EP2249037A2 - Verfahren zur Herstellung eines Statorsegments für einen segmentweise aufgebauten Stator einer Exzenterschneckenpumpe - Google Patents
Verfahren zur Herstellung eines Statorsegments für einen segmentweise aufgebauten Stator einer Exzenterschneckenpumpe Download PDFInfo
- Publication number
- EP2249037A2 EP2249037A2 EP10004334A EP10004334A EP2249037A2 EP 2249037 A2 EP2249037 A2 EP 2249037A2 EP 10004334 A EP10004334 A EP 10004334A EP 10004334 A EP10004334 A EP 10004334A EP 2249037 A2 EP2249037 A2 EP 2249037A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- stator
- segment
- cutting means
- helical
- eccentric screw
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images
Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04C—ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT PUMPS
- F04C2/00—Rotary-piston machines or pumps
- F04C2/08—Rotary-piston machines or pumps of intermeshing-engagement type, i.e. with engagement of co-operating members similar to that of toothed gearing
- F04C2/10—Rotary-piston machines or pumps of intermeshing-engagement type, i.e. with engagement of co-operating members similar to that of toothed gearing of internal-axis type with the outer member having more teeth or tooth-equivalents, e.g. rollers, than the inner member
- F04C2/107—Rotary-piston machines or pumps of intermeshing-engagement type, i.e. with engagement of co-operating members similar to that of toothed gearing of internal-axis type with the outer member having more teeth or tooth-equivalents, e.g. rollers, than the inner member with helical teeth
- F04C2/1071—Rotary-piston machines or pumps of intermeshing-engagement type, i.e. with engagement of co-operating members similar to that of toothed gearing of internal-axis type with the outer member having more teeth or tooth-equivalents, e.g. rollers, than the inner member with helical teeth the inner and outer member having a different number of threads and one of the two being made of elastic materials, e.g. Moineau type
- F04C2/1073—Rotary-piston machines or pumps of intermeshing-engagement type, i.e. with engagement of co-operating members similar to that of toothed gearing of internal-axis type with the outer member having more teeth or tooth-equivalents, e.g. rollers, than the inner member with helical teeth the inner and outer member having a different number of threads and one of the two being made of elastic materials, e.g. Moineau type where one member is stationary while the other member rotates and orbits
- F04C2/1075—Construction of the stationary member
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04C—ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT PUMPS
- F04C2230/00—Manufacture
- F04C2230/10—Manufacture by removing material
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04C—ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT PUMPS
- F04C2240/00—Components
- F04C2240/70—Use of multiplicity of similar components; Modular construction
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49229—Prime mover or fluid pump making
- Y10T29/49236—Fluid pump or compressor making
- Y10T29/49242—Screw or gear type, e.g., Moineau type
Definitions
- the invention relates to a method for producing a stator segment for a segmented stator of an eccentric screw pump or an eccentric screw motor, a stator segment and a stator.
- Eccentric screw pumps and eccentric screw motors which operate according to the Moineau principle are known in principle.
- Such pumps and motors usually comprise a stator and a rotor arranged in the interior of the stator.
- the stator comprises a stator tube made of a relatively hard material and an elastomeric lining connected to the inner surface of the stator tube.
- the lining is shaped in the manner of a multi-start, helical, steep thread and forms a cavity in which the rigid rotor, which is likewise shaped in the manner of a helical coarse thread, is accommodated, the rotor having one less gear than the stator.
- a stator for an eccentric screw pump or an eccentric screw motor which operate according to the Moineau principle discloses the US 7396220 B2 ,
- the stator comprises a plurality of stator segments arranged axially one behind the other.
- Each stator segment has a helical segment inner surface, wherein in the assembled state the individual segment inner surfaces of the stator segments complement one another to form a helical stator inner surface.
- the stator additionally comprises a lining made of an elastomer, which comprises the stator inner surface which is composed of the individual helical segment inner surfaces Layer thickness covered.
- the stator segments are connected in a material-locking manner to an outer tube surrounding the stator segments.
- stator segments The alignment of the stator segments with each other is ensured by pins which engage positively to prevent rotation of adjacent stator segments each in two adjacent stator segments.
- An alternative to fixing the individual stator segments provides that one or more grooves extending in the axial direction are formed in an outer tube surrounding the stator segments, in which the stator segments engage with projections in a form-fitting manner.
- a movement of the stator segments in the axial direction is secured by a front and rear screw.
- the individual stator segments are produced by a casting process.
- the material used is aluminum.
- a stator segment preferably has an axial extent of 150 to 600 mm.
- a disadvantage of the production of a stator segment by a casting method is that a new casting mold is necessary for each stator segment with a changed segment inner surface.
- the object of the present invention is to propose a variable method for producing a stator segment for a segmented stator of an eccentric screw pump or an eccentric screw motor, as well as a stator segment and a stator.
- a stator segment which is in an initial state is machined by means of a material-removing linear cutting means for producing a helical segment inner surface.
- the removal of the material by the cutting means can be done, for example, exciting, abrasive or evaporating.
