EP2283923A2 - Lineare Küvettenanordnung ohne Positionierungsmittel - Google Patents
Lineare Küvettenanordnung ohne Positionierungsmittel Download PDFInfo
- Publication number
- EP2283923A2 EP2283923A2 EP10180535A EP10180535A EP2283923A2 EP 2283923 A2 EP2283923 A2 EP 2283923A2 EP 10180535 A EP10180535 A EP 10180535A EP 10180535 A EP10180535 A EP 10180535A EP 2283923 A2 EP2283923 A2 EP 2283923A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- cuvette
- cuvettes
- array
- dimensional
- holder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01L—CHEMICAL OR PHYSICAL LABORATORY APPARATUS FOR GENERAL USE
- B01L3/00—Containers or dishes for laboratory use, e.g. laboratory glassware; Droppers
- B01L3/50—Containers for the purpose of retaining a material to be analysed, e.g. test tubes
- B01L3/502—Containers for the purpose of retaining a material to be analysed, e.g. test tubes with fluid transport, e.g. in multi-compartment structures
- B01L3/5025—Containers for the purpose of retaining a material to be analysed, e.g. test tubes with fluid transport, e.g. in multi-compartment structures for parallel transport of multiple samples
- B01L3/50255—Multi-well filtration
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01L—CHEMICAL OR PHYSICAL LABORATORY APPARATUS FOR GENERAL USE
- B01L3/00—Containers or dishes for laboratory use, e.g. laboratory glassware; Droppers
- B01L3/50—Containers for the purpose of retaining a material to be analysed, e.g. test tubes
- B01L3/508—Containers for the purpose of retaining a material to be analysed, e.g. test tubes rigid containers not provided for above
- B01L3/5085—Containers for the purpose of retaining a material to be analysed, e.g. test tubes rigid containers not provided for above for multiple samples, e.g. microtitration plates
- B01L3/50855—Containers for the purpose of retaining a material to be analysed, e.g. test tubes rigid containers not provided for above for multiple samples, e.g. microtitration plates using modular assemblies of strips or of individual wells
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01L—CHEMICAL OR PHYSICAL LABORATORY APPARATUS FOR GENERAL USE
- B01L2200/00—Solutions for specific problems relating to chemical or physical laboratory apparatus
- B01L2200/02—Adapting objects or devices to another
- B01L2200/025—Align devices or objects to ensure defined positions relative to each other
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01L—CHEMICAL OR PHYSICAL LABORATORY APPARATUS FOR GENERAL USE
- B01L2200/00—Solutions for specific problems relating to chemical or physical laboratory apparatus
- B01L2200/02—Adapting objects or devices to another
- B01L2200/028—Modular arrangements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01L—CHEMICAL OR PHYSICAL LABORATORY APPARATUS FOR GENERAL USE
- B01L2300/00—Additional constructional details
- B01L2300/08—Geometry, shape and general structure
- B01L2300/0809—Geometry, shape and general structure rectangular shaped
- B01L2300/0829—Multi-well plates; Microtitration plates
Definitions
- the invention concerns an integrally built, linear array of cuvettes made of a plastic material, every cuvette of the array having the same shape and dimensions, and neighboring cuvettes being connected to each other by a single web. Furthermore, the invention provides also a two-dimensional array of cuvettes and a system comprising two or more two-dimensional arrays of cuvettes.
- EP1232792 describes a cuvette array 1] comprising cuvettes 12 with an open lower end 13, means for removably connecting 14 and means for positioning the cuvettes 15 in the cuvette holder as shown in Figure 1A .
- This invention is based on the observation that these positioning means are of disadvantage when welding a layer at the lower open end of the cuvettes.
- a steel matrix is imposed on the cuvettes.
- the steel matrix comprises wholes whose position and dimensions correspond with the position and dimension of the cuvettes in the array so that the steel plate may fit on the cuvettes.
- a layer is laid on the open lower ends of the cuvettes and welded, whereby the lower ends form the welding contour.
- a knife in dimension and form equivalent to the steel matrix punches the layer so that only the layer welded to cuvettes remains. The steel matrix stops the knife of cutting through the cuvette array.
- FIG. 1B shows a partial cross-section through a cuvette holder 16 with a cuvette array 11 of Figure 1A .
