 "stopp" 27 und gibt dem Fahrer des Transportfahrzeugs 2 somit das Kommando zum Anhalten. Der Ablauf der Schritte 35 bis 37 kann sich mehrfach wiederholen, wie es inFig. 7 durch die gestrichelte Linie angegeben ist. Sobald der Transportbehälter 3 seine Sollbefüllung erreicht hat, gibt die Steuereinheit 15 gemäß Schritt 38 über die Signaleinrichtungen 16 und/oder 26 das Kommando "abfahren" 29, um dem Fahrer des Transportfahrzeugs 2 den Abschluss des Befüllungsvorgangs zu signalisieren.
Claims (17)
- Verfahren zur Steuerung eines Beladungsvorgangs eines Transportbehälters (3) eines Transportfahrzeugs (2) durch eine Fräsvorrichtung (1) im Fräsbetrieb, wobei die Fräsvorrichtung (1) eine Fördereinrichtung (10) umfasst, über die während des Fräsbetriebs der Fräsvorrichtung (1) Fräsgut in den Transportbehälter (3) gefördert wird, und eine Steuereinheit (15), umfassend die Schritte:a) Erfassen (30) der Relativposition des Transportbehälters (3) im Beladebereich (17) der Fräsvorrichtung (1) mit Hilfe einer Sensoreinrichtung (13);b) Starten (31) des Beladungsvorgangs durch Inbetriebsetzen der Fördereinrichtung (10);c) Überwachen (32) der Relativposition des Transportbehälters (3) mit Hilfe der Sensoreinrichtung (10); undd) Ausgeben eines Signals, wenn eine Sollbefüllung des Transportbehälters (3) ermittelt wird und/oder sobald die Sensoreinrichtung ein Entfernen des Transportbehälters (3) aus dem Beladebereich (17) feststellt, insbesondere Stoppen (34) des Beladungsvorgangs.
- Verfahren gemäß Anspruch 1,
dadurch gekennzeichnet,
dass im Schritt c) die folgenden Verfahrensschritte ablaufen:1.) Erfassen wenigstens eines Teilbereiches (20a, 20b, 20c, 20d) des Transportbehälters (3), insbesondere eines Teils der Oberkante (12) des Transportbehälters (3), und Ermitteln des Füllzustandes in diesem Teilbereich (20a, 20b, 20c, 20d) des Transportbehälters (3);2.) Speichern des im Schritt 1.) erfassten Füllstandes in dem wenigstens einen Teilbereich (20a, 20b, 20c, 20d);3.) Erfassen eines weiteren Teilbereiches (20a, 20b, 20c, 20d) des Transportbehälters (3), Ermitteln des Füllzustandes in diesem weiteren Teilbereich (20a, 20b, 20c, 20d) und Speichern des erfassten Füllzustandes des weiteren Teilbereiches (20a, 20b, 20c, 20d);4.) Bestimmen der Gesamtbefüllung mit Hilfe der in Schritt 3.) aktuell bestimmten und den in Schritt 2.) hinterlegten aktuellsten Daten;5.) Aktualisieren der Füllstände bereits erfasster Teilbereiche (20a, 20b, 20c, 20d) des Transportbehälters (3); und6.) Ermitteln des Befüllungsgrades des Transportbehälters auf Grundlage der in Bezug auf die einzelnen Teilbereiche des Transportbehälters jeweils aktuellsten Füllstände. - Verfahren gemäß einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet,
dass im Schritt c) ein Steuern des Beladungsvorgangs erfolgt durch Erfassen der Abwurfbahn des von der Fördereinrichtung (10) in den Transportbehälter (3) abgeworfenen Fräsmaterials und wenigstens einen der Schritte- Regeln der Seitenauslenkung der Abwurfbahn relativ zum Transportbehälter (3) durch ein seitliches Verstellen der Fördereinrichtung (10); und- Regeln der Abwurfweite der Abwurfbahn, insbesondere durch ein Regulieren der Arbeitsgeschwindigkeit der Fördereinrichtung (10), durch eine Höhenverstellung der Fördereinrichtung (10) und/oder durch ein Verstellen des Lagewinkels der Fördereinrichtung (10). - Verfahren gemäß einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet,
