EP2388201A1 - Procédé de fabrication de plateaux thermoformés et plateaux obtenus par ce procédé - Google Patents
Procédé de fabrication de plateaux thermoformés et plateaux obtenus par ce procédé Download PDFInfo
- Publication number
- EP2388201A1 EP2388201A1 EP10382130A EP10382130A EP2388201A1 EP 2388201 A1 EP2388201 A1 EP 2388201A1 EP 10382130 A EP10382130 A EP 10382130A EP 10382130 A EP10382130 A EP 10382130A EP 2388201 A1 EP2388201 A1 EP 2388201A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- manufacturing process
- corrugated cardboard
- moisture
- cardboard
- trays according
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D1/00—Containers having bodies formed in one piece, e.g. by casting metallic material, by moulding plastics, by blowing vitreous material, by throwing ceramic material, by moulding pulped fibrous material, by deep-drawing operations performed on sheet material
- B65D1/34—Trays or like shallow containers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D1/00—Containers having bodies formed in one piece, e.g. by casting metallic material, by moulding plastics, by blowing vitreous material, by throwing ceramic material, by moulding pulped fibrous material, by deep-drawing operations performed on sheet material
- B65D1/40—Details of walls
- B65D1/42—Reinforcing or strengthening parts or members
- B65D1/44—Corrugations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2100/00—Rigid or semi-rigid containers made by folding single-piece sheets, blanks or webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2100/00—Rigid or semi-rigid containers made by folding single-piece sheets, blanks or webs
- B31B2100/002—Rigid or semi-rigid containers made by folding single-piece sheets, blanks or webs characterised by the shape of the blank from which they are formed
- B31B2100/0024—Rigid or semi-rigid containers made by folding single-piece sheets, blanks or webs characterised by the shape of the blank from which they are formed having all side walls attached to the bottom
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2110/00—Shape of rigid or semi-rigid containers
- B31B2110/10—Shape of rigid or semi-rigid containers having a cross section of varying size or shape, e.g. conical or pyramidal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2110/00—Shape of rigid or semi-rigid containers
- B31B2110/30—Shape of rigid or semi-rigid containers having a polygonal cross section
- B31B2110/35—Shape of rigid or semi-rigid containers having a polygonal cross section rectangular, e.g. square
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2120/00—Construction of rigid or semi-rigid containers
- B31B2120/70—Construction of rigid or semi-rigid containers having corrugated or pleated walls
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/26—Folding sheets, blanks or webs
- B31B50/44—Folding sheets, blanks or webs by plungers moving through folding dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/59—Shaping sheet material under pressure
- B31B50/592—Shaping sheet material under pressure using punches or dies
Definitions
- the object of this invention is a manufacturing process for thermoformed trays made from corrugated cardboard, characterised in that both the obtaining of the corrugated cardboard for its subsequent thermoforming, and the thermoforming process itself respond to a series of specific conditions in order to achieve optimal conditions for configuration.
- This invention is characterised by the special conditions of moisture that the entire manufacturing process is subject to, as well as the control of times and the application of protection layers, which leads to improving the manufacturing process, sine it ensures an easy and simple thermoforming without compromising the structural resistance of the tray obtained.
- this invention falls within the scope of corrugated cardboard, and in particular to that of manufacturing processes for products based on sheets of corrugated cardboard that use thermoforming.
- the object of the invention is a manufacturing process for thermoformed trays made in corrugated cardboard, where both the manufacturing process of the corrugated cardboard and the thermoforming process take place under specific and special conditions of moisture and temperature in order to favour the forming process of the tray, and where the tray obtained has sufficient structural strength as well as protection from external agents, especially moisture, since it would reduce its strength.
- the process starts with the manufacture of the corrugated cardboard, which can be
- the corrugated cardboard is formed by a first sheet or coating, a second corrugated sheet, and a third sheet or coating, the second corrugated sheet being lodged and glued between the first and the third sheets forming the coating.
- the key features when forming the corrugated cardboard that best adapts to the purpose of obtaining trays by thermoforming within an established range of structural strength are the channel features and the moisture of the corrugated sheet at the outlet of the corrugator.
