EP2086840B1 - Method for packaging of paper and board rolls - Google Patents
Method for packaging of paper and board rolls Download PDFInfo
- Publication number
- EP2086840B1 EP2086840B1 EP07835409.9A EP07835409A EP2086840B1 EP 2086840 B1 EP2086840 B1 EP 2086840B1 EP 07835409 A EP07835409 A EP 07835409A EP 2086840 B1 EP2086840 B1 EP 2086840B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- roll
- end gable
- paper
- thermoplastic resin
- gable
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims description 30
- 238000004806 packaging method and process Methods 0.000 title claims description 14
- 229920005992 thermoplastic resin Polymers 0.000 claims description 33
- 238000012856 packing Methods 0.000 claims description 27
- 239000000463 material Substances 0.000 claims description 12
- 238000007789 sealing Methods 0.000 claims description 11
- 239000000853 adhesive Substances 0.000 claims description 10
- 230000001070 adhesive effect Effects 0.000 claims description 10
- 239000000835 fiber Substances 0.000 claims description 9
- 210000002105 tongue Anatomy 0.000 claims description 4
- 238000004804 winding Methods 0.000 claims description 3
- 239000000123 paper Substances 0.000 description 76
- 238000010438 heat treatment Methods 0.000 description 11
- 238000005520 cutting process Methods 0.000 description 7
- 230000004888 barrier function Effects 0.000 description 4
- 239000002655 kraft paper Substances 0.000 description 4
- 230000008901 benefit Effects 0.000 description 3
- 230000003247 decreasing effect Effects 0.000 description 3
- 210000005069 ears Anatomy 0.000 description 3
- 239000005022 packaging material Substances 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- 230000005540 biological transmission Effects 0.000 description 2
- 238000005265 energy consumption Methods 0.000 description 2
- 230000001788 irregular Effects 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 230000005012 migration Effects 0.000 description 2
- 238000013508 migration Methods 0.000 description 2
- -1 polyethylene Polymers 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 230000007704 transition Effects 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 230000006978 adaptation Effects 0.000 description 1
- 230000000712 assembly Effects 0.000 description 1
- 238000000429 assembly Methods 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000003292 diminished effect Effects 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 239000003292 glue Substances 0.000 description 1
- 239000012943 hotmelt Substances 0.000 description 1
- 238000011068 loading method Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- 238000002604 ultrasonography Methods 0.000 description 1
- 230000003313 weakening effect Effects 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B25/00—Packaging other articles presenting special problems
- B65B25/14—Packaging paper or like sheets, envelopes, or newspapers, in flat, folded, or rolled form
- B65B25/146—Packaging paper or like sheets, envelopes, or newspapers, in flat, folded, or rolled form packaging rolled-up articles
- B65B25/148—Jumbo paper rolls
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D81/00—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents
- B65D81/02—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents specially adapted to protect contents from mechanical damage
- B65D81/05—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents specially adapted to protect contents from mechanical damage maintaining contents at spaced relation from package walls, or from other contents
- B65D81/053—Corner, edge or end protectors
- B65D81/054—Protectors contacting two generally perpendicular surfaces of the packaged article, e.g. edge protectors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D85/00—Containers, packaging elements or packages, specially adapted for particular articles or materials
- B65D85/66—Containers, packaging elements or packages, specially adapted for particular articles or materials for jumbo rolls; for rolls of floor covering
Definitions
- the present invention relates to a method for packaging of paper and board rolls, according the preamble of claim 1.
- a method according to the preamble of claim 1 is known from GB 544 993 .
- a further method is known from for example US-B1 6,505,459 and US-A 5,265,399 .
- the projecting portion of the sheath paper web is accordingly folded down against an inner end gable circular blank.
- loose flaps or "ears" are formed in the folded-down paper, which are easily damaged in connection with the handling of the rolls that usually are stored standing on each other.
- moist/complications e.g.
- the object of the invention is to achieve a packing method that is less costly than the previously known methods, but that nevertheless gives a completely acceptable result.
- An is improved impenetrability of the packaging is achieved by a spacing between the slits being adapted such that when the sheath paper web has been wound more than one turn about the envelope surface of the roll, the slits of the outer turn will not be positioned over the slits of the inner turn.
- the packing with the sheath paper web is performed with one edge web at each end gable and at least one intermediate sheath paper web that at its edge portions overlaps or is overlapped by the edge webs. In that way the number of widths in stock, of sheath paper webs, could be decreased.