dass die Steuereinheit (15) in Abhängigkeit vom Beladungsgrad des Transportbehälters und/oder vom Abstand zwischen der Fräsvorrichtung (1) und dem Transportfahrzeug (2) eine Signaleinrichtung (16) steuert, die zumindest jeweils ein Signal für die Anweisungen "vorwärts fahren" (28), "stoppen" (27) und "abfahren" (29) angibt. - Verfahren gemäß einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet,
dass die Steuereinheit (15) die Fahrbewegung des Transportfahrzeug (2) während des Beladungsvorgangs steuert. - Verfahren gemäß einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet,
dass die Steuereinheit (15) die Signaleinrichtung (16) oder das Transportfahrzeug (2) in Abhängigkeit von einem abwechselnden Erfassen der vorderen und der hinteren Oberkante (12) des Transportbehälters (3) steuert. - Verfahren gemäß einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet,
dass die Steuereinheit (15) wenigstens einen der folgenden Betriebsparameter der Fräsvorrichtung (1) zur Steuerung des Beladungsvorgangs mit berücksichtigt:- Fahrgeschwindigkeit der Fräsvorrichtung (1) im Fräsbetrieb;- Aktivierung eines Fräsrotors (8);- Frästiefe eines Fräsrotors (8);- Betriebsstatus der Fördereinrichtung (10);- Fördergeschwindigkeit eines Förderbandes (10) der Fördereinrichtung;- Seitenverstellwinkel des Förderbandes (10); oder- Neigungswinkel des Förderbandes (10). - Vorrichtung zur Steuerung eines Beladungsvorgangs eines Transportbehälters (3) eines Transportfahrzeuges (2) durch eine Fräsvorrichtung (1) im Fräsbetrieb, wobei die Fräsvorrichtung (1) eine Fördereinrichtung (10) umfasst, über die während des Fräsbetriebs der Fräsvorrichtung (1) Fräsgut in den Transportbehälter (3) gefördert wird,
dadurch gekennzeichnet,
dass sie eine zur Erkennung der Relativposition des Transportbehälters (3) zur Fräsvorrichtung (1) ausgebildete Sensoreinrichtung aufweist, und dass sie eine Steuereinheit (15) umfasst, die auf Grundlage der von der Sensorvorrichtung erfassten Relativposition des Transportbehälters (3) zur Fräsvorrichtung (1) den Beladungsvorgang steuert. - Vorrichtung zur Steuerung eines Beladungsvorgangs gemäß Anspruch 8,
dadurch gekennzeichnet,
dass die Sensoreinrichtung zur Erfassung zumindest eines Teilbereiches (20a, 20b, 20c, 20d) der Oberkante (12) des Transportbehälters (3) ausgebildet ist. - Vorrichtung zur Steuerung eines Beladungsvorgangs gemäß einem der Ansprüche 8 oder 9,
dadurch gekennzeichnet,
dass die Sensoreinrichtung eine Kameraeinrichtung (13) umfasst, die zur Erfassung von 3D-Informationen ausgebildet ist. - Vorrichtung zur Steuerung eines Beladungsvorgangs gemäß Anspruch 10,
dadurch gekennzeichnet,
dass die Kameraeinrichtung (13) eine elektrooptische Einrichtung mit einer Sensorkamera, insbesondere eine Stereovisionkamera (13) oder eine Sensorkamera mit einem PMD-Sensor, umfasst. - Vorrichtung zur Steuerung eines Beladungsvorgangs gemäß einem der Ansprüche 8 bis 11,
dadurch gekennzeichnet,
dass die Fördereinrichtung ein Förderband (10) und einen Tragrahmen umfasst, und dass die Sensoreinrichtung am Tragrahmen, insbesondere im oberen Endbereich des Tragrahmens, angeordnet ist. - Vorrichtung zur Steuerung eines Beladungsvorgangs gemäß einem der Ansprüche 8 bis 12,
dadurch gekennzeichnet,
dass eine von der Steuereinheit (15) betätigte Signaleinrichtung vorhanden ist, die zur Ausgabe wenigstens der drei Steuerfunktionen "vorwärts fahren" (28), "stopp" (27) und "abfahren" (29) ausgebildet ist. - Vorrichtung zur Steuerung eines Beladungsvorgangs gemäß Anspruch 13,
dadurch gekennzeichnet,
