EP2208680B1 - Device for processing continuously transported flat objects or a quasi-endless sheet of material - Google Patents
Device for processing continuously transported flat objects or a quasi-endless sheet of material Download PDFInfo
- Publication number
- EP2208680B1 EP2208680B1 EP10002983A EP10002983A EP2208680B1 EP 2208680 B1 EP2208680 B1 EP 2208680B1 EP 10002983 A EP10002983 A EP 10002983A EP 10002983 A EP10002983 A EP 10002983A EP 2208680 B1 EP2208680 B1 EP 2208680B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- tools
- drive
- processing
- tool
- objects
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/10—Applying or generating heat or pressure or combinations thereof
- B65B51/26—Devices specially adapted for producing transverse or longitudinal seams in webs or tubes
- B65B51/30—Devices, e.g. jaws, for applying pressure and heat, e.g. for subdividing filled tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/10—Applying or generating heat or pressure or combinations thereof
- B65B51/26—Devices specially adapted for producing transverse or longitudinal seams in webs or tubes
- B65B51/30—Devices, e.g. jaws, for applying pressure and heat, e.g. for subdividing filled tubes
- B65B51/306—Counter-rotating devices
Definitions
- the invention is in the field of processing technology, in particular packaging technology, and relates to a device according to the preamble of the independent claim.
- the device is used for processing continuously successively conveyed, flat objects or a likewise continuously conveyed, quasi-endless material web, wherein a tool acts on each object or at predetermined, especially regular intervals on the material web for processing and wherein the tool at least during its action is moved to the object or the material web with the object or the material web, such that between tool and object or material web as possible no relative movement is parallel to the conveying direction.
- the device serves, in particular, to finish packaging continuously flat objects, in particular printed products, which are wrapped in a film web, in that the film web is transversely welded between successive articles and, if necessary, severed.
- Said cross-welding and separation of the film web is carried out according to the prior art, for example, with the aid of a pair of cooperating, extending transversely to the conveying direction and parallel to the width of the film web, synchronously driven tools (welding bars and counter tool), one of which from above and Others from below affects the film web.
- the two cooperating tools rotate in opposite directions and in such synchronism that, when they are directed against each other, they can weld and sever the film web.
- a resilient mounting of the tools and by a speed adapted to the speed of the tools is ensured that for the welding and cutting a sufficient amount of time is available, while the relative speed between the distal ends of the tools and the film web for easy welding and separation is small enough.
- the rotating tools are thus moved during their action on the film web at a speed which is adapted to the conveying speed of the film web.
- a device which works according to the said principle is described, for example, in the publications DE-2651131 ,
- the devices of the type mentioned are very limited in terms of the length of the path, which is available for the welding and separation of the film web. In other words, if necessary, the conveying speed must be reduced if a longer duration of action should be necessary.
- the devices are also limited with respect to the variability of the distances between the transverse welds, wherein these distances can not be arbitrarily small, in particular.
- the first-mentioned limitation is mitigated in devices also known, in that the orbit of the tools not by a simple rotation (circular path) but by a superposition of a carriage movement parallel to the conveying direction and a lifting movement transverse to the conveying direction.
- Such orbits are generated, for example by means of a crank mechanism or with a reciprocating carriage, on which a separately driven lifting device is arranged.
- Such devices are described for example in the publications EP-0712782 or GB 1261179 , The second limitation mentioned above also applies to these devices.
- From the EP-A 1 362 790 is a device for welding a web with two sub-devices known.
- the mirror-symmetrically arranged to the material web or the conveying surface sub-devices each comprise two tools which are resiliently secured to a center rotatable spokes and thus moved along a circular orbit.
- one tool each of a sub-device and a counter-tool of the other sub-device spring against each other, so that a certain processing pressure is exerted and the orbit of the actual tools flatten under pressure. Without counter-pressure by a counter tool or a rigid conveying surface, the orbit of the tools would be purely circular.
- a similar device with arranged on a wheel tools is from the WO00 / 35757 known.
- the device according to the invention should be structurally simple and low-wear. Alternatively or additionally, it should also make it possible to process the continuously successively conveyed objects or the quasi-endless material web, even if the way (necessary time of action times conveying speed), which is necessary for processing, in particular by high conveying speeds becomes long and optionally a length gets, which is in the same order of magnitude as the distances to be created between the edits. Nevertheless, it should not be necessary to mechanically change or adjust the device mechanically and / or to change the conveying speed if the device is intended to act on objects or material web in variable, in particular very small, distances.
- the device according to the invention has an orbit on at least one side of the conveying path of the objects or material web on which at least two tools rotate.
- the tools are preferably pivotable controlled relative to the orbit, so that their pivot position regardless of a Regulated orientation of the orbit is adapted to the objects to be processed or the material web.
- the orbit is the path of any point moved by the tool that does not carry out the controlled pivoting motion.
- the tools are preferably controlled with a stationary link, which cooperates with the tools at least in the processing area, while they are moved along the orbit.
- the tools have a lever and a cooperating with the objects or the material web processing element.
- the levers are pivotally connected at a first end of the lever at a constant distance from the center of rotation with the at least one support element.
- the orbit described above can be identified here, for example, with the path of the first lever ends or the articulation points; the orbit is therefore circular.
- the processing element is mounted at a second end of the lever. With at least one stationary link, the pivoting position of the lever is adjustable relative to the support element at least in the processing area.
- the support member is for example a rotatable around the center of rotation spoke or a wheel on which several tools can be hinged.
- the pivotable levers make it possible to change the distance of the machining elements to the center of rotation controlled by the scenery and thus to produce a flattened or even partially straight track of the machining elements, the orientation of the machining elements in the space remaining constant within a certain angular range.
- the processing elements are even coupled via two levers with the support elements.
- the processing elements with two degrees of freedom can be moved relative to the pure circular path.
- the positions of the levers relative to each other and the support element are set with two scenes each independently.
- this can advantageously ensure that the processing element is always oriented perpendicular to the conveying surface. This has advantages, especially with a welding element.
- the processing element is preferably a welding element, e.g. a welding bar.
- a welding element e.g. a welding bar.
- other functions e.g. Label, perforate, cut through.
- the force acting on the objects to be processed or the material web can be limited and kept substantially constant. For certain applications in which the material web has the necessary load capacity for carrying the objects, can therefore be dispensed with an existing addition to the web stabilizing conveying surface.
- the invention is particularly advantageously applicable to devices in which the tool as a whole is moved along a circular path caused by the rotation of a rigid body, e.g. a spoke or a wheel, is given.
- a path of the active regions which is flattened with respect to the circular path, of tools and / or a specific orientation of the tools with respect to the objects to be processed or the material web can be produced.
- the tools may also be provided with a peripheral conveyor support, e.g. a rotating conveyor belt, interact as a counter tool.
- the counter tools can also be arranged on an analogously constructed counter device. In both cases, it is possible by the inventive control of the position of the tools relative to their fixed orbit, to limit the force acting on the or the counter tools. Thus, the wear is reduced.
- At least two tools are present and driven independently of each other so that they can be moved simultaneously at different speeds along the orbit, so the distances between successive tools can vary during circulation.
- more than two tools are provided which circulate in the same orbit, all tools being driven at least partially independently of each other, or groups of tools (eg every other tool) being coupled to different drives, such that all the tools of a group are at any one time have the same orbital velocity, but which may be different from the velocity of rotation of the tools of other groups.
- the device according to the invention that even at different processing and return speeds two (or even more than two) tools act at the same time on objects to be processed or on the material web, which is the case in the devices
- the technique is only possible if the distance between the operations corresponds exactly to the distance between the tools. That is, even with a relatively long, necessary for the processing way (long processing time or high conveying speed), it is possible with the inventive device to realize relatively small distances between the operations, in particular distances that are smaller than the necessary processing path.
- the device according to the invention therefore has an orbit along which at least two tools rotate.
- the orbit has a processing area in which it advantageously runs parallel to the conveying direction of the objects or material web to be processed.
- the orbit may also be circular, wherein in a conventional manner a movement of the distal tool ends is realized parallel to the conveying direction by a resilient mounting of the tools or a circular motion superimposed individual, radial movement of the tools.
- the tools are in groups (eg every second tool in orbit or one of only two tools) independent drives fixedly coupled or it is arranged a drive along the orbit and the tools are individually selectively coupled to the drive or decoupled from the drive.
- each second tool is fixedly coupled to a chain or belt drive, which is arranged for example laterally of the conveying path of the objects or material web to be processed, and the other tools are to a same or similar chain or belt drive coupled, which is arranged on the other side of the conveyor line.
- the two drives are controllable in the same manner as in the prior art devices, namely with a machining speed adapted to the conveying speed during machining and with a return speed adapted to the distances between the machining points to be created, wherein the Tools can also be stopped during the recirculation (return speed which is equal to zero).
- the two drives thus operate in regular, equal cycles and with a phase shift which is adapted to the machining distances.
- a drive is provided on which all tools are optionally coupled or not.
- a drive is for example a drive based on the eddy current principle, from which the tools can be uncoupled easily (eg by mechanical stopping).
- the movement of the tools in the orbit is determined not only by the drive but also by control means (eg stop at the output of a buffer line) through which the tools are decoupled from the drive or coupled to the drive.
- control means eg stop at the output of a buffer line
- the drive runs at the processing speed, wherein the tools are buffered by a correspondingly controlled stop immediately before the processing area and a tool is released from the buffer for each processing step.
- the drives by means of which the tools circulate in the orbit, are controlled in such a way that the tools run in synchronized with the objects to be processed in the processing area. If the objects to be processed are fed exactly timed or if the material to be processed web is to be processed at predetermined, regular intervals, the drives are controlled so that the tools run into the same time in the processing area, this clock and the synchronization advantageously of a the articles feeding device is removed. It is also possible to take over clock fluctuations of this feeding device. Furthermore, it is also possible to provide for the control of the drives sensors that detect objects to be machined or their edges or corresponding markings on the material web to be processed and generate control signals for the drive of the tools. In this way it is possible to process in the same process objects with different lengths and / or different distances from each other or a material web at different distances.
- the device according to the invention can be used, for example, for the transverse welding already mentioned at the beginning and, if appropriate, for the separation of a film web in which printed products which are arranged one behind the other are conveyed continuously.
- the tools are designed for this application in a conventional manner as a welding beam.
- a further device according to the invention can be provided on the opposite side of the film web, ie an orbit with synchronously driven counter tools, or a conveying surface which supports the film web and the articles in a suitable manner (eg conveyor belt). It is also possible for the transverse welding and the separation of each other provide separately arranged devices.
- the tools are not equipped as welding bars, but for example as embossing agents, which imprint a pattern on the layers of the enveloping material and thereby connect these layers together, or as heating and pressing means Activate adhesive previously applied to the wrapping material web and glue the layers of the wrapping material together.
- the device according to the invention can also be used for completely different processes, for example for trimming the edges oriented transversely to the conveying direction (eg leading edges) of the objects conveyed one after the other (tools are designed as cutting edges and the orbital motion is superimposed by a cutting movement) for applying additional elements on the objects (tools are designed as applying means and pressing means) or for printing the objects (tools are designed as printheads).
- tools are designed as applying means and pressing means
- tools are designed as printheads.
- the tools are very different depending on the application of the inventive device.
- the tools perform only during processing but also immediately before and then relative to objects or web to be processed only movements perpendicular to the machining objects or the material web are aligned.
- the position of the tool relative to the orbit can be changed by means of at least one stationary link during the tool movement along the orbit.
- the backdrop can limit the force exerted on the objects to be processed or the material web by the tool force, in particular keep substantially constant.
- the orbit at least in the processing area can be curved, wherein the gate is shaped such that the tools can be moved despite curved orbit in the processing area substantially along a straight path.
- the tools may be movable in the processing area substantially with a constant orientation relative to the objects to be processed or the material web.
- At least one supporting element rotatable about a center of rotation can be present, wherein the tools comprise a first lever and a machining element cooperating with the objects or the material web, and wherein the first levers can be pivotably connected to the at least one supporting element about a pivot axis and in one Distance from the pivot axis having the processing element, and wherein at least one stationary link may be present, with which the pivotal positions of the first lever is adjustable relative to at least one support element at least in the processing area.
- the tools may include a second lever pivotally connected to the first lever about a second pivot axis, wherein the orientation of the Machining element is adjustable relative to the orbit and the objects to be processed or the material web by means of two stationary scenes.
- At least one support member may be in the form of a wheel or a spoke rotatable about the axis of rotation.
- the tool may comprise a welding element and a hold-down, which is arranged in the immediate vicinity of the welding element relative to this resilient.
- At least one counter-tool may be provided which is capable of cooperating with the at least one tool, the counter-tool being driven circulating in an orbit and being controllably pivoted relative to the orbit such that its pivotal position is controlled independently of an orientation of the orbit adapted to be processed objects or the material web.
- At least one counter tool z. B. as described above, which is capable of cooperating with the at least one tool, wherein the counter tool is formed by a conveyor support in the form of a circulating conveyor belt.
- FIGS. 1A to 1C show successive phases in the operation of a first, exemplary device according to the invention.
- the device has an orbit 1 (indicated by dotted line) on which four identical tools 2 rotate.
- the orbit 1 is arranged, for example, over a conveying surface 3 (eg conveyor belt) on which flat objects 4, which are wrapped in a quasi-endless film web (not shown), are conveyed continuously one behind the other and at a distance from one another at a conveying speed F.