- the degree of moisture there must be at the outlet of the corrugator must range between 11.5% and 12.5%.
- This moisture content is to be used as a guideline, since what is truly critical is the moisture content of the sheet when it is to be thermoformed; It is not important, therefore whether the moisture required for thermoforming is reached in the corrugator, during printing or in the subsequent storage. That is, the sheet could be achieved in normal moisture conditions, 7%-8% relative humidity of coal, and subsequently increased to the 10% moisture required for thermoforming.
- thermoforming machine The combination of the final moisture, ambient humidity and the times until input in the thermoforming machine are limiting factors that allow achieving the intended purpose.
- At least a surface treatment on one of the sides of the sheet could be applied in the corrugator.
- it could have a first surface treatment, a treatment that is performed on the side of the corrugated cardboard that will remain inside the tray, that is, in contact with the products it will contain.
- a second surface treatment may also be applied on the surface of the corrugated cardboard facing outwards.
- the first and second surface treatment to be applied on the outer and inner surfaces of the corrugated cardboard may take place once the cardboard is obtained during printing. That is, the surface treatments of any of the faces can take place in the corrugator or during printing.
- the possible treatments to be applied can be fire-proof, bactericidal, water-repellent, dyes using active thermochromatic inks, anti-moisture treatments or any combination of these. In the event of applying an anti-moisture treatment, this would increase tray resistance to the perspiration of the products to be carried
- the first surface treatment or treatment of the inner part of the tray if it is an anti-moisture treatment, will allow maintaining tray resistance to the perspiration of the fruit to be carried.
- the second treatment if it is an anti-moisture treatment, also implies an additional advantage, since it prevents the tray from sticking to the thermoforming moulds.
- the printing can be flexographic, flexo pre-prints, offset printing; printing that can be mass-printing or limited to an area if necessary.
- Flexography is a direct rotating printing method that uses sheets made in resilient rubber substrates or photopolymers.
- the Sheets are glued to metal cylinders of different lengths that are supplied ink by a roller formed by cells, with or without an inverted dosing blade that has fluid ink that dries quickly on the sheet, in order to print on virtually any absorbent or non-absorbent substrate.
- the sheets of corrugated cardboard are then die-cut using pertinax or the like.
- the following step is the thermoforming, where the die-cut sheet must arrive at the thermoforming step within a certain range of moisture, ranging from between 9.5% a 10.5%, regardless of where this moisture content is achieved, either in the corrugator, during printing or during the subsequent storage.
- thermoforming process Another important aspect to be controlled in the thermoforming process is the temperature of the moulds, where both moulds are not required to have the same temperature and must exceed 100°C.
- thermoforming process An essential aspect during the entire thermoforming process is moisture, so that the tray obtained can be thermoformed without losing its final strength. To do this it is necessary for the corrugated cardboard to be manufactured with an abnormally high moisture and to manage the logistic time taken from the production of the corrugated cardboard until it reaches the cutting die, and from the cutting die to the thermoforming machine. As well as maintaining the moisture even after having thermoformed the tray.
- controlling the times would be secondary if the entire manufacturing process took place in a controlled moisture environment.
- the object of the invention is a manufacturing process for thermoformed trays in corrugated cardboard, where both the manufacturing process for the corrugated cardboard and the thermoforming process take place under specific conditions of moisture and temperature in order to favour the tray forming operations.
- the process starts with the manufacture of the corrugated cardboard, which is preferably but not limited to being formed by a first sheet or coating, a second corrugated sheet and a third sheet or coating, the second corrugated sheet being housed and glued between the first and third coating sheets.
- the key features when forming the corrugated cardboard that best adapts to the purpose of obtaining trays by thermoforming within an established range of structural strength are the channel features and the moisture of the corrugated sheet at the outlet of the corrugator.