dass die Signaleinrichtung zur Ausgabe der wenigstens drei Steuerfunktionen (27, 28, 29) ein optisches und/oder akustisches Ausgabeelement (16) umfasst. - Vorrichtung zur Steuerung eines Beladungsvorgangs gemäß einem der Ansprüche 8 bis 14,
dadurch gekennzeichnet,
dass die Steuereinheit (15) ein Speicherelement, insbesondere in Form eines rollierenden Speichers, umfasst, wobei das Speicherelement zum Speichern der von der Sensoreinrichtung ermittelten Daten ausgebildet ist und in Bezug auf den jeweiligen Teilabschnitt (20a, 20b, 20c, 20d) des Transportbehälters (3) den jeweils aktuellsten Datensatz hinterlegt. - Vorrichtung zur Steuerung eines Beladungsvorgangs gemäß einem der Ansprüche 8 bis 15,
dadurch gekennzeichnet,
dass eine Betätigungseinrichtung vorhanden ist mit einem Betätigungsmittel, das in Reichweite eines Bedieners an der Fräsvorrichtung (1) angeordnet ist, wobei die Betätigungseinrichtung in der Weise ausgebildet ist, dass Steuerbefehle, insbesondere zur Aktivierung und Deaktivierung der Vorrichtung, über das Betätigungsmittel eingebbar und über die Betätigungseinrichtung an die Steuereinheit (15) übertragbar sind. - Fräsmaschine, insbesondere Straßenfräse oder Vorrichtung zum Abbau von Bodenmaterial, mit einer Vorrichtung gemäß einem der Ansprüche 8 bis 16, insbesondere zur Durchführung eines Verfahrens gemäß einem der Ansprüche 1 bis 7.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102011114183A DE102011114183A1 (de) | 2011-09-22 | 2011-09-22 | Verfahren zur Steuerung eines Beladungsvorgangs eines Transportfahrzeugs mit Fräsgut, Vorrichtung zur Durchführung eines solchen Verfahrens und Fräsvorrichtung |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2573266A2 true EP2573266A2 (de) | 2013-03-27 |
| EP2573266A3 EP2573266A3 (de) | 2015-09-30 |
| EP2573266B1 EP2573266B1 (de) | 2017-02-15 |
Family
ID=47008224
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP12006594.1A Active EP2573266B1 (de) | 2011-09-22 | 2012-09-20 | Verfahren zur Steuerung eines Beladungsvorgangs eines Transportfahrzeugs mit Fräsgut, Vorrichtung zur Durchführung eines solchen Verfahrens und Fräsvorrichtung |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US9562334B2 (de) |
| EP (1) | EP2573266B1 (de) |
| DE (1) | DE102011114183A1 (de) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014029824A1 (de) * | 2012-08-23 | 2014-02-27 | Wirtgen Gmbh | Selbstfahrende fräsmaschine, sowie verfahren zum abladen von fräsgut |
| CN105386393A (zh) * | 2014-08-21 | 2016-03-09 | 维特根有限公司 | 自动铣刨机以及用于排放铣刨材料的方法 |
| CN105386395A (zh) * | 2014-08-22 | 2016-03-09 | 维特根有限公司 | 机动铣刨机以及用于卸放铣刨材料的方法 |
| EP2700748B1 (de) * | 2012-08-23 | 2016-03-16 | Wirtgen GmbH | Selbstfahrende Fräsmaschine, sowie Verfahren zum Lenken einer selbstfahrenden Fräsmaschine |
| WO2017125607A1 (de) * | 2016-01-21 | 2017-07-27 | Wirtgen Gmbh | System aus baumaschine, transportfahrzeug mit laderaum und bildaufnahmeeinrichtung und verfahren zum anzeigen eines bildstromes beim be- oder entladen eines transportfahrzeuges |
| US9764910B2 (en) | 2014-08-22 | 2017-09-19 | Wirtgen Gmbh | Automotive milling machine, as well as method for discharging milled material |
| CN108221610A (zh) * | 2018-03-14 | 2018-06-29 | 徐州徐工筑路机械有限公司 | 一种基于视觉识别的铣刨机自动输料系统 |
| US10323365B2 (en) | 2016-11-16 | 2019-06-18 | Wirtgen Gmbh | Self-propelled milling machine, as well as method for controlling a self-propelled milling machine |
| US10927515B2 (en) | 2017-11-22 | 2021-02-23 | Wirtgen Gmbh | Self-propelled milling machine, method for automatically loading a means of transport with milling material, as well as road or ground working unit |
