EP2268552B1 - Cup, and manufacturing method and machine therefor - Google Patents
Cup, and manufacturing method and machine therefor Download PDFInfo
- Publication number
- EP2268552B1 EP2268552B1 EP09735305.6A EP09735305A EP2268552B1 EP 2268552 B1 EP2268552 B1 EP 2268552B1 EP 09735305 A EP09735305 A EP 09735305A EP 2268552 B1 EP2268552 B1 EP 2268552B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- cup
- sleeve
- cups
- way
- former
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 7
- 238000010227 cup method (microbiological evaluation) Methods 0.000 title 1
- 238000000034 method Methods 0.000 claims description 18
- 239000011796 hollow space material Substances 0.000 claims 1
- 229920006300 shrink film Polymers 0.000 description 18
- 238000000465 moulding Methods 0.000 description 13
- 235000013618 yogurt Nutrition 0.000 description 8
- 238000007373 indentation Methods 0.000 description 6
- 239000000463 material Substances 0.000 description 4
- 238000003856 thermoforming Methods 0.000 description 4
- 239000013013 elastic material Substances 0.000 description 3
- 239000004698 Polyethylene Substances 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 2
- 239000004793 Polystyrene Substances 0.000 description 2
- 238000001746 injection moulding Methods 0.000 description 2
- 238000004806 packaging method and process Methods 0.000 description 2
- -1 polyethylene Polymers 0.000 description 2
- 230000008092 positive effect Effects 0.000 description 2
- 239000011324 bead Substances 0.000 description 1
- 238000010297 mechanical methods and process Methods 0.000 description 1
- 230000005226 mechanical processes and functions Effects 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000005086 pumping Methods 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 238000011084 recovery Methods 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000002689 soil Substances 0.000 description 1
- 210000002023 somite Anatomy 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D1/00—Rigid or semi-rigid containers having bodies formed in one piece, e.g. by casting metallic material, by moulding plastics, by blowing vitreous material, by throwing ceramic material, by moulding pulped fibrous material or by deep-drawing operations performed on sheet material
- B65D1/22—Boxes or like containers with side walls of substantial depth for enclosing contents
- B65D1/26—Thin-walled containers, e.g. formed by deep-drawing operations
- B65D1/30—Groups of containers joined together end-to-end or side-by-side
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D25/00—Details of other kinds or types of rigid or semi-rigid containers
- B65D25/20—External fittings
- B65D25/24—External fittings for spacing bases of containers from supporting surfaces, e.g. legs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D71/00—Bundles of articles held together by packaging elements for convenience of storage or transport, e.g. portable segregating carrier for plural receptacles such as beer cans or pop bottles; Bales of material
- B65D71/06—Packaging elements holding or encircling completely or almost completely the bundle of articles, e.g. wrappers
- B65D71/08—Wrappers shrunk by heat or under tension, e.g. stretch films or films tensioned by compressed articles
Definitions
- the invention relates to a cup, in particular yogurt cup, with a container element which is at least partially enveloped by a shrink film, in particular a shrink tube.
- yogurt cups in addition to the so-called standard cups, these are simple cups without feet (see EP 0 408 016 A1 . Fig. 1a ), also used cups with foot, especially the so-called foot cup, which have in their lower part a, mostly cylindrical, previewausformung without undercut, and the so-called cup cups, which in its lower part a conical supportiveausformung, which is upwards , tapers to the bottom of the container element, so have a foot shape with undercut.
- thermoplastics such as PE (polyethylene), PP (polypropylene) or PS (polystyrene), with thermoforming or deep-drawing used for the standard cups, while injection molding is used for the cup and cup cups becomes.
- thermoforming is cheaper and faster than injection molding, it is not used for the cup and cup cups. This is due to the shape of the foot cups and cup cups, which is more complicated than the shape of the standard footless cup due to the foot and can not be realized by thermoforming or only with excessive effort.
- the shrink film / shrink tubing protrudes at least in places at the bottom of the container element down and forms or expands the footprint with this projection, the shrink film / shrink tubing in the lower part at least in places from the cup wall and / or the cup bottom protrudes, creating a corresponding cavity.
- the projection formed by the shrink film / shrink tube forms the lower part in particular the foot or the stand element of the cup.
