EP2186631A1 - Shaping machine with efficient operation - Google Patents
Shaping machine with efficient operation Download PDFInfo
- Publication number
- EP2186631A1 EP2186631A1 EP08019744A EP08019744A EP2186631A1 EP 2186631 A1 EP2186631 A1 EP 2186631A1 EP 08019744 A EP08019744 A EP 08019744A EP 08019744 A EP08019744 A EP 08019744A EP 2186631 A1 EP2186631 A1 EP 2186631A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- forming machine
- flywheel
- shaft
- motor
- drive
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B1/00—Presses, using a press ram, characterised by the features of the drive therefor, pressure being transmitted directly, or through simple thrust or tension members only, to the press ram or platen
Definitions
- the present invention relates to forming machines, especially forming presses, as well as a method for improved operation and methods for converting an existing forming machine.
- forming machines are known in the prior art in numerous technical variations.
- work-related hammers flywheel spindle presses, or power-driven machines such as hydraulic presses, flywheel-free spindle presses, or off-press machines such as crank presses, eccentric presses, toggle presses, or steering lever presses.
- off-press machines such as crank presses, eccentric presses, toggle presses, or steering lever presses.
- rolling and bending machines as well as cutting and punching machines are known, which all also cause a forming process of a workpiece in that at least one tool is moved in the direction of another tool and the intermediate workpiece in contact accordingly is transformed.
- cutting and punching is meant in a broad sense herein cutting and punching, as well as rolling and bending.
- a common characteristic of all these machines is especially if they are designed for industrial use for the deformation of relatively large sheet metal parts and for a long service life, that their base frame is very solid, which is particularly true for all presses to torsion sometimes very large pressures to be able to accurately reshape the workpieces.
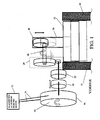
- FIG. 1 is shown in section the upper part of an eccentric-based forming press, as known from the prior art.
- the illustration thus essentially shows the head part of the press.
- the frame 10 of the press is shown only in sections. It can be a C-frame or a gate or any other frame.
- a classic AC or DC electric motor 12 drives via a belt drive 14 to a flywheel 16, which sits on a flywheel 18.
- a flywheel 16 On this shaft 18 is followed by a clutch 20, a brake 22, which - as known in the art - on demand and can be turned off.
- a gear 24 At the end of the flywheel mass shaft 18 sits a gear 24, which reduces the speed of the flywheel shaft 18 to a lower speed. The rotation is thus transmitted from the flywheel shaft 18 on the eccentric shaft 26 which is coupled to the large gear of the transmission.
- the eccentric shaft 26 opens into an eccentric bushing.
- the eccentric sleeve is enclosed by the head of a connecting rod 30, which converts the rotational movement of the eccentric shaft 26 together with the eccentric bushing 28 in an up and down movement.
- At the lower end of the connecting rod is attached to the connecting rod of the so-called plunger 32 with the coupling to any tool, which in turn is then adapted to act on a workpiece, which applies it to transform by a corresponding movement downward.
- a flywheel By means of an electric motor, a flywheel is driven via a belt drive, from which the movement is transmitted to the clutch bell via a small gear and a large gear (mounted on the eccentric shaft).
- the inner clutch bell presses against the clutch plate fitted with friction pads (wedged on the eccentric shaft), which then frictionally receives the movement of the gear wheel.
- the mechanically closed brake is pressed by means of a piston ring against the springs, and thus opened.
- the function of the clutch-brake combination is realized in that both are controlled with separate press safety valves, which are characterized by undercut or overlap against each other.
- the change from a driven with an electric motor eccentric press for forming sheet metal parts for the production of car hoods the energy for the forming-pressing operations in each case comes from the movement of a flywheel, wherein the movement of the flywheel is then switched on and off specifically for each pressing process. If the operator of this press wants to use the more modern and universally applicable technology of servo presses, he has no choice but to invest in a complete new system.
- the servo-forming presses have improved functionality and flexibility for the respective forming applications and in particular are more versatile that the movement of the plunger is arbitrarily programmable, thereby arbitrary path-time curves (also interposed with backward motion) perform leave, whereby a very flexible and if necessary very gentle workpiece machining can be done.
- this increased flexibility allows one and the same forming press can be used without major conversion today for forming sheet metal parts for steel hoods for trucks and tomorrow for aluminum hoods for small cars. The conversion
- a different type of press can be very much desired in order to be able to reshape a component according to the material requirements for different component sizes and materials.
- the old press which is not to be used, actually represents a very large operational value and therefore represents a waste of proven technology and resources in the scrapping of the old press. Since you can not easily dismantle a larger press machine and elsewhere, for example, after exporting to another country can build elsewhere, large losses in business terms in the transition from an old press to a new press to disadvantageously accept.
- It is therefore an object of the present invention is to remedy this situation and to show how you can continue to use cost-saving existing forming machines without having to do without the simultaneous use of modern drive technologies in the form of programmable servo drives.
- An essential idea of the present invention is to convert an existing forming machine, for example a forming press, whose forming force is generated in a mechanical way such that the existing drive motor, for example a DC or AC motor and the drive train from the electric motor to the flywheel, including clutch between the two elements and - if present - the flywheel is disassembled and a new drive, namely an electric servo drive is connected to the undeveloped shaft of the flywheel via a power transmission mechanism and all aggregates "downstream" seen in the power flow towards the workpiece remain and can be used further. From a technical point of view, the forces from the servo drive can also be transmitted directly to the eccentric shaft.
- the servo drive is an electrically functioning, freely programmable controllable servo motor.
- the eccentric with its socket, possibly the flywheel shaft, the connecting rod, the plunger, and of course the entire press frame available.
- the servo motor can transmit its power from the motor shaft to the former flywheel mass shaft via one or more V-belts, planetary gears or the like.
- V-belt pulleys and suitable tensioning devices for this V-belt transmission or another type of power transmission (transmission) are installed according to the prior art.
- the former flywheel shaft can be selectively rotated, whereby the thus realized rotation of the former flywheel shaft together with the existing eccentric mechanism causes the desired, realizable movement of the plunger.
- forming machines can be retrofitted by connecting a servo motor instead of an existing drive to a location in the drive train for the ram where there is room for, preferably at a drive shaft already existing on the machine prior to the start of the method, such as for example a flywheel or eccentric shaft.
- the other mechanical periphery such as frame, press table, workpiece feed, tool holder, brakes, or the transmission in the head of the machine.
- Particularly suitable are forming machines, which currently have a particularly massive, valuable and functional periphery, which thus represent a high operational value. If there is not enough room on an existing shaft, a new shaft can be installed, which provides enough space for the new coupling point.