- a linear cutting means is preferably a jet, for example, a water jet, a laser beam or a plasma jet, or a wire, for example, a fuse wire or a spark erosion wire used.
- helical preferably also includes surfaces approximating a helical shape.
- the alignment and the method of the cutting means is provided in an advantageous development such that the cutting means enters at a first outer edge of the helical segment inner surface to be produced and exits a second outer edge of the helical segment inner surface to be produced, the course of the cutting means of the helical segment inner surface to be produced, which is enclosed by the first outer edge and the second outer edge follows.
- the cutting means in this way along two closed lines, the first Outer edge and the second outer edge, proceed and thereby, if necessary, rotated and pivoted. A discontinuation of the cutting means is not necessary.
- stator segments produced in this way can be joined together to form a stator.
- the stator can be designed, for example, as a stator of an eccentric screw pump or an eccentric screw motor, which operate according to the Moineau principle.
- the helical inner surface of the stator composed of the individual segment inner surfaces of the stator segments is preferably covered with a lining of an elastomer, for example a rubber having a substantially uniform layer thickness.
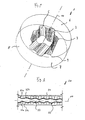
- FIG. 1 1 shows an embodiment of a stator segment 1 according to the invention for a segmented stator of an eccentric screw pump or an eccentric screw motor.
- the stator segment 1 is disc-shaped. It comprises a planar first base 6 oriented perpendicularly to a central axis 10 and a planar second aligned parallel to the first base 6 Base surface 7. Between the base surfaces 6, 7 there is a cylindrical lateral surface 8. The axial extent of the stator segment 1 is at most 100 mm.
- the stator segment 1 is made of metal, in this case made of aluminum. Alternatively, the stator segment 1, for example, also made of ceramic or a crosslinked or thermoplastic polymer.
- the stator segment 1 has a helical segment inner surface 2 surrounding the axis 10.
- the helical segment inner surface 2 is bounded by a first closed outer edge 3 and a second closed outer edge 4.
- the first outer edge 3 is inner edge of the first base 6, the second outer edge 4 inner edge of the second base 7.
- the segment inner surface 2 is formed such that it can be assembled from the first outer edge 3 to the second outer edge 4 extending straight line 5.
- a plurality of such lines 5 is shown by way of example.
- the helical segment inner surface 2 approximates an ideal helix shape.
- the deviation from the ideal shape due to the approach of straight lines extending from the first outer edge 3 to the second outer edge 4 depends in particular on the axial extent of the stator segment 1. By reducing the axial extent, the approach to the ideal helix shape can be improved.
- a stator segment which is in an initial state is processed by means of a material-removing beam for generating the helical segment inner surface 2.
- the stator segment which is not shown in the starting state, is a disk-shaped solid material having a flat first base surface and a second plane plane-parallel to the first base surface Base surface, as well as between the first base surface and the second base surface lying cylindrical lateral surface 8.
- the axial extent of the stator located in the initial state segment corresponds to the axial extent of the machined stator segment.
- stator in the initial state instead of a solid material, for example, have a hole or a hole.
- a segment inner piece with an inner piece outer surface complementary to the helical segment inner surface 2 is cut out of the stator segment in the initial state.
- the segment inner piece (not shown) is removed from the processed stator segment 1, for example by unscrewing or alternative measures known per se.
- the beam is aligned and moved such that the beam penetrates into the material on the first outer edge 3 of the helical segment inner surface 2 to be produced and leaves the material on the second outer edge 4 bounding the helical segment inner surface 2, the beam path of the generating helical segment inner surface 2 follows.
- the in the Fig. 1 In principle, it is possible in this way, exclusively by moving the beam along the first outer edge 3 and the second outer edge 4, the helical segment inner surface 2 form, which is preferred according to the invention.
- the jet does not have to be discontinued in this case. Furthermore, the mass of the material to be removed for cutting out the inner segment piece is minimized.
- a beam for removing the material as punctiform as possible water jet is used, to which an abrasive is added.
- Alternative blasting methods are also possible, for example a laser beam method or plasma cutting method.
- several beams can be used in parallel.
- the control of such a jet is carried out as follows:
- the aim is to produce a segment inner surface 2 which can be described by a helical screwing of a cross section corresponding to a hypocycloid or preferably an epihypocycloid.
- the beam is moved along the hypocycloid-shaped cross-sectional contour over the outer edge 3.
- a different beam direction vector can be assigned to each point on the segment inner surface 2 to be generated, and in this way the ideal helical shape can be approximated.
- the beam is preferably linearly moved both along two mutually linearly independent axes which lie in a plane oriented perpendicular to the axis 10 and rotated or pivoted about two axes of rotation perpendicular to one another in this plane.
- the control is preferably carried out automatically and computer-assisted.
- a linearly tensioned wire for example a spark erosion wire or a fusible wire
- the machining of the stator segment 1 for producing the segment inner surface 2 by means of spark erosion is suitable, for example, in the case of a stator segment 1 made of metal, by means of melting, for example, in the case of a stator segment 1 made of plastic.
- the Fig. 2 shows a longitudinal section through a portion of an embodiment of a segmented stator 20 according to the invention.
