EP2303696B1 - Equipement avionique comprenant un systeme de drainage d'un courant de foudre genere par une decharge orageuse sur un aeronef - Google Patents
Equipement avionique comprenant un systeme de drainage d'un courant de foudre genere par une decharge orageuse sur un aeronef Download PDFInfo
- Publication number
- EP2303696B1 EP2303696B1 EP09766014A EP09766014A EP2303696B1 EP 2303696 B1 EP2303696 B1 EP 2303696B1 EP 09766014 A EP09766014 A EP 09766014A EP 09766014 A EP09766014 A EP 09766014A EP 2303696 B1 EP2303696 B1 EP 2303696B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- plate
- metal
- aircraft
- skin
- expanded metal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B64—AIRCRAFT; AVIATION; COSMONAUTICS
- B64D—EQUIPMENT FOR FITTING IN OR TO AIRCRAFT; FLIGHT SUITS; PARACHUTES; ARRANGEMENTS OR MOUNTING OF POWER PLANTS OR PROPULSION TRANSMISSIONS IN AIRCRAFT
- B64D45/00—Aircraft indicators or protectors not otherwise provided for
- B64D45/02—Lightning protectors; Static dischargers
Definitions
- the invention relates to avionic equipment comprising a system for draining a lightning current produced by a storm discharge on an aircraft made of composite material.
- the invention also relates to a method of installing this drainage system.
- the invention has applications in the field of aeronautics and, in particular, in the field of protection of aircraft and equipment installed on the skin of the aircraft.
- the structure of an aircraft is made from metal panels mounted and fixed around an internal structure also metal. These metal panels are assembled by fasteners also metal and form, once assembled, the outer skin of the aircraft, also called skin plane.
- avionic equipment also called electronic equipment, such as airspeed sensors, icing condition detectors, radio antennas, navigation antennas, traffic lights, external lamps, etc. are generally installed.
- electronic equipment such as airspeed sensors, icing condition detectors, radio antennas, navigation antennas, traffic lights, external lamps, etc.
- the antennas installed on the outer skin of the aircraft contribute to the operation of radio frequency systems and navigation systems of the aircraft
- the icing condition detectors detect the climatic conditions favoring the creation of frost to inform the aircraft.
- the airspeed sensors static pressure sockets, Pitot probes, etc.
- parameters pressure, temperature, angle of incidence, etc.
- This equipment must be installed outside the aircraft. They are mounted on a metal support, called a reinforcement plate.
- the probability of an aircraft taking lightning in flight is equal to 1 per 1000 flying hours, in the most blasted areas of the world. It is therefore understandable that in order to protect the aircraft as well as the personnel and the passengers on board the aircraft, it is important to protect the entire aircraft and the avionics equipment, lightning currents that could damage it. .
- the metal structure In conventional aircraft, that is to say with a metallic structure, the metal structure has the advantage of achieving a Faraday cage function when the aircraft takes the lightning in flight. It is known, in fact, that a Faraday cage is an enclosure impervious to electric fields that protects the interior of the enclosure from electrical nuisances. It is thus clear that when the structure of the aircraft is metallic and the avionics equipment installed outside this structure are also metallic and fixed to the structure by means of metal fasteners, then the structure of the aircraft constitutes a cage from Faraday. In this type of aircraft with a metallic structure, the outer skin, itself, serves to drain lightning currents.
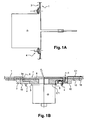
- FIG. 1A and 1B an example of avionics equipment installed on the outer skin of an aircraft with a metal structure.
- This avionic equipment is, for example, a probe 2 mounted with an aerodynamic plate 7 intended to close the orifice 6 and to ensure continuity of the profile of the aircraft.
- the probe 2 is fixed on the metal skin 1 of the aircraft by means of floating rivet nuts 4 and reinforcing plates 3 and 8.
- the reinforcing plates there is a first metal plate 8, called intermediate plate , and a second metal plate 3, called reinforcement or doubling. More specifically, the probe 2 is fixed on the intermediate plate 8, whose role is to ensure a dismountability of the probe 2 from outside the aircraft.
- the intermediate plate 8 is itself fixed on the doubler 3, the role of which is to reinforce the structural opening 6 through which the probe 2 passes.
- the doubler is placed under the outer skin 1. It has a stepped shape.
- the intermediate plate 8 has a complementary shape of the doubler 3. It is nested between the doubler 3, the probe 2 and the aerodynamic plate 7.
- the probe 2 is held on the intermediate plate 8 by metal screws 5.
- the aerodynamic plate 7 is fixed by metal screws 9 on the intermediate plate 8.
- the doubler 3 is riveted to the metal skin 1 of the aircraft.
- the doubler 3 is also attached to the metal skin 1 by screws 10.
- the probe is "metallized" to the skin of the aircraft, that is to say that it forms, with the to double, the skin, the metal plates, the metal screws and the floating nuts, a continuous metallic assembly, thus electrically conductive.
- the lightning current is thus drained by the metal parts located near the probe to the outer metallic skin of the aircraft, so that very little of the electric current is injected inside the aircraft.
- the steel-structured aircraft have the disadvantage of being heavy because the entire structure is metallic, with metal panels at least partially superimposed to allow their assembly by metal junctions, which constitutes metal thicknesses, therefore heavy .
- aircraft manufacturers have sought to replace certain metallic elements with elements made of composite materials. They have replaced, in particular, a portion of the metal structure of the aircraft with a composite material equivalent.
- a large number of current aircraft have part of their composite material structure and, in particular, their outer skin.
- the composite materials having the advantage of being relatively light compared to the metal, the total mass of a composite structure aircraft is significantly lighter than that of a conventional aircraft.
- composite structure aircraft have the advantage of requiring fewer controls during their life because their structure does not corrode.
- the composite material parts of the aircraft are generally made from sheets of dry fibers pre-coated with a thermosetting resin.
- the layers of pre-removed fibers are placed in a mold and then heated. Under the effect of heat, the resin polymerizes, allowing the fibrous reinforcement to maintain the shape of the mold. After cooling, the mold is removed.
- FIG. 2 an example of an aircraft structure made of composite material and expanded metal is shown.
- This structure comprises an outer skin of composite material 11 outside of which is placed a layer of expanded metal 12, also called ECF for Expanded Copper Foil, or a layer of metal mesh.
- ECF Expanded Copper Foil
- a layer of metal mesh also called ECF for Expanded Copper Foil
- expanded metal is a metal plate, for example copper, pierced with a multitude of orifices and then stretched to form a kind of grid. This expanded metal is spread over the composite material structure, thus forming a layer of expanded metal. This expanded metal can be draped at the same time as the composite skin, during the manufacture of the structure of the aircraft. In this case, the expanded metal is molded with the carbon plies of the composite material structure. This expanded metal is added to drain the electric currents generated by the lightning, so as to ensure the same function as the skin of a metal aircraft in case of lightning.
- the avionic equipment 13 for example an antenna, is mounted inside an orifice 16 made in the outer skin 11.
- the avionic equipment 13 is fixed on the outer skin 11 by means of nuts. with floating rivet 14.
- the avionics equipment is metallized "face-to-face" with the expanded metal.
- the metallization between the layer of expanded metal 12 and the avionic equipment 13 is obtained by plane-to-plane contact of the two elements.
- this contact plan on plan involves disadvantages.
- the structure of the figure 2 also has the disadvantage of not being able to reuse the equipment of the previous programs. Indeed, qualified avionics equipment for a metal plane can not be reused on a composite fuselage because the metallization device is modified.
- the purpose of the invention is precisely to propose an aircraft drainage system made of composite material which makes it possible to drain the electric current generated by the lightning in the layer of expanded metal.
- the avionics equipment mounted on the skin of the aircraft are metallized with the expanded metal layer so that the lightning current can be drained by the metal mesh outside the skin to not penetrate the skin. internal network of the aircraft.
- the drainage system of the invention guarantees a very good electrical continuity, with sufficient contact surfaces between the equipment and the expanded metal, while complying with stringent aerodynamic requirements such as misalignment between the avionic equipment and the skin. plane.
- the invention relates to a drainage system of a lightning current produced by a storm discharge on an avionic equipment installed on an outer skin of an aircraft, said outer skin being made of a composite material covered with a layer of expanded metal and having an orifice in which is placed an aerodynamic plate covering the avionic equipment, said aerodynamic plate being attached to the outer skin by means of a doubling, characterized in that it comprises at least one metal plate at least partially surrounding the aerodynamic plate and mounted so as to provide electrical continuity between the doubler and the expanded metal layer to ensure drainage of the lightning current in the layer expanded metal.
- the invention also relates to an aircraft characterized in that it comprises a drainage system as described above.
- a metal plate electrically conductive, is installed at least partially around the aerodynamic plate.
- This metal plate is mounted to provide electrical contact between the doubling and expanded metal of the skin-plane so as to allow electrical continuity between the avionics equipment and the expanded metal. This electrical continuity ensures the evacuation of the lightning current to the expanded metal layer.
