EP2277640B1 - Carousel reel facility - Google Patents
Carousel reel facility Download PDFInfo
- Publication number
- EP2277640B1 EP2277640B1 EP09732948.6A EP09732948A EP2277640B1 EP 2277640 B1 EP2277640 B1 EP 2277640B1 EP 09732948 A EP09732948 A EP 09732948A EP 2277640 B1 EP2277640 B1 EP 2277640B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- take
- strip
- drum
- roller
- carousel reel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000005520 cutting process Methods 0.000 claims description 16
- 238000011144 upstream manufacturing Methods 0.000 claims description 6
- 238000003825 pressing Methods 0.000 claims description 5
- 238000005096 rolling process Methods 0.000 description 16
- 230000003028 elevating effect Effects 0.000 description 14
- 238000010586 diagram Methods 0.000 description 11
- 238000005097 cold rolling Methods 0.000 description 8
- 230000002093 peripheral effect Effects 0.000 description 3
- 229910000831 Steel Inorganic materials 0.000 description 2
- 230000007246 mechanism Effects 0.000 description 2
- 230000004044 response Effects 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 239000002253 acid Substances 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000005554 pickling Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C47/00—Winding-up, coiling or winding-off metal wire, metal band or other flexible metal material characterised by features relevant to metal processing only
- B21C47/24—Transferring coils to or from winding apparatus or to or from operative position therein; Preventing uncoiling during transfer
- B21C47/245—Devices for the replacement of full reels by empty reels or vice versa, without considerable loss of time
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C47/00—Winding-up, coiling or winding-off metal wire, metal band or other flexible metal material characterised by features relevant to metal processing only
- B21C47/02—Winding-up or coiling
- B21C47/04—Winding-up or coiling on or in reels or drums, without using a moving guide
- B21C47/06—Winding-up or coiling on or in reels or drums, without using a moving guide with loaded rollers, bolts, or equivalent means holding the material on the reel or drum
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C47/00—Winding-up, coiling or winding-off metal wire, metal band or other flexible metal material characterised by features relevant to metal processing only
- B21C47/34—Feeding or guiding devices not specially adapted to a particular type of apparatus
Definitions
- the present invention relates to a carousel reel facility capable of continuously taking up a transported strip by alternately switching take-up positions of two rotatable take-up drums revolving with a carousel reel.
- a cold-rolled strip of soft steel, high-tensile steel, or the like is rolled in a single pass by continuous tandem rolling in order to achieve high efficiency and high yield.
- a preceding strip and a following strip each unwound from a coil of a hot rolled strip are connected together to form a continuous strip.
- this strip is continuously fed to a continuous tandem rolling mill to perform cold rolling.
- the strip is sequentially passed through rolling stands of the continuous tandem rolling mill to be rolled to a target thickness. Subsequently, the rolled strip is again taken up in a coil shape on the delivery side of the continuous tandem rolling mill, where the connecting portion of the preceding strip and the following strip is cut.
- the continuous tandem rolling mill is provided, on the delivery side, with a take-up facility which is capable of continuously taking up the cut preceding strip and following strip in a coil shape.
- a take-up facility which is capable of continuously taking up the cut preceding strip and following strip in a coil shape.
- take-up facilities one in which two rotatable take-up drums revolve with a carousel reel (called a carousel reel facility below) is recently widely used from the viewpoint of productivity and reduction of facility cost.
- a first take-up drum 22 which is disposed at a take-up start position on an upstream side starts to take up a preceding strip Sf. Then, a carousel reel 21 is revolved during the taking-up to move the first take-up drum 22 to a take-up completion position on a downstream side and a second take-up drum 23 to the take-up start position.
- a trailing edge of the preceding strip Sf is cut by cutting blades 121a, 121b of respective drum shears 12a, 12b in this state. Then, a leading edge of a following strip Sb is taken-up by the second take-up drum 23.
- Patent Documents 1 and 2 each disclose a carousel reel facility applied to a continuous finishing facility.
- a take-up start position where a take-up drum starts to take up a strip is set to be lower than an installed position of a deflector roller used to change a direction of the transported strip.
- the take-up start position is set to be lower than a pass line of the transported strip.
- WO 99/03614 A1 discloses a carousel reel facility with the features in the pre-characterizing portion of Claim 1. Further carousel reel facilities related to the one of the present invention are disclosed in documents JP S63 188425 A , JP 58 051817 U , JP 2000 301234 A and JP 6 328129 A .
- the take-up start position where the take-up drums 22, 23 start taking up the strip is set to substantially the same height as the installed position of the deflector roller 13 so that the carousel reel facility can handle high-speed, high-tensile, and hard materials.
- the take-up start position is set to substantially the same height as the pass line of the transported strip S. Accordingly, even if the strip S is transported fast, the strip S is taken up by the take-up drum 22, 23 disposed at the take-up start position without overshooting the take-up drum 22, 23 due to its own inertial force.
- the take-up start position is set lower than the installed position of the deflector roller and the transport speed of the strip is high, the strip reaches the take-up start position by its own weight, but may overshoot the take-up drum and may not be taken up by the take-up drum properly.
- the transport speed of the strip S during cutting has to be set to, for example, 250 m/min or lower in the conventional carousel reel facility for cold rolling.
- faster high-tensile cold rolling is to be achieved.
- the present invention aims to solve the above problems, and has an object to provide a carousel reel facility capable of, even when a strip to be cut is transported at high speed, stably guiding a trailing edge of the cut strip to a take-up drum.
- the present invention is defined in independent claim 1.
- a transport speed of the strip during the cutting may be set to 250 m/min or higher.
- the guiding means may include a magnet for attracting the strip by magnetic force and a roller protruding out relative to an attracting surface of the magnet, and attraction by the magnet may be performed when a transport speed of the strip during the cutting exceeds 300 m/min.
- the trailing edge of the cut strip can be stably guided to the take-up drum. Accordingly, there is no need to reduce the transport speed of the strip more than necessary during the cutting. Thus, productivity and quality of the strip can be improved.
- Fig. 1 is a schematic configuration diagram of a carousel reel facility according to one embodiment of the present invention.
