EP2051826B1 - Iron-based powder - Google Patents
Iron-based powder Download PDFInfo
- Publication number
- EP2051826B1 EP2051826B1 EP07748599A EP07748599A EP2051826B1 EP 2051826 B1 EP2051826 B1 EP 2051826B1 EP 07748599 A EP07748599 A EP 07748599A EP 07748599 A EP07748599 A EP 07748599A EP 2051826 B1 EP2051826 B1 EP 2051826B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- entry
- row
- powder
- max
- sintering
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/10—Sintering only
- B22F3/1003—Use of special medium during sintering, e.g. sintering aid
- B22F3/1007—Atmosphere
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F9/00—Making metallic powder or suspensions thereof
- B22F9/02—Making metallic powder or suspensions thereof using physical processes
- B22F9/06—Making metallic powder or suspensions thereof using physical processes starting from liquid material
- B22F9/08—Making metallic powder or suspensions thereof using physical processes starting from liquid material by casting, e.g. through sieves or in water, by atomising or spraying
- B22F9/082—Making metallic powder or suspensions thereof using physical processes starting from liquid material by casting, e.g. through sieves or in water, by atomising or spraying atomising using a fluid
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C33/00—Making ferrous alloys
- C22C33/02—Making ferrous alloys by powder metallurgy
- C22C33/0257—Making ferrous alloys by powder metallurgy characterised by the range of the alloying elements
- C22C33/0278—Making ferrous alloys by powder metallurgy characterised by the range of the alloying elements with at least one alloying element having a minimum content above 5%
- C22C33/0285—Making ferrous alloys by powder metallurgy characterised by the range of the alloying elements with at least one alloying element having a minimum content above 5% with Cr, Co, or Ni having a minimum content higher than 5%
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/20—Ferrous alloys, e.g. steel alloys containing chromium with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F9/00—Making metallic powder or suspensions thereof
- B22F9/02—Making metallic powder or suspensions thereof using physical processes
- B22F9/06—Making metallic powder or suspensions thereof using physical processes starting from liquid material
- B22F9/08—Making metallic powder or suspensions thereof using physical processes starting from liquid material by casting, e.g. through sieves or in water, by atomising or spraying
- B22F9/082—Making metallic powder or suspensions thereof using physical processes starting from liquid material by casting, e.g. through sieves or in water, by atomising or spraying atomising using a fluid
- B22F2009/0824—Making metallic powder or suspensions thereof using physical processes starting from liquid material by casting, e.g. through sieves or in water, by atomising or spraying atomising using a fluid with a specific atomising fluid
- B22F2009/0828—Making metallic powder or suspensions thereof using physical processes starting from liquid material by casting, e.g. through sieves or in water, by atomising or spraying atomising using a fluid with a specific atomising fluid with water
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2998/00—Supplementary information concerning processes or compositions relating to powder metallurgy
- B22F2998/10—Processes characterised by the sequence of their steps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2999/00—Aspects linked to processes or compositions used in powder metallurgy
Definitions
- the invention concerns atomised iron based powders having good high temperature oxidation resistance, more particular powders which are pre-alloyed with chromium and aluminium.
- FeCrAl-alloys Conventional iron based alloys containing typically Fe and 10-30% Cr and 1-10% A1, so-called FeCrAl-alloys, have been found highly useful in various high temperature applications, due to their good oxidation resistance and can be used at temperatures as high as 1200-1400 DEG C. Thus, such materials have been used in the production of electrical resistance elements and as carrier materials in motor vehicle catalysts. As a result of its aluminium content, the alloy is able to form at high temperatures and in the majority of atmospheres an impervious and adhesive surface oxide consisting substantially of A1203. This oxide protects the metal against further oxidation and also against many other forms of corrosion, such as carburization, sulphuration etc.
- US5970306 describes a method for manufacturing high temperature resistant shaped parts from a FeCrAl-powder by hot isostatically pressing (HIP).
- HIP hot isostatically pressing
- DE4235141 descibes a method of producing a part made from hot pressed powder based on a FeCrAl-alloy in which the powder is initially exposed to an oxygen-contg. atmos. to produce an chromium oxide protective layer around the particles.
- US6761751 describes a method of producing an FeCrAl material by gas atomization, wherein in addition to containing iron (Fe), chromium (Cr) and aluminium (Al) the material also contains minor fractions of one or more of the materials molybdenum (Mo), hafnium (Hf), zirconium (Zr), yttrium (Y), nitrogen (N), carbon (C) and oxygen (O).
- JP8120435 relates to a thermal spray material/powder comprising by weight 1 -15% of Cu, 4-10 % Al, 7-20 % of Cr and 0.02-2 % of at least one rare earth element and the balance Fe with inevitable impurities, for spraying the inner face of glass moulds for providing heat resistance.