- the scope of application of the invention includes not only press machines, but also rolling machines and bending machines, as well as cutting and punching machines.
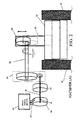
- FIG. 2 shows a schematic sketch of the forming press FIG. 1 After the inventive method has been applied to this device according to an embodiment thereof.
- the previously existing engine 12 together with the belt drive 14 is reduced to the flywheel 16, see FIG. 1 .
- the flywheel 16 is degraded.
- the clutch 20 is dismantled.
- an electric servo motor 40 is fixedly mounted in the vicinity of the pulleys 44, for example on the frame of the press head part, and a belt drive is mounted between the servo motor 40 and the pulleys 44.
- the belts are held tensioned by a tensioning device, as known in the art, so that any rotational movement of the axis of the servomotor 40 can be transmitted as free of play as possible via the mentioned plurality of belts.
- FIG. 3 illustrates once again clearly which components can be retained on the forming device and which components are dismantled or which new components are added.
- the components indicated in box 50 are dismantled in this embodiment, the components from box 52 are newly added and all other components are retained.
- a modified transmission 24 is installed with a different gear ratio to allow for optimal matching between the kinematics of the servomotor and the kinematics of the eccentric movement.
- FIG. 4 shows a schematic representation of the sequence of steps according to the invention in the inventive method according to the above embodiment.
- a first step 410 the flywheel 16 is removed from the flywheel shaft 18.
- step 420 the existing drive motor 12 including the belt 14 between flywheel and engine is dismantled.
- the clutch 20 is disassembled from the flywheel mass.
- the new servo drive is mounted, for example, at the same location of the pre-existing electric motor.
- a power transmission mechanism is mounted between the servo motor 40 and the flywheel shaft 18.
- this is a belt drive.
- any other power transmission mechanisms such as gears, gear connections, etc., may be used and correspondingly, other power transmission elements may be mounted to transmit the forces and movement of the motor axle to the flywheel shaft.
- the assembly takes place by means of fastening techniques known in the art.
- a control for the servo motor 40 is implemented which exactly meets the requirements required for any specific forming operation.
- the controller takes into account the possibly new kinematics of the new coupling point 8 for the introduction of force from the servomotor to the coupled drive shaft in the machine head part.
- a control of the brake 22 is implemented.
- FIG. 5 shows a schematic sketch of the forming press FIG. 1 after the method according to the invention has been applied to this device, with a coupling point 8 for a power transmission mechanism (42, 44 on the eccentric shaft 26 itself.
- the power transmission mechanism between servo motor 40 and the eccentric shaft 26 is made in this embodiment itself. That is, the flywheel mass shaft 18 and the brake 22 are degraded, and instead of the brake 22, another brake 46 is installed to brake the eccentric shaft itself. Thus, the new docking point 8 for the programmable Serrvoantrieb is made.
- This embodiment can now be changed in a meaningful way, for example, by the fact that the brake 22, the transmission gear 24 and the flywheel shaft 18 still remain in order to meet any existing safety requirements easier.
- FIG. 6 on the right shows the result of a further embodiment of the method according to the invention and on the right side according to the invention restructured forming in a further embodiment, in which a press frame in column construction is available and the existing press device (shown left) with a DC or AC motor 12, Clutch 20 and brake 22 in the drive train and a flywheel 16 as in the first-mentioned embodiment is present.
- the force is transmitted via an eccentric shaft 26 to the connecting rod and plunger.
- two synchronized servomotors 40 are mounted on the press frame, after the previously existing engine has been dismantled, including clutch and flywheel.
- the drive shafts of the newly installed servomotors are in this embodiment directly connected to the eccentric shaft 26 by installing a suitable power transmission system between these shafts. Shown here is a belt drive 42. However, any other suitable power transmission mechanism could be used.
- the subject matter of driving the servomotors of the present invention may be implemented in hardware, software, or a combination of both.
- This controller may also be embedded in a computer program product.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Press Drives And Press Lines (AREA)
Abstract
Description
Die vorliegende Erfindung betrifft Umformmaschinen, besonders Umformpressmaschinen sowie ein Verfahren zum verbesserten Betrieb sowie Verfahren zum Umrüsten einer bestehenden Umformmaschine.The present invention relates to forming machines, especially forming presses, as well as a method for improved operation and methods for converting an existing forming machine.
Die eingangs genannten Umformmaschinen sind im Stand der Technik in zahlreichen technischen Variationen bekannt. Im Bereich der Pressmaschinen gibt es so genannte arbeitsgebundene Hämmer, Schwungrad-Spindelpressen, oder kraftgebundene Maschinen wie etwa hydraulische Pressen, schwungradlose Spindelpressen, oder weggebundene Pressmaschinen wie beispielsweise Kurbelpressen, Exzenterpressen, Kniehebelpressen, oder Lenkhebelpressen. Des Weiteren sind im Stand der Technik unter Umformmaschinen auch Walzmaschinen und Biegemaschinen, sowie Schneide- und Stanzmaschinen bekannt, die sämtlich ebenfalls einen Umformvorgang eines Werkstücks dadurch bewirken, dass mindestens ein Werkzeug in Richtung eines anderen Werkzeugs bewegt wird und das dazwischen liegende Werkstück bei Kontakt entsprechend umgeformt wird. Unter "Umformen" soll im weiteren Sinn hierin auch Schneiden und Stanzen, sowie Walzen und Biegen verstanden werden.The aforementioned forming machines are known in the prior art in numerous technical variations. In the field of press machines, there are so-called work-related hammers, flywheel spindle presses, or power-driven machines such as hydraulic presses, flywheel-free spindle presses, or off-press machines such as crank presses, eccentric presses, toggle presses, or steering lever presses. Furthermore, in the prior art under forming machines also rolling and bending machines, as well as cutting and punching machines are known, which all also cause a forming process of a workpiece in that at least one tool is moved in the direction of another tool and the intermediate workpiece in contact accordingly is transformed. By "forming" is meant in a broad sense herein cutting and punching, as well as rolling and bending.
Ein gemeinsames Charakteristikum aller dieser Maschinen ist insbesondere, wenn sie für den industriellen Einsatz zur Verformung relativ großer Blechteile und für eine hohe Standzeit konzipiert sind, dass ihr Grundgestell sehr massiv aufgebaut ist, was insbesondere für alle Pressmaschinen zutrifft, um die teilweise sehr großen Drücke verwindungsfrei auszuhalten, um die Werkstücke präzise umformen zu können.A common characteristic of all these machines is especially if they are designed for industrial use for the deformation of relatively large sheet metal parts and for a long service life, that their base frame is very solid, which is particularly true for all presses to torsion sometimes very large pressures to be able to accurately reshape the workpieces.
