EP2179804A1 - Profiling machine and method for measuring rolling tools of a profile machine - Google Patents
Profiling machine and method for measuring rolling tools of a profile machine Download PDFInfo
- Publication number
- EP2179804A1 EP2179804A1 EP08018556A EP08018556A EP2179804A1 EP 2179804 A1 EP2179804 A1 EP 2179804A1 EP 08018556 A EP08018556 A EP 08018556A EP 08018556 A EP08018556 A EP 08018556A EP 2179804 A1 EP2179804 A1 EP 2179804A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- measuring device
- adjustable
- framework
- roll forming
- profiling machine
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D5/00—Bending sheet metal along straight lines, e.g. to form simple curves
- B21D5/06—Bending sheet metal along straight lines, e.g. to form simple curves by drawing procedure making use of dies or forming-rollers, e.g. making profiles
- B21D5/08—Bending sheet metal along straight lines, e.g. to form simple curves by drawing procedure making use of dies or forming-rollers, e.g. making profiles making use of forming-rollers
Definitions
- the invention relates to a profiling machine with a plurality of forming stations arranged in line one behind the other for multi-stage forming of a workpiece to be profiled in the longitudinal direction, wherein at least part of the forming stations each consist of a framework with at least two roll forming tools, of which at least one is mounted on an adjustable holder , And provided for the workpiece is passed between them and thereby transformed. Furthermore, at least one measuring device is provided for detecting the current positions of the rolling molds mounted on the adjustable holders, which is connected to a data processing device and outputs measurement data to the same.
- the present invention also relates to a method for measuring roll forming tools, which are mounted on adjustable supports of a framework of such a profiling machine, as well as a framework for such a profiling machine.
- roll forming tool is used in the context of the present invention as a generic term for the forming rollers in a forming station, which may be formed as a lower roll, top roll, side roll, intermediate roll or other role and can be used for forming, rolling or guiding the workpiece.
- a profiling machine of the type present here is conceptually a mass-production machine for producing a longitudinally shaped profile from strip material, which is transported virtually endlessly by the profiling machine, or from blanks manufacture. Formed strip material is usually the output of the profiling separated by means of a separator in profile pieces.
- a profiling machine can thus produce a very large amount of identically shaped profiles in a very short time. However, their flexibility is limited by design; a conversion of the profiling on another profile shape or even only on another material for the workpiece to be profiled requires a longer Einfahr- or testing phase with appropriate rejects of material until the profile shape produced meets the requirements.
- a central role in the conversion or adjustment or readjustment of a profiling plays the adjustment of the roll nip between two roll forming tools, which were optionally replaced by those with other geometries, in the horizontal and vertical directions, but also in the axial direction.
- two, three or more roll forming tools involved In order to achieve a high-quality work result, it is indispensable for experienced personnel to manually adjust the adjustable holders of the roll forming tools and, if necessary, to readjust them if the results of the work deteriorate. Due to the large number of existing in a normal profiling station and stored therein roll forming tools with adjustment such adjustment by hand is very time consuming and in addition to the production downtime also due to the committee produced here costly.
- EP-A-1 245 302 has been proposed for a profiling machine of the present type, to provide all adjustable roll forming tools or their tool holders, so more generally their adjustable brackets, with detection means for detecting their position data and with motor adjustment elements. Both the detection means and the motor adjustment elements are connected to a central data processing device, so that any change of setting values is logged and recourse can be made to records of retrieved setting values at any time, these setting values then being retrievable "at the press of a button".
- the EP-A-1 245 302 So describes a kind of self-learning system when changing to profile shapes or Workpiece materials that have been previously processed, that make manual retooling superfluous or at least greatly shortened.
- the present invention is therefore based on the object to propose a profiling machine of the type mentioned, in which a conversion and / or a readjustment of the forming stations is simplified with respect to the prior art reduced design complexity. Furthermore, the present invention has for its object to propose a method for measuring roll forming tools of a profiling machine of the present type, with the results of a conversion and / or a readjustment of the forming stations is simplified accordingly.
- the measuring devices for detecting the current position of at least a portion of the mounted on the adjustable supports roll forming tools are therefore no longer associated with only one adjustable support, but according to the invention at least one measuring device is used, which is assigned to several adjustable brackets.
- the retrofitting of an already established profiling machine with such a measuring device is much easier and less expensive than all adjustable brackets, each with a measuring device retrofit.
- the retrofitting of an already existing profiling machine may be limited to providing the most important adjustable holders for a measuring device and accordingly not equipping all the forming stations with measuring devices.
- the measuring device is connected to a data processing device, which receives measurement data from the measuring device.
- a data processing device may contain desired position data as a comparison data record, in which case the actual position data determined by the measuring device are then aligned with the desired position data and correction values are determined. These correction values can then be output on a display, for example, so that an operator of the profiling machine receives assistance in adjusting the adjustable roll forming tools.
- the measuring device can detect, for example, the position of a centering bore on the end face of the shaft of that roll forming tool which is associated with the adjustable holder to be measured. Since such centering holes are present anyway, it is very easy to deduce the position of the corresponding roll forming tool with such a measurement, at least in the horizontal and vertical directions.
- the adjustable brackets are also provided with indexing elements, such as notches, index discs and the like, on the bearing seat or the working shaft of the roll forming tool, on the adjustment of the adjustable support (in particular for the axial adjustment), on spacers and / or on the roll forming tool itself. Such indexing elements can be detected in particular optically easily, so that the measuring device according to the invention can be realized for example with a semiconductor laser.
- the frame-specific deviations between the actual positions of the rolling molds mounted on the adjustable holders and the positions detectable by the measuring device for each stand approached by a measuring device in order either to convert the measured values obtained into the correct actual positions immediately during the measurement, or to take into account the frame-specific deviations during the evaluation of the measured values in the data processing device.
- the present invention provides that the frameworks are each provided with an encoding that is read by the measuring device and reported to the data processing device.
- the coding can in this case serve to identify the framework provided therewith, so that the data processing device is able to convert the measured values obtained from the measuring device into the actual positions of the roll forming tools on the basis of stored correction factors.
- it is preferably provided in the method according to the invention to measure the respective scaffolds at least once in advance on a precision measuring station or with a precision device and in this case scaffold-specific Deviations between the actual positions of the rolling molds mounted on the adjustable supports and their positions detectable by the measuring device can be determined.
- the measured framework is then provided with a coding, wherein a data set with framework-specific deviations and the frame-specific coding for the deposit in the data processing device of the profiling machine is created.
- the coding itself may contain information about the frame-specific deviations between the actual positions of the rolling molds mounted on the adjustable holders and the positions detectable by the measuring device. A deposit of corresponding data sets in the data processing device is thereby unnecessary if necessary, since this data record is read in with the coding.
- the coding consists of an accurately measured standard measuring surface attached to the framework, on which the measuring device is adjusted, so that the "data set" read in by the measuring device consists of the location coordinates of the standard measuring surface.
- the profiling except the measuring device still has at least one manipulator, which takes over the function of motor adjustment elements for at least a portion of the mounted on the adjustable brackets roll forming tools.
- the measuring device and the manipulator are then connected to a data processing that controls the manipulator and receives measurement data from the measuring device.
- the system learns by following manually subsequently made adjustment settings, which are made possible by the measuring device, so that later presettings of the forming stations are able to reproduce the final values quite accurately and can be obtained fully automatically. If the desired position data are correspondingly accurate, the system may also be able to completely without manual intervention and without the said teach-in process automatically and thus fully automatically make an adjustment of the adjustable brackets, which simplifies the retrofitting of a profiling accordingly.
- the motor adjusting elements or the manipulator is not limited to the fact that motors should be used in the true sense.
- a hydraulic or pneumatic drive such as a fluid cylinder, or a spring-loaded, provided with end stops drive can be used within the scope of the invention rather.
- a pre-coarse adjustment can be achieved as a setup help;
- the system thus developed according to the invention can perform the adjustment of conversion stations to be converted completely automatically.
- the time to set up a profiling machine after retooling or readjusting a profiling machine with deteriorating work results or material, product or type change thus shortens in each case significantly, despite relatively low investment costs when installing the manipulator according to the invention and the measuring device.
- the operation of the experienced personnel can be advantageously maintained, because a manual correction to the adjustable brackets is possible at any time, and this is then preferably logged by the measuring device.
- the measuring device is designed such that it detects the contour of the roll forming tools directly or indirectly, in addition setup errors, such as a confused roll forming tool with colliding shaping angle, can be recognized in good time by the system.
