EP2455824A1 - Procédé de traitement d'éléments destinés à être rapportés sur un cadran de montre - Google Patents
Procédé de traitement d'éléments destinés à être rapportés sur un cadran de montre Download PDFInfo
- Publication number
- EP2455824A1 EP2455824A1 EP11007999A EP11007999A EP2455824A1 EP 2455824 A1 EP2455824 A1 EP 2455824A1 EP 11007999 A EP11007999 A EP 11007999A EP 11007999 A EP11007999 A EP 11007999A EP 2455824 A1 EP2455824 A1 EP 2455824A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- support
- elements
- blanks
- operations
- surface treatment
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 38
- 238000009713 electroplating Methods 0.000 claims abstract description 21
- 238000003754 machining Methods 0.000 claims abstract description 18
- 238000004381 surface treatment Methods 0.000 claims abstract description 13
- 239000000758 substrate Substances 0.000 claims description 9
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims description 8
- 229910052802 copper Inorganic materials 0.000 claims description 7
- 239000010949 copper Substances 0.000 claims description 7
- 230000001681 protective effect Effects 0.000 claims description 5
- 125000006850 spacer group Chemical group 0.000 claims description 2
- CSCPPACGZOOCGX-UHFFFAOYSA-N Acetone Chemical compound CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 description 6
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical class [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 6
- 229910052782 aluminium Inorganic materials 0.000 description 6
- 239000003292 glue Substances 0.000 description 5
- 239000008188 pellet Substances 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 3
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 2
- 238000001035 drying Methods 0.000 description 2
- 239000003822 epoxy resin Substances 0.000 description 2
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 2
- 229910052737 gold Inorganic materials 0.000 description 2
- 239000010931 gold Substances 0.000 description 2
- 229920000647 polyepoxide Polymers 0.000 description 2
- 239000002904 solvent Substances 0.000 description 2
- 239000004593 Epoxy Substances 0.000 description 1
- 229920001410 Microfiber Polymers 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000004411 aluminium Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000005238 degreasing Methods 0.000 description 1
- 230000008021 deposition Effects 0.000 description 1
- 229910003460 diamond Inorganic materials 0.000 description 1
- 239000010432 diamond Substances 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000010981 drying operation Methods 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 230000036515 potency Effects 0.000 description 1
- 229910052703 rhodium Inorganic materials 0.000 description 1
- 239000010948 rhodium Substances 0.000 description 1
- MHOVAHRLVXNVSD-UHFFFAOYSA-N rhodium atom Chemical compound [Rh] MHOVAHRLVXNVSD-UHFFFAOYSA-N 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 238000005406 washing Methods 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images






Classifications
-
- G—PHYSICS
- G04—HOROLOGY
- G04D—APPARATUS OR TOOLS SPECIALLY DESIGNED FOR MAKING OR MAINTAINING CLOCKS OR WATCHES
- G04D3/00—Watchmakers' or watch-repairers' machines or tools for working materials
- G04D3/0074—Watchmakers' or watch-repairers' machines or tools for working materials for treatment of the material, e.g. surface treatment
- G04D3/0092—Watchmakers' or watch-repairers' machines or tools for working materials for treatment of the material, e.g. surface treatment for components of the time-indicating mechanism, e.g. dials
Definitions
- the present invention relates to the field of watchmaking and more particularly to a method comprising machining operations followed by electroplating surface treatment operations for elements, mainly sconces, intended to be attached to a watch face. .
- wall blanks (hereinafter applied) are fixed on a support in the form of an aluminum disk used exclusively for machining operations. More particularly, the sconces are arranged one by one by means of tweezers on the disc on which one comes to spray several layers of an acrylic glue. The disc is then placed in an oven for drying. The excess glue on the face of the sconces is then removed using a cloth soaked in acetone.
- the disk is configured to be mounted on different types of machine to perform various machining operations such as diamond coating on the face of the appliques or faceting on their edges.
- the aluminum disk As the aluminum disk is not suitable for electroplating operations, it is necessary to mount the machined sconces on a support adapted for galvanic baths, this support being more commonly known as a "loop" as illustrated by FIG. Figure 7 .
- the aluminum disc must be immersed in a solvent to take off the appliques. It follows a tedious operation for a man of the production since it must place each applique by means of tweezers on the loop for the galvanic treatment. After galvanic treatment, the appliques are removed from the buckler one after the other always by means of tweezers to be deposited on a tissue paper. They are then placed in different boxes depending on the type of wall sconces.
- the aforementioned method requires many manipulations of the sconces by means of tweezers which are made by a man of the production. These numerous manipulations have a significant impact on the efficiency of the process and also increase the risk of causing scratches on the appliques. Furthermore, after galvanic treatment, the structure of the conventional loop is completely covered with the alloy, which represents a waste of galvanic material which is not negligible.
- the object of the present invention is therefore to provide a method for machining and surface treatment suitable for elements to be reported on a watch dial and which has the advantage, compared to the aforementioned method, to significantly reduce handling with tweezers, significantly reducing the number of operations required and making significant savings in electroplating.