- the positioning means 15 prevent an accurate placement of a steel matrix 17 (see Figure 1B ).
- the steel matrix concisely locks up with the lower ends of the cuvettes 12 which form the welding contour 19.
- the distance of the lower end 18 of the inlayed steel matrix 17 and the welding contour 19 is to low for accurate welding and/or punching of the layer.
- a cuvette array 21 without positioning means allows to accurately position a steel matrix 17 below welding contour 29 (lower ends of cuvettes 22) so that a proper welding and cutting is possible.
- the present invention provides an integrally built, linear array of cuvettes made of a plastic material, every cuvette of the array having the same shape and dimensions, and neighboring cuvettes being connected to each other by a single web, each cuvette of said array has a symmetry axis (Y-Y), the symmetry axis (Y-Y) of every cuvette forming part of said array 21 of cuvettes lies in a plane (A-A) which extends along the length of said cuvette array, said array of cuvettes being characterized in that
- the main advantages of the invention are that it allows to perform the welding process steps accurately and efficiently.
- Every cuvette of array 21 has the same shape and dimensions and neighboring cuvettes are connected to each other by a single web 25, 26.
- Each of these single webs 25, 26 is flexible and has a curved shape.
- the symmetry axis Y-Y of every cuvette 22 which forms part of array 21 of cuvettes lies substantially in one and the same plane A-A which is a symmetry plane of cuvette array 21.
- the upper part of an intermediate cuvette 22 of array 21 is connected by a first single web 25 to a neighboring cuvette 23 which lies on one side of intermediate cuvette 22 and is connected by a second single web 26 to a neighboring cuvette 24 which lies on the opposite side of intermediate cuvette 22.
- the single webs 25, 26 are flexible and therefore facilitate the insertion of the cuvettes in a cuvette holder, e.g. cuvette holder 42 described hereinafter, in spite of variations of the length of cuvette array 21 which are due to different shrinkage coefficients of the different materials used for manufacture of cuvette arrays 21 by injection molding.
- These single webs 25, 26 may lie on either of two opposite sides of the plane A-A. This means that two successive single webs may lie on the same side of the plane A-A, or on the opposite side of the plane A-A. However, it is preferred that at least to single webs lie on opposite sides of the plane A-A.
- At least two of the cuvettes of the array 21 have means for removably connecting the cuvettes to cuvette holder 42 described hereinafter. These means are an integral part of the cuvette. Preferably, these connecting means are latches 31 and 32.
- the distribution of cuvettes with connecting means over the array is equitable. If two cuvettes have connecting means preferably the first and the last cuvettes has each connecting means, or second and the last but one cuvette has each connecting means, or the third and the last but two cuvette has each connecting means, and so on.
- the first cuvette, the third cuvette, the fourth, the fifth, the sixth and the eighth cuvette has each connecting means.
- Figure 3 shows a cross-section of one of the cuvettes, e.g. cuvette 22 of cuvette array 21.
- the cuvette has an upper chamber 27 and a lower chamber 28 which have a common symmetry axis Y-Y which passes through the centers of both chambers.
- Upper chamber 27 and lower chamber 28 have each a substantially cylindrical shape. The cross-section of upper chamber 27 at the central part thereof is larger than the cross-section of lower chamber 28.
- Lower chamber 28 has an open lower end 33.
- Upper chamber 27 has an open top end 34 and an annular bottom wall 35. This bottom wall has a central circular opening 36 which connects said upper chamber 27 with lower chamber 28.
- the inner surface 37 of bottom wall 35 is part of a conical surface the cross-section of which forms an angle of about 80 degrees with the symmetry axis Y-Y of the cuvette, so that there is an abrupt change of cross-section between said upper chamber 27 and said lower chamber 28.
- the cuvette array 21 is made by injection molding of a selected first plastic material which is particularly suitable for being used in combination with a second selected material of which a foil shaped layer is made. This layer is adapted to be closely attached to at least one cuvette of the array of cuvettes for covering at least one opening of the cuvette.
- the same plastic material may be used for said first plastic material and said second plastic material.
- the attachment of the foil shaped layer to one or more cuvettes can be effected e.g. by gluing the layer and the one or more cuvettes or by a welding process. Preferred is the attachment of the foil shaped layer by a welding process.