- the stator 20 comprises a plurality of stator segments 21 a, 21 b, which are arranged along the axis 10 axially one behind the other to form a helical stator inner surface 23.
- a single stator segment 21 a, 21 b is basically like that in Fig. 1 illustrated stator segment 1 is formed.
- the segment inner surface 2 varies from stator segment to stator segment in order to complement the helical stator inner surface 23.
- the stator 20 comprises an outer tube 24.
- the stator 21 a, 21 b are disposed within the outer tube 24 and relative to a movement in the axial direction and against the execution of a rotary motion relative secured to adjacent stator segments, for example by material or positive connection.
- Such measures are known per se. In this regard, the disclosure of the US 7396220 B2 directed.
- a fixation of the stator 21 a, 21 b by compression of the outer tube 24 is possible.
- the outer tube 24 is radially compressed until a sufficient fixation of the stator 21 a, 21 b is given.
- the stator 20 additionally comprises a lining 25 made of an elastomer, here a rubber, which is supported by the individual stator segments 21 a, 21 b formed helical Statorinnen Chemistry 23 is applied.
- the liner 25 has a substantially uniform thickness.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Rotary Pumps (AREA)
- Details And Applications Of Rotary Liquid Pumps (AREA)
Abstract
Verfahren zur Herstellung eines Statorsegments für einen segmentsweise aufgebauten Stator einer Exenterschneckenpumpe wobei ein sich in einem Ausgangszustand befindendes Statorsegment mittels eines Material abtragenden linearen Schneidmittels zur Erzeugung einer helixförmigen Segmentinnenfläche (2) bearbeitet wird.
Description
- Die Erfindung betrifft ein Verfahren zur Herstellung eines Statorsegmentes für einen segmentweise aufgebauten Stator einer Exzenterschneckenpumpe oder eines Exzenterschneckenmotors, ein Statorsegment und einen Stator.
- Exzenterschneckenpumpen und Exzenterschneckenmotoren, die gemäß dem Moineau-Prinzip arbeiten, sind grundsätzlich bekannt. Derartige Pumpen und Motoren umfassen üblicherweise einen Stator und einen in dem Innenraum des Stators angeordneten Rotor. Der Stator umfasst ein Statorrohr aus einem relativ harten Material und eine mit der Innenfläche des Statorrohres verbundene Auskleidung aus einem Elastomer. Die Auskleidung ist dabei nach Art eines mehrgängigen, helixförmigen Steilgewindes geformt und bildet einen Hohlraum, in dem der ebenfalls nach Art eines helixförmigen Steilgewindes geformte starre Rotor aufgenommen ist, wobei der Rotor einen Gang weniger aufweist als der Stator.
- Einen Stator für eine Exzenterschneckenpumpe oder einen Exzenterschneckenmotor, die gemäß dem Moineau-Prinzip arbeiten, offenbart die
US 7396220 B2 . Der Stator umfasst mehrere axial hintereinander angeordnete Statorsegmente. Jedes Statorsegment weist eine helixförmige Segmentinnenfläche auf, wobei sich im zusammengesetzten Zustand die einzelnen Segmentinnenflächen der Statorsegmente zu einer helixförmigen Statorinnenfläche ergänzen. Der Stator umfasst zusätzlich eine Auskleidung aus einem Elastomer, die die sich aus den einzelnen helixförmigen Segmentinnenflächen zusammensetzende Statorinnenfläche mit einer einheitlichen Schichtdicke bedeckt. Zum Fixieren der einzelnen Statorsegmente in ihrer Position sind die Statorsegmente mit einem die Statorsegmente umgebenden Außenrohr auf stoffschlüssig verbunden. Die Ausrichtung der Statorsegmente untereinander wird durch Stifte gewährleistet, die zur Verhinderung einer Verdrehung von benachbarten Statorsegmenten formschlüssig jeweils in zwei benachbarte Statorsegmente eingreifen. Eine Alternative zum Fixieren der einzelnen Statorsegmente sieht vor, dass in einem die Statorsegmente umgebenden Außenrohr eine oder mehrere in axialer Richtung verlaufende Nuten ausgebildet sind, in die die Statorsegmente mit Vorsprüngen formschlüssig eingreifen. Eine Bewegung der Statorsegmente in axialer Richtung wird durch eine vordere und hintere Verschraubung gesichert. Die einzelnen Statorsegmente werden durch ein Gießverfahren hergestellt. Als Material wird Aluminium verwendet. Ein Statorsegment hat vorzugsweise eine axiale Ausdehnung von 150 bis 600 mm. - Nachteilig an der Herstellung eines Statorsegments durch ein Gießverfahren ist, dass für jedes Statorsegment mit einer geänderten Segmentinnenfläche eine neue Gießform notwendig ist.
- Aufgabe der vorliegenden Erfindung ist es, ein variables Verfahren zur Herstellung eines Statorsegments für einen segmentweise aufgebauten Stator einer Exzenterschneckenpumpe oder eines Exzenterschneckenmotors, sowie ein Statorsegment und einen Stator vorzuschlagen.