- a manufacturing method is that the container member and the shrink film / shrink tube and at least one molding are guided to each other, and then the shrink film / shrink tubing is shrunk in its outer dimensions and then the molding is separated from the cup. For this purpose, it is advantageous if the molded part is reduced before the separation process.
- a machine for carrying out the process brings together the container element and shrink film / shrink tube and has a molded part which is adapted to shape the shrink film / shrink tube.
- the molded part can be changed in size of its outer dimensions.
- the cup 10 is after Fig. 1 and 2 a Bembonostiil 11 and the container surrounding a shrink film 13.
- the shrink film (the shrink tube) 13 also referred to as “sleeve” forms even the stationary part of the container (yogurt cup) or expands the footprint, without an additional part (stand element / panel element) is shrunk with.
- the sleeve 13 is closely connected to at least a lower part of the
- the sleeve is in its lower part at least in places from the cup wall and / or the cup base, whereby a corresponding cavity 14 is formed.
- the sleeve 13 has a radial indentation 15 at the lower end, because this results in an increased stability, which carries the weight of the (filled) cup safer, see Figures 2 . 7 . 8th and 11 ,
- the shrinking film 13 is placed around the container element, preferably a heat-shrinkable tube is placed around the container element 11, Figures 3 and 6 ,
- the container element and a further part, which has the desired shape of the base / stand part, hereinafter referred to as "molded part" 27, are brought together in such a way that the desired overall shape of the container results, FIGS. 3, 4 . 6 and 7 .
- the sleeve 13 is brought to shrink. As it cools down, the sleeve solidifies.
- the molded part 27 and the container part 11 are separated from each other, Figures 5 . 7 ,
- the container part 11 and the molded part 27 are guided to each other, and then the sleeve is placed around the two parts.
- the molded part is variable in size, FIGS. 7 to 9 ,
- the molded part 27 may consist entirely or partially of a moldable hollow body which can be changed in size by pumping up and down, in particular pneumatically or hydraulically.
- This hollow body may consist entirely or partially of an elastic material.
- the molding may also be variable in size by a pressing operation by compressing an elastic material wholly or in places, the size of the molding changing as a result of protrusion and retraction of the material.
- the molded part can be changed by a variety of mechanical processes.
- the molded part may consist, in whole or in part, of separate parts, for example, of segments or sectors and may, for example, be disassembled and assembled by sliding operations and thus be variable in size.
- the molding can be variable in size by rolling up and down, for example, a cuff or toroidal ring can be rolled into each other / bent.
- the molding can be completely or partially covered with elastic material to obtain a desired shape.
- the molded part does not have to describe the exact shape of the lower part / base / foot, it is sufficient, depending on the shrinkage behavior of the sleeve / shrink film, that the molded part only describes, for example, a donut-shaped ring or a relatively thin disc.
- the shrink film 13 applies according to such that a voluminous and stable foot shape is achieved.
- a machine which carries out this method, and has corresponding features, namely: the former 27, which is variable in size, and a device that shrinks the sleeve allows.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Ceramic Engineering (AREA)
- Dairy Products (AREA)
Description
Die Erfindung betrifft einen Becher insbesondere Joghurtbecher mit einem Behälterelement das von einer Schrumpffolie insbesondere einem Schrumpfschlauch mindestens teilweise umhüllt ist.The invention relates to a cup, in particular yogurt cup, with a container element which is at least partially enveloped by a shrink film, in particular a shrink tube.
Es ist bekannt, als Joghurtbecher neben den so genannten Standardbechern, das sind einfache Becher ohne Fuß (siehe
Obwohl sich die Fuß- und Pokalbecher nur wesentlich teurer, aufwendiger und langsamer produzieren lassen als die Standardbecher, welche durch das schnelle und kostengünstige Thermoformen herstellbar sind, werden sie dennoch hergestellt, denn der Fuß, den sie im Unterschied zu den Standardbechern aufweisen,
- erhöht das Außenvolumen der Verpackung, was sich positiv auf die Kaufentscheidung auswirkt;
- kann eine Taillierung bilden, was die Haptik angenehmer macht und den Becher attraktiver erscheinen lässt;
- kann die Becherhöhe vergrößern, was sich positiv auf die Kaufentscheidung auswirkt;
- kann bei einem Becher mit löffelfreundlichem Rundboden dafür sorgen, dass der Becher stabil steht;
- bewirkt, dass keine Bodenvertiefungen im Becherboden nötig sind, um an Höhe zu gewinnen;
- bewirkt, dass sich die Bodenstabilität erhöht, ohne dass Materialsicken nötig sind, welche die Entnahme von Inhalten wie Joghurt mit einem Löffel erschweren.