- the support comprises for example a rigid substrate and a conductive track arranged on the substrate and on which the blanks of the elements are in contact.
- the conductive track is further preferably arranged to be connected to an anode for electroplating operations.
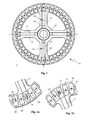
- the support 10 is configured to receive 40 blanks of sconces 11 ( Figures 1 a and 1 b) and has mechanical and electrical properties so that it can be used for both machining operations and electroplating operations. More specifically, the support 10 is provided with an annular part on its periphery which is connected by means of four arms 12 to a central conductive element 13 in the form of a ring, preferably of copper, intended to come into contact with each other. an anode for electroplating operations.
- the support comprises a rigid substrate 14 in the form of a perforated disk, preferably an epoxy resin, surmounted by a conductive track 15 of copper, preferably plated 2N18.
- the latter is disposed on the peripheral annular portion of the support and comprises a multitude of contact pads 16 ( Figures 1a and 1b ) of substantially rectangular shape on which are mounted the wall blanks 11 (hereinafter applies).
- the track 15 further extends on the four arms 12 of the support 10 to the center thereof in order to be in contact with the ring 13.
- a protective film 17 is glued on each arm 12 of the support and between each pellet 16 in order to limit the galvanic depositional surfaces, which allows a significant saving of the surface treatment bath (Gold 2N18, Gold 5N, Rhodium, etc.).
- Two diametrically opposed arms of the support 10 each comprise a through hole 18. These holes 18 are intended to partially stabilize the support 10 when it is mounted in particular on a lathe for diamonding operations or on a machine for the operations of faceting.
- each pellet 16 and the substrate 14 underlying epoxy are pierced at four points.
- the four bores 19 are arranged along a radial axis relative to the center of the support 10 to receive two feet integral with the appliques 11, which are introduced into the corresponding bores according to the size and geometry of the applique.
- a rectangular slot 20 is formed on the support 10 in the center of each pellet 16 and is oriented perpendicular to the radial axis along which are the four holes 17.
- the slots 20 of the support 10 can remove the appliques 11 once the machining and electroplating operations have been completed. The additional steps of the method according to the invention of separating the appliques from the support will be described later.
- the support 10 ' comprises a substrate 14' in the form of a disk integrally covered with a copper film 15 '.
- the support 10 ' has a central conductive element 13' in the form of a copper ring 13 'intended to come into contact with an anode for electroplating operations.
- a circular protective film 17 ' is arranged around the ring 13' on the copper film 15 '.
- the diameter of the protective film 17 ' is smaller than the diameter of the support 10' so that the support 10 'has on its periphery an annular portion whose surface is made of copper and which is intended to receive the blanks of the sconces.
- the support 10 'according to this variant has the advantage of having a lower production cost than the support according to the first embodiment variant.
- This method comprises a first step consisting in placing, by means of tweezers, the feet of each sconce 11 in the corresponding bores 19 located on each wafer 16 of the support 10.
- This operation is relatively long since in this case, 40 sconces can to be adjusted one after the other on the support 10 which comprises 40 pellets 16.
- the support 10 is placed on an aluminum disc 22 ( Figure 3 ) which ensures the stability of the support and whose upper surface has been ground to perfectly fit the lower surface of the support 10.
- the latter is subsequently positioned under a bracket 23 whose actuation allows to simultaneously chase the feet of the entire appliques 11 in the base 14 of epoxy resin.
- the method according to the invention comprises a second step which consists of spraying several layers of acrylic glue on the support 10 to ensure increased stability of the sconces on the support for the machining operations in which important constraints are exerted on said sconces.
- a second step which consists of spraying several layers of acrylic glue on the support 10 to ensure increased stability of the sconces on the support for the machining operations in which important constraints are exerted on said sconces.
- the central part of the support is protected by means of a sticker so as not to load the track with glue.
- the support is then placed in an oven for drying. After the drying operation, the front face of the sconces is cleaned using a microfiber cloth soaked in acetone for example in order to remove the excess glue.
- the support 10 is then ready for use in different machining operations.
- a cylindrical piece 24, as illustrated in FIG. Figure 5 on which comes to rest the support 10 has been developed and is mounted on the shaft of the lathe.
- This piece comprises on its front face a pin 25 arranged along the axis of rotation of the part 24 and around which the ring 13 of the support is adjusted.
- Two pins 26 are arranged on either side of the pin 25 to be housed in the respective through holes 18 arranged on two of the four arms 12 of the support 10.
- the front face of the cylindrical part 24 further comprises on its periphery a annular groove 27 inside which there are four orifices 28 separated from each other equidistantly 360 ° and each connected to a vacuum system.
- the support 10 is pressed against the front face of the cylinder 24 by suction, which avoids vibration phenomena during the diamonding of the appliques.
- the support 10 is placed on a part 29 having an upper face (not shown) identical or similar to the front face of the cylindrical part 24 used for diamonding operations.
- the support 10 is immersed in a solvent for about twenty minutes to take off the appliques.