- the foil attached to one individual cuvette is attached only to this individual cuvette and has no connection with any other cuvette or with a foil attached to a different cuvette.
- the attachment of the layer to the cuvette must ensure a medium tight connection (liquid and/or gas tight connection) of these components.
- foil shaped layer Possible uses of such a foil shaped layer include e.g. its use as a filter and/or as a transparent closure (e.g. transparent to ultraviolet irradiation), which must not necessarily have the function of a filter.
- a transparent closure e.g. transparent to ultraviolet irradiation
- the filtration process can be effected by use of vacuum or pressure applied to the medium contained in each cuvette of a cuvette array.
- Suitable materials for a foil shaped layer usable as a filter and having a thickness in a range of 10 to 200 micrometer are for instance: polyvinylidenfluorid (PVDF), polycarbonat (PC), polysulfon (PSU), regenerated cellulose, polytetrafluorethylen (PTFE), PET, cyclic olefin copolymers (COC) and filter paper.
- PVDF polyvinylidenfluorid
- PC polycarbonat
- PSU polysulfon
- PTFE polytetrafluorethylen
- PET cyclic olefin copolymers
- COC cyclic olefin copolymers
- FIG. 5 such a foil shaped layer is adapted to be closely attached to the lower end of the cuvette.
- Figure 5 shows a cuvette 22 and a foil shaped layer 71 which is closely attached to cuvette 22 for covering the opening of this cuvette at the lower end 33 thereof.
- the injection molding apparatus for manufacturing the cuvette array is preferably so configured and dimensioned that injection molding of different materials having different shrinkage coefficients can be carried out with one and the same apparatus.
- the material of which this layer is made is so selected that properties of the layer are suitable for use with the material of which the cuvettes are made.
- the materials of the cuvette array and of the foil shaped layer are so selected that they are particularly well adapted for and thereby enable optimization of a particular process carried out with the assembly of cuvette array and foil shaped layer.
- Such processes are e.g. filtration, diffusion, concentration determination and "microspotting".
- cuvettes made of a hydrophilic material are suitably combined with ultrafiltration membranes for carrying out ultrafiltrations in an optimal way.
- Diffusion processes through artificial membranes are preferably carried out with hydrophobic filtration membranes, which are suitable for being combined by a melting process with cuvette material having similar hydrophobic properties.
- Filtration processes require hydrophilic or lipophilic properties of the cuvettes and of the filtration membrane attached thereto, and the selection of the materials of these components depends from the properties of the substance to be filtered.
- fragments are deposited by microspotting on the foil which is attached to the lower end of the cuvettes of cuvette array 21.
- cuvette array 21 celluloseacetate, polycarbonate, polyvinylidene fluoride (PVDF), polysulfones, polystyrene, polypropylene (PP) or cyclic olefin copolymers (COC). Materials with similar shrinkage coefficient (in connection with injection molding) and melting properties may also be used for manufacturing cuvette array 21.
- PVDF polyvinylidene fluoride
- PP polypropylene
- COC cyclic olefin copolymers
- Figure 6 shows a top view of a cuvette holder 42 which can be used to hold a plurality of the above described cuvette arrays 21 to form a two-dimensional cuvette array 41.
- Figure 7 shows a cross-section through a plane B-B of cuvette holder 42 in Figure 6 .
- cuvette holder 42 is of substantially rectangular shape and has four centering ribs located each on the outer surface of one of the corners of cuvette holder 42.
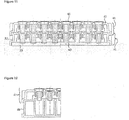
- Figure 8 shows a top view of a two-dimensional cuvette array 41 according to the invention.
- Figure 9 shows a cross-section through a plane C-C of two-dimensional cuvette array 41 in Figure 8 .
- a two-dimensional array 41 of cuvettes comprises a cuvette holder 42 having a matrix array 43 of openings 44 for receiving cuvettes 22 of at least one linear cuvette array 21 having the above described features.
- Each of the cuvettes 22 of cuvette array 21 has a shape and dimensions that snugly fits, also with connecting means, into one of openings 44 of cuvette holder 42.
- Cuvette holder 42 is so configured and dimensioned that two-dimensional array 41 is adapted to be used in a centrifuge. As shown by Figure 9 , cuvette holder 42 snugly fits into a holder plate 49 of a centrifuge.