| US11318941B2 (en) | 2019-02-19 | 2022-05-03 | Wirtgen Gmbh | Working combination encompassing an earth working machine and a further vehicle, and an automatic spacing monitoring system |
Families Citing this family (31)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102008008260B4 (de) * | 2008-02-08 | 2010-09-09 | Wirtgen Gmbh | Steuerung einer Gewinnungsmaschine und Gewinnungsmaschine |
| DE102009041842A1 (de) | 2009-09-18 | 2011-09-01 | Wirtgen Gmbh | Selbstfahrende Straßenfräsmaschine |
| US9045072B2 (en) * | 2009-11-02 | 2015-06-02 | Super Products Llc | Debris level indicator in vacuum loaded mobile tanks |
| DE102012020655A1 (de) * | 2012-10-19 | 2014-04-24 | Wirtgen Gmbh | Selbstfahrende Baumaschine |
| DE102012022732A1 (de) | 2012-11-21 | 2014-05-22 | Bomag Gmbh | Baumaschine mit einer Arbeitseinrichtung zur Bodenuntergrundbearbeitung und Verfahren zum Betrieb einer solchen Baumaschine |
| DE102013009361B4 (de) | 2013-06-04 | 2018-07-12 | Bomag Gmbh | Bodenfräsmaschine mit einer Anbauförderbandsteuerung, Anbauförderbandsteuerung für eine Bodenfräsmaschine sowie Verfahren zur Steuerung eines Anbauförderbandes einer Bodenfräsmaschine |
| WO2015034501A1 (en) * | 2013-09-05 | 2015-03-12 | Volvo Construction Equipment Ab | Conveyor overload control system for a construction machine |
| DE102015005194A1 (de) * | 2014-12-19 | 2016-06-23 | Bomag Gmbh | Verfahren zur Fräsgutmassenbestimmung und Bodenfräsmaschine zur Durchführung des Verfahrens |
| IN2015MU01824A (de) * | 2015-05-07 | 2015-05-22 | Kpit Technologies Ltd | |
| US9938674B2 (en) | 2015-05-27 | 2018-04-10 | Caterpillar Paving Products Inc. | Cold planer transport payload monitoring system |
| US9957675B2 (en) * | 2015-07-10 | 2018-05-01 | Caterpillar Paving Products Inc. | Cold planer loading and transport control system |
| US10380529B2 (en) * | 2015-08-17 | 2019-08-13 | Caterpillar Paving Products Inc. | Cold planer material transport management system |
| US9738202B2 (en) * | 2015-09-10 | 2017-08-22 | Caterpillar Inc. | Regulating dump rate of trucks |
| US20170130405A1 (en) * | 2015-11-05 | 2017-05-11 | Caterpillar Paving Products Inc. | Truck position control system for milling operations |
| DE102016003674B4 (de) | 2015-12-23 | 2023-05-25 | Bomag Gmbh | Baumaschine mit magnetischer Schnellmontageeinheit und Verfahren |
| US10688901B2 (en) * | 2016-03-23 | 2020-06-23 | Bomag Gmbh | Intermediate storage vehicle for milled material and work train |
| DE102016003562B4 (de) | 2016-03-23 | 2022-09-22 | Bomag Gmbh | Fräszug sowie Verfahren |
| DE102016223454A1 (de) | 2016-11-25 | 2018-05-30 | Wirtgen Gmbh | System und Verfahren zum Nachverfolgen von Fräsgut |
| US10927513B2 (en) | 2016-11-11 | 2021-02-23 | Wirtgen Gmbh | System and method for the tracking of milling material |
| DE102016222145A1 (de) | 2016-11-11 | 2018-05-17 | Wirtgen Gmbh | System und Verfahren zum Nachverfolgen von Fräsgut |
| CN107161585A (zh) * | 2017-07-24 | 2017-09-15 | 合肥星袖机械科技有限公司 | 一种物料自动运输控制系统 |
| DE102017011159A1 (de) * | 2017-12-04 | 2019-06-06 | Dynapac Gmbh | Straßenbaumaschine und Verfahren zum Betreiben einer Straßenbaumaschine |
| US11149407B2 (en) | 2018-12-06 | 2021-10-19 | Caterpillar Inc. | Earth-moving machinery collision threat filtering |
| US11232712B2 (en) | 2019-01-03 | 2022-01-25 | Caterpillar Paving Products Inc. | Paver haul truck grouping |
| US11498785B2 (en) * | 2019-01-30 | 2022-11-15 | Caterpillar Inc. | System and method of automated clean out of carryback in surface haulage |
| US11560676B2 (en) | 2019-02-13 | 2023-01-24 | Caterpillar Paving Products Inc. | Determine optimal frequency to load haul truck |