- this metal plate can be in several forms.
- the metal plate is an expanded metal plate. More precisely, this figure 3 represents an example of installation of avionics equipment on an aircraft structure composite material, according to a first embodiment.
- the avionics equipment also called electronic equipment, is an airspeed sensor 2.
- the expanded metal plate 23 is partially installed around the orifice 6 for the passage of the probe 2. This expanded metal plate 23 is placed so as to surround the airplane skin 20 throughout its thickness. As shown in FIG. 3A, the expanded metal plate 23, also referred to as the additional ECF, is applied to the outer surface of the skin-plane 20, above the expanded metal layer 22 covering the composite material 21. outer surface, or upper surface, skin-plane, the surface of the skin located on the outside of the aircraft, as opposed to the inner surface, or surface lower. The expanded metal plate 23 is also applied to the walls of the orifice 6 and on the inner surface of the skin-plane 20. Thus, in the vicinity of the orifice 6, the skin-plane 20 is sandwiched in the expanded metal plate 23.
- the expanded metal plate 23 is preferably pre-impregnated with a resin capable of polymerizing with the skin-plane under the effect of heating at 180 degrees, for 2 hours, under empty. It should be noted that other types of resins can be used which polymerize at 80 ° C for 2 hours under vacuum.
- the skin-plane 20 made of composite materials according to conventional techniques is pierced with an orifice 6 to allow the passage of the probe 2.
- a metal plate deployed, pre- impregnated, is placed around the orifice 6 and then applied to the walls of said orifice and then under the orifice.
- the expanded metal plate thus covers the outer surface of the skin-plane and its inner surface.
- a heating mat heated to about 180 ° C is then installed on this expanded metal plate to ensure polymerization.
- a sanding operation can be performed, before installing the expanded metal plate 23, in order to reach the metal mesh of the expanded metal layer 22.
- the expanded metal plate 23 is thus in surface contact with the expanded metal layer 22 of the aircraft skin.
- the expanded metal plate 23 is also in surface contact, inside the aircraft, with the Doubler 3.
- the metallization of the installation is thus provided via the skin-plane 20.
- the probe 2 is metallized with the doubler 3, as previously explained for the aircraft with a metal structure, via of the intermediate plate 8, the aerodynamic plate 7 and the screws and nuts 5 and 4.
- the doubler 3 is metallized by contact with the expanded metal plate 23, itself metallized by contact with the expanded metal layer 22 of the skin-plane.
- the expanded metal plate has the shape of a star 23a whose center is cut out, as shown in FIG. figure 4 .
- the external points 25 of the star are applied to the outer surface of the skin-plane and the internal points 24, when cut, are folded on the inner surface of the skin-plane . In this way, once this expanded metal plate 23a has been folded and heated, the expanded metal is distributed evenly around the orifice 6 in which the probe 2 is installed.
- the expanded metal plate 23 has a shape different from that of the figure 4 .
- the expanded metal plate 23 consists of a plurality of individual patches placed close together.
- a deployed metal patch is a pre-cut shape intended to be folded in its center before being applied to the skin-plane.
- FIGS. 5A to 5C an example of such patches has been shown.
- FIGS. 5B an example patch is shown before and after folding.
- Each patch 23b has a double planar blade shape, one half 27 of which is intended to be applied to the upper surface of the skin-plane 20 and the other half 26 to the lower face of said skin-plane.
- each patch 23b is placed around the orifice 6 for passage of the probe and then folded towards the inside of the aircraft so that the patch embraces part of the circumference of the orifice 6.
- Several patches are placed around the orifice, for example 4, as shown in FIG. Figure 5A .
- Each of the patches is installed, as in the first variant, with a sanding of the superficial layer of the skin-plane.
- the set of patches is then heated by means of a heating mat.
- each patch 23b may have a central section 28 of 50 mm by 4 mm (50 mm being the width) and sides of 80 mm, with an opening of 70 °.
- the four patches offer 400 mm 2 of passage. If the skin thickness decreases by 1.5 mm, the width of section 28 of the patch should be 70 mm; it is also possible, in this case, to add an additional patch of section equal to 50 mm.
- Such dimensioning of the patches makes it possible, not only to respect the 400 mm 2 of current flow section, but also to apply the expanded metal patches to the edge of the orifice 6 without creating a crease. Indeed, not to create aerodynamic disturbances, it is necessary that there is no fold at the fold of the patches. To avoid creating wrinkles when applying expanded metal patches to the edge of the orifice, it is preferable that the central section of each patch does not exceed 50mm.
- misalignment Aerodynamic between the equipment and the skin-plane should not vary from more than 0.2 mm to 0.8 mm.
- the acceptable misalignment between the avionics equipment and the structure of the aircraft depends on the type of equipment itself. For example, for static pressure probes, the acceptable misalignment is between 0.2 and 0.25 mm. This mismatch depends on the performance of the equipment itself.
- the thickness of the skin-plane has the advantage of remaining constant, which makes it possible to respect the constraints of misalignment (acceptable misalignment of about 0.2 mm, in the case of an airspeed sensor).
- the expanded metal plate is located and installed after skin manufacture and before installation of the avionics equipment, thereby preserving the same avionics equipment and installation process as for aircraft with a metallic structure.
- the metal plate consists of an expanded metal crown and an annular plate of titanium or copper.
- An example of this embodiment is shown on the figure 6 .
- the skin-plane 20 is first manufactured and then pierced with an orifice 6.
- a pre-impregnated expanded metal ring 30 is then installed around the orifice 6, on the outer surface of the skin-plane 20.
- a heating mat is then placed on this ring 30 for ensure its polymerization.
- the embodiment will then be described with a titanium plate, it being understood that the plate 31 may also be in copper.
- This titanium plate 31 is installed above the central section of the expanded metal crown 30.
- An example of the entire metal plate according to this second embodiment is shown in FIG. figure 7 .
- This set comprises a first ring 30 of expanded metal. In the center of this ring, that is to say on the zone of small section of the ring 30, is placed the annular plate of titanium 31. This titanium plate 31 partly covers the expanded metal crown 30.
- the ring 30 may have an outside diameter of 312 mm and an inside diameter of 120 mm; the titanium plate 31 may have an outside diameter of 212 mm and an inside diameter of 120 mm.
- the titanium ring plate 31 is fixed on the Doubler 3 by screws 32. These screws metallize the doubler 3 to the titanium plate 31.
- the titanium plate is metallized to the expanded metal crown.
- the entire assembly is metallized to the expanded metal layer of the skin-plane.
- the skin-plane 20 is hollowed around the probe 2 and the expanded metal layer 22 is cut out.
- a expanded metal crown 30 is then added, followed by a titanium plate31.
- the carbon plies of the skin-plane 20 are cut at the level of the titanium annular plate 31. It is therefore necessary for the skin, locally, to be reinforced to withstand the structural stresses.
- metal peelable shims 33 for example made of copper, can be installed between the titanium ring plate 31 and the skin-plane 20, if the piercing means do not provide the desired tolerances.
- These peelable shims 33 form a stack that makes it possible to adjust the height of the titanium plate 31 by removing layers of said peelable shim in order to limit the aerodynamic misalignment.
- the metal plate is molded with the skin-plane.
- This embodiment is represented on the Figures 8 and 9 .
- the skin-plane 20 is not pierced in its thickness. The skimming of the skin intended to receive the titanium ring plate is performed during the draping of the skin-plane in the manufacturing mold. The tool is then a female mold.
- an annular titanium plate 34 is placed around the orifice 6, directly in the plane skin 20.
- This titanium plate 34 has been previously molded with the skin-plane 20 so that the skin-plane has a shape adapted to the contour of the titanium plate 34.
- FIG. 9A there is shown an example of a female mold in which the skin-plane can be manufactured.
- This female mold incorporates the titanium plate 34. Once the titanium plate has been placed in the mold 35, the carbon folds are placed inside the mold so that these carbon folds take the form of the contour of the titanium plate 34.
- the titanium plate 34 can be fixed permanently on the mold.
- another titanium plate substantially identical in shape, is installed on the skin-plane with, if necessary, metal peelable shims to limit aerodynamic misalignment.
- the mounting principle of the titanium plate is similar to that of the second embodiment, the titanium plate being fixed on the doubler 3 by means of screws 32.
- the titanium plate 34 has ends 34a, 34b which form a slope, this slope to prevent the formation of bubbles during the draping of the carbon skin between each fold.
- the titanium plate may have, for example, a slope of 1 mm thick and 20 mm wide, that is to say an angle equal to Arc tan (1/20).
Landscapes
- Engineering & Computer Science (AREA)
- Aviation & Aerospace Engineering (AREA)
- Elimination Of Static Electricity (AREA)
- Aiming, Guidance, Guns With A Light Source, Armor, Camouflage, And Targets (AREA)
- Laminated Bodies (AREA)
- Wind Motors (AREA)
Description
- L'invention concerne un équipement avionique comportant un système pour drainer un courant de foudre produit par une décharge orageuse sur un aéronef réalisé en matériau composite. L'invention concerne également un procédé d'installation de ce système de drainage.
