EP2422979A1 - Presse d'impression rotative avec cylindre d'impression centrale - Google Patents
Presse d'impression rotative avec cylindre d'impression centrale Download PDFInfo
- Publication number
- EP2422979A1 EP2422979A1 EP10174576A EP10174576A EP2422979A1 EP 2422979 A1 EP2422979 A1 EP 2422979A1 EP 10174576 A EP10174576 A EP 10174576A EP 10174576 A EP10174576 A EP 10174576A EP 2422979 A1 EP2422979 A1 EP 2422979A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- detector
- printing
- printing cylinder
- printing press
- impression cylinder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F13/00—Common details of rotary presses or machines
- B41F13/08—Cylinders
- B41F13/10—Forme cylinders
- B41F13/12—Registering devices
- B41F13/14—Registering devices with means for displacing the cylinders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41P—INDEXING SCHEME RELATING TO PRINTING, LINING MACHINES, TYPEWRITERS, AND TO STAMPS
- B41P2200/00—Printing processes
- B41P2200/10—Relief printing
- B41P2200/12—Flexographic printing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41P—INDEXING SCHEME RELATING TO PRINTING, LINING MACHINES, TYPEWRITERS, AND TO STAMPS
- B41P2213/00—Arrangements for actuating or driving printing presses; Auxiliary devices or processes
- B41P2213/90—Register control
Definitions
- the invention relates to a rotary printing press comprising a central impression cylinder and a plurality of colour decks disposed at the periphery thereof, each colour deck including a printing cylinder adapted to be set against the central impression cylinder and having a reference mark arranged in its peripheral surface, the printing press further including a detector for detecting the reference mark.
- a rotary printing press e.g. a flexographic printing press
- the position of the printing cylinder must be adjusted with high precision relative to other machine components, e.g. a central impression cylinder (CI), an anilox roller, the lateral frame of the machine (for adjusting the side register), and the like.
- a number of colour decks are arranged at the periphery of a CI, and each colour deck comprises a bearing structure for the printing cylinder and another bearing structure for the anilox roller.
- Each bearing structure comprises two bearing blocks that support the opposite ends of the printing cylinder and the anilox roller, respectively, and are movable relative to the machine frame in a predetermined direction (e.g.
- the movements of the bearing blocks are controlled independently of one another by means of servo-motors which also permit to precisely monitor the positions of the bearing blocks.
- the exact positions which the bearing blocks have to assume during a print process depend among others upon the thickness of a printing sleeve and/or printing plates that are mounted on the printing cylinder.
- a hollow-cylindrical adapter which carries the printing plates or a printing sleeve is removably mounted, e.g. hydraulically clamped, on a mandrel that remains in the machine.
- the bearing at one end of the mandrel is removed, so that the adapter can be withdrawn axially from the mandrel.
- the new adapter, with the printing sleeve or plates carried thereon is thrust onto the mandrel and is clamped thereon. Then, the bearing that had previously been removed is restored again.
- the contact pressure between the printing cylinder and the CI and between the anilox roller and the printing cylinder has to be adjusted with high precision. Conventionally, this is done by first moving the printing cylinder and the anilox roller into predetermined start positions by appropriately controlling the servo-motors for the bearing blocks. Then, the print process is started, the print result is monitored, and a fine adjustment is performed for optimising the contact pressures. This so-called setting procedure takes a certain amount of time, and, since the quality of the printed images produced during this time will not be satisfactory, a considerable amount of waste is produced.
- a printing press according to the preamble of claim 1 and an automated setting procedure have been proposed which aim at reducing or eliminating this waste.
- the geometry of the printing cylinder is precisely measured beforehand, for example while the printing cylinder is supported in a mounter which is used for mounting the printing plates thereon.
- the geometry data of the printing cylinder are then transmitted to a control unit of the printing press and are used for adjusting the bearing blocks precisely to the optimal positions which assure a good print quality from the outset.
- Each printing cylinder has a reference mark which serves among others for adjusting the longitudinal and side register.
- Each colour deck has a detector for detecting the reference mark of the printing cylinder that is mounted therein.
- WO 2009/112120 A1 discloses a calibration tool for calibrating such a printing press.
- WO 2009/074295 A1 discloses a printing press wherein the detector is integrated in a removable bearing for the anilox roller.