- a conveying surface 3 eg conveyor belt
- flat objects 4 which are wrapped in a quasi-endless film web (not shown)
- F conveying speed
- the film web is to be welded in the spaces between the objects 4 and, if necessary, severed.
- the orbit has a processing area B, in which it runs substantially parallel to the conveying speed F, and a return area, on which the tools 2 are moved back to the starting point for further processing after processing.
- the two tools designated 2.1 are fixedly coupled to a first drive, the tools designated 2.2 to a second, independent of the first drive drive.
- the drives are not shown.
- the two drives are controlled in such a way that the tools run in synchronously with and at the same time as objects to be processed into the processing area. Due to the independence of the two drives, it is also possible to respond to detected for example by sensor means irregularities in the supply even at short notice and in particular when a tool is already in the processing area, to react by adjusting the tool movement.
- the processing speed F 'and the return speed R are set.
- the processing speed F ' is equal to the conveying speed F and the return speed R is greater than the processing speed F', since the length of the articles is less than one quarter of the orbit. If the objects are the same length as a quarter of the orbit, the return speed R is equal to the conveying speed. If the objects 4 are longer than a quarter of the orbit, the return speed R may be less than the processing speed F 'or may be the same size and the tools of each group may be stopped for a break in an operating phase in which no tool of the group in the processing area B is.
- a device like that in the FIG. 1 is shown schematically, for example, realized with two chain or belt drives whose speeds are independent of each other, wherein at each of the drives every second of the tools is firmly coupled.
- FIG. 2 shows in the same, very schematic way as FIG. 1 a further exemplary embodiment of the inventive device.
- the device in turn has an orbit 1, on which five tools 2 rotate.
- two drives (not shown) are provided: a first drive, the tools 2 coupled thereto with the adapted to the conveying speed F processing speed F 'at least through the processing area B promotes, and a second drive, the coupled thereto tools 2 with a Return speed R from the output of the processing area B promotes back to its input.
- a stopping means S or another control element is provided, which decelerates or stops returning tools and thereby completely or partially decoupled from the second drive and optionally buffers and releases for each processing step the foremost tool in the buffer in the processing area B, that is, connected to the first drive.
- the braking can also be done by controlling the second drive.
- control means can clock the tools, that is to say the delivery cycle of the objects to be processed adjusted or sensor-controlled, whenever an object or a processing point is detected.
- suitable drive is, for example, in the publication EP-1232974 (or US 6607073 ). It is a drive based on the eddy current principle, on which the tools can be decoupled and reconnected by a simple, mechanical stop, which stops and releases them again. It is also conceivable, in particular, if only one drive is provided (processing speed F 'same as the return speed R) to use a chain drive to which the tools are selectively coupled. Such drives are described for example in the publications CH-618 398 (or US 4201286 ) EP-276409 (or US 4892186 ) or EP-309702 (or US 4887809 ).
- FIGS. 3 to 5 show in the same very schematic way as FIG. 1 further embodiments of the inventive device. These differ from the devices according to Figures 1 and 2 in particular by the shape of the orbit 1, by the number of circulating on the orbit tools 2 and / or by the design of counter tools. In all cases shown, the tools are shown as if they were driven in groups of one drive each (principle according to FIG FIG. 1 ). Of course, but the tools of all embodiments, even after the in FIG. 2 driven principle are shown.
- FIG. 3 shows an arrangement of two devices according to the invention, wherein the first device (orbit 1 and tools 2) over the to be machined Objects 4 or the material web is arranged, and the second device (orbit 1 'and counter tools 2') below.
- the objects 4 or material web are conveyed, for example, on a conveying surface 3 (eg conveyor belt), the counter tools 2' supporting the conveying surface for processing. If a sufficiently stable material web is processed and the processing does not involve a separation of the material web, it is also possible to dispense with the conveying surface 3 and to convey and process only the material web (possibly with articles 4) between tools 2 and counter tools 2 '.
- the groups move 2.1, 2.2, 2'.1 and 2'.2 with processing speed F ', while the groups move 2.3 and 2'.3 at the return speed R.
- FIG. 4 shows a further arrangement of two inventive devices with cooperating tools 2 and counter tools 2 '.
- the two orbits 1 and 1 ' are circular, being ensured by spring-mounted mounting of the tools 2 and / or the counter tools 2' that the orbits U of cooperating with the material web distal tool ends (hereinafter also referred to as processing element 38) in the processing area B. are flattened and are thus aligned parallel to the conveying direction.
- the two groups of tools and counter tools are each arranged on a rotating wheel (not shown)
- a cooperating with the tools 2 guide slot 30 may be present at least in part of the orbit 1, with the distance d of the tools to the center of rotation D adjustable is.
- the tools 2 which can be moved along the guide rail 31 in the radial direction or guide elements 32 mounted on the tools 2 are sprung in this case with a spring 33 against the guide slot 30.
- the web of any point on the guide rails 31 is to be considered;
- the path of the distal end of the guide rail 31 is shown by way of example.
- the tools 2 are pressed into their radially outward position (distance d corresponds to the radius of the orbit 1); under the action of the guide slot 30, the distance d is reduced controlled.
- the tools 2 are retracted against the spring force through the gate 30 to the center of rotation.
- the path U of the distal tool ends in comparison to the pure circular path 1 is flattened by the action of the link 30.
- the flattening of the trajectory against a circular path by means of cam-controlled movement of the tools is also in non-independently driven tools, e.g. used in devices with only one moving along a circular path tool.
- the counter device can be designed analogously (not shown here).
- the counter tools 2 'as the tools 2 may be controlled by guide scenes.
- FIG. 5 shows a device according to the invention with a circular orbit 1 and two tools 2, wherein the tools cooperate with a conveying surface 3 and the tools are resiliently mounted.
- Each of the two tools is driven by its own drive (not shown).
- a backdrop 30 may be present, which provides for the flattening of the web U of the distal tool ends with respect to their actual trajectory 1.
- a backdrop 30 may be present, which provides for the flattening of the web U of the distal tool ends with respect to their actual trajectory 1.
- FIG. 6 shows in detail a preferred embodiment of the inventive device.
- the four provided tools 2 have support beams 10 and attached to the support beam 10 welding beam 11, wherein support beam 10 and welding bar 11 extending between two walls 12.
- support beam 10 and welding bar 11 extending between two walls 12.
- rails 13 are arranged, which define the orbit of the tools 2 and in which the support beams 10 are rotatably or at least pivotally guided, such that the position of the welding beam relative to the orbit by means of stationary backdrop during the Tool movement is variable along the orbit.
- Every second support beam is coupled to a first belt drive.
- the first belt drive has two toothed belts 15.1, to which the ends of the support beams 10 are attached and which run over two gears 16.1, which are arranged coaxially in pairs, wherein a pair of coaxial gears is driven via a first drive shaft 17.1.
- the other two support beams 10 are coupled to a second belt drive, that is, they are also attached to two toothed belt 15.2, which also run over two gears 16.2, which are arranged coaxially with the gears 16.1 of the first belt drive and two of which via a second Drive shaft 17.2 are driven.
- the toothed belts 15.1 and 15.2 run in pairs next to each other in addition to the gears guided by further guide means in an orbit, which is adapted to the orbit of the support beam 10.
- the orbit of the welding beam 11 is determined not only by the orbit of the support beams 10 but also by the pivotal movement of the support beam 10.
- FIG. 6 shown device is characterized not only by their versatility to adapt to the format of the objects to be packaged but also by their smooth running, especially in comparison with devices having crank gears or reciprocating device parts.
- FIG. 7 shows an application of the device according to FIG. 6 , This is used in a device for the packaging of flat objects, such as printed products, by means of a quasi endless film web 20 to the film web 20, which has been previously placed around the successively spaced and continuously conveyed objects (not shown), in the intervals between to cross-weld the objects and, if necessary, to cut them.
- the device comprises the device areas known per se, which serve the following functions: feeding the flat objects (device area 21), feeding the quasi endless film web 20 (device area 22), turning the film web 20 around the row of flat objects (device area 23) Longitudinally welding the film web 20 (device region 24), pressing the row of flat objects (device region 25) wrapped by the film web, cross welding and separating the film web 20 between the articles (device region 26) and transporting the individually wrapped flat articles (device region 27) ,
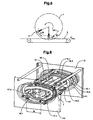
- FIG. 8 shows the processing area of the device according to a somewhat larger scale FIG. 6 , From the FIG. 8 It can be seen that the processing area, in which the tools effectively act on the film web and for this purpose are conveyed at the same speed as the film web, is flanked by an inlet region in which the tools approach the film web and, in particular, are inserted between successive articles , and a discharge area in which the tools are removed from the film web and in particular extended between successive objects. Both in the inlet area and in the outlet area, it is advantageous if the welding bars are aligned perpendicular to the film web and as possible perpendicular to this and moved away from this (no or at most small relative speed between the tool and film web in the conveying direction).
- the support beams are pivoted so that the welding bars are aligned perpendicular to the film web.
- the orbit 1 in the inlet region and outlet region is substantially straight-line and the speed of the tools is slightly larger than the processing speed F 'in adaptation to the slope of the orbit.
- FIG. 9 shows an example of a device with two support members 34 in the form of about a center of rotation D rotatable spokes. At the distal ends of the support members 34 each have a tool 2 is attached.
- the two spokes 34 are as in the example Fig. 4 independently drivable, so that the angle between them and thus the distance of the tools can be varied.
- the support members 34 may also be rigidly coupled together and / or it can also be used only one drive. Likewise, only a single tool 2 may be present.
- the tools 2 here comprise a processing element 38, which cooperates in the application with the object to be processed or the material web.
- the processing element 38 includes, for example, a welding element 38.1 and a hold-down 38.2.
- a first lever end 36 of a lever 35 is pivotally connected to the distal end portion of the support member 34 about a pivot axis S1.
- the processing element 38 is at this lever 35 at a distance from the pivot axis S1 arranged.
- the angle ⁇ between the lever 35 or its lever axis and the support element 34 is variable.
- the angle ⁇ between the lever 35 and the direction of action of the processing element 38 defined by the orientation of the welding element 38.1 and the hold-down 38.2 is constant at about 90 ° in this example, but can be varied in a further development of the device (cf. Fig. 10 ).
- the levers 35 have a guide element 32, here in the form of a roller, which cooperates with a stationary guide slot 30 in the form of a circumferential groove.
- a guide element 32 here in the form of a roller
- a stationary guide slot 30 in the form of a circumferential groove.
- the guide slot 30 in the form of a circumferential groove here comprises two spaced apart guide surfaces 30.1, 30.2, which guide the guide member 32 on both sides and so adjust the distance d and simultaneously the orientation of the processing element in space or the angle ⁇ relative to the conveying surface.
- the guide slot 30 in the processing area B has parallel to the conveying surface 3 extending straight guide surfaces 30.1, 30.2. If the lever 35 is biased against one of the guide surfaces 30.1, 30.2, the other guide surface is unnecessary.
- the lever 35 and thus the processing elements 38 are pulled in the manner of a rocker arm in the direction of rotation behind the support members 34. Your weight is at least partially absorbed by the scenery 30 in the processing area B. The remaining force serves to press the processing elements 38 against the conveying surface 3.
- the distance between the distal ends of the blank holder 38.2 and the welding element 38.1 is thereby varied, so that a material web 20 can be welded.
- FIG. 10 shows an evolution of in Fig. 9 illustrated device in which the distance d of the processing element 38 to the center of rotation D and the orientation of the processing element 38 in space, ie the angle ⁇ relative to the conveying surface 3 are independently adjustable. In this way can be compared to the total length of the web U of the processing elements 38 produce longer sections in which the web U is parallel to the conveying surface 3 and the processing elements 38 have a predetermined orientation in space.
- the processing element 38 is as in Fig. 9 pivotally connected to the support elements 34.
- the machining element 38 and support member 34 connecting lever is designed as a double lever and includes a U-shaped first lever member 35 and disposed therein, relative to the first lever member 35 resiliently mounted second lever member 37.
- the double lever 35/37 is as a whole about the pivot axis S1 pivotally, wherein the two lever members 35, 37 can be deflected relative to each other.
- the processing element 38 is located on the second lever part 37; a cooperating with a first guide slot 30 control 32 is disposed on the first lever member 35.
- the distance d is adjusted by the angle ⁇ between the first lever 35/37 and the support member 34 is varied with the first link 30.
- the processing element 38 is not rigid, but pivotally connected to the first lever 35 about the second pivot axis S2.
- the angle ⁇ between the first lever 35/37 and the processing element 38 can therefore be independent of the angle ⁇ can be set.
- a second guide slot 30 ' which cooperates with a further guide element 40, here also in the form of a guide roller, is used.
- the further guide element 40 is coupled to the processing element 38 via a second lever 39. It is located at a distance from the further pivot axis S2.
- the guide elements 32, 40 can be located at any position on the first or second lever 35/37 or 39, provided that a distance to the respective pivot axis S1 or S2 is respected.
- the processing element 38 may also be located anywhere on the second lever 39.
- first lever with first and resiliently arranged second lever member 35, 37 the processing element 38 can be moved relative to the first guide member 32, for example, to withdraw for particularly thick objects or a jam of objects with respect to the predetermined by the first link 30 path.
- the pivot axis S1 which is normally aligned with the axis of the control element 32, shifts relative thereto.
