EP2218902B1 - Verfahren zur Herstellung eines Öffnen/Schliessen-Elements für ausgeglichene Servoventile von Kraftstoffeinspritzdüsen - Google Patents
Verfahren zur Herstellung eines Öffnen/Schliessen-Elements für ausgeglichene Servoventile von Kraftstoffeinspritzdüsen Download PDFInfo
- Publication number
- EP2218902B1 EP2218902B1 EP09425058A EP09425058A EP2218902B1 EP 2218902 B1 EP2218902 B1 EP 2218902B1 EP 09425058 A EP09425058 A EP 09425058A EP 09425058 A EP09425058 A EP 09425058A EP 2218902 B1 EP2218902 B1 EP 2218902B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- bushing
- manufacturing
- anchor
- flange
- open
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M61/00—Fuel-injectors not provided for in groups F02M39/00 - F02M57/00 or F02M67/00
- F02M61/16—Details not provided for in, or of interest apart from, the apparatus of groups F02M61/02 - F02M61/14
- F02M61/168—Assembling; Disassembling; Manufacturing; Adjusting
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M63/00—Other fuel-injection apparatus having pertinent characteristics not provided for in groups F02M39/00 - F02M57/00 or F02M67/00; Details, component parts, or accessories of fuel-injection apparatus, not provided for in, or of interest apart from, the apparatus of groups F02M39/00 - F02M61/00 or F02M67/00; Combination of fuel pump with other devices, e.g. lubricating oil pump
- F02M63/0012—Valves
- F02M63/0014—Valves characterised by the valve actuating means
- F02M63/0015—Valves characterised by the valve actuating means electrical, e.g. using solenoid
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M63/00—Other fuel-injection apparatus having pertinent characteristics not provided for in groups F02M39/00 - F02M57/00 or F02M67/00; Details, component parts, or accessories of fuel-injection apparatus, not provided for in, or of interest apart from, the apparatus of groups F02M39/00 - F02M61/00 or F02M67/00; Combination of fuel pump with other devices, e.g. lubricating oil pump
- F02M63/0012—Valves
- F02M63/0014—Valves characterised by the valve actuating means
- F02M63/0015—Valves characterised by the valve actuating means electrical, e.g. using solenoid
- F02M63/0017—Valves characterised by the valve actuating means electrical, e.g. using solenoid using electromagnetic operating means
- F02M63/0021—Valves characterised by the valve actuating means electrical, e.g. using solenoid using electromagnetic operating means characterised by the arrangement of mobile armatures
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M63/00—Other fuel-injection apparatus having pertinent characteristics not provided for in groups F02M39/00 - F02M57/00 or F02M67/00; Details, component parts, or accessories of fuel-injection apparatus, not provided for in, or of interest apart from, the apparatus of groups F02M39/00 - F02M61/00 or F02M67/00; Combination of fuel pump with other devices, e.g. lubricating oil pump
- F02M63/0012—Valves
- F02M63/007—Details not provided for in, or of interest apart from, the apparatus of the groups F02M63/0014 - F02M63/0059
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M63/00—Other fuel-injection apparatus having pertinent characteristics not provided for in groups F02M39/00 - F02M57/00 or F02M67/00; Details, component parts, or accessories of fuel-injection apparatus, not provided for in, or of interest apart from, the apparatus of groups F02M39/00 - F02M61/00 or F02M67/00; Combination of fuel pump with other devices, e.g. lubricating oil pump
- F02M63/0012—Valves
- F02M63/007—Details not provided for in, or of interest apart from, the apparatus of the groups F02M63/0014 - F02M63/0059
- F02M63/0071—Details not provided for in, or of interest apart from, the apparatus of the groups F02M63/0014 - F02M63/0059 characterised by guiding or centering means in valves including the absence of any guiding means, e.g. "flying arrangements"
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M63/00—Other fuel-injection apparatus having pertinent characteristics not provided for in groups F02M39/00 - F02M57/00 or F02M67/00; Details, component parts, or accessories of fuel-injection apparatus, not provided for in, or of interest apart from, the apparatus of groups F02M39/00 - F02M61/00 or F02M67/00; Combination of fuel pump with other devices, e.g. lubricating oil pump
- F02M63/0012—Valves
- F02M63/007—Details not provided for in, or of interest apart from, the apparatus of the groups F02M63/0014 - F02M63/0059
- F02M63/0075—Stop members in valves, e.g. plates or disks limiting the movement of armature, valve or spring
