EP2060666A1 - Dispositif d'accumulation de fils - Google Patents
Dispositif d'accumulation de fils Download PDFInfo
- Publication number
- EP2060666A1 EP2060666A1 EP07301725A EP07301725A EP2060666A1 EP 2060666 A1 EP2060666 A1 EP 2060666A1 EP 07301725 A EP07301725 A EP 07301725A EP 07301725 A EP07301725 A EP 07301725A EP 2060666 A1 EP2060666 A1 EP 2060666A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- chute
- strand
- roller
- son
- conveying means
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000009825 accumulation Methods 0.000 claims description 19
- 238000011084 recovery Methods 0.000 claims description 15
- 230000015572 biosynthetic process Effects 0.000 claims description 7
- 230000000284 resting effect Effects 0.000 claims description 4
- 230000002441 reversible effect Effects 0.000 claims description 4
- 238000009998 heat setting Methods 0.000 description 5
- 238000004519 manufacturing process Methods 0.000 description 5
- 239000004753 textile Substances 0.000 description 5
- 238000000926 separation method Methods 0.000 description 4
- 230000009471 action Effects 0.000 description 3
- 230000002829 reductive effect Effects 0.000 description 3
- 230000008859 change Effects 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 238000000151 deposition Methods 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 238000007789 sealing Methods 0.000 description 2
- 230000006978 adaptation Effects 0.000 description 1
- 239000011324 bead Substances 0.000 description 1
- 125000004122 cyclic group Chemical group 0.000 description 1
- 238000011143 downstream manufacturing Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000005489 elastic deformation Effects 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 238000012432 intermediate storage Methods 0.000 description 1
- 230000000670 limiting effect Effects 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 210000000056 organ Anatomy 0.000 description 1
- 230000036961 partial effect Effects 0.000 description 1
- 238000004321 preservation Methods 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 230000035484 reaction time Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000010025 steaming Methods 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images

Classifications
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06B—TREATING TEXTILE MATERIALS USING LIQUIDS, GASES OR VAPOURS
- D06B17/00—Storing of textile materials in association with the treatment of the materials by liquids, gases or vapours
- D06B17/005—Storing of textile materials in association with the treatment of the materials by liquids, gases or vapours in helical form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H51/00—Forwarding filamentary material
- B65H51/20—Devices for temporarily storing filamentary material during forwarding, e.g. for buffer storage
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/30—Handled filamentary material
- B65H2701/31—Textiles threads or artificial strands of filaments
Definitions
- the present relates to the field of the textile industry, in particular the treatment of yarns, in particular by means of heat treatment machines commonly called heat-setting machines, as well as other processing or manufacturing lines, in which the yarn is transported. between different processing stations, in which the running speeds may be different, and relates to a son accumulation device.
- the yarn processing machines used in the field of the textile industry are often arranged in line to allow various textile yarns to be treated continuously and thus to allow a high yield resulting from a minimum number of interruptions of the textile process. manufacturing or processing, for example because of the change of machine with modification of the running speed of the son compared to previous or subsequent machines.
- Such a device makes it possible to achieve a correct accumulation of the wires, but is not adapted to modern processing and / or manufacturing lines, whose very high operating speeds require a large accumulation capacity to take account of programmed cyclic interruptions. or to allow a smooth stop of the line, that is to say without significant consequences requiring a very long restart in case of an accidental failure of a workstation.
- an accumulator device consisting essentially of a chute disposed in extension of the outlet of a member for depositing a strand of stranded son, the end opposite the organ
- the dispenser is guided to be picked up and unwound by a processing or downstream manufacturing station.
- the chute In order to regulate the speed and tension of the strand during unwinding, the chute is equipped with a carriage guided parallel to the longitudinal axis of said chute and resting on the end of the strand on the side opposite the removal, this carriage being provided with means for guiding the strand in the form of a guide eyelet and / or guide bar and return.
- this carriage can be weighted in order to achieve a support force on the head of the strand, at the output of the son of the coil to braking and control the strand during unwinding, that is to say to allow some tension of the strand of wire, as well as to obtain a predetermined density of the strand.
- the accumulation devices of this type have the disadvantage of always having to be more or less inclined relative to the horizontal, to allow an effective action of the weighted truck on the wire strand in formation and to ensure a correct tension wire bundle at the output of said carriage.
- the size of these devices in height can become important, as the elongation of the chute, and it becomes necessary to provide for the operator means of access in height extending over several levels, gateways type or others. This results in high installation costs.
- the son strand moves in the chute by sliding in it and, from a certain length and depending on the wire, the friction effect thus produced on the wall of the chute becomes important, this which causes, in combination with the action of the carriage, an increase in the density of the strand.
- the present invention aims to overcome these disadvantages by providing a son accumulation device, whose height space is reduced and which ensures a homogeneous accumulation of a strand son son and easy recovery of said boudin son.