- the detector is arranged in the peripheral surface of the central impression cylinder.
- the side registers of all printing cylinders can easily be adjusted relative to the single detector.
- the CI may have a plurality of detectors for detecting the reference marks of a plurality of printing cylinders simultaneously. In this case, any possible offsets between the various detectors can easily be measured and compensated for in a simple calibration procedure which has to be performed only once when the printing press has been installed.
- the CI may have one or more pairs of detectors, with the detectors of each pair being arranged symmetrically near the opposite sides of the CI, so that one of these detectors may face the reference mark on the sleeve regardless of the orientation in which the sleeve has been mounted in the printing press.
- the detector or detectors may communicate with a control unit of the printing press via rotary connectors or, preferably, a wireless link.
- Fig. 1 shows a flexographic printing press 10 having a central impression cylinder (CI) 12 and ten colour decks A-J arranged around the periphery thereof.
- Each colour deck comprises a frame 14 which rotatably and adjustably supports an anilox roller 16 and a printing cylinder 18.
- the anilox roller 16 is inked by means of an ink fountain and/or a doctor blade chamber (not shown) and may be adjusted against the printing cylinder 18, so that the ink is transferred onto the peripheral surface of the printing cylinder 18 carrying a printing pattern.
- a web 20 of a print substrate is passed around the periphery of the CI 12 and thus moves past each of the colour decks A-J when the CI rotates.
- the colour decks A-E are shown in the operative state.
- the anilox rollers 16 and the printing cylinders 18 are driven to rotate with a peripheral speed that is identical with that of the CI 12, and the printing cylinder 18 is adjusted to the web 20, so that an image corresponding to the respective printing pattern is printed onto onto the web 20.
- Each of the colour decks A-E operates with ink of a specific colour, so that corresponding colour separation images of a printed image are superposed on the web 20 when it passes through the nips formed between the CI 12 and the various printing cylinders 18 of the successive colour decks.
- Fig. 1 further shows a schematic front view of a so-called mounter 24, i.e. a rack that is used for preparing a printing cylinder 18 before the same is mounted in one of the colour decks, e.g., the colour deck F.
- the printing cylinder 18 is of a type carrying one or more printing plates 26 carrying a printing pattern on their outer peripheral surface.
- the printing cylinder may take the form of a sleeve that is hydraulically or pneumatically clamped on a mandrel of the mounter and the printing press, respectively.
- the mounter 24 is particularly used for mounting the printing plates 26 on the printing cylinder sleeve, e.g. by means of an adhesive.
- the mounter 24 has a base 28 and two releasable bearings 30 in which the opposite ends of the printing cylinder 18 are rotatably supported.
- a drive motor 32 is arranged to be coupled to the printing cylinder 18 to rotate the same, and an encoder 34 is coupled to the drive motor 32 for detecting the angular position of the printing cylinder 18.
- a reference mark 36 e.g. a magnet
- a detector 38 capable of detecting the reference mark 36 is mounted on the base 28 in a position corresponding to the axial position of the reference mark.
- the detector 38 may for example be a 3-axes hall detector capable of accurately measuring the position of the reference mark 36 in a 3-dimensional co-ordinate system having axes X (normal to the plane of the drawing in Figure 1 ), Y (in parallel with the axis of rotation of the printing cylinder 18) and Z (vertical in Fig. 1 ).
- the detector 38 measures an offset of the reference mark 36 relative to the detector 38 in Y-direction as well as an offset in X-direction.
- the offset in X-direction is determined by the angular position ⁇ of the printing cylinder 18.
- a well defined Y-position and a well defined angular ( ⁇ ) position which may serve as a reference point for defining a cylindrical ⁇ -Y-R coordinate system that is fixed relative to the printing cylinder 18 (the R-coordinate being the distance from a point on the axis of rotation of the printing cylinder, as defined by the bearings 30).
- the position data defining this reference point are stored in a control unit 40 of the mounter 24.
- the mounter 24 further comprises a rail 42 that is mounted on the base 28 and extends along the outer surface of the printing cylinder 18 in Y-direction.
- a roller-type height detector 44 (which may for example be of the type disclosed in WO 2008/049500 A2 ) is guided on the rail 42 and may be driven to move back and forth along the rail 42 so as to scan the surface of the printing cylinder 18 and, in particular, the surfaces of the printing plates 26.
