EP2133298A2 - Procédé d'optimisation du fonctionnement d'un dispositif destiné à enrouler une bande de matériau dans une machine de découpage de rouleaux et machine de découpage de rouleaux - Google Patents
Procédé d'optimisation du fonctionnement d'un dispositif destiné à enrouler une bande de matériau dans une machine de découpage de rouleaux et machine de découpage de rouleaux Download PDFInfo
- Publication number
- EP2133298A2 EP2133298A2 EP09162154A EP09162154A EP2133298A2 EP 2133298 A2 EP2133298 A2 EP 2133298A2 EP 09162154 A EP09162154 A EP 09162154A EP 09162154 A EP09162154 A EP 09162154A EP 2133298 A2 EP2133298 A2 EP 2133298A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- winding
- support roller
- roll
- control
- speed
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H18/00—Winding webs
- B65H18/08—Web-winding mechanisms
- B65H18/14—Mechanisms in which power is applied to web roll, e.g. to effect continuous advancement of web
- B65H18/20—Mechanisms in which power is applied to web roll, e.g. to effect continuous advancement of web the web roll being supported on two parallel rollers at least one of which is driven
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/41—Winding, unwinding
- B65H2301/414—Winding
- B65H2301/4146—Winding involving particular drive arrangement
- B65H2301/41466—Winding involving particular drive arrangement combinations of drives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/41—Winding, unwinding
- B65H2301/414—Winding
- B65H2301/4148—Winding slitting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2513/00—Dynamic entities; Timing aspects
- B65H2513/10—Speed
- B65H2513/11—Speed angular
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2513/00—Dynamic entities; Timing aspects
- B65H2513/20—Acceleration or deceleration
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2515/00—Physical entities not provided for in groups B65H2511/00 or B65H2513/00
- B65H2515/10—Mass, e.g. mass flow rate; Weight; Inertia
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2515/00—Physical entities not provided for in groups B65H2511/00 or B65H2513/00
- B65H2515/30—Forces; Stresses
- B65H2515/32—Torque e.g. braking torque
Definitions
- the invention relates to a method for optimizing the operation of a device for winding a web onto a winding tube to a winding roll in slitter after slitting a unwound from a device for unwinding web, comprising two axially parallel drivable support rollers for supporting the winding roll to form two winding nips , Wherein in the first winding nip, the material web is guided to the winding roller under at least partially wrapping the first support roller and the first support roller in web direction downstream second support roller is free of a wrap around the web and in which, depending on at least one desired value of the required power of the device for winding at least indirectly characterizing size, the drives of the individual support rollers are precontrolled.
- longitudinal cutting of a material web is understood to mean the severing of the material web in at least two material partial webs in the longitudinal direction of the material web, wherein the individual material webs can each be wound onto a winding core or winding core to form a winding reel.
- a pre-control / pre-regulation is understood to mean the control / regulation of the essentially desired driving data of the machine.
- the designation of the fine control / fine control used below is intended to ensure the measures for setting, in particular for maintaining, the continuity of the essentially desired driving data.
- the manipulated variables of the Precontrol / pre-control are large compared to the manipulated variables of the fine control / fine control.
- Carrier roll winders are known in a variety of prior art designs. These are characterized in that the winding of a material web onto a winding tube takes place by guiding the material web over a carrier roll forming a first winding gap with the winding tube. Further, a second axially parallel to this arranged support roller is provided, wherein both support rollers support the wound reel to be wound to form winding nips in such a way that they form a winding bed for the or to be wound / n winding roll / n. For this purpose, preferably both support rollers are driven, wherein generally the first support roller is speed-controlled and thus determines the speed of the material web, so the unwinding and winding.
- the second support roller is usually torque-controlled and thus primarily determines the winding hardness and thus the web tension between the first and second support rollers, while the web tension is determined up to the winding nip of the first support roller through the settlement.
- the web train In order to satisfy a continuous as possible stress of the web during the winding process, the web train must serve as a setpoint up to the first winding nip in the web tension between the two support rollers.
- a load distribution factor is taken into account for driving the two support rollers, which is thus due to the, as a constant size assumed, web tension between winding and unwinding. This is essentially dependent on material-specific characteristics of the material web and the desired winding speed.
- the winding roll itself forms during the winding process disturbances, which it delivers over the two winding nips to the individual support rollers and act from there back to the winding roll.