Neben dem Grundgestell für solche Pressmaschinen sind sämtliche weiteren, für die statischen und dynamischen Kraftbelastungen wesentlichen Bauteile im Kraftfluss einer Pressmaschine oder solche, die indirekt an Kraftübertragungen beteiligt sind, ebenfalls sehr massiv ausgelegt.In addition to the base frame for such press machines, all other components that are essential for the static and dynamic force loads in the power flow of a press machine or those that are indirectly involved in power transmission are also designed very solid.
Am Beispiel einer elektromotorisch betriebenen Exzenterpresse mit Schwungrad gilt dies im Besonderen für den Stößel, die eine oder mehrere, den Stößel bewegende Pleuelstange, den Exzenter samt Exzenterbüchse, die Schwungmasse einschließlich deren Welle und deren kraftübertragenden Verbindungen beispielsweie in Form von Zahnrädern im Kopfteil der Presse einerseits zur Exzenterwelle und andererseits zum Elektromotor als Antrieb, sowie für die im Antriebsstrang dazwischen liegenden Teile wie Vorgelegegetriebe, Kupplungen, Bremsen und eventuell vorhandene Blockiereinrichtungen, die den Stößel in einer Notausstellung halten können. All diese Komponenten sind mechanisch sehr massiv ausgebildet, teuer in der Herstellung und zum Teil spezialisiert für den Anwendungsfall einer jeweiligen Pressmaschine hergestellt.Using the example of an electric motor operated eccentric with flywheel this applies in particular for the plunger, one or more, the ram moving connecting rod, the eccentric eccentric bushing, the flywheel including the shaft and their force-transmitting compounds beispielsweie in the form of gears in the head part of the press on the one hand to the eccentric shaft and on the other hand to the electric motor as a drive, and for the intervening in the drive train parts such as countershaft transmission, clutches, brakes and possibly blocking devices that can hold the plunger in an emergency exhibition. All these components are mechanically very solid, expensive to manufacture and partly specialized for the application of a particular press machine made.
Gemäß
Ein klassischer Wechselstrom- oder Gleichstromelektromotor 12 treibt über einen Riemenantrieb 14 eine Schwungmasse 16 an, die auf einer Schwungmassenwelle 18 sitzt. Auf dieser Welle 18 folgt eine Kupplung 20, eine Bremse 22, die - wie im Stand der Technik bekannt - bei Bedarf zu- und abgeschaltet werden können. Am Ende der Schwungmassenwelle 18 sitzt ein Getriebe 24, das die Drehzahl der Schwungmassenwelle 18 auf eine niedrigere Drehzahl heruntersetzt. Die Drehbewegung wird somit von der Schwungmassenwelle 18 auf die Exzenterwelle 26 übertragen, die mit dem großen Zahnrad des Getriebes gekoppelt ist.A classic AC or DC
Die Exzenterwelle 26 mündet in eine Exzenterbüchse. Die Exzenterbüchse ist umschlossen von dem Kopf einer Pleuelstange 30, die die Rotationsbewegung der Exzenterwelle 26 zusammen mit der Exzenterbüchse 28 in eine Auf- und Ab-Bewegung umsetzt. Am unteren Ende der Pleuelstange befindet sich am Pleuel befestigt der so genannte Stößel 32 mit der Kopplung an ein beliebiges Werkzeug, das seinerseits dann zur Einwirkung auf ein Werkstück eingerichtet ist, das es durch eine entsprechende Verfahrbewegung nach unten umzuformen gilt. Dies ist komplett im Stand der Technik bekannt.The
Der eigentliche Pressvorgang wird meist durch folgende Schritte nach dem Stand der Technik durchgeführt:The actual pressing process is usually carried out by the following steps according to the prior art:
Durch einen Elektromotor wird über einen Riementrieb ein Schwungrad angetrieben, von welchem aus die Bewegung über ein kleines und ein großes Zahnrad (auf der Exenterwelle gelagert) zur Kupplungsglocke übertragen wird. Bei der gewollten Fahrbewegung drückt die innere Kupplungsglocke gegen die mit Reibklötzen bestückte Kupplungslamelle (auf der Exzenterwelle verkeilt), die dann die Bewegung des Zahnrades kraftschlüssig aufnimmt. Gleichzeitig wird die mechanisch geschlossene Bremse mit Hilfe eines Kolbenrings gegen die Federn gedrückt, und somit geöffnet.By means of an electric motor, a flywheel is driven via a belt drive, from which the movement is transmitted to the clutch bell via a small gear and a large gear (mounted on the eccentric shaft). During the intended driving movement, the inner clutch bell presses against the clutch plate fitted with friction pads (wedged on the eccentric shaft), which then frictionally receives the movement of the gear wheel. At the same time, the mechanically closed brake is pressed by means of a piston ring against the springs, and thus opened.
Die auf dem Exzenter gelagerten Pleuel drücken mit Hilfe von Halbschalen auf den Stößel. Ausgleichzylinder die auf der Presse sitzen, helfen dem Antrieb den Stößel sowie das Werkzeugoberteil auszubalancieren. Die Funktion der Kupplungs-Bremskombination wird dadurch realisiert, dass beide mit getrennten Pressensicherheitsventilen angesteuert werden, welche sich durch Unter- bzw. Überschneidung gegeneinander auszeichnen.The con rods mounted on the eccentric press with the help of half-shells on the plunger. Balancing cylinders that sit on the press help the drive to balance the ram and the upper part of the tool. The function of the clutch-brake combination is realized in that both are controlled with separate press safety valves, which are characterized by undercut or overlap against each other.
Wie der Fachmann auf dem Gebiet der Umformmaschinen weiß, müssen die genannten Maschinen hohe Sicherheitsanforderungen erfüllen, wenn sie industriell eingesetzt werden sollen. Beispielsweise müssen verschiedene wichtige Funktionen redundant ausgelegt sein, zum Beispiel eine Bremse für die Bewegung des Stößels.As one skilled in the art of forming machines knows, these machines must meet high safety requirements if they are to be used industrially. For example, various important functions must be designed redundantly, for example a brake for the movement of the plunger.
Dies hat zur direkten Folge, dass ein Betreiber einer Presse vor enorm hohen Kosten für Neuinvestitionen steht, wenn er vom attraktiven technologischen Fortschritt in der Pressentechnologie auch profitieren möchte.This has the direct consequence that a press operator faces tremendous costs for new investments if he also wants to profit from the attractive technological advances in press technology.