- the rail 42 further includes a linear encoder which detects the Y-position of the height detector 44 and signals the same to the control unit 40.
- the encoder 34 When the printing cylinder 18 is rotated, the encoder 34 counts the angular increments and signals them to the control unit 40, so that the control unit 40 can always determine the ⁇ and Y-coordinates of the height detector 44 in the cylindrical coordinate system that is linked to the reference mark 36 of the printing cylinder.
- the height detector 44 detects the height of the surface point of the printing cylinder 18 (or printing plate 26) that is located directly underneath the current position of the height detector.
- the height determined in this way can be represented by the R-coordinate in the cylindrical coordinate system.
- the mounter may be calibrated to map inherent deviations of the rail 42, which will then be combined in the control unit 40 with the readings from the height detector 44 so as to establish a more accurate topography.
- the exact geometrical shape of the printing cylinder 18 (including the printing plates) can be determined with high accuracy in the control unit 40.
- the cross section of the surface of the printing cylinder is a perfect circle, it is possible to detect whether the centre of this circle coincides with the axis of rotation that is defined by the bearings 30. If this is not the case, the amount of the offset and its angular direction can also be detected and recorded.
- the printing cylinder 18 When the printing cylinder 18 has been scanned in the mounter 24, it is removed from the mounter so that it may be inserted in one of the colour decks of the printing press 10.
- the topography data detected by means of the height detector 44 and stored in the control unit 40 are transmitted through any suitable communication channel 48 to a control unit 50 of the printing press.
- a detector 52 for detecting the reference mark 36 of the printing cylinder 18 is arranged in an appropriate position in the peripheral surface of the CI 12.
- a detector 52 for detecting the reference mark 36 of the printing cylinder 18 is arranged in an appropriate position in the peripheral surface of the CI 12.
- Fig. 2 shows only a peripheral portion of the CI 12 as well as certain portions of the colour deck F which serves to rotatably and adjustably support the printing cylinder 18.
- These portions of the colour deck comprise stationary frame members 56, 58 on the drive side and the operating side of the printing press 10, respectively.
- the frame member 58 on the operating side has a window 60 through which, when the printing cylinder is to be exchanged, the old printing cylinder is removed and the new one is inserted.
- the frame member 58 carries a releasable and removable bearing 62 that supports one end of the printing cylinder 18.
- This bearing 62 is slidable towards and away from the CI 12 along a guide rail 64, and a servo motor or actuator 66 is provided for moving the bearing 62 along the guide rail 64 in a controlled manner and for monitoring the positions of the bearing 62 with high accuracy.
- the frame member 56 on the drive side of the printing press has a similar construction and forms a guide rail 68 that supports a bearing 70 and a servo motor or actuator 72.
- an axle 74 of the printing cylinder extends through a window of the frame member 56 and is connected to an output shaft of a drive motor 76 through a coupling 78.
- the drive motor 76 is mounted on a bracket 80 that is slidable along the frame member 56, so that the drive motor may follow the movement of the bearing 70 under the control of the actuator 72.
- the position of the printing cylinder 18 relative to the CI 12 along an axis X' may be adjusted individually for either side of the printing cylinder. In this way, it is possible to set the pressure with which the printing cylinder 18 presses against the web on the CI 12 and also to compensate for a possible conicity of the printing cylinder.
- the axle 74 of the printing cylinder 18 is axially slidable in the bearings 62, 70 (in the direction of an axis Y'), and the drive motor 76 has an integrated side register actuator 76' for shifting the printing cylinder in the direction of the axis Y'.
- the drive motor 76 includes an encoder 82 for monitoring the angular position of the printing cylinder 18 with high accuracy.
- the detector 52 which may have a similar construction as the detector 38 in the mounter 24, is mounted on the CI 12 in an axial position that corresponds to the axial position of the reference mark 36 on the printing cylinder.
- the reference mark 36 may be rotated into a position in which it faces the CI
- the detector 52 may be rotated into a position in which it faces the reference mark 36 and may detect the position thereof with high accuracy.
- the detector 52 is embedded in the surface of the CI so that it will not disturb the print process.