- increases the outer volume of the packaging, which has a positive effect on the purchase decision;
- can form a sidecut, which makes the feel more pleasant and makes the mug look more attractive;
- can increase the cup height, which has a positive effect on the purchase decision;
- can make sure that the cup is stable in a cup with spoon-friendly round bottom;
- causes no bottom depressions in the bottom of the cup are needed to gain in height;
- causes soil stability to increase without the need for material beads that make it difficult to remove contents such as yogurt with a spoon.
Die Fußausformung dieser Fuß- und Pokalbecher bringt also im Vergleich zu den fußlosen Standardbechern sowohl eine praktischere Form wie auch eine hochwertigere Anmutung, was der Grund dafür ist, dass in diese sehr kostspieligen Becherformen investiert wird.The foot shape of these cup cups and cups brings so compared to the standard footless cups both a more practical form as well as a higher quality appearance, which is the reason that is invested in these very expensive cup shapes.
Es ist Aufgabe der Erfindung, einen Becher, insbesondere Joghurtbecher, zur Verfügung zu stellen, der im Vergleich zu den Standardbechern mindestens die Vorteile des zusätzlichen Volumens und einer möglichen Taillierung aufweist, der vorzugsweise auch stabil stehende Rundbodenformen und eine zusätzliche Becherhöhengewinnung ermöglicht und im Vergleich zu den bekannten Fußbechern und Pokalbechern eine kostengünstigere und/oder schnellere Herstellung ermöglicht. Es ist auch Aufgabe der Erfindung, ein Herstellungsverfahren und eine Herstellungsvorrichtung für einen solchen Becher zur Verfügung zu stellen.It is an object of the invention to provide a cup, in particular yogurt cup, which has at least the advantages of additional volume and a possible waist compared to the standard cups, which preferably also allows stable standing round bottom shapes and an additional cup height recovery and compared to the known foot cups and cup cups a cheaper and / or faster production possible. It is also an object of the invention to provide a manufacturing method and a manufacturing apparatus for such a cup.
Diese Aufgabe wird erfindungsgemäß dadurch gelöst, dass die Schrumpffolie/Schrumpfschlauch mindestens stellenweise am unteren Bereich des Behälterelementes nach unten vorsteht und mit diesem Vorsprung die Standfläche bildet oder erweitert, wobei die Schrumpffolie/Schrumpfschlauch im unteren Bereich mindestens stellenweise von der Becherwand und/oder dem Becherboden absteht, wodurch sich ein entsprechender Hohlraum bildet.This object is achieved in that the shrink film / shrink tubing protrudes at least in places at the bottom of the container element down and forms or expands the footprint with this projection, the shrink film / shrink tubing in the lower part at least in places from the cup wall and / or the cup bottom protrudes, creating a corresponding cavity.
Vorzugsweise wird vorgeschlagen, dass der von der Schrumpffolie/ Schrumpfschlauch gebildete Vorsprung das Unterteil insbesondere den Fuß bzw. das Standelement des Bechers bildet.Preferably, it is proposed that the projection formed by the shrink film / shrink tube forms the lower part in particular the foot or the stand element of the cup.
Ein Herstellungsverfahren besteht darin, dass das Behälterelement und die Schrumpffolie/Schrumpfschlauch und mindestens ein Formteil zueinander geführt werden, und danach die Schrumpffolie/der Schrumpfschlauch in seinen Außenabmessungen geschrumpft wird und dann das Formteil vom Becher getrennt wird. Hierzu ist von Vorteil, wenn vor dem Trennvorgang das Formteil verkleinert wird.A manufacturing method is that the container member and the shrink film / shrink tube and at least one molding are guided to each other, and then the shrink film / shrink tubing is shrunk in its outer dimensions and then the molding is separated from the cup. For this purpose, it is advantageous if the molded part is reduced before the separation process.