- the flexibility and interference immunity of the device is increased.
- Such a measure could also according to the device Fig. 9 be provided.
- the guide slots 30, 30 here again each comprise two guide surfaces 30.1, 30.2 and 30'.1, 30'.2 which are spaced apart from one another in the radial direction.
- the first lever 35 are biased against the radially outer guide surface 30.1 of the first guide slot 30.
- these motion paths lie in different planes running parallel to the plane of representation. This is in Fig. 11 shown.
- FIGS. 9 and 10 The arrangement shown to be executed mirror-symmetrically to a plane extending parallel to the plane of representation.
- the support elements 34 are, for example, mirror-symmetrically on opposite sides of the conveyor support 3.
- the processing elements 38 can be arranged on elongated beams 41 perpendicular to the plane of representation, which are mounted at their outer ends on a respective support element 34 and define here, for example, the second pivot axis S2 (see. Fig. 11 ).
- Stabilizing struts 42 can also be arranged along the first pivot axis S1.
- FIG. 12 shows a variant of in Fig. 4 illustrated device, in addition to the variation of the distance d of the processing element 38 from the center of rotation D by means of the first guide slot 30, the orientation of the processing element 38 is adapted to a second guide slot 30 '.
- the processing element 38 therefore has as in the example Fig. 10 two degrees of freedom, so that despite a pure rotary drive a desired path U and a predetermined orientation can be generated with greater precision.
- a tool 2 on a rotatable support member 34, here in the form of a wheel, mounted and in the radial direction, that is displaceable perpendicular to the axis of rotation.
- a position in the editing area is shown by solid lines; two further positions before entry into the processing area or at its end are shown in dashed lines.
- a punch 43 is movable in a guide sleeve 31 'and biased against the outside with a spring 33.
- a guide element 32 At the distal end of the punch 43 is a guide element 32 in the form of a roller, which is guided at least in the processing area B through the first link 30.
- the processing element 38 is pivotally connected to the distal punch end about a pivot axis S2.
- the first guide slot 30 is here shaped so that a running in the processing area B parallel to the conveying surface 3 track U of the processing elements 38 is generated.
- the guide surfaces 30.1, 30.2 of the first guide slot 30 also run at least partially parallel to the conveyor surface 3. Since the processing elements 38 are biased against the outside, it is sufficient if the first guide slot 30 is only in the processing area corresponding portion of the orbit 1.
- the processing element 38 is connected via a lever 39 to a second guide element 40, also in the form of a roller.
- a second guide element 40 also in the form of a roller.
- the angle ⁇ between the processing element 38 and the punch 43 is adjusted.
- the second guide slot 30 ' is shaped so that the orientation of the processing element 38 in the space or relative to the conveying surface 3 at least in the processing area B remains the same. In this way, a constant angle ⁇ in the processing region B of approximately 90 °, i. vertical action on the material web to be realized. Likewise, it is possible to lower the processing element in this orientation on the web.
- the first guide slot 30 contributes to metering the force acting on the conveying surface 3.
- FIG. 13 shows a further embodiment of the invention with a basic structure, the Fig. 9 equivalent.
- a tool 2 is pivotally mounted in each case via a trailing lever 35 in the direction of rotation.
- the pivoting position ie the angle ⁇ between the lever 35 and the support element 34, is adjusted with a guide slot 30.
- the guide slot 30 is not here in the form of a groove as in Fig. 9 but has the shape of a closed ring with two outwardly oriented, circumferential guide surfaces 30.1, 30.2. These guide surfaces 30.1, 30.2 are scanned by a pair of guide members 32, 32 '.
- a path U of the processing elements 38 running at least in regions parallel to the conveying surface 3 can be generated.
Landscapes
- Mechanical Engineering (AREA)
- Engineering & Computer Science (AREA)
- Treatment Of Fiber Materials (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
- Containers And Plastic Fillers For Packaging (AREA)
- Advancing Webs (AREA)
- Coating Apparatus (AREA)
- Grinding Of Cylindrical And Plane Surfaces (AREA)
- Cleaning And De-Greasing Of Metallic Materials By Chemical Methods (AREA)
- Structure Of Belt Conveyors (AREA)
- Constituent Portions Of Griding Lathes, Driving, Sensing And Control (AREA)
- Making Paper Articles (AREA)
- Nonmetal Cutting Devices (AREA)
Abstract
Description
Die Erfindung liegt im Bereich der Bearbeitungstechnik, insbesondere der Verpackungstechnik, und betrifft eine Vorrichtung nach dem Oberbegriff des unabhängigen Patentanspruchs. Die Vorrichtung dient zur Bearbeitung von kontinuierlich hintereinander geförderten, flachen Gegenständen oder einer ebenfalls kontinuierlich geförderten, quasi endlosen Materialbahn, wobei für die Bearbeitung ein Werkzeug auf jeden Gegenstand oder in vorgegebenen, insbesondere regelmässigen Abständen auf die Materialbahn wirkt und wobei das Werkzeug mindestens während seiner Wirkung auf den Gegenstand oder die Materialbahn mit dem Gegenstand oder der Materialbahn bewegt wird, derart, dass zwischen Werkzeug und Gegenstand oder Materialbahn möglichst keine Relativbewegung parallel zur Förderrichtung entsteht. Die Vorrichtung dient insbesondere dazu, kontinuierlich hintereinander geförderte, flache Gegenstände, insbesondere Druckprodukte, die in eine Folienbahn eingeschlagen sind, fertig zu verpacken, dadurch, dass die Folienbahn zwischen aufeinanderfolgenden Gegenständen quer verschweisst und gegebenenfalls zertrennt wird.The invention is in the field of processing technology, in particular packaging technology, and relates to a device according to the preamble of the independent claim. The device is used for processing continuously successively conveyed, flat objects or a likewise continuously conveyed, quasi-endless material web, wherein a tool acts on each object or at predetermined, especially regular intervals on the material web for processing and wherein the tool at least during its action is moved to the object or the material web with the object or the material web, such that between tool and object or material web as possible no relative movement is parallel to the conveying direction. The device serves, in particular, to finish packaging continuously flat objects, in particular printed products, which are wrapped in a film web, in that the film web is transversely welded between successive articles and, if necessary, severed.
Die genannte Querverschweissung und Zertrennung der Folienbahn wird gemäss dem Stand der Technik beispielsweise durchgeführt mit Hilfe eines Paars von kooperierenden, sich quer zur Förderrichtung und parallel zur Breite der Folienbahn erstreckenden, synchron angetriebenen Werkzeugen (Schweissbalken und Gegenwerkzeug), von denen eines von oben und das andere von unten auf die Folienbahn wirkt.Said cross-welding and separation of the film web is carried out according to the prior art, for example, with the aid of a pair of cooperating, extending transversely to the conveying direction and parallel to the width of the film web, synchronously driven tools (welding bars and counter tool), one of which from above and Others from below affects the film web.
Dazu rotieren die beiden kooperierenden Werkzeuge in entgegengesetztem Sinne und derart synchron, dass sie, wenn sie gegeneinander gerichtet sind, die Folienbahn verschweissen und zertrennen können. Durch eine federnde Lagerung der Werkzeuge und durch eine an die Fördergeschwindigkeit angepasste Geschwindigkeit der Werkzeuge wird dafür gesorgt, dass für die Verschweissung und Zertrennung eine genügende Zeitspanne zur Verfügung steht, während der die Relativgeschwindigkeit zwischen den distalen Enden der Werkzeuge und der Folienbahn für eine problemlose Verschweissung und Zertrennung genügend klein ist. Die rotierenden Werkzeuge werden also während ihrer Einwirkung auf die Folienbahn mit einer Geschwindigkeit bewegt, die an die Fördergeschwindigkeit der Folienbahn angepasst ist. Während ihrer weiteren Bewegung, die sie nach einer Verschweissung und Zertrennung zurückbringt an den Ausgangspunkt für eine weitere Verschweissung und Zertrennung, ist ihre Geschwindigkeit üblicherweise einstellbar, derart, dass die Abstände der Einwirkung auf die Folienbahn, also das Format der zu erstellenden Packungen variiert werden kann. Es ist auch bekannt, die rotierende Bewegung der Werkzeuge anzuhalten oder ihre Wirkung auf die Folienbahn bei einem Teil ihrer Umdrehungen zu unterdrücken, wenn die Abstände zwischen den zu erstellenden Querverschweissungen gross sind. Um auch kleinere Abstände zwischen den Querverschweissungen realisieren zu können, wird auch vorgeschlagen, mehrere Paare von Werkzeugen vorzusehen, wobei alle Werkzeuge synchron umlaufen und regelmässig voneinander beabstandet sind.For this purpose, the two cooperating tools rotate in opposite directions and in such synchronism that, when they are directed against each other, they can weld and sever the film web. By a resilient mounting of the tools and by a speed adapted to the speed of the tools is ensured that for the welding and cutting a sufficient amount of time is available, while the relative speed between the distal ends of the tools and the film web for easy welding and separation is small enough. The rotating tools are thus moved during their action on the film web at a speed which is adapted to the conveying speed of the film web. During their further movement, which brings them back to the starting point for further welding and separation after welding and dicing, their speed is usually adjustable, such that the distances of the action on the film web, ie the format of the packs to be produced, can be varied , It is also known to stop the rotating movement of the tools or to suppress their action on the film web at a portion of their revolutions when the distances between the transverse welds to be created are large. In order to realize smaller distances between the transverse welds, it is also proposed to provide several pairs of tools, all tools rotate synchronously and are regularly spaced from each other.
Eine Vorrichtung, die nach dem genannten Prinzip arbeitet, ist beispielsweise beschrieben in den Publikationen
Die erstgenannte Limitation wird in ebenfalls bekannten Vorrichtungen entschärft, dadurch, dass die Umlaufbahn der Werkzeuge nicht durch eine einfache Rotation (Kreisbahn) sondern durch eine Überlagerung einer Schlittenbewegung parallel zur Förderrichtung und einer Hubbewegung quer zur Förderrichtung. Solche Umlaufbahnen werden erzeugt beispielsweise mit Hilfe eines Kurbelgetriebes oder mit einem hin und her bewegten Schlitten, auf dem eine separat angetriebene Hubvorrichtung angeordnet ist. Solche Vorrichtungen sind beispielsweise beschrieben in den Publikationen
Aus der
Diese bekannten Vorrichtungen haben den Vorteil, dass die Bewegungsbahn der Werkzeuge zumindest im Bearbeitungsbereich weitgehend parallel zu der Materialbahn bzw. den zu bearbeitenden Gegenständen ausgerichtet ist, obwohl das Werkzeug auf sehr einfache Weise entlang einer Kreisbahn bewegt wird, nämlich indem es an einem um eine Achse drehbaren starren Körper, z.B. Speichen oder einem Antriebsrad, befestigt ist. Die gerade Bahn im Bearbeitungsbereich hat insbesondere beim Verschweissen Vorteile, da die für die Bearbeitung zur Verfügung stehende Zeitspanne gegenüber einem nur punktförmigen Kontakt verlängert wird. In Kauf genommen wird dabei jedoch eine verhältnismässig grosse Krafteinwirkung auf die Werkzeuge und Gegenwerkzeuge bzw. die Gegenstände oder ihre Förderfläche. Die Grösse dieser Kraft hängt von der Position entlang der Bewegungsbahn ab; sie ist daher fast immer grösser als diejenige Kraft, die für die eigentliche Bearbeitung notwendig wäre. Dies kann zu einem recht grossen Verschleiss der Werkzeuge und/oder ihrer Lager führen. Ohne einen Gegendruck durch eine Förderfläche oder ein Gegenwerkzeug ist bei diesen Beispielen gar keine definierte Bearbeitung möglich.These known devices have the advantage that the path of movement of the tools is aligned at least in the processing area largely parallel to the material web or the objects to be processed, although the tool is moved in a very simple manner along a circular path, namely by one on an axis rotatable rigid body, such as spokes or a drive wheel, is attached. The straight path in the processing area has advantages, in particular during welding, since the time available for processing is lengthened compared to punctiform contact only. In this case, however, a relatively large force on the Tools and counter tools or the objects or their conveying surface. The magnitude of this force depends on the position along the trajectory; It is therefore almost always greater than the force that would be necessary for the actual processing. This can lead to a considerable wear of the tools and / or their bearings. Without a counterpressure by a conveying surface or a counter tool no defined processing is possible in these examples.
Es ist die Aufgabe der Erfindung, die oben angesprochenen Limitationen der Vorrichtungen gemäss dem Stande der Technik, die demselben Zwecke dienen wie die erfindungsgemässe Vorrichtung, aufzuweiten. Die erfindungsgemässe Vorrichtung soll unter anderem konstruktiv einfach und verschleissarm sein. Alternativ oder zusätzlich soll sie es auch ermöglichen, die kontinuierlich hintereinander geförderten Gegenstände oder die quasi endlose Materialbahn zu bearbeiten, auch wenn der Weg (notwendige Wirkungszeit mal Fördergeschwindigkeit), der für die Bearbeitung notwendig ist, insbesondere durch hohe Fördergeschwindigkeiten lang wird und gegebenenfalls eine Länge bekommt, die in derselben Grössenordnung liegt wie die zu erstellenden Abstände zwischen den Bearbeitungen. Trotzdem soll es nicht notwendig sein, an der Vorrichtung mechanisch etwas zu ändern oder einzustellen und/oder die Fördergeschwindigkeit zu ändern, wenn mit der Vorrichtung in variablen, insbesondere auch sehr kleinen Abständen auf Gegenstände oder Materialbahn gewirkt werden soll.It is the object of the invention to expand the abovementioned limitations of the devices according to the prior art, which serve the same purpose as the device according to the invention. Among other things, the device according to the invention should be structurally simple and low-wear. Alternatively or additionally, it should also make it possible to process the continuously successively conveyed objects or the quasi-endless material web, even if the way (necessary time of action times conveying speed), which is necessary for processing, in particular by high conveying speeds becomes long and optionally a length gets, which is in the same order of magnitude as the distances to be created between the edits. Nevertheless, it should not be necessary to mechanically change or adjust the device mechanically and / or to change the conveying speed if the device is intended to act on objects or material web in variable, in particular very small, distances.