- the drive motor 76 When the printing cylinder 18 is mounted in the colour deck F, the drive motor 76 is held at rest in a predetermined home position, and the coupling 78 may comprise a conventional notch and key mechanism (not shown) which assures that the angular position of the reference mark 36 will roughly correspond to a predetermined zero position. Then, using the drive motor 76 and the encoder 82, the printing cylinder is rotated into the position where the reference mark 36 will face the nip between the printing cylinder and the CI. The CI is rotated into a position where the detector 52 will face the same nip, and afterwards the actuators 66 and 72 are driven to move the printing cylinder against the CI so as to form the nip therewith.
- the precise offset of the reference mark 36 relative to the detector 52 in Y'-direction and the precise angular offset are measured in the same way as has been described in conjunction with the detector 38 of the mounter.
- the measured offset data are supplied to the control unit 50 which also receives data from the encoder 82 and the side register actuator 76'. These data permit to determine the angular position and the Y'-position of the printing cylinder 18 in a machine coordinate system.
- control unit 50 calculates the Y' position of the printing pattern on the printing plates 26 in the machine coordinate system and then controls the actuator 76' to precisely adjust the side register.
- the angular positions of the printing cylinder 18 are monitored on the basis of the data supplied by the encoder 82.
- the control unit 50 calculates the actual angular positions of the printing pattern on the printing plates 26 and advances or delays the drive motor 76, thereby to adjust the longitudinal register.
- this detector will serve as a common reference for the Y'-offsets of the reference marks 36 in all colour decks, so that the side registers of all printing cylinders can be adjusted very precisely.
- the control unit 50 includes a memory 84 which stores calibration data.
- These calibration data include, for example, the X' positions of the printing cylinders 18 when they are set against the CI 12, the angular positions of the CI and the printing cylinders where the detector 52 faces the respective reference marks 36, and the like. It should be noted here that the X'-direction defined by the guide rails 64, 68 is not necessarily normal to the surface of the CI 12 at the nip formed with the printing cylinder 18, so that the calibration data for the X'-position may depend upon the angle formed between the normal on the surface of the CI and the X'-direction.
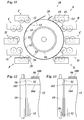
- Fig. 3 shows a mandrel 88 that forms part of the printing cylinder 18 and is supported in the bearings 62, 70.
- this mandrel carries an adapter sleeve (not shown) that carries, for example, an air-mounted printing sleeve with the printing pattern or printing plates thereon.
- this adapter sleeve has been replaced by a calibration tool 90 that has the same dimensions as a typical adapter sleeve and can hydraulically be clamped on the mandrel 88 in the same manner as a normal adapter sleeve.
- the calibration tool 90 is made of a rigid material which has a high shape- and dimensional stability and a low thermal expansion coefficient.
- a particular preferred material is a carbon fibre composite with carbon fibres embedded in a resin matrix.
- a precision switch 92 is embedded therein such that a contact sensitive part of the switch is exposed in the peripheral surface of the tool.
- contact-sensitive switches it is also possible to use distance detectors that are capable of detecting an object in a short distance from the tool and to measure that distance exactly.
- an inclinometer 94 is embedded in the tool 90.
- Each of the precision switches 92 and the inclinometer 94 are capable of communicating with the control unit 50 ( Fig. 2 ), preferably through a wireless communication channel. As an alternative, they may be connected to the control unit 50 via wirelines and sliding contacts in the bearings.
- Fig. 4 the calibration tool 90, the anilox roller 16 and a part of the CI 12 are shown in a cross-sectional view.
- the calibration tool 90 is rotated into a position in which the inclinometer 94 faces upwards.
- the inclinometer 94 is of a commercially available type and is capable of detecting inclinations in both, the left/right direction in Fig. 4 and the direction normal to the plane of the drawing with an accuracy as high as 0.1 arc seconds, for example.
- the axis of the inclinometer is exactly coincident with the radial direction of the tool 90.
- the tool 90 On the basis of the inclination signals delivered by the inclinometer 94, the tool 90 is rotated into a position in which the inclination (in left/right direction in Fig. 4 ) is exactly zero (vertical), and the corresponding angular position of the tool 90, detected by the encoder 82, is stored as an angular reference position for the drive motor 76 and the mandrel 88. In this position, the switches 92 face the CI 12. They are however vertically offset from the axis of the CI, depending on the colour deck to which the mandrel 88 belongs.