Eine Maschine zum Ausführen des Verfahrens führt das Behälterelement und Schrumpffolie/Schrumpfschlauch zusammen und weist ein Formteil auf, welches dazu geeignet ist, der Schrumpffolie/Schrumpfschlauch die Form zu geben. Hierbei kann das Formteil in der Größe seiner Außenabmessungen veränderbar sein.A machine for carrying out the process brings together the container element and shrink film / shrink tube and has a molded part which is adapted to shape the shrink film / shrink tube. Here, the molded part can be changed in size of its outer dimensions.
Im Folgenden werden bevorzugte Ausführungsformen der Erfindung beispielhaft anhand der beigefügten Zeichnungen detailliert erläutert.
- Fig. 1
- ist ein Längsschnitt des erfindungsgemäßen Bechers und zeigt eine Becherversion mit Rundboden und einem Fuß (oder Sockel) der sich aus der Schrumpffolie bildet. Die Schrumpffolie weist hierbei keinen radialen Einzug auf.
- Fig. 2
- ist ein Längsschnitt eines vorgeschlagenen Bechers und zeigt eine Becherversion mit Rundboden und einem Fuß (oder Sockel) der sich aus der Schrumpffolie bildet. Die Schrumpffolie weist hierbei einen radialen Einzug auf.
- Fig. 3
- ist ein Längsschnitt des, dem Schrumpfvorgang vorausgehenden Verfahrensschrittes, bei dem das Behälterelement und der Schrumpfschlauch und das Formteil so zueinander geführt wurden, dass der Schrumpfvorgang folgen kann.
- Fig. 4
- ist ein Längsschnitt des Verfahrensschrittes, nachdem der Schrumpfvorgang erfolgt ist. Bei dieser Becherversion weist der Schrumpfschlauch keinen radialen Einzug auf.
- Fig. 5
- ist ein Längsschnitt des Verfahrensschrittes, nachdem das Formteil und der Becher voneinander getrennt wurden.
- Fig. 6
- ist ein Längsschnitt des, dem Schrumpfvorgang vorausgehenden Verfahrensschrittes, bei dem das Behälterelement und der Schrumpfschlauch und das Formteil so zueinander geführt wurden, dass der Schrumpfvorgang folgen kann.
- Fig. 7
- ist ein Längsschnitt des Verfahrensschrittes, nachdem der Schrumpfvorgang erfolgt ist. Bei dieser Becherversion weist der Schrumpfschlauch einen radialen Einzug auf.
- Fig. 8
- ist ein Längsschnitt des Verfahrensschrittes, nachdem das Formteil in seiner Größe mindestens soweit verkleinert wurde, dass es durch die Öffnung des radialen Bodeneinzuges passt und somit das Formteil und der Becher voneinander getrennt werden können.
- Fig. 9
- ist ein Längsschnitt des Verfahrensschrittes, nachdem das Formteil und der Becher voneinander getrennt wurden.
- Fig. 10
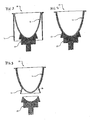
- ist ein Längsschnitt eines vorgeschlagenen Bechers und zeigt eine Becherversion mit Rundboden und einem Fuß (oder Sockel) der sich aus der Schrumpffolie bildet, wobei der Fuß nicht als Rotationskörper ausgebildet ist, sondern eine "dreidimensionale" Form aufweist, woraus sich eine erhöhte Stabilität ergeben kann bei weiterhin sehr geringem Materialeinsatz.
- Fig. 11
- ist eine perspektivische Ansicht des Bechers nach
Figur 10
- Fig. 1
- is a longitudinal section of the cup according to the invention and shows a cup version with round bottom and a foot (or base) which forms from the shrink film. The shrink film in this case has no radial indentation.
- Fig. 2
- is a longitudinal section of a proposed cup and shows a cup version with round bottom and a foot (or base) which forms from the shrink film. The shrink film in this case has a radial indentation.
- Fig. 3
- is a longitudinal section of the process preceding the shrinking process, in which the container element and the shrink tube and the molded part were guided to each other so that the shrinking process can follow.
- Fig. 4
- is a longitudinal section of the process step after the shrinking has occurred. In this cup version, the shrink tube has no radial indentation.
- Fig. 5
- is a longitudinal section of the process step after the molding and the cup have been separated.
