EP2031205B1 - Collecteur d'échappement renforcé - Google Patents
Collecteur d'échappement renforcé Download PDFInfo
- Publication number
- EP2031205B1 EP2031205B1 EP08162824.0A EP08162824A EP2031205B1 EP 2031205 B1 EP2031205 B1 EP 2031205B1 EP 08162824 A EP08162824 A EP 08162824A EP 2031205 B1 EP2031205 B1 EP 2031205B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- wall
- collector
- exhaust manifold
- casting
- foundry
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
Images

Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N13/00—Exhaust or silencing apparatus characterised by constructional features ; Exhaust or silencing apparatus, or parts thereof, having pertinent characteristics not provided for in, or of interest apart from, groups F01N1/00 - F01N5/00, F01N9/00, F01N11/00
- F01N13/08—Other arrangements or adaptations of exhaust conduits
- F01N13/10—Other arrangements or adaptations of exhaust conduits of exhaust manifolds
- F01N13/102—Other arrangements or adaptations of exhaust conduits of exhaust manifolds having thermal insulation
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N13/00—Exhaust or silencing apparatus characterised by constructional features ; Exhaust or silencing apparatus, or parts thereof, having pertinent characteristics not provided for in, or of interest apart from, groups F01N1/00 - F01N5/00, F01N9/00, F01N11/00
- F01N13/18—Construction facilitating manufacture, assembly, or disassembly
- F01N13/1861—Construction facilitating manufacture, assembly, or disassembly the assembly using parts formed by casting or moulding
Definitions
- the present invention relates to an exhaust manifold made by foundry.
- the invention finds a particularly advantageous application in the field of collection of flue gases between the outlet of the cylinder head and the exhaust line of a heat engine, for any type of fuel.
- the exhaust manifolds are made by two processes: by casting or by mechanical welding.
- the collectors made by foundry are single-walled. They are most often obtained by "green" sand molding with a sand core intended to constitute the internal volume of the collector necessary for the passage of the exhaust gases.
- the manifolds made by mechanical welding are single or double wall.
- the material generally used is steel, which makes this type of collector more expensive than molded collectors, usually made of cast iron.
- the most sensitive areas are the connection areas between the collector body and the mounting flanges. Indeed, these zones support the mechanical forces of maintaining the exhaust line, and guide the gases exhaust. As a result, they are highly stressed by the flow of very hot and corrosive gases.
- oversize and asperities are related to the closure plane of the foundry mold, also called joint plane, in the case of shell molding or sand casting. They may also be due to the presence of a glue border on the polystyrene model in the case of the PMP process. This edging can be attenuated at the inner wall during the bonding operation of the polystyrene models. The use of a gluing "template" for the realization of the polystyrene model makes it possible to avoid glue burrs. Finally, these extra thicknesses and asperities can be attributed to the clearance needed to make the piece by casting. This remains is more pronounced in the case of sand casting "green" or shell.
- the PMP process or lost-model precision method, consists in producing a polystyrene model of the molding, by injection into a metal mold of polystyrene granules which are welded by the action of heat.
- the model thus obtained is placed in a tray into which dry sand is poured without binder which is then compacted by vibration. Then, the cast metal progressed by evaporating the polystyrene and takes the place of it. The sand is then removed.
- the object of the invention is to provide an exhaust manifold made by a foundry that would solve the general problem of the service life of collectors while taking into account the particularities of molded collectors.
- the invention consists in producing a molded collector provided locally with a double wall in zones having an excess thickness, particularly at the foundry joint plane.
- the reinforcing element is disposed at the most stressed or fragile areas. According to a first embodiment of the invention, said reinforcing element is thus disposed at a thickness of the casting joint plane of a collector fixing flange, said insulating blade opening on said fastening flange:
- the invention provides that the insulating blade of the reinforcing element opens on the fastening flange on a circumference concentric with an outlet orifice of said flange.
- said reinforcing element is disposed along a thickening of the foundry joint plane of said wall of the collector.