- the drive motor 76 is driven to rotate the tool 90 into a position in which the switches 92 are located on the line of contact where the tool 90 will meet the peripheral surface of the CI 12 once the tool 90 is driven in X'-direction against the CI.
- the necessary angle of rotation can roughly be determined on the basis of the height of the pertinent colour deck relative the CI.
- the actuators 66 and 72 ( Fig. 2 ) are operated to move the tool 90 against the CI 12, until the precision switches 92 detect the peripheral surface of the CI.
- the precision switches 92 are of a commercially available type (e.g. MY-COM switches) and are capable of detecting contact with the CI with a positional accuracy of 1 ⁇ m.
- the actuators 66, 72 are stopped, and the positions of the actuators, corresponding to the X'-position of the mandrel 88, are recorded as reference positions.
- the detection signals of both switches 92 should be received simultaneously. However, slight differences may occur when the axis of the mandrel 88 is not exactly parallel with the axis of the CI 12 or, more precisely, the corresponding part of the peripheral surface of the CI. Since the actuators 66 and 72 for the opposite ends of the mandrel 88 are controlled independently from one another, it is possible to detect independent reference positions in which both switches 92 engage the peripheral surface of the CI.
- the inclinometer 94 is a two-dimensional inclinometer, it is also possible in the position shown in Fig. 4 , to detect a possible inclination of the axis of the mandrel 88. In principle, this inclination can be measured for any position of the mandrel 88 in X'-direction.
- Fig. 7 illustrates a condition in which the tool 90 has been rotated into a position in which a radius from the central axis of the mandrel 88 to the switches 92 is exactly parallel with the X'-direction, and the switches face the anilox roller 16. This rotation may optionally be performed after the mandrel 88 has slightly been withdrawn from the CI 12 so as to avoid friction. Then, as has also been shown in Fig. 7 , the anilox roller 16 is moved in X'-direction against the tool 90 until the switches 92 detect contact between the anilox roller and the calibration tool, thereby to detect a reference position for the anilox roller 16 and X'-direction. Again, independent reference positions are detected for both ends of the anilox roller. Of course, it would also be possible to move the calibration tool 90 until it abuts against the anilox roller 16.
- the calibration process that has been described above needs to be performed only once when the printing press has been installed. Then, when a print run is to be started, the calibration tool 90 is replaced by an adapter sleeve 96 that carries the printing pattern or printing plates and, together with the mandrel 88, forms the printing cylinder 18 as shown in Fig. 8 .
- the printing cylinder 18 is moved to the position that corresponds to the position of the calibration tool 90 in Fig. 6 , and the printing cylinder is rotated until the reference mark 36 faces the CI 12, as shown in Fig. 8 .
- the CI 12 has been rotated into a position in which the detector 52 faces the reference mark 36.
- the corresponding angular position of the CI can be calculated from the height of the pertinent colour deck.
- the detector 52 is now capable of detecting the offset of the reference mark 36 in axial direction, so that the side register can be adjusted on the basis of this offset.
- the detector 52 is also capable of detecting the offset of the reference mark 36 in circumferential direction, and in combination with the known radii of the CI and the adapter sleeve 96 (which may be different from the radius of the calibration tool 90), this offset can be transformed into an angular offset of the printing cylinder 18 and/or the CI.
- this offset can be transformed into an angular offset of the printing cylinder 18 and/or the CI.
- this angular offset permits to relate the angular position of the printing cylinder 18 exactly to the angular position of the CI 12, thereby to provide a precise reference for the longitudinal register in the printing process.
- the radius of the adapter sleeve 96 is different from that of the calibration tool 90, a corresponding correction of the reference can easily be calculated.
- step S1 the calibration tool 90 is mounted on the mandrel 88 of the colour deck to be calibrated.
- step S2 the inclinometer is adjusted to the vertical position and the corresponding reading of the encoder 82 is stored.
- step S3 the calibration tool 90 is rotated into the position of Fig. 5 where the switches 92 are ready to detect the surface of the CI.
- step S4 the calibration tool 90 is driven against the CI.
- step S6 the calibration tool is rotated into the position in which the switches 92 may contact the anilox roller.