- This object is to provide a method of producing a sintered component comprising providing an atomised iron based powder pre-alloyed with 10,5-30 wt% Cr, 3-15 wt% Al and 5-20 wt% Cu.
- pre-alloying the powder with Cu it is possible to sinter a component in conventional sintering processes and maintaining satisfactory material properties of the sintered component which component also have excellent high temperature oxidation resistance.
- an iron based powder pre-alloyed with 10,5-30 wt% Cr, 3-15 wt% All, 5-20 wt% Cu and 8-20 wt% Ni is proposed.
- the powders of the invention are preferably produced by providing a melt of iron and the alloying elements, water atomizing the melt whereby the powder forms from atomized droplets upon solidification.
- a sintered component can be produced from the powders of the invention by a) providing a sintering material comprising the powder of the invention; b) forming a green body from the sintering material; and c) sintering the green body in a reducing or neutral atmosphere, at an atmospheric pressure or below, and at a temperature above 1100°C.
- the sintering material could e.g. be loose sintered, cold compacted or warm compacted.
- the sintering material is a mixture between a binder and/or a lubricant with the powder of the invention.
- Cold compaction is performed at temperatures below 100°C, preferably at a compaction pressure within the range of 100 -1000 MPa.
- Warm compaction is performed at temperatures within the range of 100-200 °C, preferably at a compaction pressure within the range of 300 -1000 MPa.
- the sintering material could be a mixture between a binder and/or a lubricant with the powder of the invention, but also the powder it self i.e. without mixing the powder with a binder and/or a lubricant.
- the sintering material could be poured into a form where after the form containing the sintering material is inserted into the sintering furnace. For instance filters having excellent high temperature oxidation resistance can be produced by loose sintering the powder of the invention.
- a sintered component which exhibits excellent high temperature oxidation resistance may be produced from the powder of the invention which sintered component has a sintered density above 6,5 g/cm 3 , a tensile strength above 500 MPa and a yield strength above 400 MPa.
- the invention concerns pre-alloyed iron based powders comprising more than 10,5 wt% chromium, as well as certain amounts of aluminium and copper.
- FeCrAl-alloys have been shown to exhibit excellent oxidation resistance at high temperatures, but are unfortunately difficult to sinter under atmospheric pressure or below (vacuum). That is the reason why compounds based on FeCrAl powders are produced by the HIP- process (as described in e.g. US5970306 ).
- pre-alloying with copper was reduced with an improved sintered structure as the outcome - compared to a reference material without copper.
- the copper content is shown to facilitate the formation of sintering necks as can be seen from the accompanying metallographic pictures. We believe that this effect occurs due to a break-up of the aluminium oxide layer by iiquidised copper. Admixing copper and a FeCrAl-powder were also tested but sintering did not significantly improve in that case.
- the powders of the invention are made by making a melt of iron and the desired alloying elements.
- the melt is thereafter atomised whereby the powder is formed from the atomized droplets upon solidification.
- the atomization is performed according to conventional technology, e.g. gas or water atomization.
- the melt blend is water atomized, since a water atomised powder is easier to compact than a gas atomized powder.
- the powder forms due to the water atomization the powder is oxidized and thin chromium and aluminium oxide layers forms on the surface of the powder particles.
- the aluminium content should be above 3%, preferably the aluminium content should be above 5%, in order to obtain the desired oxidation resistance.
- the upper limit for the aluminium content is set to 15 wt%, and in fact it is preferred to have the aluminium content below 12 wt%.
- the boundaries for the copper content were derived from the tests described below. Accordingly it the copper content should be above 5 wt% to facilitate the formation of sintering necks and providing a sintered component having good high temperature oxidation resistance. Further the Cu-content should be below 20 wt%, powders having higher Cu-content may very well be useful for certain applications, but they are not within the scope of the present invention.
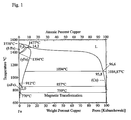
- Figure 1 shows the Fe-Cu phase diagram, but it is believed that that Cu will influence a system in a similar way.
- a certain amount of liquid phase must be formed, i.e. the area of ( ⁇ Fe +L) is of interest. Since the diagram is for the pure Fe-Cu system the information retrieved from it can only be used as a guideline.
- the amount of liquid phase formed during the sintering is required to break up the aluminium oxides but excess amounts of liquid phase collapses the structure during sintering.
- the amount of liquid phase formed is related to the chemical composition and the sintering temperature. The element having the strongest influence of the formation of liquid is copper. That is why different sintering temperatures depending of copper content of the samples were applied before the oxidation test.
- the powder can also be pre-alloyed with austenite-foming elements in particular nickel, but also the nickel equivalent manganese.
- austenite-foming elements in particular nickel, but also the nickel equivalent manganese.
- nickel is also known to have a beneficial effect on the oxidation resistance which of course is desirable in the applications intended for the powders of the invention.