- the measuring device can be arranged directly on the manipulator and be guided by this to the adjustable holders to be measured; It can also be present several measuring devices, which are arranged on the manipulator.
- At least one manipulator for the automated adjustment of at least part of the adjustable mounts to the frameworks of the profiling machine offers further considerable advantages, if in the data processing device to the codings of the scaffolds respectively data to scaffold-specific relationships between the achievable by the manipulator Adjustments and the resulting adjustments of the actual positions of the mounted on the adjustable brackets roll forming tools are deposited. Because then such frame-specific deviations in an automated intervention by means of the manipulator can be considered from the outset and do not have to be compensated by a feedback of the measuring device, which significantly increases the operating speed of the system.
- the measuring device can be mounted on a measuring carriage which can be moved along the forming stations, for example on a rail.
- An optionally present manipulator can also be located on the measuring carriage, or else be designed as a tool setting carriage movable along the forming stations. These carriages can preferably be moved laterally next to the production line in and against the production direction along the forming stations or along part of the forming stations.
- the framework proposed in the context of the present invention for a profiling machine according to the invention comprises at least two roll forming tools, at least one of which is mounted on an adjustable holder and which are provided so that a workpiece is passed between them and in this case is transformed, wherein the framework is provided with a coding.
- This coding can be visible or invisible to the human eye and is preferably machine-readable.
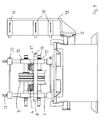
- FIGS. 1 to 3 show schematically views of a Profiliermaschinenabitess 1 with four forming stations 2, which are arranged in line one behind the other and each carry four Rollformwerkmaschinee 3: Each pair of side rollers 4 and a pair of forming rollers 5, which form a nip 6. In other embodiments of forming stations and more roll forming tools can be involved.
- the forming stations 2 each consist essentially of a frame 7, in which the forming rollers 5 are mounted vertically and axially adjustable respectively by means of adjustable brackets 10.
- the scaffolds 7 also include slides 8, in which the side rollers 4 are fastened horizontally adjustable by means of spindles 9.
- a (not shown) workpiece passes successively all four forming stations 2 and is formed in stages in the respective roll nips 6 to a profile.
- the side rollers 4 hereby supportive in order to obtain the desired profile shape can.
- a rail 12 is fixed, on which a horrinstellwagen 13 and a measuring carriage 14 are held movable.
- the horrinstellwagen 13 and the measuring carriage 14 are controlled by a (not shown) data processing device, the measuring carriage 14 carries measuring devices 15 which report their measurement data to the data processing device.
- the measuring devices 15 in the present case consist of two optical detectors, in particular CCD cameras, each of which registers an adjusting device 16 mounted on the adjustable tool axes of the forming stations 2 index disk 17 and digitizing the image, the respective position of the index plate 17 and thus the axial position of the associated Form roller 5 can detect.
- the measuring carriage 14 can also detect the vertical position of the associated shaping rollers 5 on the basis of the height position of the adjusting devices 16.
- the slides 8 and their adjusting devices 16 with index discs 17 Based on the position of the index plate 17, the horizontal position of the side rollers 4 is detected, while the height of the adjustment 16 can close the vertical position of the side rollers 4.
- the stands 7 are each provided with a frame-specific, machine-readable coding 19, provided here in the form of a bar code, by means of which the respective frame 7 can be identified by the measuring devices 15 of the measuring carriage 14. Because according to the present invention, the scaffolds 7 have previously been measured on a (not shown) precision measuring station.
- the horrinstellwagen 13 is presently designed as a manipulator and accordingly equipped with controllable, axially and vertically movable actuators 18. These can, as indicated by the double arrows in the figures, zoom up to the adjusting devices 16 of the forming stations 2 and adjust these, controlled by the data processing device, motorized.
- the spindles 9 and 11 can be actuated by actuators 18 of the horreinstellwagens 13.
- a drive shaft 20 is provided, which acts on the spindles 11 via appropriate gear.
- Both the horrinstellwagen 13 and the measuring carriage 14 are each assigned to all four Umformstationen 2, whereby an equipping the Umformstationen 2 with their own detectors and motors together with the required power supply and signal lines can deploy advantageously.
- a further simplification is possible, for example, in that the optical detectors 15 are not mounted on a separate measuring carriage 14 but on the tool adjusting carriage 13.
- each scaffold 7 is measured on a precision measuring station and provided with a coding 19.
- the coding and the data set created during the measurement of the scaffold are stored in the data processing device. Thereafter, it is possible to measure the actual positions of the adjustable roll forming tools 3 very accurately by machine and, if appropriate, to adjust them automatically.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
- Continuous Casting (AREA)
- Machine Tool Sensing Apparatuses (AREA)
Abstract
Description
Die Erfindung betrifft eine Profiliermaschine mit mehreren, in Linie hintereinander angeordneten Umformstationen zum mehrstufigen Umformen eines zu profilierenden Werkstücks in dessen Längsrichtung, wobei zumindest ein Teil der Umformstationen jeweils aus einem Gerüst mit wenigstens zwei Rollformwerkzeugen besteht, von denen zumindest eines an einer verstellbaren Halterung gelagert ist, und die dazu vorgesehen sind, dass das Werkstück zwischen ihnen hindurchgeführt und hierbei umgeformt wird. Ferner ist zumindest eine Messeinrichtung zum Detektieren der aktuellen Positionen der an den verstellbaren Halterungen gelagerten Rollformwerkzeuge vorgesehen, die mit einer Datenverarbeitungseinrichtung verbunden ist und Messdaten an diese abgibt. Die vorliegende Erfindung betrifft außerdem ein Verfahren zum Vermessen von Rollformwerkzeugen, die an verstellbaren Halterungen eines Gerüsts einer solchen Profiliermaschine gelagert sind, sowie ein Gerüst für eine solche Profiliermaschine.The invention relates to a profiling machine with a plurality of forming stations arranged in line one behind the other for multi-stage forming of a workpiece to be profiled in the longitudinal direction, wherein at least part of the forming stations each consist of a framework with at least two roll forming tools, of which at least one is mounted on an adjustable holder , And provided for the workpiece is passed between them and thereby transformed. Furthermore, at least one measuring device is provided for detecting the current positions of the rolling molds mounted on the adjustable holders, which is connected to a data processing device and outputs measurement data to the same. The present invention also relates to a method for measuring roll forming tools, which are mounted on adjustable supports of a framework of such a profiling machine, as well as a framework for such a profiling machine.
Der Begriff Rollformwerkzeug wird im Rahmen der vorliegenden Erfindung als Oberbegriff für die formgebenden Rollen in einer Umformstation verwendet, die als Unterrolle, Oberrolle, Seitenrolle, Zwischenrolle oder als sonstige Rolle ausgebildet sein und zum Umformen, Walzen oder Führen des Werkstücks dienen können.The term roll forming tool is used in the context of the present invention as a generic term for the forming rollers in a forming station, which may be formed as a lower roll, top roll, side roll, intermediate roll or other role and can be used for forming, rolling or guiding the workpiece.
Eine Profiliermaschine der hier vorliegenden Art ist konzeptionell eine Massenproduktionsmaschine, um aus Bandmaterial, das quasi endlos durch die Profiliermaschine transportiert wird, oder aus Platinen ein längs umgeformtes Profil herzustellen. Umgeformtes Bandmaterial wird in der Regel ausgangs der Profiliermaschine mittels einer Trenneinrichtung in Profilstücke getrennt. Eine Profiliermaschine kann somit in sehr kurzer Zeit eine sehr große Menge von gleich geformten Profilen herstellen. Ihre Flexibilität ist allerdings bauartbedingt eingeschränkt; ein Umrüsten der Profiliermaschine auf eine andere Profilform oder auch nur auf ein anderes Material für das zu profilierende Werkstück erfordert jeweils eine längere Einfahr- oder Erprobungsphase mit entsprechendem Ausschuss an Material, bis die hergestellte Profilform den Vorgaben entspricht.A profiling machine of the type present here is conceptually a mass-production machine for producing a longitudinally shaped profile from strip material, which is transported virtually endlessly by the profiling machine, or from blanks manufacture. Formed strip material is usually the output of the profiling separated by means of a separator in profile pieces. A profiling machine can thus produce a very large amount of identically shaped profiles in a very short time. However, their flexibility is limited by design; a conversion of the profiling on another profile shape or even only on another material for the workpiece to be profiled requires a longer Einfahr- or testing phase with appropriate rejects of material until the profile shape produced meets the requirements.