- L'invention trouve des applications dans le domaine de l'aéronautique et, en particulier, dans le domaine de la protection des aéronefs et des équipements installés sur la peau de l'aéronef.
- Classiquement, la structure d'un aéronef (fuselage, pointe avant, voilure, etc.) est réalisée à partir de panneaux métalliques montés et fixés autour d'une structure interne également métallique. Ces panneaux métalliques sont assemblés par des fixations également métalliques et forment, une fois assemblés, la peau externe de l'aéronef, appelée aussi peau-avion.
- Sur cette peau externe, sont généralement installés des équipements avioniques, appelés aussi équipements électroniques, tels que des sondes anémométriques, des détecteurs de conditions givrantes, des antennes radio, des antennes de navigation, des feux de signalisation, des lampes extérieures, etc. (voir, par exemple, les documents
EP1491900 etUS3108473 ). Chacun de ces équipements a un rôle spécifique. Par exemple, les antennes installées sur la peau externe de l'aéronef contribuent au fonctionnement des systèmes radiofréquences et des systèmes de navigation de l'aéronef, les détecteurs de conditions givrantes détectent les conditions climatiques favorisant la création de givre afin d'en informer le poste de pilotage, les sondes anémométriques (prises de pression statique, sondes Pitot, etc.) mesurent des paramètres (de pression, de température, d'angle d'incidence, etc.) afin de donner des informations de navigation au poste de pilotage (altitude, vitesse, etc.)... - Ces équipements doivent être installés en extérieur de l'aéronef. Ils sont montés sur un support métallique, appelé plaque de renfort.
- L'installation de ces équipements sur la peau externe de l'aéronef présente différentes contraintes, à savoir :
- des contraintes aérodynamiques qui doivent être respectées pour ne pas perturber les performances des équipements et ne pas créer de traînées parasites ;
- des contraintes de métallisation qui doivent être respectées pour que les dommages de la structure soient acceptables vis-à-vis des exigences de certification et de maintenance (en terme de sécurité, de coût de réparation, de coût d'immobilisation de l'aéronef, etc.) ;
- des contraintes qui sont liées à la protection contre les effets indirects de la foudre pour limiter le transfert de courant de foudre à travers le réseau électrique connecté à ces équipements.
- En effet, la probabilité qu'un aéronef prenne la foudre en vol est égale à 1 pour 1000 heures de vol, dans les zones du monde les plus foudroyées. On comprend donc que, pour protéger l'aéronef ainsi que le personnel et les passagers à bord de l'aéronef, il est important de protéger l'ensemble de l'aéronef et des équipements avioniques, des courants de foudre qui pourraient l'endommager.
- Pour cela, il est connu, comme pour tout système électrique à protéger de la foudre, de mettre au même potentiel électrique tous les équipements de l'aéronef et de métalliser tous ces équipements aux éléments métalliques dudit aéronef, afin de drainer les courants directs ou indirects de la foudre. On comprend par « métalliser » l'action d'assurer une continuité électrique afin de mettre au même potentiel électrique un ensemble d'éléments.
- Dans les aéronefs classiques, c'est-à-dire à structure métallique, la structure métallique présente l'avantage de réaliser une fonction de cage de Faraday lorsque l'avion prend la foudre en vol. On sait, en effet, qu'une cage de Faraday est une enceinte étanche aux champs électriques qui protège l'intérieur de l'enceinte des nuisances électriques. On comprend donc que, lorsque la structure de l'aéronef est métallique et que les équipements avioniques installés en extérieur de cette structure sont également métalliques et fixés sur la structure au moyen d'attaches métalliques, alors la structure de l'aéronef constitue une cage de Faraday. Dans ce type d'aéronefs à structure métallique, la peau externe, elle-même, sert à drainer des courants de foudre.
- On a représenté, sur les
figures 1A et 1B , un exemple d'équipement avionique installé sur la peau externe d'un aéronef à structure métallique. Cet équipement avionique est, par exemple, une sonde 2 montée avec une plaque aérodynamique 7 destinée à obturer l'orifice 6 et à assurer une continuité du profil de l'aéronef. La sonde 2 est fixée sur la peau métallique 1 de l'aéronef au moyen d'écrous à rivet flottants 4 et de plaques de renforcement 3 et 8. Parmi les plaques de renforcement, il y a une première plaque métallique 8, appelée plaque intermédiaire, et une seconde plaque métallique 3, appelée renfort ou doubler. Plus précisément, la sonde 2 est fixée sur la plaque intermédiaire 8, dont le rôle est d'assurer une démontabilité de la sonde 2 par l'extérieur de l'aéronef. La plaque intermédiaire 8 est elle-même fixée sur le doubler 3, dont le rôle est de renforcer l'orifice structural 6 par lequel traverse la sonde 2. Le doubler est placé sous la peau externe 1. Il a une forme en escalier. La plaque intermédiaire 8 a une forme complémentaire du doubler 3. Elle est imbriquée entre le doubler 3, la sonde 2 et la plaque aérodynamique 7. - Dans cet exemple, la sonde 2 est maintenue sur la plaque intermédiaire 8 par des vis métalliques 5. La plaque aérodynamique 7 est fixée par des vis métalliques 9 sur la plaque intermédiaire 8. Le doubler 3 est quant à lui riveté sur la peau métallique 1 de l'aéronef. Le doubler 3 est, par ailleurs fixé sur la peau métallique 1 par des vis 10. De cette façon, la sonde est « métallisée » à la peau de l'aéronef, c'est-à-dire qu'elle forme, avec le doubler, la peau, les plaques métalliques, les vis métalliques et les écrous flottants, un ensemble continu métallique, donc électriquement conducteur.
- On comprend donc que, dans cet exemple, toute la structure externe de l'aéronef, de la sonde jusqu'à la peau, est métallisée. De cette façon, si la sonde est frappée par la foudre F, comme schématisé sur la
figure 1 B , le courant électrique généré par la foudre va suivre un cheminement correspondant aux chemins C1 et C1' tracés et fléchés sur lafigure 1 B . Par exemple, si la sonde reçoit un courant de foudre F, ce courant va passer par deux chemins possibles : - soit par C1, c'est-à-dire par la plaque aérodynamique 7, puis les vis de fixation 9, la plaque intermédiaire 8, les écrous flottants 4, le doubler 3 et finalement par les vis 10 jusque dans la peau métallique 1 ;
- soit par C1', c'est-à-dire par la plaque aérodynamique 7, la sonde 2, les vis 5, la plaque intermédiaire 8, les écrous flottants 4, le doubler 3 et les vis 10 et enfin la peau métallique 1.
- Le courant de foudre est ainsi drainé par les pièces métalliques situées à proximité de la sonde vers peau externe métallique de l'aéronef, de sorte que très peu du courant électrique est injecté à l'intérieur de l'aéronef.
- Cependant, les aéronefs à structure métallique présentent l'inconvénient d'être lourds car la totalité de la structure est métallique, avec des panneaux métalliques au moins partiellement superposés pour permettre leur assemblage par des jonctions métalliques, ce qui constitue des surépaisseurs métalliques, donc lourdes. Pour diminuer la masse structurelle d'un aéronef, les constructeurs aéronautiques ont cherchés à remplacer certains éléments métalliques par des éléments en matériaux composites. Ils ont remplacés, en particulier, une partie de la structure métallique des aéronefs par un équivalent en matériau composite. Ainsi, grand nombre d'aéronefs actuels ont une partie de leur structure en matériau composite et, notamment, leur peau externe. En effet, les matériaux composites ayant l'avantage d'être relativement légers par rapport au métal, la masse totale d'un aéronef à structure composite est significativement allégée par rapport à celle d'un aéronef classique. En outre, les aéronefs à structure composite ont l'avantagé de nécessiter moins de contrôles pendant leur vie car leur structure ne se corrode pas.
- Les parties en matériau composite de l'aéronef sont généralement réalisées à partir de nappes de fibres sèches pré-enduites d'une résine thermodurcissable. Les nappes de fibres pré-énduites sont placées dans un moule puis chauffées. Sous l'effet de la chaleur, la résine polymérise, permettant au renfort fibreux de conserver la forme du moule. Après refroidissement, le moule est retiré.
- Toutefois, avec une structure en matériau composite, la métallisation des équipements avioniques n'est pas assurée par la peau elle-même. En effet, on comprend bien que le principe de métallisation des équipements avioniques sur une peau métallique ne peut pas être appliqué sur un avion en matériau composite puisque la peau en matériau composite n'est pas électriquement conductrice. Les constructeurs aéronautiques ont donc cherché à métalliser l'équipement électronique avec la structure de l'aéronef. Pour cela, sur certains types d'aéronef, en particuliers les hélicoptères, une couche de métal déployé est placée au-dessus de la peau en matériau composite.