Als Beispiel sei genannt die Umstellung von einer mit einem Elektromotor angetriebenen Exzenterpresse zur Umformung von Blechteilen zur Herstellung von PKW- Motorhauben. Bei einer solchen Umformpresse kommt die Energie für die Umform-Pressvorgänge jeweils aus der Bewegung einer Schwungmasse, wobei die Bewegung der Schwungmasse dann gezielt für jeden Pressvorgang ein- und auskuppelbar ist. Möchte nun der Betreiber dieser Presse die modernere und universelle einsetzbare Technologie der Servopressen nutzen, so bleibt ihm nichts anderes übrig, als in eine komplette Neuanlage zu investieren.As an example may be mentioned the change from a driven with an electric motor eccentric press for forming sheet metal parts for the production of car hoods. In such a forming press, the energy for the forming-pressing operations in each case comes from the movement of a flywheel, wherein the movement of the flywheel is then switched on and off specifically for each pressing process. If the operator of this press wants to use the more modern and universally applicable technology of servo presses, he has no choice but to invest in a complete new system.
Dabei sei angemerkt, dass die Servo-Umformpressen eine verbesserte Funktionalität und Flexibilität für die jeweiligen Umformanwendungen besitzen und insbesondere dadurch vielseitiger einsetzbar sind, dass die Bewegung des Stößels beliebig programmierbar ist, wodurch sich beliebige Weg-Zeit-Kurven (auch mit Rückwärtsbewegung zwischengelagert) durchführen lassen, wodurch eine sehr flexible und bei Bedarf sehr schonende Werkstückbearbeitung erfolgen kann. Diese erhöhte Flexibilität ermöglicht aber, dass ein- und dieselbe Umformpresse ohne größere Umstellarbeiten heute zum Umformen von Blechteilen für Stahl- Motorhauben für LKW und morgen für Aluminium-Motorhauben für Kleinwagen benutzt werden kann. Die Umstellung auf einen anderen Pressentyp kann also aus Unternehmersicht sehr stark gewünscht sein, um ein Bauteil entsprechend den Materialanforderungen bei verschiedenen Bauteilgrößen und Materialien umformen zu können. Dies trifft umso mehr zu, weil derselbe Effekt, der für eine einzige Umformpresse geschildert wurde, auch für ganze so genannten "Pressenstraßen" Anwendung finden kann, wie sie heute in der Metallindustrie im Bereich von komplexen, mehrstufig realisierten Umformvorgängen - zum Beispiel bei großflächigen Karosserieteilen - üblich sind.It should be noted that the servo-forming presses have improved functionality and flexibility for the respective forming applications and in particular are more versatile that the movement of the plunger is arbitrarily programmable, thereby arbitrary path-time curves (also interposed with backward motion) perform leave, whereby a very flexible and if necessary very gentle workpiece machining can be done. However, this increased flexibility allows one and the same forming press can be used without major conversion today for forming sheet metal parts for steel hoods for trucks and tomorrow for aluminum hoods for small cars. The conversion Thus, from a business perspective, a different type of press can be very much desired in order to be able to reshape a component according to the material requirements for different component sizes and materials. This is all the more true because the same effect that was described for a single forming press can also be applied to entire so-called "press lines", as they are today in the metal industry in the area of complex, multi-stage forming processes - for example in large body parts - are common.
Andererseits sei angemerkt, dass in nachteilhafter Weise die alte Presse, die nicht benutzt werden soll, eigentlich noch einen sehr großen operativen Wert darstellt und daher an der Verschrottung der alten Presse eine Verschwendung von bewährter Technologie und Ressourcen darstellt. Da man eine größere Pressmaschine auch nicht auf einfache Weise demontieren und an anderer Stelle, beispielsweise nach exportieren in ein anderes Land an anderer Stelle wieder aufbauen kann, sind große Verluste in betriebswirtschaftlicher Hinsicht beim Übergang von einer alten Presse auf eine neue Presse in nachteilhafter Weise zu akzeptieren.On the other hand, it should be noted that, disadvantageously, the old press, which is not to be used, actually represents a very large operational value and therefore represents a waste of proven technology and resources in the scrapping of the old press. Since you can not easily dismantle a larger press machine and elsewhere, for example, after exporting to another country can build elsewhere, large losses in business terms in the transition from an old press to a new press to disadvantageously accept.
Es besteht daher die Aufgabe der vorliegenden Erfindung darin, hier Abhilfe zu schaffen und aufzuzeigen, wie man kostensparend existierende Umformmaschinen weiternutzen kann, ohne auf den gleichzeitigen Einsatz von moderneren Antriebstechnologien in Form von programmierbaren Servoantrieben verzichten zu müssen.It is therefore an object of the present invention is to remedy this situation and to show how you can continue to use cost-saving existing forming machines without having to do without the simultaneous use of modern drive technologies in the form of programmable servo drives.
Der Gegenstand der jeweiligen unabhängigen Ansprüche löst diese Aufgabe.The subject matter of the respective independent claims solves this problem.
In den Unteransprüchen finden sich vorteilhafte Weiterbildungen und Verbesserungen des jeweiligen Gegenstandes der Erfindung.In the dependent claims are advantageous developments and improvements of the respective subject of the invention.
Ein wesentlicher Gedanke der vorliegenden Erfindung ist, eine vorhandene Umformmaschine, beispielsweise eine Umformpresse, deren Umformkraft auf mechanische Art und Weise erzeugt wird, derart umzurüsten, dass der vorhandene Antriebsmotor, beispielsweise ein Gleichstrom- oder Wechselstrommotor und der Antriebsstrang vom Elektromotor zum Schwungrad, einschließlich Kupplung zwischen beiden Elementen sowie - falls vorhanden - das Schwungrad demontiert wird und ein neuer Antrieb, nämlich ein elektrischer Servoantrieb, an die nicht demontierte Welle des Schwungrades über einen Kraftübertragungsmechanismus angeschlossen wird und dabei sämtliche Aggregate "stromab" im Kraftfluss in Richtung Werkstück gesehen erhalten bleiben und weiter genutzt werden können. Aus technischer Sicht, können die Kräfte vom Servoantrieb auch direkt an die Exzenterwelle übertragen werden. In vorteilhafter Weise ist der Servoantrieb ein elektrisch funktionierender, frei programmierbar ansteuerbarer Servomotor.An essential idea of the present invention is to convert an existing forming machine, for example a forming press, whose forming force is generated in a mechanical way such that the existing drive motor, for example a DC or AC motor and the drive train from the electric motor to the flywheel, including clutch between the two elements and - if present - the flywheel is disassembled and a new drive, namely an electric servo drive is connected to the undeveloped shaft of the flywheel via a power transmission mechanism and all aggregates "downstream" seen in the power flow towards the workpiece remain and can be used further. From a technical point of view, the forces from the servo drive can also be transmitted directly to the eccentric shaft. Advantageously, the servo drive is an electrically functioning, freely programmable controllable servo motor.