- Fig. 6
- is a longitudinal section of the process preceding the shrinking process, in which the container element and the shrink tube and the molded part were guided to each other so that the shrinking process can follow.
- Fig. 7
- is a longitudinal section of the process step after the shrinking has occurred. In this cup version, the shrink tube has a radial indentation.
- Fig. 8
- is a longitudinal section of the process step, after the molding has been reduced in size at least to the extent that it fits through the opening of the radial Bodeneinzuges and thus the molding and the cup can be separated from each other.
- Fig. 9
- is a longitudinal section of the process step after the molding and the cup have been separated.
- Fig. 10
- is a longitudinal section of a proposed cup and shows a cup version with round bottom and a foot (or base) which forms from the shrink film, wherein the foot is not formed as a rotational body, but has a "three-dimensional" shape, which can result in increased stability with still very low material usage.
- Fig. 11
- is a perspective view of the cup after
FIG. 10 ,
Der Becher 10 weist nach
Die Schrumpffolie (der Schrumpfschlauch) 13, auch als "Sleeve" bezeichnet, bildet selbst den Standteil des Behältnisses (Joghurtbechers) bzw. erweitert die Standfläche, ohne dass ein Zusatzteil (Standelement/Blendenelement) mit eingeschrumpft wird.The shrink film (the shrink tube) 13, also referred to as "sleeve" forms even the stationary part of the container (yogurt cup) or expands the footprint, without an additional part (stand element / panel element) is shrunk with.
Der Sleeve 13 verläuft enganliegend um mindestens einen unteren Teil desThe
Behälterelementes, und weil kein zusätzliches Stand- bzw. Blendenelement vorhanden ist, steht der Sleeve in seinem unteren Bereich mindestens stellenweise von der Becherwand und/oder dem Becherboden ab, wodurch sich ein entsprechender Hohlraum 14 bildet.Container element, and because no additional stand or panel element is present, the sleeve is in its lower part at least in places from the cup wall and / or the cup base, whereby a corresponding
Vorzugsweise hat der Sleeve 13 einen radialen Einzug 15 am unteren Ende, weil sich hierdurch eine erhöhte Stabilität ergibt, die das Gewicht des (gefüllten) Bechers sicherer trägt, siehe
Um diese neue Verpackung herzustellen wird folgendes Verfahren vorgeschlagen, wie in den
Um das Behälterelement wird die Schrumpffolie 13 gelegt, vorzugsweise wird ein Schrumpfschlauch um das Behälterelement 11 gelegt,
Es werden das Behälterelement und ein weiteres Teil, welches die gewünschte Form des Sockels/Standteiles aufweist, im Folgenden als "Formteil" 27 bezeichnet, so zusammengeführt, dass sich die gewünschte Gesamtform des Behältnisses ergibt,
Vorzugsweise werden das Behältnisteil 11 und das Formteil 27 zueinander geführt, und danach wird der Sleeve um die beiden Teile gelegt.Preferably, the
Die Reihenfolge der Verfahrensschritte kann verschieden sein und zwar folgende Schritte nacheinander:
- Unterlegen des
Sleeves 13, Zuführen des Formteils 27 in den Sleeve, Schrumpfen des Sleeves - Zuführen des Formteils, Unterlegen des Sleeves, Schrumpfen des Sleeves.
- Inserting the
sleeve 13, feeding themolding 27 into the sleeve, shrinking the sleeve - Feeding of the molding, inserting the sleeve, shrinking the sleeve.
Damit sich dieser Vorgang auch bei Sleeveformen mit einem radialen Einzug im unteren Bereich durchführen lässt, ist das Formteil in seiner Größe veränderbar,
Es sind verschiedenste Möglichkeiten zur Vergrößerung und Verkleinerung des Formteils und auch Kombinationen hieraus denkbar.There are various possibilities for enlargement and reduction of the Molded part and combinations thereof conceivable.
