EP2316988B1 - Verschleiss- und oxidationsbeständige Turbinenschaufel - Google Patents
Verschleiss- und oxidationsbeständige Turbinenschaufel Download PDFInfo
- Publication number
- EP2316988B1 EP2316988B1 EP10188806.3A EP10188806A EP2316988B1 EP 2316988 B1 EP2316988 B1 EP 2316988B1 EP 10188806 A EP10188806 A EP 10188806A EP 2316988 B1 EP2316988 B1 EP 2316988B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- resistant
- oxidation
- turbine blade
- protective coating
- coating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 230000003647 oxidation Effects 0.000 title claims description 52
- 238000007254 oxidation reaction Methods 0.000 title claims description 52
- 239000010410 layer Substances 0.000 claims description 31
- 238000000034 method Methods 0.000 claims description 29
- 238000000576 coating method Methods 0.000 claims description 25
- 238000004519 manufacturing process Methods 0.000 claims description 23
- 239000012720 thermal barrier coating Substances 0.000 claims description 23
- 239000011248 coating agent Substances 0.000 claims description 19
- 239000000463 material Substances 0.000 claims description 18
- 239000000919 ceramic Substances 0.000 claims description 15
- 239000011230 binding agent Substances 0.000 claims description 14
- 239000003082 abrasive agent Substances 0.000 claims description 10
- 239000002184 metal Substances 0.000 claims description 8
- 229910052751 metal Inorganic materials 0.000 claims description 8
- 239000000126 substance Substances 0.000 claims description 6
- 238000000227 grinding Methods 0.000 claims description 5
- 238000003801 milling Methods 0.000 claims description 4
- 239000000843 powder Substances 0.000 claims description 4
- 239000002356 single layer Substances 0.000 claims description 4
- 229910052582 BN Inorganic materials 0.000 claims description 3
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 claims description 3
- 238000009826 distribution Methods 0.000 claims description 3
- 239000000155 melt Substances 0.000 claims description 3
- 239000000203 mixture Substances 0.000 claims description 3
- 239000011253 protective coating Substances 0.000 claims 21
- 238000003754 machining Methods 0.000 claims 2
- 239000011241 protective layer Substances 0.000 description 49
- 238000003466 welding Methods 0.000 description 12
- 230000008021 deposition Effects 0.000 description 10
- 239000007789 gas Substances 0.000 description 7
- 230000008569 process Effects 0.000 description 6
- 238000013461 design Methods 0.000 description 4
- 238000007750 plasma spraying Methods 0.000 description 4
- 238000005524 ceramic coating Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 239000002245 particle Substances 0.000 description 3
- 230000009467 reduction Effects 0.000 description 3
- 230000002411 adverse Effects 0.000 description 2
- 239000012159 carrier gas Substances 0.000 description 2
- 238000009792 diffusion process Methods 0.000 description 2
- 230000003628 erosive effect Effects 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 230000000873 masking effect Effects 0.000 description 2
- 230000003287 optical effect Effects 0.000 description 2
- 238000009420 retrofitting Methods 0.000 description 2
- 240000006829 Ficus sundaica Species 0.000 description 1
- 241001295925 Gegenes Species 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 230000006978 adaptation Effects 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 238000000137 annealing Methods 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 238000001311 chemical methods and process Methods 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 238000005056 compaction Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 150000001247 metal acetylides Chemical class 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 150000004767 nitrides Chemical class 0.000 description 1
- 238000005457 optimization Methods 0.000 description 1
- 238000007747 plating Methods 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000004886 process control Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 238000007712 rapid solidification Methods 0.000 description 1
- 238000009877 rendering Methods 0.000 description 1
- 230000000284 resting effect Effects 0.000 description 1
- 238000005488 sandblasting Methods 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 238000005245 sintering Methods 0.000 description 1
- 238000004901 spalling Methods 0.000 description 1
- 229910000601 superalloy Inorganic materials 0.000 description 1
- 239000002347 wear-protection layer Substances 0.000 description 1
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C24/00—Coating starting from inorganic powder
- C23C24/08—Coating starting from inorganic powder by application of heat or pressure and heat
- C23C24/10—Coating starting from inorganic powder by application of heat or pressure and heat with intermediate formation of a liquid phase in the layer
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/02—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings only including layers of metallic material
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D11/00—Preventing or minimising internal leakage of working-fluid, e.g. between stages