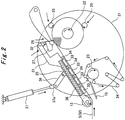
- Fig. 2 is a diagram for explaining a take-up operation.
- Fig. 3 is a diagram for explaining a take-up operation subsequent to Fig. 2 .
- Fig. 4 is a diagram for explaining a take-up operation subsequent to Fig. 3 .
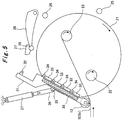
- Fig. 5 is a diagram for explaining a take-up operation subsequent to Fig. 4 .
- the carousel reel facility 1 shown in Fig. 1 is, for example, provided on a delivery side of a continuous tandem rolling mill including multiple rolling mill stands, in an unillustrated cold rolling mill line for manufacturing a cold-rolled strip (hereinafter, referred to as strip S).
- the strip S is formed as follows. Preceding strip Sf and following strip Sb (see Figs. 2 to 5 ) which are hot milled and coiled are unwound on the entry side of the continuous tandem rolling mill. Then, a trailing edge of the preceding strip Sf and a leading edge of the following strip Sb are connected. The above processing is repeated. Thus formed strip S is continuously fed to the continuous tandem rolling mill.
- a pair of upper and lower entry-side rollers 11a, 11b is rotatably supported on the entry side of the carousel reel facility 1. These entry-side rollers 11a, 11b are disposed facing each other to hold the transported strip S in between.
- a pair of upper and lower drum shears 12a, 12b is rotatably supported downstream of the entry-side rollers 11a, 11b. These drum shears 12a, 12b are disposed facing each other to hold the strip S transported from the entry-side rollers 11a, 11b in between.
- Cutting blades 121a, 121b are provided on the circumferential portions of the drum shears 12a, 12b, respectively, and are arranged to face each other when the drum shears are rotated. In other words, when the drum shears 12a, 12b make one revolution synchronously with the transport speed of the strip S and synchronously with each other in opposite directions, the protruding cutting blades 121a, 121b cut the strip S at a predetermined position.
- a deflector roller 13 is rotatably supported downstream of the drum shears 12a, 12b.
- the deflector roller 13 changes the transport direction of the strip S by winding the strip S thereon.
- Guide plates 14, 15 are provided below the deflector roller 13.
- the guide plate 14 extends in the transport direction of the strip S and is fixed.
- the guide plate 15, which will be described in detail later, is supported to be moveable between a guide position for guiding the strip S and a retracted position where the guide 15 is retracted from the guide position. Note that the guide plate 15 shown in Fig. 1 is disposed at the guide position.
- a disk shaped carousel reel 21 is provided on a delivery side of the carousel reel facility 1, and is rotationally driven about a substantially-horizontal axis thereof.
- a first take-up drum 22 and a second take-up drum 23 are provided on a front surface of the carousel reel 21, and are supported in such a manner as to be rotatable about substantially-horizontal axes thereof, respectively.
- the first take-up drum 22 and the second take-up drum 23 are arranged to be symmetrical with respect to the rotation axis of the carousel reel 21.
- the first take-up drum 22 takes up the cut preceding strip Sf
- the second take-up drum 23 takes up the cut following strip Sb.
- the first take-up drum 22 is disposed at a take-up start position on a reel upstream side
- the second take-up drum 23 is disposed at a take-up completion position on a reel downstream side.
- the take-up positions of the first take-up drum 22 and the second take-up drum 23 can be switched by revolving the carousel reel 21 180° clockwise.
- the take-up start position is set to be lower than the take-up completion position, and also the take-up drum 22, 23 disposed at the take-up start position is disposed at substantially the same height as the deflector roller 13. In other words, the take-up start position is set to be substantially the same height as the pass line of the strip S transported from the entry side of the carousel reel facility 1.
- a belt wrapper 24 is attachable and detachable to the first take-up drum 22 or the second take-up drum 23 disposed at the take-up start position.
- the belt wrapper 24 has a configuration in which a pressing belt is wound around multiple rollers.
- the belt wrapper 24 is wound around a circumferential surface of the take-up drum 22, 23, thereby assisting the leading edge of the cut strip Sf or Sb to be wrapped around the circumferential surface of the take-up drum 22, 23.
- multiple rotatable snubber rollers 25 are attachable and detachable to the first take-up drum 22 or the second take-up drum 23 disposed at the take-up completion position.
- the snubber rollers 25 are swingably supported, and come into contact with the circumferential surface of the strip Sf or Sb taken up by the take-up drum 22, 23, while following an increase in the coil diameter of the strip.
- the snubber rollers 25 thus press the strip Sf or Sb taken up in a coil shape so that the strip does not spring back.
- the snubber rollers 25 swing outward in the coil diameter direction while pressing against the circumferential surface of the strip S.
- the snubber roller (pressing means) 25 disposed at the highest position is rotatably supported by a tip of a swing arm 26.
- the swing arm 26 is swingably supported at its base end.
- a receiving pad 27 is provided at the tip of the swing arm 26 in such a manner as not to interfere with the rotation of the snubber roller 25.
- a base end of a guide frame 31 is swingably supported by a rotation shaft of the deflector roller 13.
- a guide roller 32 is rotatably supported by a tip of the guide frame 31.
- the guide roller 32 is disposed to face an upper surface of the receiving pad 27.
- magnets 33 and support rollers 34 are alternately provided on a bottom surface of the guide frame 31 from the base end to the tip end thereof.
- the support rollers 34 are disposed so that circumferential surfaces thereof may protrude from attracting surfaces of the magnets 33.
- a link member 35 is provided on an upper surface of the guide frame 31.
- One end of a link bar 36 is swingably supported by the link member 35.
- a rod 37a of an elevating/lowering cylinder 37 is swingably supported by the other end of the link bar 36. Further, the base end of the elevating/lowering cylinder 37 is also swingably supported.
- the guide frame 31, the guider roller 32, the magnets 33, and the support rollers 34 constitute guiding means, and that the link member 35, the link bar 36, and the elevating/lowering cylinder 37 constitute swinging means and swing allowing means.
- Extension of the rod 37a of the elevating/lowering cylinder 37 brings the guide roller 32 of the guide frame 31 into contact with the receiving pad 27 of the swing arm 26.