- the son accumulation device which consists essentially of a chute for receiving and guiding a strand formed by a thread take-up device and a carriage for taking up a parallel guided thread flange. to the longitudinal axis of said chute and resting on the end of the strand on the opposite side to the son recovery device, is characterized in that the chute is equipped, at the output of the son recovery device, a means of transport driven in synchronism with the speed of formation of the strand.
- the attached drawings represent a heat-setting line constituted by a creel 1, a head or a curling machine 2 making it possible to deposit threads on a conveyor belt, by a steaming unit 3, by a device a cooling head 4 extended by a sealing head 5 of a thermofixation tunnel 6, provided at its other end with an outlet sealing head 7 opening into a dryer 8, which is extended by a cooling device 9.
- the son are taken over continuously by a son of recovery device 10 to be routed to a winder 12. Because the winder 12 operates discontinuously to allow the lifting of full coils and the implementation in place of new windings, the treatment line is provided, between the son recovery device 10 and the winder 12 of a son accumulation device 11.
- Such a device 11 which consists essentially of a chute 13 for receiving and guiding a strand formed by the son of the recovery device 10 and a carriage 14 for taking up a son of a flange, guided parallel to the longitudinal axis of said chute 13 provided with a loading device 15 and resting on the end of the strand on the opposite side to the son of the recovery device 10, improves the efficiency of the treatment line and d ensure a preservation of delicate son that should remain in the heat-setting tunnel 6 for a limited time.
- thermofixation line continues to operate normally, it that is to say without interruption, the accumulation device 11 providing a temporary storage of the wire produced, that is to say, acting as a buffer.
- the chute 13 of the wire accumulation device 11 is equipped, at the output of the son recovery device 10, with a transport means 16 driven in synchronism with the formation speed of the strand.
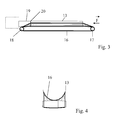
- this transport means 16 matches the inner shape of the chute 13 ( Figures 3 and 4 ).
- the transport means 16 may advantageously be constituted, as shown by the Figures 3 and 4 , in the form of a belt or a closed-loop conveyor belt stretched between a driving roller 17 and a diverting roller 18 arranged at the ends of a support frame (not shown) extending under the chute 13, the upper edges of the carpet or conveyor belt having a curvature corresponding to that of the chute to follow the contour.
- the support frame of the transport means 16 has a length greater than that of the chute 13 of the wire accumulation device 11 and is provided at each end, respectively between the motor roller 17 and the diverting roller 18 and the corresponding end of the trough 13 of lateral means for diverting the edges of the belt or conveyor belt forming the transport means 16, deflecting said edges upwards, in order to give the means 16 a cross-section identical to that of the chute 13.
- lateral detour means of the carpet are not shown in detail in the accompanying drawings and consist of inclined ramps and / or rollers arranged laterally to the means 16, at each end thereof.
- the motor roller 17 and the detour roller 18 are advantageously in the form of curved rollers.
- the belt or conveyor belt forming the conveying means 16 can be diverted onto the chute 13 and marry the inner contour of the latter without undergoing any elastic deformation, the elongation of the upper edges being compensated by the reduction in diameter of the rollers 17 and 18 at their ends. It follows that the lower part of the belt or strip is entirely applied against the rollers 17 and 18, the length of the strands of the lower edges, which is shorter than that of the median strand, making it possible to have an extra length for the strands of the upper edges, so that the latter can be applied to the raised edges of the chute 13 without additional tension.
- the end of the support frame of the conveying means 16, turned towards the son recovery device 10 advantageously extends under an intermediate chute section 19 provided between the recovery device son of son 10 and the corresponding end of the chute 13.
- This intermediate chute section 19 corresponds, in fact, substantially to the size of the son of the son of the retaining blades during the formation of the beginning of the strand to be deposited in the chute 13.
- the formation of the strand is substantially in the region of the intermediate chute section 19 and the deformation of the upper part of the belt or the conveyor belt forming the means 16 is formed in this same zone, under said section 19, the belt or the conveyor belt, deformed along a section corresponding to that of the chute 13, opening onto said chute 13 through a transverse slot 20 provided between said intermediate section 19 and the corresponding end of the chute 13.
- the strand formed at the exit of the thread take-up device 10 can be transported over a long chute length 13 without being affected by any adhesion force on the wall of the chute 13, which would be due to the friction of the son on said wall, said son not being in contact with the chute 13.
- This embodiment of the chute 13 thus makes it possible to completely get rid of the problems related to the friction of the wires on the chute, so that the latter may have a large, or even a very large length without, however, the mechanical characteristics of the strand. are affected and so that the separation voltage of the wires can be kept constant.
- the chute 13 may be arranged horizontally.
- the carriage 14 is not shown.
- the carriage 14 can simply be guided parallel to the longitudinal axis of the chute 13 and its displacement can be controlled, for example, via a braking and / or drive means controlled maintaining a predetermined bearing pressure of the carriage 14 on the end of the strand or else by means of a device for applying the carriage against said end, in the form of cable and counterweight return means, prestressed winch or brake motor, or the like.