So kann das Formteil 27 bspw. komplett oder teilweise aus einem formbaren Hohlkörper bestehen, der durch Auf- und Abpumpen, insbesondere pneumatisch oder hydraulisch, in seiner Größe veränderbar ist. Dieser Hohlkörper kann komplett oder teilweise aus einem elastischen Material bestehen.For example, the molded
Das Formteil kann auch durch einen Pressvorgang in seiner Größe veränderbar sein, indem ein elastisches Material ganz oder stellenweise zusammengedrückt wird, wobei sich die Größe des Formteils durch ein Hervorquillen und Zurückziehen des Materials verändert.The molding may also be variable in size by a pressing operation by compressing an elastic material wholly or in places, the size of the molding changing as a result of protrusion and retraction of the material.
Das Formteil kann durch eine Vielzahl an mechanischen Vorgängen veränderbar sein. Das Formteil kann ganz oder teilweise aus separaten Teilen bspw. aus Segmenten oder Sektoren bestehen und sich zum Beispiel durch Schiebevorgänge auseinander- und zusammensetzen und so in seiner Größe veränderbar sein.The molded part can be changed by a variety of mechanical processes. The molded part may consist, in whole or in part, of separate parts, for example, of segments or sectors and may, for example, be disassembled and assembled by sliding operations and thus be variable in size.
Das Formteil kann durch ein Auf- und Abrollen in seiner Größe veränderbar sein, beispielsweise kann ein manschetten- oder torusförmiger Ring ineinander gerollt / gebogen werden.The molding can be variable in size by rolling up and down, for example, a cuff or toroidal ring can be rolled into each other / bent.
Es kann auch bspw. ein ring- oder scheibenförmiges Teil durch einzelne sich drehende Teile gebildet und in der Größe verändert werden, wie es bspw. von einem Zentralverschluss in Fotoapparaten bekannt ist.It may also, for example. An annular or disc-shaped part formed by individual rotating parts and be changed in size, as it is known, for example. From a central shutter in cameras.
Das Formteil kann ganz oder teilweise mit elastischem Material umhüllt werden, um eine gewünschte Form zu erhalten.The molding can be completely or partially covered with elastic material to obtain a desired shape.
Das Formteil muss nicht die exakte Form des Unterteils / Sockels / Fußes beschreiben, es reicht aus, je nach Schrumpfverhalten des Sleeves / der Schrumpffolie, dass das Formteil nur bspw. einen torusförmigen Ring oder eine relativ dünne Scheibe beschreibt. Die Schrumpffolie 13 legt sich entsprechend dergestalt an, dass eine voluminöse und stabile Fußform erreicht wird.The molded part does not have to describe the exact shape of the lower part / base / foot, it is sufficient, depending on the shrinkage behavior of the sleeve / shrink film, that the molded part only describes, for example, a donut-shaped ring or a relatively thin disc. The
Entsprechend wird eine Maschine vorgeschlagen, die dieses Verfahren ausführt, und entsprechende Merkmale aufweist, nämlich: Den Formgeber 27, der in seiner Größe veränderbar ist, sowie eine Einrichtung, die das Aufschrumpfen des Sleeves ermöglicht.Accordingly, a machine is proposed, which carries out this method, and has corresponding features, namely: the former 27, which is variable in size, and a device that shrinks the sleeve allows.
- Joghurtbecheryogurt cups
- Behälterelementcontainer element
- Standelement, 12' BlendenelementStand element, 12 'panel element
- Schrumpffolieshrink film
- Seitenwand von 11Sidewall of 11
- Boden von 11Bottom of 11
- Seitenwand von 12, 12'Sidewall of 12, 12 '
- Vertiefungen an 14, 16Depressions at 14, 16
- Erhebungen an 14, 16Surveys at 14, 16
- Boden von 12Ground of 12
- Beine von 12Legs of 12
- Verschlussshutter
- Füllungfilling
- MehrfachjoghurtbecherMultiple yogurt cups
- Materialbrückematerial bridge
- Perforationslinie von 24Perforation line of 24
- Perforationslinie von 13Perforation line of 13
- Formteilmolding
Claims (6)
- Cup (10) made of a container part (11) which is sourrounded by a sleeve (13) especially a shrink sleeve characterized in the way that the sleeve (13) protrudes at least in some places from the bottom of the container part and this protuberance builds or extends the stand space whereby the sleeve protudes at least in some places from the side and/or the bottom of the cup by what a hollow space (14) develops.
- Cup according to claim 1, characterized in the way that the protuberance builded by the sleeve (13) builds the foot of the cup (10).