- the support 10 is then immersed in a bath for example acetone for washing and "degreasing" the sconces, then in demineralized water to avoid possible tasks.
- the support 10 is then mounted on a loop comprising an anode 30 to undergo a conventional galvanic treatment.
- several supports are preferably coaxially mounted on each other around the anode (FIG. Figure 8a ), each support being separated from the adjacent supports by means of a spacer 35.
- a plurality of supports 10 are mounted on a conventionally shaped loop as illustrated in FIG. Figure 8b which allows a better distribution of flows.
- the brackets comprising the appliques ready to be reported on a watch face can be stored in bags according to the type of applique without risk of friction between them.
- an extractor of appliques 40 as illustrated in particular by the Figure 9 has been specifically developed for this purpose. This allows simultaneous removal of all the appliques of the support 10 when actuated.
- the extractor 40 has for this purpose a circular surface 41 against which the support 10 is intended to be plated and retractable pins 42 arranged on the periphery of the surface 41.
- the pins 42 have a rectangular cross section in order to be introduced into the respective slots 20 of the support 10.
- Each applique is preferably directly stored in a box 50 as illustrated by the Figure 11 .
- This comprises a plurality of compartments 51 intended to be arranged in correspondence with the appliques 11 of the support 10 when the box 50 is placed under the support which is mounted on the extractor 40.
- the geometry of the support 10 can be modified so that the method according to the invention can be adapted to shape any other element intended to be attached to a watch face.
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Electroplating Methods And Accessories (AREA)
Abstract
Description
- La présente invention se rapporte au domaine de l'horlogerie et plus particulièrement à un procédé comportant des opérations d'usinage suivies par des opérations de traitement de surface par galvanoplastie pour des éléments, principalement des appliques, destinés à être rapportés sur un cadran de montre.
- Selon un procédé existant, des ébauches d'appliques (ci-après applique) sont fixées sur un support sous forme de disque en aluminium utilisé exclusivement pour les opérations d'usinage. Plus particulièrement, les appliques sont disposées une par une au moyen de brucelles sur le disque sur lequel on vient vaporiser plusieurs couches d'une colle acrylique. Le disque est alors placé dans une étuve pour séchage. Le surplus de colle sur la face des appliques est ensuite enlevé au moyen d'un chiffon imbibé d'acétone. Le disque est configuré de manière à pouvoir être monté sur différents types de machine pour pouvoir effectuer différentes opérations d'usinage telles que du diamantage sur la face des appliques ou du facettage sur leurs arêtes.
- Le disque en aluminium n'étant pas adapté pour les opérations de galvanoplastie, il est nécessaire de monter les appliques usinées sur un support adapté pour des bains galvaniques, ce support étant plus communément appelé "bouclard" telle qu'illustré par la
Figure 7 . Ainsi, le disque en aluminium doit être plongé dans un solvant pour décoller les appliques. Il s'ensuit une opération fastidieuse pour un homme de la production puisque celui-ci doit placer chaque applique au moyen de brucelles sur le bouclard pour le traitement galvanique. Après traitement galvanique, les appliques sont ôtées du bouclard l'une après l'autre toujours au moyen de brucelles pour y être déposées sur un papier de soie. Elles sont ensuite rangées dans différentes boîtes selon le type d'appliques. - Le procédé susvisé requiert de nombreuses manipulations des appliques au moyen de brucelles qui sont effectuées par un homme de la production. Ces nombreuses manipulations ont un impact non négligeable sur le rendement du procédé et augmentent en outre le risque d'occasionner des rayures sur les appliques. Par ailleurs, après traitement galvanique, la structure du bouclard conventionnel est entièrement recouverte de l'alliage, ce qui représente un gaspillage en matière galvanique qui n'est pas négligeable.
- Le but de la présente invention est donc de proposer un procédé pour l'usinage et le traitement de surface adapté pour des éléments destinés à être rapportés sur un cadran de montre et qui à l'avantage, par rapport au procédé susvisé, de diminuer significativement les manipulations avec les brucelles, de réduire significativement le nombre des opérations nécessaires et de faire d'importantes économies en bain galvanique.
- Conformément à l'invention, ce but est atteint grâce à un procédé comportant des opérations d'usinage suivies par des opérations de traitement de surface par galvanoplastie pour des éléments destinés à être rapportés sur un cadran de montre. Le procédé selon l'invention comporte les étapes suivantes:
- a. positionnement des ébauches des éléments sur un support configuré de manière à ce que les opérations d'usinage d'une part, et les opérations de traitement de surface par galvanoplastie d'autre part, puissent être effectuées sur lesdites ébauches montées sur le support,
- b. opérations d'usinage réalisées sur les surfaces des ébauches des éléments par des moyens agencés pour coopérer avec lesdites ébauches montées sur le support,
- c. opérations de traitement de surface par galvanoplastie réalisées sur les ébauches d'éléments montées sur le support et usinées selon l'étape b.
- Le support comporte par exemple un substrat rigide ainsi qu'une piste conductrice agencée sur le substrat et sur laquelle les ébauches des éléments sont en contact. La piste conductrice est en outre de préférence agencée pour être connectée à une anode pour les opérations de galvanoplastie.