- F01D11/08—Preventing or minimising internal leakage of working-fluid, e.g. between stages for sealing space between rotor blade tips and stator
- F01D11/12—Preventing or minimising internal leakage of working-fluid, e.g. between stages for sealing space between rotor blade tips and stator using a rubstrip, e.g. erodible. deformable or resiliently-biased part
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D5/00—Blades; Blade-carrying members; Heating, heat-insulating, cooling or antivibration means on the blades or the members
- F01D5/12—Blades
- F01D5/14—Form or construction
- F01D5/20—Specially-shaped blade tips to seal space between tips and stator
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D5/00—Blades; Blade-carrying members; Heating, heat-insulating, cooling or antivibration means on the blades or the members
- F01D5/12—Blades
- F01D5/28—Selecting particular materials; Particular measures relating thereto; Measures against erosion or corrosion
- F01D5/284—Selection of ceramic materials
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D5/00—Blades; Blade-carrying members; Heating, heat-insulating, cooling or antivibration means on the blades or the members
- F01D5/12—Blades
- F01D5/28—Selecting particular materials; Particular measures relating thereto; Measures against erosion or corrosion
- F01D5/288—Protective coatings for blades
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49316—Impeller making
- Y10T29/49336—Blade making
- Y10T29/49337—Composite blade
Definitions
- the invention relates to the field of power plant and materials technology. It relates to a wear and oxidation resistant turbine blade and a manufacturing method for such a wear and oxidation resistant turbine blade.
- the aim of the invention is to avoid the disadvantages of the known prior art.
- the invention has for its object to develop a wear and oxidation resistant turbine blade, which is applicable both for the manufacture of new parts, as well as for reconditioning (retrofit) and for their production of the existing manufacturing process must be minimally adjusted.
- the advantages of the invention are that the main body of the turbine blade is protected against oxidation on all critical surfaces that are exposed to the hot gas and at the same time the blade tip is tolerant to frictional contacts with the heat shield, which is a reduction of the hot gas gap and thus a reduction of leakage losses allowed. In this way, the efficiency of the turbine can be significantly increased.
- the blade according to the invention can be produced by a cost-effective and easily implementable method.
- the turbine blade can be scooped into the rotor of the turbine directly after laser deposition welding (LMF step) without further heat treatment and thus used for turbine operation.
- LMF step laser deposition welding
- the metallic protective layer may be covered by a ceramic thermal barrier coating and the second oxidation and wear resistant protective layer applied by laser deposition welding at least partially overlaps only with the metallic protective layer, but not with the ceramic thermal barrier coating. This achieves optimal oxidation protection and does not adversely affect the integrity of the TBC, i. a spalling of the TBC is prevented.
- the wear-resistant and oxidation-resistant protective layer consists of an abrasive material, which is preferably cubic boron nitride (cBN), and of an oxidation-resistant metallic binder material, in particular having the following chemical composition (in% by weight): 30 Cr, 5-10 Al, 0.3-1.2 Y, 0.1-1.2 Si, 0-2 others, balance Ni, Co.
- cBN cubic boron nitride
- the invention can be used for all blade types of a turbine.
- the abrasive layer is applied to the crown (or part of the crown).
- the method for better wear protection of the shroud web can be used.
- the described realization of the turbine blade is applicable both for the manufacture of new parts, as well as for the reconditioning (retrofit). In doing so, the existing production process has to be adapted only minimally.
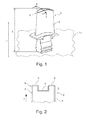
- Fig. 1 shows a perspective view of a turbine blade 1 for a (here only schematically indicated) rotor 13 of a gas turbine, while in Fig. 2 a section along the line II-II in Fig. 1 is shown enlarged.
- the turbine blade 1 has an airfoil 2 which extends in the radial direction r (relative to the rotor) and which is formed on the blade tip 9 as a crown 3 with inner and outer crown edges extending in the radial direction.
- the base material of the airfoil is, for example, a nickel-base superalloy.
- the surface of the airfoil is at least on the crown edges (s. Fig.
- the radially outer blade tip is constructed from a second wear and oxidation resistant protective layer 5 constructed by known laser deposition welding, this second protective layer 5 at least partially on the blade tip 9 along the outer and / or inner crown edge overlaps with the first metallic protective layer 4 arranged there.
- the protective layer 5 can be single-layer or multi-layered. In particular, with multilayer overlapping protective layers 5, which are applied by means of LMF, a variation of the length L of the turbine blade 1 can be realized well.