Eine zentrale Rolle beim Umrüsten oder Ein- bzw. Nachjustieren einer Profiliermaschine spielt die Einstellung der Walzspalte zwischen zwei Rollformwerkzeugen, die gegebenenfalls gegen solche mit anderen Geometrien ausgetauscht wurden, in horizontaler und vertikaler Richtung, jedoch auch in axialer Richtung. Je nach Umformstation sind hierbei zwei, drei oder mehr Rollformwerkzeuge beteiligt. Zur Erzielung eines qualitativ hochwertigen Arbeitsergebnisses ist es unverzichtbar, dass erfahrenes Personal die verstellbaren Halterungen der Rollformwerkzeuge von Hand einjustiert und gegebenenfalls bei einer Verschlechterung der Arbeitsergebnisse nachjustiert. Aufgrund der Vielzahl der in einer normalen Profiliermaschine vorhandenen Umformstationen und der darin gelagerten Rollformwerkzeuge mit Verstelleinrichtungen ist ein solches Justieren von Hand sehr zeitaufwendig und neben dem Produktionsstillstand auch aufgrund des hierbei produzierten Ausschusses kostenintensiv.A central role in the conversion or adjustment or readjustment of a profiling plays the adjustment of the roll nip between two roll forming tools, which were optionally replaced by those with other geometries, in the horizontal and vertical directions, but also in the axial direction. Depending on the forming station in this case two, three or more roll forming tools involved. In order to achieve a high-quality work result, it is indispensable for experienced personnel to manually adjust the adjustable holders of the roll forming tools and, if necessary, to readjust them if the results of the work deteriorate. Due to the large number of existing in a normal profiling station and stored therein roll forming tools with adjustment such adjustment by hand is very time consuming and in addition to the production downtime also due to the committee produced here costly.
In der
Allerdings ist diese Profiliermaschine aus dem Stand der Technik nicht für alle Anwendungen optimal, da die Ausrüstung sämtlicher verstellbaren Halterungen für Rollformwerkzeuge mit Erfassungsmitteln und mit motorischen Verstellelementen aufwendig und dementsprechend nicht für alle Anwendungsfälle lohnend ist. Darüber hinaus ist es nur schwer möglich, bestehende Profiliermaschinen entsprechend nachzurüsten, wenn diese nicht von vornherein entsprechend ausgestaltet sind.However, this profiling machine from the prior art is not optimal for all applications, since the equipment of all adjustable brackets for roll forming tools with detection means and motorized adjustment consuming and therefore not worthwhile for all applications. In addition, it is difficult to retrofit existing profiling machines accordingly, if they are not designed from the outset accordingly.
Der vorliegenden Erfindung liegt daher die Aufgabe zugrunde, eine Profiliermaschine der eingangs genannten Art vorzuschlagen, bei der ein Umrüsten und/oder ein Nachjustieren der Umformstationen mit gegenüber dem Stand der Technik verringertem konstruktiven Aufwand vereinfacht wird. Ferner liegt der vorliegenden Erfindung die Aufgabe zugrunde, ein Verfahren zum Vermessen von Rollformwerkzeugen einer Profiliermaschine der vorliegenden Art vorzuschlagen, mit dessen Ergebnissen ein Umrüsten und/oder ein Nachjustieren der Umformstationen entsprechend vereinfacht wird.The present invention is therefore based on the object to propose a profiling machine of the type mentioned, in which a conversion and / or a readjustment of the forming stations is simplified with respect to the prior art reduced design complexity. Furthermore, the present invention has for its object to propose a method for measuring roll forming tools of a profiling machine of the present type, with the results of a conversion and / or a readjustment of the forming stations is simplified accordingly.
Gelöst ist diese Aufgabe durch eine Profiliermaschine mit den Merkmalen des Anspruchs 1 sowie durch ein Verfahren mit den Merkmalen des Anspruchs 10. Bevorzugte Ausgestaltungen der Profiliermaschine finden sich in den Ansprüchen 2 bis 8; bevorzugte Weiterbildungen des Verfahrens sind in den Ansprüchen 11 und 12 niedergelegt. Ein Gerüst für eine erfindungsgemäße Profiliermaschine ist in Anspruch 9 definiert.This object is achieved by a profiling with the features of
Nach der vorliegenden Erfindung sind die Messeinrichtungen zum Detektieren der aktuellen Position wenigstens eines Teils der an den verstellbaren Halterungen gelagerten Rollformwerkzeuge also nicht mehr jeweils nur einer verstellbaren Halterung zugeordnet, sondern erfindungsgemäß wird mindestens eine Messeinrichtung verwendet, die mehreren verstellbaren Halterungen zugeordnet ist. Das Nachrüsten einer bereits aufgebauten Profiliermaschine mit einer solchen Messeinrichtung ist wesentlich einfacher und kostengünstiger, als sämtliche verstellbaren Halterungen mit jeweils einer Messeinrichtung nachzurüsten. Des Weiteren kann sich das Nachrüsten einer bereits aufgebauten Profiliermaschine darauf beschränken, die wichtigsten verstellbaren Halterungen für eine Messeinrichtung vorzusehen und demgemäß nicht alle Umformstationen mit Messeinrichtungen auszurüsten.According to the present invention, the measuring devices for detecting the current position of at least a portion of the mounted on the adjustable supports roll forming tools are therefore no longer associated with only one adjustable support, but according to the invention at least one measuring device is used, which is assigned to several adjustable brackets. The retrofitting of an already established profiling machine with such a measuring device is much easier and less expensive than all adjustable brackets, each with a measuring device retrofit. Furthermore, the retrofitting of an already existing profiling machine may be limited to providing the most important adjustable holders for a measuring device and accordingly not equipping all the forming stations with measuring devices.
Die Messeinrichtung ist mit einer Datenverarbeitungseinrichtung verbunden, die Messdaten von der Messeinrichtung erhält. Hierbei können mehrere Messeinrichtungen und mehrere dezentrale Verarbeitungseinrichtungen vorhanden sein, oder aber eine gemeinsame Datenverarbeitungseinrichtung für eine oder mehrere Messeinrichtungen. Die Datenverarbeitungseinrichtung kann Soll-Positionsdaten als Vergleichsdatensatz enthalten, wobei dann die von der Messeinrichtung ermittelten Ist-Positionsdaten mit den Soll-Positionsdaten abgeglichen und Korrekturwerte ermittelt werden. Diese Korrekturwerte können dann beispielsweise auf einer Anzeige ausgegeben werden, so dass ein Bediener der Profiliermaschine eine Hilfestellung zum Justieren der verstellbaren Rollformwerkzeuge erhält. Jedoch auch schon dann, wenn die Datenverarbeitungseinrichtung lediglich die ermittelten Ist-Positionsdaten anzeigt, kann sich hierdurch eine Hilfestellung beim Justieren der Rollformwerkzeuge ergeben; denn der Bediener muss dann die Walzspalte nicht von Hand nachmessen oder anhand des Arbeitsergebnisses auf die vorzunehmenden Justierungen rückschließen. Die Ermittlung von Ist-Positionsdaten und insbesondere der Vergleich mit Soll-Positionsdaten kann sogar während der laufenden Produktion in der Profiliermaschine erfolgen, um beispielsweise eine laufende Qualitätskontrolle zu ermöglichen.The measuring device is connected to a data processing device, which receives measurement data from the measuring device. In this case, a plurality of measuring devices and a plurality of decentralized processing devices may be present, or a common data processing device for one or more measuring devices. The data processing device may contain desired position data as a comparison data record, in which case the actual position data determined by the measuring device are then aligned with the desired position data and correction values are determined. These correction values can then be output on a display, for example, so that an operator of the profiling machine receives assistance in adjusting the adjustable roll forming tools. However, even then, when the data processing device only displays the determined actual position data, this can result in assistance in adjusting the roll forming tools; because the operator does not have to measure the roll nip by hand or conclude on the basis of the work result on the adjustments to be made. The determination of actual position data and in particular the comparison with desired position data can even take place during ongoing production in the profiling machine, for example, to enable ongoing quality control.