- the preferred channels are channels of the E, F or N type, ore even the equivalent of a B wave, wherein:
- the moisture it must have at the outlet of the corrugator must range between 11.5% to 12.5%. This moisture content is to be used as a guideline, since what is truly critical is the moisture content of the sheet when it is to be thermoformed; It is not important, therefore whether the moisture required for thermoforming is reached in the corrugator, during printing or in the subsequent storage.
- thermoforming machine The combination of the final moisture, ambient humidity and the times until input in the thermoforming machine and the ambient moisture after thermoforming are limiting factors that allow achieving the intended purpose.
- the sheet will have a surface treatment applied on at least one of its sides.
- the application of the surface treatments, both the first treatment on the side of the sheet that remains inside tray and the second treatment, if there is one, on the outer side of the tray, can be performed indistinctly in the corrugator machine during the manufacture of the corrugated cardboard, or once manufactured. Any combination is possible for applying the surface treatments in the corrugator or afterwards.
- the treatments do not have to be applied in mass, and they can be limited to a certain area if necessary.
- the two types of surface treatment for any of the sides, the inner or the outer side of the tray may be any of the following or combinations thereof; fire-proof, bactericidal, water-repellent, dyes, with thermochromatic active inks, anti-moisture treatments, etc.
- the corrugated cardboard is then printed on the side of the corrugated cardboard facing outward.
- the surface treatments are applied either in the corrugator or during printing.
- the printing can be a flexographic post-printing, a flexo pre-print, offset printing, etc.
- the sheets of corrugated cardboard are then die-cut using pertinax or arrangement sheets in order to facilitate slitting on the four corners of the tray, necessary to facilitate the subsequent thermoforming and to improve the final appearance of the tray.
- the next step is the thermoforming, wherein the die-cut sheet has to reach the thermoforming step within an interval of moisture, which in a possible embodiment could be in a range of 9.5% to 10.5%.
- thermoforming process Another important aspect to be controlled in the thermoforming process is the temperature of the moulds.
- thermoforming process An essential aspect during the entire thermoforming process is moisture, so that the tray obtained can be thermoformed without losing its final strength. To do this it is necessary for the corrugated cardboard to be manufactured with an abnormally high moisture and to manage the logistic time taken from the production of the corrugated cardboard until it reaches the cutting die, and from the cutting die to the thermoforming machine.
- the time elapsing from the corrugator to the die-cutting machine must be be between 10 hours to one day, whereas the time elapsing between the die-cutting and the thermoforming must be between one hour and three hours. Whereas storage times can be very variable and longer than one day.
- controlling the times would be secondary if the entire manufacturing process took place in a controlled moisture environment.
- Figure 1 shows a die-cut sheet of corrugated cardboard (1) on which the surface treatments have already been applied, both on the inner side and on the outer side.
- the most usual are anti-moisture treatments.
- the figure shows a rectangular tray, but its shape is not limited to any specific shape or geometry.
- the specific shape of the tray is not object of the invention.
- the distribution of the slit lines (2) and (3) on the corners exceeds the arch defined by the outer edge of the die-cut sheets (1).
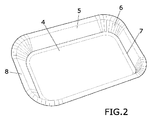
- Figure 2 shows the thermoformed tray, showing a base or bottom (4), a perimetral area (5) arranged on an inclined plane with respect to the base plane and separated from the base plane (4) by a transition area (7).
- the tray shows on its corners the overlap of the material of the die-cut sheet (1), an overlap that is favoured by the slits (2) and (3) performed before the thermoforming.
- the upper edge (8) of the perimetral area (5) can be sealed in order to prevent the moisture from entering the sheet of cardboard.
- the shape of the tray represented in Figure 2 is rectangular, but it can adopt any other shape designed, without the principles object of the invention being affected.
- the fibres used to manufacture the sheet of corrugated cardboard in one possible embodiment are recycled fibres.