- the speed for the winding process is to be adhered to as precisely as possible for a continuous process.
- the dependent This speed required to be generated currently power of the two support rollers is divided between the drives of these support rollers according to a predetermined load distribution factor, which is essentially dependent on the size of the wound reel and the arrangement of the individual support rollers.
- a predetermined load distribution factor which is essentially dependent on the size of the wound reel and the arrangement of the individual support rollers.
- the continuous change of the torque of the second carrier roll leads to a continuous change of the winding conditions in the take-up area, in particular on the second carrier roll.
- this problem is compounded, which may be reflected for example in an unclean structure of the winding roll in these phases.
- the resulting poor construction of the winding roll during such an acceleration phase especially when the roll core is not round, but deviated from the round shape deviates affects the entire further winding process.
- Such deviating from the ideal geometry and resulting imbalances lead to oscillations whose frequencies are dependent on the roll diameter and the machine speed. In the worst case, vibrations are triggered or even amplified.
- the invention is therefore based on the object, a method and an apparatus for winding a web on a winding roll such that the constant fluctuations in the balance of power in the area between the unwinding and the support rollers are compensated, so that the winding is independent of these influences.
- the conditions in the take-up area are to be stabilized and made reproducible.
- An inventive method of the type mentioned and an apparatus for performing the method are characterized in that the drive of the second support roller is finely controlled / finely controlled regardless of a consideration of actual values of the driving behavior of the first support roller at least indirectly descriptive variables.
- the setpoint specification can be carried out as a function of at least one actual value of at least one variable that at least indirectly describes the development of the material web roll.
- the solution according to the invention has the advantage that changes in the web tension, which occur particularly strongly during acceleration and deceleration processes, for example, and which lead to changes in the rotational speed on the first carrier roll, no longer directly affect the torque prevailing in the second winding nip at the second carrier roll and that the torque present on the second support roller is adjusted independently of such fluctuations only in dependence on the requirements dictated by the setpoint specifications for the winding and the states in the unwinding region.
- the thus freely adjustable torque in the second winding nip is thus easily reproducible at any time.
- variables describing the execution at least indirectly are understood to mean physical state or movement variables which characterize the unwinding process of the material web from a material web roll. These include, in particular, the speed of the movement of the material web, characteristic values relating to the material web and sizes describing the web train.
- a variable that describes a variable at least indirectly is understood to mean a physical variable / parameter by means of which the respective variable can be described or determined, in particular with which the respective variables are functionally connected.
- the first support roller is preferably speed-controlled, while the second support roller is torque-controlled, wherein the torque control of the second support roller is independent of the influence of the actual value of the speed of the first support roller.
- the determination of the setpoint value for the torque to be set on the second carrier roll being effected only as a function of the setpoint specification for the speed of the windup and by the ratios in the unwinding region predetermined values, these setpoint values being in the ratio of one control cycle to the mutual dependence of the Actual values are the characteristic values determining the movement of the web in the unwinding area as well as the setpoint specifications for the operation of the take-up device, in particular the take-up speed, which are for providing the required power of the device for winding at least indirectly descriptive sizes.
- the actual value determination can be done with appropriate means for detecting the mentioned variables. In a further development, these can also be specified directly via another control / regulation which processes them.
- disturbance variables in and / or at the second winding nip can advantageously be detected by sensors and can be used in a particularly advantageous embodiment for control purposes, in particular for fine control / fine regulation. It is particularly advantageous if the determined in the second winding gap disturbances directly to the control / regulation, especially fine control / fine control, the second support roller at least indirectly descriptive driving data can be used, or at least temporarily during the winding process to at least one the driving data at least influence indirectly descriptive size.
- Such a configured method is particularly advantageous because in this way target deviations in the second winding nip can be detected directly and can react in a regulating manner on the process parameters prevailing there.
- a disturbance variable is equivalent to a deviation from a setpoint variable, so that it is irrelevant in determining the disturbance variables here, whether these are detected directly or determined from reactions that result directly from this.
- the controllers used for the control / regulation, in particular for the fine control / fine regulation of the first carrier roller and the second carrier roller differ in at least one functional component. This is particularly advantageous, for example, if a temporal decoupling of the process reactions to be caused by the individual control devices is desired.