- nickel is to be included in the powder it is preferred that the nickel content is in the interval of 8-20 wt%.
- Manganese can also be an additional austenite forming alloying element, preferably the manganese content is below 3 wt%.
- Cobalt is normally not used since it is comparably expensive.
- the carbon content is low, since carbon has a tendency to cause intergranular corrosion why preferably the carbon content should be less than 0,1 wt% carbon.
- the carbon content was about 0,02 wt% or lower.
- the nitrogen content is below 0,2 wt%.
- test samples and the reference sample were produced by filling a form (10mm diameter and 2mm thickness) with the powder of interest, followed by smoothing out the surface without compacting the powder. This procedure provides samples with high specific area (ca 45% porosity).
- test samples were sintered in a 100 % hydrogene atmosphere for 30 minutes at a temperature depending of the Cu content according to the following table: 5 % Cu 1150 °C 10 % Cu 1320 °C 15%Cu 1350 °C 20 % Cu 1320 °C
- the reference sample was sintered in a 100% hydrogen atmosphere for 30 minutes at 1320 °C.
- the oxidation tests were carried out in a laboratory furnace, a Lenton 12/50/300, at a temperature of 800 °C in air.
- Six samples could be tested at the same time by placing them on a sample holder and at each test run two of the samples were reference samples.
- Powder 2 and 3 were further tested at different oxidation temperatures.
- the following table shows the increase in weight relative to the reference 310B.
- Table 2 shows that difference in oxidation resistance between samples containing Cu and Al and reference samples is further pronounced at temperatures above 800 degree Celcius. Furthermore, the composition having a Al content of 5,5 % and a Cu content of 15 % seems to have better oxidation resistance compared to the composition having 10 Al and 10 % Cu.
- the table 3 shows that the density and the mechanical properties of Al- containing Cr or Cr-Ni stainless steel powders increases considerably if the powder are pre-alloyed with Cu. This indicates much improved sintering activity.
- FIG. 2A shows metallographic picture of a test bar comprising 22Cr + 5,5Al +10Cu+ bal.
- FIG 2B shows metallographic picture of a corresponding reference test bar comprising 22Cr + 5,5Al+ bal.
- FIG 3A shows metallographic picture of a test bar comprising 22Cr + 5,5Al + 18Ni + 8Cu+ bal.
- Fe and FIG 2B shows metallographic picture of a corresponding reference test bar comprising 22Cr + 5,5Al+ 18Ni + bal.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Powder Metallurgy (AREA)
- Manufacture Of Metal Powder And Suspensions Thereof (AREA)
- Electroplating And Plating Baths Therefor (AREA)
- Preventing Corrosion Or Incrustation Of Metals (AREA)
- Soft Magnetic Materials (AREA)
Abstract
Description
- The invention concerns atomised iron based powders having good high temperature oxidation resistance, more particular powders which are pre-alloyed with chromium and aluminium.
- Conventional iron based alloys containing typically Fe and 10-30% Cr and 1-10% A1, so-called FeCrAl-alloys, have been found highly useful in various high temperature applications, due to their good oxidation resistance and can be used at temperatures as high as 1200-1400 DEG C. Thus, such materials have been used in the production of electrical resistance elements and as carrier materials in motor vehicle catalysts. As a result of its aluminium content, the alloy is able to form at high temperatures and in the majority of atmospheres an impervious and adhesive surface oxide consisting substantially of A1203. This oxide protects the metal against further oxidation and also against many other forms of corrosion, such as carburization, sulphuration etc.
- A problem in powder metallurgy however is that that FeCrAl-powders are difficult to sinter, due to the fact that the aluminium oxide is harder to reduce than the chromium oxide. The formation of sintering necks through diffusion is impaired by the aluminium oxide layer and it would be advantageous if this problem could be overcome.
-
US5970306 describes a method for manufacturing high temperature resistant shaped parts from a FeCrAl-powder by hot isostatically pressing (HIP). -
DE4235141 descibes a method of producing a part made from hot pressed powder based on a FeCrAl-alloy in which the powder is initially exposed to an oxygen-contg. atmos. to produce an chromium oxide protective layer around the particles. -
US6761751 describes a method of producing an FeCrAl material by gas atomization, wherein in addition to containing iron (Fe), chromium (Cr) and aluminium (Al) the material also contains minor fractions of one or more of the materials molybdenum (Mo), hafnium (Hf), zirconium (Zr), yttrium (Y), nitrogen (N), carbon (C) and oxygen (O). -
US6569221 describes a powder metallurgical FeCrAl alloy comprising, in weight %, less than 0.02% carbon; greater than 0.0 and <=0.5% silicon; greater than 0.0 and <=0.2% manganese; 10.0-40.0% chromium; <=0.6% nickel; <=0.01% copper; 2.0-10.0% aluminum; one or more of Sc, Y, La, Ce, Ti, Zr, Hf, V, Nb and Ta in an amount of 0.1-1.0; remainder iron and unavoidable impurities. -
JP8120435 - Data Sheet from Kanthal APM, Wire, Ferritic Resistance Alloy, 1994-09-30, Issue 3 relates to an advanced powder metallurgical dispersion strengthened ferritic FeCrAl alloy for producing wires.