- De préférence, le procédé selon l'invention comporte en outre les étapes additionnelles suivantes:
- d. Montage dudit support sur un outil agencé pour désolidariser les éléments dudit support;
- e. Positionnement d'une boîte comportant une pluralité de compartiments destiné à recevoir chacun un des éléments, avec ses compartiments en correspondance avec les éléments sur ledit support monté sur l'outil;
- f. Actionnement dudit outil afin de désolidariser les éléments dudit support pour les positionner chacun dans leur compartiment respectif de la boîte.
- Les caractéristiques de l'invention apparaîtront plus clairement à la lecture d'une description donnée uniquement à titre d'exemple en se référant aux figures dans lesquelles:
- La
Figure 1 représente une vue de dessus du support destiné à recevoir des ébauches d'appliques selon une première variante d'exécution; - Les
Figures 1 a et 1b représentent une vue détaillée de laFigure 1 sur laquelle est montée respectivement un premier et un second type d'ébauche d'applique; - La
Figure 2a représente une vue en éclaté des principaux composants du support de laFigure 1 ; - La
Figure 2b représente une vue schématique en perspective du support destiné à recevoir des ébauches d'appliques selon une seconde variante d'exécution; - La
Figure 3 représente une vue en perspective du support de laFigure 1 monté sur un disque en aluminium pour l'opération consistant à positionner les ébauches d'appliques sur le support; - La
Figure 4 représente une vue en perspective d'une potence pour le chassage des ébauches d'appliques dans le support; - La
Figure 5 représente une vue en perspective d'une pièce destinée à être montée sur un tour pour les opérations de diamantage, la pièce étant agencée pour recevoir le support de laFigure 1 ; - La
Figure 6 une vue schématique d'une opération de facettage; - La
Figure 7 représente une vue en perspective d'un bouclard selon l'état de la technique pour les opérations de galvanoplastie; - La
Figure 8a représente une vue en perspective d'un bouclard, selon une première variante d'exécution, qui est utilisé au cours du procédé selon l'invention pour les opérations de galvanoplastie; - La
Figure 8b représente une vue en perspective d'un bouclard, selon une seconde variante d'exécution, qui est utilisé au cours du procédé selon l'invention pour les opérations de galvanoplastie; - La
Figure 9 représente une vue en perspective d'un outil de déchassage d'appliques; - La
Figure 9a représente une vue détaillée de laFigure 9 ; - La
Figure 10 représente une vue en perspective de l'outil de déchassage selon laFigure 9 , sur lequel est ajusté le support d'appliques. - La
Figure 11 représente une vue de dessus d'une boîte à compartiments pour appliques. - Le procédé selon l'invention est adapté pour façonner des appliques destinées à être rapportées sur un cadran de montre. A cet effet, dans une première forme d'exécution, le support 10, selon la
Figure 1 , est configuré de manière à recevoir 40 ébauches d'appliques 11 (Figures 1 a et 1 b) et possède des propriétés mécaniques et électriques afin qu'il puisse être utilisé tant pour des opérations d'usinage que pour des opérations de galvanoplastie. Plus précisément, le support 10 est pourvu d'une partie annulaire sur sa périphérie qui est connectée au moyen de quatre bras 12 à un élément conducteur central 13 sous la forme d'un anneau, de préférence en cuivre, destiné à venir au contact d'une anode pour les opérations de galvanoplastie. - En se référant à la
Figure 2 , le support comporte un substrat rigide 14 sous forme d'un disque ajouré, de préférence en résine époxy, surmontée d'une piste conductrice 15 en cuivre, de préférence plaquée 2N18. Cette dernière est disposée sur la partie annulaire périphérique du support et comporte une multitude de pastilles de contact 16 (Figures 1a et 1b ) de forme substantiellement rectangulaire sur lesquelles viennent se monter les ébauches d'appliques 11 (dénommé ci-après applique). La piste 15 s'étend en outre sur les quatre bras 12 du support 10 jusqu'au centre de celui-ci afin d'être en contact avec l'anneau 13. Un film protecteur 17 est collé sur chaque bras 12 du support et entre chaque pastille 16 afin de limiter les surfaces de dépositions galvanique, ce qui permet une économie importante du bain de traitement de surface (Or 2N18, Or 5N, Rhodium etc.). Deux bras diamétralement opposés du support 10 comportent chacun un trou traversant 18. Ces trous 18 ont pour but de stabiliser en partie le support 10 lorsque celui-ci est monté notamment sur un tour pour les opérations de diamantage ou sur une machine pour les opérations de facettage. - Au vu notamment des
Figures 1 a et 1b, chaque pastille 16 et le substrat 14 sous-jacente en époxy sont percées en quatre points. Les quatre perçages 19 sont agencés selon un axe radial par rapport au centre du support 10 pour recevoir deux pieds solidaires des appliques 11, lesquels sont introduits dans les perçages correspondants en fonction de la taille et de la géométrie de l'applique. Par ailleurs, une fente rectangulaire 20 est réalisée sur le support 10 au centre de chaque pastille 16 et est orientée perpendiculairement à l'axe radial le long duquel se trouvent les quatre perçages 17. Les fentes 20 du support 10 permettent de retirer les appliques 11 une fois les opérations d'usinage et de galvanoplastie terminées. Les étapes supplémentaires du procédé selon l'invention consistant à désolidariser les appliques du support seront décrites ultérieurement. - En référence à la