Zur Weiterbenutzung stehen damit der Exzenter mit seiner Buchse, gegebenenfalls die Schwungradwelle, die Pleuelstange, der Stößel, sowie natürlich das gesamte Pressengestell zur Verfügung. Der Servomotor kann beispielsweise über einen oder mehrere Keilriemen, Planetengetriebe oder ähnliches, seine Kraft von der Motorwelle auf die ehemalige Schwungmassenwelle übertragen. Dafür werden geeignete Keilriemenscheiben und geeignete Spannvorrichtungen für diese Keilriementransmission bzw. eine andere Art der Kraftübertragung (Getriebe)nach dem Stand der Technik installiert. Zusammen mit einer programmierten Steuerung für den Servomotor kann die ehemalige Schwungradwelle gezielt gedreht werden, wobei die somit realisierte Drehung der ehemaligen Schwungradwelle zusammen mit dem bestehenden Exzentermechanismus die gewünschte, realisierbare Bewegung des Stößels bewirkt.For further use are thus the eccentric with its socket, possibly the flywheel shaft, the connecting rod, the plunger, and of course the entire press frame available. For example, the servo motor can transmit its power from the motor shaft to the former flywheel mass shaft via one or more V-belts, planetary gears or the like. For this purpose, suitable V-belt pulleys and suitable tensioning devices for this V-belt transmission or another type of power transmission (transmission) are installed according to the prior art. Together with a programmed control for the servomotor, the former flywheel shaft can be selectively rotated, whereby the thus realized rotation of the former flywheel shaft together with the existing eccentric mechanism causes the desired, realizable movement of the plunger.
Durch dieses gezielte Ersetzen von nur ganz bestimmten Bauteilen der Umformmaschine können die sehr strengen Reglementierungen für einen Umbau von bestehenden Umformmaschinen, insbesondere von Pressmaschinen für sicherheitsrelevante Teile, die faktisch nicht veränderbar sind, erfüllt werden: In vorteilhafter Weise müssen beispielsweise keine neuen Bremseinrichtungen installiert werden, die einer separaten behördlichen oder TÜV-abgenommenen Überprüfung bedürfen. Vorgabe hierbei ist die EN692 (Sicherheit von mechanischen Pressen) und die Maschinenrichtlinie nach der eine Presse als Anhang 4 Maschine deklariert wird. Die entsprechende Sicherheit wird in Deutschland durch die Berufsgenossenschaft überprüft und gewährleistet. Die EN692 beschreibt die Funktion einer mechanischen Presse und deren Sicherheitsausstattung. Hier werden auch der mechanische Aufbau und die entsprechende Ausstattung (Kupplung, Bremse, Pressensicherheitsventil etc.) dokumentiert. Eine Nichteinhaltung dieser verstößt gegen geltendes EU-Recht.By this specific replacement of only very specific components of the forming machine, the very strict regulations for a conversion of existing forming machines, in particular of pressing machines for safety-related parts that are virtually unchangeable, can be met: In an advantageous manner, for example, no new brake devices must be installed which require a separate official or TÜV-approved inspection. The default is the EN692 (safety of mechanical presses) and the Machinery Directive according to which a press is declared as attachment 4 machine. The corresponding safety is checked and guaranteed in Germany by the professional association. The EN692 describes the function of a mechanical press and its safety equipment. Here also the mechanical structure and the corresponding equipment (clutch, brake, press safety valve etc.) are documented. Failure to comply with this will violate applicable EU law.
Damit ergibt sich eine Presse mit einem modernen Servoantrieb, der individuell gesteuert programmiert werden kann und damit die oben genannten Vorteile besitzt, realisiert in einem funktionsfähigen Pressengestell mit bestehender mechanischer Peripherie, Pleuel, Exzenter, Exzenterbüchse, gegebenenfalls Zahnrädern im praktisch unveränderten Pressenkopfteil und im unveränderten Pressengestell.This results in a press with a modern servo drive that can be programmed individually controlled and thus has the above advantages, realized in a functional press frame with existing mechanical periphery, connecting rods, eccentric, eccentric bushing, possibly gears in virtually unchanged press head part and the unchanged press frame ,
Gemäß eines Verfahrensaspekt der vorliegenden Erfindung wird ein Verfahren zum Umrüsten einer vorhandenen mechanischen Umformmaschine (nicht hydraulisch funktionierend) offenbart, das im Wesentlichen folgende Verfahrensschritte enthält:
- a) Abbauen einer gegebenenfalls vorhandenen Schwungmasse von einer ggf. vorhandenen Schwungmassenwelle,
- b) Abbauen eines vorhandenen Motors, der die Schwungmassenwelle oder eine andere Welle antreibt, der Motor ist im Wesentlichen ein Gleichstrom- oder Wechselstrommotor,
- c) Entfernen der Kupplung zwischen Schwungmassenwelle und Antriebswelle zum Motor,
- d) Montieren eines elektrischen Servomotors als Antriebsaggregat, im folgenden Servoantrieb (SA genannt),
- e) Installieren eines Kraftübertragungsmechanismus von dem Servoantrieb auf die Welle der ehemaligen Schwungmasse, bzw. eine andere Welle im Antriebsstrang der Umformmaschine, an einer nachträglich zum Gestell des Kopfteils hergestellten Ankoppelstelle, wobei im wesentlichen alle üblichen, dem Fachmann im Zusammenhang mit der Übertragung von großen Kräften bekannten Kraftübertragungsmechanismen in Frage kommen, zum Beispiel, Keilriemen, Zahnriemen, Zahnräder, Getriebe, und bevorzugt den Schritt:
- f) Installieren einer die Kinematik der neuen Ankoppelstelle berücksichtigenden Steuerung für den Servoantrieb gemäß den jeweiligen Anforderungen für die Produktion vom Umformwerkstücken.
- a) Dismantling an optionally present flywheel from an optionally present flywheel mass wave,
- b) disassembling an existing engine that drives the flywheel shaft or other shaft, the engine is essentially a DC or AC motor,
- c) removing the coupling between flywheel shaft and drive shaft to the engine,
- d) mounting an electric servomotor as drive unit, in the following servo drive (called SA),
- e) installing a power transmission mechanism of the servo drive on the shaft of the former flywheel, or another shaft in the drive train of the forming machine, at a subsequently manufactured to the frame of the head coupling point, wherein essentially all the usual, the skilled person in connection with the transmission of large Force known power transmission mechanisms come into question, for example, V-belt, timing belt, gears, gears, and preferably the step:
- f) Install a servodrive control that takes into account the kinematics of the new docking point in accordance with the requirements for the production of the forming workpieces.