- the protective layer 5 consists of an abrasive material 6, which is preferably cubic boron nitride (cBN), and an oxidation-resistant binder material which preferably has the following chemical composition (in% by weight): 15-30 Cr, 5-10 Al, 0.3- 1.2 Y, 0.1-1.2 Si, 0-2 others, balance Ni, Co.
- cBN cubic boron nitride
- a concretely used suitable binder material is z.
- Fig. 3a and 3b This is especially good on the Fig. 3a and 3b to see the photos of coated according to the invention blade tips.
- the wear-resistant and oxidation-resistant protective layer 5 one can very well recognize the pointed cBN particles as abrasive material 6, which are embedded in the binder material 7.
- This protective layer 5 was by LMF using a fiber-coupled high-power diode laser with max. 1000W output power realized.
- Fig. 3a (left) partially overlaps the new coating with an MCrAIY protective layer 4 previously applied by plasma spraying Fig. 3b the turbine blade 1 on the MCrAIY layer 4 has an additional ceramic thermal barrier coating (TBC) 4a.
- TBC ceramic thermal barrier coating
- Fig. 4 schematically shows a further embodiment of a turbine blade 1 according to the invention with a shroud 11, which is arranged radially outward on the blade tip and a web 12 has.
- a shroud 11 which is arranged radially outward on the blade tip and a web 12 has.
- the special feature of the approach described here is the special design of such a wear-resistant protective layer 5.
- the single-layer or multi-layer 5 is applied so that it at least partially overlaps with other existing protective layers 4.
- a ceramic insulating layer TBC, Thermal Barrier Coating
- TBC Thermal Barrier Coating
- the abrasive layer is applied as the last step in the process chain by laser deposition welding.
- a simple and cost-effective implementation is to remove the radially outwardly located MCrAlY (possibly also TBC) layer (s) by milling or grinding or by chemical process by a defined amount completely.
- the wear-resistant layer is applied by LMF to the now exposed base material.
- the decisive factor here is the locally very limited action of the laser beam, which keeps the effects on the adjacent areas of the blade very low in the case of controlled process control. It is thus possible to apply such a wear-resistant layer in the immediate vicinity of a TBC protective layer without damaging it (see, for example, US Pat Fig. 4b ).
- the surfaces of the turbine blade 1 (eg the blade root) which are not to be coated need not be protected by a masking method.
- the LMF process is a welding process and produces a stable metallurgical bond with the main body of the blade without additional diffusion heat treatment. Due to the low local heat input, the local hardening is kept small despite the rapid solidification process. Thus, the component immediately after the application of the Wear-resistant protective layer can be installed without further subsequent steps.
- Fig. 5 shows various implementation options.
- the wear-resistant MCrAlY protective layer 4 is first applied to the blade 1, for example by plasma spraying. Subsequently, this protective layer 4 is locally removed at the blade tip, for example by milling or grinding ( Fig. 5b ).
- the wear and oxidation resistant protective layer 5 is applied by the LMF method. The last applied protective layer 5 overlaps at least partially with the previously applied oxidation-resistant MCrAlY protective layer 4 (FIG. Fig. 5c ). As a result, the entire blade body is protected against oxidation at high operating temperatures.
- the wear-resistant and oxidation-resistant protective layer 5 overlaps with the previously applied MCrAlY protective layer 4 in order to ensure optimum protection of the airfoil 1 against oxidation. Due to the localized and minimized heat input, the LMF method can be performed in close proximity to the ceramic thermal barrier coating 4a, without the TBC flaking off.
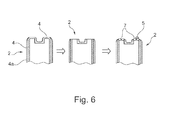
- FIG. 6 Another embodiment is in Fig. 6
- This variant can be used, for example, when the crown 3 of the turbine blade 1 is so wide that the wear-resistant and oxidation-resistant protective layer 5 can not be applied with a single welding track.
- initially at least one multilane, overlapping intermediate layer 8 of oxidation-resistant binder material 7 can be applied.
- at least one further track is applied with combined supply of binder material 7 and abrasive material 6 to the first deposited layer (s). It is not necessary that the abrasive particles 6 are distributed over the entire width of the blade tip 9.
- the in Fig. 6 shown variant cost-optimized production of oxidation and wear resistant blade tip.
- Fig. 7 shows by way of example a coating device 14 for carrying out the last step of the inventive method.