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M63/00—Other fuel-injection apparatus having pertinent characteristics not provided for in groups F02M39/00 - F02M57/00 or F02M67/00; Details, component parts, or accessories of fuel-injection apparatus, not provided for in, or of interest apart from, the apparatus of groups F02M39/00 - F02M61/00 or F02M67/00; Combination of fuel pump with other devices, e.g. lubricating oil pump
- F02M63/0012—Valves
- F02M63/007—Details not provided for in, or of interest apart from, the apparatus of the groups F02M63/0014 - F02M63/0059
- F02M63/0078—Valve member details, e.g. special shape, hollow or fuel passages in the valve member
- F02M63/008—Hollow valve members, e.g. members internally guided
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M2200/00—Details of fuel-injection apparatus, not otherwise provided for
- F02M2200/80—Fuel injection apparatus manufacture, repair or assembly
- F02M2200/8084—Fuel injection apparatus manufacture, repair or assembly involving welding or soldering
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M2200/00—Details of fuel-injection apparatus, not otherwise provided for
- F02M2200/80—Fuel injection apparatus manufacture, repair or assembly
- F02M2200/8092—Fuel injection apparatus manufacture, repair or assembly adjusting or calibration
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M47/00—Fuel-injection apparatus operated cyclically with fuel-injection valves actuated by fluid pressure
- F02M47/02—Fuel-injection apparatus operated cyclically with fuel-injection valves actuated by fluid pressure of accumulator-injector type, i.e. having fuel pressure of accumulator tending to open, and fuel pressure in other chamber tending to close, injection valves and having means for periodically releasing that closing pressure
- F02M47/027—Electrically actuated valves draining the chamber to release the closing pressure
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M51/00—Fuel-injection apparatus characterised by being operated electrically
- F02M51/06—Injectors peculiar thereto with means directly operating the valve needle
- F02M51/061—Injectors peculiar thereto with means directly operating the valve needle using electromagnetic operating means
- F02M51/0625—Injectors peculiar thereto with means directly operating the valve needle using electromagnetic operating means characterised by arrangement of mobile armatures
- F02M51/0635—Injectors peculiar thereto with means directly operating the valve needle using electromagnetic operating means characterised by arrangement of mobile armatures having a plate-shaped or undulated armature not entering the winding
- F02M51/066—Injectors peculiar thereto with means directly operating the valve needle using electromagnetic operating means characterised by arrangement of mobile armatures having a plate-shaped or undulated armature not entering the winding the armature and the valve being allowed to move relatively to each other or not being attached to each other
Definitions
- the present invention relates to a method for manufacturing an open/close element for balanced servo valves of a fuel injector, in which the open/close element comprises a bushing designed to move for a certain axial travel along a fixed stem for opening and closing the servo valve.
- the invention moreover relates to an open/close element manufactured applying the aforesaid method.
- the discharge duct of the servo valve gives out onto a lateral surface of the stem, in such a way that, in the closing position, the bushing is subject to a substantially zero axial pressure. Consequently, the servo valve is of a balanced type and requires relatively small forces for its displacement.
- the bushing is brought into the closing position by a corresponding spring, and is controlled so as to be brought into the opening position of the servo valve, against the action of the spring, by a disk-shaped anchor, actuated by an electric actuator.
- the aim of the invention is to provide a method for manufacturing an open/close element for balanced servo valves of the type described above, which will solve the problems referred to above and presents a high reliability and a limited cost.
- the above purpose is achieved by a method for manufacturing an open/close element for balanced servo valves of a fuel injector, as defined in Claim 1.
- a hollow body or casing of a fuel injector for an internal-combustion engine in particular a diesel engine.
- the casing 2 extends along a longitudinal axis and terminates with a nozzle, or nebulizer (not visible in the figure) for injection of the fuel at a high pressure.