Landscapes
- Engineering & Computer Science (AREA)
- Ceramic Engineering (AREA)
- Mechanical Engineering (AREA)
- Making Paper Articles (AREA)
- Containers Having Bodies Formed In One Piece (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP10382130A EP2388201A1 (fr) | 2010-05-20 | 2010-05-20 | Procédé de fabrication de plateaux thermoformés et plateaux obtenus par ce procédé |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP10382130A EP2388201A1 (fr) | 2010-05-20 | 2010-05-20 | Procédé de fabrication de plateaux thermoformés et plateaux obtenus par ce procédé |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP2388201A1 true EP2388201A1 (fr) | 2011-11-23 |
Family
ID=43903945
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP10382130A Ceased EP2388201A1 (fr) | 2010-05-20 | 2010-05-20 | Procédé de fabrication de plateaux thermoformés et plateaux obtenus par ce procédé |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP2388201A1 (fr) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014062779A1 (fr) * | 2012-10-17 | 2014-04-24 | Graphic Packaging International, Inc. | Contenant muni de stries |
| WO2019020863A2 (fr) | 2017-07-28 | 2019-01-31 | Ainia | Complexe de feuilles planes, procédé d'obtention dudit complexe, procédé de fabrication d'un emballage et procédé d'emballage d'un objet |
| CN113047084A (zh) * | 2021-03-31 | 2021-06-29 | 中荣印刷集团股份有限公司 | 一种纸托盘的热压成型工艺 |
| EP3988463A1 (fr) | 2020-10-20 | 2022-04-27 | Solidus Solutions Videcart, S.A. | Conditionnement thermosoudable et procédé de fabrication associé |
| DE202020005949U1 (de) | 2020-10-20 | 2023-08-01 | Solidus Solutions Videcart, S.A. | Heißsiegelfähige Verpackung |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4313899A (en) * | 1980-02-07 | 1982-02-02 | Champion International Corporation | Process for forming laminated paperboard containers |
| AU562471B2 (en) * | 1985-03-06 | 1987-06-11 | Board Mills Of Aust. Ltd. | Shaping corrugated board in mould |
| WO2000012392A2 (fr) * | 1998-08-28 | 2000-03-09 | The Procter & Gamble Company | Contenant alimentaire a plis multiples avec renfort selectif |
| EP1017354A1 (fr) | 1998-07-20 | 2000-07-12 | Dentsply International, Inc. | Email dentaire translucide resistant a l'usure, ses materiaux constitutifs et procede associe |
| WO2003004256A1 (fr) * | 2001-07-06 | 2003-01-16 | Innovative Packaging Corp. | Procede de thermoformage d'un recipient de materiau ondule et recipient ainsi obtenu |
| DE20303948U1 (de) * | 2003-03-11 | 2004-04-15 | Karl Linhardt Gmbh | Vorrichtung zum Prägen und/oder Stanzen eines Werkstücks |
| US20050192171A1 (en) * | 2004-02-20 | 2005-09-01 | Fort James Corporation | Apparatus for making paperboard pressware with controlled blank feed |
-
2010
- 2010-05-20 EP EP10382130A patent/EP2388201A1/fr not_active Ceased
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4313899A (en) * | 1980-02-07 | 1982-02-02 | Champion International Corporation | Process for forming laminated paperboard containers |
| AU562471B2 (en) * | 1985-03-06 | 1987-06-11 | Board Mills Of Aust. Ltd. | Shaping corrugated board in mould |
| EP1017354A1 (fr) | 1998-07-20 | 2000-07-12 | Dentsply International, Inc. | Email dentaire translucide resistant a l'usure, ses materiaux constitutifs et procede associe |
| WO2000012392A2 (fr) * | 1998-08-28 | 2000-03-09 | The Procter & Gamble Company | Contenant alimentaire a plis multiples avec renfort selectif |
| WO2003004256A1 (fr) * | 2001-07-06 | 2003-01-16 | Innovative Packaging Corp. | Procede de thermoformage d'un recipient de materiau ondule et recipient ainsi obtenu |