Diese Aufgabe wird gelöst durch die Vorrichtung, wie sie im unabhängigen Anspruch definiert ist. Die abhängigen Ansprüche definieren vorteilhafte Ausführungsformen der Vorrichtung.This object is achieved by the device as defined in the independent claim. The dependent claims define advantageous embodiments of the apparatus.
Die Vorrichtung gemäss Erfindung weist wie die Vorrichtungen gemäss dem Stand der Technik, die demselben Zwecke dienen, mindestens auf der einen Seite der Förderstrecke der Gegenstände oder Materialbahn eine Umlaufbahn auf, auf der mindestens zwei Werkzeuge umlaufen. Die Werkzeuge sind relativ zur Umlaufbahn bevorzugt gesteuert verschwenkbar, so dass ihre Schwenkposition unabhängig von einer Ausrichtung der Umlaufbahn gesteuert an die zu bearbeitenden Gegenstände oder die Materialbahn angepasst ist. Die Umlaufbahn ist dabei die Bahn eines beliebigen mit dem Werkzeug bewegten Punkts, der die gesteuerte Schwenkbewegung nicht mit ausführt. Durch die Steuerung der Schwenkposition gelingt es, ohne Krafteinwirkung von Aussen, insbesondere ohne eine durch eine Förderfläche oder ein Gegenwerkzeug ausgeübte Gegenkraft, im Bearbeitungsbereich trotz einer in der Regel gekrümmten Umlaufbahn eine gerade Bahn der aktiven, mit den Gegenständen oder der Materialbahn zusammenwirkenden Bearbeitungselemente der Werkzeuge zu realisieren. Dies hat den grossen Vorteil, dass ein konstruktiv einfaches Antriebssystem verwendet werden kann, z.B. in Form eines Rads oder von Speichen, an dem die Werkzeuge befestigt sind. Diese Vorrichtung kann demnach auch sehr platzsparend realisiert werden.Like the devices according to the prior art, which serve the same purpose, the device according to the invention has an orbit on at least one side of the conveying path of the objects or material web on which at least two tools rotate. The tools are preferably pivotable controlled relative to the orbit, so that their pivot position regardless of a Regulated orientation of the orbit is adapted to the objects to be processed or the material web. The orbit is the path of any point moved by the tool that does not carry out the controlled pivoting motion. By controlling the pivot position succeeds without force from the outside, in particular without a force exerted by a conveying surface or a counter tool counterforce in the processing area despite a generally curved orbit a straight path of the active, cooperating with the objects or the material processing elements of the tools to realize. This has the great advantage that a structurally simple drive system can be used, for example in the form of a wheel or spokes, to which the tools are attached. Accordingly, this device can also be realized in a very space-saving manner.
Zur Einstellung der Schwenkpositionen werden die Werkzeuge bevorzugt mit einer stationären Kulisse gesteuert, die zumindest im Bearbeitungsbereich mit den Werkzeugen zusammenwirkt, während diese entlang der Umlaufbahn bewegt werden. Durch diese Kulisse kann die Kraft, die auf die zu bearbeitenden Gegenstände bzw. die Materialbahn wirkt, genau dosiert werden.To adjust the pivot positions, the tools are preferably controlled with a stationary link, which cooperates with the tools at least in the processing area, while they are moved along the orbit. Through this backdrop, the force acting on the objects to be processed or the material web can be precisely metered.
Es ist von besonderem Vorteil, wenn ausgehend von einer reinen Kreisbewegung der Werkzeuge, die sich besonders einfach durch Rotation eines starren Körpers erzeugen lässt, eine von einer Kreisbahn abweichende Bewegungsbahn der mit den Gegenständen oder der Materialbahn zusammenwirkenden Bearbeitungselemente der Werkzeuge realisiert werden soll. Dieses erfolgt erfindungsgemäss, indem die Kreisbewegung, d.h. die blosse Rotation eines Körpers, mit einer gesteuerten Schwenkbewegung überlagert wird. Hierdurch kann der Abstand zum Drehzentrum gesteuert variiert werden. Statt einer Schwenkbewegung ist auch eine Bewegung in radialer Richtung denkbar, z.B. ein insbesondere kulissengesteuertes Vor- und Zurückziehen des Werkzeugs entlang einer radial verlaufenden Führungsschiene bzw. -hülse.It is of particular advantage if, starting from a pure circular movement of the tools, which can be generated particularly easily by rotation of a rigid body, deviating from a circular path of movement of cooperating with the objects or the material web processing elements of the tools to be realized. This is done according to the invention by the circular motion, ie the mere rotation of a body, is superimposed with a controlled pivoting movement. As a result, the distance to the center of rotation can be varied controlled. Instead of a pivoting movement and a movement in the radial direction is conceivable, for example, a particular backdrop-controlled forward and backward pulling of the tool along a radially extending guide rail or sleeve.
Gemäss einer besonderen Auführungsform ist wenigstens ein um ein Drehzentrum rotierbares Tragelement vorhanden. Ausserdem weisen die Werkzeuge einen Hebel sowie ein mit den Gegenständen oder der Materialbahn zusammenwirkendes Bearbeitungselement auf. Die Hebel sind an einem ersten Hebelende in konstantem Abstand zum Drehzentrum schwenkbar mit dem wenigstens einen Tragelement verbunden. Die oben beschriebene Umlaufbahn kann hier beispielsweise mit der Bahn der ersten Hebelenden bzw. der Anlenkpunkte identifiziert werden; die Umlaufbahn ist demnach kreisförmig. An einem zweiten Hebelende ist das Bearbeitungselement angebracht. Mit wenigstens einer stationären Kulisse ist zumindest im Bearbeitungsbereich die Schwenkposition des Hebels relativ zum Tragelement einstellbar. Das Tragelement ist beispielsweise eine um das Drehzentrum drehbare Speiche oder ein Rad, an dem auch mehrere Werkzeuge angelenkt sein können. Die schwenkbaren Hebel ermöglichen, den Abstand der Bearbeitungselemente zum Drehzentrum durch die Kulisse gesteuert zu verändern und so eine abgeflachte oder sogar streckenweise gerade Bahn der Bearbeitungselemente zu erzeugen, wobei die Orientierung der Bearbeitungselemente im Raum innerhalb eines gewissen Winkelbereichs konstant bleibt.According to a particular Auführungsform at least one rotatable about a center of rotation support element is present. In addition, the tools have a lever and a cooperating with the objects or the material web processing element. The levers are pivotally connected at a first end of the lever at a constant distance from the center of rotation with the at least one support element. The orbit described above can be identified here, for example, with the path of the first lever ends or the articulation points; the orbit is therefore circular. At a second end of the lever, the processing element is mounted. With at least one stationary link, the pivoting position of the lever is adjustable relative to the support element at least in the processing area. The support member is for example a rotatable around the center of rotation spoke or a wheel on which several tools can be hinged. The pivotable levers make it possible to change the distance of the machining elements to the center of rotation controlled by the scenery and thus to produce a flattened or even partially straight track of the machining elements, the orientation of the machining elements in the space remaining constant within a certain angular range.
Gemäss einer weiteren Ausführungsform sind die Bearbeitungselemente sogar über zwei Hebel mit den Tragelementen gekoppelt. Hierdurch können die Bearbeitungselemente mit zwei Freiheitsgraden relativ zur reinen Kreisbahn bewegt werden. Die Positionen der Hebel relativ zueinander und zum Tragelement werden mit zwei Kulissen jeweils unabhängig voneinander eingestellt. Hierdurch gelingt nicht nur die Erzeugung einer nach Wunsch geformten Bahn der Bearbeitungselemente, sondern auch die Einstellung eines Winkels der Bearbeitungselemente relativ zu ihrer Bahn bzw. zu den zu bearbeitenden Gegenständen bzw. der Förderfläche. Beispielsweise kann hierdurch vorteilhaft sichergestellt werden, dass das Bearbeitungselement immer senkrecht zur Förderfläche orientiert ist. Dies hat insbesondere bei einem Schweisselement Vorteile.According to a further embodiment, the processing elements are even coupled via two levers with the support elements. As a result, the processing elements with two degrees of freedom can be moved relative to the pure circular path. The positions of the levers relative to each other and the support element are set with two scenes each independently. As a result, not only the production of a desired shaped path of the processing elements, but also the setting of an angle of the processing elements relative to their path or to the objects to be processed or the conveying surface. For example, this can advantageously ensure that the processing element is always oriented perpendicular to the conveying surface. This has advantages, especially with a welding element.
Das Bearbeitungselement ist bevorzugt ein Schweisselement, z.B. ein Schweissbalken. Andere Funktionen sind jedoch ebenfalls möglich, z.B. Beschriften, Perforieren, Durchtrennen. In allen Fällen kann die auf die zu bearbeitenden Gegenstände oder die Materialbahn wirkende Kraft begrenzt und im wesentlichen konstant gehalten werden. Für bestimmte Anwendungen, bei denen die Materialbahn die nötige Belastbarkeit zum Tragen der Gegenstände aufweist, kann daher auch auf eine zusätzlich zur Materialbahn vorhandene stabilisierende Förderfläche verzichtet werden.The processing element is preferably a welding element, e.g. a welding bar. However, other functions are also possible, e.g. Label, perforate, cut through. In all cases, the force acting on the objects to be processed or the material web can be limited and kept substantially constant. For certain applications in which the material web has the necessary load capacity for carrying the objects, can therefore be dispensed with an existing addition to the web stabilizing conveying surface.
Die Erfindung ist besonders vorteilhaft bei Vorrichtungen einsetzbar, bei denen das Werkzeug insgesamt entlang einer Kreisbahn bewegt wird, die durch die Rotation eines starren Körpers, z.B. einer Speiche oder eines Rads, vorgegeben wird. Durch die Steuerung der Schwenkposition kann eine gegenüber der Kreisbahn abgeflachte Bahn der aktiven Bereiche Werkzeuge und/oder eine bestimmte Orientierung der Werkzeuge mit Bezug auf die zu bearbeitenden Gegenstände bzw. die Materialbahn erzeugt werden.The invention is particularly advantageously applicable to devices in which the tool as a whole is moved along a circular path caused by the rotation of a rigid body, e.g. a spoke or a wheel, is given. By controlling the pivoting position, a path of the active regions, which is flattened with respect to the circular path, of tools and / or a specific orientation of the tools with respect to the objects to be processed or the material web can be produced.
Werden die Werkzeuge entlang von beliebig geformten Führungsschienen bewegt, so hat dies den Vorteil, dass hier die Orientierung der Werkzeuge unabhängig von der Form der Bewegungsbahn eingestellt werden kann.If the tools are moved along arbitrarily shaped guide rails, this has the advantage that the orientation of the tools can be adjusted independently of the shape of the movement path.
Es kann ferner eine Vorrichtung vorgesehen sein, bei der die Werkzeuge mit einer umlaufenden Förderauflage, z.B. einem umlaufenden Förderband, als Gegenwerkzeug zusammenwirken. Alternativ können die Gegenwerkzeuge auch an einer analog aufgebauten Gegenvorrichtung angeordnet sein. In beiden Fällen gelingt es durch die erfindungsgemässe Steuerung der Position der Werkzeuge relativ zu ihrer fest vorgegebenen Umlaufbahn, die auf das bzw. die Gegenwerkzeuge wirkende Kraft zu begrenzen. Somit wird der Verschleiss reduziert.There may also be provided a device in which the tools are provided with a peripheral conveyor support, e.g. a rotating conveyor belt, interact as a counter tool. Alternatively, the counter tools can also be arranged on an analogously constructed counter device. In both cases, it is possible by the inventive control of the position of the tools relative to their fixed orbit, to limit the force acting on the or the counter tools. Thus, the wear is reduced.
Gemäss vorliegender Erfindung, welche zusätzlich oder als Alternative zur oben beschriebenen Steuerung der Werkzeuge zum Einsatz kommen kann, sind mindestens zwei Werkzeuge vorhanden und derart unabhängig voneinander angetrieben, dass sie gleichzeitig mit verschiedenen Geschwindigkeiten entlang der Umlaufbahn bewegt werden können, also die Abstände zwischen aufeinanderfolgenden Werkzeugen während des Umlaufens variieren können. Vorteilhafterweise sind mehr als zwei Werkzeuge vorgesehen, die auf derselben Umlaufbahn umlaufen, wobei alle Werkzeuge mindestens beschränkt unabhängig voneinander angetrieben werden oder wobei Gruppen von Werkzeugen (z.B. jedes zweite Werkzeug) an verschiedene Antriebe gekoppelt sind, derart, dass alle Werkzeuge einer Gruppe zu jedem Zeitpunkt dieselbe Umlaufgeschwindigkeit haben, die sich aber von der Umlaufgeschwindigkeit der Werkzeuge anderer Gruppen unterscheiden kann.According to the present invention, which can be used in addition to or as an alternative to the control of the tools described above, at least two tools are present and driven independently of each other so that they can be moved simultaneously at different speeds along the orbit, so the distances between successive tools can vary during circulation. Advantageously, more than two tools are provided which circulate in the same orbit, all tools being driven at least partially independently of each other, or groups of tools (eg every other tool) being coupled to different drives, such that all the tools of a group are at any one time have the same orbital velocity, but which may be different from the velocity of rotation of the tools of other groups.