Die Messeinrichtung kann zum Beispiel die Lage einer Zentrierbohrung an der Stirnseite der Welle desjenigen Rollformwerkzeugs erkennen, das der zu vermessenden verstellbaren Halterung zugeordnet ist. Da solche Zentrierbohrungen ohnehin vorhanden sind, kann mit einer solchen Messung sehr einfach auf die Lage des entsprechenden Rollformwerkzeugs geschlossen werden, zumindest in horizontaler und vertikaler Richtung. Vorzugsweise sind die verstellbaren Halterungen außerdem mit Indexierungselementen, beispielsweise Kerben, Indexscheiben und dergleichen versehen, und zwar am Lagersitz oder der Arbeitswelle des Rollformwerkzeugs, an den Verstelleinrichtungen der verstellbaren Halterung (insbesondere für die axiale Verstellung), an Distanzhülsen und/oder am Rollformwerkzeug selbst. Solche Indexierungselemente können insbesondere optisch leicht erfasst werden, so dass die erfindungsgemäße Messeinrichtung beispielsweise mit einem Halbleiter-Laser realisiert werden kann.The measuring device can detect, for example, the position of a centering bore on the end face of the shaft of that roll forming tool which is associated with the adjustable holder to be measured. Since such centering holes are present anyway, it is very easy to deduce the position of the corresponding roll forming tool with such a measurement, at least in the horizontal and vertical directions. Preferably, the adjustable brackets are also provided with indexing elements, such as notches, index discs and the like, on the bearing seat or the working shaft of the roll forming tool, on the adjustment of the adjustable support (in particular for the axial adjustment), on spacers and / or on the roll forming tool itself. Such indexing elements can be detected in particular optically easily, so that the measuring device according to the invention can be realized for example with a semiconductor laser.
Insbesondere beim Nachrüsten von Profiliermaschinen mit einer erfindungsgemäßen Messeinrichtung besteht allerdings oft das Problem, dass die Messeinrichtung Teile des jeweiligen Gerüsts abtastet, die in erheblichem Maße toleranzbehaftet sind. Es können sich daher signifikante Abweichungen zwischen den von der Messeinrichtung gemessenen Werten für die Position der an den verstellbaren Halterungen gelagerten Rollformwerkzeuge und den tatsächlichen Ist-Positionen dieser Rollformwerkzeuge ergeben. Besonders problematisch ist hierbei, dass diese Abweichungen von Gerüst zu Gerüst verschieden sein können und in der Regel - entsprechend einer Gauß-Verteilung - auch sind. Für die Auswertung der Messergebnisse der erfindungsgemäßen Messeinrichtung ist es daher zumindest höchst wünschenswert, für jedes Gerüst, das von einer Messeinrichtung angefahren wird, die gerüstspezifischen Abweichungen zwischen den Ist-Positionen der an den verstellbaren Halterungen gelagerten Rollformwerkzeuge und der von der Messeinrichtung detektierbaren Positionen zu kennen, um entweder gleich bei der Messung die erhaltenen Messwerte in die korrekten Ist-Positionen umzurechnen, oder aber bei der Auswertung der Messwerte in der Datenverarbeitungseinrichtung die gerüstspezifischen Abweichungen zu berücksichtigen.In particular, when retrofitting profiling machines with a measuring device according to the invention, however, there is often the problem that the measuring device scans parts of the respective framework, which are subject to tolerances to a considerable extent. There may therefore be significant deviations between the values measured by the measuring device for the position of the rolling molds mounted on the adjustable holders and the actual actual positions of these roll forming tools. A particular problem here is that these deviations from scaffold to scaffold may be different and, as a rule - according to a Gaussian distribution - are. For the evaluation of the measurement results of the measuring device according to the invention, it is therefore at least highly desirable to know the frame-specific deviations between the actual positions of the rolling molds mounted on the adjustable holders and the positions detectable by the measuring device for each stand approached by a measuring device in order either to convert the measured values obtained into the correct actual positions immediately during the measurement, or to take into account the frame-specific deviations during the evaluation of the measured values in the data processing device.
Zur Lösung dieser Problemstellung sieht die vorliegende Erfindung vor, dass die Gerüste jeweils mit einer Codierung versehen sind, die von der Messeinrichtung eingelesen und an die Datenverarbeitungseinrichtung gemeldet wird.To solve this problem, the present invention provides that the frameworks are each provided with an encoding that is read by the measuring device and reported to the data processing device.
Die Codierung kann hierbei zur Identifizierung des damit versehenen Gerüsts dienen, so dass die Datenverarbeitungseinrichtung in der Lage ist, die von der Messeinrichtung erhaltenen Messwerte anhand abgespeicherter Korrekturfaktoren in die Ist-Positionen der Rollformwerkzeuge umzurechnen. Hierzu ist beim erfindungsgemäßen Verfahren vorzugsweise vorgesehen, die jeweiligen Gerüste zuvor wenigstens einmalig an einem Präzisionsmessplatz bzw. mit einer Präzisionseinrichung genau zu vermessen und hierbei gerüstspezifische Abweichungen zwischen den Ist-Positionen der an den verstellbaren Halterungen gelagerten Rollformwerkzeuge und deren von der Messeinrichtung detektierbaren Positionen zu ermitteln. Das vermessene Gerüst wird sodann mit einer Codierung versehen, wobei ein Datensatz mit gerüstspezifischen Abweichungen und der gerüstspezifischen Codierung zum Hinterlegen in der Datenverarbeitungseinrichtung der Profiliermaschine erstellt wird.The coding can in this case serve to identify the framework provided therewith, so that the data processing device is able to convert the measured values obtained from the measuring device into the actual positions of the roll forming tools on the basis of stored correction factors. For this purpose, it is preferably provided in the method according to the invention to measure the respective scaffolds at least once in advance on a precision measuring station or with a precision device and in this case scaffold-specific Deviations between the actual positions of the rolling molds mounted on the adjustable supports and their positions detectable by the measuring device can be determined. The measured framework is then provided with a coding, wherein a data set with framework-specific deviations and the frame-specific coding for the deposit in the data processing device of the profiling machine is created.
Alternativ oder auch zusätzlich kann die Codierung selbst Informationen über die gerüstspezifischen Abweichungen zwischen den Ist-Positionen der an den verstellbaren Halterungen gelagerten Rollformwerkzeuge und den von der Messeinrichtung detektierbaren Positionen enthalten. Eine Hinterlegung von entsprechenden Datensätzen in der Datenverarbeitungseinrichtung erübrigt sich hierdurch gegebenenfalls, da dieser Datensatz mit der Codierung eingelesen wird. Im einfachsten Fall besteht die Codierung aus einer exakt vermessenen, am Gerüst angebrachten Standard-Messfläche, an der sich die Messeinrichtung einjustiert, so dass der von der Messeinrichtung eingelesene "Datensatz" aus den Ortskoordinaten der Standard-Messfläche besteht.Alternatively or additionally, the coding itself may contain information about the frame-specific deviations between the actual positions of the rolling molds mounted on the adjustable holders and the positions detectable by the measuring device. A deposit of corresponding data sets in the data processing device is thereby unnecessary if necessary, since this data record is read in with the coding. In the simplest case, the coding consists of an accurately measured standard measuring surface attached to the framework, on which the measuring device is adjusted, so that the "data set" read in by the measuring device consists of the location coordinates of the standard measuring surface.
Besondere Vorteile ergeben sich im Rahmen der Erfindung, wenn die Profiliermaschine außer der Messeinrichtung noch zumindest einen Manipulator aufweist, der die Funktion von motorischen Verstellelementen für wenigstens einen Teil der an den verstellbaren Halterungen gelagerten Rollformwerkzeuge übernimmt. Die Messeinrichtung und der Manipulator sind dann mit einer Datenverarbeitung verbunden, die den Manipulator steuert und von der Messeinrichtung Messdaten erhält. Hierdurch wird es möglich, dass zunächst zumindest eine grobe Voreinstellung der verstellbaren Halterungen automatisch vom System vorgenommen wird, da die Steuerung des Manipulators aufgrund der von der Messeinrichtung erhaltenen Messdaten und einem Vergleich mit Vorgabewerten die Walzspalte selbsttätig einstellen kann. Durch Nachvollziehen von nachfolgend manuell vorgenommenen Justierungseinstellungen, das von der Messeinrichtung ermöglicht wird, lernt das System, so dass spätere Voreinstellungen der Umformstationen schon recht genau die endgültigen Werte abbilden und vollautomatisch erhalten werden können. Bei entsprechend genauen vorgegebenen Soll-Positionsdaten kann das System gegebenenfalls auch ohne manuellen Eingriff und ohne den genannten Teach-In-Prozess völlig selbsttätig und somit vollautomatisch eine Einstellung der verstellbaren Halterungen vornehmen, was das Umrüsten einer Profiliermaschine entsprechend vereinfacht.Particular advantages are within the scope of the invention, when the profiling except the measuring device still has at least one manipulator, which takes over the function of motor adjustment elements for at least a portion of the mounted on the adjustable brackets roll forming tools. The measuring device and the manipulator are then connected to a data processing that controls the manipulator and receives measurement data from the measuring device. This makes it possible that initially at least a rough presetting of the adjustable brackets is automatically made by the system, since the control of the manipulator can automatically adjust the roll nip due to the measurement data obtained by the measuring device and a comparison with default values. The system learns by following manually subsequently made adjustment settings, which are made possible by the measuring device, so that later presettings of the forming stations are able to reproduce the final values quite accurately and can be obtained fully automatically. If the desired position data are correspondingly accurate, the system may also be able to completely without manual intervention and without the said teach-in process automatically and thus fully automatically make an adjustment of the adjustable brackets, which simplifies the retrofitting of a profiling accordingly.