- the device 14 is in EP 1 476 272 B1 described in detail, the content of this document is part of the present application.
- abrasive material 6 and oxidation-resistant binder material 7 are mixed in a powder nozzle, transported by means of a carrier gas 15 and then injected concentrically around the laser beam 10 as a focused powder jet into the melt pool 16 produced by the laser beam 10 at the blade tip 9.
- the temperature or temperature distribution in the molten bath is recorded online (optical temperature signal 17) and this information is not recorded with the help of a Fig. 7 used to control the laser power during laser deposition welding and / or to control the relative movement between the laser beam 10 and the turbine blade 1 controlled.
- the invention can be used in many ways for deckless turbine blades, but also for components with shroud. Attention must be paid to the service life of the abrasive coating, which depends on the respective operating conditions (temperature, fuel). By a good distribution and complete embedding of Abrasivteilchen in the oxidation-resistant binder matrix lifetime optimization is achieved. Nevertheless, the main object of the invention is to protect the turbine blade tip, especially during the break-in period. This corresponds to a duration of several tens to several hundred operating hours.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Ceramic Engineering (AREA)
- Turbine Rotor Nozzle Sealing (AREA)
- Laser Beam Processing (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102009051661 | 2009-11-02 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2316988A1 EP2316988A1 (de) | 2011-05-04 |
| EP2316988B1 true EP2316988B1 (de) | 2015-07-08 |
Family
ID=43402110
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP10188806.3A Active EP2316988B1 (de) | 2009-11-02 | 2010-10-26 | Verschleiss- und oxidationsbeständige Turbinenschaufel |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US8740572B2 (ja) |
| EP (1) | EP2316988B1 (ja) |
| JP (1) | JP5693149B2 (ja) |
| CA (1) | CA2719273C (ja) |
| DE (1) | DE102010049398A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2645631C1 (ru) * | 2016-12-07 | 2018-02-26 | Федеральное государственное бюджетное образовательное учреждение высшего образования "Казанский национальный исследовательский технический университет им. А.Н. Туполева-КАИ" (КНИТУ-КАИ) | Способ нанесения покрытия на образец (варианты) и устройство для его осуществления (варианты) |
| CN110899695A (zh) * | 2019-12-09 | 2020-03-24 | 浙江翰德圣智能再制造技术有限公司 | 一种激光增材制造微弧火花MCrAlY电极的方法 |
Families Citing this family (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2978931B1 (fr) * | 2011-08-10 | 2014-05-09 | Snecma | Procede de realisation d'un renfort de protection du bord d'attaque d'une pale |
| EP2604797B1 (de) * | 2011-12-13 | 2020-01-22 | MTU Aero Engines GmbH | Laufschaufel mit einer Rippenanordnung mit abrasiver Beschichtung |
| US20140010663A1 (en) * | 2012-06-28 | 2014-01-09 | Joseph Parkos, JR. | Gas turbine engine fan blade tip treatment |
| US8858873B2 (en) | 2012-11-13 | 2014-10-14 | Honeywell International Inc. | Nickel-based superalloys for use on turbine blades |
| EP2932046A1 (en) * | 2012-12-17 | 2015-10-21 | General Electric Company | Robust turbine blades |
| US9909428B2 (en) | 2013-11-26 | 2018-03-06 | General Electric Company | Turbine buckets with high hot hardness shroud-cutting deposits |
| CN103659024B (zh) * | 2013-12-31 | 2016-03-30 | 无锡透平叶片有限公司 | 用于汽轮机叶片进气边激光熔覆的坡口结构 |
| DE102014202457A1 (de) * | 2014-02-11 | 2015-08-13 | Siemens Aktiengesellschaft | Verbesserte Verschleißbeständigkeit eines Hochtemperaturbauteils durch Kobaltbeschichtung |
| US9358663B2 (en) | 2014-04-16 | 2016-06-07 | General Electric Company | System and methods of removing a multi-layer coating from a substrate |
| US20160237832A1 (en) * | 2015-02-12 | 2016-08-18 | United Technologies Corporation | Abrasive blade tip with improved wear at high interaction rate |
| DE102015208781A1 (de) | 2015-05-12 | 2016-11-17 | MTU Aero Engines AG | Kombination von Schaufelspitzenpanzerung und Erosionsschutzschicht sowie Verfahren zur Herstellung derselben |
| DE102015208783A1 (de) | 2015-05-12 | 2016-11-17 | MTU Aero Engines AG | Abdeckverfahren zur Herstellung einer Kombination von Schaufelspitzenpanzerung und Erosionsschutzschicht |