- the casing 2 has an axial cavity 34, housed in which is a dosage servo valve 5, comprising a valve body 7 having an axial hole, in which a rod for control of injection (not visible in Figure 1 either) is able to slide. This rod is controlled by the pressure of the fuel in a control chamber, which is contained in the valve body 7 and is not visible in Figure 1 either.
- a dosage servo valve 5 comprising a valve body 7 having an axial hole, in which a rod for control of injection (not visible in Figure 1 either) is able to slide.
- This rod is controlled by the pressure of the fuel in a control chamber, which is contained in the valve body 7 and is not visible in Figure 1 either.
- Housed in a portion of the cavity 34 is an electric actuator 15, comprising an electromagnet 16, designed to control an anchor 17 in the form of a notched disk.
- the electromagnet 16 comprises a magnetic core 19, which has a polar surface 20 perpendicular to the axis of the casing 2 and is held in position
- the electric actuator 15 has an axial cavity 22 in communication with the discharge of the servo valve 5 towards the usual fuel tank.
- a helical compression spring 23 housed in the cavity 22 is a helical compression spring 23, pre-loaded so as to exert an action of thrust on the anchor 17 in a direction opposite to the attraction exerted by the electromagnet 16.
- the spring 23 acts on the anchor 17 through an intermediate body, designated as a whole by 12a, which comprises a flange 24 made of a single piece with a pin 12 for guiding one end of the spring 23.
- a thin lamina 13 made of nonmagnetic material in order to guarantee a certain gap between the anchor 17 and the core 19.
- the valve body 7 comprises a flange 33 housed in the cavity 34 and kept fixed, in a fluid-tight way, against a shoulder (not visible in the figure) by a threaded ring nut 36, screwed on an internal thread 37 of the cavity 34.
- the anchor 17 is associated to a bushing 41, guided axially by an axial stem 38, which is made of a single piece with the flange 33 of the valve body 7 and extends in cantilever fashion from the flange 33 itself towards the cavity 22.
- the stem 38 has a cylindrical lateral surface 39, which guides axial sliding of the bushing 41.
- the bushing 41 has a cylindrical internal surface 40, coupled to the lateral surface 39 of the stem 38 substantially in a fluid-tight way, for example with a diametral play of less than 4 ⁇ m, or else by means of interposition of annular seal elements.
- the control chamber of the body 7 has an outlet duct 43 for the fuel, made axially inside the flange 33 and the stem 38.
- the duct 43 is in communication with at least one substantially radial stretch of duct 44.
- two or more radial stretches 44 can be provided, set at constant angular distances apart, which give out into an annular chamber 46, formed by a groove of the lateral surface 39 of the stem 38.
- two stretches 44 are provided, inclined in the direction of the anchor 17.
- the annular chamber 46 is obtained in an axial position adjacent to the flange 33 and is opened/closed by a terminal portion of the bushing 41, which forms the open/close element 47 for said annular chamber 46 and hence also for the radial stretches of duct 44.
- the open/close element 47 is consequently made of a single piece with the bushing 41 and co-operates with a corresponding stop for closing the servo valve 5.
- the open/close element 47 terminates with a stretch having an internal surface shaped like a truncated cone 45 flared downwards and designed to stop against a connector shaped like a truncated cone 49 set between the flange 33 and the stem 38.
- the connector 49 has two surface portions shaped like a truncated cone 49a and 49b, separated by an annular groove 50, which has a cross section shaped substantially like a right angle.
- the surface shaped like a truncated cone 45 of the open/close element 47 engages in a fluid-tight way the portion of surface shaped like a truncated cone 49a, against which it stops in the closing position.
- the closing position of the open/close element 47 requires a greater travel of the bushing 41 towards the connector 49, always defining, as maximum diameter of the surface, the diameter of the cylindrical stretch of the annular groove 50.
- the anchor 17 is made of a magnetic material and is formed by a distinct piece, i.e., a piece separate from the bushing 41. It has a central portion 56 having a plane bottom surface 57 and a notched annular portion 58, with cross section tapered outwards.