Erfindungsgemäß können also Umformmaschinen dadurch umgerüstet werden, dass ein Servo-Motor anstelle eines vorhandenen Antriebs an eine Stelle im Antriebsstrang für den Stößel angeschlossen wird, wo dafür Platz ist, bevorzugt an einer vor Beginn des Verfahrens bereits an der Maschine existierenden Antriebswelle, wie zum Beispiel einer Schwungmassenwelle oder einer Exzenterwelle.Thus, according to the invention, forming machines can be retrofitted by connecting a servo motor instead of an existing drive to a location in the drive train for the ram where there is room for, preferably at a drive shaft already existing on the machine prior to the start of the method, such as for example a flywheel or eccentric shaft.
Bevorzugt braucht nicht in die sonstige mechanische Peripherie wie Gestell, Pressentisch, Werkstückzuführung, Werkzeughalter, Bremsen, oder die Getriebe im Kopfteil der Maschine eingegriffen werden. Besonders geeignet sind Umformmaschinen, die gerade eine besonders massive, wertvolle und funktionsfähige Peripherie haben, die also insoweit einen hohen betrieblichen Wert darstellen.
Wenn zuwenig Platz an einer existierenden Welle vorhanden sein sollte, kann auch eine neue Welle eingebaut werden, die für die neue Ankoppelstelle genügend Platz bietet.Preferably does not need to be intervened in the other mechanical periphery such as frame, press table, workpiece feed, tool holder, brakes, or the transmission in the head of the machine. Particularly suitable are forming machines, which currently have a particularly massive, valuable and functional periphery, which thus represent a high operational value.
If there is not enough room on an existing shaft, a new shaft can be installed, which provides enough space for the new coupling point.
Alternativ kann anstelle eines Abbaus der vorgenannten Bauteile der Umformmaschine auch lediglich eine dauerhafte Abkopplung dieser Teile aus dem Kraftfluss zwischen Antriebsmotor und Stößel erfolgen.Alternatively, instead of dismantling the abovementioned components of the forming machine, only a permanent decoupling of these parts from the force flow between the drive motor and the plunger can take place.
Beispiele für erfindungsgemäße besonders geeignet umrüstbare Maschinen sind exzenterbasierte Umformmaschinen ohne und mit Keil, vgl. Dubbel, 22. Aufl., T61, Bild 15, spindelbasierte Umformmaschinen, bei denen der Ankoppelpunkt für den neuen Antrieb an der Spindelwelle oder an der Welle für den Antrieb des Gewindekörpers für die Spindel liegt, vgl. Dubbel, 22. Aufl., T65, T66, Umformmaschinen mit Schubkurbelgetriebe mit oder ohne Kniehebelgetriebe oder Lenkhebelgetriebe, vgl. Dubbel, 22. Aufl., T59, Bild 8.
Der Anwendungsbereich für die Erfindung umfasst dabei nicht nur Pressmaschinen, sondern auch Walzmaschinen und Biegemaschinen, sowie Schneide- und Stanzmaschinen.
Durch Anwendung des erfindungsgemäßen Umrüstverfahrens lassen sich in überaus vorteilhafter Weise circa 80 Prozent der Kosten einer vergleichbaren neuen Umformmaschine einsparen. Desweiteren ist die Umrüstung schneller und einfacher durchzuführen als eine Neuanschaffung einer vergleichbaren Maschine. Da in der diese Umformmaschinen anwendenden Industrie oft ganze Agglomerationen solcher Maschinen im Einsatz sind, z.B. sogenannte Pressenstraßen, ergibt anhand der Vielzahl der vorhandenen Maschinen ein entsprechender Multiplikatorfaktor für die finanziellen Einsparungen.Examples of machines according to the invention which can be converted in a particularly suitable manner are eccentric-based forming machines without and with wedge, cf. Dubbel, 22nd ed., T61, Figure 15, spindle-based forming machines where the coupling point for the new drive is on the spindle shaft or on the shaft for driving the threaded body for the spindle, cf. Dubbel, 22nd ed., T65, T66, forming machines with slider-crank mechanism with or without toggle mechanism or steering gear, cf. Dubbel, 22nd ed., T59,
The scope of application of the invention includes not only press machines, but also rolling machines and bending machines, as well as cutting and punching machines.
By applying the retrofitting method according to the invention can be saved in an extremely advantageous manner about 80 percent of the cost of a comparable new forming machine. Furthermore, the conversion is faster and easier to carry out than a new acquisition of a comparable machine. Since in the these forming machines applying industry often whole agglomerations of such machines are in use, eg so-called press lines, results from the large number of existing machines a corresponding multiplier factor for the financial savings.
Ausführungsbeispiele der Erfindung sind in den Zeichnungen dargestellt und in der nachfolgenden Beschreibung näher erläutert.
Es zeigen:
- Fig. 1
- eine schematisch Skizze einer exzenterbasierten Umformpresse, bevor das erfindungsgemäße Verfahren auf diese Vorrichtung angewendet wurde;
- Fig. 2
- eine schematisch Skizze der Umformpresse aus
Figur 1 , nachdem das erfindungsgemäße Verfahren auf diese Vorrichtung angewendet wurde, mit einer Ankoppelstelle für den Kraftübertragungsmechanismus an der Schwungmassenwelle; - Fig. 3
- eine schematische Gegenüberstellung der Komponenten im Weg des Kraftflusses eine Umformpresse gemäß
Figur 1 , links vor und rechts nach Anwendung des erfindungsgemäßen Verfahrens gemäß eines Ausführungsbeispiels; - Fi. 4
- eine schematische Darstellung des Ablaufs der erfindungsgemäßen Schritte in dem erfindungsgemäßen Verfahren gemäß eines Ausführungsbeispiels;
- Fig. 5
- eine schematisch Skizze der Umformpresse aus
Figur 1 , nachdem das erfindungsgemäße Verfahren auf diese Vorrichtung angewendet wurde mit einer Ankoppelstelle für den Kraftübertragungsmechanismus an der Exzenterwelle selbst; - Fig. 6
- ein weiteres Ausführungsbeispiel des erfindungsgemäßen Verfahrens, bzw. der erfindungsgemäß ausgebildeten Umformmaschine (rechts) in einem Vorher-Nachher-Vergleich.