Figure 2b , le support 10', selon une seconde variante d'exécution, comporte un substrat 14' sous forme de disque intégralement recouvert d'un film en cuivre 15'. Le support 10' possède un élément conducteur central 13' sous la forme d'un anneau 13' en cuivre destiné à venir au contact d'une anode pour les opérations de galvanoplastie. Afin de limiter les surfaces de déposition galvanique, un film protecteur circulaire 17' est agencé autour de l'anneau 13' sur le film en cuivre 15'. Le diamètre du film protecteur 17' est inférieur au diamètre du support 10' afin que le support 10' possède sur sa périphérie une partie annulaire dont la surface est en cuivre et qui est destinée à recevoir les ébauches des appliques. Le support 10' selon cette variante à l'avantage d'avoir un coût de production moins élevé que le support selon la première variante d'exécution. - Un exemple de mise en oeuvre du procédé selon l'invention sera décrit au regard du support 10 selon la première variante d'exécution. Ce procédé comporte une première étape qui consiste à placer, au moyen de brucelles, les pieds de chaque applique 11 dans les perçages 19 correspondants situés sur chaque pastille 16 du support 10. Cette opération est relativement longue puisque dans le cas présent, 40 appliques peuvent être ajustées l'une après l'autre sur le support 10 qui comporte 40 pastilles 16. Au cours de cette opération, le support 10 est posé sur un disque 22 en aluminium (
Figure 3 ) qui assure la stabilité du support et dont la surface supérieure a été rectifiée pour épouser parfaitement la surface inférieure du support 10. Celui-ci est par la suite positionné sous une potence 23 dont l'actionnement permet de chasser simultanément les pieds de la totalité des appliques 11 dans la base 14 en résine époxy. - Dans cet exemple, le procédé selon l'invention comporte une seconde étape qui consiste à vaporiser plusieurs couches de colle acrylique sur le support 10 pour assurer une stabilité accrue des appliques sur le support pour les opérations d'usinage au cours desquels des contraintes importantes sont exercées sur lesdites appliques. Au cours de cette opération, la partie centrale du support est protégée au moyen d'un autocollant afin de ne pas charger la piste en colle. Le support est ensuite placé dans une étuve pour le séchage. Après l'opération de séchage, la face avant des appliques est nettoyée au moyen d'un chiffon microfibre imbibé par exemple d'acétone afin d'éliminer le surplus de colle. Le support 10 est alors prêt pour être utilisé dans différentes opérations d'usinage.
- Pour les opérations de diamantage, qui sont effectuées au moyen d'un tour (de type SV102 par exemple), une pièce cylindrique 24, telle qu'illustrée à la
Figure 5 , sur laquelle vient reposer le support 10 a été développée et est montée sur l'arbre du tour. Cette pièce comporte sur sa face avant un tenon 25 agencé selon l'axe de rotation de la pièce 24 et autour duquel l'anneau 13 du support est ajusté. Deux goupilles 26 sont agencées de part et d'autre du tenon 25 pour venir se loger dans les trous traversant 18 respectifs agencés sur deux des quatre bras 12 du support 10. La face avant de la pièce cylindrique 24 comporte en outre sur sa périphérie une gorge annulaire 27 à l'intérieur de laquelle se trouvent quatre orifices 28 séparés les uns des autres de manière équidistante sur 360° et relié chacun à un système à vacuum. Le support 10 est donc plaqué contre la face avant du cylindre 24 par aspiration, ce qui permet d'éviter des phénomènes de vibrations lors du diamantage des appliques. - Pour les opérations de facettage (
Figure 6 ) le support 10 est posé sur une pièce 29 comportant une face supérieure (non illustrée) identique ou similaire à la face avant de la pièce cylindrique 24 utilisée pour les opérations de diamantage. - Après les opérations d'usinage, le support 10 est plongé dans un solvant pendant environ une vingtaine de minutes pour décoller les appliques. Le support 10 est ensuite plongé dans un bain par exemple d'acétone pour le lavage et le "dégraissage" des appliques, puis dans de l'eau déminéralisée afin d'éviter d'éventuelles tâches. Le support 10 est alors monté sur un bouclard comportant une anode 30 pour subir un traitement galvanique conventionnel. Afin d'améliorer le rendement du procédé, plusieurs supports sont de préférence montés de manière coaxiale l'un sur l'autre autour de l'anode 30 (
Figure 8a ), chaque support étant séparé des supports adjacents au moyen d'une entretoise 35. Selon une alternative, plusieurs supports 10 sont montés sur un bouclard de forme conventionnel tel qu'illustré à laFigure 8b qui permet une meilleure répartition des flux. - Les supports comportant les appliques prêtes pour être rapportées sur un cadran de montre peuvent être stockés dans des sachets en fonction du type d'applique sans risque de frottement entre celles-ci.