- the transport means 16 in the form of parallel transport belts stretched between the motor roller 17 and the detour roller 18.
- the belts lateral means forming the means of transport 16 may be provided of greater length than the strips central, so that the motor roller 17 and the detour roller 18 may be in the form of cylindrical rollers, the configuration change at the chute 13 being provided by the difference in length of said sidebands, without being affected additional tension.
- the drive roller 17 for driving the transport means 16 is coupled to a variable speed reversible motor or to a reversible gear motor, the control of which is carried out by means of a control and control automaton (not represented), according to programmed data and signals from control means of the forming strand.
- control means may be provided at the output of the son recovery device 10 and the corresponding signals of the strand speed are taken into account by the calculation means of the automaton to determine a density of the optimum strand and accordingly deliver a positive or negative drive speed control signal of the transport means 16.
- the invention it is possible to very significantly improve the accumulation of son in a processing line or manufacturing by allowing the realization of a homogeneous strand and easy recovery of said son strand forming said strand, this to means of a device, whose overall height can be reduced.
- the guide channel of said strand can be arranged horizontally, so that its overall height is constant, and can be reduced to a minimum, so as to allow the operator to intervene on the device from a uniform surface, regardless of the capacity of accumulation of the device.
- the work of the operator is facilitated, because it is no longer necessary to manually intervene on the carriage 14 to adjust the separation tension of the son, the latter being continuously monitored and adjusted by the intermediate of the control automation of the displacement of the means of transport 16.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Textile Engineering (AREA)
- Yarns And Mechanical Finishing Of Yarns Or Ropes (AREA)
- Ropes Or Cables (AREA)
- Chutes (AREA)
- Guides For Winding Or Rewinding, Or Guides For Filamentary Materials (AREA)
- Forwarding And Storing Of Filamentary Material (AREA)
- Treatment Of Fiber Materials (AREA)
- Replacing, Conveying, And Pick-Finding For Filamentary Materials (AREA)
Abstract
Description
- La présente concerne le domaine de l'industrie textile, en particulier du traitement de fils, notamment au moyen de machines de traitement thermique couramment appelées machines de thermofixation, ainsi que d'autres lignes de traitement ou de fabrication, dans lesquelles le fil est transporté entre différents postes de traitement, dans lesquels les vitesses de défilement peuvent être différentes, et a pour objet un dispositif d'accumulation de fils.
- Les machines de traitement des fils, mises en oeuvre dans le domaine de l'industrie textile sont souvent disposées en ligne pour permettre différents traitements des fils textiles en continu et permettre ainsi un rendement élevé résultant d'un nombre minimal d'interruptions du processus de fabrication ou de traitement, par exemple pour cause de changement de machine avec modification de la vitesse de défilement des fils par rapport aux machines précédentes ou suivantes.
- Il convient donc d'assurer un stockage intermédiaire des fils pour compenser le différentiel de vitesse pouvant exister entre deux postes de traitement de fils, afin de permettre un fonctionnement sans heurt d'une ligne de fabrication et/ou de traitement.
- A cet effet, on connaît, par
FR-A-2 576 885 - Un tel dispositif permet de réaliser une accumulation correcte des fils, mais n'est pas adapté aux lignes de traitement et/ou de fabrication modernes, dont les vitesses de fonctionnement très élevées nécessitent une capacité d'accumulation importante pour tenir compte des interruptions cycliques programmées ou pour permettre un arrêt en douceur de la ligne, c'est-à-dire sans conséquence notable nécessitant une remise en route très longue, en cas d'une défaillance accidentelle d'un poste de travail.
- Pour obvier à cet inconvénient, il a été proposé de réaliser un dispositif accumulateur consistant essentiellement en une goulotte disposée en prolongement de la sortie d'un organe de dépose d'un boudin de fils en toron, dont l'extrémité opposée à l'organe de dépose est guidée pour être reprise et dévidée par un poste de traitement ou de fabrication en aval.
- Afin de réguler la vitesse et la tension du toron lors du dévidage, la goulotte est équipée d'un chariot guidé parallèlement à l'axe longitudinal de ladite goulotte et s'appuyant sur l'extrémité du toron du côté opposé à l'organe de dépose, ce chariot étant pourvu de moyens de guidage du toron sous forme d'un oeillet de guidage et/ou de barre de guidage et de renvoi. En outre, ce chariot peut être lesté en vue de réaliser un effort d'appui sur la tête du toron, au niveau de la sortie du boudin de fils essentiellement pour freiner et contrôler le toron lors du dévidage, c'est-à-dire pour permettre une certaine tension du boudin de fil, ainsi que pour obtenir une densité prédéterminée du toron.
- Les dispositifs de ce type permettent, du fait même de leur constitution une adaptation aisée aux conditions de travail, c'est-à-dire que si une accumulation importante est à réaliser, il suffit de prolonger la goulotte en conséquence.