Die motorischen Verstellelemente bzw. der Manipulator ist hierbei nicht darauf eingeschränkt, dass Motoren im eigentlichen Sinne verwendet werden müssten. Zum Antrieb der "motorischen" Verstellelemente kann im Rahmen der Erfindung vielmehr auch ein hydraulischer oder pneumatischer Antrieb, beispielsweise ein Fluidzylinder, oder auch ein federvorbelasteter, mit Endanschlägen versehener Antrieb eingesetzt werden.The motor adjusting elements or the manipulator is not limited to the fact that motors should be used in the true sense. To drive the "motor" adjusting elements, a hydraulic or pneumatic drive, such as a fluid cylinder, or a spring-loaded, provided with end stops drive can be used within the scope of the invention rather.
Soweit ein Manipulator vorgesehen ist, kann im einfachsten Fall also eine Vorab-Grobjustierung als Rüsthilfe erzielt werden; im optimierten Fall kann das so weitergebildete erfindungsgemäße System die Justierung von umzurüstenden Umformstationen vollständig automatisch vornehmen. Die Zeit zum Einrichten einer Profiliermaschine nach einem Umrüsten oder zum Nachjustieren einer Profiliermaschine bei sich verschlechternden Arbeitsergebnissen oder bei einem Material-, Produkt- oder Typenwechsel verkürzt sich also in jedem Fall signifikant, trotz relativ geringer Investitionskosten beim Installieren des erfindungsgemäßen Manipulators und der Messeinrichtung. Die Arbeitsweise des erfahrenen Personals kann dabei vorteilhafterweise beibehalten werden, denn eine manuelle Korrektur an den verstellbaren Halterungen ist jederzeit möglich, wobei dies dann vorzugsweise von der Messeinrichtung mitprotokolliert wird.As far as a manipulator is provided, so in the simplest case, a pre-coarse adjustment can be achieved as a setup help; In the optimized case, the system thus developed according to the invention can perform the adjustment of conversion stations to be converted completely automatically. The time to set up a profiling machine after retooling or readjusting a profiling machine with deteriorating work results or material, product or type change thus shortens in each case significantly, despite relatively low investment costs when installing the manipulator according to the invention and the measuring device. The operation of the experienced personnel can be advantageously maintained, because a manual correction to the adjustable brackets is possible at any time, and this is then preferably logged by the measuring device.
Wenn die Messeinrichtung beispielsweise derart ausgebildet ist, dass sie die Kontur der Rollformwerkzeuge direkt oder indirekt erfasst, können darüber hinaus Rüstfehler, wie ein verwechseltes Rollformwerkzeug mit kollidierendem Umformwinkel, rechtzeitig vom System erkannt werden.If, for example, the measuring device is designed such that it detects the contour of the roll forming tools directly or indirectly, in addition setup errors, such as a confused roll forming tool with colliding shaping angle, can be recognized in good time by the system.
Die Messeinrichtung kann direkt am Manipulator angeordnet sein und von diesem an die zu vermessenden verstellbaren Halterungen herangeführt werden; es können auch mehrere Messeinrichtungen vorhanden sein, die am Manipulator angeordnet sind.The measuring device can be arranged directly on the manipulator and be guided by this to the adjustable holders to be measured; It can also be present several measuring devices, which are arranged on the manipulator.
Soweit zusätzlich zu den Messeinrichtungen mindestens ein Manipulator zum automatisierten Verstellen wenigstens eines Teils der verstellbaren Halterungen an den Gerüsten der Profiliermaschine vorgesehen sind, bietet es weitere erhebliche Vorteile, wenn in der Datenverarbeitungseinrichtung zu den Codierungen der Gerüste jeweils Daten zu gerüstspezifischen Zusammenhängen zwischen den vom Manipulator erzielbaren Verstellungen und den hierdurch bewirkten Verstellungen der Ist-Positionen der an den verstellbaren Halterungen gelagerten Rollformwerkzeuge hinterlegt sind. Denn dann können solche gerüstspezifischen Abweichungen bei einem automatisierten Eingriff mittels des Manipulators von vorn herein berücksichtigt werden und müssen nicht durch eine Rückmeldung der Messeinrichtung ausgeregelt werden, was die Arbeitsgeschwindigkeit des Systems deutlich erhöht.If, in addition to the measuring devices, at least one manipulator for the automated adjustment of at least part of the adjustable mounts to the frameworks of the profiling machine are provided, it offers further considerable advantages, if in the data processing device to the codings of the scaffolds respectively data to scaffold-specific relationships between the achievable by the manipulator Adjustments and the resulting adjustments of the actual positions of the mounted on the adjustable brackets roll forming tools are deposited. Because then such frame-specific deviations in an automated intervention by means of the manipulator can be considered from the outset and do not have to be compensated by a feedback of the measuring device, which significantly increases the operating speed of the system.
Hierzu ist es nach dem erfindungsgemäßen Verfahren vorteilhaft, wenn am Präzisionsmessplatz nicht nur gerüstspezifische Abweichungen zwischen den Ist-Positionen der an den verstellbaren Halterungen gelagerten Rollformwerkzeuge und deren von der Messeinrichtung detektierbaren Positionen ermittelt werden, sondern ebenso gerüstspezifische Zusammenhänge zwischen den von einem Manipulator erzielbaren Verstellungen und den hierdurch bewirkten Verstellungen der Ist-Positionen der Rollformwerkzeuge ermittelt und mit der gerüstspezifischen Codierung verknüpft werden.For this purpose, it is advantageous according to the inventive method, if not only frame-specific deviations between the actual positions of the adjustable holders mounted roll forming tools and their detectable by the measuring device positions are determined at the precision measuring station, but also framework-specific relationships between the achievable by a manipulator adjustments and determined thereby the adjustments of the actual positions of the roll forming tools and linked to the framework-specific coding.
Im Rahmen der vorliegenden Erfindung kann schließlich die Messeinrichtung auf einem entlang der Umformstationen beispielsweise auf einer Schiene bewegbaren Messwagen angebracht sein. Ein gegebenenfalls vorhandener Manipulator kann sich ebenfalls auf dem Messwagen befinden, oder aber als entlang der Umformstationen bewegbarer Werkzeugeinstellwagen ausgebildet sein. Diese Wagen können vorzugsweise seitlich neben der Produktionslinie in und gegen die Produktionsrichtung entlang der Umformstationen oder entlang eines Teils der Umformstationen bewegt werden.In the context of the present invention, finally, the measuring device can be mounted on a measuring carriage which can be moved along the forming stations, for example on a rail. An optionally present manipulator can also be located on the measuring carriage, or else be designed as a tool setting carriage movable along the forming stations. These carriages can preferably be moved laterally next to the production line in and against the production direction along the forming stations or along part of the forming stations.
Das im Rahmen der vorliegenden Erfindung vorgeschlagene Gerüst für eine erfindungsgemäße Profiliermaschine umfasst wenigstens zwei Rollformwerkzeuge, von denen zumindest eines an einer verstellbaren Halterung gelagert ist, und die dazu vorgesehen sind, dass ein Werkstück zwischen ihnen hindurchgeführt und hierbei umgeformt wird, wobei das Gerüst mit einer Codierung versehen ist. Diese Codierung kann für das menschliche Auge sichtbar oder unsichtbar angebracht sein und ist vorzugsweise maschinenlesbar ausgebildet.The framework proposed in the context of the present invention for a profiling machine according to the invention comprises at least two roll forming tools, at least one of which is mounted on an adjustable holder and which are provided so that a workpiece is passed between them and in this case is transformed, wherein the framework is provided with a coding. This coding can be visible or invisible to the human eye and is preferably machine-readable.