Durch die Unabhängigkeit der Werkzeuge wird es mit der erfindungsgemässen Vorrichtung möglich, dass auch bei verschiedenen Bearbeitungs- und Rücklaufgeschwindigkeiten zwei (oder sogar mehr als zwei) Werkzeuge zur gleichen Zeit auf zu bearbeitende Gegenstände oder auf die Materialbahn wirken, was bei den Vorrichtungen nach dem Stand der Technik nur dann möglich ist, wenn der Abstand zwischen den Bearbeitungen genau dem Abstand zwischen den Werkzeugen entspricht. Das heisst, auch bei einem relativ langen, für die Bearbeitung notwendigen Weg (lange Bearbeitungszeit bzw. hohe Fördergeschwindigkeit) ist es mit der erfindungsgemässen Vorrichtung möglich, relativ kleine Abstände zwischen den Bearbeitungen zu realisieren, insbesondere Abstände, die kleiner sind als der notwendige Bearbeitungsweg.Due to the independence of the tools, it is possible with the device according to the invention that even at different processing and return speeds two (or even more than two) tools act at the same time on objects to be processed or on the material web, which is the case in the devices The technique is only possible if the distance between the operations corresponds exactly to the distance between the tools. That is, even with a relatively long, necessary for the processing way (long processing time or high conveying speed), it is possible with the inventive device to realize relatively small distances between the operations, in particular distances that are smaller than the necessary processing path.
Die Vorrichtung gemäss Erfindung weist also eine Umlaufbahn auf, entlang der mindestens zwei Werkzeuge umlaufen. Die Umlaufbahn weist einen Bearbeitungsbereich auf, in dem sie vorteilhafterweise parallel zur Förderrichtung der zu bearbeitenden Gegenstände oder Materialbahn verläuft. Die Umlaufbahn kann aber auch kreisförmig sein, wobei in an sich bekannter Art und Weise eine Bewegung der distalen Werkzeugenden parallel zur Förderrichtung realisiert wird durch eine federnde Lagerung der Werkzeuge oder eine der Kreisbewegung überlagerte individuelle, radiale Bewegung der Werkzeuge. Die Werkzeuge sind in Gruppen (z.B. jedes zweite Werkzeug auf der Umlaufbahn oder je eines von nur zwei Werkzeugen) an voneinander unabhängige Antriebe fest gekoppelt oder es ist ein Antrieb entlang der Umlaufbahn angeordnet und die Werkzeuge sind einzeln wahlweise an den Antrieb gekoppelt oder vom Antrieb entkoppelt.The device according to the invention therefore has an orbit along which at least two tools rotate. The orbit has a processing area in which it advantageously runs parallel to the conveying direction of the objects or material web to be processed. The orbit may also be circular, wherein in a conventional manner a movement of the distal tool ends is realized parallel to the conveying direction by a resilient mounting of the tools or a circular motion superimposed individual, radial movement of the tools. The tools are in groups (eg every second tool in orbit or one of only two tools) independent drives fixedly coupled or it is arranged a drive along the orbit and the tools are individually selectively coupled to the drive or decoupled from the drive.
In einer bevorzugten Ausführungsform der erfindungsgemässen Vorrichtung ist eine gerade Anzahl von Werkzeugen vorgesehen, wobei jedes zweite Werkzeug an einen Ketten- oder Riementrieb fest gekoppelt ist, der beispielsweise seitlich der Förderstrecke der zu bearbeitenden Gegenstände oder Materialbahn angeordnet ist, und die übrigen Werkzeuge sind an einen gleichen oder ähnlichen Ketten- oder Riementrieb angekoppelt, der auf der anderen Seite der Förderstrecke angeordnet ist. Die beiden Antriebe sind in derselben Art steuerbar, wie dies in den Vorrichtungen gemäss dem Stand der Technik der Fall ist, nämlich mit einer an die Fördergeschwindigkeit angepassten Bearbeitungsgeschwindigkeit während der Bearbeitung und mit einer an die zu erstellenden Abstände zwischen den Bearbeitungsstellen angepassten Rückführgeschwindigkeit, wobei die Werkzeuge während der Rückführung auch angehalten werden können (Rückführgeschwindigkeit, die gleich Null ist). Die beiden Antriebe arbeiten also in regelmässigen gleichen Zyklen und mit einer Phasenverschiebung, die an die Bearbeitungsabstände angepasst ist.In a preferred embodiment of the inventive device an even number of tools is provided, each second tool is fixedly coupled to a chain or belt drive, which is arranged for example laterally of the conveying path of the objects or material web to be processed, and the other tools are to a same or similar chain or belt drive coupled, which is arranged on the other side of the conveyor line. The two drives are controllable in the same manner as in the prior art devices, namely with a machining speed adapted to the conveying speed during machining and with a return speed adapted to the distances between the machining points to be created, wherein the Tools can also be stopped during the recirculation (return speed which is equal to zero). The two drives thus operate in regular, equal cycles and with a phase shift which is adapted to the machining distances.
Selbstverständlich ist es auch möglich die Ketten- oder Riemenantriebe durch andere, geeignete Antriebe zu ersetzen und mehr als zwei voneinander unabhängige Antriebe vorzusehen, wobei dann jedes dritte, jedes vierte u.s.w. Werkzeug an je einem der Antriebe fest angekoppelt ist.Of course, it is also possible to replace the chain or belt drives by other suitable drives and to provide more than two independent drives, in which case every third, every fourth u.s.w. Tool is permanently connected to one of the drives.
In einer weiteren, bevorzugten Ausführungsform der erfindungsgemässen Vorrichtung ist ein Antrieb vorgesehen, an dem alle Werkzeuge wahlweise angekoppelt sind oder nicht. Ein solcher Antrieb ist beispielsweise ein Antrieb, der auf dem Wirbelstromprinzip beruht, von dem die Werkzeuge einfach (z.B. durch mechanisches Stoppen) abgekoppelt werden können. In dieser Ausführungsform wird die Bewegung der Werkzeuge auf der Umlaufbahn nicht nur durch den Antrieb bestimmt sondern auch durch Steuermittel (z.B. Stopp am Ausgang einer Pufferstrecke), durch die die Werkzeuge vom Antrieb entkoppelt bzw. an den Antrieb angekoppelt werden. Vorteilhafterweise läuft der Antrieb mit der Bearbeitungsgeschwindigkeit, wobei die Werkzeuge durch einen entsprechend gesteuerten Stopp unmittelbar vor dem Bearbeitungsbereich gepuffert und für jeden Bearbeitungsschritt ein Werkzeug aus dem Puffer entlassen wird.In a further, preferred embodiment of the device according to the invention, a drive is provided on which all tools are optionally coupled or not. Such a drive is for example a drive based on the eddy current principle, from which the tools can be uncoupled easily (eg by mechanical stopping). In this embodiment, the movement of the tools in the orbit is determined not only by the drive but also by control means (eg stop at the output of a buffer line) through which the tools are decoupled from the drive or coupled to the drive. Advantageously, the drive runs at the processing speed, wherein the tools are buffered by a correspondingly controlled stop immediately before the processing area and a tool is released from the buffer for each processing step.
Die Antriebe, durch deren Wirkung die Werkzeuge auf der Umlaufbahn umlaufen, werden derart gesteuert, dass die Werkzeuge mit den zu bearbeitenden Gegenständen synchronisiert in den Bearbeitungsbereich einlaufen. Wenn die zu bearbeitenden Gegenstände genau getaktet zugefördert werden oder wenn die zu bearbeitende Materialbahn in vorgegebenen, regelmässigen Abständen bearbeitet werden soll, werden die Antriebe derart gesteuert, dass die Werkzeuge im gleichen Takt in den Bearbeitungsbereich einlaufen, wobei dieser Takt und die Synchronisation vorteilhafterweise von einer die Gegenstände zuführenden Vorrichtung abgenommen wird. Es ist dabei auch möglich, Taktschwankungen dieser zuführenden Vorrichtung zu übernehmen. Ferner ist es auch möglich, für die Steuerung der Antriebe Sensoren vorzusehen, die zu bearbeitende Gegenstände oder deren Kanten oder entsprechende Markierungen auf der zu bearbeitenden Materialbahn erkennen und daraus Steuersignale für den Antrieb der Werkzeuge erzeugen. Auf diese Weise wird es möglich, im selben Prozess Gegenstände mit verschiedenen Längen und/oder verschiedenen Abständen voneinander oder eine Materialbahn in verschiedenen Abständen zu bearbeiten.The drives, by means of which the tools circulate in the orbit, are controlled in such a way that the tools run in synchronized with the objects to be processed in the processing area. If the objects to be processed are fed exactly timed or if the material to be processed web is to be processed at predetermined, regular intervals, the drives are controlled so that the tools run into the same time in the processing area, this clock and the synchronization advantageously of a the articles feeding device is removed. It is also possible to take over clock fluctuations of this feeding device. Furthermore, it is also possible to provide for the control of the drives sensors that detect objects to be machined or their edges or corresponding markings on the material web to be processed and generate control signals for the drive of the tools. In this way it is possible to process in the same process objects with different lengths and / or different distances from each other or a material web at different distances.
Die erfindungsgemässe Vorrichtung ist anwendbar beispielsweise für die bereits eingangs erwähnte Querverschweissung und gegebenenfalls Zertrennung einer Folienbahn, in der eingeschlagen hintereinander angeordnete Druckprodukte kontinuierlich gefördert werden. Die Werkzeuge sind für diese Anwendung in an sich bekannter Art und Weise als Schweissbalken ausgestaltet. Dabei kann auf der Gegenseite der Folienbahn eine weitere erfindungsgemässe Vorrichtung vorgesehen sein, also eine Umlaufbahn mit synchron angetriebenen Gegenwerkzeugen, oder eine die Folienbahn und die Gegenstände in geeigneter Weise stützende Förderfläche (z.B. Förderband). Es ist auch möglich, für die Querverschweissung und die Zertrennung voneinander getrennt angeordnete Vorrichtungen vorzusehen. Wenn das die Gegenstände umhüllende Material nicht schweissbar ist (z.B. Papier) sind die Werkzeuge nicht als Schweissbalken ausgerüstet sondern beispielsweise als Prägemittel, die den Lagen des umhüllenden Materials ein Muster einprägen und diese Lagen dadurch miteinander verbinden, oder als Heiz- und Pressmittel, die einen vorher auf der umhüllenden Materialbahn aufgetragenen Klebstoff aktivieren und die Lagen des umhüllenden Materials verkleben.The device according to the invention can be used, for example, for the transverse welding already mentioned at the beginning and, if appropriate, for the separation of a film web in which printed products which are arranged one behind the other are conveyed continuously. The tools are designed for this application in a conventional manner as a welding beam. In this case, a further device according to the invention can be provided on the opposite side of the film web, ie an orbit with synchronously driven counter tools, or a conveying surface which supports the film web and the articles in a suitable manner (eg conveyor belt). It is also possible for the transverse welding and the separation of each other provide separately arranged devices. If the material enveloping the objects is not weldable (eg paper), the tools are not equipped as welding bars, but for example as embossing agents, which imprint a pattern on the layers of the enveloping material and thereby connect these layers together, or as heating and pressing means Activate adhesive previously applied to the wrapping material web and glue the layers of the wrapping material together.
Die erfindungsgemässe Vorrichtung kann aber auch für ganz andere Bearbeitungen verwendet werden, beispielsweise zum Beschneiden der quer zur Förderrichtung ausgerichteten Kanten (z.B. vorlaufende Kanten) der nacheinander geförderten Gegenstände (Werkzeuge sind als Schneidkanten ausgestaltet und der Umlaufbewegung ist eine Schneidebewegung überlagert), zum Aufbringen von Zusatzelementen auf den Gegenständen (Werkzeuge sind als Aufbringmittel und Pressmittel ausgestaltet) oder zum Bedrucken der Gegenstände (Werkzeuge sind als Druckköpfe ausgestaltet). Die genannten Anwendungen stellen nur einen kleinen Teil der vorstellbaren Anwendungen der erfindungsgemässen Vorrichtung dar und sollen die Erfindung auf keinen Fall einschränken.However, the device according to the invention can also be used for completely different processes, for example for trimming the edges oriented transversely to the conveying direction (eg leading edges) of the objects conveyed one after the other (tools are designed as cutting edges and the orbital motion is superimposed by a cutting movement) for applying additional elements on the objects (tools are designed as applying means and pressing means) or for printing the objects (tools are designed as printheads). The applications mentioned represent only a small part of the conceivable applications of the device according to the invention and are not intended to limit the invention in any way.