- Pour l'opération consistant à désolidariser les appliques 11 du support 10, un extracteur d'appliques 40 tel qu'illustré notamment par la
Figure 9 a été spécifiquement développé à cet effet. Celui-ci permet de retirer simultanément la totalité des appliques du support 10 lorsqu'il est actionné. L'extracteur 40 comporte à cet effet une surface circulaire 41 contre laquelle le support 10 est destiné à être plaqué et des picots rétractables 42 agencés sur la périphérie de la surface 41. Les picots 42 possèdent une section transversale rectangulaire afin de pouvoir être introduit dans les fentes respectives 20 du support 10. - Chaque applique est de préférence directement rangée dans une boîte 50 telle qu'illustrée par la
Figure 11 . Celle-ci comporte une pluralité de compartiments 51 destinés à être agencés en correspondance avec les appliques 11 du support 10 lorsque la boîte 50 est placée sous le support qui est monté sur l'extracteur 40. - Ainsi le procédé consistant à désolidariser les appliques 11 du support 10 et de les ranger directement dans une boîte prévue à cet effet comporte les étapes suivantes :
- montage du support 10 contre la surface 41 de l'extracteur d'appliques 40 afin que les picots rétractés 42 se trouvent en correspondance avec les fentes du support 10 ;
- positionnement du support 10 et/ou de la boîte 50 de manière à ce que chaque applique 11 se trouve en correspondance avec l'un des compartiments 51 de la boîte 50 ;
- actionnement de l'extracteur 40 afin de désolidariser les appliques 11 du support 10 pour que chaque applique 11 soit rangée dans le compartiment correspondant 51 de la boîte 50.
- La géométrie du support 10 peut être modifiée afin que le procédé selon l'invention puisse être adapté pour façonner tout autre élément destiné à être rapporté sur un cadran de montre.
Claims (14)
- Procédé comportant des opérations d'usinage suivies par des opérations de traitement de surface par galvanoplastie pour des éléments (11) destinés à être rapportés sur un cadran de montre, le procédé comportant les étapes suivantes:a. positionnement des ébauches desdits éléments (11) sur un support (10, 10') configuré de manière à ce que les opérations d'usinage d'une part, et les opérations de traitement de surface par galvanoplastie d'autre part, puissent être effectuées sur lesdites ébauches (11) montées sur le support (10, 10'),b. opérations d'usinage réalisées sur les surfaces des ébauches des éléments (11) par des moyens agencés pour coopérer avec lesdites ébauches (11) montées sur le support (10, 10'),c. opérations de traitement de surface par galvanoplastie réalisées sur les ébauches d'éléments (11) montées sur le support (10, 10') et usinées selon l'étape b.
- Procédé selon la revendication 1, dans lequel le support (10, 10') comporte un substrat rigide (14, 14') pour supporter les ébauches des éléments (11) destinés à être usinés ainsi qu'une piste conductrice (15, 15') agencée sur le substrat (14) pour être connectée à une anode (30) pour les opérations de traitement de surface par galvanoplastie.
- Procédé selon la revendication 2, dans lequel les ébauches des éléments (11) sont positionnés sur le support (10, 10') en contact avec sa piste conductrice (15, 15').
- Procédé selon la revendication 1, 2 ou 3, dans lequel les opérations d'usinage des ébauches des éléments (11) comportent des opérations de rodage et/ou de diamantage et/ou de facettage et/ou de cabochonnage.
- Procédé selon la revendication 4, dans lequel, pour les opérations de diamantage, le support (10, 10') et monté sur un tour.
- Procédé selon l'une quelconque des revendications précédentes, dans lequel le support (10, 10') est sous forme d'un disque.
- Procédé selon l'une quelconque des revendications 2 à 6, dans lequel ledit support (10, 10') comporte un élément conducteur central (13), destiné à venir au contact de l'anode (30) pour les opérations de traitement de surface par galvanoplastie.
- Procédé selon la revendication 7, dans lequel ledit support (10) comporte sur sa périphérie une partie annulaire reliée au moyen de bras (12) à l'élément conducteur central (13) du support (10), et en ce que la piste conductrice (15) est disposée sur ladite partie annulaire et sur les bras (12) du support (10) afin d'être en contact avec l'élément conducteur central (13).
- Procédé selon la revendication 8, dans lequel la piste conductrice (15) est agencée sur la partie annulaire dudit support (10) afin de former une pluralité de pastilles de contact (16) de forme substantiellement rectangulaire sur lesquelles sont montées les ébauches des éléments (11).
- Procédé selon la revendication 7, dans lequel ledit support (10') comporte un substrat rigide (14') sous forme de disque, le substrat (14') étant recouvert d'un film en cuivre (15'), le support (10') comportant en outre un film protecteur circulaire (17') agencé autour de l'élément conducteur central (13') sur le film en cuivre (15'), le diamètre du film protecteur circulaire (17') étant inférieur au diamètre du support (10') afin de laisser une partie annulaire non protégée sur la périphérie du support (10') destinée à recevoir les ébauches des éléments (11).