- Cependant, les dispositifs d'accumulation de ce type présentent l'inconvénient de toujours devoir être plus ou moins inclinés par rapport à l'horizontale, pour permettre une action efficace du chariot lesté sur le toron de fils en formation et pour assurer une tension correcte du boudin de fils à la sortie dudit chariot. De plus, compte tenu de cette inclinaison de la goulotte, l'encombrement de ces dispositifs en hauteur peut devenir important, à mesure de l'allongement de la goulotte, et il devient alors nécessaire de prévoir pour l'opérateur des moyens d'accès en hauteur s'étendant sur plusieurs niveaux, du type passerelles ou autres. Il s'ensuit des coûts d'installation élevés.
- En outre, le toron de fils se déplace dans la goulotte en glissant dans celle-ci et, à partir d'une certaine longueur et en fonction du fil, l'effet de frottement ainsi produit sur la paroi de la goulotte devient important, ce qui entraîne, en combinaison avec l'action du chariot, une augmentation de la densité du toron.
- Ceci a pour conséquence une impossibilité de former une accumulation homogène et une difficulté à reprendre le boudin de fils, de sorte que le bon fonctionnement de la ligne de traitement peut être affecté. Or, avec l'augmentation des performances des lignes de traitement actuel, la vitesse de reprise des fils augmente proportionnellement et l'ajustement de la tension de reprise est délicat à réaliser et nécessite un temps trop long du fait que l'opérateur, pour intervenir sur cet ajustement, doit se déplacer sur la passerelle de service de la goulotte et mettre en place une masse de lest sur le chariot. En conséquence, le temps de réaction entre le constat d'une mauvaise séparation et le moment de l'intervention tendant à modifier les paramètres de charges au moyen du chariot est trop long et l'action effectuée risque d'être inadaptée.
- De plus, l'augmentation actuelle des vitesses entraîne un inconvénient critique pour la sécurité de l'opérateur. En effet, du fait de la tension des fils, une casse dans la zone de séparation de ces derniers peut avoir pour conséquence la formation d'une boucle en forme de lasso qui peut s'accrocher au chariot, qui peut alors être brutalement entraîné à la même vitesse que les fils et être éjecté de la goulotte sans que les dispositifs de sécurité automatique ne puissent réagir.
- La présente invention a pour but de pallier ces inconvénients en proposant un dispositif d'accumulation de fils, dont l'encombrement en hauteur est réduit et qui permet d'assurer une accumulation homogène d'un boudin de fils en toron et une reprise aisée dudit boudin de fils.
- A cet effet, le dispositif d'accumulation de fils, qui est essentiellement constitué par une goulotte de réception et de guidage d'un toron formé par un dispositif de reprise de fils et par un chariot de reprise d'un boudin de fils guidé parallèlement à l'axe longitudinal de ladite goulotte et s'appuyant sur l'extrémité du toron du côté opposé au dispositif de reprise de fils, est caractérisé en ce que la goulotte est équipée, en sortie du dispositif de reprise de fils, d'un moyen de transport entraîné en synchronisme avec la vitesse de formation du toron.
- L'invention sera mieux comprise, grâce à la description ci-après, qui se rapporte à un mode de réalisation préféré donné à titre d'exemple non limitatif, et expliqué avec référence aux dessins schématiques annexés, dans lesquels :
- la
figure 1 est une vue en élévation latérale d'une ligne de traitement de fils comportant le dispositif d'accumulation de fils conforme à l'invention; - la
figure 2 est une vue en élévation latérale, à plus grande échelle, représentant le dispositif conforme à l'invention en prolongement d'un dispositif de reprise de fils ; - la
figure 3 est une vue partielle agrandie de lafigure 2 , le dispositif étant en position horizontale, et - la
figure 4 est une vue suivant F de lafigure 3 . - La
figure 1 des dessins annexés représente, à titre d'exemple, une ligne de thermofixation constituée par un cantre 1, par une tête ou une machine à friser 2 permettant de déposer des fils sur un tapis transporteur, par une unité de vaporisage 3, par un dispositif de refroidissement 4 prolongé par une tête d'étanchéité 5 d'un tunnel de thermofixation 6, pourvu à son autre extrémité d'une tête d'étanchéité de sortie 7 débouchant dans un séchoir 8, qui est prolongé par un dispositif de refroidissement 9. - A la sortie de ce dispositif, les fils sont repris à la continue par un dispositif de reprise des fils 10 pour être acheminés à un bobinoir 12. Du fait que le bobinoir 12 fonctionne de manière discontinue pour permettre la levée des bobines pleines et la mise en place de nouveaux bobinots, la ligne de traitement est pourvue, entre le dispositif de reprise des fils 10 et le bobinoir 12 d'un dispositif d'accumulation de fils 11.