- the central portion 56 has an axial hole 59, by means of which the anchor 17 engages with a certain radial play along an axial portion of the bushing 41, formed by a collar 61 obtained on a flange 60 of the bushing 41.
- the collar 61 has a smaller diameter than the bushing 41 and hence also than the flange 60.
- the flange 24 of the intermediate body 12a has a plane surface 65, designed to engage a surface 17a of the anchor 17 opposite to the surface 57.
- the bushing 41 is made of a single piece with a first stop element of the anchor 17, constituted by a shoulder 62, formed between the collar 61 and the flange 60 of the bushing 41.
- the intermediate body 12a comprises an axial pin 63 for connection of the bushing 41, which is made of a single piece with the flange 24 and must be fixed rigidly to the bushing 41 so that the surface 65 of the flange 24 of the intermediate body 12a is fixed with respect to the bushing 41.
- the connection pin 63 is designed to be housed in a corresponding seat 40a of the bushing 41.
- the seat 40a has a diameter slightly greater than the internal surface 40 of the bushing 41, in order to reduce the portion to be ground to ensure fluid tightness with the surface 39 of the stem 38.
- the intermediate body 12a is provided with an axial hole 64.
- connection pin 63 extends axially from the plane surface 65 of the flange 24 in a direction opposite to the guide pin 12.
- the shoulder 62 is set in a position such as to create for the anchor 17 an axial play of a pre-set amount to enable a relative axial displacement between the anchor 17 and the bushing 41.
- the distance or space between the surface 65 of the flange 24 and the shoulder 62 of the bushing 41 constitutes the housing of the anchor 17.
- the plane surface 65 of the flange 24 bears upon an end surface or edge 66 of the collar 61 of the bushing 41 so that the housing of the anchor 17 is uniquely defined.
- the anchor 17 rests against the shoulder 62 in the position indicated in Figure 1 .
- the surface 65 of the flange 24 projects from the lamina 13 downwards by a distance equal to a certain travel, or lift, of the open/close element 47.
- the bushing 41 can be drawn axially by the anchor 17 upwards when the latter engages the flange 24.
- the anchor 17 can, however, perform a travel greater than the travel of the bushing 41; i.e., it can perform along the collar 61 an overtravel equal to the aforesaid play, between the two stop elements represented by the shoulder 62 of the bushing 41 and by the surface 65 of the flange 24.
- the open/close element 47 is held, by the spring 23 acting on the body 12a, resting with its surface shaped like a truncated cone 45 against the portion shaped like a truncated cone 49a of the connector 49 so that the servo valve 5 is closed.
- the anchor 17 is detached from the lamina 13 and rests against the shoulder 62.
- the annular chamber 46 there is hence set up a pressure of the fuel, the value of which is equal to the supply pressure of the injector.
- the core 19 attracts the anchor 17, which at the start performs a loadless travel, until it is brought into contact with the surface 65 of the flange 24, without affecting the displacement of the bushing 41.
- the action of the electromagnet 16 on the anchor 17 overcomes the force of the spring 23 and, via the flange 24 and the fixing pin 63, draws the bushing 41 towards the core 19 so that the open/close element 47 opens the servo valve 5.
- the flange 24, with the surface 65 draws the anchor 17 along with it, which hence moves together with the bushing 41.
- the open/close element 47 impacts with its conical surface 45 against the portion of surface shaped like a truncated cone 49a of the connector 49 of the valve body 7.
- the open/close element 47 rebounds overcoming the action of the spring 23. Instead, the anchor 17 continues its travel towards the valve body 7, recovering the play that is formed between the plane surface 57 of the portion 56 of the anchor 17 and the shoulder 62 of the flange 60. After a certain time from the first impact of the open/close element 47, the anchor 17 continues its travel towards the valve body 7 until there is an impact of the plane surface 57 of the portion 56 against the shoulder 62 of the bushing 41. As a result of this impact, the rebounds of the bushing 41 are markedly reduced or even eliminated.
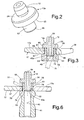
- the intermediate body 12a is fixed on the bushing 41 by means of an appropriately shaped welding device 70, indicated by dashed lines in Figure 3 .