- Diese Aufgaben werden durch ein Verfahren, durch ein Statorsegment und durch einen Stator gemäß den unabhängigen Ansprüchen gelöst.
- Vorteilhafte Weiterbildungen sind Gegenstände der abhängigen Ansprüche.
- Gemäß dem erfindungsgemäßen Verfahren wird ein sich in einem Ausgangszustand befindendes Statorsegment mittels eines Material abtragenden linearen Schneidmittels zur Erzeugung einer helixförmigen Segmentinnenfläche bearbeitet. Die Abtragung des Materials durch das Schneidmittel kann beispielsweise spannend, abrasiv oder verdampfend erfolgen. Als lineares Schneidmittel wird vorzugsweise ein Strahl, beispielsweise ein Wasserstrahl, ein Laserstrahl oder ein Plasmastrahl, oder ein Draht, beispielsweise ein Schmelzdraht oder ein Funkenerosionsdraht, verwendet. Durch die Verwendung eines Material abtragenden Schneidmittels ist das Verfahren sehr variabel. Die Herstellung eines weiteren Statorsegments mit einer geänderten Segmentinnenfläche erfordert in der Regel lediglich eine Änderung der Steuerung des Schneidmittels. Weitere Werkzeuge oder Werkzeugteile sind nicht notwendig.
- Mittels des Verfahrens können insbesondere auch helixförmige Segmentinnenflächen mit einer hohen Anzahl von Gängen hergestellt werden. Eine Nachbearbeitung der Segmentinnenfläche ist nicht notwendig. Neben einem einzelnen Schneidmittel können auch mehrere Schneidmittel parallel zum Einsatz kommen.
- Der Begriff "helixförmig" umfasst vorzugsweise auch einer Helixform angenäherte Flächen.
- Die Ausrichtung und das Verfahren des Schneidmittels ist in einer vorteilhaften Weiterbildung derart vorgesehen, dass das Schneidmittel an einem ersten Außenrand der zur erzeugenden helixförmigen Segmentinnenfläche eintritt und einem zweiten Außenrand der zu erzeugenden helixförmigen Segmentinnenfläche austritt, wobei der Verlauf des Schneidmittels der zu erzeugenden helixförmigen Segmentinnenfläche, die von dem ersten Außenrand und dem zweiten Außenrand eingeschlossen ist, folgt. Das Schneidmittel wird auf diese Weise entlang zweier geschlossener Geraden, dem ersten Außenrand und dem zweiten Außenrand, verfahren und dabei, falls erforderlich, gedreht und geschwenkt. Ein Absetzen des Schneidmittels ist nicht notwendig.
- Eine Mehrzahl derart erzeugter Statorsegmente kann zu einem Stator zusammengefügt werden. Der Stator kann beispielsweise als Stator einer Exzenterschneckenpumpe oder eines Exzenterschneckenmotors, die nach dem Moineau-Prinzip arbeiten, ausgebildet sein. Die sich aus den einzelnen Segmentinnenflächen der Statorsegmente zusammensetzende helixförmige Innenfläche des Stators ist vorzugsweise mit einer Auskleidung aus einem Elastomer, beispielsweise einem Kautschuk mit im Wesentlichen einheitlicher Schichtdicke, bedeckt.
- Die Erfindung wird im Folgenden anhand eines Ausführungsbeispieles, welches durch mehrere Figuren dargestellt ist, näher erläutert. Dabei zeigt:
- Fig. 1
- eine perspektivische Ansicht einer Ausführungsform eines erfindungsgemäßen Statorsegmentes, das mit einer Ausfüh- rungsform eines erfindungsgemäßen Verfahrens zur Herstel- lung eines Statorsegmentes hergestellt ist, und
- Fig. 2
- einen Längsschnitt eines Abschnitts einer Ausführungsform eines erfindungsgemäßen Stators.
-
Figur 1 zeigt eine Ausführungsform eines erfindungsgemäßen Statorsegmentes 1 für einen segmentweise aufgebauten Stator einer Exzenterschneckenpumpe oder eines Exzenterschneckenmotors. - Das Statorsegment 1 ist scheibenförmig ausgebildet. Es umfasst eine ebene, senkrecht zu einer Mittelachse 10 ausgerichtete erste Grundfläche 6 und eine parallel zu der ersten Grundfläche 6 ausgerichtete, ebene zweite Grundfläche 7. Zwischen den Grundflächen 6, 7 befindet sich eine zylinderförmige Mantelfläche 8. Die axiale Ausdehnung des Statorsegments 1 beträgt höchstens 100 mm. Das Statorsegment 1 besteht aus Metall, in diesem Falle aus Aluminium. Alternativ kann das Statorsegment 1 beispielsweise auch aus Keramik oder einem vernetzten oder thermoplastischen Polymer bestehen.