- Sur la
figure 2 , on a représenté un exemple d'une structure d'aéronef en matériau composite et métal déployé. Cette structure comporte une peau externe en matériau composite 11 à l'extérieure de laquelle est placée une couche de métal déployé 12, appelée également ECF pour Expanded Copper Foil, ou une couche de grillage métallique. Dans la suite de la description, on parlera de métal déployé, étant entendu qu'il peut également s'agir de grillage métallique. - On appelle « métal déployé » une plaque métallique, par exemple en cuivre, percée d'une multitude d'orifices puis étirée de façon à former une sorte de grille. Ce métal déployé est étalé sur la structure en matériau composite, formant ainsi une couche de métal déployé. Ce métal déployé peut être drapé en même temps que la peau composite, lors de la fabrication de la structure de l'aéronef. Dans ce cas, le métal déployé est moulé avec les plis de carbone de la structure en matériau composite. Ce métal déployé est ajouté pour drainer les courants électriques générés par la foudre, de manière à assurer la même fonction que la peau d'un aéronef métallique en cas de foudre.
- Comme expliqué précédemment, il est impératif de limiter l'injection du courant de foudre au réseau métallique intérieur de l'aéronef. En effet, ce réseau métallique intérieur assure des fonctions de référence électrique et de retour de courant des équipements. Il faut donc limiter l'injection des courants de foudre à l'intérieur de l'avion pour éviter de créer des surtensions et endommager les équipements.
- Dans cet exemple, l'équipement avionique 13, par exemple une antenne, est monté à l'intérieur d'un orifice 16 réalisé dans la peau externe 11. L'équipement avionique 13 est fixé sur la peau externe 11 au moyen d'écrous à rivet flottants 14.
- Dans une telle structure, l'équipement avionique est métallisé « face-à-face » avec le métal déployé. En effet, la métallisation entre la couche de métal déployé 12 et l'équipement avionique 13 est obtenue par un contact plan sur plan des deux éléments. Or, ce contact plan sur plan entraîne des inconvénients.
- En effet, comme expliqué précédemment, l'une des surfaces en face à face n'est pas plane. Il faut donc généralement une pièce intermédiaire, comme un joint d'étanchéité, qui gêne le passage électrique. Il en résulte un contact non fiable et un risque de corrosion qui peut gêner le passage électrique et conduire à la dégradation de la protection contre la foudre. Ce risque est élevé pour les raisons suivantes :
- il est difficile de garantir une étanchéité durable entre l'équipement électronique et la peau du fait de la courbure du fuselage ;
- il existe des difficultés pour maîtriser, sur de grandes surfaces, le couple galvanique entre les matériaux (notamment l'aluminium et le carbone). En effet, le traitement de ce couple galvanique nécessite des éléments isolants ou semi-conducteurs pour assurer l'étanchéité, qui sont incompatibles avec les exigences de protection contre les effets directs de la foudre, à savoir une surface de contact minimale métal/métal de 400 mm2 et une résistance électrique de 5 milliohms entre l'équipement et la couche de métal déployé.
- Or, en cas de mauvaise métallisation de l'assemblage, le courant de foudre passerait dans l'équipement avionique puis serait évacué par le câble électrique et le tuyau pneumatique connectés audit équipement. Les risques seraient alors, d'une part, d'endommager l'équipement et, d'autre part, d'endommager les équipements électriques ou électromécaniques connectés aux extrémités des câbles électriques.
- La structure de la
figure 2 présente également l'inconvénient de ne pas pouvoir réutiliser les équipements des programmes précédents. En effet, les équipements avioniques qualifiés pour un avion métallique ne peuvent pas être réutilisés sur un fuselage composite car le dispositif de métallisation est modifié. - Un autre inconvénient encore concerne la maintenance en coût et en temps de réparation. En effet, la réparation de la protection contre la foudre entre l'équipement électronique et la structure de l'aéronef nécessite le démontage de l'équipement, ce qui entraîne un temps de réparation important et donc un coût d'immobilisation important.
- L'invention a justement pour but de proposer un système de drainage pour aéronef en matériau composite qui permet de drainer le courant électrique généré par la foudre dans la couche de métal déployé.
- En effet, il est donc indispensable que les équipements avioniques montés sur la peau de l'aéronef soient métallisés avec la couche de métal déployé afin que le courant de foudre puisse être drainé par le maillage métallique extérieur à la peau pour ne pas pénétrer dans le réseau intérieur de l'aéronef. Le système de drainage de l'invention garantit une très bonne continuité électrique, avec des surfaces de contact suffisantes entre l'équipement et le métal déployé, tout en respectant des exigences aérodynamiques contraignantes telles que le désaffleurement entre l'équipement avionique et la peau-avion.
- De façon plus précise, l'invention concerne un système de drainage d'un courant de foudre produit par une décharge orageuse sur un équipement avionique installé sur une peau externe d'un aéronef, ladite peau externe étant réalisée dans un matériau composite recouvert d'une couche de métal déployé et comportant un orifice dans lequel est placée une plaque aérodynamique recouvrant l'équipement avionique, ladite plaque aérodynamique étant fixée sur la peau externe au moyen d'un doubler,
caractérisé en ce qu'il comporte au moins une plaque métallique entourant au moins partiellement la plaque aérodynamique et montée de façon à assurer une continuité électrique entre le doubler et la couche de métal déployé afin d'assurer un drainage du courant de foudre dans la couche de métal déployé. - L'invention peut comporter une ou plusieurs des caractéristiques suivantes :
- la plaque métallique est une plaque en métal déployé.
- la plaque en métal déployé est agencée de façon à couvrir au moins partiellement à la fois une face supérieure de la peau externe et une face inférieure de ladite peau externe.
- la plaque en métal déployé est partiellement recouverte d'une plaque annulaire en titane ou en cuivre.
- la plaque métallique est une plaque en titane moulée avec la peau externe.
- la plaque en titane est fixée sur le doubler au moyen de vis métalliques.
- la plaque en métal déployé est pré-imprégnée de résine et fixée sur la peau externe par chauffage.
- il comporte au moins une cale pelable métallique placée entre la plaque métallique et la peau externe pour corriger un desaffleurement aérodynamique entre la surface supérieure de la peau externe et l'équipement aérodynamique.
- L'invention concerne également un procédé d'installation du système de drainage décrit précédemment. Ce procédé comporte les opérations suivantes :
- réalisation d'un orifice dans la peau externe de l'aéronef,
- installation, autour d'au moins une partie de cet orifice, d'une plaque métallique,
- fixation de cette plaque métallique sur la peau externe et sur un doubler, et
- installation d'un équipement avionique dans l'orifice.
- L'invention concerne également un aéronef caractérisé en ce qu'il comporte un système de drainage tel que décrit précédemment.
-
- Les
figures 1A et 1B représentent un exemple de système de drainage du courant de foudre sur un aéronef à structure métallique. - La
figure 2 représente un exemple de système de drainage du courant de foudre, sur un aéronef à structure composite, avec une métallisation face-à-face. - La
figure 3 représente un exemple de système de drainage du courant de foudre, sur un aéronef à structure composite, selon un premier mode de réalisation de l'invention. - La
figure 4 représente un exemple de plaque métallique selon le premier mode de réalisation de l'invention. - Les
figures 5A, 5B, 5C représentent un autre exemple de plaque métallique selon le premier mode de réalisation de l'invention. - La
figure 6 représente un exemple de système de drainage du courant de foudre, sur un aéronef à structure composite, selon un deuxième mode de réalisation de l'invention. - La
figure 7 représente un exemple de plaque métallique selon le deuxième mode de réalisation de l'invention. - La
figure 8 représente un exemple de système de drainage du courant de foudre, sur un aéronef à structure composite, selon un troisième mode de réalisation de l'invention. - Les
figures 9A et 9B représentent un exemple de plaque métallique selon le troisième mode de réalisation de l'invention. - Dans le système de drainage de l'invention, on installe une plaque métallique, conductrice d'électricité, au moins partiellement autour de la plaque aérodynamique. Cette plaque métallique est montée de façon à assurer un contact électrique entre le doubler et le métal déployé de la peau-avion de façon à permettre une continuité électrique entre l'équipement avionique et le métal déployé. Cette continuité électrique permet d'assurer l'évacuation du courant de foudre vers la couche de métal déployé.