- Procédé selon l'une quelconque des revendications précédentes, comportant en outre, préalablement à l'étape b, une étape consistant à placer le support (10, 10') sur un appui (22) afin de chasser les ébauches des éléments (11) sur le support (10, 10').
- Procédé selon l'une quelconque des revendications précédentes comportant en outre, postérieurement à l'étape c, les étapes additionnelles suivantes:d. montage du support (10, 10') sur un extracteur (40) destiné à désolidariser lesdits éléments (11) du support (10, 10');e. positionnement d'une boîte (50) comportant une pluralité de compartiments (51) destiné à recevoir chacun un desdits éléments (11), avec ses compartiments (51) en correspondance avec lesdits éléments (11) agencés sur ledit support (10, 10') monté sur l'extracteur (40);f. actionnement de l'extracteur (40) afin de désolidariser lesdits éléments (11) du support (10, 10') pour que chaque élément (11) soit rangé dans le compartiment correspondant (51) de la boîte (50).
- Procédé selon l'une quelconque des revendications précédentes, dans lequel, pour l'opération de galvanoplastie, plusieurs supports (10) sont montés de manière coaxiale l'un sur l'autre autour d'une anode (30), chaque support (10) étant séparé des supports adjacents au moyen d'une entretoise (35).
- Procédé selon l'une quelconque des revendications précédentes, dans lequel lesdits éléments (11) sont choisis notamment parmi des appliques, des cadres de compteurs, des guichets, et des composants décoratifs.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP20110007999 EP2455824B1 (fr) | 2010-11-19 | 2011-10-04 | Procédé de traitement d'éléments destinés à être rapportés sur un cadran de montre |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP10014777 | 2010-11-19 | ||
| EP20110007999 EP2455824B1 (fr) | 2010-11-19 | 2011-10-04 | Procédé de traitement d'éléments destinés à être rapportés sur un cadran de montre |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2455824A1 true EP2455824A1 (fr) | 2012-05-23 |
| EP2455824B1 EP2455824B1 (fr) | 2014-05-07 |
Family
ID=43984553
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20110007999 Active EP2455824B1 (fr) | 2010-11-19 | 2011-10-04 | Procédé de traitement d'éléments destinés à être rapportés sur un cadran de montre |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP2455824B1 (fr) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3336615A1 (fr) * | 2016-12-15 | 2018-06-20 | Nivarox-FAR S.A. | Conditionnement d'appliques d'horlogerie |
| EP3537226A1 (fr) * | 2018-03-06 | 2019-09-11 | Nivarox-FAR S.A. | Procédé de fabrication d'applique diamantée d'horlogerie |
| KR20210118353A (ko) * | 2020-03-19 | 2021-09-30 | 유니베르소 에스.에이. | 시계 침들을 위한 패키징 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH332570A (fr) * | 1957-12-21 | 1958-09-15 | Lapidor Sa | Procédé pour le traitement des cadrans |
| CH336774A (fr) * | 1957-12-21 | 1959-02-28 | Lapidor Sa | Procédé pour le traitement des cadrans |
| US3275791A (en) * | 1959-05-19 | 1966-09-27 | Vogt Andre | Method for welding at least one member to a support such as a time-piece dial and dials obtained through said method |
| EP1197939A1 (fr) * | 1999-08-23 | 2002-04-17 | Seiko Epson Corporation | Plaque originale de cadran, cadran, et procede de fabrication de dispositif indicateur |
| EP1544690A1 (fr) * | 2003-12-16 | 2005-06-22 | Seiko Epson Corporation | Pièce décorative, procédé de fabrication d'une pièce décorative, et pièce d'horlogerie |
-
2011
- 2011-10-04 EP EP20110007999 patent/EP2455824B1/fr active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH332570A (fr) * | 1957-12-21 | 1958-09-15 | Lapidor Sa | Procédé pour le traitement des cadrans |
| CH336774A (fr) * | 1957-12-21 | 1959-02-28 | Lapidor Sa | Procédé pour le traitement des cadrans |
| US3275791A (en) * | 1959-05-19 | 1966-09-27 | Vogt Andre | Method for welding at least one member to a support such as a time-piece dial and dials obtained through said method |
| EP1197939A1 (fr) * | 1999-08-23 | 2002-04-17 | Seiko Epson Corporation | Plaque originale de cadran, cadran, et procede de fabrication de dispositif indicateur |
| EP1544690A1 (fr) * | 2003-12-16 | 2005-06-22 | Seiko Epson Corporation | Pièce décorative, procédé de fabrication d'une pièce décorative, et pièce d'horlogerie |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3336615A1 (fr) * | 2016-12-15 | 2018-06-20 | Nivarox-FAR S.A. | Conditionnement d'appliques d'horlogerie |
| US10766689B2 (en) | 2016-12-15 | 2020-09-08 | Nivarox—FAR S.A. | Packaging for timepiece appliques |
| EP3537226A1 (fr) * | 2018-03-06 | 2019-09-11 | Nivarox-FAR S.A. | Procédé de fabrication d'applique diamantée d'horlogerie |
| CN110231769A (zh) * | 2018-03-06 | 2019-09-13 | 尼瓦洛克斯-法尔股份有限公司 | 用于钟表的经钻石抛光的镶字块 |
| CN110231769B (zh) * | 2018-03-06 | 2020-12-11 | 尼瓦洛克斯-法尔股份有限公司 | 用于钟表的经钻石抛光的镶字块 |
| US11009834B2 (en) | 2018-03-06 | 2021-05-18 | Nivarox-Far S.A. | Diamond-polished applique for horology |
| KR20210118353A (ko) * | 2020-03-19 | 2021-09-30 | 유니베르소 에스.에이. | 시계 침들을 위한 패키징 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2455824B1 (fr) | 2014-05-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101476516B1 (ko) | 제작 기판을 캐리어 기판으로부터 분리하기 위한 장치 및 방법 | |
| EP2791739B1 (fr) | Palier antichoc pour piece d'horlogerie | |
| EP1634685A2 (fr) | Puce mince en verre pour composant électronique et procédé de fabrication | |
| EP1109946B1 (fr) | Support pour lentille optique, et son procede de mise en oeuvre | |
| EP2177957A2 (fr) | Organe d'affichage analogique en matériau cristallin, pièce d'horlogerie pourvue d'un tel organe d'affichage, et procédé pour sa fabrication | |
| EP2455824B1 (fr) | Procédé de traitement d'éléments destinés à être rapportés sur un cadran de montre | |