Wie aus den obigen Abschnitten hervorgeht, sind die Werkzeuge abhängig von der Anwendung der erfindungsgemässen Vorrichtung sehr verschieden ausgebildet. In vielen Fällen, beispielsweise auch im Falle von als Schweissbalken und entsprechenden Gegenwerkzeugen ausgebildeten Werkzeugen ist es vorteilhaft, wenn die Werkzeuge nicht nur während der Bearbeitung sondern auch unmittelbar davor und danach relativ zu zu bearbeitenden Gegenständen oder Materialbahn nur Bewegungen ausführen, die senkrecht zu den zu bearbeitenden Gegenständen oder der Materialbahn ausgerichtet sind. Dazu ist es notwendig, die Werkzeuge in an sich bekannter Art und Weise relativ zur Umlaufbahn schwenkbar anzuordnen und die Schwenkbewegung entsprechend zu steuern. Auch weitere zusätzliche Bewegungen der Werkzeuge relativ zur Umlaufbahn sind gegebenenfalls für die Bearbeitung notwendig und in an sich bekannter Art und Weise realisierbar.As can be seen from the above sections, the tools are very different depending on the application of the inventive device. In many cases, for example in the case of trained as a welding beam and corresponding counter tools tools, it is advantageous if the tools perform only during processing but also immediately before and then relative to objects or web to be processed only movements perpendicular to the machining objects or the material web are aligned. For this purpose, it is necessary to arrange the tools in a conventional manner pivotally relative to the orbit and to control the pivoting movement accordingly. Further additional movements of the tools relative to the orbit may also be necessary for processing and can be realized in a manner known per se.
Folgende Merkmale sind im Rahmen der vorliegenden Erfindung ebenfalls optional zu berücksichtigen:The following features are also optional in the context of the present invention:
Die Lage des Werkzeugs relativ zur Umlaufbahn kann mittels wenigstens einer stationären Kulisse während der Werkzeugbewegung entlang der Umlaufbahn veränderbar sein.The position of the tool relative to the orbit can be changed by means of at least one stationary link during the tool movement along the orbit.
Die Kulisse kann die auf die zu bearbeitenden Gegenstände oder die Materialbahn durch das Werkzeug ausgeübte Kraft begrenzen, insbesondere im wesentlichen konstant halten.The backdrop can limit the force exerted on the objects to be processed or the material web by the tool force, in particular keep substantially constant.
Die Umlaufbahn wenigstens im Bearbeitungsbereich kann gekrümmt sein, wobei die Kulisse derart geformt ist, dass die Werkzeuge trotz gekrümmter Umlaufbahn im Bearbeitungsbereich im wesentlichen entlang einer geraden Bahn bewegt werden können.The orbit at least in the processing area can be curved, wherein the gate is shaped such that the tools can be moved despite curved orbit in the processing area substantially along a straight path.
Die Werkzeuge können im Bearbeitungsbereich im wesentlichen mit gleichbleibender Orientierung relativ zu den zu bearbeitenden Gegenständen oder der Materialbahn bewegbar sein.The tools may be movable in the processing area substantially with a constant orientation relative to the objects to be processed or the material web.
Es kann wenigstens ein um ein Drehzentrum rotierbares Tragelement vorhanden sein, wobei die Werkzeuge einen ersten Hebel sowie ein mit den Gegenständen oder der Materialbahn zusammenwirkendes Bearbeitungselement umfassen, und wobei die ersten Hebel um eine Schwenkachse schwenkbar mit dem wenigstens einen Tragelement verbunden sein können und in einem Abstand von der Schwenkachse das Bearbeitungselement aufweisen, und wobei wenigstens eine stationäre Kulisse vorhanden sein kann, mit der die Schwenkpositionen der ersten Hebel relativ zum wenigstens einen Tragelement zumindest im Bearbeitungsbereich einstellbar ist.At least one supporting element rotatable about a center of rotation can be present, wherein the tools comprise a first lever and a machining element cooperating with the objects or the material web, and wherein the first levers can be pivotably connected to the at least one supporting element about a pivot axis and in one Distance from the pivot axis having the processing element, and wherein at least one stationary link may be present, with which the pivotal positions of the first lever is adjustable relative to at least one support element at least in the processing area.
Die Werkzeuge können einen zweiten Hebel umfassen, der mit dem ersten Hebel um eine zweite Schwenkachse schwenkbar verbunden ist, wobei die Ausrichtung des Bearbeitungselements relativ zur Umlaufbahn und zu den bearbeitenden Gegenstände oder die Materialbahn mittels zweier stationärer Kulissen einstellbar ist.The tools may include a second lever pivotally connected to the first lever about a second pivot axis, wherein the orientation of the Machining element is adjustable relative to the orbit and the objects to be processed or the material web by means of two stationary scenes.
Wenigstens ein Tragelement kann in Form eines Rads oder einer um die Drehachse drehbaren Speiche vorhanden sein.At least one support member may be in the form of a wheel or a spoke rotatable about the axis of rotation.
Das Werkzeug kann ein Schweisselement und einen Niederhalter umfassen, der in unmittelbarer räumlicher Nähe zum Schweisselement relativ zu diesem federnd angeordnet ist.The tool may comprise a welding element and a hold-down, which is arranged in the immediate vicinity of the welding element relative to this resilient.
Es kann wenigstens ein Gegenwerkzeug vorgesehen sein, das mit dem wenigstens einen Werkzeug zusammenzuwirken imstande ist, wobei das Gegenwerkzeug auf einer Umlaufbahn umlaufend angetrieben ist und wobei es relativ zur Umlaufbahn gesteuert verschwenkbar ist derart, dass seine Schwenkposition unabhängig von einer Ausrichtung der Umlaufbahn gesteuert an die zu bearbeitenden Gegenstände oder die Materialbahn angepasst ist.At least one counter-tool may be provided which is capable of cooperating with the at least one tool, the counter-tool being driven circulating in an orbit and being controllably pivoted relative to the orbit such that its pivotal position is controlled independently of an orientation of the orbit adapted to be processed objects or the material web.
Es kann wenigstens ein Gegenwerkzeug vorgesehen sein, z. B. wie oben beschrieben, das mit dem wenigstens einen Werkzeug zusammenzuwirken imstande ist, wobei das Gegenwerkzeug durch eine Förderauflage in Form eines umlaufenden Förderbandes gebildet ist.It can be provided at least one counter tool, z. B. as described above, which is capable of cooperating with the at least one tool, wherein the counter tool is formed by a conveyor support in the form of a circulating conveyor belt.
Beispielhafte Ausführungsformen der erfindungsgemässen Vorrichtung werden im Zusammenhang mit den folgenden Figuren im Detail beschrieben. Dabei zeigen:
- Figuren 1A bis 1C
- sehr schematisch dargestellte, aufeinanderfolgende Phasen im Betrieb einer ersten, beispielhaften Ausführungsform der erfindungsgemässen Vorrichtung, die eine Umlaufbahn und vier an zwei voneinander unabhängige Antriebe gekoppelte Werkzeuge aufweist;
-
Figur 2 - eine weitere beispielhafte Ausführungsform der erfindungsgemässen Vorrichtung, in der auf der Umlaufbahn fünf Werkzeuge umlaufen, die unabhängig voneinander an einen Antrieb ankoppelbar und von diesem abkoppelbar sind;
-
Figuren 3 bis 5 - drei weitere ebenfalls sehr schematisch dargestellte Ausführungsformen der erfindungsgemässen Vorrichtung, die nach dem in
Figur 1 dargestellten Prinzip oder nach dem inFigur 2 - Figur 6
- eine dreidimensionale Darstellung einer bevorzugten Ausführungsform der erfindungsgemässen Vorrichtung (Prinzip gemäss
Figur 1 ) mit vier umlaufenden Werkzeugen, die als Schweissbalken ausgebildet sind; - Figur 7
- die Vorrichtung gemäss
Figur 6 angewendet in einer Einrichtung zum Verpacken von kontinuierlich nacheinander geförderten flachen Gegenständen mit einer quasi endlosen Folienbahn; - Figur 8
- der Bearbeitungsbereich der Vorrichtung gemäss
Figur 6 in einem grösseren Massstab; - Figur 9
- ein Beispiel für eine Vorrichtung mit an einem drehbaren starren Körper angelenkten Werkzeugen;
-
Figur 10 - eine Weiterentwicklung des Beispiels aus
Fig. 9 , bei der die Werkzeuge mit zwei Freiheitsgraden gegenüber dem starren Körper beweglich sind; -
Figur 11 - eine Detailansicht der Vorrichtung aus
Fig. 10 zur Darstellung der Führungselemente; -
Figur 12 - eine Weiterentwicklung des Beispiels aus
Fig. 4 , bei der die Werkzeuge mit zwei Freiheitsgraden beweglich sind; -
Figur 13 - eine Variante der Vorrichtung aus
Fig. 9 .
- FIGS. 1A to 1C
- very schematically illustrated, successive phases in operation of a first exemplary embodiment of the inventive device having an orbit and four tools coupled to two independent drives;
- FIG. 2
- a further exemplary embodiment of the inventive device in which circulate on the orbit five tools that can be independently coupled to a drive and decoupled from this;
- FIGS. 3 to 5
- three further also very schematically illustrated embodiments of the inventive device, which after the in
FIG. 1 illustrated principle or after inFIG. 2 can work principle shown; - FIG. 6
- a three-dimensional representation of a preferred embodiment of the inventive device (principle according to
FIG. 1 ) with four rotating tools, which are designed as a welding beam; - FIG. 7
- the device according to
FIG. 6 applied in a device for packaging continuous flat objects conveyed one after the other with a virtually endless film web; - FIG. 8
- the processing area of the device according to
FIG. 6 on a larger scale; - FIG. 9
- an example of a device with hinged on a rotatable rigid body tools;
- FIG. 10
- an evolution of the example
Fig. 9 in which the tools are movable with two degrees of freedom with respect to the rigid body; - FIG. 11
- a detailed view of the device
Fig. 10 for the representation of the guide elements; - FIG. 12
- an evolution of the example
Fig. 4 in which the tools are movable with two degrees of freedom; - FIG. 13
- a variant of the device
Fig. 9 ,
In der in
In der in
Die beiden Antriebe werden gesteuert, derart, dass die Werkzeuge synchron mit und gleich getaktet wie zu bearbeitende Gegenstände in den Bearbeitungsbereich einlaufen. Durch die Unabhängigkeit der beiden Antriebe wird es auch möglich, auf beispielsweise durch Sensormittel detektierte Unregelmässigkeiten in der Zuführung auch kurzfristig und insbesondere, wenn ein Werkzeug bereits im Bearbeitungsbereich unterwegs ist, durch Anpassung der Werkzeugbewegung zu reagieren.The two drives are controlled in such a way that the tools run in synchronously with and at the same time as objects to be processed into the processing area. Due to the independence of the two drives, it is also possible to respond to detected for example by sensor means irregularities in the supply even at short notice and in particular when a tool is already in the processing area, to react by adjusting the tool movement.
Je nach Länge (Ausdehnung in Förderrichtung F) der Gegenstände 4 (inklusive Abstand zwischen den Gegenständen) und je nach Fördergeschwindigkeit F sind die Bearbeitungsgeschwindigkeit F' und die Rückführgeschwindigkeit R einzustellen. Im dargestellten Falle ist die Bearbeitungsgeschwindigkeit F' gleich gross wie die Fördergeschwindigkeit F und die Rückführgeschwindigkeit R ist grösser als die Bearbeitungsgeschwindigkeit F', da die Länge der Gegenstände kleiner ist als ein Viertel der Umlaufbahn. Wenn die Gegenstände gleich lang sind wie ein Viertel der Umlaufbahn, ist die Rückführgeschwindigkeit R gleich gross wie die Fördergeschwindigkeit. Wenn die Gegenstände 4 länger sind als ein Viertel der Umlaufbahn kann die Rückführgeschwindigkeit R kleiner sein als die Bearbeitungsgeschwindigkeit F' oder sie kann gleich gross sein und die Werkzeuge jeder Gruppe können für eine Pause angehalten werden in einer Betriebsphase in der kein Werkzeug der Gruppe im Bearbeitungsbereich B ist.Depending on the length (extension in the conveying direction F) of the objects 4 (including the distance between the objects) and depending on the conveying speed F, the processing speed F 'and the return speed R are set. In the illustrated case, the processing speed F 'is equal to the conveying speed F and the return speed R is greater than the processing speed F', since the length of the articles is less than one quarter of the orbit. If the objects are the same length as a quarter of the orbit, the return speed R is equal to the conveying speed. If the objects 4 are longer than a quarter of the orbit, the return speed R may be less than the processing speed F 'or may be the same size and the tools of each group may be stopped for a break in an operating phase in which no tool of the group in the processing area B is.