- "Pre-mixed Partially Alloyed Iron Powder for Warm Compaction: KIP Clean Mix HW Series" by Yukiko Ozaki, Shigeru Unam, Satoshi Uenosono (Kawasaki Steel Technical Report No 47, December 2002, pages 48-54) discloses iron powder premixes designed for warm compaction, comprising Fe, Ni, Cu and Mo.
- It is an object of the invention to provide a method for producing a sintered compound having a good sintered structure when sintered in conventional sintering processes, e.g. loose sintering, cold compaction or warm compaction, and which sintered components have good high temperature oxidation properties. More specific it is an object of the invention to provide a stainless iron powder comprising more than 10,5 wt% chromium and 3-15 wt% aluminium, but which powder is easier to sinter than what is known in the prior art.
- This object is to provide a method of producing a sintered component comprising providing an atomised iron based powder pre-alloyed with 10,5-30 wt% Cr, 3-15 wt% Al and 5-20 wt% Cu. By pre-alloying the powder with Cu it is possible to sinter a component in conventional sintering processes and maintaining satisfactory material properties of the sintered component which component also have excellent high temperature oxidation resistance.
- Further in a second embodiment an iron based powder pre-alloyed with 10,5-30 wt% Cr, 3-15 wt% All, 5-20 wt% Cu and 8-20 wt% Ni is proposed.
- The powders of the invention are preferably produced by providing a melt of iron and the alloying elements, water atomizing the melt whereby the powder forms from atomized droplets upon solidification.
- A sintered component can be produced from the powders of the invention by a) providing a sintering material comprising the powder of the invention; b) forming a green body from the sintering material; and c) sintering the green body in a reducing or neutral atmosphere, at an atmospheric pressure or below, and at a temperature above 1100°C.
- The sintering material could e.g. be loose sintered, cold compacted or warm compacted.
- Concerning cold compaction or warm compaction the sintering material is a mixture between a binder and/or a lubricant with the powder of the invention.
- Cold compaction is performed at temperatures below 100°C, preferably at a compaction pressure within the range of 100 -1000 MPa.
- Warm compaction is performed at temperatures within the range of 100-200 °C, preferably at a compaction pressure within the range of 300 -1000 MPa.
- Loose sintering is performed without compacting the green body. Here the sintering material could be a mixture between a binder and/or a lubricant with the powder of the invention, but also the powder it self i.e. without mixing the powder with a binder and/or a lubricant. E.g. when not using a binder the sintering material could be poured into a form where after the form containing the sintering material is inserted into the sintering furnace. For instance filters having excellent high temperature oxidation resistance can be produced by loose sintering the powder of the invention.
- Further, it has been shown that a sintered component which exhibits excellent high temperature oxidation resistance may be produced from the powder of the invention which sintered component has a sintered density above 6,5 g/cm3, a tensile strength above 500 MPa and a yield strength above 400 MPa.
-
-
FIG.1 shows a Fe-Cu phase diagram, and -
FIG 2A shows metallographic picture of a test bar comprising Cr, Al, Cu and Fe, and -
FIG 2B shows metallographic picture of a test bar comprising Cr, Al and Fe, and -
FIG 3A shows metallographic picture of a test bar comprising Cr, Al, Cu, Ni and Fe, and -
FIG 3B shows metallographic picture of a test bar comprising Cr, Al, Ni and Fe. - The invention concerns pre-alloyed iron based powders comprising more than 10,5 wt% chromium, as well as certain amounts of aluminium and copper. As described above FeCrAl-alloys have been shown to exhibit excellent oxidation resistance at high temperatures, but are unfortunately difficult to sinter under atmospheric pressure or below (vacuum). That is the reason why compounds based on FeCrAl powders are produced by the HIP- process (as described in e.g.
US5970306 ). By also pre-alloying with copper the problems with the sintering was reduced with an improved sintered structure as the outcome - compared to a reference material without copper. The copper content is shown to facilitate the formation of sintering necks as can be seen from the accompanying metallographic pictures. We believe that this effect occurs due to a break-up of the aluminium oxide layer by iiquidised copper. Admixing copper and a FeCrAl-powder were also tested but sintering did not significantly improve in that case. - The powders of the invention are made by making a melt of iron and the desired alloying elements. The melt is thereafter atomised whereby the powder is formed from the atomized droplets upon solidification. The atomization is performed according to conventional technology, e.g. gas or water atomization. In fact it is highly preferred that the melt blend is water atomized, since a water atomised powder is easier to compact than a gas atomized powder. When the powder forms due to the water atomization the powder is oxidized and thin chromium and aluminium oxide layers forms on the surface of the powder particles.