- thermoplastic resin preferably covers the entire side of the papery carrier, such that the sheath paper web will consist of a laminate of the carrier and the thermoplastic resin. Thereby, the sheath paper web will become waterproof and the packaging will provide a better protection.
- the end gable circular blank may comprise a paper fibre material and suitably consists of a paper fibre material carrier having one side thereof at least partly covered with a thermoplastic resin that becomes adhesive when heated.
- the thermoplastic resin preferably covers the entire side of the paper fibre material carrier, such that the end gable circular blank will consist of a laminate of the carrier and the thermoplastic resin.
- the end gable circular blank will be waterproof (forms a moisture barrier) and the packaging will give improved protection.
- end gable circular blank is applied against the end gable of the roll with the carrier facing the end gable of the roll and the thermoplastic facing away from the end gable of the roll.
- the end gable surface that faces out will provide more friction than if it was covered with paper and such a higher friction is an advantage in connection with the piling up of upstanding rolls.
- a side view is shown over a packed, lying down paper or board roll 1 for which a first preferred embodiment of the package according to the invention is shown in cross-section.
- the various parts are (elucidatory) shown as lying on a distance from each other while Fig. 1A gives a more true to life image of a package according to the invention.
- a sheath paper web 2 consisting of a papery carrier 20, one side of which having at least one portion thereof covered by a thermoplastic resin 21 that becomes adhesive when heated, has been wound at least one turn about the envelope surface 10 of the roll 1 with the thermoplastic resin 21 facing the envelope surface 10 and the papery carrier 20 facing away from the envelope surface 10.
- Fig. 1 however shows only a single turn in order to avoid crowding of the details shown in the figure and to give better lucidity.
- the shown sheath paper web 2 is wider than the roll 1, such that the web will have side edge portions 22 that project a distance 1 from the end gables 11, 12 of the roll but are folded down during packing against the end gables of the roll to the position shown in Fig. 1 and 1A .
- 1 is at least 50 mm and preferably less than 250 mm, more preferred 60 mm ⁇ 1 ⁇ 150 mm.
- end gable circular blanks 11, 12 of a size d fitting the diameter D of the roll 1 have been applied against the end gables 11, 12 of the roll.
- D relates to d according to the following:
- the papery carrier 20 is preferably formed from kraft paper but kraft liner, thin board and the like is also suitable.
- the thermoplastic resin 21 is preferably formed from polyethylene but other thermoplastic resins that become adhesive when heated are also suitable, e.g. other polyolefins such as polypropylene.
- a packing method is achieved which is less costly than previously known methods but which nevertheless will give a completely acceptable result by at least said side edge portions 22 being covered with said thermoplastic resin 21, by heat sealing the folded-down side edge portions 22 against the end gable circular blanks 3, 4 positioned between the respective end gable 11, 12 of the roll and its associated side edge portion 22, and by the end gable circular blank constituting the only end gable circular blank at the end in question of the final packed board or paper roll 1.
- the thermoplastic resin 21 on the folded-down side edge portion 22 faces the end gable circular blank 3, 4 and is easily adhered to the circular blank by heat sealing.
- the space requirements are considerably reduced, sometimes up to, and possibly exceeding 20 %, and by the number of machine units being decreased, the investment costs are considerably reduced, sometimes up to, and possibly exceeding, 20 %, as compared with a conventional plant.
- the projecting side edge portion 22 that is to be folded-down against the end gable 11, 12 is preferably provided with a series of lateral slits 23, suitably having a length of about 50-150 mm, which between themselves form a series of tongues 24, 24' that after the folding down will partly overlap each other (see Figs. 1A and 3A ) and in connection with the heat sealing will give a covering sealing of the sheath paper web 2 against the end gable circular blank 3, 4.
- the risk is completely eliminated that there will form loose flaps or "ears" in the folded-down paper, which could be damaged in connection with the roll handling and allow water to leak into the roll or cause migration of moist, and a strong joint is achieved, which could mean that the length 1 could be shortened as compared to a traditional method, sometimes to be less than 100 mm.
- the risk that the folding-down would cause an irregular end gable surface on the packed paper roll is also considerably reduced. An irregular end gable surface would make it harder to achieve a stable piling up of upstanding packed paper rolls and irregularities could lead to holes being torn up in the packing and could also cause dents in the end gables of the roll.