- the device according to the invention is substantially characterized by a higher-level control / regulation, which is coupled to the individual controls / regulations of the individual support rollers and specifies the input variables for them, in particular the desired values for the speeds and torques at the individual support rollers in response to a specific power requirement specification ,
- the controls of the individual carrier rollers themselves are free from coupling with each other, i.
- no input for specifying an actual value of the variables describing the drive conditions of the first carrier roller is also provided on the second carrier roller.
- FIG. 1 illustrates in a schematic simplified representation of the structure and function of a device 1 for winding a web M on a winding tube 2 to form a so-called winding roll 3 in a carrier roll cutting machine 9 after processing a web MG with a predefined width of a web roll 11 under separation and division in partial material webs of predefined widths.
- the device 1 for winding webs of material is designed as a carrier roll winding device 4. This comprises at least two axially parallel to each other arranged support rollers 5 and 6 for supporting the winding tube 2 and after winding a web M on this the support of the winding roll 3 thus formed to form winding nips 7 and 8.
- a coordinate system is applied to the carrier roll cutting device 9 here , wherein the X-direction characterizes the machine direction and also the guide direction for the material web M during unwinding and winding.
- the Y direction corresponds to the direction perpendicular to this and describes the width of the carrier roll cutting device 9. In this direction, the longitudinal axes of the web roll 11 and the winding roll 3 extend.
- the Z direction describes the height direction.
- Such a carrier roll cutting device 9 is characterized in that it comprises a device 10 for unwinding a web roll 11.
- the material web MG is unwound in the circumferential direction by rotating the winding roll 11 and subdivided in one of these downstream device 12 for separating a material web, here unwound from the material web roll 11 material web MG in at least two partial material webs predefined width, which after subdivision of a device 1 for Winding material webs M are fed to form the bobbins 3.
- the device 12 comprises for this purpose at least one cutting station 13, which may be designed in various ways. Conceivable are versions with rotating or resting on the material web MG engageable separating elements.
- a device 22 for separating the individual material webs and feeding to individual winding stations of the device 1 for winding up the individual material webs follows here in the machine direction.
- the device 1 comprises at least one Winding station.
- the device 10 for unwinding a web roll 11 downstream of a device for bonding web ends to perform the winding process continuously.
- FIG. 2 illustrates in a simplified schematic representation of the basic principle of a combined unwinding and Aufwickelvorganges in a carrier roll roller cutting device 9. Visible here is the web roll 11, from which the material web MG is unrolled. This is also called a mother role.
- the material web MG is supplied from this in full width of a device 12 for separation for subdivision into material webs M and the individual material sub-webs as webs of material M from this to the device 1 for winding webs of material on a winding tube 2, in particular the individual material webs on a respective winding tube below Forming a winding roll 3 out.
- Unwinding and winding process are to be adapted to each other.
- the winding predetermines the process speed, while the torque to be set in the winding must essentially be based on the conditions prevailing in the development.
- Each of the individual unwinding devices 10 and 1 is associated therewith with a corresponding control, in this case a control 14 of the unwinding device 10 and a control 16 of the unwinding device 1, which are preferably assigned a superordinate control. Regulation 15 is connected upstream.
- the tasks of the two controllers 14, 16 and the higher level controller 15 may also be formed by a common control which is the main control for the combined unwinding / cutting and winding process.
- a control / regulation means the entirety of the functional components required for the execution of control tasks and their connections. These include control units, controllers, facilities for recording actual values, disturbance variables and actuating devices as well as their connections to one another.
- the control / regulation 16 assigned to the device 1 serves to control the drives of the individual support rollers 5 and 6.
- the individual support rollers 5, 6 are predetermined via these manipulated variables Y5 and Y6 and adjusted to the actuating devices of the drives assigned to them.
- each of the support rollers 5 and 6 is assigned its own control and / or regulation 17 or 18.
- the in the direction of rotation of the winding roller 3 on the outer circumference of this second winding nip 8 forming second support roller 6 is always mechanically coupled via the winding roller 3 with the first support roller 5.
- the conditions in the winding area formed by the device 1 are substantially dependent on the setpoint specification for the winding speed and the settlement in the apparatus 10 and the conditions in the material web guide.
- the required drive power of the device 10 in particular the support rollers 5, 6 is corresponding to a load distribution factor on the two support rollers 5, 6 divided.