- step S7 the calibration tool is driven against the anilox roller (or vice versa).
- the reference positions of the anilox roller and the calibration tool in X'-direction are detected and stored in step S8.
- Fig. 10 is a flow diagram of a process for detecting the reference mark. This process will be executed when a new printing cylinder or a new adapter sleeve has been mounted.
- step S101 the adapter sleeve is mounted.
- step S102 the printing cylinder is rotated into a position where the reference mark may face the surface of the CI.
- step S103 the CI is rotated so as to bring the detector 52 into a corresponding detection position.
- step S104 the actuators 66 and 72 are activated to move the printing cylinder into a position where it makes contact with the CI.
- step S105 the offsets between the reference mark 36 and the detector 52 in both, lateral direction and circumferential direction are measured with the detector 52 and stored.
- step S106 the longitudinal register and the side register are adjusted on the basis of the offsets stored in step S105.
- the longitudinal register may also be adjusted later by appropriately advancing or delaying the rotary movement of the printing cylinder.
- step S 101-S106 will then be repeated for each colour deck (step S107).
- Fig. 11 shows a view of the CI 12 similar to the view shown in Fig. 1 , but for a modified embodiment of the printing press.
- a plurality of detectors 52 are embedded in the periphery surface of the CI 12, in angular positions corresponding to those of associated colour decks (F-J in this example). Consequently, it is possible in this embodiment to perform the steps S101 to S106 in Fig. 10 simultaneously for the colour decks F-J.
- the lateral positions of the various detectors 52 should be aligned with high accuracy. That any possible lateral offsets between the various detectors 52 may be measured in a calibration procedure using a slightly modified calibration tool.
- This calibration tool has a reference mark corresponding to and arranged in a same position as the reference marks 36 on the adapter sleeves. In the calibration process, the calibration tool is rotated into a position where its reference mark faces the CI, and the CI is successively rotated into positions where the detectors 52 face the reference mark of the calibration tool.
- each detector 52 can measure its own lateral offset relative to the reference mark of the single calibration tool.
- the lateral offsets of the detectors 52 relative to one another will be known and can be used for an appropriate compensation.
- an induction ring 98 is provided on an end face of the CI 12.
- a stationary induction ring 100 is mounted on the machine frame in a position where it faces the induction ring 98 and forms a narrow gap therewith.
- induction rings 98, 100 By means of the induction rings 98, 100, electric power for the detectors 52 can inductively be coupled into the CI 12. Similarly, the detection results provided by the detectors 52 can inductively be transmitted to the machine frame and then to the control unit 50 via the induction rings 98, 100.
- the printing cylinder 18 has an RFID chip 102 which stores the topography data and/or set data that have previously been obtained in the mounter 24 ( Fig. 1 ).
- the RFID chip 102 is embedded in the peripheral surface of the printing cylinder 18 in an angular position in which it faces the CI when the reference mark 36 faces the detector 52.
- An annular antenna 104 is embedded in the CI 12 in the same axial position as the RFID chip 102, so that the data from the RFID chip may be read.
- the power for the antenna 104 will also be provided via the induction rings 98, 100.
- a pair of detectors 52 are arranged in the same annular position and symmetrically near both ends of the CI 12. In the condition shown in Fig. 12 , the top one of the detectors 52 is used for detecting the reference mark 36. However, when the printing cylinder 18 or an adapter sleeve thereof is mounted in reverse orientation, as is shown in Fig. 13 , the other (lower) detector 52 may be used for detecting the reference mark.
- any possible positional offsets between the detectors 52 of each pair may be measured in a calibration process, using a calibration tool which has two reference marks (magnets) in positions corresponding to those of the detectors 52.
- a calibration tool which has two reference marks (magnets) in positions corresponding to those of the detectors 52.
- the same calibration tool will be used for measuring the offsets of all pairs of detectors 52.
- the offsets between the detectors of each pair and the offsets between detectors 52 in different angular positions of the CI 12 may be measured in a test print. Then, the calibration tool 90 shown in Fig 3 may also be used for calibrating the printing press shown in Figs. 11 to 13 .