Eine Vorrichtung, wie sie in der
Offensichtlich können mit der in der
Selbstverständlich ist es auch möglich, in der in
Ein für die Vorrichtung gemäss
Sowohl von Werkzeugen 2 als auch von Gegenwerkzeugen 2' laufen sechs um in Gruppen 2.1, 2.2 und 2.3 bzw. 2'.1, 2'.2 und 2'.3), die je an einem von je drei voneinander unabhängigen Antrieben (nicht dargestellt) angetrieben werden. In der in
Statt einer rein federnden Lagerung der Werkzeuge 2 entlang einer radial ausgerichteten Führungsschiene 31 kann zumindest in einem Teil der Umlaufbahn 1 eine mit den Werkzeugen 2 zusammenwirkende Führungskulisse 30 (gestrichelt dargestellt) vorhanden sein, mit der der Abstand d der Werkzeuge zum Drehzentrum D einstellbar ist. Die entlang der Führungsschiene 31 in radialer Richtung bewegbaren Werkzeuge 2 bzw. an den Werkzeugen 2 angebrachte Führungselemente 32 sind in diesem Fall mit einer Feder 33 gegen die Führungskulisse 30 gefedert. Als Umlaufbahn 1 ist die Bahn eines beliebigen Punkts auf den Führungsschienen 31 anzusehen; hier ist exemplarisch die Bahn des distalen Endes der Führungsschiene 31 eingezeichnet. Ohne Einwirkung der Führungskulisse 30 werden die Werkzeuge 2 in ihre radial aussen liegende Position gedrückt (Abstand d entspricht dem Radius der Umlaufbahn 1); unter Einwirkung der Führungskulisse 30 wird der Abstand d gesteuert verringert. Im Bearbeitungsbereich B sind die Werkzeuge 2 gegen die Federkraft durch die Kulisse 30 zum Drehzentrum hin zurückgezogen. Wie oben geschildert, ist die Bahn U der distalen Werkzeugenden im Vergleich zur reinen Kreisbahn 1 durch die Wirkung der Kulisse 30 abgeflacht. Damit wird auf die Förderfläche 3 bzw. auf die Gegenwerkzeuge 2' nur eine genau dosierbare, konstant bleibende Kraft ausgeübt. Die Werkzeugenden sind stets in radialer Richtung orientiert.Instead of a purely resilient mounting of the
Wenn die Werkzeuge entlang der gesamten Umlaufbahn 1 durch die Kulisse 30 geführt sind, ist auch die Federung entbehrlich.When the tools are guided along the entire orbit 1 through the
Das Abflachen der Bewegungsbahn gegenüber einer Kreisbahn mittels kulissengesteuerter Bewegung der Werkzeuge ist auch bei nicht unabhängig voneinander angetriebenen Werkzeugen, z.B. bei Vorrichtungen mit nur einem entlang einer Kreisbahn bewegten Werkzeug, einsetzbar. Die Gegenvorrichtung kann analog gestaltet sein (hier nicht dargestellt). Insbesondere können auch die Gegenwerkzeuge 2' wie die Werkzeuge 2 durch Führungskulissen gesteuert sein.The flattening of the trajectory against a circular path by means of cam-controlled movement of the tools is also in non-independently driven tools, e.g. used in devices with only one moving along a circular path tool. The counter device can be designed analogously (not shown here). In particular, the counter tools 2 'as the
Auch hier kann eine Kulisse 30 vorhanden sein, die für die Abflachung der Bahn U der distalen Werkzeugenden gegenüber ihrer eigentlichen Bewegungsbahn 1 sorgt. Damit wird auf die Förderauflage 3 nur eine geringe, wohldefinierte Kraft ausgeübt. Die Bahn der Werkzeuge 2 kann in optimaler Weise relativ zur Förderfläche 3 eingestellt werden.Again, a
Die in
Die Einrichtung weist die an sich bekannten Einrichtungsbereiche auf, die den folgenden Funktionen dienen: Zuführung der flachen Gegenstände (Einrichtungsbereich 21), Zuführung der quasi endlosen Folienbahn 20 (Einrichtungsbereich 22), Umschlagen der Folienbahn 20 um die Reihe der flachen Gegenstände (Einrichtungsbereich 23), Längsverschweissen der Folienbahn 20 (Einrichtungsbereich 24), Pressen der von der Folienbahn umhüllten Reihe der flachen Gegenstände (Einrichtungsbereich 25), Querverschweissen und Zertrennen der Folienbahn 20 zwischen den Gegenständen (Einrichtungsbereich 26) und Wegtransport der einzeln verpackten, flachen Gegenstände (Einrichtungsbereich 27).The device comprises the device areas known per se, which serve the following functions: feeding the flat objects (device area 21), feeding the quasi endless film web 20 (device area 22), turning the
Die Werkzeuge 2 umfassen hier ein Bearbeitungselement 38, das im Anwendungsfall mit dem zu bearbeitenden Gegenstand oder der Materialbahn zusammenwirkt. Das Bearbeitungselement 38 umfasst beispielsweise ein Schweisselement 38.1 und einen Niederhalter 38.2. Ein erstes Hebelende 36 eines Hebels 35 ist mit dem distalen Endbereich des Tragelements 34 um eine Schwenkachse S1 schwenkbar verbunden. Das Bearbeitungselement 38 ist an diesem Hebel 35 in einem Abstand von der Schwenkachse S1 angeordnet. Der Winkel α zwischen dem Hebel 35 bzw. seiner Hebelachse und dem Tragelement 34 ist variabel. Der Winkel γ zwischen dem Hebel 35 und der durch die Ausrichtung des Schweisselements 38.1 und des Niederhalters 38.2 definierten Wirkrichtung des Bearbeitungselements 38 ist in diesem Beispiel mit ca. 90° konstant, kann aber in einer Weiterentwicklung der Vorrichtung variiert werden (vgl.
Die Hebel 35 weisen ein Führungselement 32, hier in Form einer Laufrolle, auf, das mit einer stationären Führungskulisse 30 in Form einer umlaufenden Nut zusammenwirkt. Hierdurch ist die Schwenkposition des Hebels 35 relativ zum Tragelement 34 und damit die Schwenkposition der Werkzeuge 2 relativ zur kreisförmigen Umlaufbahn 1 einstellbar. Damit kann auch der Abstand d der Bearbeitungselemente 38 zum Drehzentrum eingestellt werden. Die Führungskulisse 30 ist hier so geformt, dass der Abstand d immer grösser oder gleich dem Radius r der Umlaufbahn 1 ist, wobei sich der Abstand d im Bearbeitungsbereich B so ändert, dass eine Bahn U mit einem annähernd geraden Teilstück erzeugt wird. Damit gelingt es auch, einen im Bearbeitungsbereich B zumindest bereichsweise annähernd konstanten Winkel β von hier ca. 90 bis 100° zwischen der Förderfläche 3 und dem Bearbeitungselement 38 herzustellen.The
Die Führungskulisse 30 in Form einer umlaufenden Nut umfasst hier zwei voneinander beabstandete Führungsflächen 30.1, 30.2, die das Führungselement 32 beidseitig führen und so den Abstand d und gleichzeitig die Orientierung des Bearbeitungselements im Raum bzw. den Winkel β relativ zur Förderfläche einstellen. Zur Herstellung einer Bahn U mit einem geraden Teilstück hat die Führungskulisse 30 im Bearbeitungsbereich B parallel zur Förderfläche 3 verlaufende gerade Führungsflächen 30.1, 30.2. Falls der Hebel 35 gegen eine der Führungsflächen 30.1, 30.2 vorgespannt ist, ist die jeweils andere Führungsfläche entbehrlich.The
Die Hebel 35 und damit die Bearbeitungselemente 38 werden nach Art eines Schlepphebels in Drehrichtung hinter den Tragelementen 34 hergezogen. Ihre Gewichtskraft wird im Bearbeitungsbereich B zumindest teilweise von der Kulisse 30 aufgenommen. Die verbleibende Kraft dient zum Andrücken der Bearbeitungselemente 38 an die Förderfläche 3. Im gezeigten Beispiel wird dadurch der Abstand zwischen den distalen Enden des Niederhalters 38.2 und des Schweisselements 38.1 variiert, so dass eine Materialbahn 20 geschweisst werden kann.The
Das Bearbeitungselement 38 ist wie bei
Durch ersten Hebel mit erstem und federnd dazu angeordneten zweiten Hebelteil 35, 37 kann das Bearbeitungselement 38 relativ zum ersten Führungselement 32 verschoben werden, z.B. um bei besonders dicken Gegenständen oder einem Stau von Gegenständen mit Bezug auf die durch die erste Kulisse 30 vorgegebene Bahn zurückzuweichen. In diesem Fall verschiebt sich die Schwenkachse S1, die im Normalfall mit der Achse des Steuerelements 32 fluchtet, relativ zu dieser. Hierdurch wird die Flexibilität und Störsicherheit der Vorrichtung erhöht. Eine solche Massnahme könnte auch bei der Vorrichtung nach
Die Führungskulissen 30, 30' umfassen hier jeweils wieder zwei in radialer Richtung voneinander beabstandete Führungsflächen 30.1, 30.2 bzw. 30'.1, 30'.2. Mit einer Feder 42 sind die ersten Hebel 35 gegen die radial aussen liegende Führungsfläche 30.1 der ersten Führungskulisse 30 vorgespannt. Damit sich die Bahnen der entsprechenden Führungselemente 32, 40 aneinander annähern oder sogar kreuzen können, liegen diese Bewegungsbahnen in unterschiedlichen, parallel zur Darstellungsebene verlaufenden Ebenen. Dies ist in
Mit der in
Zur Stabilisierung der gesamten Vorrichtung kann die in
Wie bei
Das Bearbeitungselement 38 ist über einen Hebel 39 mit einem zweiten Führungselement 40, ebenfalls in Form einer Laufrolle, verbunden. Indem das zweite Führungselement 40 während der Rotation des Tragelements 34 an der zweiten Führungskulisse 30' entlang gleitet, wird der Winkel γ zwischen dem Bearbeitungselement 38 und dem Stempel 43 angepasst. Vorliegend ist die zweite Führungskulisse 30' so geformt, dass die Orientierung des Bearbeitungselements 38 im Raum bzw. relativ zur Förderfläche 3 zumindest im Bearbeitungsbereich B gleich bleibt. Damit kann ein im Bearbeitungsbereich B konstanter Winkel β von hier ca. 90°, d.h. senkrechtes Einwirken auf die Materialbahn, realisiert werden. Ebenso gelingt es, das Bearbeitungselement in dieser Orientierung auf die Materialbahn abzusenken.The
Wie bei den zuvor geschilderten Ausführungsformen trägt die erste Führungskulisse 30 dazu bei, die auf die Förderfläche 3 wirkende Kraft zu dosieren. Es können ein oder mehrere Werkzeuge vorhanden sein. Bei mehreren Werkzeugen können diese synchron oder mit unterschiedlichen Geschwindigkeiten angetrieben werden.As in the previously described embodiments, the
Im Gegensatz zur Vorrichtung gemäss
Wie bei
Claims (19)
- A device for processing flat objects (4) which are conveyed one after another in a continuous manner at a conveying speed (F), or a continuously conveyed, quasi endless material web (20), said device comprising- tools (2) driven in a revolving manner on a revolving path (1),- drive means for moving the at least one tool (2) on the revolving path (1), and- control means for controlling the drive means,wherein the revolving path (1) is arranged in a manner such that a processing region (B) of this is aligned essentially parallel to a conveying direction of the objects (4) or material web (20), and the objects (4) or material web (20) can be processed by way of the tools (2) moved through the processing region (B), and
wherein the tools (2) can be moved through the processing region (B) by the drive means at a processing speed (F') adapted to the conveying speed (F),
characterised in that the drive means are designed to move groups of tools (2) on the revolving path (1) independently of other groups of tools, in a manner such that different tools (2) are movable on the revolving path (1) simultaneously at different speeds, and wherein the drive means comprise at least two drives, wherein in each case an equal number of tools (2), i.e. a group of tools, is fixedly coupled on each drive. - A device according to claim 1, characterised in that an even number of tools is provided, wherein each second tool is fixedly coupled to a drive.
- A device according to claim 1, characterised in that more than two drives which are independent of one another are provided, wherein each third, each fourth etc., tool is fixedly coupled on one of the drives in each case.
- A device according to one of the claims 1 to 3, characterised in that the drive means or the control means can be operated in an essentially regular cycle, which is adapted to the conveying of the objects (4) to be processed or the material web, or in a sensor-controlled manner.
- A device according to one of the claims 1 to 4, characterised in that each of the drives can be controlled in a cyclic operation, in which a tool movement at a processing speed (F') alternates with a tool movement at a return speed (R) which is different to the processing speed (F') and/or with a tool standstill, wherein the cyclic operation of the at least two drives differs by a phase shift.
- A device according to claim 5, characterised in that the return speed (R) can be set.
- A device according to claim 5 or 6, characterised in that the at least two drives are chain drives or belt drives, which are separate from one another.
- A device according to claim 7, characterised in that four tools (2) and two drives are provided, wherein the tools (2) are coupled to the one or to the other drive in an alternating manner.
- A device according to one of the preceding claims, characterised in that the drive means comprise at least one drive, which is designed for a coupling and decoupling of the tools (2), and that the control means are designed in order, individually, to decouple the tools (2) from the drive or to couple them to the drive.
- A device according to claim 9, characterised in that a single drive is provided, by way of which the tools (2) can be driven in the coupled condition along the complete revolving path (1), at the processing speed (F').
- A device according to claim 10, characterised in that two drives are provided, wherein the tools (2) are movable at the processing speed (F') at least through the processing region (B) by way of a first drive, and at a return speed (R) which is different from the processing speed (F'), along the remainder of the revolving path (1) by way of a second drive.
- A device according to one of the claims 9 to 11, characterised in that the control means comprise a stop means (S) which acts on tools (2) directly in front of the processing region (B), that the drive is designed in a manner such that tools (2) stopped by the stop means (S) drag relative to the drive, and that the stop means (S) can be controlled for a buffering of the tools (2) and a release of individual tools (2) into the processing region (B).