- The effective range of the aluminium content was tested, as described below, an it was concluded that the aluminium content should be above 3%, preferably the aluminium content should be above 5%, in order to obtain the desired oxidation resistance. However, if the aluminium content becomes too high the melting point is depressed and the material looses strength at elevated temperatures. Further it can be assumed that above a certain amount of aluminium the oxidation resistance is not drastically increased and further increase of the aluminium content would only slightly improve the oxidation resistance. Therefore according to the invention the upper limit for the aluminium content is set to 15 wt%, and in fact it is preferred to have the aluminium content below 12 wt%.
- The boundaries for the copper content were derived from the tests described below. Accordingly it the copper content should be above 5 wt% to facilitate the formation of sintering necks and providing a sintered component having good high temperature oxidation resistance. Further the Cu-content should be below 20 wt%, powders having higher Cu-content may very well be useful for certain applications, but they are not within the scope of the present invention.
-
Figure 1 shows the Fe-Cu phase diagram, but it is believed that that Cu will influence a system in a similar way. To reduce/break-up the aluminium oxide layer it is believed that a certain amount of liquid phase must be formed, i.e. the area of (γFe +L) is of interest. Since the diagram is for the pure Fe-Cu system the information retrieved from it can only be used as a guideline. Of particular interest is the amount of liquid phase formed during the sintering. Formation of liquid phase is required to break up the aluminium oxides but excess amounts of liquid phase collapses the structure during sintering. The amount of liquid phase formed is related to the chemical composition and the sintering temperature. The element having the strongest influence of the formation of liquid is copper. That is why different sintering temperatures depending of copper content of the samples were applied before the oxidation test. - Of course other alloying elements could also be of interest. In particular if an austenitic structure is desired the powder can also be pre-alloyed with austenite-foming elements in particular nickel, but also the nickel equivalent manganese. Besides being an austenite forming element nickel is also known to have a beneficial effect on the oxidation resistance which of course is desirable in the applications intended for the powders of the invention. If nickel is to be included in the powder it is preferred that the nickel content is in the interval of 8-20 wt%. Manganese can also be an additional austenite forming alloying element, preferably the manganese content is below 3 wt%.
- Cobalt is normally not used since it is comparably expensive.
- It is further preferred to keep the carbon content low, since carbon has a tendency to cause intergranular corrosion why preferably the carbon content should be less than 0,1 wt% carbon. In the tested specimens the carbon content was about 0,02 wt% or lower. It is also preferred to keep the nitrogen content as low as possible, preferably the nitrogen content is below 0,2 wt%.
- Seven different water atomised powders having the compositions of Table 1 were made by making a melt of iron and the desired alloying elements. The melt was thereafter water atomised whereby the powder formed from the atomized droplets upon solidification. The atomization was performed according to conventional water atomization technology. The resulting powders were extracted through a grid providing a maximum diameter of 75 µm.
- For each powder sintered test samples were prepared. The sintered test samples and a reference sample having a 310B composition (25 wt% Cr + 20 wt% Ni + 2,5 wt% Si + bal. Fe) were subjected to a high temperature oxidation test described below. The material 310B was chosen as reference since it is known to possess good high temperature oxidation resistance.
- The test samples and the reference sample were produced by filling a form (10mm diameter and 2mm thickness) with the powder of interest, followed by smoothing out the surface without compacting the powder. This procedure provides samples with high specific area (ca 45% porosity).
- The test samples were sintered in a 100 % hydrogene atmosphere for 30 minutes at a temperature depending of the Cu content according to the following table:
5 % Cu 1150 ° C 10 % Cu 1320 °C 15%Cu 1350 ° C 20 % Cu 1320 °C - The reference sample was sintered in a 100% hydrogen atmosphere for 30 minutes at 1320 °C.
- The prepared test and reference samples where thereafter ready for the high temperature oxidation test.
- The oxidation tests were carried out in a laboratory furnace, a Lenton 12/50/300, at a temperature of 800 °C in air. A scale, Mettler Toledo AE260, was linked to a computer in order to save the data automatically. Six samples could be tested at the same time by placing them on a sample holder and at each test run two of the samples were reference samples.
- The samples were weighted before they were introduced in the furnace. Short term cycles were performed, each cycle consisting of 2 min heating and 30 sec cooling, which is sufficient for the samples to cool down below 150 °C. This cycle was repeated 15 times, resulting in 30 minutes in the furnace. After every 30 minutes in the heating zone, the samples were weighted and the gain-in-weight for each of them was saved. The tests were stopped after 20 hours in the heating zone.