- a spacing 25 (suitably in the range 30-200 mm) between the slits 23 being adapted such that when the sheath paper web 2 has been wound more than one turn about the envelope surface of the roll 1, the slits 23 of the outer turn will not be positioned over the slits of the inner turn.
- no material is cut off from the sheath paper web 2 in connection with the cutting of the slits 23, but the tongues 24, 24' are of equal width from the base to the top.
- the shape of the slits 23 may in certain cases be varied among other things depending on the width of the projecting side edge portions 22, the diameter D in question of the roll to be packed and the properties of the sheath paper web 2 (basis weight, structure and quality).
- slits 23 that are somewhat shorter than the length 1 of the folded-down portion of the paper web, slits preferably being used that have a length corresponding to 70-99 %, more preferred 80-90 % of 1, i.e. the portion of the paper web that is to be folded-down.
- the slits should preferably commence 1-3 mm from the outer edge of the paper web (see Fig. 2 ); with the purpose of facilitating in connection with replenishment by holding together.
- the slits should preferably be straight and at 90° angle against the paper web, however, they could be of varying angle and shape, among other things depending on use specific conditions such as the basis weight and type of packaging paper to be used, and the type of protection striven for (moisture barrier, protection against piling-up dents, reloading protection (several loadings/unloading), etc.
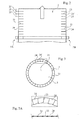
- slits 23 are cut in each side edge portion 22 by a cutting device 5A, 5B that is shown in greater detail in Figs. 4 and 5 .
- a cutting device is shown there that comprises a rotary knife roll 52 that has a plurality of knifes 54 and that interacts with a rotary counter roll 51, which counter roll forms a nip with the knife roll 52 and has a corresponding number of grooves 53 into which the knife edge can enter when it has cut through the edge portion 22 of the sheath paper web 2.
- a cutting device is shown there that comprises a rotary knife roll 52 that has a plurality of knifes 54 and that interacts with a rotary counter roll 51, which counter roll forms a nip with the knife roll 52 and has a corresponding number of grooves 53 into which the knife edge can enter when it has cut through the edge portion 22 of the sheath paper web 2.
- the rolls 51, 52 are rotary arranged at a bearing plate 50 that carries the bearing (not shown) for the drive shafts 51C, 52C of the rolls (see Fig. 5).
- Fig. 5 schematically shows that the rolls 51, 52 are driven by aid of an incoming drive shaft 57 that directly drives one drive shaft 52C and that via a belt device 56 (and a (not shown) reverser transmission) synchronously drives the drive shaft 51C for the other roll 51, such that these will rotate synchronously in opposite directions.
- the counter roll 51 has a planar surface 51 A that locally decreases the radius out to said surface 51 A, thereby creating a gap between the rolls 51, 52 at an intermediate position, such that an infinitely variable slit spacing 25 can be achieved by varying relative speeds between the web 2 and the rolls 51, 52. Accordingly, the web can move faster or slower than the circumferential speed of the rolls 51, 52 when the surface 51A is exposed against the web 2. (It is also conceivable to use cog wheel drive or other forms of transmission in order to achieve a synchronous counter rotation).
- knifes 54 and grooves 53 are made to be radially displaceable (e.g. according to the machine chuck principle) such that a variable radius and thereby slit spacing 25 can be achieved, if a non intermittent/pulsating drive of the slitting device 5A, 5B is desired.
- the packing with the sheath paper web 2 can, as is shown in Fig. 6 , be performed with an edge web 2', 2"' at each end gable 11, 12 of the roll and at least one intermediate sheath paper web 2" that at its edge portions overlaps ( Fig. 6 ) or is overlapped (not shown) by the edge webs 2', 2"'. In that way the number of widths in stock, of sheath paper webs 2, could be decreased.
- Fig. 9 shows a store of various widths of sheath paper webs in a packing plant.
- the overlap structure in respect of the number of webs and their positioning depends among other things on the width relation between the width of the paper or board roll and which web widths that are available for the packing (the centre paper 2" can lie inside as well as outside the side papers).
- the width of side edge portions 22 that are folded down should be constant. Variations may however exist in certain applications and for practical reasons.