- Cette plaque métallique peut se présenter sous plusieurs formes. Dans un premier mode de réalisation de l'invention, représenté sur la
figure 3 , la plaque métallique est une plaque en métal déployé. Plus précisément, cettefigure 3 représente un exemple d'installation d'un équipement avionique sur une structure d'aéronef en matériau composite, selon un premier mode de réalisation. Dans cet exemple, l'équipement avionique, appelé aussi équipement électronique, est une sonde anémométrique 2. - Dans ce mode de réalisation, la plaque de métal déployé 23 est installée partiellement autour de l'orifice 6 de passage de la sonde 2. Cette plaque de métal déployé 23 est placée de façon à entourer la peau-avion 20 sur toute son épaisseur. Comme représenté sur la figure 3A, la plaque de métal déployé 23, appelé aussi ECF additionnel, est appliquée sur la surface extérieure de la peau-avion 20, au-dessus de la couche de métal déployé 22 recouvrant le matériau composite 21. On appelle surface extérieure, ou surface supérieure, de la peau-avion, la surface de la peau située en extérieure de l'aéronef, par opposition à la surface intérieure, ou surface inférieure. La plaque de métal déployé 23 est appliquée également sur les parois de l'orifice 6 et sur la surface intérieure de la peau-avion 20. Ainsi, au voisinage de l'orifice 6, la peau-avion 20 se trouve en sandwich dans la plaque de métal déployé 23.
- Dans ce mode de réalisation, la plaque de métal déployé 23 est, de préférence, pré-imprégnée d'une résine apte à se polymériser à la peau-avion sous l'effet d'un chauffage à 180 degrés, pendant 2 heures, sous vide. Il est à noter que d'autres types de résines peuvent être utlisées qui polymérisent à 80 °C, pendant 2 heures, sous vide.
- Il est envisageable également d'utiliser une plaque de métal déployé sec. Dans ce cas, il faut appliquer un film de résine, puis le métal déployé et mettre l'ensemble à chauffer sous pression.
- Pour fabriquer le système de drainage selon ce premier mode de réalisation, la peau-avion 20 fabriquée en matériaux composites selon des techniques classiques est percée d'un orifice 6 pour permettre le passage de la sonde 2. Une plaque de métal déployé, pré-imprégnée, est placée autour de l'orifice 6 puis appliquée sur les parois dudit orifice puis sous l'orifice. La plaque de métal déployé recouvre ainsi la surface extérieure de la peau-avion et sa surface intérieure. Un tapis chauffant porté à environ 180°C est ensuite installé sur cette plaque en métal déployé pour en assurer la polymérisation.
- De façon plus détaillée, une opération de ponçage peut être effectuée, avant d'installer la plaque de métal déployé 23, afin d'atteindre le maillage métallique de la couche de métal déployé 22.
- La plaque de métal déployé 23 est ainsi en contact surfacique avec la couche de métal déployé 22 de la peau avion. La plaque de métal déployé 23 est également en contact surfacique, à l'intérieur de l'aéronef, avec le Doubler 3.
- Dans ce mode de réalisation, la métallisation de l'installation est donc assurée via la peau-avion 20. En effet, la sonde 2 est métallisée avec le doubler 3, comme expliqué précédemment pour l'aéronef à structure métallique, par l'intermédiaire de la plaque intermédiaire 8, de la plaque aérodynamique 7 et des vis et écrous 5 et 4. Le doubler 3 est métallisé par contact avec la plaque de métal déployé 23, elle-même métallisée par contact avec la couche de métal déployé 22 de la peau-avion.
- Sur la
figure 3 , on a représenté des exemples de cheminements C2 et C2' de la foudre dans le système de drainage qui vient d'être décrit. On voit ainsi que si la foudre F atteint la sonde 2, alors le courant de foudre va passer par deux chemins possibles : - soit par C2, c'est-à-dire par la plaque aérodynamique 7, puis les vis de fixation, la plaque intermédiaire 8, les écrous flottants 4, le doubler 3 et finalement par la plaque de métal déployé 23 et enfin la couche de métal déployé 22 de la peau-avion 20 ;
- soit par C2', c'est-à-dire par la plaque aérodynamique 7, la sonde 2, les vis 5, la plaque intermédiaire 8, les écrous flottants 4, le doubler 3 la plaque de métal déployé 23 et enfin la couche de métal déployé 22 de la peau-avion 20.
- Quel que soit le cheminement du courant de foudre, ce dernier est drainé vers la peau de l'aéronef, évitant tout risque d'introduction dudit courant dans le réseau de l'aéronef.
- Dans une variante de ce mode de réalisation, la plaque de métal déployé a la forme d'une étoile 23a dont le centre est découpé, comme représenté sur la
figure 4 . Dans cet exemple de plaque de métal déployé 23a, les pointes externes 25 de l'étoile sont appliquées sur la surface extérieure de la peau-avion et les pointes internes 24, une fois découpées, sont rabattues sur la surface intérieure de la peau-avion. De cette façon, une fois cette plaque de métal déployé 23a pliée et chauffée, le métal déployé est réparti régulièrement tout autour de l'orifice 6 dans lequel la sonde 2 est installée. - Dans une seconde variante de ce mode de réalisation, la plaque de métal déployé 23 a une forme différente de celle de la
figure 4 . Dans cette variante, la plaque de métal déployé 23 est constituée d'une pluralité de patchs individuels placés les uns à proximité des autres. On appelle patch de métal déployé, une forme prédécoupée destinée à être pliée en son centre avant d'être appliquée sur la peau-avion. Sur lesfigures 5A à 5C , on a représenté un exemple de tels patchs. Sur lafigure 5B , on a représenté un exemple de patch, avant et après pliage. Chaque patch 23b a une forme de double pale plane, dont une moitié 27 est destinée à être appliquée sur la surface supérieure de la peau-avion 20 et l'autre moitié 26 sur la face inférieure de ladite peau-avion. - Comme montré sur la
figure 5A , chaque patch 23b est placé autour de l'orifice 6 de passage de la sonde puis plié vers l'intérieur de l'aéronef afin que le patch épouse une partie de la circonférence de l'orifice 6. Plusieurs patchs sont placés autour de l'orifice, par exemple 4, comme représenté sur lafigure 5A . - Chacun des patchs est installé, comme dans la première variante, avec un ponçage de la couche superficielle de la peau-avion. L'ensemble des patchs est ensuite chauffé au moyen d'un tapis chauffant.
- Généralement, sur un aéronef, une section de 400 mm2 de section de passage du courant de foudre doit être respectée pour des raisons de sécurité. Afin de respecter cette exigence, le dimensionnement d'un patch peut être celui représenté sur la
figure 5C . Par exemple, chaque patch 23b peut avoir une section centrale 28 de 50 mm par 4 mm (50 mm étant la largeur) et des cotés de 80 mm, avec une ouverture de 70°. - Dans ce cas, pour un orifice 6 de 120 mm de diamètre, on peut utilisé, comme montré sur la
figure 5A , quatre patchs 23b. Au bord de l'orifice 6, on a ainsi, pour chaque patch, 50 mm x 4 mm = 200 mm2 de section de passage du courant. Avec quatre patchs, on a ainsi 800 mm2 de passage du courant. - Si l'épaisseur de la peau-avion diminue à 2 mm, les quatre patchs offrent 400 mm2 de passage. Si l'épaisseur de peau diminue de 1,5 mm, la largeur de la section 28 du patch devra être de 70 mm ; il est possible aussi, dans ce cas, d'ajouter un patch supplémentaire de section égale à 50 mm.
- Un tel dimensionnement des patchs permet, non seulement de respecter les 400 mm2 de section de passage du courant, mais aussi d'appliquer les patchs de métal déployé au bord de l'orifice 6 sans créer de pli. En effet, pour ne pas créer de perturbations aérodynamiques, il est nécessaire qu'il n'y ait aucun pli au niveau du pliage des patchs. Pour éviter la création de plis lors de l'application des patchs de métal déployé au bord de l'orifice, il est préférable que la section centrale de chaque patch ne dépasse pas 50mm.
- Il est à noter que, sur les aéronefs, il existe des contraintes aérodynamiques relatives au désaffleurement des équipements avioniques par rapport à la peau-avion. Pour l'ensemble des sondes anémométriques et détecteurs de conditions givrantes à installer, le désaffleurement aérodynamique entre l'équipement et la peau-avion ne doit pas varier de plus de 0,2 mm à 0,8 mm. En effet, le désaffleurement acceptable entre l'équipement avionique et la structure de l'aéronef dépend du type de l'équipement lui-même. Par exemple, pour des sondes de pression statique, le désaffleurement acceptable est compris entre 0,2 et 0,25 mm. Ce désaffleurement dépend de la performance de l'équipement lui-même.
- Dans le mode de réalisation qui vient d'être décrit, l'épaisseur de la peau-avion a l'avantage de rester constante, ce qui permet de respecter les contraintes de désaffleurement (désaffleurement acceptable d'environ 0,2 mm, dans le cas d'une sonde anémométrique).
- En outre, dans ce mode de réalisation, la plaque de métal déployé est localisée et installée après fabrication de la peau et avant installation de l'équipement avionique, ce qui permet de conserver le même équipement avionique et le même processus d'installation que pour les aéronefs à structure métallique.