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Inking, Control Or Cleaning Of Printing Machines (AREA)
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP10174576A EP2422979A1 (fr) | 2010-08-31 | 2010-08-31 | Presse d'impression rotative avec cylindre d'impression centrale |
| EP11731307.2A EP2611614B1 (fr) | 2010-08-31 | 2011-07-04 | Presse d'impression rotative avec cylindre d'impression centrale |
| PCT/EP2011/061223 WO2012028358A1 (fr) | 2010-08-31 | 2011-07-04 | Presse d'impression rotative avec cylindre central d'impression |
| ES11731307.2T ES2510407T3 (es) | 2010-08-31 | 2011-07-04 | Prensa rotativa provista de cilindro de impresión central |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP10174576A EP2422979A1 (fr) | 2010-08-31 | 2010-08-31 | Presse d'impression rotative avec cylindre d'impression centrale |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP2422979A1 true EP2422979A1 (fr) | 2012-02-29 |
Family
ID=43425863
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP10174576A Withdrawn EP2422979A1 (fr) | 2010-08-31 | 2010-08-31 | Presse d'impression rotative avec cylindre d'impression centrale |
| EP11731307.2A Active EP2611614B1 (fr) | 2010-08-31 | 2011-07-04 | Presse d'impression rotative avec cylindre d'impression centrale |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP11731307.2A Active EP2611614B1 (fr) | 2010-08-31 | 2011-07-04 | Presse d'impression rotative avec cylindre d'impression centrale |
Country Status (3)
| Country | Link |
|---|---|
| EP (2) | EP2422979A1 (fr) |
| ES (1) | ES2510407T3 (fr) |
| WO (1) | WO2012028358A1 (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4035899A1 (fr) * | 2021-01-27 | 2022-08-03 | Allstein GmbH | Unité d'étalonnage pour une presse d'impression rotative |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102014215648A1 (de) | 2014-08-07 | 2016-02-11 | Allstein GmbH | Rotationsdruckmaschine |
| DE102014226766A1 (de) * | 2014-12-22 | 2016-06-23 | Windmöller & Hölscher Kg | Rotationsdruckmaschine |
| CZ307067B6 (cs) * | 2016-05-31 | 2017-12-27 | SOMA spol. s.r.o. | Způsob nastavování poloh formových válců v tiskovém rotačním stroji a tiskový rotační stroj |
| US20190016551A1 (en) | 2017-07-14 | 2019-01-17 | Georgia-Pacific Corrugated, LLC | Reel editor for pre-print paper, sheet, and box manufacturing systems |
| US11485101B2 (en) | 2017-07-14 | 2022-11-01 | Georgia-Pacific Corrugated Llc | Controls for paper, sheet, and box manufacturing systems |
| US11520544B2 (en) | 2017-07-14 | 2022-12-06 | Georgia-Pacific Corrugated Llc | Waste determination for generating control plans for digital pre-print paper, sheet, and box manufacturing systems |
| US11449290B2 (en) | 2017-07-14 | 2022-09-20 | Georgia-Pacific Corrugated Llc | Control plan for paper, sheet, and box manufacturing systems |
| US10642551B2 (en) | 2017-07-14 | 2020-05-05 | Georgia-Pacific Corrugated Llc | Engine for generating control plans for digital pre-print paper, sheet, and box manufacturing systems |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2114937A (en) * | 1982-02-22 | 1983-09-01 | Paper Converting Machine Co | Method of operating a printing press |
| WO2008049500A2 (fr) | 2006-10-23 | 2008-05-02 | Fischer & Krecke Gmbh | Presse rotative et procédé pour ajuster un de ses cylindres |
| DE102006060465A1 (de) * | 2006-12-19 | 2008-06-26 | Fischer & Krecke Gmbh & Co. Kg | Rotationsdruckmaschine und Verfahren zum Einstellen einer Walze derselben |
| EP2055482A2 (fr) * | 2006-07-28 | 2009-05-06 | Comexi, SA | Procédé de détermination d'images imprimées |
| WO2009074295A1 (fr) | 2007-12-11 | 2009-06-18 | Fischer & Krecke Gmbh | Presse à imprimer équipée d'un capteur de cylindre |