Show it:
- Fig. 1
- a schematic sketch of an eccentric-based forming press before the inventive method has been applied to this device;
- Fig. 2
- a schematic sketch of the forming press
FIG. 1 after the method according to the invention has been applied to this device, with a coupling point for the power transmission mechanism on the flywheel mass shaft; - Fig. 3
- a schematic comparison of the components in the path of the force flow according to a forming press
FIG. 1 , left before and right after application of the method according to an embodiment of the invention; - Fi. 4
- a schematic representation of the sequence of steps according to the invention in the inventive method according to an embodiment;
- Fig. 5
- a schematic sketch of the forming press
FIG. 1 after the method according to the invention has been applied to this device with a coupling point for the power transmission mechanism on the eccentric shaft itself; - Fig. 6
- a further embodiment of the method according to the invention, or the forming machine according to the invention (right) in a before-after comparison.
In den Figuren bezeichnen gleiche Bezugszeichen gleiche oder funktionsgleiche Komponenten.In the figures, the same reference numerals designate the same or functionally identical components.
Gemäß diesem Ausführungsbeispiel des Verfahrens wird der vorher vorhandene Motor 12 samt Riemenantrieb 14 zur Schwungmasse 16 abgebaut, siehe
Dann wird mit Bezug zu
Die Bremse 22 sowie sämtliche weiteren, in
Der Fachmann erkennt, dass in vorteilhafter Weise nur wenige Umrüstschritte erforderlich sind, um aus der Presse gemäß
Die
In einem weiteren Ausführungsbeispiel wird ein geändertes Getriebe 24 mit einem anderen Übersetzungsverhältnis eingebaut, um eine optimale Anpassung zwischen der Kinematik des Servomotors und der Kinematik der Exzenterbewegung zu ermöglichen.In another embodiment, a modified
In einem ersten Schritt 410 wird die Schwungmasse 16 von der Schwungmassenwelle 18 demontiert.In a
In einem weiteren Schritt 420 wird der vorhandene Antriebsmotor 12 einschließlich der Riemen 14 zwischen Schwungmasse und Motor demontiert.In a
In einem weiteren Schritt wird die Kupplung 20 von der Schwungmassenwelle demontiert.In a further step, the clutch 20 is disassembled from the flywheel mass.
In einem nächsten Schritt 440 wird der neue Servoantrieb beispielsweise an derselben Stelle des vorher vorhandenen Elektromotors montiert.In a
In einem nächsten Schritt 450 wird ein Kraftübertragungsmechanismus zwischen dem Servomotor 40 und der Schwungmassenwelle 18 montiert. Im gezeigten Ausführungsbeispiel handelt es sich hierbei um einen Riemenantrieb. Es können jedoch in Variation dieses Ausführungsbeispiels beliebige andere Kraftübertragungsmechanismen, etwa Getriebe, Zahnradverbindungen, etc, zur Anwendung gelangen und entsprechend andere Kraftübertragungselemente montiert werden, um die Kräfte und die Bewegung der Motorachse auf die Schwungmassenwelle zu übertragen. Die Montage erfolgt mittels im Stand der Technik bekannter Befestigungstechniken.In a
In einem nächsten Schritt 460 wird eine Steuerung für den Servomotor 40 implementiert, die genau den Anforderungen entspricht, die für einen beliebigen, konkreten Umformvorgang erforderlich sind. Die Steuerung berücksichtigt die ggf. neue Kinematik der neuen Ankoppelstelle 8 für die Krafteinleitung vom Servomotor an die angekoppelte Antriebswelle im Maschinenkopfteil.In a
In einem weiteren optionalen Schritt, der je nach Implementierung der Steuerung vorhanden ist oder nicht, wird noch eine Ansteuerung der Bremse 22 implementiert.In a further optional step, which is present or not depending on the implementation of the control, a control of the
In Abwandlung des in
Dieses Ausführungsbeispiel kann nun noch in weiterer Weise sinnvoll abgeändert werden, beispielsweise dadurch, dass die Bremse 22, das Übersetzungsgetriebe 24 und die Schwungmassenwelle 18 noch vorhanden bleiben, um eventuell vorhandene Sicherheitsanforderungen leichter erfüllen zu können.This embodiment can now be changed in a meaningful way, for example, by the fact that the
Die
Nun werden jedoch zwei miteinander synchronisierte Servomotoren 40 auf dem Pressengestell montiert, nachdem der vorher vorhandene Motor samt Kupplung und Schwungrad abgebaut worden ist. Die Antriebswellen der neu installierten Servomotoren sind in diesem Ausführungsbeispiel direkt mit der Exzenterwelle 26 verbunden, indem ein geeignetes Kraftübertragungssystem zwischen diesen Wellen installiert wird. Hier gezeigt ist ein Riemenantrieb 42. Es könnte jedoch auch ein beliebiger anderer, geeigneter Kraftübertragungsmechanismus zur Anwendung gelangen.Now, however, two
Der Gegenstand der Ansteuerung der Servomotoren der vorliegenden Erfindung kann in Hardware, Software oder einer Kombination aus beiden realisiert werden.
Diese Steuerung kann auch in ein Computerprogramm-Erzeugnis eingebettet sein.The subject matter of driving the servomotors of the present invention may be implemented in hardware, software, or a combination of both.
This controller may also be embedded in a computer program product.
Obwohl die vorliegende Erfindung anhand eines bevorzugten Ausführungsbeispiels vorstehend beschrieben wurde, ist sie darauf nicht beschränkt, sondern auf vielfältige Weise modifizierbar.
Besonders die konkrete Lage der Ankoppelstellen für den oder die neuen Servoantriebe sollten an den konkreten Gegebenheiten einer jeweiligen Maschine ausgerichtet sein, um eine Umformmaschine in robuster Bauweise und für dauerhaften, verschleißarmen und wartungsarmen Betrieb zu gewährleisten.Although the present invention has been described above with reference to a preferred embodiment, it is not limited thereto, but can be modified in a variety of ways.
In particular, the concrete position of the coupling points for the new servo drives or should be aligned to the specific circumstances of a particular machine to ensure a forming machine in a robust design and for durable, low-wear and low-maintenance operation.
Schließlich können die Merkmale der Unteransprüche im wesentlichen frei miteinander und nicht durch die in den Ansprüchen vorliegende Reihenfolge miteinander kombiniert werden, sofern sie unabhängig voneinander sind.Finally, the features of the subclaims can be combined substantially freely with one another and not by the order given in the claims, provided that they are independent of each other.