- Dans un deuxième mode de réalisation de l'invention, la plaque métallique est constituée d'une couronne de métal déployé et d'une plaque annulaire en titane ou en cuivre. Un exemple de ce mode de réalisation est représenté sur la
figure 6 . - Comme dans le premier mode de réalisation, la peau-avion 20 est tout d'abord fabriquée, puis percée d'un orifice 6.
- Dans ce deuxième mode de réalisation, une couronne de métal déployé 30, pré-imprégnée, est ensuite installée autour de l'orifice 6, sur la surface extérieure de la peau-avion 20. Un tapis chauffant est ensuite placé sur cette couronne 30 pour assurer sa polymérisation.
- Une plaque annulaire 31, en titane ou en cuivre, est ensuite placée en contact avec la couronne de métal déployé 30. On décrira, par la suite, le mode de réalisation avec une plaque en titane, étant entendu que la plaque 31 peut aussi être en cuivre. Cette plaque de titane 31 est installée au-dessus de la section centrale de la couronne de métal déployé 30. Un exemple de l'ensemble de la plaque métallique selon ce second mode de réalisation est représenté sur la
figure 7 . Cet ensemble comporte une première couronne 30 en métal déployé. Au centre de cette couronne, c'est-à-dire sur la zone de petite section de la couronne 30, est placée la plaque annulaire de titane 31. Cette plaque de titane 31 recouvre en partie la couronne de métal déployé 30. A titre indication, pour respecter la section de passage du courant de foudre de 400 mm2, la couronne 30 peut avoir un diamètre extérieur de 312 mm et un diamètre intérieur de 120 mm ; la plaque de titane 31 peut avoir un diamètre extérieur de 212 mm et un diamètre intérieur de 120 mm. - Dans ce mode de réalisation, la plaque annulaire en titane 31 est fixée sur le Doubler 3 par des vis 32. Ces vis métallisent le doubler 3 à la plaque en titane 31. La plaque en titane est métallisée à la couronne en métal déployé. Ainsi, tout l'assemblage est métallisé à la couche de métal déployé de la peau-avion.
- Sur la
figure 6 , on a représenté des exemples de cheminements C3 et C3' de la foudre dans le système de drainage qui vient d'être décrit. On voit ainsi que si la foudre F atteint la sonde 2, alors le courant de foudre va passer par deux chemins possibles : - soit par C3, c'est-à-dire par la plaque aérodynamique 7, la plaque intermédiaire 8, les écrous flottants 4, le doubler 3, les vis 32, puis la plaque de titane 31 et enfin la couronne de métal déployé 30 et la peau-avion 20 ;
- soit par C3', c'est-à-dire par la plaque aérodynamique 7, la sonde 2, les vis 5, la plaque intermédiaire 8, les écrous flottants 4, le doubler 3, les vis 32, la plaque de titane 31 et enfin la couronne de métal déployé 30 et la peau-avion 20.
- Quel que soit le cheminement du courant de foudre, ce dernier est drainé vers la peau de l'aéronef, évitant tout risque d'introduction dudit courant dans le réseau de l'aéronef.
- Dans ce mode de réalisation, pour réaliser le système de drainage du courant de foudre, on creuse la peau-avion 20 autour de la sonde 2 et on découpe la couche de métal déployé 22. On ajoute ensuite une couronne de métal déployé 30 puis une plaque de titane31. On a ainsi tendance à épaissir la peau de l'aéronef en ajoutant la plaque de titane. Pour ne pas avoir un désaffleurement trop important, on a coupé les plis de carbone de la peau-avion 20 au niveau de la plaque annulaire en titane 31. Il est donc nécessaire que la peau, localement, soit renforcée pour tenir les efforts structuraux.
- En outre, pour respecter les contraintes de désaffleurement aérodynamique, des cales pelables métalliques 33, par exemple en cuivre, peuvent être installées entre la plaque annulaire en titane 31 et la peau-avion 20, si les moyens de perçage n'offrent pas les tolérances voulues. Ces cales pelables 33 forment un empilement qui permet d'ajuster la hauteur de la plaque titane 31 en retirant des couches de ladite cale pelable afin de limiter le désaffleurement aérodynamique.
- Dans un troisième mode de réalisation du système de drainage de l'invention, la plaque métallique est moulée avec la peau-avion. Ce mode de réalisation est représenté sur les
figures 8 et 9 . Dans ce mode de réalisation, la peau-avion 20 n'est pas percée dans son épaisseur. Le soyage de la peau prévu pour recevoir la plaque annulaire en titane est effectué lors du drapage de la peau-avion dans le moule de fabrication. L'outillage est alors un moule femelle. - Comme montré sur la
figure 8 , une plaque annulaire en titane 34 est placée autour de l'orifice 6, directement dans la peau-avion 20. Cette plaque en titane 34 a été préalablement moulée avec la peau-avion 20 de façon à ce que la peau-avion ait une forme adaptée au contour de la plaque en titane 34. - Sur la
figure 9A , on a représenté un exemple de moule femelle dans lequel la peau-avion peut être fabriquée. Ce moule femelle incorpore la plaque en titane 34. Une fois que la plaque en titane a été placée dans le moule 35, on place les plis de carbone à l'intérieur du moule de façon à ce que ces plis de carbone prennent la forme du contour de la plaque en titane 34. - La plaque en titane 34 peut être fixée à demeure sur le moule. Dans ce cas, une autre plaque en titane, de forme sensiblement identique, est installée sur la peau-avion avec, si nécessaire, des cales pelables métalliques pour limiter le désaffleurement aérodynamique. Dans ce cas, le principe de montage de la plaque en titane est similaire à celui du second mode de réalisation, la plaque en titane étant fixée sur le doubler 3 au moyen de vis 32.
- La plaque en titane 34, utilisée sur le moule lors de la fabrication de la peau-avion, peut être retirée et installée sur ladite peau. Cette variante présente de nombreux avantages :
- la peau-avion est moulée sur la plaque en titane et l'assemblage respecte les exigences aérodynamiques sans avoir à rajouter de cale pelable ; on a directement un affleurement correct entre la peau et la plaque en titane.
- d'un point de vue structural, la tenue de la peau-avion est meilleure car les plis de carbone ne sont pas coupés pour installer la plaque en titane ;
- on a directement une continuité électrique entre la plaque en titane et la couche de métal déployé de la peau-avion ; autrement dit, la couche de métal déployé 22 de la peau-avion 20 est directement en contact avec la plaque en titane 34, ce qui assure un contact électrique moins discontinu que dans les variantes précédentes ;
- il n'y a pas de plaque de métal déployé à rajouter, ce qui simplifie la fabrication du système.
- Un exemple de dimensionnement de la plaque en titane 34 est représenté sur la
figure 9B . Comme ont le voit sur cette figure, la plaque en titane 34 a des extrémités 34a, 34b qui forment une pente, cette pente permettant d'éviter la formation de bulles lors du drapage de la peau de carbone entre chaque plis. La plaque en titane peut avoir, par exemple, une pente sur 1 mm d'épaisseur et 20 mm de largeur, c'est-à-dire un angle égal à Arc tan (1/20).
Claims (10)
- Équipement avionique comportant un système de drainage d'un courant de foudre produit par une décharge orageuse sur ledit équipement avionique (2) installé sur une peau externe (20) d'un aéronef, ladite peau externe étant réalisée dans un matériau composite (21) recouvert d'une couche de métal déployé (22) et comportant un orifice (6) dans lequel est placée une plaque aérodynamique (7) recouvrant l'équipement avionique (2), ladite plaque aérodynamique étant fixée sur la peau externe au moyen d'un doubler (3) métallique,
caractérisé en ce qu'il comporte au moins une plaque métallique (23, 30, 34) entourant au moins partiellement la plaque aérodynamique et montée de façon à assurer une continuité électrique entre le doubler (3) et la couche de métal déployé (22) afin d'assurer un drainage du courant de foudre dans la couche de métal déployé. - Équipement avionique selon la revendication 1, caractérisé en ce que la plaque métallique est une plaque en métal déployé (23, 30).
- Équipement avionique selon la revendication 2, caractérisé en ce que la plaque en métal déployé (23) est agencée de façon à couvrir au moins partiellement à la fois une face supérieure de la peau externe (20) et une face inférieure de ladite peau externe.
- Équipement avionique selon la revendication 2, caractérisé en ce que la plaque en métal déployé (30) est partiellement recouverte d'une plaque annulaire en titane ou en cuivre (31).
- Équipement avionique selon la revendication 1, caractérisé en ce que la plaque métallique est une plaque en titane (34) moulée avec la peau externe (20).
- Équipement avionique selon la revendication 4 ou 5, caractérisé en ce que la plaque en titane (31, 34) est fixée sur le doubler (3) au moyen de vis métalliques.
- Équipement avionique selon l'une quelconque des revendications 2 à 4, caractérisé en ce que la plaque en métal déployé (23, 30) est pré-imprégnée de résine et fixée sur la peau externe par chauffage.