- Un tel dispositif 11, qui est essentiellement constitué par une goulotte 13 de réception et de guidage d'un toron formé par le dispositif de reprise des fils 10 et par un chariot 14 de reprise d'un boudin de fils, guidé parallèlement à l'axe longitudinal de ladite goulotte 13 pourvue d'un dispositif d'embarrage 15 et s'appuyant sur l'extrémité du toron du côté opposé au dispositif de reprise des fils 10, permet d'améliorer l'efficience de la ligne de traitement et d'assurer une préservation des fils délicats qui ne doivent rester dans le tunnel de thermofixation 6 que pendant un temps limité. Il est ainsi possible, à chaque arrêt du bobinoir lors des cycles de levée, ou suite à une casse de fils ou un déclenchement du pare-touffe, donc après la reprise des fils, que la ligne de thermofixation continue de fonctionner normalement, c'est-à-dire sans interruption, le dispositif d'accumulation 11 réalisant un stockage temporaire du fil produit, c'est-à-dire jouant un rôle de tampon.
- Conformément à l'invention, la goulotte 13 du dispositif d'accumulation de fils 11 est équipée, en sortie du dispositif de reprise de fils 10, d'un moyen de transport 16 entraîné en synchronisme avec la vitesse de formation du toron. De préférence, ce moyen de transport 16 épouse la forme intérieure de la goulotte 13 (
figures 3 et 4 ). - Le moyen de transport 16 peut avantageusement être constitué, comme le montrent les
figures 3 et 4 , sous forme d'un tapis ou d'une bande transporteuse à boucle fermée tendu entre un rouleau moteur 17 et un rouleau de détour 18 disposés aux extrémités d'un châssis de support (non représenté) s'étendant sous la goulotte 13, les bords supérieurs du tapis ou bande transporteuse présentant une incurvation correspondante à celle de la goulotte pour en épouser le contour. - Selon une caractéristique de l'invention, le châssis de support du moyen de transport 16 présente une longueur supérieure à celle de la goulotte 13 du dispositif d'accumulation de fils 11 et est pourvu à chaque extrémité, respectivement entre le rouleau moteur 17 et le rouleau de détour 18 et l'extrémité correspondante de la goulotte 13 de moyens latéraux de détour des bords du tapis ou bande transporteuse formant le moyen de transport 16, déviant lesdits bords vers le haut, afin de conférer au moyen 16 une section transversale identique à celle de la goulotte 13. Ces moyens latéraux de détour du tapis ne sont pas représentés en détail dans les dessins annexés et consistent en des rampes inclinées et/ou des rouleaux disposés latéralement au moyen 16, à chaque extrémité de celui-ci.
- Par ailleurs, le rouleau moteur 17 et le rouleau de détour 18 sont avantageusement sous forme de rouleaux bombés. Ainsi, le tapis ou bande transporteuse formant le moyen de transport 16 peut être détourné sur la goulotte 13 et épouser le contour interne de cette dernière sans subir aucune déformation élastique, l'allongement des bords supérieurs étant compensé par la réduction de diamètre des rouleaux 17 et 18 à leurs extrémités. Il s'ensuit que la partie inférieure du tapis ou bande est entièrement appliquée contre les rouleaux 17 et 18, la longueur des brins des bords inférieurs, qui est plus courte que celle du brin médian, permettant de disposer d'un surcroît de longueur pour les brins des bords supérieurs, de sorte que ces derniers peuvent s'appliquer sur les bords relevés de la goulotte 13 sans tension supplémentaire.
- Conformément à une autre caractéristique de l'invention, l'extrémité du châssis de support du moyen de transport 16, tournée vers le dispositif de reprise de fils 10, s'étend avantageusement sous un tronçon de goulotte intermédiaire 19 prévu entre le dispositif de reprise de fils 10 et l'extrémité correspondante de la goulotte 13. Ce tronçon de goulotte intermédiaire 19 correspond, en fait, sensiblement à l'encombrement des lames de retenue du boudin de fils lors de la formation du début du toron à déposer dans la goulotte 13. Ces lames de retenue, qui prolongent l'extrémité du dispositif de reprise des fils 10 sont connues et leur mode de fonctionnement est également connu, de sorte qu'une description supplémentaire les concernant n'est pas utile.
- Ainsi, la formation du toron s'effectue sensiblement dans la zone du tronçon de goulotte intermédiaire 19 et la déformation de la partie supérieure du tapis ou de la bande transporteuse formant le moyen 16 est réalisée dans cette même zone, sous ledit tronçon 19, le tapis ou la bande transporteuse, déformé suivant une section correspondant à celle de la goulotte 13, débouchant sur ladite goulotte 13 à travers une fente transversale 20 prévue entre ledit tronçon intermédiaire 19 et l'extrémité correspondante de la goulotte 13.
- Du fait de l'entraînement du moyen de transport 16, le toron formé à la sortie du dispositif de reprise de fils 10 peut être transporté sur une grande longueur de goulotte 13 sans être affecté par une quelconque force d'adhérence sur la paroi de la goulotte 13, qui serait due au frottement des fils sur ladite paroi, lesdits fils n'étant pas en contact avec la goulotte 13.