Claims (6)
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP08019744A EP2186631A1 (en) | 2008-11-12 | 2008-11-12 | Shaping machine with efficient operation |
| DE112009003249T DE112009003249A5 (en) | 2008-11-12 | 2009-11-09 | FORMAT MACHINES WITH EFFICIENT OPERATION |
| PCT/DE2009/001562 WO2010054626A1 (en) | 2008-11-12 | 2009-11-09 | Metal forming machine tool having efficient operation |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP08019744A EP2186631A1 (en) | 2008-11-12 | 2008-11-12 | Shaping machine with efficient operation |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP2186631A1 true EP2186631A1 (en) | 2010-05-19 |
Family
ID=40494934
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP08019744A Withdrawn EP2186631A1 (en) | 2008-11-12 | 2008-11-12 | Shaping machine with efficient operation |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP2186631A1 (en) |
| DE (1) | DE112009003249A5 (en) |
| WO (1) | WO2010054626A1 (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102011104665A1 (en) * | 2011-06-06 | 2012-12-06 | Schuler Pressen Gmbh | Press, has drive assembly whose coupling unit, flywheel drive and flywheel motor are replaced by servomotor that is coupled with brake unit of assembly, where motor shaft of servomotor is coupled with drive shaft in translation-free manner |
| WO2017089433A1 (en) * | 2015-11-26 | 2017-06-01 | Schuler Pressen Gmbh | Method for operating a press, in particular a forging crank press |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20040003729A1 (en) | 2002-07-04 | 2004-01-08 | Komatsu Artec Ltd. | Drive unit and drive method for press |
| DE102004009256A1 (en) | 2004-02-26 | 2005-09-15 | Schuler Pressen Gmbh & Co. Kg | Mechanical multi-servo press |
| EP1640145A1 (en) | 2004-09-27 | 2006-03-29 | Burkhardt GmbH Maschinenfabrik | Direct drive and control for eccentric press |
| WO2006136045A1 (en) | 2005-06-22 | 2006-12-28 | Roland-Marcel Zumstein | Device for stamping and/or shaping sheet metal, wires and similar |
| DE102005040263A1 (en) | 2005-08-24 | 2007-03-01 | Müller Weingarten AG | Method and device for controlling and regulating the slide movement on servo-electric presses |
| EP1930149A1 (en) | 2006-12-05 | 2008-06-11 | Burkhardt GmbH Maschinenfabrik | drive for eccenter press |
| WO2008149171A1 (en) | 2007-06-06 | 2008-12-11 | Abb Research Ltd | Motor upgrade kit for a mechanical press |
-
2008
- 2008-11-12 EP EP08019744A patent/EP2186631A1/en not_active Withdrawn
-
2009
- 2009-11-09 WO PCT/DE2009/001562 patent/WO2010054626A1/en active Application Filing
- 2009-11-09 DE DE112009003249T patent/DE112009003249A5/en not_active Withdrawn
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20040003729A1 (en) | 2002-07-04 | 2004-01-08 | Komatsu Artec Ltd. | Drive unit and drive method for press |
| DE102004009256A1 (en) | 2004-02-26 | 2005-09-15 | Schuler Pressen Gmbh & Co. Kg | Mechanical multi-servo press |
| EP1640145A1 (en) | 2004-09-27 | 2006-03-29 | Burkhardt GmbH Maschinenfabrik | Direct drive and control for eccentric press |
| WO2006136045A1 (en) | 2005-06-22 | 2006-12-28 | Roland-Marcel Zumstein | Device for stamping and/or shaping sheet metal, wires and similar |
| DE102005040263A1 (en) | 2005-08-24 | 2007-03-01 | Müller Weingarten AG | Method and device for controlling and regulating the slide movement on servo-electric presses |
| EP1930149A1 (en) | 2006-12-05 | 2008-06-11 | Burkhardt GmbH Maschinenfabrik | drive for eccenter press |
| WO2008149171A1 (en) | 2007-06-06 | 2008-12-11 | Abb Research Ltd | Motor upgrade kit for a mechanical press |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102011104665A1 (en) * | 2011-06-06 | 2012-12-06 | Schuler Pressen Gmbh | Press, has drive assembly whose coupling unit, flywheel drive and flywheel motor are replaced by servomotor that is coupled with brake unit of assembly, where motor shaft of servomotor is coupled with drive shaft in translation-free manner |
| WO2017089433A1 (en) * | 2015-11-26 | 2017-06-01 | Schuler Pressen Gmbh | Method for operating a press, in particular a forging crank press |
| CN108391425A (en) * | 2015-11-26 | 2018-08-10 | 许勒压力机有限责任公司 | Method for operating pressure machine, especially forging crankpress |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2010054626A1 (en) | 2010-05-20 |
| DE112009003249A5 (en) | 2012-07-05 |
| WO2010054626A4 (en) | 2010-07-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2895766B1 (en) | Adjusting device for a disk brake and disk brake | |
| EP0418779B1 (en) | Method for manufacture of workpieces by punching, in particular in a precision counter punching tool | |
| DE2800838A1 (en) | ENGINE, ESPECIALLY FOR PRESSES | |
| EP0765735A1 (en) | Toggle link punch press | |
| EP3096899B1 (en) | Joining device, preferably for applying rivets, for clinching or for punching | |
| DE102009012111A1 (en) | Mechanical forming press | |
| EP1930149A1 (en) | drive for eccenter press | |
| EP2367676B1 (en) | Method for controlling a forging press | |
| EP1842659A2 (en) | Press | |
| DE102007022715A1 (en) | Press, especially edge folding press, has drive that moves press element via first elbow lever and via second elbow lever, press element arranged above workpiece application arrangement | |
| EP2186631A1 (en) | Shaping machine with efficient operation | |
| WO2012097812A1 (en) | Method and device for drawing sheet metal | |
| DE4335318A1 (en) | Machine tool generating linear, axial working stroke - has toggle lever linked to working piston via slide dog displaced in piston parallel to stroke axis | |
| DE102009055739A1 (en) | Forming machine, especially servo press | |
| CH695990A5 (en) | Press machine, especially a joint press. | |
| EP2319635A1 (en) | Pressing drive and method for generating a stroke movement in a tool mount using a pressing drive | |
| DE102014112754A1 (en) | Upsetting process and compression device | |
| DE19925029A1 (en) | Deforming process used for extruding workpieces comprises pre-tensioning the mold using a tensioning cone before or during extruding and unlocking before ejecting | |
| EP3609648B1 (en) | Method and device for the impact hardening of transition radii of a crankshaft | |
| DE3323428A1 (en) | Press | |
| DE10230071C1 (en) | Closure unit for molds or press tools includes tensile strap and closed contour frame made of fiber-reinforced composite | |
| DE4123495A1 (en) | Emergency braking in eccentric or crank presses - uses additional gear for converting rotary to translatory movement | |
| DE102007044259B4 (en) | Drawing tool with short force path | |
| DE102012102526A1 (en) | C-shaped frame press for pressing workpiece, has press frame that is moved relative to guide portion of angled table | |
| CH712456A2 (en) | Press for the production of fineblanked parts. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20090129 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA MK RS |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| 17Q | First examination report despatched |
Effective date: 20111208 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20120419 |