- Équipement avionique selon l'une quelconque des revendications 4 à 7, caractérisé en ce qu'il comporte au moins une cale pelable métallique (33) placée entre la plaque métallique (30, 34) et la peau externe (20) pour corriger un désaffleurement aérodynamique entre la surface supérieure de la peau externe et l'équipement aérodynamique.
- Procédé d'installation d'un Équipement avionique selon l'une quelconque des revendications précédentes, caractérisé en ce qu'il comporte les opérations suivantes :- réalisation d'un orifice (6) dans la peau externe (20) de l'aéronef,- installation, autour d'au moins une partie de cet orifice, d'une plaque métallique (23, 30, 34),- fixation de cette plaque métallique sur la peau externe et sur un doubler (3), et- installation d'un équipement avionique (2) dans l'orifice (6).
- Aéronef, caractérisé en ce qu'il comporte un équipement avionique selon l'une quelconque des revendications 1 à 8.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR0853999A FR2932456B1 (fr) | 2008-06-17 | 2008-06-17 | Systeme de drainage d'un courant de foudre genere par une decharge orageuse sur un aeronef |
| PCT/FR2009/000720 WO2009153452A2 (fr) | 2008-06-17 | 2009-06-16 | Systeme de drainage d'un courant de foudre genere par une decharge orageuse sur un aeronef |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2303696A2 EP2303696A2 (fr) | 2011-04-06 |
| EP2303696B1 true EP2303696B1 (fr) | 2012-03-28 |
Family
ID=40282297
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP09766014A Active EP2303696B1 (fr) | 2008-06-17 | 2009-06-16 | Equipement avionique comprenant un systeme de drainage d'un courant de foudre genere par une decharge orageuse sur un aeronef |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US8699203B2 (fr) |
| EP (1) | EP2303696B1 (fr) |
| JP (1) | JP5484454B2 (fr) |
| CN (1) | CN102099249B (fr) |
| AT (1) | ATE551261T1 (fr) |
| BR (1) | BRPI0916831A2 (fr) |
| CA (1) | CA2727749C (fr) |
| FR (1) | FR2932456B1 (fr) |
| RU (1) | RU2465176C2 (fr) |
| WO (1) | WO2009153452A2 (fr) |
Families Citing this family (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008145527A1 (fr) * | 2007-05-31 | 2008-12-04 | Airbus Operations Gmbh | Procédé de production d'un revêtement composite dans le domaine aéronautique et astronautique |
| FR2932456B1 (fr) * | 2008-06-17 | 2010-05-28 | Airbus France | Systeme de drainage d'un courant de foudre genere par une decharge orageuse sur un aeronef |
| ES2396508B1 (es) * | 2010-10-13 | 2014-02-12 | Airbus Operations, S.L. | Sistema de proteccion contra rayos para tapas de acceso en aeronaves. |
| ES2402466B1 (es) * | 2010-12-14 | 2014-03-13 | Airbus Operations, S.L. | Disposicion de proteccion de rayos y corrosion en un componente estructural de una aeronave. |
| DE102011005355A1 (de) * | 2011-03-10 | 2012-09-13 | Airbus Operations Gmbh | Komponentenanordnung an einer Luftfahrzeugstruktur und Verfahren zum Einbau einer Komponente in eine Luftfahrzeugsstruktur |
| WO2012123725A1 (fr) | 2011-03-16 | 2012-09-20 | Airbus Operations Limited | Réseau de liaison électrique d'aéronef |
| US20130075150A1 (en) * | 2011-09-27 | 2013-03-28 | Christopher L. Newbolt | Bushing for use in providing electromagnetic effects protection |
| FR2990191B1 (fr) * | 2012-05-04 | 2014-12-12 | Airbus Operations Sas | Agencement pour la fixation d'un dispositif de mesure sur une ouverture d'un panneau structural d'aeronef |
| FR3012516B1 (fr) * | 2013-10-30 | 2018-01-05 | Safran Aircraft Engines | Metallisation d'un carter d'un moteur aeronautique en materiau electriquement isolant |
| US9676469B2 (en) * | 2014-04-10 | 2017-06-13 | Lockheed Martin Corporation | System and method for fastening structures |
| JP6417933B2 (ja) * | 2014-12-26 | 2018-11-07 | 株式会社Ihi | 円筒状ケース及びジェットエンジン |
| US10155373B2 (en) * | 2015-10-16 | 2018-12-18 | Quest Integrated, Llc | Printed multifunctional skin for aerodynamic structures, and associated systems and methods |
| FR3051442B1 (fr) * | 2016-05-20 | 2021-07-16 | Airbus Operations Sas | Systeme embarque d'evaluation de la severite d'un foudroiement |
| US10457411B2 (en) * | 2016-06-17 | 2019-10-29 | Goodrich Corporation | Lightning strike dispersion for composite aircraft structures |
| DE102016112207A1 (de) * | 2016-07-04 | 2018-01-04 | Bombardier Transportation Gmbh | Außenverkleidungselement für ein Fahrzeug |
| DE102016215459A1 (de) | 2016-08-18 | 2018-02-22 | Airbus Operations Gmbh | Segmentiertes Blitzableiterelement mit integriertem ESD-Schutz |
| DE102017222185A1 (de) * | 2017-12-07 | 2019-06-13 | Premium Aerotec Gmbh | Sondenbefestigungssystem und Luftfahrzeug |
| CN108845589B (zh) * | 2018-06-29 | 2022-01-07 | 宁夏中科天际防雷研究院有限公司 | 基于无人机的古建筑区域防雷方法及系统 |
| JP7118796B2 (ja) * | 2018-08-01 | 2022-08-16 | 株式会社小糸製作所 | 灯具 |
| US11477888B2 (en) * | 2018-10-08 | 2022-10-18 | Quest Integrated, Llc | Printed multifunctional skin for aerodynamic structures and associated systems and methods |
Family Cites Families (40)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2818730A (en) * | 1955-08-05 | 1958-01-07 | G M Giannini & Co Inc | Retractable aircraft instrument |
| US3108473A (en) * | 1960-07-25 | 1963-10-29 | Giannini Controls Corp | Fluid stream direction indicator |
| US3755713A (en) * | 1972-07-25 | 1973-08-28 | Boeing Co | Electrically conductive surface for aircraft |
| US3989984A (en) * | 1975-07-11 | 1976-11-02 | Mcdonnell Douglas Corporation | Aircraft lightning protection means |
| EP0120010B1 (fr) * | 1982-09-30 | 1988-04-20 | The Boeing Company | Systeme de protection integrale contre la foudre pour revetements composites d'aeronefs |
| US4502092A (en) * | 1982-09-30 | 1985-02-26 | The Boeing Company | Integral lightning protection system for composite aircraft skins |
| US4824713A (en) * | 1985-12-18 | 1989-04-25 | The Boeing Company | Lightning protected structural surface |
| US4755904A (en) * | 1986-06-06 | 1988-07-05 | The Boeing Company | Lightning protection system for conductive composite material structure |
| US4727451A (en) * | 1987-01-06 | 1988-02-23 | The Boeing Company | Metallic conduction method and system for joined sections of composite structures |
| GB8704585D0 (en) * | 1987-02-26 | 1987-04-01 | British Aerospace | Lighting strike protection |
| US4796153A (en) * | 1987-06-01 | 1989-01-03 | Lightning Diversion Systems | Lightning diversion strips for aircraft |
| US4888451A (en) * | 1988-11-29 | 1989-12-19 | United Technologies Corporation | Electrical continuity means for composite joints |
| US5127601A (en) * | 1989-01-23 | 1992-07-07 | Lightning Diversion Systems | Conformal lightning shield and method of making |
| FR2668580B1 (fr) * | 1990-10-30 | 1993-01-22 | Aerospatiale | Structure anti-etincelage, notamment pour aeronef. |
| US6086975A (en) * | 1991-01-16 | 2000-07-11 | The Boeing Company | Lighting protection for electrically conductive or insulating skin and core for honeycomb structure |
| GB9411006D0 (en) * | 1994-06-02 | 1994-07-20 | British Aerospace | Method of fastening composite aircraft skins |
| US5865397A (en) * | 1995-12-05 | 1999-02-02 | The Boeing Company | Method and apparatus for creating detail surfaces on composite aircraft structures |
| US6327132B1 (en) * | 1998-06-10 | 2001-12-04 | Aerospatiale Matra | Spark resistant structure, in particular for aircraft |
| CN2338270Y (zh) * | 1998-06-19 | 1999-09-15 | 中国航空工业总公司第六○一研究所 | 飞机空速管的防雷击装置 |
| CN1301659A (zh) * | 1999-12-30 | 2001-07-04 | 中国科学院空间科学与应用研究中心 | 飞行器避雷方法 |
| RU2217320C1 (ru) * | 2002-03-14 | 2003-11-27 | Федеральное государственное унитарное предприятие "Всероссийский научно-исследовательский институт авиационных материалов" | Многослойное молниезащитное покрытие |
| ES2273258T3 (es) * | 2003-05-30 | 2007-05-01 | Bae Systems Plc | Proteccion contra rayos para una estructura compuesta. |
| ES2264299B1 (es) * | 2003-06-06 | 2007-11-16 | Airbus España S.L. | Sistema de proteccion contra rayos para depositos de combustible fabricados en materiales compuestos de pobre conductividad electrica. |
| US6941805B2 (en) * | 2003-06-26 | 2005-09-13 | Rosemount Aerospace Inc. | Multi-function air data sensing probe having an angle of attack vane |
| US7867621B2 (en) * | 2003-09-30 | 2011-01-11 | The Boeing Company | Wide area lightning diverter overlay |
| US7554785B2 (en) * | 2004-03-23 | 2009-06-30 | The Boeing Company | Lightning damage protection for composite aircraft |
| WO2006069997A1 (fr) * | 2004-12-30 | 2006-07-06 | Airbus España, S.L. | Dispositif pour metalliser des blindages de cables electriques sur des structures composites |
| US7686905B2 (en) * | 2005-09-06 | 2010-03-30 | The Boeing Company | Copper grid repair technique for lightning strike protection |
| US7738236B2 (en) * | 2007-01-12 | 2010-06-15 | The Boeing Company | Light weight system for lightning protection of nonconductive aircraft panels |