- Cette réalisation de la goulotte 13 permet donc de s'affranchir totalement des problèmes liés au frottement des fils sur la goulotte, de sorte que cette dernière pourra présenter une grande, voire une très grande, longueur sans pour autant que les caractéristiques mécaniques du toron en soient affectées et de sorte que la tension de séparation des fils pourra être maintenue constante.
- Selon une autre caractéristique de l'invention et comme le montre la
figure 3 des dessins annexés, la goulotte 13 peut être disposée à l'horizontale. Dans le mode de réalisation selon lafigure 3 , le chariot 14 n'est pas représenté. Dans le cas d'une telle disposition à l'horizontale de la goulotte 13, le chariot 14 peut être simplement guidé parallèlement à l'axe longitudinal de la goulotte 13 et son déplacement peut être contrôlé, par exemple, par l'intermédiaire d'un moyen de freinage et/ou d'entraînement piloté maintenant une pression d'appui prédéterminée du chariot 14 sur l'extrémité du toron ou encore par l'intermédiaire d'un dispositif d'application du chariot contre ladite extrémité, sous forme d'un moyen de rappel à câble et à contrepoids, à treuil précontraint ou à moteur frein, ou analogue. - Il est également possible, selon une autre variante de réalisation de l'invention, de réaliser le moyen de transport 16 sous forme de bandes de transport parallèles tendues entre le rouleau moteur 17 et le rouleau de détour 18. Dans un tel cas, les bandes latérales formant le moyen de transport 16 peuvent être prévues de plus grande longueur que les bandes centrales, de sorte que le rouleau moteur 17 et le rouleau de détour 18 peuvent être sous forme de rouleaux cylindriques, le changement de configuration au niveau de la goulotte 13 étant assuré par la différence de longueur desdites bandes latérales, sans qu'elles soient affectées d'une tension supplémentaire.
- Le rouleau moteur 17 d'entraînement du moyen de transport 16 est accouplé à un moteur réversible à vitesse variable ou à un motoréducteur réversible, dont la commande est réalisée par l'intermédiaire d'un automate de contrôle et de commande (non représenté), en fonction de données programmées et de signaux issus de moyens de contrôle du toron en formation. De manière connue, de tels moyens de contrôle peuvent être prévus au niveau de la sortie du dispositif de reprise des fils 10 et les signaux correspondants de vitesse du toron sont pris en compte par les moyens de calcul de l'automate pour déterminer une densité du toron optimale et délivrer en conséquence un signal de commande de vitesse d'entraînement positif ou négatif du moyen de transport 16.
- Grâce à l'invention, il est possible d'améliorer très nettement l'accumulation de fils dans une ligne de traitement ou de fabrication en permettant la réalisation d'un toron homogène et une reprise aisée dudit boudin de fils formant ledit toron, ce au moyen d'un dispositif, dont l'encombrement en hauteur peut être réduit.
- En effet, du fait même du contrôle du déplacement du toron, la goulotte de guidage dudit toron peut être disposée à l'horizontale, de sorte que son encombrement en hauteur est constant, et peut donc être réduit à un minimum, de manière à permettre à l'opérateur d'intervenir sur le dispositif à partir d'une surface uniforme, quelle que soit la capacité d'accumulation du dispositif. En outre, le travail de l'opérateur est facilité, du fait qu'il n'est plus nécessaire d'intervenir manuellement sur le chariot 14 pour ajuster la tension de séparation des fils, celle-ci étant surveillée et ajustée en continu par l'intermédiaire de l'automatisme de contrôle du déplacement du moyen de transport 16.
- Bien entendu, l'invention n'est pas limitée au mode de réalisation décrit et représenté aux dessins annexés. Des modifications restent possibles, notamment du point de vue de la constitution des divers éléments ou par substitution d'équivalents techniques, sans sortir pour autant du domaine de protection de l'invention.
Claims (11)
- Dispositif d'accumulation de fils, essentiellement constitué par une goulotte (13) de réception et de guidage d'un toron formé par un dispositif de reprise des fils (10) et par un chariot (14) de reprise d'un boudin de fils, guidé parallèlement à l'axe longitudinal de ladite goulotte (13) et s'appuyant sur l'extrémité du toron du côté opposé au dispositif de reprise des fils (10), caractérisé en ce que la goulotte (13) est équipée, en sortie du dispositif de reprise de fils (10), d'un moyen de transport (16) entraîné en synchronisme avec la vitesse de formation du toron.
- Dispositif, suivant la revendication 1, caractérisé en ce que le moyen de transport (16) épouse la forme intérieure de la goulotte (13).
- Dispositif, suivant la revendication 1, caractérisé en ce que le moyen de transport (16) est constitué sous forme d'un tapis ou d'une bande transporteuse à boucle fermée tendu entre un rouleau moteur (17) et un rouleau de détour (18) disposés aux extrémités d'un châssis de support s'étendant sous la goulotte (13), le brin supérieur du tapis ou bande transporteuse présentant une incurvation correspondante à celle de la goulotte pour en épouser le contour.