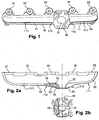
- the figure 1 is a perspective view of a manifold having a thickness of the foundry joint plane.
- the figure 2a is a sectional view showing in its left part a first embodiment of an exhaust manifold according to the invention and in its right part a conventional exhaust manifold.
- the figure 2b is a top view of the fastening flange shown on the figure 2a .
- the figure 3a a sectional view showing in its left side a variant embodiment of the collector of the figure 2a .
- the figure 3b is a top view of the fastening flange shown on the figure 3a .
- the figure 4a is a sectional view showing in its left side a second embodiment of an exhaust manifold according to the invention.
- the figure 4b is a top view of the fastening flange shown on the figure 4a .
- FIG. 1 On the figure 1 is shown in perspective an exhaust manifold of cast iron or steel, made by a casting process by molding "green” or by the molding PMP mentioned above.
- This manifold has five flanges 21, 22, 23, 24, 25 for attachment to the cylinder head of the engine and a flange 30 for attachment to the exhaust line or the casing of a turbocharger.
- the exhaust outlet of the manifold is effected through an outlet orifice 31 arranged in the fastening flange 30.
- the figure 2a shows in the part of the figure to the right of the vertical dotted line a conventional collector for which it has indicated the zone, referenced 12, the most heavily stressed by the flow of exhaust gas. It is in this area 12, located in the portion 112 of extra thickness, that the effects produced by the thicknesses due to the foundry joint plane are particularly detrimental to the service life of the collector.
- the left part of the figure 2a illustrates a solution proposed by the invention to solve this difficulty.
- a double-walled reinforcement element 13 comprising an outer wall 10 ' which is integrated in the wall 10 of the collector and an inner wall 14.
- the two walls 10 'and 14 of the reinforcing element 13 are separated by an insulating strip 15.
- the reinforcing element 13, represented by hatching, is disposed at the portion 112 of the foundry joint plane thickness and joins the fastening flange 30 in the manner also represented by hatching on the figure 2b .
- the insulating blade 15 opens on the flange 30 in the section referenced 15 'in this figure.
- the resulting air gap is filled with acoustic and / or thermal insulation material.
- the materials used can be fonts or steels.
- FIGS. 3a and 3b show a variant of the embodiment of the Figures 2a and 2b wherein the section 15 "of the outlet of the insulating strip 15 is on a circumference concentric to the outlet port 31 of the clamp 30.
- Figures 4a and 4b implements a reinforcing element including not only the reinforcement element 13 Figures 2a, 2b , or possibly 3a, 3b, but also a reinforcement element 13 'disposed at the rectilinear portion 111 of the foundry joint plane thickness.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Exhaust Silencers (AREA)
Description
- La présente invention concerne un collecteur d'échappement réalisé par fonderie.
- L'invention trouve une application particulièrement avantageuse dans le domaine de la collecte des gaz brûlés entre la sortie de la culasse et la ligne d'échappement d'un moteur thermique, pour tout type de carburants.
- D'une manière générale, les collecteurs d'échappement sont réalisés suivant deux procédés : par fonderie ou par mécano-soudure.
- Les collecteurs réalisés par fonderie sont à simple paroi. Ils sont le plus souvent obtenus par moulage sable « à vert » avec un noyau sable destiné à constituer le volume intérieur du collecteur nécessaire au passage des gaz d'échappement.
- Les collecteurs réalisés par mécano-soudure sont à simple ou double paroi. Le matériau généralement utilisé est l'acier, ce qui rend ce type de collecteurs plus cher que les collecteurs moulés, réalisés en généralement en fonte.
- Cependant, la tenue en service de tous les collecteurs d'échappement, qu'ils soient moulés ou mécano-soudés, est limitée par :
- les chocs thermiques liés aux cycles de fonctionnement du moteur,
- les contraintes mécaniques à chaud notamment au niveau de la bride de fixation côté ligne d'échappement,
- la corrosion/oxydation des matériaux constituant le collecteur.