- Method for the production of a cup according to claim 1 or claim 2, characterized in the way that the container part (11), the sleeve (13) and at least on former (27) are put togehter, after that the sleeve will be shrinked on the container part and after that the former will be put off.
- Method according to claim 3, characterized in the way that the former (27) will be reduced in size before putting it off.
- Machine for realizing the production according to claims 1 - 4, characterized in the way that the machine puts the container part (11) and the sleeve (13) togehter and the machine features a former (27) that is qualified to give the sleeve the form.
- Machine according to claims 1 - 5, characterized in the way that the former (27) is modifiable in size.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102008020284 | 2008-04-22 | ||
| DE102008049248A DE102008049248A1 (en) | 2008-04-22 | 2008-09-26 | Cup and method of preparation for this |
| PCT/EP2009/002853 WO2009129973A1 (en) | 2008-04-22 | 2009-04-20 | Cup and manufacturing method therefor |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2268552A1 EP2268552A1 (en) | 2011-01-05 |
| EP2268552B1 true EP2268552B1 (en) | 2013-10-23 |
Family
ID=41111940
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP09735305.6A Not-in-force EP2268552B1 (en) | 2008-04-22 | 2009-04-20 | Cup, and manufacturing method and machine therefor |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP2268552B1 (en) |
| DE (1) | DE102008049248A1 (en) |
| WO (1) | WO2009129973A1 (en) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102011010294A1 (en) | 2010-02-26 | 2011-09-01 | Michael Mühlbauer | Container e.g. cup, has exterior wall completely surrounding film, which protrudes at underside of container to form sleeve-base, and thickening part increasing thickness of base walls under projecting portion of film |
| FR2976257B1 (en) * | 2011-06-10 | 2013-06-28 | Decomatic Sa | METHOD FOR PROTECTING AN EDGE OF A CONTAINER AND CONTAINER THUS EQUIPPED |
| CZ25035U1 (en) * | 2012-11-27 | 2013-03-07 | Locking segment of plastic cup with cap lid |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2729080A (en) * | 1952-02-07 | 1956-01-03 | Dixie Cup Co | Paper cup holder |
| GB1000169A (en) * | 1963-09-30 | 1965-08-04 | Keyes Fibre Co | Moulded pulp articles such as containers |
| DE1963479A1 (en) * | 1969-12-18 | 1971-06-24 | Reginald Hobbs | Packaging for separate containers |
| US3854583A (en) * | 1971-12-23 | 1974-12-17 | Owens Illinois Inc | Nestable fabricated thermoplastic container and method of fabrication same |
| DE7535079U (en) * | 1975-11-05 | 1976-03-18 | Suedmilch Ag | Handle for multiple packs |
| US5018468A (en) * | 1989-04-28 | 1991-05-28 | Peterson Steven R | Multiple position footstrap track for sailboards |
| US5078817A (en) * | 1989-07-12 | 1992-01-07 | Sumitomo Bakelite Company Limited | Process for producing printed container for food packaging |
| US5462180A (en) * | 1994-01-21 | 1995-10-31 | Electra Form, Inc. | Bottle base stand |
| DE29705638U1 (en) * | 1997-04-02 | 1998-08-06 | Fahrion, Otmar, 70806 Kornwestheim | Cup unit |
| DE19910675A1 (en) * | 1999-03-11 | 2000-09-14 | Vanessa Klemz | Package for quark or yoghurt comprises two sealed tubs arranged one above the other with lids downwards and connected by releasable sleeve |
| ITBO20010228A1 (en) * | 2001-04-18 | 2002-10-18 | Sacmi | CAROUSEL EQUIPMENT FOR THE MANUFACTURE, BY MEANS OF COMPRESSION, OF PLASTIC ITEMS |
| NL1027179C2 (en) * | 2004-08-19 | 2006-02-21 | Pharmachemie Bv | Protected vial, and method for making it. |
| EP1876107A1 (en) * | 2006-07-03 | 2008-01-09 | Marpe S.r.l. | Glass and gift item kit |
-
2008
- 2008-09-26 DE DE102008049248A patent/DE102008049248A1/en not_active Withdrawn
-
2009
- 2009-04-20 WO PCT/EP2009/002853 patent/WO2009129973A1/en not_active Ceased
- 2009-04-20 EP EP09735305.6A patent/EP2268552B1/en not_active Not-in-force
Also Published As
| Publication number | Publication date |
|---|---|
| DE102008049248A1 (en) | 2009-10-29 |
| WO2009129973A1 (en) | 2009-10-29 |
| EP2268552A1 (en) | 2011-01-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE2559155C3 (en) | Disposable containers made from heat-shrinkable plastic foam | |
| EP3551422B1 (en) | Method for producing a shoe sole | |
| DE1536203B1 (en) | METHOD AND APPARATUS FOR MANUFACTURING A CONTAINER FROM A COAT COMPOSED WITH AN END CAP FROM A PLASTIC FILM | |
| DE102006025612A1 (en) | Heat insulating cup for holding hot beverage, has casing with foaming layer at its entire exterior surface within middle area, where interior cup and casing are made of paper or cardboard material, and interior cup has liquid-sealed coating | |
| DE202009000245U1 (en) | Packaging composite material | |
| DE2705237C2 (en) | Packaging container | |
| EP2268552B1 (en) | Cup, and manufacturing method and machine therefor | |
| DE2413542A1 (en) | PROTECTED CONTAINER AND METHOD FOR MANUFACTURING IT | |
| DE3735644A1 (en) | CONTAINER | |
| DE7713419U1 (en) | COSMETIC PEN | |
| DE1704448A1 (en) | Process for the production of hollow bodies from plastic foam | |