- the required drive power was set as a unit via the actuation of both support rollers 5, 6, the drive of the second support roller 6 being controlled as a function of the actual variables of the drive of the first support roller 5.
- the drive of the support roller 5 and the drive of the support roller 6 are carried out according to the invention independently, taking advantage of the fact that due to the mechanical coupling, the movement of the second support roller 6 is equal to that of the first. This avoids strong fluctuations. In this way, the, for the winding quality crucial and increasingly difficult process or winding speed increasingly difficult fine control of the individual support rollers can do well, since the relevant regulation exclusively for them to take into account significant variables --sodass the basis for a responsive signal processing is created.
- control according to the invention is exemplified as in FIG. 3 shown, realized.
- FIG. 3 illustrates in a simplified schematic representation of an embodiment of the individual controls / regulations 17, 18 with their parent control / regulation 16.
- the single setpoint XE should, particularly for the set speed to v, it can be determined directly.
- Further setpoint values, in particular the setpoint value for the web tension B soll can be derived from the actual values of variables characterizing the unwinding process.
- the variables describing the unwinding process at least indirectly are described by way of example by means for detecting them, such as, for example, in US Pat FIG. 2 the means for detecting a Bahnzugyess determined.
- the setpoint variables XE soll-5 , XE soll- 6 required for controlling the individual support rollers 5, 6 are determined in FIG. 16 and supplied to the respective control systems 17, 18 of the individual support rollers 5, 6.
- the required drive power P soll of the device 1 results essentially from the desired ratios in the take-up area 1, at least indirectly describing quantities. As these are the speed v soll and the train B is considered in this area at least indirectly descriptive variables. The latter results preferably from the actual value of the web tension B is after unwinding of the web roll 11. In order to achieve the same winding conditions and no wrinkling or tearing, the web tension is matched during winding on the unwinding, in particular, the actual value when unwinding the setpoint even during winding. From these desired values results in a required drive power P soll , which is applied by the support rollers 5, 6.
- the required drive power is divided between the individual support rollers 5, 6, whereby determine the forces prevailing in the individual winding nips 7, 8 forces.
- LVF load distribution factor
- the desired values of the input variables XE soll-5 , XE soll-6 for the individual controllers / controllers 17, 18 of the individual carrier rollers 5, 6 are determined in the higher-level control / regulation 16 taking into account further influencing parameters.
- the setpoint values of the input variables XE soll-5 , XE soll-6 are the nominal torque values M soll-5 and M soll-6 for the individual support rollers 5 and 6 and the desired speed values for the drive of the individual support rollers 5 and 6, here n -5 and n should-6 .
- These variables are supplied as input variables XE soll-5 and XE soll-6 the individual controls 17 and 18 for the support rollers 5 and 6, which may also be part of the higher-level control 16.
- the setpoint specification for the second support roller 6, in particular the setpoint input for a torque M setpoint -6 is free from consideration by the first Carrier roller 5 given drive situation.
- the second support roller 6 is thus driven independently of the first carrier roll 5 separately in accordance with the up to v from the predetermined desired values for the adjusted path speed and winding speed, the load distribution factor LVF and the target value for the train B to.
- the drive of the second support roller 6 is thus decoupled from the drive to the first support roller 5 only depending on the parent setpoint specifications XE-soll. Specifically, when determining the setpoint values for the moments M des -5 and M des -6 of the individual carrier rollers 5, 6, the boundary conditions affecting the setpoint values are also taken into account.
- the required torques M soll-5 and M soll-6 can be determined in each case as functions of the load distribution factor LVF, the required acceleration .DELTA.v / .DELTA.t taking into account the moments of inertia T5, T6 of the individual support rollers 5, 6, the winding roller 3 at least indirectly descriptive parameters, in particular XE-3, such as the winding diameter, are determined.
- the distribution of the winding load WLV results from the required web tension setpoint B soll and the load distribution factor LVF.
- V from the speed command value is for the winding speed or the web speed are obtained in each speed setpoints n soll-5 and n to 6 for the two support rollers 5 and 6.
- the current actual values n istl-5 and n ist-6 at the individual support rollers 5, 6 are determined and also fed to the speed controller 20, 21, wherein according to the embodiments of the speed controller tracking can be done.