- thermoplastic resin 21 preferably covers the entire side of the papery carrier 20, such that the sheath paper web 2, 2', 2", 2"' will consist of a laminate of the carrier 20 and the thermoplastic resin 21. Thereby, the sheath paper web will become waterproof and the packaging will provide a better protection.
- the end gable circular blank 3, 4 can consist solely of a paper fibre material, e.g. corrugated cardboard, but suitably it consists of a carrier 30 of paper fibre material such as kraft paper, kraft liner or board, that has one side that at least partly is covered by a thermoplastic resin 31 that becomes adhesive when heated.
- a thermoplastic resin 31 is used for the end gable circular blank 3, 4 as for the sheath paper web 2, and the thermoplastic resin 31 preferably covers the entire side of the carrier 30 of paper fibre material, such that the end gable circular blank 3, 4 will consist of a laminate of the carrier 30 and the thermoplastic resin 31.
- the end gable circular blank 3, 4 will be waterproof and the packaging will give improved protection.
- a heat reflecting layer can be applied between the carrier 30 and the thermoplastic resin 31, which means a possibility to achieve faster and more efficient melting/sealing, which feature is reserved for the option of an individual patent protection.
- end gable circular blank 3, 4 is applied against the end gable 11 and 12, respectively, of the roll, with the carrier 30 facing the end gable 11, 12 of the roll and the thermoplastic resin 31 facing away from the end gable 11, 12 of the roll.
- the end gable surface that faces out will provide more friction than if it was covered with paper and such a higher friction is an advantage in connection with the piling up of upstanding rolls.
- the end gable circular blank 3, 4 used in the packing will accordingly replace the inner and outer circular blanks used in conventional packing methods.
- the middle portion of the end gable circular blank 3, 4 does not have to be heated, which results in the advantage of energy saving and it is also not desirable that it adheres to the end gable 11 or 12, respectively.
- the end gable circular blanks are adjusted (cut to appropriate diameter d) for the roll diameter D in question, but standard sizes can also be used without the cutting to appropriate diameter.
- a number of known possible devices 90 exist for the heating in connection with the heat sealing.
- an IR radiator (see Fig. 10 ) is used, which can be electrically driven or driven by gas burning, but Fig. 8 also indicates that the blowing of hot air, such as by a hot air gun, may be suitable, as is heating by e.g. laser, ultrasound emitter, microwave sources or heated rolls, and of course various combinations of the described methods of heating.
- a number of known possible devices 91 exist for the folding down and pressing of the side edge portions 22 against the end gable circular blanks 3, 4, the folding equipment essentially consisting of a stand, driven arms that are vertically and horizontally movable and folding units mounted on the movable arms.
- the folding device 91 is always adapted to the requirements for a specific plant (e.g. in terms of manning, capacity, price).
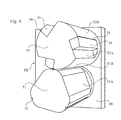
- a folding down device 91 with screw blades is used (see Fig. 10 ), for which the shape of the blades is adapted for specific requirements of the plant.
- the blades are heated, suitably by integral heating coils and the movement in/out of the blades to and from the circular blanks on the end gables of the rolls can be arranged in different ways. In some cases the blades are in contact with the circular blank during the entire movement. In other cases, the blades move away from the surface when moving out, in order to avoid that paper is torn away.
- a subsequent (not shown) pressure device can be used for the folded-down side edge portion, in some cases with integral heat and heated air blow.
- a pressure device can also be designed to give an improved edge protection by covering also a portion of the envelope surface close to the transition between the shell and the end gable.
- Such a pressure device may e.g. comprise a (not shown) wheel with a circumferential groove that has a right-angled profile, where one side of the groove abuts against the shell side and the other against the end gable side of the roll that is to be packed.
- Figs. 7 and 8 schematically show two different principles for performing a method according to the invention and an associated, exemplifying, arrangement of machine equipment.
- a conveyor belt 8 is shown which is arranged to feed in non-packed paper rolls 1 and to feed out the final packed paper rolls.
- Fig. 7 shows a machine arrangement that makes use of a separate feeding path 8' that runs in parallel with the conveyor belt 8, in order to feed the paper roll 1 to the various steps of the packing.
- a first step A an incoming paper roll 1 is moved from the conveyor belt 8 to the second conveyor path 8' that runs in parallel with the conveyor belt 8. This movement can be achieved by aid of a variety of conventional equipments, known per se.
- the roll 1 is fed to a first packing station 9/B, in which the roll is initially around its middle portion provided with an intermediate sheath paper web 2'.