| EP3705970A1 (de) * | 2019-03-06 | 2020-09-09 | Cargotec Patenter AB | Fahrzeug mit einer fahrzeugzubehöranordnung |
| DE102020002161A1 (de) | 2020-04-03 | 2021-10-07 | Bomag Gmbh | Straßenfräsmaschine, Anbaueinheit zur Verwendung in einer Straßenfräsmaschine sowie Verfahren zum Betrieb einer Straßenfräsmaschine |
| DE102020007112A1 (de) | 2020-11-20 | 2022-05-25 | Bomag Gmbh | VERFAHREN ZUR STEUERUNG DES BETRIEBS EINES AN EINER SELBSTFAHRENDEN STRAßENBAU- ODER TAGEBAUMASCHINE ANGEORDNETEN VERLADEFÖRDERBANDES FÜR SCHÜTTGUT RELATIV ZU EINER TRANSPORTMULDE EINES TRANSPORTFAHRZEUGS SOWIE STRAßENBAU- ODER TAGEBAUMASCHINE ZUR DURCHFÜHRUNG DES VERFAHRENS |
| US11845622B2 (en) | 2020-12-11 | 2023-12-19 | Caterpillar Paving Products Inc. | Truck measurement of a milling machine |
| DE102022205561A1 (de) | 2022-05-31 | 2023-11-30 | Bomag Gmbh | VERFAHREN ZUM BEFÜLLEN EINES TRANSPORTBEHÄLTERS MIT FRÄSGUT IN EINEM ARBEITSZUG MIT EINER STRAßENFRÄSMASCHINE UND EINEM TRANSPORTFAHRZEUG, ARBEITZUG, STRAßENFRÄSMASCHINE, TRANSPORTFAHRZEUG UND NACHRÜSTSATZ |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4403893A1 (de) | 1994-02-08 | 1995-08-10 | Claas Ohg | Vorrichtung zur automatischen Befüllung von Ladebehältern mit einem Gutstrom |
| DE102004011789A1 (de) * | 2004-03-09 | 2005-09-29 | Claas Selbstfahrende Erntemaschinen Gmbh | Vorrichtung zum Erfassen eines Ladewagens |
| DE102005035480A1 (de) * | 2005-07-26 | 2007-02-01 | Cft Gmbh Compact Filter Technic | Fräsmaschine für Straßenbeläge mit Entstaubung |
| WO2008115560A1 (en) * | 2007-03-20 | 2008-09-25 | Volvo Construction Equipment Ab | Milling machine with cutter drum speed control |
| DE102008008260B4 (de) | 2008-02-08 | 2010-09-09 | Wirtgen Gmbh | Steuerung einer Gewinnungsmaschine und Gewinnungsmaschine |
| EP2311307B1 (de) * | 2009-09-07 | 2011-12-07 | CLAAS Agrosystems GmbH & Co. KG | Füllstärkemessgerät, landwirtschaftliches Fahrzeug mit solch einem Messgerät und Verfahren zur Steuerung der Befüllung eines Zielbereichs |
| DE102009041842A1 (de) | 2009-09-18 | 2011-09-01 | Wirtgen Gmbh | Selbstfahrende Straßenfräsmaschine |
| US8380401B2 (en) * | 2010-06-09 | 2013-02-19 | Cnh America Llc | Automatic grain transfer control system based on real time modeling of a fill level profile for regions of the receiving container |
-
2011
- 2011-09-22 DE DE102011114183A patent/DE102011114183A1/de active Pending
-
2012
- 2012-09-20 EP EP12006594.1A patent/EP2573266B1/de active Active
- 2012-09-21 US US13/624,586 patent/US9562334B2/en active Active
Non-Patent Citations (1)
| Title |
|---|
| None |
Cited By (30)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10947677B2 (en) | 2012-08-23 | 2021-03-16 | Wirtgen Gmbh | Automotive milling machine, as well as method for unloading milled material |
| EP2700748B1 (de) * | 2012-08-23 | 2016-03-16 | Wirtgen GmbH | Selbstfahrende Fräsmaschine, sowie Verfahren zum Lenken einer selbstfahrenden Fräsmaschine |
| US10400400B2 (en) | 2012-08-23 | 2019-09-03 | Wirtgen Gmbh | Automotive milling machine, as well as method for unloading milled material |
| WO2014029824A1 (de) * | 2012-08-23 | 2014-02-27 | Wirtgen Gmbh | Selbstfahrende fräsmaschine, sowie verfahren zum abladen von fräsgut |
| EP3342932A1 (de) * | 2012-08-23 | 2018-07-04 | Wirtgen GmbH | Selbstfahrende fräsmaschine, sowie verfahren zum abladen von fräsgut |
| US9915043B2 (en) | 2012-08-23 | 2018-03-13 | Wirtgen Gmbh | Automotive milling machine, as well as method for unloading milled material |