- the guide frame 31 is swung to a guide position, and the strip S (strip Sf or Sb) to be taken up by the take-up roller 22, 23 disposed at the take-up completion position can be guided by the support rollers 34 while being attracted by the magnets 33 (see Fig. 1 ).
- the guide frame 31 When disposed at the guide position, the guide frame 31 is made to swing by the snubber roller 25 and the guide roller 32 as the coil diameter of the strip S (strip Sf or Sb) taken up by the take-up drum 22, 23 disposed at the take-up completion position increases.
- the rod 37a of the elevating/lowering cylinder 37 is maintained in the extended state. Meanwhile, the link member 35, the link bar 36, and the elevating/lowering cylinder 37 swing to operate as a link mechanism which allows the guide frame 31 to swing.
- a demagnetizing device 38 is provided in the guide frame 31 in such a manner as to face the magnets 33.
- the demagnetizing device 38 demagnetizes peripheral devices magnetized by the magnetic forces of the magnets 33 when the carousel reel facility 1 is shut down and the magnetic forces of the magnets 33 are being turned off.
- the direction of the strip S (strip Sf) cold-rolled by the continuous tandem rolling mill is changed by the deflector roller 13, and the strip Sf is then taken up by the first take-up drum 22 having moved to the take-up completion position.
- the snubber rollers 25 are in contact with the circumferential surface of the preceding strip Sf taken up by the first take-up drum 22.
- the snubber rollers 25 thus press the preceding strip Sf so that the strip does not spring back.
- the rod 37a of the elevating/lowering cylinder 37 is extended to bring the guide roller 32 in contact with the receiving pad 27, so that the guide frame 31 is disposed at the guide position. Accordingly, the preceding strip Sf is attracted to the magnets 33, and comes into contact with the support rollers 34. As a result, the preceding strip Sf is stably guided to the first take-up drum 22 by the rotation of the support rollers 34 without fluttering or springing back.
- the second take-up drum 23 having moved to the take-up start position is in a stand-by as a substitute while being rotationally driven.
- the belt wrapper 24 is wound around the circumferential surface of the second take-up drum 23.
- the snubber rollers 25 swing outward in the coil diameter direction of the preceding strip Sf as the coil diameter of the preceding strip Sf taken up by the first take-up drum 22 increases.
- the swing arm 26 also swings.
- the guide roller 32 rolls on the receiving pad 27 of the swing arm 26, and consequently the guide frame 31 also swings.
- the snubber rollers 25 swing along with the increase in the coil diameter of the preceding strip Sf, and the link member 35, the link bar 36, and the elevating/lowering cylinder 37 in the extended state performs the link operation.
- This causes the guide frame 31 to swing at substantially the same angle as a take-up angel of the preceding strip S in accordance with the swinging of the snubber rollers 25.
- the attracting surfaces of the magnets 33 are always parallel to the surface of the preceding strip Sf.
- efficient attracting is performed, and the surface of the preceding strip Sf is securely in contact with the circumferential surfaces of the support rollers 34 to stably guide the preceding strip Sf.
- the guide frame 31 since there is no need to operate the elevating/lowering cylinder 37, the guide frame 31 operates in accordance with the snubber rollers 25 through the guide roller 32 without any response delay to the swinging of the snubber rollers 25.
- the cutting blades 121a, 121b protrude from the drum shears 12a, 12b rotationally driven, thereby cutting the connecting portion between the preceding strip Sf and the following strip Sb.
- the preceding strip Sf is attracted to the magnets 33 of the guide frame 31 before being cut and is therefore stably guided, the trailing edge of the preceding strip Sf is stably guided along the support rollers 34 to the first take-up drum 22 without fluttering or springing back even after the preceding strip Sf loses its tension by being cut.
- a coil of the preceding strip Sf taken up by the first take-up drum 22 is pulled out by an unillustrated coil pulling-out device.
- the rod 37a of the elevating/lowering cylinder 37 contracts to move the guide frame 31 to the retracted position, and the snubber rollers 25 are also retracted outward from the carousel reel 21.
- the attraction of the lowermost (base end side of the guide frame 31) magnet 33 is turned off, and therefore the cut following strip Sb travels on the guide plate 15 having moved to the guide position and is taken up by the second take-up drum 23 disposed at the take-up start position.
- the belt wrapper 24 is wound around the circumferential surface of the second take-up drum 23, the leading edge of the cut following strip Sb is securely wound around the circumferential surface of the second take-up drum 23.
- the guide plate 15 is moved to the retracted position, and the belt wrapper 24 is released from the second take-up drum 23 and retracted downward. Then, the carousel reel 21 is revolved 180°. Thus, the second take-up drum 23 is moved to the take-up completion position while taking up the following strip Sb. On the other hand, the first take-up drum 22 is moved to the take-up start position to be in the stand-by state. Thereafter, similar take-up operations are repeated in sequence.
- the carousel reel facility of the present invention achieves the following.
- the tip of the guide frame 31 is caused to be attachably and detachably in contact with the snubber roller 25 which is pressing against the circumferential surface of the strip S taken up at the take-up completion position, while following an increase in the coil diameter.
- This allows the guide frame 31 to swing in accordance with the coil diameter following operation of the snubber rollers 25.
- the strip S is attracted to the magnets 33 regardless of its coil diameter, and comes into contact with the support rollers 34. Accordingly, even when the strip S is cut and is released from tension, the trailing edge thereof is stably guided to the take-up drum 22, 23 disposed at the take-up completion position.
- the rod 37a of the elevating/lowering cylinder 37 is maintained at the extended state, and the link member 35, the link bar 36, and the elevating/lowering cylinder 37 operate as the link mechanism.
- This allows the guide frame 31 to swing at substantially the same angle as the take-up angle of the strip S.
- the strip S is effectively attracted to the magnets 33, and is stably guided by the support rollers 34.
- the guide frame 31 can operate in accordance with the coil diameter following operation of the snubber rollers 25 without any response delay.