- A device according to one of the preceding claims, characterised in that the tools (2) are pivotable relative to the revolving path (1) in a controlled manner.
- A device according to claim 13, characterised in that the revolving path (1) in the processing region (B) runs parallel to the conveying direction, and, flanking the processing region, comprises a run-in region and a run-out region, in which run-in and run-out regions the revolving path runs to the objects (4) to be processed or material web, or runs away therefrom, and that the tools (2) in the processing region, in the run-in region and in the run-out region, are directed perpendicularly to the objects (4) or the material web.
- A device according to claim 14, characterised in that the speed of the tools (2) in the run-in region and run-out region is adapted to an angle between the revolving path (1) and the conveying direction.
- A device according to one of the preceding claims, characterised in that the tools (2) comprise welding bars (11).
- A use of a device according to one of the preceding claims, for the transverse welding of a quasi endless material web (20) between flat objects (4), which are inserted into the material web (20) one after another and distanced to one another.
- A use according to claim 17, characterised in that a conveyor surface (3) is provided as a counter-tool for the tools (2) of the device.
- A use according to claim 17, characterised in that a further device according to one of the claims 1 to 14 is arranged cooperating with the device, wherein the tools (2') of the further device are designed as counter-tools for the tools (2) of the device, and are driven synchronously with these.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH10012006 | 2006-06-21 | ||
| EP07701928A EP2029438B1 (en) | 2006-06-21 | 2007-03-08 | Device for machining continuously successively transported, flat objects or an almost endless web of material |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP07701928.9 Division | 2007-03-08 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2208680A1 EP2208680A1 (en) | 2010-07-21 |
| EP2208680B1 true EP2208680B1 (en) | 2013-02-20 |
Family
ID=37310837
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP07701928A Not-in-force EP2029438B1 (en) | 2006-06-21 | 2007-03-08 | Device for machining continuously successively transported, flat objects or an almost endless web of material |
| EP10002983A Not-in-force EP2208680B1 (en) | 2006-06-21 | 2007-03-08 | Device for processing continuously transported flat objects or a quasi-endless sheet of material |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP07701928A Not-in-force EP2029438B1 (en) | 2006-06-21 | 2007-03-08 | Device for machining continuously successively transported, flat objects or an almost endless web of material |
Country Status (12)
| Country | Link |
|---|---|
| US (1) | US8417369B2 (en) |
| EP (2) | EP2029438B1 (en) |
| JP (1) | JP5048766B2 (en) |
| AT (1) | ATE468270T1 (en) |
| AU (1) | AU2007262577B2 (en) |
| CA (1) | CA2656026C (en) |
| DE (1) | DE502007003866D1 (en) |
| DK (2) | DK2208680T3 (en) |
| ES (1) | ES2346583T3 (en) |
| PL (1) | PL2029438T3 (en) |
| RU (1) | RU2430863C2 (en) |
| WO (1) | WO2007147269A1 (en) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102008002246A1 (en) * | 2008-06-05 | 2009-12-10 | Robert Bosch Gmbh | Cutting device for endless hose system |
| EP2149831B1 (en) * | 2008-07-31 | 2012-02-01 | Siemens Aktiengesellschaft | Control method for a composite of several multi-axle handling devices arranged behind or beside each other and data storage medium, control system and composite |
| CH699596A1 (en) | 2008-09-25 | 2010-03-31 | Ferag Ag | Device and method for processing of goods. |
| CH700866A2 (en) | 2009-04-28 | 2010-10-29 | Ferag Ag | Apparatus and method for packaging of objects. |
| CH704455A1 (en) | 2011-02-09 | 2012-08-15 | Ferag Ag | Method and apparatus for packaging products. |
| US8713730B2 (en) * | 2011-05-31 | 2014-05-06 | Lawrence R. Koh and Nina Merrell-Koh | Medical transport device |
| FR3063522B1 (en) | 2017-03-06 | 2021-05-07 | Safran Nacelles | ACTUATION DEVICE FOR A THRUST INVERTER WITH ANTI-DEPLOYMENT BODY |
| WO2020233486A1 (en) * | 2019-05-17 | 2020-11-26 | Medtrum Technologies Inc. | Bilaterally driven drug infusion device with multiple infusion modes |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1261179A (en) * | 1969-02-26 | 1972-01-26 | Sitma Soc It Macchine Automati | Device for welding and cutting films of plastics materials in apparatus for packing goods |
| GB1507085A (en) * | 1975-11-12 | 1978-04-12 | Baker Perkins Holdings Ltd | Wrapping machines |
| CH618398A5 (en) | 1977-06-06 | 1980-07-31 | Ferag Ag | |
| GB2048768B (en) * | 1978-10-24 | 1982-11-24 | Stiegler K | Apparatus for welding a web of thermoplastics material |
| EP0276409B1 (en) | 1987-01-26 | 1992-05-27 | Ferag AG | Conveyor for intermittent transport |
| CH680285A5 (en) | 1987-10-02 | 1992-07-31 | Ferag Ag | |
| IT1274112B (en) | 1994-11-15 | 1997-07-15 | C M C Srl | EQUIPMENT FOR WRAPPING ITEMS WITH A CONTINUOUS SHEET |
| US5755923A (en) | 1996-11-26 | 1998-05-26 | Owens-Corning Fiberglas Technology, Inc. | Heat seal apparatus |
| IT1295146B1 (en) * | 1997-07-31 | 1999-04-30 | Fosber Spa | CORD CUTTING MACHINE WITH INDEPENDENT CUTTING TOOLS AND RELATIVE ORDER CHANGE METHOD |
| EP0945349B1 (en) | 1998-03-27 | 2004-01-02 | SIG Pack Systems AG | Device for transversal sealing and cutting of a thermoplastic packaging tube, especially for tubular bag packaging machines |
| CA2291898C (en) * | 1998-12-11 | 2006-01-24 | Vision Verpackungstechnik Gmbh | Equipment for the process of continuously feeding packaging material |
| EP1031401B1 (en) * | 1999-02-25 | 2003-07-02 | FOSBER S.p.A. | Apparatus for the transverse cutting of weblike material |
| US6481188B1 (en) | 2000-06-30 | 2002-11-19 | Owens Corning Fiberglas Technology, Inc. | Apparatus and method for sealing an article |
| CA2370416C (en) | 2001-02-07 | 2010-01-26 | Denipro Ag | Conveyor system |
| JP4253164B2 (en) * | 2002-05-17 | 2009-04-08 | 株式会社イシダ | Horizontal seal mechanism of bag making and packaging machine and bag making and packaging machine |
| WO2004018297A1 (en) * | 2002-08-20 | 2004-03-04 | Ferag Ag | Device for processing flat objects, especially for packing printed products |
| ATE390356T1 (en) * | 2004-06-02 | 2008-04-15 | Ferag Ag | METHOD AND DEVICE FOR PACKAGING FLAT OBJECTS |
| WO2005118400A1 (en) * | 2004-06-02 | 2005-12-15 | Ferag Ag | Method and device packaging flat objects |
| JP4003792B2 (en) * | 2004-11-17 | 2007-11-07 | オムロン株式会社 | Servo motor control system |
-
2007
- 2007-03-08 AT AT07701928T patent/ATE468270T1/en active
- 2007-03-08 RU RU2009101001/21A patent/RU2430863C2/en not_active IP Right Cessation
- 2007-03-08 JP JP2009515684A patent/JP5048766B2/en not_active Expired - Fee Related
- 2007-03-08 DE DE502007003866T patent/DE502007003866D1/en active Active
- 2007-03-08 CA CA2656026A patent/CA2656026C/en not_active Expired - Fee Related
- 2007-03-08 AU AU2007262577A patent/AU2007262577B2/en not_active Ceased
- 2007-03-08 US US12/305,274 patent/US8417369B2/en not_active Expired - Fee Related
- 2007-03-08 ES ES07701928T patent/ES2346583T3/en active Active
- 2007-03-08 PL PL07701928T patent/PL2029438T3/en unknown
- 2007-03-08 EP EP07701928A patent/EP2029438B1/en not_active Not-in-force
- 2007-03-08 WO PCT/CH2007/000130 patent/WO2007147269A1/en active Application Filing
- 2007-03-08 DK DK10002983.4T patent/DK2208680T3/en active
- 2007-03-08 DK DK07701928.9T patent/DK2029438T3/en active
- 2007-03-08 EP EP10002983A patent/EP2208680B1/en not_active Not-in-force
Also Published As
| Publication number | Publication date |
|---|---|
| US20090228140A1 (en) | 2009-09-10 |
| ES2346583T3 (en) | 2010-10-18 |
| PL2029438T3 (en) | 2010-10-29 |
| AU2007262577A1 (en) | 2007-12-27 |
| EP2029438A1 (en) | 2009-03-04 |
| AU2007262577B2 (en) | 2013-01-17 |
| DE502007003866D1 (en) | 2010-07-01 |
| CA2656026C (en) | 2015-09-01 |
| RU2430863C2 (en) | 2011-10-10 |
| EP2029438B1 (en) | 2010-05-19 |
| RU2009101001A (en) | 2010-07-27 |
| AU2007262577A2 (en) | 2009-05-21 |
| DK2208680T3 (en) | 2013-05-21 |
| US8417369B2 (en) | 2013-04-09 |
| DK2029438T3 (en) | 2010-09-13 |
| EP2208680A1 (en) | 2010-07-21 |
| ATE468270T1 (en) | 2010-06-15 |
| JP2009541147A (en) | 2009-11-26 |
| CA2656026A1 (en) | 2007-12-27 |
| WO2007147269A1 (en) | 2007-12-27 |
| JP5048766B2 (en) | 2012-10-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2208680B1 (en) | Device for processing continuously transported flat objects or a quasi-endless sheet of material | |
| EP1973511B9 (en) | System for automatically producing packaging for medical and/or pharmaceutical and/or food supplementing products | |
| EP1785379B2 (en) | Device for processing and/or conveying a sheet in a rotary printing press | |
| DE69516086T2 (en) | Device and method for cutting corrugated cardboard boxes | |
| EP1751005B1 (en) | Method and device for packaging flat articles | |
| EP2799349A1 (en) | Method for grouping articles in article bars and grouping device and packaging machine comprising one such and control device for product holding device | |
| EP1832399A1 (en) | Method and device for automatically cutting printed products | |
| WO2012104251A1 (en) | Device and method for labelling individual packages from the underside of the package | |
| EP3362369B1 (en) | Device and method for labelling of single packages | |
| DE29807979U1 (en) | Device for grouping or separating articles | |
| DE10204313B4 (en) | Method and device for cutting label sleeves from a flat label tube tape | |
| EP3271254B1 (en) | Device and method for labelling of single packages | |
| EP1530540B1 (en) | Device for processing flat objects, especially for packing printed products | |
| EP3041671B1 (en) | Method and device for producing cross bottom bags | |
| EP1683612B1 (en) | Method and device for transporting flexible flat products, and for cutting them at the same time | |
| EP1426293B1 (en) | Method and apparatus for packaging flat articles | |
| EP2248721B1 (en) | Device and Method for Packaging Objects | |
| DE10129429C2 (en) | Device for cutting a web-shaped workpiece | |
| EP1712471B1 (en) | Device and method for packaging articles | |
| EP1426294B1 (en) | Method and apparatus for packaging flat articles | |
| EP2344328B1 (en) | Method and device for further processing semi-finished bag products | |
| DE69529628T2 (en) | Device for packaging objects | |
| EP1794075B1 (en) | Lateral separating device for paper webs | |
| EP3369685A1 (en) | Device for transporting elongated pieces to a pick-up position and for depositing elongated pieces at this position | |
| DE69919477T2 (en) | Method and machine for packaging a group of articles |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 2029438 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| 17P | Request for examination filed |
Effective date: 20110105 |
|
| 17Q | First examination report despatched |
Effective date: 20110708 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B65B 51/30 20060101AFI20120423BHEP |
|
| GRAJ | Information related to disapproval of communication of intention to grant by the applicant or resumption of examination proceedings by the epo deleted |
Free format text: ORIGINAL CODE: EPIDOSDIGR1 |
|
| GRAL | Information related to payment of fee for publishing/printing deleted |
Free format text: ORIGINAL CODE: EPIDOSDIGR3 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 2029438 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 597432 Country of ref document: AT Kind code of ref document: T Effective date: 20130315 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: FREI PATENTANWALTSBUERO AG, CH |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502007011346 Country of ref document: DE Effective date: 20130418 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130520 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130220 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130620 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130220 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130620 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130521 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130220 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130220 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130220 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130220 |
|
| BERE | Be: lapsed |
Owner name: FERAG AG Effective date: 20130331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130220 Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130331 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130220 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130220 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130220 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| 26N | No opposition filed |
Effective date: 20131121 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20130520 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130331 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130308 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502007011346 Country of ref document: DE Effective date: 20131121 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130520 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 597432 Country of ref document: AT Kind code of ref document: T Effective date: 20130308 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130220 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130308 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20150319 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130220 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130220 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20070308 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130308 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DK Payment date: 20160321 Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20161130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160331 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP Effective date: 20170331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170331 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20180322 Year of fee payment: 12 Ref country code: NL Payment date: 20180321 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20180606 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20180327 Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502007011346 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20190401 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191001 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190331 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190331 Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190401 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190308 |