- the weld is performed on the surface of the seat 40a along a circumference of continuous contact so that welding is carried out without any need for phasing between the device 70 and the intermediate body 12a.
- the circumference of continuous contact is constituted between a sharp edge 69 of an end surface 71 of the connection pin 63 and the seat 40a of the connection pin 63 itself, when the surface 65 of the flange 24 is brought into contact with the edge 66 of the bushing 41 so that the device 70 acts inside the bushing 41.
- the anchor 17 is provided with the central guide hole 59, and the bushing 41 is provided with a guide portion 61 and the shoulder 62. Then the intermediate body 12a is provided with the flange 24 for supporting the spring 23, and with the connection pin 63. Then the anchor 17 with the hole 59 is fitted on the collar 61 of the bushing 41, and the fixing pin 63 is inserted into the seat 40a on the bushing 41 so as to bring the surface 65 of the flange 24 into contact with the edge 66 of the bushing 41.
- the intermediate body 12a is welded to the bushing 41 along the circumference of contact between the sharp edge 69 of the end surface 71 of the connection pin 63 and the seat 40a of the bushing 41 that receives said pin 63.
- a weld bead 72 is formed, which does not modify the external profile of the bushing 41 of the intermediate body 12a, nor does it alter the surfaces 39, 40 of the stem 38 or of the bushing 41, in particular, nor is the profile of the housing for the anchor 17 altered.
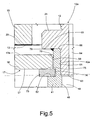
- the anchor 17 has a constant thickness for the two portions 56 and 58, whilst the shoulder 62 is not made on a flange, but on the thickness of the bushing 41.
- a ring of calibrated thickness in particular a C-shaped ring 73 (see also Figure 5 ), which is housed in an annular groove 74 adjacent to the shoulder 62. Consequently, the stop element of the anchor 17 for closing the open/close element 47 is here constituted by a surface 75 of the C-shaped ring 73 opposite to the shoulder 62.
- the C-shaped ring 73 can have a thickness chosen from a series of modular classes of C-shaped rings of calibrated thicknesses in order to adjust the additional travel of the anchor 17, i.e., the relative play between the two stop elements 65 and 75.
- the anchor 17 with the hole 59 is fitted on the collar 61 so as to enable the anchor 17 itself to rest against the shoulder 62, remaining with the surface 17a set at a distance from the end edge 66 of the bushing 41.
- the intermediate body 12a with the pin 63 is inserted into the seat 40a so as to bring the surface 65 of the flange 24 into contact with the edge 66 of the collar 61.
- the intermediate body 12a is welded to the collar 61 along a circumference of continuous contact between a sharp edge 76 of the edge 66 and the surface 65 of the flange 24.
- a weld bead 78 is formed, in a position corresponding to which the hole 59 of the anchor 17 has a flaring 79 so that after welding the travel of the anchor 17 is not altered with respect to the travel before welding.
- the method for manufacturing the open/close element 47 of the servo valves 5, according to the variants of the invention described, is hence characterized by the following steps:
- the advantages of the manufacturing method according to the invention as compared to the known art emerge clearly.
- the welding can be performed without any discontinuity along the circumference 69, 76 and without any need for phasing between the intermediate body 12a and the welding device 70, 77.
- the weld bead 72 does not cause any variation of the external profile of the bushing 41 and of the flange 24.
- the anchor 17 in a position corresponding to the bead 78, the anchor 17 has the flaring 79, which does not alter sliding between the anchor 17 and the collar 61.
- the stop 62 can be represented by a C-shaped ring mounted removably on the bushing 41.
- the stop 62 can be represented by a C-shaped ring mounted removably on the bushing 41.
- the stop 62 can be represented by a C-shaped ring mounted removably on the bushing 41.
- between the anchor 17 and the C-shaped ring 73 there can be set an additional ring with modular calibrated thickness.
- the flaring 79 of the hole 59 of the anchor 17 can be replaced by a flaring of the end edge 66 of the collar 61.