TABLE 1 Powder chemical comp. [wt%], bal. Fe Weight gain [g] Weight gain ref. [g] Increase in weight relative to reference [%] No Al Cu Cr 1 10 15 22 0,3 1,25 24 2 5,5 15 22 0,3 1,15 26 3 10 10 22 0,6 1,75 34 4 5,5 10 22 0,7 1,75 40 5 5,5 20 22 0,5 1,25 40 6 5,5 5 22 1,3 1,15 113 7 1 10 22 1,9 1,3 146 - The results show that the oxidation resistance of powder 6 and 7 were worse than the reference powder 8. Looking at the samples having an Al content of 5,5 wt%, i.e. powder 2, 4, 5 and 6, it can be see that increasing the Cu content from 5 wt% (sample 6) to 10wt%, (powder 4) drastically improved the oxidation resistance and at a Cu content of 15wt%, (powder 2) the highest oxidation resistance was achieved. Increasing the Cu content further to 20wt% (powder 5); the oxidation resistance results was as of the powder having 10wt% Cu (powder 4).
- As can be seen a Cu-content of 15% provided the best results with regards to high temperature oxidation resistance.
- However, during sintering the powder 5 shrank considerably indicating that at Cu-content above around 20 wt% too much liquid phase was formed.
- Comparing powder 4 to powder 3 and powder 2 to powder 1 it can be seen that increasing the Al content from 5, 5 wt% increases the oxidation resistance slightly.
- Powder 2 and 3 were further tested at different oxidation temperatures. The following table shows the increase in weight relative to the reference 310B.
TABLE 2 Powder 3 Powder 2 Test temperature Increase in weight relative reference Increase in weight relative reference REMARKS [°C] (%) (%) 800 46 24 850 43 22 900 21 21 950 14 14 1000 20 13 Terminated after 16 hours - Table 2 shows that difference in oxidation resistance between samples containing Cu and Al and reference samples is further pronounced at temperatures above 800 degree Celcius. Furthermore, the composition having a Al content of 5,5 % and a Cu content of 15 % seems to have better oxidation resistance compared to the composition having 10 Al and 10 % Cu.
- In order to evaluate the effect of added Cu-content with regard to sintered density, tensile strength and yield strength, four different powders having were compared. The powders were as in example 1 and 2 water atomized powders. The powders were mixed with 1% of Acrawax®. The mixes were compacted at a compacting pressure of 600 MPa into tensile test bars. The test bars were sintered for 30 minutes at 1320 degrees Celsius in an atmosphere of 100 % hydrogen. Sintered density, tensile strength and yield strength were measured. The results are shown in table 3.
TABLE 3 Chemical composition wt%, balance Fe Sintered density Tensile Strength Yield strength [g/cm3] [MPa] [MPa] 22Cr + 5,5Al + 10Cu 6,87 582 522 22Cr + 5,5Al (ref.) 5,74 295 259 22Cr + 18Ni + 5,5Al + 8Cu 6,70 507 412 22Cr + 18Ni + 5,5Al (ref.) 4,96 87 69 - The table 3 shows that the density and the mechanical properties of Al- containing Cr or Cr-Ni stainless steel powders increases considerably if the powder are pre-alloyed with Cu. This indicates much improved sintering activity.
- Metallic examination was further performed on the tensile test bars. The metallographic pictures, see
FIG. 2A, 2B andFIG 3A, 3B , clearly show that incorporation of Cu to Al- containing Cr- or Cr- Ni based stainless steel powders considerably enhance the sintering of the material.FIG 2A shows metallographic picture of a test bar comprising 22Cr + 5,5Al +10Cu+ bal. Fe andFIG 2B shows metallographic picture of a corresponding reference test bar comprising 22Cr + 5,5Al+ bal. Fe.FIG 3A shows metallographic picture of a test bar comprising 22Cr + 5,5Al + 18Ni + 8Cu+ bal. Fe andFIG 2B shows metallographic picture of a corresponding reference test bar comprising 22Cr + 5,5Al+ 18Ni + bal. Fe.
Claims (6)
- A method of producing a sintered component, comprising:a) providing a sintering material comprising a water atomised pre-alloyed iron- based powder comprising by weight-% :10.5-30 Cr3-15 Al5-20 Cumax 0.1 Cmax 0.2 Nmax 3.0 Mnmax 2.5 Simax 3.0 Mooptionally 8-20 Nibalance essentially only iron and unavoidable impurities; andb) forming a green body from the sintering material; andc) sintering the green body in a reducing or neutral atmosphere, at an atmospheric pressure or below, and at a temperature above 1100°C.
- Method according to claim 1 wherein in a) the provided sintering material is a mixture between a lubricant and/or a binder with the water atomised pre-alloyed iron-based powder.