Ein Ausführungsbeispiel für die vorliegende Erfindung wird im folgenden anhand der beigefügten Zeichnungen näher beschrieben und erläutert. Es zeigen:
Figur 1- einen Abschnitt einer Profiliermaschine nach der vorliegenden Erfindung in schematischer perspektivischer Darstellung;
Figur 2- den
Profiliermaschinenabschnitt aus Figur 1 in Draufsicht; Figur 3- den
Profiliermaschinenabschnitt aus Figur 1 in Frontansicht.
- FIG. 1
- a portion of a profiling machine according to the present invention in a schematic perspective view;
- FIG. 2
- the Profiliermaschinenabschnitt off
FIG. 1 in plan view; - FIG. 3
- the Profiliermaschinenabschnitt off
FIG. 1 in front view.
Die
Die Umformstationen 2 bestehen jeweils im Wesentlichen aus einem Gerüst 7, in dem die Formrollen 5 jeweils mittels verstellbarer Halterungen 10 vertikal und axial verstellbar gelagert sind. Die Gerüste 7 umfassen daneben auch Schlitten 8, in denen die Seitenrollen 4 mittels Spindeln 9 horizontal verstellbar befestigt sind. Vorliegend sind also die vertikalen Positionen der beiden Formrollen 5 mittels Spindeln 11 und deren axialen Positionen an den entsprechenden Wellen, sowie die horizontalen und die axialen bzw. die horizontalen und die vertikalen Positionen der Seitenrollen 4 mittels der Spindeln 9 verstellbar.The forming
Ein (nicht dargestelltes) Werkstück passiert hintereinander alle vier Umformstationen 2 und wird in den jeweiligen Walzspalten 6 stufenweise zu einem Profil umgeformt. Die Seitenrollen 4 wirken hierbei unterstützend, um die gewünschte Profilform erhalten zu können. Um die Walzspalte 6 zwischen den Rollformwerkzeugen 5 sowie die Positionen der Seitenrollen 4 im Hinblick auf das gewünschte Profil sowie im Hinblick auf das verwendete Werkstückmaterial justieren zu können, müssen lediglich die Spindeln 9 und 11 sowie Verstelleinrichtungen 16 betätigt werden, was an jeder Umformstation 2 separat möglich ist.A (not shown) workpiece passes successively all four forming
Seitlich am Profiliermaschinenabschnitt 1 ist eine Schiene 12 befestigt, auf welcher ein Werkzeugeinstellwagen 13 und ein Messwagen 14 verfahrbar gehalten sind. Der Werkzeugeinstellwagen 13 und der Messwagen 14 werden von einer (nicht dargestellten) Datenverarbeitungseinrichtung gesteuert, wobei der Messwagen 14 Messeinrichtungen 15 trägt, die ihre Messdaten an die Datenverarbeitungseinrichtung melden. Die Messeinrichtungen 15 bestehen vorliegend aus zwei optischen Detektoren, insbesondere CCD-Kameras, die jeweils eine an Verstelleinrichtungen 16 auf den verstellbaren Werkzeugachsen der Umformstationen 2 angebrachte Indexscheibe 17 erfassen und über ein Digitalisieren des Bildes die jeweilige Position der Indexscheibe 17 und somit die Axialposition der zugeordneten Formrolle 5 detektieren können. Da die Verstelleinrichtungen 16 jeweils direkt auf den Wellen der Formrollen 5 sitzen, kann der Messwagen 14 anhand der Höhenposition der Verstelleinrichtungen 16 außerdem die vertikale Position der zugeordneten Formrollen 5 erfassen. Entsprechendes gilt für die Schlitten 8 und deren Verstelleinrichtungen 16 mit Indexscheiben 17: Anhand der Position der Indexscheibe 17 wird die horizontale Position der Seitenrollen 4 detektiert, während die Höhe der Verstelleinrichtungen 16 auf die vertikale Position der Seitenrollen 4 schließen lässt.Laterally on
Da nun insbesondere die horizontalen Positionen der Verstelleinrichtungen 16 die genauen Ist-Positionen der Formrollen 5 bzw. Seitenrollen 4 nicht exakt abbilden, sondern mit Toleranzen behaftet sind, die Auswirkungen auf das Arbeitsergebnis haben, sind die Gerüste 7 vorderseitig mit jeweils einer gerüstspezifischen, maschinenlesbaren Codierung 19, hier in Form eines Barcodes, versehen, anhand dessen das jeweilige Gerüst 7 von den Messeinrichtungen 15 des Messwagens 14 identifiziert werden kann. Denn entsprechend der vorliegenden Erfindung sind die Gerüste 7 zuvor auf einem (nicht dargestellten) Präzisionsmessplatz vermessen worden. Hierbei festgestellte Abweichungen der von den Messeinrichtungen 15 detektierbaren Positionen von den tatsächlichen Ist-Positionen der verstellbaren Rollformwerkzeuge 4,5 sind mitprotokolliert und als Datensatz in der Datenverarbeitungseinrichtung hinterlegt worden, wobei dieser Datensatz in der Datenverarbeitungseinrichtung mit einer Codierung verknüpft und diese Codierung 19 am jeweiligen Gerüst 7 maschinenlesbar angebracht worden ist. Wenn nun der Messwagen 14 nicht nur die Positionen der Verstelleinrichtungen 16 und der Indexscheiben 17 eines Gerüsts 7, sondern auch dessen Codierung 19 einliest und an die Datenverarbeitungseinrichtung meldet, korrigiert diese die gemeldeten Positionsdaten anhand der hinterlegten gerüstspezifischen Abweichungen und gibt dementsprechend die exakten Ist-Positionen aus.Since in particular the horizontal positions of the adjusting
Der Werkzeugeinstellwagen 13 ist vorliegend als Manipulator ausgebildet und dementsprechend mit ansteuerbaren, axial und vertikal verfahrbaren Stellmotoren 18 ausgerüstet. Diese können, wie die Doppelpfeile in den Figuren andeuten, bis an die Verstelleinrichtungen 16 der Umformstationen 2 heranfahren und diese, von der Datenverarbeitungseinrichtung gesteuert, motorisch verstellen. Auch die Spindeln 9 und 11 können von Stellmotoren 18 des Werkzeugeinstellwagens 13 betätigt werden. Hierzu ist eine Antriebswelle 20 vorgesehen, die über entsprechende Getriebe auf die Spindeln 11 wirkt.The
Sowohl der Werkzeugeinstellwagen 13 als auch der Messwagen 14 sind jeweils allen vier Umformstationen 2 zugeordnet, wodurch ein Ausrüsten der Umformstationen 2 mit jeweils eigenen Detektoren und Motoren nebst der erforderlichen Energieversorgung und Signalleitungen vorteilhafterweise entfalten kann. Eine weitere Vereinfachung ist beispielsweise möglich, indem die optischen Detektoren 15 nicht auf einem separaten Messwagen 14, sondern auf dem Werkzeugeinstellwagen 13 angebracht werden. Ein solcher Werkzeug-Mess- und Einstellwagen kann, wie auch die separaten Werkzeugeinstellwagen 13 und Messwagen 14, jeweils für einen Profiliermaschinenabschnitt 1 oder auch für die gesamte Profiliermaschine zuständig sein.Both the
Mit dem vorliegend beschriebenen Ausführungsbeispiel ist ein Nachrüsten einer Profiliermaschine, die bislang rein manuell verstellt wurde, mit einer Messeinrichtung und gegebenenfalls zusätzlich einer Verstelleinrichtung auf sehr kostengünstige Art und Weise möglich: Die Profiliermaschine muss lediglich mit einer Schiene 12 und einem Messwagen 14 sowie gegebenenfalls einem Werkzeugeinstellwagen 13 ausgerüstet und gegebenenfalls müssen Verstelleinrichtungen 16 sowie Indexscheiben 17 ergänzt werden. Des Weiteren wird erfindungsgemäß jedes Gerüst 7 auf einem Präzisionsmessplatz vermessen und mit einer Codierung 19 versehen. Die Codierung und der beim Vermessen des Gerüsts erstellte Datensatz werden in der Datenverarbeitungseinrichtung hinterlegt. Danach ist es möglich, die Ist-Positionen der verstellbaren Rollformwerkzeuge 3 sehr exakt maschinell zu vermessen sowie gegebenenfalls automatisiert zu verstellen.With the present embodiment described retrofitting a profiling, which was hitherto purely manually adjusted, with a measuring device and optionally additionally an adjustment in a very cost-effective manner possible: The profiling only needs equipped with a
Claims (13)
dadurch gekennzeichnet,
dass die Messeinrichtung (14, 15) mehreren Gerüsten (7) zugeordnet ist und
dass die Gerüste (7) jeweils mit einer von der Messeinrichtung (14, 15) einlesbaren Codierung (19) versehen sind.Profiling machine with a plurality of forming stations (2) arranged in series one behind the other for the multi-stage forming of a workpiece to be profiled, wherein at least a part of the forming stations (2) each consist of a framework (7) with at least two roll forming tools (3), of which at least one is mounted on an adjustable support (8, 10) and which are provided so that the workpiece is passed between them and thereby transformed, and wherein at least one connected to a data processing means (14, 15) for detecting the positions at least a part of the rolling molds (3) mounted on the adjustable supports (8, 10) is present,
characterized,
that the measuring device (14, 15) is assigned to a plurality of stands (7) and
in that the frameworks (7) are each provided with an encoding (19) which can be read by the measuring device (14, 15).