- the C-shaped ring 73 can be welded on the collar 61 or on the shoulder of the bushing 41, immediately after fitting thereof on the bushing 41.
- the weld beads 72 and 78 could be replaced by spot welds, once again along a circumference of continuous contact, and/or the terminal portion defined by the open/close element 47, during production, could be a separate piece fixed to the remaining part of the bushing 41.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Electromagnetism (AREA)
- Fuel-Injection Apparatus (AREA)
Claims (13)
- Verfahren zum Herstellen eines Öffnungs-/Schließelemtentes für ein Servoventil (5) mit Druckausgleich eines Kraftstoffinjektors, wobei das Öffnungs-/Schließelement (47) bezüglich einer Buchse (41) fixiert ist, die dazu ausgelegt ist, sich über eine vorbestimmte, axiale Strecke längs eines fixierten Schaftes (38) zu bewegen, um das Servoventil (5) zu öffnen bzw. zu schließen; wobei eine Auslassleitung (43, 44) des Servoventils (5) von einer Seitenwand (39) des Schaftes (38) ausgeht und eine Feder (23) vorgesehen ist, die dazu ausgelegt ist, die Buchse (41) in der Schließstellung zu halten, wobei die Buchse (41) einem axialen Druck von im wesentlichen Null ausgesetzt ist; wobei die Buchse (41) unter der Steuerung eines Ankers (17) bewegbar ist, der mit einem elektrischen Betätigungsorgan (15) gegen die Wirkung der Feder (23) betätigt wird; wobei der Anker (17) mit einem zentralen Loch (59) versehen ist und axial über eine Strecke bewegbar ist, die größer ist als die vorbestimmte Strecke;
wobei das Verfahren folgende Schritte aufweist:- es wird ein Zwischenkörper (12a) vorgesehen, der einen Flansch (24) zum Abstützen der Feder (23), sowie einen Verbindungsstift (63) aufweist, der in einen Sitz (40a) eingesetzt werden kann, der in der Buchse (41) angeordnet ist;- der Anker (17) wird an einem Führungsbereich (61) der Buchse (41) angebracht;- der Zwischenkörper (12a) wird an der Buchse (41) angebracht, um den Flansch (24) mit einer Kante (66) des Führungsbereiches (61) in Kontakt zu bringen; und- der Zwischenkörper (12) wird mit einer Schweißeinrichtung (70, 77) an dem Führungsbereich (61) längs eines Umfanges mit durchgehendem Kontakt (69, 76) angeschweißt, derart, dass die Schweißung durchgeführt wird, ohne dass ein Erfordernis zum Abstimmen des Zwischenkörpers (12a) mit der Schweißeinrichtung (70, 77) besteht. - Verfahren nach Anspruch 1,
dadurch gekennzeichnet,
dass der Zwischenkörper (12a) außerdem mit einem Führungsstift (12) versehen ist, um ein Ende der Feder (23) zu führen, wobei der Führungsstift (12) koaxial zu dem Verbindungsstift (63) ausgebildet ist und letzterem gegenüberliegt. - Verfahren nach Anspruch 1 oder 2,
dadurch gekennzeichnet,
dass der Führungsbereich von einem Bund (61) der Buchse (41) gebildet ist, der zwischen einer Schulter (62) der Buchse (41) und der Kante (66) angeordnet ist. - Verfahren nach Anspruch 3,
dadurch gekennzeichnet,
dass das eine von den Anschlagelementen (62, 75; 65) von einer Oberfläche (65) des Flansches (24) gebildet wird. - Verfahren nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet,
dass der Umfang (69) des durchgehenden Kontaktes mittels einer Endkante (71) des Verbindungsstiftes (63) in Kontakt mit dem Sitz (40) gebracht wird. - Verfahren nach Anspruch 3 und 5,
dadurch gekennzeichnet,
dass das andere von den Anschlagelementen von der Schulter (65) der Buchse (41) gebildet wird. - Verfahren nach einem der Ansprüche 1 bis 4
dadurch gekennzeichnet,
dass zwischen der Schulter (62) und dem Anker (72) ein Ring (73) mit einer Dicke angeordnet wird, die aus den Klassen einer modularen Dicke gewählt wird. - Verfahren nach Anspruch 4 und 7,
dadurch gekennzeichnet,
dass die Oberfläche (65) des Flansches (24) so ausgebildet ist, dass sie sich selbst mit der Endkante (66) in Kontakt bringt, wobei der Umfang des durchgehenden Kontaktes von einer scharfen Kante (76) der Endkante (66) in Kontakt mit der Oberfläche (65) gebildet wird. - Verfahren nach Anspruch 7 oder 8,
dadurch gekennzeichnet,
dass der Ring mit seiner Dicke von einem lösbaren Ring (73) gebildet wird, der dazu ausgelegt ist, den Anker (17) auf der Buchse (41) zu arretieren, wobei der lösbare Ring (73) nach dem Schweißen an der Buchse (41) angebracht wird. - Verfahren nach Anspruch 9,