- Das Statorsegment 1 weist eine die Achse 10 umlaufende helixförmige Segmentinnenfläche 2 auf. Die helixförmige Segmentinnenfläche 2 wird durch einen ersten geschlossenen Außenrand 3 und einen zweiten geschlossenen Außenrand 4 begrenzt. Der erste Außenrand 3 ist Innenrand der ersten Grundfläche 6, der zweite Außenrand 4 Innenrand der zweiten Grundfläche 7. Die Segmentinnenfläche 2 ist derart ausgebildet, dass diese aus vom ersten Außenrand 3 zum zweiten Außenrand 4 verlaufenden Geraden 5 zusammensetzbar ist. In der
Fig. 1 ist eine Vielzahl solcher Geraden 5 exemplarisch dargestellt. - Die helixförmige Segmentinnenfläche 2 ist einer idealen Helixform angenähert. Die Abweichung von der idealen Form aufgrund der Annäherung von vom ersten Außenrand 3 zum zweiten Außenrand 4 verlaufenden Geraden hängt insbesondere von der axialen Ausdehnung des Statorsegments 1 ab. Durch eine Reduzierung der axialen Ausdehnung lässt sich die Annäherung an die ideale Helixform verbessern.
- Gemäß einer Ausführungsform eines erfindungsgemäßen Verfahrens zur Herstellung eines solchen Statorsegments 1 wird ein sich in einem Ausgangszustand befindendes Statorsegment mittels eines Material abtragenden Strahles zur Erzeugung der helixförmigen Segmentinnenfläche 2 bearbeitet. Das sich im Ausgangszustand befindende Statorsegment, welches nicht dargestellt ist, ist ein scheibenförmiges Vollmaterial mit einer ebenen ersten Grundfläche und einer zur ersten Grundfläche planparallelen zweiten Grundfläche, sowie einer zwischen der ersten Grundfläche und der zweiten Grundfläche liegenden zylinderförmigen Mantelfläche 8. Die axiale Ausdehnung des sich im Ausgangszustand befindenden Statorsegments entspricht der axialen Ausdehnung des bearbeiteten Statorsegments 1.
- Alternativ kann das Statorsegment im Ausgangszustand anstatt eines Vollmaterials beispielsweise ein Loch oder eine Bohrung aufweisen.
- Mittels eines (nicht gezeigten) Strahls wird aus dem sich im Ausgangszustand befindenden Statorsegment ein Segmentinnenstück mit einer zu der helixförmigen Segmentinnenfläche 2 komplementären Innenstückaußenfläche herausgeschnitten. Das Segmentinnenstück (nicht gezeigt) wird aus dem bearbeiteten Statorsegment 1 entfernt, beispielsweise durch Herausdrehen oder alternative, an sich bekannte Maßnahmen.
- Zum Herausschneiden des Segmentinnenstückes wird der Strahl derart ausgerichtet und verfahren, dass der Strahl auf dem ersten Außenrand 3 der zu erzeugenden helixförmigen Segmentinnenfläche 2 in das Material eindringt und auf den die helixförmigen Segmentinnenfläche 2 begrenzenden zweiten Außenrand 4 das Material verlässt, wobei der Strahlverlauf der zu erzeugenden helixförmigen Segmentinnenfläche 2 folgt. Die in der
Fig. 1 dargestellten Geraden 5 zwischen dem ersten Außenrand 3 und dem zweiten Außenrand 4 stellen diese Ausrichtung und das Verfahren des Strahles exemplarisch dar. Grundsätzlich ist es auf diese Weise möglich, ausschließlich durch Verfahren des Strahles entlang des ersten Außenrands 3 und des zweiten Außenrands 4 die helixförmige Segmentinnenfläche 2 auszubilden, was erfindungsgemäß bevorzugt ist. Der Strahl muss in diesem Fall nicht abgesetzt werden. Des Weiteren ist die Masse des abzutragenden Materials für das Herausschneiden des Segmentinnenstückes minimiert. - Als Strahl zum Abtragen des Materials wird ein möglichst punktförmiger Wasserstrahl verwendet, dem ein Abrasivmittel zugesetzt ist. Alternative Strahlverfahren sind ebenfalls möglich, beispielsweise ein Laserstrahlverfahren oder Plasmaschneidverfahren. Des Weiteren können mehrere Strahlen parallel zum Einsatz kommen.
- Die Steuerung eines derartigen Strahles wird wie folgt durchgeführt: Ziel ist es, eine Segmentinnenfläche 2 herzustellen, die durch ein helixförmiges Verschrauben eines einer Hypozykloiden oder vorzugsweise einer Epihypozykloiden entsprechenden Querschnitts beschrieben werden kann. Hierzu wird der Strahl entlang der hypozykloidenförmigen Querschnittskontur über den Außenrand 3 verfahren. Durch Linear-, Dreh- und Schwenkbewegungen entlang bzw. um mindestens drei Bewegungsachsen kann jedem Punkt auf der zu erzeugenden Segmentinnenfläche 2 ein anderer Strahl-Richtungsvektor zugeordnet und auf diese Weise die ideale Helixform angenähert werden. Bevorzugt wird zur Herstellung der Segmentinnenfläche 2 der Strahl sowohl entlang zweier voneinander linear unabhängiger Achsen, die in einer zur Achse 10 senkrecht orientierten Ebene liegen, linear bewegt als auch um zwei in dieser Ebene senkrecht aufeinander stehender Drehachsen gedreht bzw. verschwenkt.