- the roll is moved to the next packing step 9/C by aid of the conveyor path 8'.
- the roll 1 is first provided with fitting end gable circular blanks 3, 4, 3', 4', adapted according to the description above.
- the arranging of the end gable circular blanks 3, 4, 3', 4' takes place by aid of conventional equipment known per se, such as picking robots (not shown). Thereafter, the end gables of the paper roll 1 are wound with edge webs 2', 2"'.
- the slits 23 are arranged in the outer edge portions of the edge webs 2', 2''', by aid of said cutting devices 5A, 5B and in connection therewith, the melting layer 21 is heated by aid of infra-red heating assemblies 90A, 90A', which is better seen in Fig. 10 .
- the slitting device 5A preferably is arranged before the roll 1, as seen in the moving direction of the edge web 2"', and accordingly the heating devices 90A, 90A' are arranged in a subsequent step, which means that the web 2"' is cold, i.e. the thermoplastic resin 21 is hard, whereby there is no risk of smudging of the slitting device 5A.
- the slit web 2"' is thereafter rolled up on the roll, such that the edge web 2"' overlaps the middle, already wound up, paper web 2".
- the example shows that two parallel heating devices 90A, 90A' are used to melt the thermoplastic resin 21 in the area of the flaps 24 as well as in the area of the portion that overlaps the middle portion 2".
- a folding device 91 is positioned at the lower periphery of the roll and hence it will, by its folding means (such as screw blades), successively fold up one flap 24 at the time, which is then pressed against the end gable circular blank 3 in order to fix the same, whereby a heat seal with moisture barrier is achieved.
- the paper roll is again moved back to the conveyor belt 8 and lead away for further transportation.
- Fig. 8 shows the use of basically the same principles as described for Fig. 7 , but with the difference that no separate conveyor path is used but only the conveyor belt 8 is used in connection with the packing method.
- all packing steps according to step B, C above are performed in one and the same position, without stepwise moving of the paper roll 1.
- the intermediate sheath paper web 2' is however applied first and thereafter the end gable circular blanks 3, 4, 3', 4' and finally the edge webs 2', 2", before the final folding and heat sealing.
- a heating device 90 is used here in the form of a so called “Leister”, which is a known hot air device that is (vertically and horizontally) displaceable and which is thereby easy to control in order for optimal heat delivery. It is also indicated in Fig. 8 that the folding device 91 is more traditionally arranged at the top of the roll 1 (in order to provide more room for the supporting rollers (not shown)), the "Leister” suitably heating at the top, just prior to the folding device 91.
- Fig. 9 shows a clearer view of a type of roll holding magazine 7 with a plurality of roll holders 7', 7", 7''', 7"" positioned symmetrically along a centre line c, said roll holders carrying paper rolls of different widths in order at one and the same winding station 9 to be able to apply an intermediate sheath paper web 2', the width of which is adapted/optimized in respect of the paper roll 1, such that one and the same packing line conveniently can be used to pack rolls 1 of different roll diameters (access to different types of end gable circular blanks 3, 4, 3', 4') and different roll lengths.
- the invention is not limited to that described above but may be varied within the scope of the appended claims. It is realised that in certain embodiments it is adequate for only one of either the edge portion 2',2'" or the end gable circular blank 3, 4 to be provided with an adhesive, e.g. such that only the end gable circular blank is provided with a thermoplastic resin. In certain embodiments it is also conceivable to use an adhesive other than a thermoplastic resin, such as glue that is coated or sprayed on.
- slitting devices can be used even though an apparatus according to the principles described above since it is able to make the slits before the winding about the paper roll has taken place.
- slits are applied before the paper is heated up, which is advantageous among other things because the slitting device is not affected by residues of heated material (molten plastics).
- the slitting device can apply slits of infinitely variable distance 25, in order for the distance (preferably automatically) to be adapted to the diameter D of the roll, such that the roll 1 is packed in such a way that the slits end up between each other in overlapping turns.
- Slits can also be applied in the packing paper in connection with the production thereof (in the roll machine), particularly if large series of rolls with the same dimensions are to be packed, it being realised that the slitting device 5A, 5B flexibly can be positioned in different positions depending on the circumstances.
- the slitting device 5A, 5B is arranged to be laterally displaceable in order to be adjusted for varying positions of the web edge, e.g. when a complete web is used which means that an adaptation to different rolls widths is necessary.