| EP1035453B1 (fr) | Cadran comportant des brillants, appliques ou autres éléments rapportés et procédé de fixation de ces éléments sur un tel cadran | |
| EP1815509A2 (fr) | Amincissement d'une plaquette semiconductrice | |
| EP2263972A1 (fr) | Procédé de fabrication d'une microstructure métallique et microstructure obtenue selon ce procédé | |
| FR2821422A1 (fr) | Resonateur mecanique planaire sensible selon un axe perpendiculaire a son plan | |
| FR2839788A1 (fr) | Support individuel de lentille optique | |
| EP3623437A1 (fr) | Procédé de collage temporaire avec adhesif thermoplastique incorporant une couronne rigide | |
| WO2021260287A1 (fr) | Plateau modulaire circulaire pour la fabrication additive sur lit de poudre d'une piece a axe de revolution | |
| EP3789825B1 (fr) | Procédé pour fabriquer une pluralité de micropièces | |
| EP3453787B1 (fr) | Procede de fabrication d'un lot de pieces de micromecanique multi-niveau en metal | |
| FR2969376A1 (fr) | Procédé de fabrication de puces de circuits intégrés | |
| EP3479721A1 (fr) | Procede de sertissage d'une pierre | |
| EP1801627A2 (fr) | Ensemble comportant une lentille optique et un support, ainsi que procede les mettant en oeuvre | |
| EP1675168A2 (fr) | Procédé et dispositif de positionnement de billes de connexion pour circuits intégrés | |
| EP3771359B1 (fr) | Procédé de sertissage d'une pierre | |
| EP4276547A1 (fr) | Procédé de réalisation d'un outil de frappe pour la fabrication d'un composant d'habillage de bijouterie, de joaillerie ou d'horlogerie | |
| EP2965855A2 (fr) | Procede de realisation d'un motif en relief, en un materiau de type polymere, sur un substrat | |
| EP3607851A1 (fr) | Procede de formation d'un chaton de sertissage sur un substrat non ductile et objet obtenu selon ce procede | |
| CH719655A2 (fr) | Procédé et équipement d'usinage correctif de pièces microtechniques. | |
| EP3822709A1 (fr) | Procede de fabrication d'un composant horloger |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| 17P | Request for examination filed |
Effective date: 20121017 |
|
| 17Q | First examination report despatched |
Effective date: 20130226 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20131204 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20140226 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 667126 Country of ref document: AT Kind code of ref document: T Effective date: 20140515 Ref country code: CH Ref legal event code: NV Representative=s name: GRIFFES CONSULTING SA, CH |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: FRENCH |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602011006650 Country of ref document: DE Effective date: 20140618 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20140507 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140507 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140507 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140808 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140507 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140907 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140807 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140507 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140507 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140507 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140507 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140507 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140507 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140908 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140507 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140507 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140507 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140507 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140507 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602011006650 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140507 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20150210 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140507 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602011006650 Country of ref document: DE Effective date: 20150210 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140507 Ref country code: LU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141004 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20141031 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140507 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20141004 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140507 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20151004 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140507 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20111004 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140507 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20151004 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140507 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20161020 Year of fee payment: 6 Ref country code: DE Payment date: 20161020 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20161020 Year of fee payment: 6 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 602011006650 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 667126 Country of ref document: AT Kind code of ref document: T Effective date: 20171004 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140507 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20180629 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180501 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171031 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171004 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140507 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20231214 Year of fee payment: 13 |