- Die Steuerung erfolgt vorzugsweise automatisch und rechnerunterstützt.
- Anstatt der Verwendung eines Strahl als Material abtragendes lineares Schneidmittel kann zu diesem Zweck alternativ auch ein linear gespannter Draht verwendet werden, beispielsweise ein Funkenerosionsdraht oder ein Schmelzdraht. Die Bearbeitung des Statorsegmentes 1 zur Herstellung der Segmentinnenfläche 2 mittels Funkenerodierung eignet sich beispielsweise bei einem Statorsegment 1 aus Metall, mittels Schmelzens beispielsweise bei einem Statorsegment 1 aus Kunststoff. Die Ausrichtung und das Verfahren des Drahtes erfolgt, wie beim oben beschriebenen Strahlverfahren, entlang der in
Figur 1 exemplarisch dargestellten Geraden 5. - Die
Fig. 2 zeigt einen Längsschnitt durch einen Abschnitt einer Ausführungsform eines erfindungsgemäßen segmentweise aufgebauten Stators 20. - Der Stator 20 umfasst mehrere Statorsegmente 21 a, 21 b, die entlang der Achse 10 axial hintereinander zur Ausbildung einer helixförmigen Statorinnenfläche 23 angeordnet sind. Ein einzelnes Statorsegment 21 a, 21 b ist grundsätzlich wie das in
Fig. 1 dargestellte Statorsegment 1 ausgebildet. Die Segmentinnenfläche 2 variiert von Statorsegment zu Statorsegment, um sich zu der helixförmigen Statorinnenfläche 23 zu ergänzen. - Um die zusammengefügten Statorsegmente 21 a, 21 b in ihrer Position zu fixieren, umfasst der Stator 20 ein Außenrohr 24. Die Statorsegmente 21 a, 21 b sind innerhalb des Außenrohrs 24 angeordnet und gegen eine Bewegung in axialer Richtung und gegen die Ausführung einer Drehbewegung relativ zu benachbarten Statorsegmenten gesichert, beispielsweise durch Stoff- oder Formschluss. Solche Maßnahmen sind an sich bekannt. Beispielhaft wird diesbezüglich auf die Offenbarung der
US 7396220 B2 verwiesen. - Alternativ oder in Kombination ist eine Fixierung der Statorsegmente 21 a, 21 b durch Stauchung des Außenrohres 24 möglich. Hierfür werden die Statorsegmente 21 a, 21 b innerhalb des Außenrohres 24 angeordnet, wobei der Innendurchmesser des Außenrohres größer ist als der Außendurchmesser der Statorsegmente 21 a, 21 b. In einem folgenden Schritt wird das Außenrohr 24 radial gestaucht, bis eine ausreichende Fixierung der Statorsegmente 21 a, 21 b gegeben ist.
- Der Stator 20 umfasst zusätzlich eine Auskleidung 25 aus einem Elastomer, hier einem Kautschuk, die auf die durch die einzelnen Statorsegmente 21 a, 21 b gebildete helixförmige Statorinnenfläche 23 aufgebracht ist. Die Auskleidung 25 weist eine im Wesentlichen einheitliche Dicke auf.
Claims (15)
- Verfahren zur Herstellung eines Statorsegments (1) für einen segmentweise aufgebauten Stator (20) einer Exzenterschneckenpumpe oder eines Exzenterschneckenmotors, wobei ein sich in einem Ausgangszustand befindendes Statorsegment mittels eines Material abtragenden linearen Schneidmittels zur Erzeugung einer helixförmigen Segmentinnenfläche (2) bearbeitet wird.
- Verfahren nach Anspruch 1, wobei das lineare Schneidmittel entlang einer geschlossenen Linie (3, 4) verfahren wird, wobei die Linie (3, 4) auf der zu erzeugenden helixförmigen Segmentinnenfläche (2) verläuft.
- Verfahren nach einem der vorhergehenden Ansprüche, wobei das lineare Schneidmittel derart ausgerichtet wird, dass der Verlauf des Schneidmittels auf der zu erzeugenden helixförmigen Segmentinnenfläche (2) liegt.
- Verfahren nach einem der vorhergehenden Ansprüche, wobei das Schneidmittel derart verfahren wird, das der Verlauf des Schneidmittels der zu erzeugenden helixförmigen Segmentinnenfläche (2) folgt.
- Verfahren nach einem der vorhergehenden Ansprüche, wobei mittels des Schneidmittels aus dem sich in einem Ausgangszustand befindenden Statorsegment ein Segmentinnenstück mit einer zu der helixförmigen Segmentinnenfläche (2) komplementären Innenstückaußenfläche herausgeschnitten wird.
- Verfahren nach einem der vorhergehenden Ansprüche, wobei das sich im Ausgangszustand befindende Statorsegment eine Scheibe mit einer ebenen ersten Grundfläche und einer zur ersten Grundfläche planparallelen zweiten Grundfläche ist.