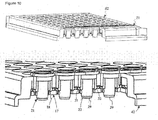
- Figure 10 shows a cuvette holder 42 with a cuvette array 21 and a steel matrix 17 which is imposed on the cuvettes 22 of the cuvette array 21.
- the steel matrix 17 is imposed on the cuvettes as shown in Figure 10 .
- the steel matrix 17 comprises wholes whose position and dimensions correspond with the position and dimension of the cuvettes 22 in the array so that the steel plate 17 may fit on the cuvettes 22.
- a layer is laid on the open lower ends of the cuvettes and welded, whereby the lower ends form the welding contour 29.
- a knife in dimension and form equivalent to the steel matrix 17 punches the layer so that only the layer welded to cuvettes remains.
- the function of the steel matrix 17 is to stop the knife of cutting through the cuvette array 21.
- two or more two-dimensional cuvette arrays e.g. arrays 41 and 51 each of which has the structure described above with reference to Figures 8 and 9 can be stacked on each other to form a three-dimensional cuvette array.
- the components of such an array are so configured and dimensioned that cuvettes having the same relative position in their respective holders are accurately positioned one above the other with coincidence of their symmetry axis, one of said cuvettes taking the position of an upper cuvette 61 and the other cuvette taking the position of a lower cuvette 62.
- each upper cuvette 61 lies within the upper chamber of the corresponding lower cuvette 62 and the lower end of the upper cuvette 61 is at a predetermined distance from the bottom wall of the upper chamber of the lower cuvette 62.
- a two-dimensional cuvette array 41 which has the structure described above with reference to Figures 8 and 9 can be stacked also on a standard holder plate 48 for a standard multiwell plate.
- a system comprising one or more two-dimensional arrays 41, 51, etc. of cuvettes having the above-described structure are used to perform simultaneously diffusion, filtration or detection process steps on a plurality of liquid samples, wherein said samples are e.g. genes, gene fragments, drug substance or precursors of drugs.
- such a system comprises a first two-dimensional cuvette array 41 and a second two-dimensional cuvette array 51, said cuvette arrays 41, 51 are stacked on each other, and the cuvette holders 42, 52 and the cuvettes 22 of said two-dimensional cuvette arrays 41, 51 are so configured and dimensioned that cuvettes having the same relative position in their respective holders are accurately positioned one above the other with coincidence of their symmetry axis, one of the cuvettes taking the position of an upper cuvette 61 and the other cuvette taking the position of a lower cuvette 62.
- a portion of the lower part of the upper cuvette 61 lies within the upper chamber of the lower cuvette 62 and the lower end of the upper cuvette 61 is at a predetermined distance from the bottom wall of the upper chamber of the lower cuvette 62.
- Figures 13A to 13E show a top view of cuvette array 21 with preferred arrangements of the single webs 15,16.
- Figures 14A to 14G show a cross-section through plane A-A of the cuvette arrays 21, with preferred arrangements of the connecting means 31,32.
Landscapes
- Health & Medical Sciences (AREA)
- Chemical & Material Sciences (AREA)
- Analytical Chemistry (AREA)
- General Health & Medical Sciences (AREA)
- Hematology (AREA)
- Clinical Laboratory Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Optical Measuring Cells (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP10180535A EP2283923A2 (de) | 2005-11-30 | 2006-11-20 | Lineare Küvettenanordnung ohne Positionierungsmittel |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP05111522 | 2005-11-30 | ||
| EP20060124369 EP1792656B1 (de) | 2005-11-30 | 2006-11-20 | Integrierte lineare Anordnung von Küvetten, zweidimensionale Anordnung von Küvetten und System mit zwei oder mehreren zweidimensionalen Anordnungen von Küvetten |