- the transport speed of the strip S when the cutting is performed can be set to 250 m/min to 350 m/min. This not only increases the productivity, but also eliminates the risk of adversely affecting a plate-shape control of the strips S during rolling. As a result, the strip S can be rolled highly accurately, and the quality thereof can be improved.
- the carousel reel facility when the transport speed of the strip S is 250 m/min to 300 m/min during the cutting, the trailing edge of the strip S can be guided only by the support rollers 34 without the strip S being attracted to the magnets 33.
- the carousel reel facility is configured to perform the attraction of the magnets 33 only when the transport speed of the strip S is 300 m/min to 350 m/min during the cutting.
- the present invention is applicable to a highly productive carousel reel facility having excellent yield.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Winding, Rewinding, Material Storage Devices (AREA)
Description
- The present invention relates to a carousel reel facility capable of continuously taking up a transported strip by alternately switching take-up positions of two rotatable take-up drums revolving with a carousel reel.
- Generally, a cold-rolled strip of soft steel, high-tensile steel, or the like is rolled in a single pass by continuous tandem rolling in order to achieve high efficiency and high yield. In the continuous tandem rolling, a preceding strip and a following strip each unwound from a coil of a hot rolled strip are connected together to form a continuous strip. Then, this strip is continuously fed to a continuous tandem rolling mill to perform cold rolling. Thereafter, the strip is sequentially passed through rolling stands of the continuous tandem rolling mill to be rolled to a target thickness. Subsequently, the rolled strip is again taken up in a coil shape on the delivery side of the continuous tandem rolling mill, where the connecting portion of the preceding strip and the following strip is cut.
- Accordingly, the continuous tandem rolling mill is provided, on the delivery side, with a take-up facility which is capable of continuously taking up the cut preceding strip and following strip in a coil shape. Of various take-up facilities, one in which two rotatable take-up drums revolve with a carousel reel (called a carousel reel facility below) is recently widely used from the viewpoint of productivity and reduction of facility cost.
- As shown in
Fig. 6 , in such carousel reel facility, a first take-up drum 22 which is disposed at a take-up start position on an upstream side starts to take up a preceding strip Sf. Then, acarousel reel 21 is revolved during the taking-up to move the first take-up drum 22 to a take-up completion position on a downstream side and a second take-up drum 23 to the take-up start position. A trailing edge of the preceding strip Sf is cut by cuttingblades respective drum shears up drum 23. By thus switching the take-up positions of the two take-up drums - Meanwhile, the carousel reel facility has been conventionally provided on a delivery side of a continuous finishing facility and of an acid pickling facility. For example,
Patent Documents 1 and 2 each disclose a carousel reel facility applied to a continuous finishing facility. In these carousel reel facilities, a take-up start position where a take-up drum starts to take up a strip is set to be lower than an installed position of a deflector roller used to change a direction of the transported strip. In other words, the take-up start position is set to be lower than a pass line of the transported strip. -
- Patent Document 1: Japanese Examined Patent Application Publication No. Hei 7-8381
- Patent Document 2: Japanese Examined Patent Application Publication No.
Hei 7-106384 -
WO 99/03614 A1 Claim 1. Further carousel reel facilities related to the one of the present invention are disclosed in documentsJP S63 188425 A JP 58 051817 U JP 2000 301234 A JP 6 328129 A - On the other hand, in the carousel reel facility provided on the delivery side of the continuous tandem rolling mill for cold rolling as described above, as shown in
Fig. 6 , the take-up start position where the take-up drums deflector roller 13 so that the carousel reel facility can handle high-speed, high-tensile, and hard materials. In other words, the take-up start position is set to substantially the same height as the pass line of the transported strip S. Accordingly, even if the strip S is transported fast, the strip S is taken up by the take-updrum drum - In other words, when the carousel reel facility applied to the continuous finishing facility or the like is used on the delivery side of the continuous tandem rolling mill for cold rolling, the following problem occurs. Since the take-up start position is set lower than the installed position of the deflector roller and the transport speed of the strip is high, the strip reaches the take-up start position by its own weight, but may overshoot the take-up drum and may not be taken up by the take-up drum properly.
- Moreover, in the conventional carousel reel facility for cold rolling as shown in
Fig. 6 , when the strip S is cut by thedrum shears up drum - In order to solve such problems, the transport speed of the strip S during cutting has to be set to, for example, 250 m/min or lower in the conventional carousel reel facility for cold rolling. However, recently, faster high-tensile cold rolling is to be achieved. Accordingly, with the configuration of the conventional carousel reel facility for cold rolling, it is difficult to restrain the behavior of the trailing edge of the cut strip S and appropriately guide it to the take-up
drum - The present invention aims to solve the above problems, and has an object to provide a carousel reel facility capable of, even when a strip to be cut is transported at high speed, stably guiding a trailing edge of the cut strip to a take-up drum.
- The present invention is defined in
independent claim 1. - In the carousel reel facility of the invention, a transport speed of the strip during the cutting may be set to 250 m/min or higher.
- In the carousel reel facility of the invention, the guiding means may include a magnet for attracting the strip by magnetic force and a roller protruding out relative to an attracting surface of the magnet, and attraction by the magnet may be performed when a transport speed of the strip during the cutting exceeds 300 m/min.
- According to the carousel reel facility of the present invention, even when the strip to be cut is transported at high speed, the trailing edge of the cut strip can be stably guided to the take-up drum. Accordingly, there is no need to reduce the transport speed of the strip more than necessary during the cutting. Thus, productivity and quality of the strip can be improved.
-
- [
Fig. 1] Fig. 1 is a schematic configuration diagram of a carousel reel facility according to one embodiment of the present invention. - [
Fig. 2] Fig. 2 is a diagram for explaining a take-up operation. - [
Fig. 3] Fig. 3 is a diagram for explaining a take-up operation subsequent toFig. 2 . - [
Fig. 4] Fig. 4 is a diagram for explaining a take-up operation subsequent toFig. 3 . - [
Fig. 5] Fig. 5 is a diagram for explaining a take-up operation subsequent toFig. 4 . - [
Fig. 6] Fig. 6 is a schematic configuration diagram of a conventional carousel reel facility. - A carousel reel facility according to the present invention will be described in detail by using the drawings.