| US8047749B2 (en) * | 2007-08-30 | 2011-11-01 | The Boeing Company | Rapid inspection of lightning strike protection systems prior to installing fastener |
| JP4719203B2 (ja) * | 2007-09-28 | 2011-07-06 | 三菱重工業株式会社 | 耐雷ファスナ |
| US7835130B2 (en) * | 2007-10-05 | 2010-11-16 | The Boeing Company | Method and apparatus for lightning protection of a composite structure |
| FR2924687B1 (fr) * | 2007-12-11 | 2010-05-07 | Airbus France | Systeme parafoudre et aeronef comportant un tel systeme |
| JP5055178B2 (ja) * | 2008-03-24 | 2012-10-24 | 三菱重工業株式会社 | 航空機組立品 |
| FR2932456B1 (fr) * | 2008-06-17 | 2010-05-28 | Airbus France | Systeme de drainage d'un courant de foudre genere par une decharge orageuse sur un aeronef |
| DE102009026686A1 (de) * | 2009-06-03 | 2010-12-23 | Airbus France | Anordnung zum Blitzschutz einer elektronischen Einheit |
| US8282042B2 (en) * | 2009-06-22 | 2012-10-09 | The Boeing Company | Skin panel joint for improved airflow |
| BR112012017396A2 (pt) * | 2010-01-14 | 2016-04-19 | Saab Ab | sistema multifuncional de descongelamento / anticongelamento |
| EP2455286B1 (fr) * | 2010-11-22 | 2016-09-28 | Airbus Defence and Space SA | Protection contre la foudre pour structures composites d'avions |
| JP5822493B2 (ja) * | 2011-03-16 | 2015-11-24 | 三菱航空機株式会社 | 耐雷ファスナ、航空機組立品、航空機組立部品の製造方法 |
-
2008
- 2008-06-17 FR FR0853999A patent/FR2932456B1/fr not_active Expired - Fee Related
-
2009
- 2009-06-16 AT AT09766014T patent/ATE551261T1/de active
- 2009-06-16 WO PCT/FR2009/000720 patent/WO2009153452A2/fr active Application Filing
- 2009-06-16 EP EP09766014A patent/EP2303696B1/fr active Active
- 2009-06-16 CA CA2727749A patent/CA2727749C/fr not_active Expired - Fee Related
- 2009-06-16 RU RU2011101452/11A patent/RU2465176C2/ru not_active IP Right Cessation
- 2009-06-16 CN CN2009801285424A patent/CN102099249B/zh not_active Expired - Fee Related
- 2009-06-16 BR BRPI0916831A patent/BRPI0916831A2/pt not_active IP Right Cessation
- 2009-06-16 US US12/999,423 patent/US8699203B2/en not_active Expired - Fee Related
- 2009-06-16 JP JP2011514085A patent/JP5484454B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| CN102099249A (zh) | 2011-06-15 |
| EP2303696A2 (fr) | 2011-04-06 |
| CA2727749A1 (fr) | 2009-12-23 |
| US8699203B2 (en) | 2014-04-15 |
| JP5484454B2 (ja) | 2014-05-07 |
| BRPI0916831A2 (pt) | 2016-02-10 |
| JP2011524306A (ja) | 2011-09-01 |
| US20110141645A1 (en) | 2011-06-16 |
| ATE551261T1 (de) | 2012-04-15 |
| WO2009153452A3 (fr) | 2010-02-25 |
| FR2932456A1 (fr) | 2009-12-18 |
| CN102099249B (zh) | 2013-09-11 |
| RU2465176C2 (ru) | 2012-10-27 |
| CA2727749C (fr) | 2015-05-26 |
| FR2932456B1 (fr) | 2010-05-28 |
| WO2009153452A2 (fr) | 2009-12-23 |
| RU2011101452A (ru) | 2012-07-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2303696B1 (fr) | Equipement avionique comprenant un systeme de drainage d'un courant de foudre genere par une decharge orageuse sur un aeronef | |
| EP2222563B1 (fr) | Système parafoudre et aéronef comportant un tel système | |
| EP0776822B1 (fr) | Pale à blindage de protection renforcée contre la foudre, pour rotor de giravion | |
| WO2009080991A1 (fr) | Système parafoudre et aéronef comportant un tel système | |
| US7554785B2 (en) | Lightning damage protection for composite aircraft | |
| EP2310267B1 (fr) | Procede de fabrication d'un ensemble de degivrage sur un panneau d'une nacelle et ledit panneau | |
| FR3015431A1 (fr) | Structure primaire de mat d'accrochage renforcee. | |
| EP2046643B1 (fr) | Dispositif de detection et d'elimination de la presence d'une couche de glace ou d'un liquide | |
| FR2970238A1 (fr) | Piece et procede de reparation d'une structure endommagee, en particulier de peau d'aeronef, ainsi qu'un kit de reparation de mise en oeuvre | |
| CA2915293A1 (fr) | Procede et systeme d'antigivrage/degivrage de porte d'aeronef et porte d'aeronef equipee d'un tel systeme | |
| EP3013690A1 (fr) | Structure d'aéronef à capacité de capture d'énergie solaire | |
| EP2880711A1 (fr) | Dispositif de découplage entre antennes - notamment des antennes patchs montées sur un aéronef | |
| FR2869565A1 (fr) | Protection d'une structure composite aux impacts | |
| FR3024298A1 (fr) | Dispositif de protection contre la foudre | |
| EP2382088B1 (fr) | Structure en matériau composite protégée des effets de la foudre | |
| FR2741591A1 (fr) | Pale a blindage de protection renforcee contre la foudre, pour rotor de giravion | |
| EP4211036A1 (fr) | Radôme d'aéronef intégrant un systeme de protection parafoudre et aéronef comprenant un tel radôme | |
| FR3097163A1 (fr) | Vitrage feuilleté intégrant les antennes du système automatique d’aide à l’atterrissage | |
| EP0282361A1 (fr) | Dispositif de protection thermique réutilisable pour engins qui peut se substituer à leur habituelle paroi extérieure | |
| FR3003811A1 (fr) | Joint de largage pour panneau amovible d'aeronef a voilure tournante | |
| EP4358657A1 (fr) | Film de resine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20101214 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK TR |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: LE LOUARN, AMELIE Inventor name: LABAL, FREDERIC |
|
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RTI1 | Title (correction) |
Free format text: AVIONIC EQUIPEMENT COMPRISING A SYSTEM FOR DISSIPATING A LIGHTNING CURRENT GENERATED BY A THUNDERSTORM DISCHARGE ON AN AIRCRAFT |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: LABAL, FREDERIC Inventor name: LE LOUARN, AMELIE |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 551261 Country of ref document: AT Kind code of ref document: T Effective date: 20120415 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: FRENCH |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602009006171 Country of ref document: DE Effective date: 20120524 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20120328 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120328 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120328 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120628 |
|
| LTIE | Lt: invalidation of european patent or patent extension |
Effective date: 20120328 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120629 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120328 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120328 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 551261 Country of ref document: AT Kind code of ref document: T Effective date: 20120328 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120328 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120328 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120328 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120328 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120328 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120328 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120328 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120728 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120328 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120730 |
|
| BERE | Be: lapsed |
Owner name: AIRBUS OPERATIONS (SAS) Effective date: 20120630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120328 Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120630 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120328 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120328 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120328 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120328 |
|
| 26N | No opposition filed |
Effective date: 20130103 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602009006171 Country of ref document: DE Effective date: 20130103 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120709 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120630 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120616 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120328 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120628 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130630 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130630 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120328 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120616 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090616 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 8 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20190619 Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 602009006171 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210101 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20210625 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20220628 Year of fee payment: 14 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20220616 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220616 |