- an extra long knife e.g. 300 mm, is used in order to be able to cut extra long flaps 24 when needed.
- the slitting device 5A, 5B and its design and function can be made the object of individual patent protection, as it may be used in other applications with similar needs. It is also realised that instead of a heating device 90 a hot melt or any other type of adhesive can be applied in the area of the overlapping portion of the edge paper. It is realised that the term slit should be interpreted broadly, to encompass other methods than a pure cutting-through of the paper, e.g. also perforation or other treatment that achieve a desired weakening in order to achieve flaps.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Packaging Of Special Articles (AREA)
- Packaging Of Machine Parts And Wound Products (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SE0602633A SE535693C2 (sv) | 2006-12-07 | 2006-12-07 | Förfarande för emballering av pappers- och kartongrullar |
| PCT/SE2007/050825 WO2008069738A1 (en) | 2006-12-07 | 2007-11-08 | Method for packaging of paper and board rolls, a paper and board roll and a packing plant |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2086840A1 EP2086840A1 (en) | 2009-08-12 |
| EP2086840A4 EP2086840A4 (en) | 2012-11-21 |
| EP2086840B1 true EP2086840B1 (en) | 2014-04-02 |
Family
ID=39492472
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP07835409.9A Active EP2086840B1 (en) | 2006-12-07 | 2007-11-08 | Method for packaging of paper and board rolls |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP2086840B1 (sv) |
| SE (1) | SE535693C2 (sv) |
| WO (1) | WO2008069738A1 (sv) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102487247B1 (ko) * | 2021-02-25 | 2023-01-11 | (주)포스코엠텍 | 금속코일 포장장치 및 포장방법 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1764081A (en) * | 1926-12-13 | 1930-06-17 | Charles H Le P Jones | Automatic wrapping machine |
| US1807863A (en) * | 1927-02-10 | 1931-06-02 | Smithe Machine Co Inc F L | Envelope machine |
| GB544993A (en) * | 1941-02-03 | 1942-05-06 | Forgrove Mach | Improvements in wrapping machines |
| US3664240A (en) * | 1970-09-17 | 1972-05-23 | Smithe Machine Co Inc F L | Arrangement for adjustable split scoring of seal and bottom score of an envelope of a bag blank |
| US3924375A (en) * | 1974-05-23 | 1975-12-09 | Beloit Corp | Automatic crimper |
| US4137690A (en) * | 1977-09-14 | 1979-02-06 | Westvaco Corporation | Apparatus for wrapping paper rolls |
| US4260311A (en) * | 1979-07-30 | 1981-04-07 | Standard Oil Company (Indiana) | Method of and apparatus for high speed production of absorbent pad lined rectangular sloping walled polystyrene foam meat packaging trays |
| FR2603020B1 (fr) * | 1986-08-21 | 1988-11-25 | Eberle Jean Marie | Procede de mise en place automatique d'elements de protection autour d'une bobine et dispositif pour la mise en oeuvre de ce procede |
| US4936459A (en) * | 1987-03-04 | 1990-06-26 | Appleton Papers Inc. | Interleaved spiral wrapping of foam product and stretch film for packaging carbonless paper rolls |
| FI89149C (sv) * | 1991-02-12 | 1996-09-11 | Valmet Paper Machinery Inc | Förfarande och anordning för emballering av rullar, i synnerhet papper srullar, med förpackningsomslag |
| US5392585A (en) * | 1993-01-06 | 1995-02-28 | Wall; Benjamin | Rolled paper wrapping apparatus |
| FI96670C (sv) * | 1994-06-20 | 1996-08-12 | Pakenso Oy | Förfarande och anordning för förpackning av ändsköldar av papp för pappersrullar såväl som förpackning |
| DE19530257C2 (de) * | 1995-08-17 | 1999-01-07 | Voith Sulzer Finishing Gmbh | Verfahren und Vorrichtung zum Verpacken einer Materialbahnrolle |
| EP0835748A1 (fr) * | 1996-10-08 | 1998-04-15 | Fabriques De Tabac Reunies S.A. | Procédé de dispositif de préparation d'une ébauche d'emballage, et cartouche de cigarettes |
| CA2545432C (en) * | 2005-05-03 | 2012-07-10 | Cascades Conversion Inc. | Protective wrapping paper for rolls |
-
2006
- 2006-12-07 SE SE0602633A patent/SE535693C2/sv unknown
-
2007
- 2007-11-08 EP EP07835409.9A patent/EP2086840B1/en active Active
- 2007-11-08 WO PCT/SE2007/050825 patent/WO2008069738A1/en active Application Filing
Also Published As
| Publication number | Publication date |
|---|---|
| EP2086840A1 (en) | 2009-08-12 |
| EP2086840A4 (en) | 2012-11-21 |
| SE535693C2 (sv) | 2012-11-13 |
| WO2008069738A1 (en) | 2008-06-12 |
| SE0602633L (sv) | 2008-06-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5096113A (en) | Pack with opening aid | |
| US4452596A (en) | Apparatus for making cup of surface protected paperboard | |
| JP5586625B2 (ja) | 容器状の複合パッケージを製造する方法および装置 | |
| US20040094263A1 (en) | Web material advance system for web material applicator | |
| US20100025515A1 (en) | Method and device for gluing the free edge of a log of web material in a rewinding machine | |
| WO2000020213A1 (en) | Apparatus for use in forming carton blanks | |
| JP2853674B2 (ja) | 材料ウェブ巻体を包装する方法及び装置 | |
| CA2041365C (en) | Method and apparatus for wrapping a roll with stretch wrap | |