-
Fig. 1 is a schematic configuration diagram of a carousel reel facility according to one embodiment of the present invention.Fig. 2 is a diagram for explaining a take-up operation.Fig. 3 is a diagram for explaining a take-up operation subsequent toFig. 2 .Fig. 4 is a diagram for explaining a take-up operation subsequent toFig. 3 .Fig. 5 is a diagram for explaining a take-up operation subsequent toFig. 4 . - The
carousel reel facility 1 shown inFig. 1 is, for example, provided on a delivery side of a continuous tandem rolling mill including multiple rolling mill stands, in an unillustrated cold rolling mill line for manufacturing a cold-rolled strip (hereinafter, referred to as strip S). The strip S is formed as follows. Preceding strip Sf and following strip Sb (seeFigs. 2 to 5 ) which are hot milled and coiled are unwound on the entry side of the continuous tandem rolling mill. Then, a trailing edge of the preceding strip Sf and a leading edge of the following strip Sb are connected. The above processing is repeated. Thus formed strip S is continuously fed to the continuous tandem rolling mill. - As shown in
Fig. 1 , a pair of upper and lower entry-side rollers carousel reel facility 1. These entry-side rollers - A pair of upper and
lower drum shears side rollers side rollers blades cutting blades - A
deflector roller 13 is rotatably supported downstream of the drum shears 12a, 12b. Thedeflector roller 13 changes the transport direction of the strip S by winding the strip S thereon. -
Guide plates deflector roller 13. Theguide plate 14 extends in the transport direction of the strip S and is fixed. Theguide plate 15, which will be described in detail later, is supported to be moveable between a guide position for guiding the strip S and a retracted position where theguide 15 is retracted from the guide position. Note that theguide plate 15 shown inFig. 1 is disposed at the guide position. - Meanwhile, a disk shaped
carousel reel 21 is provided on a delivery side of thecarousel reel facility 1, and is rotationally driven about a substantially-horizontal axis thereof. A first take-up drum 22 and a second take-up drum 23 are provided on a front surface of thecarousel reel 21, and are supported in such a manner as to be rotatable about substantially-horizontal axes thereof, respectively. The first take-up drum 22 and the second take-up drum 23 are arranged to be symmetrical with respect to the rotation axis of thecarousel reel 21. The first take-up drum 22 takes up the cut preceding strip Sf, and the second take-up drum 23 takes up the cut following strip Sb. - Note that, in the rotating state of the
carousel reel 21 shown inFig. 1 , the first take-up drum 22 is disposed at a take-up start position on a reel upstream side, and the second take-up drum 23 is disposed at a take-up completion position on a reel downstream side. The take-up positions of the first take-up drum 22 and the second take-up drum 23 can be switched by revolving thecarousel reel 21 180° clockwise. The take-up start position is set to be lower than the take-up completion position, and also the take-up drum deflector roller 13. In other words, the take-up start position is set to be substantially the same height as the pass line of the strip S transported from the entry side of thecarousel reel facility 1. - Here, a
belt wrapper 24 is attachable and detachable to the first take-up drum 22 or the second take-up drum 23 disposed at the take-up start position. Thebelt wrapper 24 has a configuration in which a pressing belt is wound around multiple rollers. Thebelt wrapper 24 is wound around a circumferential surface of the take-up drum up drum - In addition, multiple rotatable snubber rollers 25 (three in the drawings) are attachable and detachable to the first take-
up drum 22 or the second take-up drum 23 disposed at the take-up completion position. Thesnubber rollers 25 are swingably supported, and come into contact with the circumferential surface of the strip Sf or Sb taken up by the take-up drum snubber rollers 25 thus press the strip Sf or Sb taken up in a coil shape so that the strip does not spring back. In other words, as the coil diameter of the strip S increases along with progress in the taking-up of the strip S by the take-up drum snubber rollers 25 swing outward in the coil diameter direction while pressing against the circumferential surface of the strip S. - The snubber roller (pressing means) 25 disposed at the highest position is rotatably supported by a tip of a
swing arm 26. Theswing arm 26 is swingably supported at its base end. A receivingpad 27 is provided at the tip of theswing arm 26 in such a manner as not to interfere with the rotation of thesnubber roller 25. - Moreover, a base end of a
guide frame 31 is swingably supported by a rotation shaft of thedeflector roller 13. Aguide roller 32 is rotatably supported by a tip of theguide frame 31. Theguide roller 32 is disposed to face an upper surface of the receivingpad 27. - In addition,
magnets 33 andsupport rollers 34 are alternately provided on a bottom surface of theguide frame 31 from the base end to the tip end thereof. Thesupport rollers 34 are disposed so that circumferential surfaces thereof may protrude from attracting surfaces of themagnets 33. Meanwhile, alink member 35 is provided on an upper surface of theguide frame 31. One end of alink bar 36 is swingably supported by thelink member 35. Arod 37a of an elevating/loweringcylinder 37 is swingably supported by the other end of thelink bar 36. Further, the base end of the elevating/loweringcylinder 37 is also swingably supported. - Note that the
guide frame 31, theguider roller 32, themagnets 33, and thesupport rollers 34 constitute guiding means, and that thelink member 35, thelink bar 36, and the elevating/loweringcylinder 37 constitute swinging means and swing allowing means. - Extension of the
rod 37a of the elevating/loweringcylinder 37 brings theguide roller 32 of theguide frame 31 into contact with the receivingpad 27 of theswing arm 26. As a result, theguide frame 31 is swung to a guide position, and the strip S (strip Sf or Sb) to be taken up by the take-uproller support rollers 34 while being attracted by the magnets 33 (seeFig. 1 ). - Meanwhile, contraction of the
rod 37a of the elevating/loweringcylinder 37 brings theguide roller 32 of theguide frame 31 away from the receivingpad 27 of theswing arm 26. As a result, swung to a retracted position, theguide frame 31 can avoid interference with the take-updrums Figs. 4 and5 ). - When disposed at the guide position, the
guide frame 31 is made to swing by thesnubber roller 25 and theguide roller 32 as the coil diameter of the strip S (strip Sf or Sb) taken up by the take-up drum guide frame 31 is made to swing as described above, therod 37a of the elevating/loweringcylinder 37 is maintained in the extended state. Meanwhile, thelink member 35, thelink bar 36, and the elevating/loweringcylinder 37 swing to operate as a link mechanism which allows theguide frame 31 to swing. - A demagnetizing