- Dispositif, suivant la revendication 3, caractérisé en ce que le châssis de support du moyen de transport (16) présente une longueur supérieure à celle de la goulotte (13) du dispositif d'accumulation de fils (11) et est pourvu à chaque extrémité, respectivement entre le rouleau moteur (17) et le rouleau de détour (18) et l'extrémité correspondante de la goulotte (13) de moyens latéraux de détour des bords du tapis ou bande transporteuse formant le moyen de transport (16), déviant lesdits bords vers le haut, afin de conférer au moyen (16) une section transversale identique à celle de la goulotte (13).
- Dispositif, suivant la revendication 3, caractérisé en ce que l'extrémité du châssis de support du moyen de transport (16), tournée vers le dispositif de reprise de fils (10), s'étend sous un tronçon de goulotte intermédiaire (19) prévu entre le dispositif de reprise de fils (10) et l'extrémité correspondante de la goulotte (13).
- Dispositif, suivant la revendication 3, caractérisé en ce que le rouleau moteur (17) et le rouleau de détour (18) sont sous forme de rouleaux bombés.
- Dispositif, suivant l'une quelconque des revendications 1 à 6, caractérisé en ce que la goulotte (13) est disposée à l'horizontale.
- Dispositif, suivant la revendication 1, caractérisé en ce que le moyen de transport (16) est sous forme de bandes de transport parallèles tendues entre le rouleau moteur (17) et le rouleau de détour (18).
- Dispositif, suivant la revendication 8, caractérisé en ce que les bandes latérales formant le moyen de transport (16) sont prévues de plus grande longueur que les bandes centrales et le rouleau moteur 17 et le rouleau de détour 18 sont sous forme de rouleaux cylindriques.
- Dispositif, suivant l'une quelconque des revendications 3 et 9, caractérisé en ce que le rouleau moteur (17) d'entraînement du moyen de transport (16) est accouplé à un moteur réversible à vitesse variable ou à un motoréducteur réversible, dont la commande est réalisée par l'intermédiaire d'un automate de contrôle et de commande, en fonction de données programmées et de signaux issus de moyens de contrôle du toron en formation.
- Dispositif, suivant l'une quelconque des revendications 1 à 10, caractérisé en ce que le chariot (14) de reprise d'un boudin de fils est simplement guidé sur la goulotte (13) et son déplacement est contrôlé par l'intermédiaire d'un moyen de freinage et/ou d'entraînement piloté maintenant une pression d'appui prédéterminée du chariot (14) sur l'extrémité du toron ou encore par l'intermédiaire d'un dispositif d'application du chariot contre ladite extrémité, sous forme d'un moyen de rappel à câble et à contrepoids, à treuil précontraint ou à moteur frein, ou analogue.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR0752526A FR2911126B1 (fr) | 2007-01-04 | 2007-01-04 | Dispositif d'accumulation de fils. |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2060666A1 true EP2060666A1 (fr) | 2009-05-20 |
| EP2060666B1 EP2060666B1 (fr) | 2010-07-14 |
Family
ID=38211097
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP07301725A Active EP2060666B1 (fr) | 2007-01-04 | 2007-12-20 | Dispositif d'accumulation de fils |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US7861963B2 (fr) |
| EP (1) | EP2060666B1 (fr) |
| CN (1) | CN101214894B (fr) |
| DE (2) | DE602007007788D1 (fr) |
| FR (1) | FR2911126B1 (fr) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8820600B2 (en) | 2011-01-13 | 2014-09-02 | Beaulieu Group, Llc | Accumulator with tensioning device |
| CN111648006A (zh) * | 2020-06-11 | 2020-09-11 | 贾数珍 | 一种基于重力感应的纺织机定量储纱装置 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2576885A1 (fr) | 1985-02-01 | 1986-08-08 | Superba Sa | Dispositif accumulateur de fils textiles |
| GB2274119A (en) * | 1993-01-08 | 1994-07-13 | Kingston Spinners | Yarn processing machinery |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4632324A (en) * | 1982-11-12 | 1986-12-30 | Mayer & Cie. Gmbh & Co. | Strand storing and delivering device |
| US4609336A (en) * | 1984-10-17 | 1986-09-02 | Gencorp Inc. | Apparatus and method for extrusion |
| US6257862B1 (en) * | 1998-02-13 | 2001-07-10 | Welex Incorporated | Sheet processing system |
| JP3571001B2 (ja) * | 2001-03-15 | 2004-09-29 | 川崎重工業株式会社 | 空気浮上式ベルトコンベヤのトラフ接続構造 |
| US6516942B2 (en) * | 2001-03-20 | 2003-02-11 | Fmc Technologies, Inc. | Idler roller for transport conveyor |
| US7073661B2 (en) * | 2004-03-04 | 2006-07-11 | Tennant | Self cleaning conveyor with roller scraper and debris reduction skirt |
-
2007
- 2007-01-04 FR FR0752526A patent/FR2911126B1/fr not_active Expired - Fee Related
- 2007-12-07 US US11/952,344 patent/US7861963B2/en active Active
- 2007-12-20 DE DE602007007788T patent/DE602007007788D1/de active Active
- 2007-12-20 EP EP07301725A patent/EP2060666B1/fr active Active
- 2007-12-20 DE DE07301725T patent/DE07301725T1/de active Pending
-
2008
- 2008-01-04 CN CN2008100004191A patent/CN101214894B/zh not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2576885A1 (fr) | 1985-02-01 | 1986-08-08 | Superba Sa | Dispositif accumulateur de fils textiles |