dadurch gekennzeichnet,
dass der lösbare Ring ein C-förmiger Ring (73) ist, der in eine ringförmige Nut (74) der Buchse (41) in der Nähe des Führungsbereiches (61) eingesetzt wird. - Verfahren nach Anspruch 10,
dadurch gekennzeichnet,
dass das andere von den Anschlagelementen (62, 75; 65) von dem C-förmigen Ring (73) gebildet wird. - Verfahren nach Anspruch 9,
dadurch gekennzeichnet,
dass der Ring mit seiner Dicke ein C-förmiger Ring (73) ist und seinerseits nach seinem Einsetzen in einer Position angeschweißt wird, die der Oberfläche (62) oder dem Bund (61) entspricht. - Öffnungs-/Schließelement für ein Servoventil mit Druckausgleich eines Kraftstoffinjektors, hergestellt durch Verwenden des Verfahrens nach einem der vorhergehenden Ansprüche.
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE602009001092T DE602009001092D1 (de) | 2009-02-16 | 2009-02-16 | Verfahren zur Herstellung eines Öffnen/Schliessen-Elements für ausgeglichene Servoventile von Kraftstoffeinspritzdüsen |
| EP09425058A EP2218902B1 (de) | 2009-02-16 | 2009-02-16 | Verfahren zur Herstellung eines Öffnen/Schliessen-Elements für ausgeglichene Servoventile von Kraftstoffeinspritzdüsen |
| AT09425058T ATE505642T1 (de) | 2009-02-16 | 2009-02-16 | Verfahren zur herstellung eines öffnen/schliessen-elements für ausgeglichene servoventile von kraftstoffeinspritzdüsen |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP09425058A EP2218902B1 (de) | 2009-02-16 | 2009-02-16 | Verfahren zur Herstellung eines Öffnen/Schliessen-Elements für ausgeglichene Servoventile von Kraftstoffeinspritzdüsen |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2218902A1 EP2218902A1 (de) | 2010-08-18 |
| EP2218902B1 true EP2218902B1 (de) | 2011-04-13 |
Family
ID=40810738
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP09425058A Active EP2218902B1 (de) | 2009-02-16 | 2009-02-16 | Verfahren zur Herstellung eines Öffnen/Schliessen-Elements für ausgeglichene Servoventile von Kraftstoffeinspritzdüsen |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP2218902B1 (de) |
| AT (1) | ATE505642T1 (de) |
| DE (1) | DE602009001092D1 (de) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102011086951A1 (de) * | 2011-11-23 | 2013-05-23 | Robert Bosch Gmbh | Ankerbaugruppe, Magnetventil sowie Kraftstoffeinspritzvorrichtung |
| FR3010148B1 (fr) * | 2013-09-05 | 2015-09-25 | Peugeot Citroen Automobiles Sa | Valve de commande d'injecteur de carburant pour rampe d'injection commune et injecteur correspondant |
| DE102014207937A1 (de) * | 2014-04-28 | 2015-10-29 | Robert Bosch Gmbh | Magnetventil für ein Kraftstoffeinspritzsystem |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5299776A (en) * | 1993-03-26 | 1994-04-05 | Siemens Automotive L.P. | Impact dampened armature and needle valve assembly |
| DE10133450A1 (de) * | 2001-07-10 | 2003-01-30 | Bosch Gmbh Robert | Magnetventil mit Steck-Drehverbindung |
| EP1707798B1 (de) * | 2005-03-14 | 2010-05-19 | C.R.F. Società Consortile per Azioni | Verstellbares Dosierservoventil eines Einspritzventils sowie dessen Verstellungsverfahren |
| DE102006021741A1 (de) * | 2006-05-10 | 2007-11-15 | Robert Bosch Gmbh | Kraftstoffinjektor mit druckausgeglichenem Steuerventil |
| DE602007002813D1 (de) * | 2007-07-30 | 2009-11-26 | Fiat Ricerche | Einspritzdüse mit ausgeglichenem Messservoventil für einen Verbrennungsmotor |
-
2009
- 2009-02-16 AT AT09425058T patent/ATE505642T1/de not_active IP Right Cessation
- 2009-02-16 DE DE602009001092T patent/DE602009001092D1/de active Active
- 2009-02-16 EP EP09425058A patent/EP2218902B1/de active Active
Also Published As
| Publication number | Publication date |
|---|---|
| ATE505642T1 (de) | 2011-04-15 |
| DE602009001092D1 (de) | 2011-05-26 |
| EP2218902A1 (de) | 2010-08-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1707798B1 (de) | Verstellbares Dosierservoventil eines Einspritzventils sowie dessen Verstellungsverfahren | |
| EP2318686B1 (de) | Kraftstoffeinspritzservoventil | |
| US7740187B2 (en) | Internal combustion engine fuel injector | |
| EP1621764B1 (de) | Einspritzventil einer Brennkraftmaschine | |
| US7784711B2 (en) | Metering servovalve and fuel injector for an internal combustion engine | |