device 38 is provided in theguide frame 31 in such a manner as to face themagnets 33. The demagnetizingdevice 38 demagnetizes peripheral devices magnetized by the magnetic forces of themagnets 33 when thecarousel reel facility 1 is shut down and the magnetic forces of themagnets 33 are being turned off. - Next, the take-up operations of the
carousel reel facility 1 will be described in detail by usingFigs. 2 to 5 . - First, as shown in
Fig. 2 , the direction of the strip S (strip Sf) cold-rolled by the continuous tandem rolling mill is changed by thedeflector roller 13, and the strip Sf is then taken up by the first take-up drum 22 having moved to the take-up completion position. - At this time, the
snubber rollers 25 are in contact with the circumferential surface of the preceding strip Sf taken up by the first take-up drum 22. Thesnubber rollers 25 thus press the preceding strip Sf so that the strip does not spring back. Meanwhile, therod 37a of the elevating/loweringcylinder 37 is extended to bring theguide roller 32 in contact with the receivingpad 27, so that theguide frame 31 is disposed at the guide position. Accordingly, the preceding strip Sf is attracted to themagnets 33, and comes into contact with thesupport rollers 34. As a result, the preceding strip Sf is stably guided to the first take-up drum 22 by the rotation of thesupport rollers 34 without fluttering or springing back. - Note that the second take-
up drum 23 having moved to the take-up start position is in a stand-by as a substitute while being rotationally driven. Thebelt wrapper 24 is wound around the circumferential surface of the second take-up drum 23. - Next, as shown in
Fig. 3 , thesnubber rollers 25 swing outward in the coil diameter direction of the preceding strip Sf as the coil diameter of the preceding strip Sf taken up by the first take-up drum 22 increases. Along with this, theswing arm 26 also swings. Thereby, theguide roller 32 rolls on thereceiving pad 27 of theswing arm 26, and consequently theguide frame 31 also swings. - As described, the
snubber rollers 25 swing along with the increase in the coil diameter of the preceding strip Sf, and thelink member 35, thelink bar 36, and the elevating/loweringcylinder 37 in the extended state performs the link operation. This causes theguide frame 31 to swing at substantially the same angle as a take-up angel of the preceding strip S in accordance with the swinging of thesnubber rollers 25. As a result, the attracting surfaces of themagnets 33 are always parallel to the surface of the preceding strip Sf. Thus, efficient attracting is performed, and the surface of the preceding strip Sf is securely in contact with the circumferential surfaces of thesupport rollers 34 to stably guide the preceding strip Sf. Moreover, since there is no need to operate the elevating/loweringcylinder 37, theguide frame 31 operates in accordance with thesnubber rollers 25 through theguide roller 32 without any response delay to the swinging of thesnubber rollers 25. - Thereafter, when the coil diameter of the preceding strip Sf taken up by the first take-
up drum 22 reaches a certain size, thecutting blades magnets 33 of theguide frame 31 before being cut and is therefore stably guided, the trailing edge of the preceding strip Sf is stably guided along thesupport rollers 34 to the first take-up drum 22 without fluttering or springing back even after the preceding strip Sf loses its tension by being cut. - Then, as shown in
Fig. 4 , a coil of the preceding strip Sf taken up by the first take-up drum 22 is pulled out by an unillustrated coil pulling-out device. At this time, therod 37a of the elevating/loweringcylinder 37 contracts to move theguide frame 31 to the retracted position, and thesnubber rollers 25 are also retracted outward from thecarousel reel 21. - Meanwhile, the attraction of the lowermost (base end side of the guide frame 31)
magnet 33 is turned off, and therefore the cut following strip Sb travels on theguide plate 15 having moved to the guide position and is taken up by the second take-up drum 23 disposed at the take-up start position. At this time, since thebelt wrapper 24 is wound around the circumferential surface of the second take-up drum 23, the leading edge of the cut following strip Sb is securely wound around the circumferential surface of the second take-up drum 23. - Next, as shown in
Fig. 5 , theguide plate 15 is moved to the retracted position, and thebelt wrapper 24 is released from the second take-up drum 23 and retracted downward. Then, thecarousel reel 21 is revolved 180°. Thus, the second take-up drum 23 is moved to the take-up completion position while taking up the following strip Sb. On the other hand, the first take-up drum 22 is moved to the take-up start position to be in the stand-by state. Thereafter, similar take-up operations are repeated in sequence. - The carousel reel facility of the present invention achieves the following. The tip of the
guide frame 31 is caused to be attachably and detachably in contact with thesnubber roller 25 which is pressing against the circumferential surface of the strip S taken up at the take-up completion position, while following an increase in the coil diameter. This allows theguide frame 31 to swing in accordance with the coil diameter following operation of thesnubber rollers 25. Thus, the strip S is attracted to themagnets 33 regardless of its coil diameter, and comes into contact with thesupport rollers 34. Accordingly, even when the strip S is cut and is released from tension, the trailing edge thereof is stably guided to the take-up drum - Moreover, when the
snubber roller 25 performs the coil diameter following operation in accordance with an increase in the coil diameter, therod 37a of the elevating/loweringcylinder 37 is maintained at the extended state, and thelink member 35, thelink bar 36, and the elevating/loweringcylinder 37 operate as the link mechanism. This allows theguide frame 31 to swing at substantially the same angle as the take-up angle of the strip S. Thus, the strip S is effectively attracted to themagnets 33, and is stably guided by thesupport rollers 34. In addition, theguide frame 31 can operate in accordance with the coil diameter following operation of thesnubber rollers 25 without any response delay. - As a result, fluttering and moving around of the trailing edge of the strip S due to springback of the strip S toward the take-up completion position at the time of the cutting is prevented. This can prevent folding or damaging of the trailing edge, and in turn, damaging of the peripheral devices. Accordingly, there is no need to reduce the transport speed of the strip S more than necessary when the cutting is performed. For example, the transport speed of the strip S when the cutting is performed can be set to 250 m/min to 350 m/min. This not only increases the productivity, but also eliminates the risk of adversely affecting a plate-shape control of the strips S during rolling. As a result, the strip S can be rolled highly accurately, and the quality thereof can be improved.