- Les zones les plus sensibles sont les zones de raccordement entre le corps de collecteur et les brides de fixation. En effet, ces zones supportent les efforts mécaniques de maintien de la ligne d'échappement, et guident les gaz d'échappement. De ce fait, elles sont fortement sollicitées par l'écoulement de gaz très chauds et corrosifs.
- Pour remédier à ces difficultés, la demande de brevet français n ° 2 863 308 propose, dans le cadre d'un collecteur mécano-soudé, de créer au niveau de la sortie du collecteur une zone isolante entre la paroi externe et une cloison interne fixée à la paroi externe. Cette zone isolante contribue à minimiser les sollicitations thermo-mécaniques entre le conduit de sortie du collecteur et la bride de fixation.
- Toutefois, la solution proposée dans la demande de brevet précitée s'applique aux collecteurs mécano-soudés et non aux collecteurs réalisés par fonderie, lesquels présentent des spécificités propres qui induisent des difficultés supplémentaires au problème général évoqué plus haut de la tenue en service des collecteurs. Le document
US 5 148 675 A décrit un collecteur à double paroi réalisé par fonderie. - Ces spécificités des collecteurs moulés résultent du fait que le procédé de fonderie génère des surépaisseurs locales et des aspérités sur la face externe des parois des collecteurs.
- Ces surépaisseurs et aspérités sont liées au plan de fermeture du moule de fonderie, appelé aussi plan de joint, dans le cas de moulage en coquille ou moulage sable. Elles peuvent être également dues et à la présence d'un liseré de colle sur le modèle polystyrène dans le cas du procédé PMP. Ce liseré peut être atténué au niveau de la paroi interne lors de l'opération de collage des modèles polystyrène. L'utilisation d'un «gabarit» de collage pour la réalisation du modèle polystyrène permet d'éviter les bavures de colle. Enfin, ces surépaisseurs et aspérités peuvent être attribuées à la dépouille nécessaire pour réaliser la pièce par voie de fonderie. Cette dépouille est plus prononcée dans le cas du moulage sable « à vert » ou coquille.
- Ces variations d'épaisseurs sont néfastes à la tenue en service car elles génèrent des concentrations de contraintes, des discontinuités d'épaisseur et des amorces de fissurations.
- On rappelle que le procédé PMP, ou procédé de précision à modèle perdu, consiste à réaliser un modèle en polystyrène de la pièce à mouler, par injection dans un moule métallique de granules de polystyrène qui se soudent par l'action de la chaleur. Le modèle ainsi obtenu est placé dans un bac dans lequel on verse du sable sec sans liant qui est ensuite compacter par vibration. Puis, le métal coulé progressé en faisant évaporer le polystyrène et prend la place de celui-ci. Le sable est ensuite éliminé.
- Aussi, le but de l'invention est de proposer un collecteur d'échappement réalisé pair fonderie qui permettrait de résoudre le problème général de la tenue en service des collecteurs tout en prenant en compte les particularités des collecteurs moulés.
- Ce but est atteint, conformément à l'invention, grâce à un collecteur d'échappement réalisé par fonderie, remarquable en ce que, une paroi du collecteur présentant au moins une surépaisseur, ledit collecteur comporte au niveau de ladite surépaisseur, un élément de renforcement à double paroi, comprenant une paroi externe, intégrée à ladite paroi du collecteur, et une paroi interne, séparées par une lame isolante, ledit élément de renforcement étant moulé par fonderie avec le collecteur d'échappement.
- Ainsi, on comprend que l'invention consiste à réaliser un collecteur moulé muni localement d'une double paroi dans des zones présentant une surépaisseur, notamment au plan de joint de fonderie.
- Les avantages de l'invention sont les suivants.
- Le coût de fabrication du collecteur conforme à l'invention est beaucoup moins élevé :
- qu'un collecteur en tôle mécano-soudé simple ou double paroi,
- qu'un collecteur double paroi obtenu par fonderie,
- qu'un collecteur équivalent simple paroi renforcé à l'aide d'un matériau plus noble, du type fonte austénitique.