| EP1918568B1 (de) | Magnetdosierventil für ein Brennstoffeinspritzventil | |
| KR100957199B1 (ko) | 내연기관용, 평형 미터링 서보 밸브를 가진 연료 분사기 | |
| US6126094A (en) | Internal combustion engine fuel injector | |
| US6793158B2 (en) | Internal combustion engine fuel injector | |
| EP2218902B1 (de) | Verfahren zur Herstellung eines Öffnen/Schliessen-Elements für ausgeglichene Servoventile von Kraftstoffeinspritzdüsen | |
| EP1284358B1 (de) | Verbrennungsmotorskraftstoffeinspritzventil und Verfahren zu dessen Herstellung | |
| EP2218904B1 (de) | Verfahren zur Herstellung eines Kraftstoffeinspritzservoventils | |
| EP2218901B1 (de) | Verfahren zur Herstellung eines Öffnen/Shliessen-Elements für Servoventile in Kraftstoffineinspritzdüsen | |
| EP2218903B1 (de) | Verfahren zur Herstellung eines Kraftstoffeinspritzservoventils | |
| US11415093B2 (en) | Electromagnetic fuel injection valve | |
| EP2221470B1 (de) | Verfahren zur Herstellung eines Kraftstoffeinspritzservoventils | |
| KR102615468B1 (ko) | 연료 분사기의 제어 밸브 장치 | |
| EP3377754B1 (de) | Kraftstoffeinspritzvorrichtung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20091012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA RS |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REF | Corresponds to: |
Ref document number: 602009001092 Country of ref document: DE Date of ref document: 20110526 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602009001092 Country of ref document: DE Effective date: 20110526 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20110413 |
|
| LTIE | Lt: invalidation of european patent or patent extension |
Effective date: 20110413 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110713 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110413 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110413 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110816 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110413 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110413 Ref country code: BE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110413 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110413 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110813 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110413 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110413 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110724 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110413 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110714 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110413 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110413 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110413 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110413 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110413 |
|
| 26N | No opposition filed |
Effective date: 20120116 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602009001092 Country of ref document: DE Effective date: 20120116 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120229 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120216 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110413 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110713 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110413 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20130216 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130228 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130216 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110413 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120216 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090216 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 8 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20170224 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20170202 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20170428 Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 602009001092 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20181031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180901 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180228 Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180216 |