| CN105386393B (zh) * | 2014-08-21 | 2018-05-29 | 维特根有限公司 | 自动铣刨机以及用于排放铣刨材料的方法 |
| CN105386393A (zh) * | 2014-08-21 | 2016-03-09 | 维特根有限公司 | 自动铣刨机以及用于排放铣刨材料的方法 |
| US10697135B2 (en) | 2014-08-21 | 2020-06-30 | Wirtgen Gmbh | Automotive milling machine, as well as method for discharging milled material |
| US10100470B2 (en) | 2014-08-21 | 2018-10-16 | Wirtgen Gmbh | Automotive milling machine, as well as method for discharging milled material |
| US9764910B2 (en) | 2014-08-22 | 2017-09-19 | Wirtgen Gmbh | Automotive milling machine, as well as method for discharging milled material |
| RU2611802C2 (ru) * | 2014-08-22 | 2017-03-01 | Виртген Гмбх | Самоходная фрезерная машина и способ выгрузки сфрезерованного материала |
| US9809937B2 (en) | 2014-08-22 | 2017-11-07 | Wirtgen Gmbh | Automotive milling machine, as well as method for discharging milled material |
| US11015306B2 (en) | 2014-08-22 | 2021-05-25 | Wirtgen Gmbh | Automotive milling machine, as well as method for discharging milled material |
| CN105386395B (zh) * | 2014-08-22 | 2017-08-22 | 维特根有限公司 | 机动铣刨机以及用于卸放铣刨材料的方法 |
| US10196784B2 (en) | 2014-08-22 | 2019-02-05 | Wirtgen Gmbh | Automotive milling machine, as well as method for discharging milled material |
| CN105386395A (zh) * | 2014-08-22 | 2016-03-09 | 维特根有限公司 | 机动铣刨机以及用于卸放铣刨材料的方法 |
| US10590613B2 (en) | 2014-08-22 | 2020-03-17 | Wirtgen Gmbh | Automotive milling machine, as well as method for discharging milled material |
| WO2017125607A1 (de) * | 2016-01-21 | 2017-07-27 | Wirtgen Gmbh | System aus baumaschine, transportfahrzeug mit laderaum und bildaufnahmeeinrichtung und verfahren zum anzeigen eines bildstromes beim be- oder entladen eines transportfahrzeuges |
| CN108473260A (zh) * | 2016-01-21 | 2018-08-31 | 维特根有限公司 | 包括建筑机械、具有装载空间的运输车辆和图像记录装置的系统以及用于在运输车辆的装载或卸载期间显示图像流的方法 |
| US11242003B2 (en) | 2016-01-21 | 2022-02-08 | Wirtgen Gmbh | System comprising construction machine, transport vehicle with loading space and image-recording device, and method for displaying an image stream during the loading or unloading of a transport vehicle |
| CN108473260B (zh) * | 2016-01-21 | 2022-08-12 | 维特根有限公司 | 包括建筑机械、具有装载空间的运输车辆和图像记录装置的系统以及用于在运输车辆的装载或卸载期间显示图像流的方法 |
| US11787337B2 (en) | 2016-01-21 | 2023-10-17 | Wirtgen Gmbh | System comprising construction machine, transport vehicle with loading space and image-recording device, and method for displaying an image stream during the loading or unloading of a transport vehicle |
| US10753052B2 (en) | 2016-11-16 | 2020-08-25 | Wirtgen Gmbh | Self-propelled milling machine, as well as method for controlling a self-propelled milling machine |
| US10323365B2 (en) | 2016-11-16 | 2019-06-18 | Wirtgen Gmbh | Self-propelled milling machine, as well as method for controlling a self-propelled milling machine |
| US11466412B2 (en) | 2016-11-16 | 2022-10-11 | Wirtgen Gmbh | Self-propelled milling machine, as well as method for controlling a self-propelled milling machine |
| US11761155B2 (en) | 2016-11-16 | 2023-09-19 | Wirtgen Gmbh | Self-propelled milling machine, as well as method for controlling a self-propelled milling machine |
| US10927515B2 (en) | 2017-11-22 | 2021-02-23 | Wirtgen Gmbh | Self-propelled milling machine, method for automatically loading a means of transport with milling material, as well as road or ground working unit |
| CN108221610A (zh) * | 2018-03-14 | 2018-06-29 | 徐州徐工筑路机械有限公司 | 一种基于视觉识别的铣刨机自动输料系统 |