| WO2009112120A1 (fr) | 2008-03-13 | 2009-09-17 | Fischer & Krecke Gmbh | Procédé et outil d’étalonnage pour étalonner une presse d’impression rotative |
| DE102008035277A1 (de) * | 2008-07-29 | 2010-02-04 | Fischer & Krecke Gmbh | Verfahren zum Einstellen von Walzenpositionen in einer Rotationsdruckmaschine |
-
2010
- 2010-08-31 EP EP10174576A patent/EP2422979A1/fr not_active Withdrawn
-
2011
- 2011-07-04 EP EP11731307.2A patent/EP2611614B1/fr active Active
- 2011-07-04 WO PCT/EP2011/061223 patent/WO2012028358A1/fr active Application Filing
- 2011-07-04 ES ES11731307.2T patent/ES2510407T3/es active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2114937A (en) * | 1982-02-22 | 1983-09-01 | Paper Converting Machine Co | Method of operating a printing press |
| EP2055482A2 (fr) * | 2006-07-28 | 2009-05-06 | Comexi, SA | Procédé de détermination d'images imprimées |
| WO2008049500A2 (fr) | 2006-10-23 | 2008-05-02 | Fischer & Krecke Gmbh | Presse rotative et procédé pour ajuster un de ses cylindres |
| DE102006060465A1 (de) * | 2006-12-19 | 2008-06-26 | Fischer & Krecke Gmbh & Co. Kg | Rotationsdruckmaschine und Verfahren zum Einstellen einer Walze derselben |
| WO2009074295A1 (fr) | 2007-12-11 | 2009-06-18 | Fischer & Krecke Gmbh | Presse à imprimer équipée d'un capteur de cylindre |
| WO2009112120A1 (fr) | 2008-03-13 | 2009-09-17 | Fischer & Krecke Gmbh | Procédé et outil d’étalonnage pour étalonner une presse d’impression rotative |
| DE102008035277A1 (de) * | 2008-07-29 | 2010-02-04 | Fischer & Krecke Gmbh | Verfahren zum Einstellen von Walzenpositionen in einer Rotationsdruckmaschine |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4035899A1 (fr) * | 2021-01-27 | 2022-08-03 | Allstein GmbH | Unité d'étalonnage pour une presse d'impression rotative |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2611614A1 (fr) | 2013-07-10 |
| EP2611614B1 (fr) | 2014-08-13 |
| WO2012028358A1 (fr) | 2012-03-08 |
| ES2510407T3 (es) | 2014-10-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2250019B1 (fr) | Procédé et outil d étalonnage pour étalonner une presse d impression rotative | |
| EP2611614B1 (fr) | Presse d'impression rotative avec cylindre d'impression centrale | |
| EP1916102B2 (fr) | Procédé pour ajuster un cylindre dans une machine à imprimer | |
| US8534194B2 (en) | Rotary printing press and method for adjusting a cylinder thereof | |
| US20100011978A1 (en) | Rotary Printing Press and Method for Adjusting a Cylinder Thereof | |
| EP2227396B1 (fr) | Presse à imprimer équipée d'un capteur de cylindre | |
| KR101769962B1 (ko) | 잉크 수집 실린더를 지지하는 모바일 캐리지를 구비한 요각 인쇄 프레스 | |
| WO2010146040A1 (fr) | Appareil pour vérifier des paramètres géométriques d'ensembles d'impression constitués par des plaques d'impression flexographiques montées sur des rouleaux respectifs, par des plaques d'impression flexographiques montées sur des manchons de support de plaque d'impression respectifs et par des rouleaux/manchons d'encrage | |
| EP3490800B1 (fr) | Alignement d'images dans un dispositif de décoration de boîtes | |
| WO2010140386A1 (fr) | Dispositif d'impression offset | |
| US7219606B2 (en) | Method and apparatus for measuring, setting and controlling longitudinal and lateral register as well as parallelness of the printing register in a multicolor printing machine | |
| CZ307067B6 (cs) | Způsob nastavování poloh formových válců v tiskovém rotačním stroji a tiskový rotační stroj | |
| JP2008213474A (ja) | 加工機内の駆動可能な胴用の回転角測定装置の構造および回転角測定のための方法 | |
| JP4849720B2 (ja) | 帯状物の連続印刷装置 | |
| JP2009101621A (ja) | 印刷機に於ける初期見当合わせ方法及びその装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME RS |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20120830 |