| US10415579B2 (en) | 2016-09-28 | 2019-09-17 | General Electric Company | Ceramic coating compositions for compressor blade and methods for forming the same |
| EP3301260A1 (en) * | 2016-09-30 | 2018-04-04 | Siemens Aktiengesellschaft | Turbine blade with increase tip lifetime and a method for manufacturing said turbine blade |
| DE102017201645A1 (de) * | 2017-02-02 | 2018-08-02 | MTU Aero Engines AG | Verfahren und Vorrichtung zum Reparieren einer beschädigten Schaufelspitze einer gepanzerten und mit einer Schaufelbeschichtung versehenen Turbinenschaufel |
| US10533429B2 (en) | 2017-02-27 | 2020-01-14 | Rolls-Royce Corporation | Tip structure for a turbine blade with pressure side and suction side rails |
| EP3546703A1 (de) | 2018-03-29 | 2019-10-02 | Siemens Aktiengesellschaft | Turbinenlaufschaufel für eine gasturbine |
| EP3546702A1 (de) * | 2018-03-29 | 2019-10-02 | Siemens Aktiengesellschaft | Turbinenlaufschaufel für eine gasturbine |
| US11346232B2 (en) * | 2018-04-23 | 2022-05-31 | Rolls-Royce Corporation | Turbine blade with abradable tip |
| US10933469B2 (en) | 2018-09-10 | 2021-03-02 | Honeywell International Inc. | Method of forming an abrasive nickel-based alloy on a turbine blade tip |
| US20200157953A1 (en) * | 2018-11-20 | 2020-05-21 | General Electric Company | Composite fan blade with abrasive tip |
| CN109249120B (zh) * | 2018-11-23 | 2020-10-23 | 佛山市固高自动化技术有限公司 | 一种风机叶轮加工的多工位全自动焊接方法 |
| CN109628921A (zh) * | 2018-12-31 | 2019-04-16 | 中北大学 | 基于激光熔覆和脉冲电子束制备CoCrAlY涂层的方法 |
| CN110747377B (zh) * | 2019-11-15 | 2020-11-10 | 清华大学 | 一种高铬镍基高温合金及其制备方法与应用 |
| DE102020206202A1 (de) | 2020-05-18 | 2021-11-18 | MTU Aero Engines AG | Schaufel für eine Strömungsmaschine mit Schaufelspitzenpanzerung und Erosionsschutzschicht und Verfahren zur Herstellung Derselben |
| DE202020107410U1 (de) | 2020-12-18 | 2022-03-21 | Liebherr-Aerospace Lindenberg Gmbh | Metallisches Bauteil |
| US11486263B1 (en) | 2021-06-28 | 2022-11-01 | General Electric Company | System for addressing turbine blade tip rail wear in rubbing and cooling |
| DE102023100617A1 (de) | 2023-01-12 | 2024-07-18 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung eingetragener Verein | Verfahren zum Beschichten und Zerspanen von Bauteilen |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4169020A (en) * | 1977-12-21 | 1979-09-25 | General Electric Company | Method for making an improved gas seal |
| US4390320A (en) * | 1980-05-01 | 1983-06-28 | General Electric Company | Tip cap for a rotor blade and method of replacement |
| US5794338A (en) * | 1997-04-04 | 1998-08-18 | General Electric Company | Method for repairing a turbine engine member damaged tip |
| US5935407A (en) | 1997-11-06 | 1999-08-10 | Chromalloy Gas Turbine Corporation | Method for producing abrasive tips for gas turbine blades |
| JP3801452B2 (ja) * | 2001-02-28 | 2006-07-26 | 三菱重工業株式会社 | 耐摩耗性コーティング及びその施工方法 |
| US6461107B1 (en) * | 2001-03-27 | 2002-10-08 | General Electric Company | Turbine blade tip having thermal barrier coating-formed micro cooling channels |
| EP1340583A1 (en) | 2002-02-20 | 2003-09-03 | ALSTOM (Switzerland) Ltd | Method of controlled remelting of or laser metal forming on the surface of an article |
| DE102004059904A1 (de) | 2004-12-13 | 2006-06-14 | Alstom Technology Ltd | Laufschaufel für eine Turbomaschine sowie Verfahren zu deren Herstellung |
| US7510370B2 (en) * | 2005-02-01 | 2009-03-31 | Honeywell International Inc. | Turbine blade tip and shroud clearance control coating system |
| US7473072B2 (en) * | 2005-02-01 | 2009-01-06 | Honeywell International Inc. | Turbine blade tip and shroud clearance control coating system |
| EP1715140A1 (de) * | 2005-04-21 | 2006-10-25 | Siemens Aktiengesellschaft | Turbinenschaufel mit einer Deckplatte und einer auf der Deckplatte aufgebrachte Schutzschicht |
| US7140952B1 (en) * | 2005-09-22 | 2006-11-28 | Pratt & Whitney Canada Corp. | Oxidation protected blade and method of manufacturing |
| JP4535059B2 (ja) * | 2006-11-30 | 2010-09-01 | 株式会社日立製作所 | アルミニウムの拡散コーティングの施工方法 |
| DE102008003100A1 (de) * | 2008-01-03 | 2009-07-16 | Mtu Aero Engines Gmbh | Lötbeschichtung, Verfahren zum Beschichten eines Bauteils, Bauteil und Klebeband mit einer Lötbeschichtung |
-
2010
- 2010-10-26 EP EP10188806.3A patent/EP2316988B1/de active Active
- 2010-10-26 DE DE102010049398A patent/DE102010049398A1/de not_active Withdrawn
- 2010-10-26 CA CA2719273A patent/CA2719273C/en not_active Expired - Fee Related