| DE20303948U1 (de) * | 2003-03-11 | 2004-04-15 | Karl Linhardt Gmbh | Vorrichtung zum Prägen und/oder Stanzen eines Werkstücks |
| US20050192171A1 (en) * | 2004-02-20 | 2005-09-01 | Fort James Corporation | Apparatus for making paperboard pressware with controlled blank feed |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014062779A1 (fr) * | 2012-10-17 | 2014-04-24 | Graphic Packaging International, Inc. | Contenant muni de stries |
| CN104736442A (zh) * | 2012-10-17 | 2015-06-24 | 印刷包装国际公司 | 具有刻线的容器 |
| US9371150B2 (en) | 2012-10-17 | 2016-06-21 | Graphic Packaging International, Inc. | Container with score lines |
| CN104736442B (zh) * | 2012-10-17 | 2016-08-24 | 印刷包装国际公司 | 具有刻线的容器 |
| WO2019020863A2 (fr) | 2017-07-28 | 2019-01-31 | Ainia | Complexe de feuilles planes, procédé d'obtention dudit complexe, procédé de fabrication d'un emballage et procédé d'emballage d'un objet |
| EP3988463A1 (fr) | 2020-10-20 | 2022-04-27 | Solidus Solutions Videcart, S.A. | Conditionnement thermosoudable et procédé de fabrication associé |
| EP4173981A1 (fr) | 2020-10-20 | 2023-05-03 | Solidus Solutions Videcart, S.A. | Procédé de fabrication d'un emballage thermoscellable |
| DE202020005949U1 (de) | 2020-10-20 | 2023-08-01 | Solidus Solutions Videcart, S.A. | Heißsiegelfähige Verpackung |
| CN113047084A (zh) * | 2021-03-31 | 2021-06-29 | 中荣印刷集团股份有限公司 | 一种纸托盘的热压成型工艺 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2388201A1 (fr) | Procédé de fabrication de plateaux thermoformés et plateaux obtenus par ce procédé | |
| US8329309B2 (en) | Paper-based lidding for blister packaging | |
| US7789262B2 (en) | Two-ply sealing element punched out in a cover shape | |
| EP2367730B1 (fr) | Emballage coque pouvant etre rompu | |
| FI78864B (fi) | Foerfarande foer framstaellning av blad eller ark med avskiljbara sjaelvhaeftande etiketter och blad eller ark framstaellda enligt detta foerfarande. | |
| US20210343192A1 (en) | Labels and rolls with adhesives to stick to moist and dry surfaces | |
| DK2289816T3 (en) | Unitiseret preparation and process for its preparation | |
| WO2009057507A1 (fr) | Emballage par compression et son procédé de production | |
| US20130008825A1 (en) | Blister package and method of forming same | |
| MX2010006288A (es) | Caja con cubierta resellable mejorada y proceso de fabricacion de la misma. | |
| JP7137165B2 (ja) | 材料のウェブまたはシートを切削するための切削工具および方法 | |
| US20140263292A1 (en) | Hermetic Microwavable Package With Automatically Opening Steam Vent | |
| US9498074B1 (en) | Pizza slice tray | |
| HRP20231651T1 (hr) | Postupak proizvodnje spremnika za prehrambene proizvode | |
| EP3159280B1 (fr) | Emballage refermable et procédé pour sa fabrication | |
| US20180037010A1 (en) | Composite Film | |
| EP2892716B1 (fr) | Procédé pour préparer une structure souple entaillée, et procédé pour réaliser une structure d'emballage souple ayant un élément d'ouverture et de refermeture incorporé | |
| CN105082666A (zh) | 一种复合膜、复合膜制作方法及制作易撕线的模具 | |
| JP6954661B2 (ja) | ガス抜き弁、収容体及び接着シート | |
| EP3000591A1 (fr) | Film de couvercle pour emballage d'aliments | |
| TW201829520A (zh) | 樹脂組成物、及積層體 | |
| EP2181936A1 (fr) | Couvercle | |
| US11135803B2 (en) | System for impressing a relief pattern on a substrate | |
| JP4867711B2 (ja) | 平面状に分解容易なトレー容器 | |
| EP2433788A1 (fr) | Matériau d'emballage multicouche prédécoupé |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME RS |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20120208 |
|
| 17Q | First examination report despatched |
Effective date: 20120525 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN REFUSED |
|
| 18R | Application refused |
Effective date: 20160412 |