- Furthermore, in the carousel reel facility according to the present invention, when the transport speed of the strip S is 250 m/min to 300 m/min during the cutting, the trailing edge of the strip S can be guided only by the
support rollers 34 without the strip S being attracted to themagnets 33. Thus, the carousel reel facility is configured to perform the attraction of themagnets 33 only when the transport speed of the strip S is 300 m/min to 350 m/min during the cutting. - The present invention is applicable to a highly productive carousel reel facility having excellent yield.
-
- 1
- Carousel reel facility
- 11a, 11b
- Entry-side roller
- 12a, 12b
- Drum shear
- 121a, 121b
- Cutting blade
- 13
- Deflector roller
- 14, 15
- Guide plate
- 21
- Carousel reel
- 22
- First take-up drum
- 23
- Second take-up drum
- 24
- Belt wrapper
- 25
- Snubber roller
- 26
- Swing arm
- 27
- Receiving pad
- 31
- Guide frame
- 32
- Guide roller
- 33
- Magnet
- 34
- Support roller
- 35
- Link member
- 36
- Link bar
- 37
- Elevating/lowering cylinder
- 37a
- Rod
- 38
- Demagnetizing device
Claims (2)
- A carousel reel facility (1) in which
a disk-shaped revolvable carousel reel (21) is provided with two rotatable take-up drums (22, 23) disposed at respective positions symmetric to each other with respect to a rotation axis of the carousel reel (21),
one of the take-up drums (22) which is disposed on an upstream side starts to take up a preceding strip (S, Sf),
during the taking-up, the carousel reel (21) is revolved to move the one take-up drum (22) to a downstream side and the other take-up drum (3) to the upstream side, and
in this state, a trailing edge of the preceding strip (S, Sf) is cut, and a lead-ing edge of a following strip (S, Sb) is taken up by the other take-up drum, the carousel reel facility (1) comprising:a deflector roller (13) provided on an entry side of the carousel reel (21) at a position almost as high as the take-up drum (22, 23) disposed on the upstream side, the deflector roller (13) guiding the transported strip (S, Sf, Sb) to any of the take-up drums (22, 23) disposed on the upstream side and the downstream side;a snubber roller (25) rotatably supported by a tip of a swingably supported swing arm (26) and pressing against a circumferential surface of the strip (S, Sf, Sb) taken up by the take-up drum (22, 23) disposed on the downstream side, while following an increase in a coil diameter of the strip (S, Sf, Sb) and thus prevents fluttering of the trailing edge of the cut strip (S, Sf, Sb);guiding means (31, 32, 33, 34) including a guide frame swingably supported at a base end thereof by the rotation shaft of the deflector roller (13) such that the guiding means (31, 32, 33, 34) are swingable about the rotation shaft of the deflector roller (13), the guiding means guiding the trailing edge of the cut strip (S, Sf, Sb) to the take-up drum (22, 23) disposed on the downstream side while having a tip of the guiding means (31, 32, 33, 34) work in accordance with a coil diameter following operation of the snubber roller (25);swinging means (35, 36, 37) that causes the guiding to swing so that the guide means (31, 32, 33, 34) does not interfere with the take-up drums (22, 23) moved by the revolution of the carousel reel (21); andswing allowing means (35, 36, 37) that allows the guiding means (31, 32, 33, 34) to swing in accordance with the coil diameter following operation of the snubber roller (25) without operating the swinging means (35, 36, 37);characterized in thata receiving pad (27) is provided at the tip end of the swing arm (26) in such a manner as not to interfere with a rotation of the snubber roller (25), andthe guiding means (31, 32, 33, 34) further includes a guide roller (32) rotatably supported by a tip end of the guide frame (31), the guide roller being attachable and detachable to a top surface of the receiving pad (27). - The carousel reel facility according to claim 1, wherein the guiding means (31, 32, 33, 34) are adapted to set a transport speed of the strip during the cutting to 250 m/min or higher.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008107445A JP5313542B2 (en) | 2008-04-17 | 2008-04-17 | Carousel reel equipment |
| PCT/JP2009/057231 WO2009128380A1 (en) | 2008-04-17 | 2009-04-08 | Carousel reel facility |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2277640A1 EP2277640A1 (en) | 2011-01-26 |
| EP2277640A4 EP2277640A4 (en) | 2014-12-17 |
| EP2277640B1 true EP2277640B1 (en) | 2017-02-01 |
Family
ID=41199077
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP09732948.6A Active EP2277640B1 (en) | 2008-04-17 | 2009-04-08 | Carousel reel facility |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP2277640B1 (en) |
| JP (1) | JP5313542B2 (en) |
| CN (1) | CN102006946B (en) |
| BR (1) | BRPI0910731A2 (en) |
| WO (1) | WO2009128380A1 (en) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT1397452B1 (en) * | 2009-12-30 | 2013-01-10 | Danieli E C Ohg S P A | DEVICE AND PROCEDURE FOR WINDING / CARRYING OUT A METAL PRODUCT IN A ROLLING LINE |
| CN102527769B (en) * | 2010-12-22 | 2014-03-12 | 中国二十冶集团有限公司 | Offset oblique installation method of Carrousel coiler |
| KR101207699B1 (en) | 2010-12-28 | 2012-12-03 | 주식회사 포스코 | guiding apparatus of winding strip |
| KR101368259B1 (en) | 2012-04-26 | 2014-03-12 | 현대제철 주식회사 | Winding apparatus for material |
| CN102836899B (en) * | 2012-09-25 | 2014-07-30 | 鞍钢股份有限公司 | Method for introducing warped-head strip steel into jaw of winding drum |
| CN103691742B (en) * | 2013-12-03 | 2015-11-18 | 内蒙古包钢钢联股份有限公司 | Improve the method for Ka Lunsai coiling machine turntable rotation process tension fluctuation |
| CN112077111A (en) * | 2020-07-20 | 2020-12-15 | 赵海荣 | Abandonment track recovery processing device |
| CN112705585B (en) * | 2020-12-25 | 2022-11-22 | 贵州航天南海科技有限责任公司 | Plum blossom take-up device |
| CN113148760A (en) * | 2021-04-30 | 2021-07-23 | 非凡电缆集团有限公司 | Operation method of cable double-receiving device |
| EP4389313A1 (en) * | 2022-12-22 | 2024-06-26 | Primetals Technologies Austria GmbH | Coiling system for a casting-rolling composite installation and method for operating the coiling system |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2037869A1 (en) * | 1970-07-30 | 1972-02-03 | Siemag Siegener Masch Bau | Coiler for hot wide strip - using pressure rollers and guides |
| JPS5643807B2 (en) * | 1973-10-29 | 1981-10-15 | ||
| JPS5851817U (en) * | 1981-09-30 | 1983-04-08 | 株式会社日立製作所 | Guide device for strip winding machine |
| JPH078381B2 (en) | 1986-12-05 | 1995-02-01 | 株式会社日立製作所 | Rear end strip winding guide device |