- 2010-11-01 JP JP2010245232A patent/JP5693149B2/ja not_active Expired - Fee Related
- 2010-11-01 US US12/917,114 patent/US8740572B2/en not_active Expired - Fee Related
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2645631C1 (ru) * | 2016-12-07 | 2018-02-26 | Федеральное государственное бюджетное образовательное учреждение высшего образования "Казанский национальный исследовательский технический университет им. А.Н. Туполева-КАИ" (КНИТУ-КАИ) | Способ нанесения покрытия на образец (варианты) и устройство для его осуществления (варианты) |
| CN110899695A (zh) * | 2019-12-09 | 2020-03-24 | 浙江翰德圣智能再制造技术有限公司 | 一种激光增材制造微弧火花MCrAlY电极的方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CA2719273C (en) | 2017-03-28 |
| US20110103968A1 (en) | 2011-05-05 |
| DE102010049398A1 (de) | 2011-05-05 |
| JP2011099437A (ja) | 2011-05-19 |
| JP5693149B2 (ja) | 2015-04-01 |
| US8740572B2 (en) | 2014-06-03 |
| CA2719273A1 (en) | 2011-05-02 |
| EP2316988A1 (de) | 2011-05-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2316988B1 (de) | Verschleiss- und oxidationsbeständige Turbinenschaufel | |
| EP2317078B2 (de) | Abrasive einkristalline Turbinenschaufel | |
| EP3191244B1 (de) | Verfahren zur herstellung einer laufschaufel und so erhaltene schaufel | |
| WO2006061267A1 (de) | Schichtsystem, verwendung und verfahren zur herstellung eines schichtsystems | |
| CH704833A1 (de) | Komponente für eine Turbomaschine und ein Verfahren zum Herstellen einer derartigen Komponente. | |
| WO2005072884A1 (de) | Verfahren zur entfernung einer schicht | |
| EP2780552B1 (de) | Panzerung von dichtfins von tial-schaufeln durch induktives auftragslöten von hartstoffpartikeln | |
| EP1808508A1 (de) | Im Strömungskanal einer Strömungsmaschine anzuordnendes Bauteil und Spritzverfahren zum Erzeugen einer Beschichtung | |
| EP1707301B1 (de) | Verfahren zum Aufbringen von Fasermatten auf die Oberfläche oder in eine Vertiefung eines Bauteiles | |
| EP1867423A1 (de) | Verfahren zum Reparieren eines Bauteils durch Verlöten eines mit Lot beschichteten Bleches | |
| DE102007005755A1 (de) | Vorrichtung zum Schutz von Bauteilen mit brennbarer Titanlegierung vor Titanfeuer und Verfahren zu deren Herstellung | |
| EP2809826B1 (de) | Verfahren zur aufbringung einer schutzschicht auf eine turbinenkomponente | |
| EP1835045A1 (de) | Verfahren zur Herstellung eines beschichteten Bauteils | |
| EP3093372A2 (de) | Abdeckverfahren zur herstellung einer kombination von schaufelspitzenpanzerung und erosionsschutzschicht | |
| DE69818769T2 (de) | Endabmessungsnahe Mehrschichtkomponenten einer Verbrennungsvorrichtung, gemäss des Vakuum-Plasmaspritzverfahrens und Verfahren zu dessen Herstellung | |
| EP1522604A1 (de) | Schichtsystem und Verfahren zur Herstellung eines Schichtsystems | |
| EP1382707A1 (de) | Schichtsystem | |
| WO2006040221A1 (de) | Verfahren zur herstellung eines schichtsystems | |
| EP1707651A1 (de) | Schichtsystem und Verfahren zur Herstellung eines Schichtsystems | |
| EP2230041A2 (de) | Verfahren zur Herstellung eines Lochs | |
| EP1808236A1 (de) | Verfahren zum Abdecken von Kühlungsbohrungen, insbesondere von Turbinenschaufeln | |
| EP2661541B1 (de) | Verfahren zur herstellung einer schutzschicht für eine laufschaufel | |
| WO2018024759A1 (de) | Verfahren zur herstellung einer kanalstruktur und komponente | |
| EP1867749A1 (de) | Verfahren zum Aufbringen von Material auf ein Bauteil | |
| EP1811055A1 (de) | Verfahren zur Herstellung eines Bauteils mit Löchern |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| 17P | Request for examination filed |
Effective date: 20111025 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20150224 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 735502 Country of ref document: AT Kind code of ref document: T Effective date: 20150715 Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502010009813 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 6 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150708 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151008 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150708 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150708 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151009 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151108 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151109 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150708 