| US11318941B2 (en) | 2019-02-19 | 2022-05-03 | Wirtgen Gmbh | Working combination encompassing an earth working machine and a further vehicle, and an automatic spacing monitoring system |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102011114183A1 (de) | 2013-03-28 |
| US9562334B2 (en) | 2017-02-07 |
| EP2573266A3 (de) | 2015-09-30 |
| EP2573266B1 (de) | 2017-02-15 |
| US20130080000A1 (en) | 2013-03-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2573266B1 (de) | Verfahren zur Steuerung eines Beladungsvorgangs eines Transportfahrzeugs mit Fräsgut, Vorrichtung zur Durchführung eines solchen Verfahrens und Fräsvorrichtung | |
| EP2573267B1 (de) | Arbeitszug mit einer Fräsvorrichtung und einer Transporteinrichtung sowie einer Sensoreinrichtung zur Abstandsüberwachung, Fräsvorrichtung mit einer Sensoreinrichtung und Verfahren zur Abstandsüberwachung bei einem Arbeitszug | |
| EP1219158B2 (de) | Einrichtung zur Optimierung der Überladung von Erntegut an landwirtschaftlichen Fahrzeugen | |
| EP3403488B1 (de) | Verfahren zur verteilung von erntegut | |
| EP2510775B1 (de) | System und Verfahren zur Steuerung der Erntegutüberladung | |
| EP1219153B1 (de) | Vorrichtung und Verfahren zur Koordination und Einstellung von landwirtschaftlichen Fahrzeugen | |
| EP1645178B1 (de) | Überladeassistenzsystem | |
| EP2987911B1 (de) | Selbstfahrende fräsmaschine, sowie verfahren zum abladen von fräsgut | |
| EP3403487B1 (de) | Verfahren zum verdichten von in einem silo befindlichen erntegut | |
| WO2016078757A1 (de) | Autonomes fahrzeug, insbesondere futtermischwagen, und verfahren zur steuerung eines autonomen fahrzeugs | |
| DE102011121414A1 (de) | Verfahren und eine Vorrichtung zur Regelung einer Fahrt einer ersten selbstfahrenden Arbeitsmaschine in Bezug zu einer zweiten selbstfahrenden Arbeitsmaschine | |
| DE102005004508A1 (de) | Vorrichtung zur gleichmäßigen Beschickung von Arbeitsmaschinen | |
| DE102017010919A1 (de) | Verfahren zum Steuern einer Höhenverstellung eines Abstreifschildes einer Bodenfräsmaschine und Bodenfräsmaschine | |
| EP3837961A1 (de) | Kombination aus einem zugfahrzeug und einem gerät | |
| WO2020135923A1 (de) | Verfahren zur höhenregulierung eines seitenschilds einer bodenfräsmaschine und bodenfräsmaschine | |
| DE102013009361B4 (de) | Bodenfräsmaschine mit einer Anbauförderbandsteuerung, Anbauförderbandsteuerung für eine Bodenfräsmaschine sowie Verfahren zur Steuerung eines Anbauförderbandes einer Bodenfräsmaschine | |
| DE102020005204A1 (de) | Verfahren zur Regulierung der Höhenverstellung eines höhenverstellbaren Fahrwerkes einer selbstfahrenden Bodenfräsmaschine, insbesondere einer Straßenfräse, sowie Bodenfräsmaschine | |
| DE102017002641A1 (de) | Zwischenspeicherfahrzeug für Fräsgut und Arbeitszug | |
| DE102019207259B4 (de) | System und Verfahren zur Absturzsicherung eines Fahrzeugs | |
| EP4001507B1 (de) | Verfahren zur steuerung des betriebs eines an einer selbstfahrenden strassenbau- oder tagebaumaschine angeordneten verladeförderbandes für schüttgut relativ zu einer transportmulde eines transportfahrzeugs sowie strassenbau- oder tagebaumaschine zur durchführung des verfahrens | |
| DE102016002294B4 (de) | Bodenfräsmaschine, Verfahren zum Steuern einer Sicherheitsabschalteinrichtung einer Fräswalze einer Bodenfräsmaschine und Steuereinheit | |
| DE102022205561A1 (de) | VERFAHREN ZUM BEFÜLLEN EINES TRANSPORTBEHÄLTERS MIT FRÄSGUT IN EINEM ARBEITSZUG MIT EINER STRAßENFRÄSMASCHINE UND EINEM TRANSPORTFAHRZEUG, ARBEITZUG, STRAßENFRÄSMASCHINE, TRANSPORTFAHRZEUG UND NACHRÜSTSATZ | |
| EP3456584B1 (de) | Lastentransportfahrzeug und verfahren zum betreiben desselben | |