- Each of the actual speed value and the speed setpoint The value supplied to the speed controller and the value thus determined via the speed controller then results in the torque setpoint that is being controlled.
- the torque components for friction and acceleration compensation of the individual carrier rollers 5, 6 and the torque for acceleration compensation of the web rolls are thus calculated on the basis of the setpoint values for the speed in the higher-level computer.
- the torque required for the given web tension setpoint B is divided into the drives of the support rollers 5, 6 in accordance with a load distribution factor LVF. This results in the support roller 5 from the evaluation of these signals, the signal for a torque feedforward.
- the torque setpoint M soll-5 is set for the support roller 5 as a result.
- the speed controller 20 ensures by adjusting its output signal that the drive of the support roller 5 follows the speed setpoint n soll-5 . That is, the actual value n ist-5 of the rotational speed is set in accordance with the target value n soll-5 .
- the drive of the support roller 5 is thus speed-controlled.
- the drive of the support roller 6 is in contrast torque-controlled.
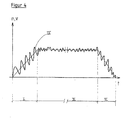
- FIG. 4 clarified by means of a speed or speed / time diagram adjusting the winding problem when winding the drive of the individual support rollers 5, 6 due to web tension fluctuations. Visible is a first region I, which corresponds to the Anlauf redesignieri acceleration phase of the device 1, the region III, which corresponds to a deceleration or deceleration phase and the intermediate region II, which corresponds to the actual continuous winding operation at a nearly constant machine speed.
- the curve IV illustrates the actual speed curve at the two support rollers 5, 6.
Landscapes
- Controlling Rewinding, Feeding, Winding, Or Abnormalities Of Webs (AREA)
- Nonmetal Cutting Devices (AREA)
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102008002315A DE102008002315A1 (de) | 2008-06-09 | 2008-06-09 | Verfahren zur Optimierung der Betriebsweise einer Vorrichtung zum Aufwickeln einer Materialbahn in einer Rollenschneidmaschine und Rollenschneidmaschine |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2133298A2 true EP2133298A2 (fr) | 2009-12-16 |
| EP2133298A3 EP2133298A3 (fr) | 2010-12-08 |
Family
ID=41056980
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP09162154A Withdrawn EP2133298A3 (fr) | 2008-06-09 | 2009-06-08 | Procédé d'optimisation du fonctionnement d'un dispositif destiné à enrouler une bande de matériau dans une machine de découpage de rouleaux et machine de découpage de rouleaux |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP2133298A3 (fr) |
| DE (1) | DE102008002315A1 (fr) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8435751B2 (en) | 2008-09-25 | 2013-05-07 | Gambro Lundia Ab | Membrane for cell expansion |
| US8696909B2 (en) | 2008-09-25 | 2014-04-15 | Gambro Lundia Ab | Hybrid bioartificial kidney |
| US9902939B2 (en) | 2008-09-25 | 2018-02-27 | Gambro Lundia Ab | Device for renal cell expansion |
| US10526155B2 (en) | 2017-03-23 | 2020-01-07 | Valmet Technologies Oy | Method of controlling operation of a winder for a fiber web |
| WO2020177910A1 (fr) * | 2019-03-05 | 2020-09-10 | Voith Patent Gmbh | Entraînement de machines de découpe de bobines |
| US10974201B2 (en) | 2008-09-25 | 2021-04-13 | Gambro Lundia Ab | Irradiated membrane for cell expansion |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3810589A (en) * | 1972-01-28 | 1974-05-14 | J Mousseau | Process and apparatus for winding sheet material |
| GB2117935A (en) * | 1982-04-01 | 1983-10-19 | Asea Ab | A method of controlling a web winding process |
| US6325321B1 (en) * | 1998-11-09 | 2001-12-04 | Voith Sulzer Papiertechnik Patent Gmbh | Process for operating a reel winding device, a reel winding device, and a measuring device |
-
2008
- 2008-06-09 DE DE102008002315A patent/DE102008002315A1/de not_active Withdrawn
-
2009
- 2009-06-08 EP EP09162154A patent/EP2133298A3/fr not_active Withdrawn