| EP10180535A EP2283923A2 (de) | 2005-11-30 | 2006-11-20 | Lineare Küvettenanordnung ohne Positionierungsmittel |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP06124369.7 Division | 2006-11-20 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP2283923A2 true EP2283923A2 (de) | 2011-02-16 |
Family
ID=37800757
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20060124369 Not-in-force EP1792656B1 (de) | 2005-11-30 | 2006-11-20 | Integrierte lineare Anordnung von Küvetten, zweidimensionale Anordnung von Küvetten und System mit zwei oder mehreren zweidimensionalen Anordnungen von Küvetten |
| EP10180535A Withdrawn EP2283923A2 (de) | 2005-11-30 | 2006-11-20 | Lineare Küvettenanordnung ohne Positionierungsmittel |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20060124369 Not-in-force EP1792656B1 (de) | 2005-11-30 | 2006-11-20 | Integrierte lineare Anordnung von Küvetten, zweidimensionale Anordnung von Küvetten und System mit zwei oder mehreren zweidimensionalen Anordnungen von Küvetten |
Country Status (1)
| Country | Link |
|---|---|
| EP (2) | EP1792656B1 (de) |
Families Citing this family (31)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6692700B2 (en) | 2001-02-14 | 2004-02-17 | Handylab, Inc. | Heat-reduction methods and systems related to microfluidic devices |
| US7829025B2 (en) | 2001-03-28 | 2010-11-09 | Venture Lending & Leasing Iv, Inc. | Systems and methods for thermal actuation of microfluidic devices |
| US8895311B1 (en) | 2001-03-28 | 2014-11-25 | Handylab, Inc. | Methods and systems for control of general purpose microfluidic devices |
| US7010391B2 (en) | 2001-03-28 | 2006-03-07 | Handylab, Inc. | Methods and systems for control of microfluidic devices |
| WO2005011867A2 (en) | 2003-07-31 | 2005-02-10 | Handylab, Inc. | Processing particle-containing samples |
| US8852862B2 (en) | 2004-05-03 | 2014-10-07 | Handylab, Inc. | Method for processing polynucleotide-containing samples |
| US8883490B2 (en) | 2006-03-24 | 2014-11-11 | Handylab, Inc. | Fluorescence detector for microfluidic diagnostic system |
| US7998708B2 (en) | 2006-03-24 | 2011-08-16 | Handylab, Inc. | Microfluidic system for amplifying and detecting polynucleotides in parallel |
| US10900066B2 (en) | 2006-03-24 | 2021-01-26 | Handylab, Inc. | Microfluidic system for amplifying and detecting polynucleotides in parallel |
| US11806718B2 (en) | 2006-03-24 | 2023-11-07 | Handylab, Inc. | Fluorescence detector for microfluidic diagnostic system |
| JP5415253B2 (ja) | 2006-03-24 | 2014-02-12 | ハンディラブ・インコーポレーテッド | 微小流体サンプルを処理するための一体化システム及びその使用方法 |
| US8709787B2 (en) | 2006-11-14 | 2014-04-29 | Handylab, Inc. | Microfluidic cartridge and method of using same |
| US9186677B2 (en) | 2007-07-13 | 2015-11-17 | Handylab, Inc. | Integrated apparatus for performing nucleic acid extraction and diagnostic testing on multiple biological samples |
| US8105783B2 (en) | 2007-07-13 | 2012-01-31 | Handylab, Inc. | Microfluidic cartridge |
| US8287820B2 (en) | 2007-07-13 | 2012-10-16 | Handylab, Inc. | Automated pipetting apparatus having a combined liquid pump and pipette head system |
| US8182763B2 (en) | 2007-07-13 | 2012-05-22 | Handylab, Inc. | Rack for sample tubes and reagent holders |
| US9618139B2 (en) | 2007-07-13 | 2017-04-11 | Handylab, Inc. | Integrated heater and magnetic separator |
| ES2648798T3 (es) | 2007-07-13 | 2018-01-08 | Handylab, Inc. | Materiales de captura de polinucleótidos y métodos de utilización de los mismos |
| USD787087S1 (en) | 2008-07-14 | 2017-05-16 | Handylab, Inc. | Housing |
| FR2965622A1 (fr) * | 2010-10-05 | 2012-04-06 | Stago Diagnostica | Cuvette de reaction pour appareil automatique d'analyse chimique ou biologique |
| EP2697657B8 (de) | 2011-04-15 | 2017-08-16 | Becton, Dickinson and Company | Mikrofluidischer abtastender echtzeit-thermocycler und verfahren zur optischen detektion mittels synchronisierter thermozyklierung und abtastung |