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150708 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150708 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150708 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150708 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502010009813 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150708 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150708 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150708 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150708 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151026 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150708 |
|
| 26N | No opposition filed |
Effective date: 20160411 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150708 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PFA Owner name: GENERAL ELECTRIC TECHNOLOGY GMBH, CH Free format text: FORMER OWNER: ALSTOM TECHNOLOGY LTD, CH |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 502010009813 Country of ref document: DE Owner name: GENERAL ELECTRIC TECHNOLOGY GMBH, CH Free format text: FORMER OWNER: ALSTOM TECHNOLOGY LTD., BADEN, CH Ref country code: DE Ref legal event code: R081 Ref document number: 502010009813 Country of ref document: DE Owner name: ANSALDO ENERGIA IP UK LIMITED, GB Free format text: FORMER OWNER: ALSTOM TECHNOLOGY LTD., BADEN, CH |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150708 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20151026 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: HC Owner name: GENERAL ELECTRIC TECHNOLOGY GMBH; CH Free format text: DETAILS ASSIGNMENT: VERANDERING VAN EIGENAAR(S), VERANDERING VAN NAAM VAN DE EIGENAAR(S); FORMER OWNER NAME: ALSTOM TECHNOLOGY LTD Effective date: 20161006 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 735502 Country of ref document: AT Kind code of ref document: T Effective date: 20151026 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: CD Owner name: ALSTOM TECHNOLOGY LTD, CH Effective date: 20161110 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20161020 Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20151026 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PUE Owner name: ANSALDO ENERGIA IP UK LIMITED, GB Free format text: FORMER OWNER: GENERAL ELECTRIC TECHNOLOGY GMBH, CH |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: PD Owner name: ANSALDO ENERGIA IP UK LIMITED; GB Free format text: DETAILS ASSIGNMENT: CHANGE OF OWNER(S), ASSIGNMENT; FORMER OWNER NAME: GENERAL ELECTRIC TECHNOLOGY GMBH Effective date: 20170301 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20101026 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150708 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150708 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150708 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20151031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150708 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150708 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 502010009813 Country of ref document: DE Owner name: ANSALDO ENERGIA IP UK LIMITED, GB Free format text: FORMER OWNER: GENERAL ELECTRIC TECHNOLOGY GMBH, BADEN, CH |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 732E Free format text: REGISTERED BETWEEN 20170824 AND 20170830 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 8 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: TP Owner name: ANSALDO ENERGIA IP UK LIMITED, GB Effective date: 20171221 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20171024 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20171019 Year of fee payment: 8 Ref country code: NL Payment date: 20171019 Year of fee payment: 8 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150708 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171031 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150708 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20181101 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20181026 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181101 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181026 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240130 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20240130 Year of fee payment: 14 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20240430 |