| AU2004249676A1 (en) | Method of wrapping product | |
| US20190315554A1 (en) | Heat-reflective blank and container and method of forming a heat-reflective blank and container | |
| EP2086840B1 (en) | Method for packaging of paper and board rolls | |
| US11772841B2 (en) | Method for producing a packaging material | |
| EP1337383A4 (en) | ROLLING SYSTEM FOR RAIL-MATERIAL MATERIAL AND DEVICE FOR PUTTING RAIL-MATERIAL MATERIAL | |
| US20210380304A1 (en) | Package Maker | |
| US7216470B2 (en) | Sheet package producing system | |
| EP0537777B1 (en) | Packaging apparatus | |
| US6370848B1 (en) | Process and device for packaging material web rolls | |
| US5503611A (en) | Method for the manufacture of padded mailing containers, and apparatus therefor | |
| WO2009070077A1 (en) | An apparatus and a method for facilitating reforming of a material web | |
| EP0792212B1 (en) | Process and apparatus for forming carton blanks | |
| KR100296115B1 (ko) | 종이앵글제조장치및제조방법 | |
| EP1492710B1 (en) | Method for wrapping a roll of material and a wrapped roll of material | |
| EP4112272A1 (en) | Method and apparatus for making a container comprising a tray internally covered with a layer of thermoplastic material | |
| GB2611564A (en) | Structure formation apparatus, method and structure | |
| CN104260946B (zh) | 卷筒收卷的包装物裁切边系统 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20090512 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| DAX | Request for extension of the european patent (deleted) | ||
| A4 | Supplementary search report drawn up and despatched |
Effective date: 20121022 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B65D 85/66 20060101ALI20121016BHEP Ipc: B65B 25/14 20060101AFI20121016BHEP Ipc: B31B 1/20 20060101ALI20121016BHEP |
|
| 17Q | First examination report despatched |
Effective date: 20130416 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B65B 25/14 20060101AFI20130802BHEP Ipc: B65D 85/66 20060101ALI20130802BHEP Ipc: B31B 1/20 20060101ALI20130802BHEP |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20131022 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 659936 Country of ref document: AT Kind code of ref document: T Effective date: 20140415 Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602007035938 Country of ref document: DE Effective date: 20140515 |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: CORE LINK AB |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 659936 Country of ref document: AT Kind code of ref document: T Effective date: 20140402 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20140402 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140703 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140802 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140402 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140402 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140702 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140402 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140402 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140402 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140402 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140402 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140402 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140402 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140804 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602007035938 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140402 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140402 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140402 Ref country code: BE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140402 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140402 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20150106 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140402 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602007035938 Country of ref document: DE Effective date: 20150106 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140402 Ref country code: LU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141108 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20141108 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20141130 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20141130 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140402 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20141108 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20141108 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140402 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140402 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20071108 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 11 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230515 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20231124 Year of fee payment: 17 Ref country code: FI Payment date: 20231020 Year of fee payment: 17 Ref country code: DE Payment date: 20231107 Year of fee payment: 17 |