| USD692162S1 (en) | 2011-09-30 | 2013-10-22 | Becton, Dickinson And Company | Single piece reagent holder |
| RU2622432C2 (ru) | 2011-09-30 | 2017-06-15 | Бектон, Дикинсон Энд Компани | Унифицированная полоска для реактивов |
| EP2773892B1 (de) | 2011-11-04 | 2020-10-07 | Handylab, Inc. | Vorrichtung zur vorbereitung von polynukleotidproben |
| US10822644B2 (en) | 2012-02-03 | 2020-11-03 | Becton, Dickinson And Company | External files for distribution of molecular diagnostic tests and determination of compatibility between tests |
| KR102121852B1 (ko) * | 2013-03-15 | 2020-06-12 | 벡톤 디킨슨 앤드 컴퍼니 | 프로세스 튜브 및 캐리어 트레이 |
| US11865544B2 (en) | 2013-03-15 | 2024-01-09 | Becton, Dickinson And Company | Process tube and carrier tray |
| USD759835S1 (en) | 2013-03-15 | 2016-06-21 | Becton, Dickinson And Company | Process tube strip |
| USD762873S1 (en) | 2013-03-15 | 2016-08-02 | Becton, Dickinson And Company | Process tube |
| US10220392B2 (en) | 2013-03-15 | 2019-03-05 | Becton, Dickinson And Company | Process tube and carrier tray |
| EP3342485B1 (de) * | 2017-01-02 | 2020-07-08 | Thinxxs Microtechnology Ag | Halterung für reagenzträgerelemente |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1232792A1 (de) | 2001-02-20 | 2002-08-21 | F. Hoffmann-La Roche Ag | Lineare Küvettenmatrix, damit gebaute zweidimensionale Küvettenmatrix und solche zweidimensionale Küvettenmatrizen umfassendes System |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT500523B1 (de) * | 2002-04-30 | 2007-09-15 | Greiner Bio One Gmbh | Vorrichtung zur proteinkristallisation |
-
2006
- 2006-11-20 EP EP20060124369 patent/EP1792656B1/de not_active Not-in-force
- 2006-11-20 EP EP10180535A patent/EP2283923A2/de not_active Withdrawn
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1232792A1 (de) | 2001-02-20 | 2002-08-21 | F. Hoffmann-La Roche Ag | Lineare Küvettenmatrix, damit gebaute zweidimensionale Küvettenmatrix und solche zweidimensionale Küvettenmatrizen umfassendes System |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1792656B1 (de) | 2011-11-02 |
| EP1792656A1 (de) | 2007-06-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1792656B1 (de) | Integrierte lineare Anordnung von Küvetten, zweidimensionale Anordnung von Küvetten und System mit zwei oder mehreren zweidimensionalen Anordnungen von Küvetten | |
| EP1232792B1 (de) | Lineare Küvettenmatrix, damit gebaute zweidimensionale Küvettenmatrix und solche zweidimensionale Küvettenmatrizen umfassendes System | |
| US6943009B2 (en) | Multi-well assembly for growing cultures in-vitro | |
| US5679310A (en) | High surface area multiwell test plate | |
| KR100923482B1 (ko) | 유체처리용 웰 | |
| US6391241B1 (en) | Method of manufacture for a multiwell plate and/or filter plate | |
| JP4406421B2 (ja) | 位置決め手段を持たない線形キュベットアレイ | |
| EP1724019B1 (de) | Aufnahmeplatte mit mehreren Querschnitten | |
| CN103543256A (zh) | 检验单元和流体分析盒 | |
| EP1515804B1 (de) | Universelle multiwell filtrationsplatte | |
| US8182766B2 (en) | Universal filter plate | |
| US20050051471A1 (en) | Underdrain useful in the construction of a filtration device | |
| US8753588B2 (en) | Support and stand-off ribs for underdrain for multi-well device | |
| EP2169383A1 (de) | Körper für Durchflussküvetten und deren Verwendung | |
| US6896144B2 (en) | Filtration and separation apparatus and method of assembly | |
| JP2004522165A (ja) | マルチウェル試験装置のための位置決めピン | |
| US20030226796A1 (en) | Modular system for separating components of a liquid sample | |
| EP1705474B1 (de) | Verfahren zur Bestimmung von Lipophilie | |
| US7527975B2 (en) | Determination of high lipophilicity values | |
| US20040018115A1 (en) | Fault tolerant detection regions in microfluidic systems |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 1792656 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN WITHDRAWN |
|
| 18W | Application withdrawn |
Effective date: 20110920 |