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3810589A (en) * | 1972-01-28 | 1974-05-14 | J Mousseau | Process and apparatus for winding sheet material |
| GB2117935A (en) * | 1982-04-01 | 1983-10-19 | Asea Ab | A method of controlling a web winding process |
| US6325321B1 (en) * | 1998-11-09 | 2001-12-04 | Voith Sulzer Papiertechnik Patent Gmbh | Process for operating a reel winding device, a reel winding device, and a measuring device |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8435751B2 (en) | 2008-09-25 | 2013-05-07 | Gambro Lundia Ab | Membrane for cell expansion |
| US8696909B2 (en) | 2008-09-25 | 2014-04-15 | Gambro Lundia Ab | Hybrid bioartificial kidney |
| US9902939B2 (en) | 2008-09-25 | 2018-02-27 | Gambro Lundia Ab | Device for renal cell expansion |
| US10974201B2 (en) | 2008-09-25 | 2021-04-13 | Gambro Lundia Ab | Irradiated membrane for cell expansion |
| US10526155B2 (en) | 2017-03-23 | 2020-01-07 | Valmet Technologies Oy | Method of controlling operation of a winder for a fiber web |
| WO2020177910A1 (fr) * | 2019-03-05 | 2020-09-10 | Voith Patent Gmbh | Entraînement de machines de découpe de bobines |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2133298A3 (fr) | 2010-12-08 |
| DE102008002315A1 (de) | 2009-12-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0976674B2 (fr) | Dispositif de réglage de la tension d'une bande | |
| EP3333106B1 (fr) | Procédé d'enroulement d'un matériau d'enroulement et machine à enrouler | |
| DE10335887B4 (de) | Verfahren und Vorrichtung zum Regeln eines Schnittregisterfehlers und einer Bahnzugkraft einer Rollenrotationsdruckmaschine | |
| EP2392529B1 (fr) | Contrôle de tension d'une bande en mouvement | |
| EP2133298A2 (fr) | Procédé d'optimisation du fonctionnement d'un dispositif destiné à enrouler une bande de matériau dans une machine de découpage de rouleaux et machine de découpage de rouleaux | |
| DE102011052699B4 (de) | Spulmaschine und Verfahren zur Steuerung derselben | |
| EP2415701A2 (fr) | Procédé d'enroulement d'une bande de matériau et dispositif de refendage de la bande | |
| EP3038962B1 (fr) | Dispositif de dévidage automatique de matériaux en bande continue et procédé de fonctionnement d'un tel dispositif | |
| AT506982B1 (de) | Verfahren zur dämpfung von schwingungen in aufwicklern | |
| EP1121990B1 (fr) | Dispositif pour le laminage de bandes d'épaisseur variable périodiquement | |
| EP2436626A2 (fr) | Dispositif d'enroulement de rouleaux et procédé de fabrication de rouleaux d'enroulement | |
| EP3934997B1 (fr) | Entraînement de machines de découpe de bobines | |
| EP3988485B1 (fr) | Paramétrage d'un régulateur de force de traction | |
| EP1990298B1 (fr) | Méthode de fonctionnement d'un dispositif d'introduction | |
| DE102011112001A1 (de) | Doppeltragwalzenroller | |
| CH701034A1 (de) | Vorrichtung und verfahren zum zuführen und verarbeiten einer materialbahn. | |
| EP2565136A1 (fr) | Procédé d' enroulement de matériau coupé et enrouleuse à double support | |
| EP3737630B1 (fr) | Arrangement pour découper une bande de matière en feuilles individuelles avec un accumulateur de bande | |
| EP2085342A2 (fr) | Procédé d'enroulement d'une bande de matériau en rouleau de bande de matériau et dispositif d'enroulement, notamment dispositif d'enroulement de cylindre de support | |
| EP3858771A1 (fr) | Système de régulation de la traction de la bande à base de rouleau libre et système de régulation en cascade | |
| EP2151386B1 (fr) | Procédé d'optimisation du mode de fonctionnement de dispositifs d'emballage de rouleaux de bandes de matériaux et système d'équipement pour consommables | |
| DE102021119111A1 (de) | Verfahren und Vorrichtung zum Aufwickeln einer Materialbahn in einer Rollenschneidmaschine | |
| DE102017105298B4 (de) | Konfektionierungsanlage | |
| DE102021121803A1 (de) | Kernverriegelungssystem | |
| EP2436628A2 (fr) | Procédé d'enroulement et dispositif de découpage de rouleaux |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK TR |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA RS |
|
| 17P | Request for examination filed |
Effective date: 20110608 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20140103 |