| JPH07106384B2 (en) * | 1987-01-28 | 1995-11-15 | 株式会社日立製作所 | Strip tail end winding guide device |
| JP2904675B2 (en) * | 1993-05-14 | 1999-06-14 | 新日本製鐵株式会社 | Steel plate winding guide device |
| BR9811700A (en) * | 1997-07-15 | 2000-09-26 | Danieli Off Mecc | Winder for hot rolled material such as strip or sheet and relative winding method |
| JP2000301234A (en) * | 1999-04-13 | 2000-10-31 | Hitachi Ltd | Method and equipment for coiling |
| JP3845352B2 (en) * | 2002-09-26 | 2006-11-15 | 新日本製鐵株式会社 | Metal band meandering winding method and metal band meandering winding device |
| CN2714190Y (en) * | 2003-04-23 | 2005-08-03 | 攀枝花新钢钒股份有限公司热轧板厂 | Horizontal sampling device for steel coil |
-
2008
- 2008-04-17 JP JP2008107445A patent/JP5313542B2/en active Active
-
2009
- 2009-04-08 EP EP09732948.6A patent/EP2277640B1/en active Active
- 2009-04-08 CN CN200980113210.9A patent/CN102006946B/en active Active
- 2009-04-08 BR BRPI0910731A patent/BRPI0910731A2/en not_active Application Discontinuation
- 2009-04-08 WO PCT/JP2009/057231 patent/WO2009128380A1/en active Application Filing
Non-Patent Citations (1)
| Title |
|---|
| None * |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2277640A4 (en) | 2014-12-17 |
| BRPI0910731A2 (en) | 2015-09-29 |
| WO2009128380A1 (en) | 2009-10-22 |
| CN102006946B (en) | 2012-12-26 |
| JP5313542B2 (en) | 2013-10-09 |
| JP2009255129A (en) | 2009-11-05 |
| EP2277640A1 (en) | 2011-01-26 |
| CN102006946A (en) | 2011-04-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2277640B1 (en) | Carousel reel facility | |
| RU2522045C2 (en) | Winder-unwinder and method of winding and unwinding of metal article at rolling line | |
| TWI593949B (en) | Device and process for sampling metal strip | |
| US6502445B1 (en) | Coiling machine for hot rolled stock such as strip or sheet and relative coiling method | |
| JPH11342402A (en) | Cold-rolling facility | |
| AU745764B2 (en) | High speed transfer of strip in a continuous strip processing application | |
| JP5893716B1 (en) | Separator apparatus, coil product manufacturing apparatus and manufacturing method | |
| JP2005510362A (en) | Gripper for residual coil that can be wound from the residual strip running from the strip processing facility at the end of the rolling operation | |
| EP1753558B1 (en) | Improved winding-machine for rolled or drawn wire/rod | |
| JP2862125B2 (en) | Coil holding device for winder | |
| CN217807742U (en) | Turret winding and holding mechanism and turret winding device | |
| JPH10263698A (en) | Strip cutting method | |
| CN118768381A (en) | Continuous leveling operation production line and system | |
| JP2001246416A (en) | Automatic changeover apparatus for coiling reel | |
| MXPA00000576A (en) | Shearing and coiling assembly for hot rolled stock |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20101115 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA RS |
|
| DAX | Request for extension of the european patent (deleted) | ||
| A4 | Supplementary search report drawn up and despatched |
Effective date: 20141113 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B21C 47/34 20060101ALI20141107BHEP Ipc: B21C 47/00 20060101ALI20141107BHEP Ipc: B21C 47/02 20060101AFI20141107BHEP |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: PRIMETALS TECHNOLOGIES JAPAN, LTD. |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20160725 |
|
| GRAJ | Information related to disapproval of communication of intention to grant by the applicant or resumption of examination proceedings by the epo deleted |
Free format text: ORIGINAL CODE: EPIDOSDIGR1 |
|
| GRAR | Information related to intention to grant a patent recorded |
Free format text: ORIGINAL CODE: EPIDOSNIGR71 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| INTC | Intention to grant announced (deleted) | ||
| INTG | Intention to grant announced |
Effective date: 20161222 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: AT Ref legal event code: REF Ref document number: 865111 Country of ref document: AT Kind code of ref document: T Effective date: 20170215 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602009044057 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20170201 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170201 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170601 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170502 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170201 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170201 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170501 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170201 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170201 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170201 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170501 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170201 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170201 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170601 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170201 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170201 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170201 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170201 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602009044057 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170201 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20171103 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20170501 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20171229 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170502 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170430 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170408 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170430 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170201 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20170430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170408 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170501 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170408 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20090408 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: UEP Ref document number: 865111 Country of ref document: AT Kind code of ref document: T Effective date: 20170201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170201 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20240313 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240227 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20240326 Year of fee payment: 16 |