- Method according to claim 2 wherein in b) the green body is formed by cold compaction of the mixture, where preferably the compaction pressure is within the range of 100 -1000 MPa and preferably the temperature is below 100°C.
- Method according to claim 2 wherein in b) the green body is formed by warm compaction of the mixture, where preferably the compaction pressure is within the range of 300 -1000 MPa and preferably the temperature is within the range of 100-200° C.
- Method according to claim 1 wherein in a) the provided sintering material is only the water atomised pre-alloyed iron-based powder.
- Method according to claim 2 or claim 5 wherein the green body is shaped without compacting the green body.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SE0601601 | 2006-07-21 | ||
| PCT/SE2007/050439 WO2008010767A1 (en) | 2006-07-21 | 2007-06-20 | Iron-based powder |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2051826A1 EP2051826A1 (en) | 2009-04-29 |
| EP2051826B1 true EP2051826B1 (en) | 2011-09-21 |
Family
ID=38957027
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP07748599A Active EP2051826B1 (en) | 2006-07-21 | 2007-06-20 | Iron-based powder |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US20080019858A1 (en) |
| EP (1) | EP2051826B1 (en) |
| JP (1) | JP2009544841A (en) |
| CN (1) | CN101516549A (en) |
| AT (1) | ATE525156T1 (en) |
| DK (1) | DK2051826T3 (en) |
| ES (1) | ES2375159T3 (en) |
| TW (1) | TW200808982A (en) |
| WO (1) | WO2008010767A1 (en) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5384079B2 (en) * | 2008-10-29 | 2014-01-08 | Ntn株式会社 | Sintered bearing |
| WO2011112260A2 (en) | 2010-03-11 | 2011-09-15 | Pacific Biosciences Of California, Inc. | Micromirror arrays having self aligned features |
| CN102554216A (en) * | 2012-02-07 | 2012-07-11 | 建德市易通金属粉材有限公司 | Water atomization ferrum-copper alloy powder and manufacturing method |
| JP6384752B2 (en) * | 2014-07-15 | 2018-09-05 | 日立金属株式会社 | Magnetic core and coil component using the same |
| DK3253512T3 (en) | 2015-02-03 | 2023-06-06 | Hoeganaes Ab Publ | POWDER METAL COMPOSITION FOR LIGHT MACHINING |
| CN106222566B (en) * | 2016-08-23 | 2018-10-09 | 秦皇岛市雅豪新材料科技有限公司 | A kind of superhard material products rare earth special adjusts water atomization Fe-Cu pre-alloyed powders and preparation method thereof |
| DE102018219686A1 (en) * | 2018-11-16 | 2020-05-20 | Mahle International Gmbh | Method of making a valve seat ring infiltrated with copper |
| US20200216935A1 (en) * | 2019-01-04 | 2020-07-09 | Tenneco Inc. | Hard powder particles with improved compressibility and green strength |
| KR102352433B1 (en) * | 2020-04-16 | 2022-01-19 | 김재곤 | The Cu Alloy Plate and this Method |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4758272A (en) * | 1987-05-27 | 1988-07-19 | Corning Glass Works | Porous metal bodies |
| US4992233A (en) * | 1988-07-15 | 1991-02-12 | Corning Incorporated | Sintering metal powders into structures without sintering aids |
| JP3091246B2 (en) * | 1990-04-03 | 2000-09-25 | 日本碍子株式会社 | Heat-resistant metallic monolith and method for producing the same |
| US5292485A (en) * | 1990-04-03 | 1994-03-08 | Ngk Insulators, Ltd. | Heat-resistant metal monolith |
| JPH04116103A (en) * | 1990-09-05 | 1992-04-16 | Daido Steel Co Ltd | Soft magnetic alloy power |
| US5427601A (en) * | 1990-11-29 | 1995-06-27 | Ngk Insulators, Ltd. | Sintered metal bodies and manufacturing method therefor |
| JPH08120435A (en) * | 1994-10-19 | 1996-05-14 | Nippon Steel Corp | Thermal spray material for mold for glass and the same mold |
| SE504208C2 (en) * | 1995-04-26 | 1996-12-09 | Kanthal Ab | Method of manufacturing high temperature resistant moldings |
| SE0000002L (en) * | 2000-01-01 | 2000-12-11 | Sandvik Ab | Process for manufacturing a FeCrAl material and such a mortar |
| DE60203893T2 (en) * | 2001-01-24 | 2006-01-19 | Federal-Mogul Sintered Products Ltd., Coventry | METHOD FOR PRODUCING COPPER INTEGRATED RAW IRON MATERIAL |
| JP2005220438A (en) * | 2004-01-06 | 2005-08-18 | Hitachi Metals Ltd | Fe-Cr-Al BASED MAGNETIC POWDER, Fe-Cr-Al BASED MAGNETIC POWDER COMPACT, AND ITS PRODUCTION METHOD |
-
2007
- 2007-06-20 AT AT07748599T patent/ATE525156T1/en not_active IP Right Cessation
- 2007-06-20 CN CNA2007800269533A patent/CN101516549A/en active Pending
- 2007-06-20 ES ES07748599T patent/ES2375159T3/en active Active
- 2007-06-20 WO PCT/SE2007/050439 patent/WO2008010767A1/en active Application Filing
- 2007-06-20 DK DK07748599.3T patent/DK2051826T3/en active
- 2007-06-20 EP EP07748599A patent/EP2051826B1/en active Active
- 2007-06-20 JP JP2009520711A patent/JP2009544841A/en active Pending
- 2007-06-22 TW TW096122454A patent/TW200808982A/en unknown
- 2007-06-25 US US11/767,643 patent/US20080019858A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| ES2375159T3 (en) | 2012-02-27 |
| JP2009544841A (en) | 2009-12-17 |
| EP2051826A1 (en) | 2009-04-29 |
| CN101516549A (en) | 2009-08-26 |
| DK2051826T3 (en) | 2012-01-09 |
| US20080019858A1 (en) | 2008-01-24 |
| ATE525156T1 (en) | 2011-10-15 |
| WO2008010767A1 (en) | 2008-01-24 |
| TW200808982A (en) | 2008-02-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2051826B1 (en) | Iron-based powder | |
| EP1536027B1 (en) | Raw or granulated powder for sintering, and sintered compacts therefrom | |