| EP2511084A1 (en) | Fibre-reinforced plastic node element and method for producing and using same | |
| DE3046977A1 (en) | PLASTIC CONTAINER | |
| DE10009303A1 (en) | Holder for transport and storage of delicate goods e.g. apples, comprises cover layer with dome-shaped upper portion and lower wall portion, supported on rectangular base | |
| DE1938272A1 (en) | Foam plastic packages for prismatic and - cylindrical goods | |
| DE19703039A1 (en) | Improvements in the manufacture of steering wheels for motor vehicles | |
| DE202004015374U1 (en) | Beaker for dairy products has conical walls, over which cylindrical printed paper sleeve fits which is rolled inwards at base to form reinforcing collar resting against base of beaker | |
| DE3427732A1 (en) | Length-changeable drinking straw and process for its production | |
| DE3932998C2 (en) | packaging | |
| DE2057901A1 (en) | Bottle caps made of shrink plastic film and process for their production | |
| DE3032453A1 (en) | METHOD FOR PRODUCING A HOLDER FOR DESODORING AND DISINFECTING AGENTS FOR TOILET BOWLS AND CORRESPONDING DEVICE | |
| DE2853402A1 (en) | Sectionalised hollow packing bar - has sections joined by lengths in which annular protrusions of enclosing sleeve fit | |
| DE492385C (en) | Hollow stocking shape, showing a human foot and leg, for display purposes | |
| DE202015104550U1 (en) | Apparatus for assisting in the generation of optical patterns | |
| DE7733850U1 (en) | Shell which is composed of two interlocking halves to form a closed hollow body and is intended to accommodate molded parts |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20101112 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA RS |
|
| 17Q | First examination report despatched |
Effective date: 20110503 |
|
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: MUEHLBAUER, MICHAEL |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 637442 Country of ref document: AT Kind code of ref document: T Effective date: 20131115 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502009008223 Country of ref document: DE Effective date: 20131219 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502009008223 Country of ref document: DE Representative=s name: COHAUSZ HANNIG BORKOWSKI WISSGOTT, DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20131023 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131023 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140223 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131023 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140123 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131023 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131023 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131023 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131023 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131023 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131023 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140224 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502009008223 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131023 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131023 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131023 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131023 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131023 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131023 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131023 |
|
| 26N | No opposition filed |
Effective date: 20140724 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502009008223 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502009008223 Country of ref document: DE Effective date: 20140724 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131023 Ref country code: LU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140420 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20140420 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502009008223 Country of ref document: DE Effective date: 20141101 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20141231 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140420 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20141101 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140430 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140430 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131023 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140420 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 637442 Country of ref document: AT Kind code of ref document: T Effective date: 20140420 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140420 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131023 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131023 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140124 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140430 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20090420 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131023 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131023 |