dadurch gekennzeichnet,
dass die Codierung (19) Informationen über gerüstspezifische Abweichungen zwischen den Ist-Positionen der an den verstellbaren Halterungen (8, 10) gelagerten Rollformwerkzeuge (4, 5) und den von der Messeinrichtung (14, 15) detektierbaren Positionen enthält.Profiling machine according to claim 1,
characterized,
in that the coding (19) contains information about frame-specific deviations between the actual positions of the roll forming tools (4, 5) mounted on the adjustable holders (8, 10) and the positions detectable by the measuring device (14, 15).
dadurch gekennzeichnet,
dass die Codierung (19) zur Identifizierung des damit versehenen Gerüsts (7) dient.Profiling machine according to one of claims 1 or 2,
characterized,
in that the coding (19) serves to identify the scaffold (7) provided therewith.
dadurch gekennzeichnet,
dass in der Datenverarbeitungseinrichtung zu den Codierungen (19) der Gerüste (7) jeweils Daten zu gerüstspezifischen Abweichungen zwischen den Ist-Positionen der an den verstellbaren Halterungen (8, 10) gelagerten Rollformwerkzeuge (4, 5) und den von der Messeinrichtung (14, 15) detektierbaren Positionen dieser Rollformwerkzeuge (4, 5) hinterlegt sind.Profiling machine according to claim 3,
characterized,
that in the data processing device to the codings (19) of the frameworks (7) each data to scaffold-specific deviations between the actual positions of the adjustable holders (8, 10) mounted roll forming tools (4, 5) and by the measuring device (14, 15) detectable positions of these roll forming tools (4, 5) are deposited.
dadurch gekennzeichnet,
dass motorische Verstellelemente (18) zum automatisierten Verstellen wenigstens eines Teils der verstellbaren Halterungen (8, 10) vorgesehen und mit der Datenverarbeitungseinrichtung als Steuerung verbunden sind, wobei die motorischen Verstellelemente (18) durch mindestens einen Manipulator (13, 18) gebildet sind, der mehreren verstellbaren Halterungen (8, 10) zugeordnet ist.Profiling machine according to at least one of claims 1 to 4,
characterized,
in that motorized adjusting elements (18) are provided for the automated adjustment of at least part of the adjustable holders (8, 10) and connected to the data processing device as a controller, wherein the motorized adjusting elements (18) are formed by at least one manipulator (13, 18) associated with a plurality of adjustable brackets (8, 10).
dadurch gekennzeichnet,
dass in der Datenverarbeitungseinrichtung mit den Codierungen (19) der Gerüste (7) jeweils Daten zu gerüstspezifischen Zusammenhängen zwischen den vom Manipulator (13, 18) erzielbaren Verstellungen und den hierdurch bewirkten Verstellungen der Ist-Positionen der an den verstellbaren Halterungen (8, 10) gelagerten Rollformwerkzeuge (4, 5) hinterlegt sind.Profiling machine according to claim 5,
characterized,
that in the data processing device with the codings (19) of the frameworks (7) data on framework-specific relationships between the manipulator (13, 18) achievable adjustments and the thereby effected adjustments of the actual positions of the adjustable brackets (8, 10) stored roll forming tools (4, 5) are stored.
dadurch gekennzeichnet,
dass die Messeinrichtung (15) am Manipulator (13) angeordnet ist.Profiling machine according to one of claims 5 or 6,
characterized,
in that the measuring device (15) is arranged on the manipulator (13).
dadurch gekennzeichnet,
dass die Messeinrichtung (15) an einem entlang der Umformstationen (2) bewegbaren Messwagen (14) angebracht ist.Profiling machine according to at least one of claims 1 to 7,
characterized,
in that the measuring device (15) is mounted on a measuring carriage (14) movable along the forming stations (2).
umfassend wenigstens zwei Rollformwerkzeuge (4, 5), von denen zumindest eines an einer verstellbaren Halterung (8, 10) gelagert ist, und die dazu vorgesehen sind, dass das Werkstück zwischen ihnen hindurchgeführt und hierbei umgeformt wird,
dadurch gekennzeichnet,
dass es mit einer Codierung (19) versehen ist.Scaffolding for a profiling machine according to at least one of claims 1 to 8,
comprising at least two roll forming tools (4, 5), at least one of which is mounted on an adjustable support (8, 10) and which are provided so that the workpiece is passed between them and thereby formed,
characterized,
that it is provided with an encoding (19).
dadurch gekennzeichnet,
dass die Codierung (19) maschinenlesbar ist.Scaffolding according to claim 9,
characterized,
that the coding (19) is machine-readable.
dadurch gekennzeichnet,
dass eine mehreren Gerüsten (7) zugeordnete Messeinrichtung (14, 15) verwendet wird, die die Positionen wenigstens eines Teils der an den verstellbaren Halterungen (8, 10) gelagerten Rollformwerkzeuge (4, 5) detektiert und an eine Datenverarbeitungseinrichtung meldet, wobei die Messeinrichtung (14, 15) außerdem eine an den Gerüsten (7) jeweils angebrachte Codierung (19) einliest und an die Datenverarbeitungseinrichtung meldet.Method for measuring roll forming tools (4, 5) which are mounted on adjustable holders (8, 10) of a frame (7) of a profiling machine according to at least one of claims 1 to 8,
characterized,
in that a measuring device (14, 15) associated with a plurality of stands (7) is used, which detects the positions of at least part of the roll forming tools (4, 5) mounted on the adjustable holders (8, 10) and reports them to a data processing device, wherein the measuring device (14, 15) also reads in a code (19) attached to the scaffolds (7) and reports them to the data processing device.
dadurch gekennzeichnet,
dass die Gerüste (7) mit verstellbaren Halterungen (8, 10) mit einer Präzisionsmesseinrichtung, insbesondere auf einem Präzisionsmessplatz, vermessen und gerüstspezifische Abweichungen zwischen den Ist-Positionen der an den verstellbaren Halterungen (8, 10) gelagerten Rollformwerkzeuge (4, 5) und deren von der Messeinrichtung (14, 15) detektierbaren Positionen ermittelt werden, und dass jedes vermessene Gerüst (7) mit einer Codierung (19) versehen wird, wobei die Codierung (19) Informationen über die gerüstspezifischen Abweichungen enthält und/oder ein Datensatz mit gerüstspezifischen Abweichungen und der gerüstspezifischen Codierung (19) zum Hinterlegen in der Datenverarbeitungseinrichtung der Profiliermaschine erstellt wird.Method according to claim 11,
characterized,
that the stands (7) with adjustable holders (8, 10) with a precision measuring device, in particular on a precision measuring station, measured and scaffold-specific deviations between the actual positions of the adjustable holders (8, 10) mounted roll forming tools (4, 5) and their Detected by the measuring device (14, 15) detectable positions, and that each measured framework (7) is provided with a coding (19), wherein the coding (19) contains information about the framework-specific deviations and / or a data set with framework-specific deviations and the framework-specific coding (19) is created for storage in the data processing device of the profiling machine.
dadurch gekennzeichnet,
dass mit der Präzisionsmesseinrichtung außerdem gerüstspezifische Zusammenhänge zwischen den von einem Manipulator (13) erzielbaren Verstellungen und den hierdurch bewirkten Verstellungen der Ist-Positionen der an den verstellbaren Halterungen (8, 10) gelagerten Rollformwerkzeuge (4, 5) ermittelt werden, wobei die Codierung (19), mit der jedes vermessene Gerüst (7) versehen ist, Informationen über diese gerüstspezifischen Zusammenhänge enthält und/oder ein Datensatz mit gerüstspezifischen Zusammenhänge und der gerüstspezifischen Codierung (19) zum Hinterlegen in der Datenverarbeitungseinrichtung der Profiliermaschine erstellt wird.Method according to claim 12,
characterized,
that with the precision measuring device also framework-specific relationships between the achievable by a manipulator (13) adjustments and the resulting adjustments of the actual positions of the adjustable supports (8, 10) mounted roll forming tools (4, 5) are determined, the coding ( 19), with which each measured framework (7) is provided, contains information about these framework-specific relationships and / or a data set with framework-specific relationships and the framework-specific coding (19) is created for storage in the data processing device of the profiling machine.