| KR100584113B1 (en) | Method of making a fecral material and such material | |
| KR100249006B1 (en) | Water spray iron powder for powder plating and its manufacturing method | |
| EP1077454B1 (en) | Composite magnetic material | |
| EP2863400B1 (en) | Sintered soft magnetic powder molded body | |
| KR100768700B1 (en) | Fabrication method of alloy parts by metal injection molding and the alloy parts | |
| WO1999028068A1 (en) | Method of manufacturing aluminide sheet by thermomechanical processing of aluminide powders | |
| KR101499707B1 (en) | Metallurgical powder composition and method of production | |
| CN105063394B (en) | A kind of preparation method of titanium or titanium alloy material | |
| CA3122303C (en) | Metallurgical compositions for press-and-sinter and additive manufacturing | |
| CN111560564B (en) | Resource-saving high-nitrogen duplex stainless steel and near-net forming method thereof | |
| CN108085576A (en) | A kind of preparation method of steel knot TiCN base cemented carbides | |
| EP1522601B1 (en) | Sintered component made of stainless steel with high corrosion resistance and production method therefor | |
| EP0812925A1 (en) | Low alloy steel powders for sinterhardening | |
| US5703304A (en) | Iron-based powder containing chromium, molybdenum and manganese | |
| JPH0715121B2 (en) | Fe-Co alloy fine powder for injection molding and Fe-Co sintered magnetic material | |
| JPH0257606A (en) | Stainless steel fine powder and sintering material | |
| KR100978901B1 (en) | MANUFACTURING METHOD OF Fe-BASED SINTERED BODY WITH HIGH TENSILE STRENGTH AND HIGH HARDNESS | |
| EP2045346B1 (en) | Method for producing a sintered composite sliding part | |
| JP2000064001A (en) | Powder mixture for high strength sintered parts | |
| RU2327547C1 (en) | Method of producing iron base powder (variants) | |
| EP1323840B1 (en) | Iron base mixed powder for high strength sintered parts | |
| CN108034881A (en) | A kind of steel knot TiCN base cemented carbides and application | |
| JPH0459362B2 (en) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20090221 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK RS |
|
| 17Q | First examination report despatched |
Effective date: 20091209 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: BA RS |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602007017380 Country of ref document: DE Effective date: 20111124 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20110921 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110921 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110921 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110921 |
|
| LTIE | Lt: invalidation of european patent or patent extension |
Effective date: 20110921 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2375159 Country of ref document: ES Kind code of ref document: T3 Effective date: 20120227 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110921 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110921 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111222 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110921 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110921 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 525156 Country of ref document: AT Kind code of ref document: T Effective date: 20110921 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120121 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110921 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110921 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110921 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110921 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110921 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120123 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110921 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20120622 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602007017380 Country of ref document: DE Effective date: 20120622 |
|
| BERE | Be: lapsed |
Owner name: HOGANAS A.B. Effective date: 20120630 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120630 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20120620 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120620 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20130228 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 602007017380 Country of ref document: DE Effective date: 20130101 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130101 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120630 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120630 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120620 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120630 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120620 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120702 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111221 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120702 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110921 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20131022 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120620 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120620 Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120621 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070620 |