- Verfahren nach einem der vorhergehenden Ansprüche, wobei das sich im Ausgangszustand befindende Statorsegment eine geschlossene Oberfläche aufweist.
- Verfahren nach einem der vorhergehenden Ansprüche, wobei das sich im Ausgangszustand befindende Statorsegment eine axiale Ausdehnung von höchstens 100mm aufweist.
- Verfahren nach einem der vorhergehenden Ansprüche, wobei das sich im Ausgangszustand befindende Statorsegment aus Metall, vorzugsweise aus Aluminium, oder aus Keramik oder einem vernetzten oder thermoplastischen Polymer besteht.
- Verfahren nach einem der vorhergehenden Ansprüche, wobei das Schneidmittel ein Strahl, vorzugsweise ein Wasserstrahl, ein Laserstrahl oder ein Plasmastrahl, oder ein Draht, vorzugsweise ein Funkenerosionsdraht oder Schmelzdraht, ist.
- Verfahren nach einem der vorhergehenden Ansprüche, wobei zur Erzeugung der helixförmigen Segmentinnenfläche (2) das Schneidmittel mindestens entlang zweier voneinander linear unabhängiger Achsen linear bewegt und mindestens um eine Drehachse gedreht wird.
- Verfahren nach einem der vorhergehenden Ansprüche, wobei durch die Bearbeitung mittels des Schneidmittels eine helixförmige Segmentinnenfläche (2) mit einem hypozykloiden, vorzugsweise einem epihypozykloiden Querschnitt erzeugt wird.
- Statorsegment (1, 21 a, 21 b) für einen segmentweise aufgebauten Stator einer Exzenterschneckenpumpe oder eines Exzenterschneckenmotors, wobei das Statorsegment (1, 21 a, 21 b) eine helixförmige Segmentinnenfläche (2, 22a, 22b) aufweist, die durch einen ersten geschlossenen Außenrand (3) und einen zweiten geschlossenen Außenrand (4) begrenzt ist, wobei die Segmentinnenfläche (2, 22a, 22b) derart ausgebildet ist, dass diese aus vom ersten Außenrand (3) zum zweiten Außenrand (4) verlaufenden Geraden (5) zusammensetzbar ist.
- Statorsegment (1, 21 a, 21 b) nach Anspruch 13, wobei das Statorsegment (1, 21 a, 21 b) scheibenförmig ausgebildet ist mit einer ebenen, senkrecht zu einer Achse (10) ausgerichteten ersten Grundfläche (6) und parallel zu der ersten Grundfläche (6) ausgerichteten ebenen zweiten Grundfläche (7) und einer zwischen den Grundflächen (6, 7) sich befindenden Mantelfläche (8).
- Stator (20), umfassend mehrere Statorsegmente (21a, 21b) nach einem der Ansprüche 13 oder 14, wobei die Statorsegmente (21 a, 21 b) axial hintereinander zur Ausbildung einer helixförmigen Statorinnenfläche (23) angeordnet sind.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US12/435,838 US20100284842A1 (en) | 2009-05-05 | 2009-05-05 | Method of producing a stator segment for a segmented stator of an eccentric screw pump |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP2249037A2 true EP2249037A2 (de) | 2010-11-10 |
Family
ID=42313137
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP10004334A Withdrawn EP2249037A2 (de) | 2009-05-05 | 2010-04-23 | Verfahren zur Herstellung eines Statorsegments für einen segmentweise aufgebauten Stator einer Exzenterschneckenpumpe |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US20100284842A1 (de) |
| EP (1) | EP2249037A2 (de) |
| CA (1) | CA2703059A1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE202016100894U1 (de) | 2016-02-19 | 2016-03-02 | Artemis Kautschuk- Und Kunststoff-Technik Gmbh | Stator und/oder Rotor einer Exzenterschneckenpumpe oder eines Exzenterschneckenmotors |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102139440B (zh) * | 2011-04-13 | 2013-01-23 | 时敬龙 | 稠油热采用全金属螺杆泵定子的加工方法 |
| US8967985B2 (en) * | 2012-11-13 | 2015-03-03 | Roper Pump Company | Metal disk stacked stator with circular rigid support rings |
| US9133841B2 (en) | 2013-04-11 | 2015-09-15 | Cameron International Corporation | Progressing cavity stator with metal plates having apertures with englarged ends |
| US9995085B2 (en) * | 2013-09-19 | 2018-06-12 | Balthazar L. Perez | Downhole motor stator and method of manufacture |
| US9850897B2 (en) | 2013-12-30 | 2017-12-26 | Cameron International Corporation | Progressing cavity stator with gas breakout port |
| EP3382203B1 (de) * | 2017-03-30 | 2024-05-15 | Roper Pump Company LLC | Exzenterschneckenpumpe mit integriertem heizmantel |
| CN109538112B (zh) * | 2019-01-04 | 2023-09-08 | 中国地质大学(北京) | 一种套装拼接式全金属螺杆定子加工方法 |
| CN109915044B (zh) * | 2019-03-22 | 2023-11-21 | 中国地质大学(北京) | 一种装配式螺杆钻具金属定子轴向加工装配工艺 |