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DK08018556.4T DK2179804T3 (en) | 2008-10-23 | 2008-10-23 | Profiling machine and method for measuring a profiling machine's scrolling tools |
| DE502008002632T DE502008002632D1 (en) | 2008-10-23 | 2008-10-23 | Profiling machine and method for measuring roll forming tools of a profiling machine |
| EP08018556A EP2179804B1 (en) | 2008-10-23 | 2008-10-23 | Profiling machine and method for measuring rolling tools of a profile machine |
| AT08018556T ATE498463T1 (en) | 2008-10-23 | 2008-10-23 | PROFILING MACHINE AND METHOD FOR MEASURING ROLL FORMING TOOLS OF A PROFILING MACHINE |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP08018556A EP2179804B1 (en) | 2008-10-23 | 2008-10-23 | Profiling machine and method for measuring rolling tools of a profile machine |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2179804A1 true EP2179804A1 (en) | 2010-04-28 |
| EP2179804B1 EP2179804B1 (en) | 2011-02-16 |
Family
ID=40344711
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP08018556A Not-in-force EP2179804B1 (en) | 2008-10-23 | 2008-10-23 | Profiling machine and method for measuring rolling tools of a profile machine |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP2179804B1 (en) |
| AT (1) | ATE498463T1 (en) |
| DE (1) | DE502008002632D1 (en) |
| DK (1) | DK2179804T3 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116765233A (en) * | 2023-08-16 | 2023-09-19 | 昆明市明利丰通信铁塔制造有限公司 | Iron tower installation position plate punching device with automatic positioning function |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102011120914A1 (en) * | 2011-12-12 | 2013-06-13 | Kronenberg Profil Gmbh | Roll forming station, profiling system and method for forming a sheet metal or sheet metal strip |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20020108421A1 (en) * | 2001-02-13 | 2002-08-15 | Cunningham David H. | Forming machine for sheets of formable material |
| EP1245302A1 (en) | 2001-03-27 | 2002-10-02 | Dreistern-Werk Maschinenbau GmbH & co. KG | Profilingmachine with a plurality of in-line arranged forming stations |
| JP2004243367A (en) * | 2003-02-13 | 2004-09-02 | Aisin Seiki Co Ltd | Method and device for adjusting roll forming device |
-
2008
- 2008-10-23 DK DK08018556.4T patent/DK2179804T3/en active
- 2008-10-23 DE DE502008002632T patent/DE502008002632D1/en active Active
- 2008-10-23 EP EP08018556A patent/EP2179804B1/en not_active Not-in-force
- 2008-10-23 AT AT08018556T patent/ATE498463T1/en active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20020108421A1 (en) * | 2001-02-13 | 2002-08-15 | Cunningham David H. | Forming machine for sheets of formable material |
| EP1245302A1 (en) | 2001-03-27 | 2002-10-02 | Dreistern-Werk Maschinenbau GmbH & co. KG | Profilingmachine with a plurality of in-line arranged forming stations |
| JP2004243367A (en) * | 2003-02-13 | 2004-09-02 | Aisin Seiki Co Ltd | Method and device for adjusting roll forming device |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116765233A (en) * | 2023-08-16 | 2023-09-19 | 昆明市明利丰通信铁塔制造有限公司 | Iron tower installation position plate punching device with automatic positioning function |
| CN116765233B (en) * | 2023-08-16 | 2023-11-24 | 昆明市明利丰通信铁塔制造有限公司 | Iron tower installation position plate punching device with automatic positioning function |
Also Published As
| Publication number | Publication date |
|---|---|
| ATE498463T1 (en) | 2011-03-15 |
| DK2179804T3 (en) | 2011-05-02 |
| DE502008002632D1 (en) | 2011-03-31 |
| EP2179804B1 (en) | 2011-02-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE102007059439B3 (en) | Apparatus and method for cold rolling profiling of variable height profiles | |
| EP2657000B1 (en) | Device for producing flat products and method for setting device | |
| DE1652618A1 (en) | Stretching and bending device | |
| AT405145B (en) | ARRANGEMENT AND METHOD FOR THE SPANLESS MACHINING OF MATERIAL OR WORKPIECES | |
| EP2937155A1 (en) | Forming machine and method for controlling a forming machine | |
| DE102007035743B4 (en) | Processing station for processing plate-shaped workpieces | |
| CH696843A5 (en) | Machine tool for laser machining of elongated workpieces. | |
| EP1245302B1 (en) | Profilingmachine with a plurality of in-line arranged forming stations | |
| DE4418417A1 (en) | Transfer device in a forming machine, in particular a transfer press | |
| EP1985387A1 (en) | Profiling machine with several successive forming stations and stand for such a profiling machine | |
| EP3112083B1 (en) | Portal assembly of a machine tool and machine tool with such a portal assembly | |
| EP1782896A2 (en) | Method for forming a workpiece and rolling machine | |
| DE19506236B4 (en) | Process for welding four plastic profiles | |
| EP2179804B1 (en) | Profiling machine and method for measuring rolling tools of a profile machine | |
| EP0602492B1 (en) | Cluster mill | |
| WO2018006113A1 (en) | Stretch bending machine and method for deforming a workpiece | |
| EP1817129B1 (en) | High-speed milling cutter system and method for producing metallic guide elements | |
| EP3807023A1 (en) | Cold rolling machine and method for producing a profile on a workpiece | |
| EP3292949B1 (en) | Method for mutual positioning of storage units of a workpiece storage, workpiece storage, machine tool with a workpiece storage and control program | |
| DE10115653B4 (en) | Clamping system for clamping and possibly centering of profile frames in combination with a cleaning device with at least two processing units and associated method | |
| DE102005018549B3 (en) | Production method for metallic guide element involves implementation of milling operation by position-controlled mill-cutting body with cutting disk of large diameter and flow of material inside high-speed milling cutter system | |
| EP2251112B1 (en) | Profiling machine and method for longitudinal forming of a metal band or starting profile into a profile or tube | |
| DE4123035A1 (en) | METHOD FOR ADJUSTING THREE-DIMENSIONALLY CURVED WORKPIECES AND THEREFORE RICHSTATION | |
| DE102018108733B4 (en) | Drive device for a press or punch and press or punch | |
| DE102017125724B4 (en) | Procedure for preventive damage detection in a column press |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA MK RS |
|
| 17P | Request for examination filed |
Effective date: 20100519 |
|
| 17Q | First examination report despatched |
Effective date: 20100621 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 502008002632 Country of ref document: DE Date of ref document: 20110331 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502008002632 Country of ref document: DE Effective date: 20110331 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: R. A. EGLI & CO. PATENTANWAELTE |
|
| LTIE | Lt: invalidation of european patent or patent extension |
Effective date: 20110216 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110516 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110616 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110216 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110216 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110216 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110517 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110216 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110527 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110216 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110216 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110516 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110216 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110216 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110216 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110216 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110216 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110216 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110216 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20111117 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20111024 Year of fee payment: 4 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502008002632 Country of ref document: DE Effective date: 20111117 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20111031 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20120629 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20111102 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DK Payment date: 20121025 Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110216 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20121024 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20121018 Year of fee payment: 5 |
|
| BERE | Be: lapsed |
Owner name: DREISTERN G.M.B.H. & CO.KG Effective date: 20121031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20111023 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20121023 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121023 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121031 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121031 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110216 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110216 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110216 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: V1 Effective date: 20140501 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP Effective date: 20131031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140501 Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131023 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131031 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 498463 Country of ref document: AT Kind code of ref document: T Effective date: 20131023 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131023 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20151022 Year of fee payment: 8 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502008002632 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170503 |