- En fait, le coût du collecteur, objet de l'invention, est très proche de celui d'un collecteur simple paroi réalisé par fonderie dans le même matériau.
- La tenue en service du collecteur de l'invention est améliorée du fait que:
- la paroi externe est isolée des gaz d'échappement. Elle est moins chaude et moins agressée par les gaz corrosifs. Sa tenue mécanique dans le temps est améliorée et elle peut supporter plus de contraintes mécaniques.
- la paroi interne ne présente qu'une très légère surépaisseur car elle n'est pas en contact avec le moule ; elle a un aspect lisse et une épaisseur uniforme. Elle est donc moins sujette aux concentrations de contraintes et amorces de fissuration. Elle est aussi moins sollicitée mécaniquement. L'ensemble de ces aspects améliore sa tenue en service.
- L'élément de renforcement est disposé au niveau des zones les plus sollicitées ou fragile. Selon une première réalisation de l'invention, ledit élément de renforcement est ainsi disposé au niveau d'une surépaisseur de plan de joint de fonderie d'une bride de fixation du collecteur, ladite lame isolante débouchant sur ladite bride de fixation:
- En particulier, l'invention prévoit que la lame isolante de l'élément de renforcement débouche sur la bride de fixation sur une circonférence concentrique à un orifice de sortie de ladite bride.
- Selon une deuxième réalisation de l'invention, ledit élément de renforcement est disposé le long d'une surépaisseur de plan de joint de fonderie de ladite paroi du collecteur.
- La description qui va suivre en regard des dessins annexés, donnés à titre d'exemples non limitatifs, fera bien comprendre en quoi consiste l'invention et comment elle peut être réalisée.
- La
figure 1 est une vue en perspective d'un collecteur présentant une surépaisseur de plan de joint de fonderie. - La
figure 2a est une vue en coupe montrant dans sa partie gauche un premier mode de réalisation d'un collecteur d'échappement conforme à l'invention et dans sa partie droite un collecteur d'échappement classique. - La
figure 2b est une vue de dessus de la bride de fixation montrée sur lafigure 2a . - La
figure 3a une vue en coupe montrant dans sa partie gauche une variante de réalisation du collecteur de lafigure 2a . - La
figure 3b est une vue de dessus de la bride de fixation montrée sur lafigure 3a . - La
figure 4a est une vue en coupe montrant dans sa partie gauche un deuxième mode de réalisation d'un collecteur d'échappement conforme à l'invention. - La
figure 4b est une vue de dessus de la bride de fixation montrée sur lafigure 4a . - Sur la
figure 1 est représenté en perspective un collecteur d'échappement en fonte ou en acier, réalisé selon un procédé de fonderie par moulage « à vert » ou par le moulage PMP mentionné plus haut. Ce collecteur présente cinq brides 21, 22, 23, 24, 25 de fixation à la culasse du moteur et une bride 30 de fixation à la ligne d'échappement ou au carter d'un turbocompresseur. La sortie des gaz d'échappement du collecteur s'effectue à travers un orifice 31 de sortie aménagé dans la bride 30 de fixation. - On peut voir sur la
figure 1 la présence sur la paroi 10 du collecteur d'une surépaisseur 11 formée au niveau du plan de joint de fonderie lors de la fabrication du collecteur. Cette surépaisseur 11 s'étend sur une première partie 111 de manière sensiblement rectiligne le long de la paroi 10 et se prolonge dans une deuxième partie 112 jusqu'à la bride 30 de fixation. - La
figure 2a montre dans la partie de la figure à droite de la ligne pointillée verticale un collecteur classique pour lequel on a indiqué la zone, référencée 12, la plus fortement sollicitée par l'écoulement des gaz d'échappement. C'est dans cette zone 12, située dans la partie 112 de surépaisseur, que les effets produits par les surépaisseurs dues au plan de joint de fonderie sont particulièrement néfastes à la tenue en service du collecteur. - La partie gauche de la
figure 2a illustre une solution proposée par l'invention pour résoudre cette difficulté. - Comme on peut le voir sur cette figure, il s'agit, d'une manière générale, de créer, au niveau de la surépaisseur 11 de plan de joint de fonderie, un élément 13 de renforcement à double paroi comprenant un paroi externe 10' qui est intégrée à la paroi 10 du collecteur et une paroi interne 14. Les deux parois 10' et 14 de l'élément de renforcement 13 sont séparées par une lame isolante 15.