| US20240247655A1 (en) * | 2023-01-20 | 2024-07-25 | Roper Pump Company Llc | Modular stator for progressive cavity devices |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7396220B2 (en) | 2005-02-11 | 2008-07-08 | Dyna-Drill Technologies, Inc. | Progressing cavity stator including at least one cast longitudinal section |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5832604A (en) * | 1995-09-08 | 1998-11-10 | Hydro-Drill, Inc. | Method of manufacturing segmented stators for helical gear pumps and motors |
| US7150101B2 (en) * | 2003-12-15 | 2006-12-19 | General Electric Company | Apparatus for fabricating components |
| US7941906B2 (en) * | 2007-12-31 | 2011-05-17 | Schlumberger Technology Corporation | Progressive cavity apparatus with transducer and methods of forming and use |
| US20090320285A1 (en) * | 2008-06-30 | 2009-12-31 | Tahany Ibrahim El-Wardany | Edm machining and method to manufacture a curved rotor blade retention slot |
-
2009
- 2009-05-05 US US12/435,838 patent/US20100284842A1/en not_active Abandoned
-
2010
- 2010-04-23 EP EP10004334A patent/EP2249037A2/de not_active Withdrawn
- 2010-05-04 CA CA2703059A patent/CA2703059A1/en not_active Abandoned
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7396220B2 (en) | 2005-02-11 | 2008-07-08 | Dyna-Drill Technologies, Inc. | Progressing cavity stator including at least one cast longitudinal section |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE202016100894U1 (de) | 2016-02-19 | 2016-03-02 | Artemis Kautschuk- Und Kunststoff-Technik Gmbh | Stator und/oder Rotor einer Exzenterschneckenpumpe oder eines Exzenterschneckenmotors |
Also Published As
| Publication number | Publication date |
|---|---|
| US20100284842A1 (en) | 2010-11-11 |
| CA2703059A1 (en) | 2010-11-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2249037A2 (de) | Verfahren zur Herstellung eines Statorsegments für einen segmentweise aufgebauten Stator einer Exzenterschneckenpumpe | |
| DE69323092T2 (de) | Methode und werkzeug zum herstellen von löchern in fiberverstärkten kompositen durch exzentrische bewegung des werkzeugs | |
| EP2659158B1 (de) | Bremsscheibe und verfahren zur behandlung der oberfläche einer bremsscheibe | |
| DE102011055210A1 (de) | Werkzeug zur Gewindeherstellung | |
| DE10245197A1 (de) | Verfahren und Vorrichtung zum Herstellen von Gabelfüßen von Turbinenschaufeln | |
| DE102017107999A1 (de) | Entgratvorrichtung sowie CNC-Verzahnmaschine mit einer solchen Entgratvorrichtung | |
| WO2019228945A1 (de) | Wälzschälwerkzeug | |
| WO2020208114A1 (de) | Fräswerkzeug zum fräsen von werkstücken | |
| DE102008030100B4 (de) | Gewindefräser | |
| EP3427880B1 (de) | Verfahren zur herstellung eines rotors für eine schraubenspindelpumpe; spanende bearbeitungsmaschine dafür | |
| EP1967307B1 (de) | Verfahren zur Herstellung eines mit Nuten versehenen Rotornabenelementes | |
| DE102013002730A1 (de) | Fräswerkzeug zum Schruppen und Schlichten von Werkstücken | |
| EP1784282B1 (de) | Schleifscheibe zur erzeugung von aussen-oder innen-kugelgewinden an werkstücken | |
| EP2180967B1 (de) | Verfahren zur herstellung eines maschinengehäuses mit oberflächengehärteter fluidkammer | |
| EP1455979A1 (de) | Verfahren und werkzeug zum herstellen eines gelenkinnenteils für ein gleichlaufdrehgelenk | |
| EP2509746B1 (de) | Anordnung zum schleifen von elektroden und schleifscheibe | |
| EP3085492B1 (de) | Schleifwerkzeug | |
| EP3027383B1 (de) | Verfahren zur herstellung eines mit einer verschleissschutzschicht versehenen doppelschneckenzylinders | |
| WO2012089377A1 (de) | Schneidwerkzeug zur erzeugung mindestens einer vertiefung in einer oberfläche, insbesondere in der oberfläche einer bremsscheibe | |
| DE19948891A1 (de) | Gedämpftes Werkzeug | |
| DE102016215910B3 (de) | Spindelmutter | |
| DE102018118213A1 (de) | Verfahren zur Herstellung einer Außenverzahnung einer Kupplungsscheibe, Schneidwerkzeug zur Verwendung in einem Zykloidenfräser und Kupplungsscheibe | |
| WO2004041464A1 (de) | Werkzeug zum schneiden von gewinden | |
| DE102017011276A1 (de) | Verfahren zum Herstellen eines Zahnrads | |
| DE102024104592A1 (de) | Verfahren zum Bearbeiten von Drähten zur Herstellung eines Drahtkorbs sowie Drahtkorb, insbesondere Wasch- oder Spülkorb, oder Teil davon |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA ME RS |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20131101 |