| DE102017011159A1 (de) | Straßenbaumaschine und Verfahren zum Betreiben einer Straßenbaumaschine | |
| EP2108248B1 (de) | Feldhäcksler und Einzugsvorrichtung für einen Feldhäcksler |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: E01C 23/088 20060101AFI20150826BHEP |
|
| 17P | Request for examination filed |
Effective date: 20160318 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20160901 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 867973 Country of ref document: AT Kind code of ref document: T Effective date: 20170315 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502012009523 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: NO Ref legal event code: T2 Effective date: 20170215 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170215 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170215 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170516 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170215 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170215 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170615 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170215 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170215 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170515 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170215 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170215 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170215 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170215 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170215 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502012009523 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170215 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170215 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170215 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20171116 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170215 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170215 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20170930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170920 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170920 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170930 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170930 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170215 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 867973 Country of ref document: AT Kind code of ref document: T Effective date: 20170920 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170920 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20120920 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170215 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170215 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170215 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170215 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170615 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230527 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502012009523 Country of ref document: DE Representative=s name: ZIMMERMANN & PARTNER PATENTANWAELTE MBB, DE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NO Payment date: 20230919 Year of fee payment: 12 Ref country code: NL Payment date: 20230920 Year of fee payment: 12 Ref country code: GB Payment date: 20230921 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20230921 Year of fee payment: 12 Ref country code: FR Payment date: 20230919 Year of fee payment: 12 Ref country code: DE Payment date: 20230919 Year of fee payment: 12 |