| GB2274119A (en) * | 1993-01-08 | 1994-07-13 | Kingston Spinners | Yarn processing machinery |
Also Published As
| Publication number | Publication date |
|---|---|
| DE07301725T1 (de) | 2010-02-25 |
| US20080163470A1 (en) | 2008-07-10 |
| FR2911126B1 (fr) | 2009-04-03 |
| CN101214894B (zh) | 2012-07-25 |
| US7861963B2 (en) | 2011-01-04 |
| FR2911126A1 (fr) | 2008-07-11 |
| EP2060666B1 (fr) | 2010-07-14 |
| CN101214894A (zh) | 2008-07-09 |
| DE602007007788D1 (de) | 2010-08-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1942218B1 (fr) | Dispositif d'accumulation de fils | |
| FR2499033A1 (fr) | Procede et dispositif pour regulariser le transfert de produits solides identiques | |
| CH635621A5 (fr) | Machine pour la texturation de fils par fausse torsion. | |
| EP2060666B1 (fr) | Dispositif d'accumulation de fils | |
| CH631941A5 (fr) | Procede et dispositif de lancement de fils pour leur renvidage. | |
| FR2499044A1 (fr) | Procede et dispositif d'alimentation en fils sans tension et appareil pour fabriquer un fil gonflant | |
| EP3565777B1 (fr) | Procede et installation de trancannage en continu de bandelettes de gomme autour de bobines | |
| WO2003064741A2 (fr) | Dispositif de cablage et de fixation en continu de fils suivi d'un traitement thermique complementaire | |
| EP1646740B1 (fr) | Machine pour le cablage / torsion et la fixation en continu de fils | |
| EP0483601B1 (fr) | Procédé et installation permettant d'obtenir en ligne la réalisation d'une nappe d'assemblages et son enroulage sur une ensouple | |
| FR2573404A1 (fr) | Procede et dispositif de lancement simultane de plusieurs fils textiles delivres en continu | |
| CA2429859A1 (fr) | Procede de lacage selectif de fils sur des preformes textiles multidimensionnelles et dispositif pour sa mise en oeuvre | |
| EP0619260A1 (fr) | Procédé de fabrication d'enroulements tronconiques de fil et enroulements en résultant | |
| FR2531311A1 (fr) | Appareil de halage et d'arrimage d'une longue ligne a peche comportant plusieurs hamecons | |
| EP1611043B1 (fr) | DISPOSITIF POUR LA MISE EN PLACE ET L’ENLEVEMENT DE BOBINES DE FIL DANS UNE MACHINE TEXTILE | |
| EP1547953B1 (fr) | Dispositif de reprise et d'individualisation de fils sortant d'une machine de traitement | |
| EP1470274A1 (fr) | Dispositif de cablage et de fixation en continu de fils suivi d'un traitement thermique complementaire | |
| FR2907799A1 (fr) | Procede de traitement de fils par tricotage-detricotage | |
| EP0410906A1 (fr) | Machine pour la production et transformation de fil comprenant un organe de traitement disposé entre deux délivreurs et procédé permettant l'introduction automatique du fil à l'intérieur de ces éléments lors d'une opération de relance | |
| FR3062807A1 (fr) | Procede et installation d'enroulage en continu de bandelettes de gomme pour former des galettes | |
| BE1009578A3 (fr) | Procede et dispositif de traitement et d'enroulement de fil. | |
| CH307597A (fr) | Procédé de tissage et métier rectiligne pour sa mise en oeuvre. | |
| EP1380528B1 (fr) | Procédé de levée automatique de bobine | |
| WO2005007949A1 (fr) | Dispositif de cablage et de fixation en continu de fils suivi d'un traitement thermique complementaire | |
| BE516864A (fr) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK RS |
|
| 17P | Request for examination filed |
Effective date: 20091008 |
|
| AKX | Designation fees paid |
Designated state(s): BE DE FR GB IT TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| DET | De: translation of patent claims | ||
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): BE DE FR GB IT TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REF | Corresponds to: |
Ref document number: 602007007788 Country of ref document: DE Date of ref document: 20100826 Kind code of ref document: P |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20110415 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602007007788 Country of ref document: DE Effective date: 20110415 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20101220 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20121219 Year of fee payment: 6 Ref country code: IT Payment date: 20121213 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20130123 Year of fee payment: 6 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20131220 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20140829 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131231 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131220 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131220 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20191216 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20191218 Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 602007007788 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20201231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210701 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201231 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20231208 Year of fee payment: 17 |