- Dans le cas particulier de la
figure 2a , l'élément 13 de renforcement, représenté par des hachures, est disposé au niveau de la partie 112 de surépaisseur de plan de joint de fonderie et rejoint la bride 30 de fixation de la manière représentée également par des hachures sur lafigure 2b . En particulier, on peut voir que la lame isolante 15 débouche sur la bride 30 selon la section référencée 15' sur cette figure. - La lame isolante 15 recherchée est réalisée avec le collecteur :
- soit par moulage sable « à vert », et, de préférence, au moyen du ou des noyaux qui servent également à créer les orifices de brides de fixation, ou bien par un ou des noyaux spécifiques,
- soit par moulage PMP, au moyen, d'un modèle en polystyrène mis directement à la forme du collecteur voulu.
- Au besoin, la lame d'air 15 obtenue est remplie par un matériau d'isolation acoustique et/ou thermique.
- Les matériaux utilisés peuvent être des fontes ou des aciers.
- Les fontes utilisables sont, de manière non exhaustive :
- les fontes grises, pour de faibles sollicitations thermo-mécaniques,
- les fontes GS ferritiques type 400/12 (GS400-12), type « SiMo » et « SiMo+ » qui sont des fontes GS ferritiques à haut degré de silicium, alliées avec du molybdène,
- les fontes GS à matrice austénitique pour les fortes sollicitations thermiques : « NI-RESIST » ou D5S avec ∼35 % de nickel et fonte D2B avec ∼ 20% de nickel.
- Les aciers utilisables sont, de manière non exhaustive :
- les aciers ferritiques de type 1.4509, X2CrTiNb18 (F17 TNB), 1. 4512, X2CrTi12 (F12T), 1.4510, Z4 CT 17, 1.4526, Z8 CDNb 17-01, 1.4513, X2CrMoTi17-1 (F17MT),
- les aciers austénitiques de type 1.4828, X15CrNiSi20-12, 1.4301, X5CrNi18-10, 1.4541, X6CrNiTi18-10.
- Les
figures 3a et 3b montrent une variante du mode de réalisation desfigures 2a et 2b selon laquelle la section 15" du débouché de la lame isolante 15 s'inscrit sur une circonférence concentrique à l'orifice 31 de sortie de la bride 30 de fixation. - Enfin, le mode de réalisation des
figures 4a et 4b met en oeuvre un élément de renforcement incluant non seulement l'élément 13 de renforcement desfigures 2a, 2b , ou éventuellement 3a, 3b, mais également un élément 13' de renforcement disposé au niveau de la partie rectiligne 111 de surépaisseur de plan de joint de fonderie.
Claims (3)
- Collecteur d'échappement du type à simple paroi réalisé par fonderie, dont une paroi (10) comporte une surépaisseur au niveau d'un plan de joint de fonderie d'une bride (30) de fixation du collecteur,
caractérisé en ce qu'il comporte, au niveau de ladite surépaisseur de joint de fonderie, un élément de renforcement (13) à double paroi, ladite double paroi comprenant une paroi externe (10'), intégrée à ladite paroi (10) du collecteur, et une paroi interne (14), séparées par une lame isolante (15), ledit élément de renforcement (13) étant moulé par fonderie avec le collecteur d'échappement. - Collecteur d'échappement selon la revendication 1, dans lequel ladite lame isolante (15) débouche sur ladite bride de fixation.
- Collecteur d'échappement selon la revendication 2, dans lequel la lame isolante (15) de l'élément (13) de renforcement débouche sur la bride (30) de fixation sur une circonférence (15") concentrique à un orifice (31) de sortie de ladite bride.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR0757313A FR2920473B1 (fr) | 2007-09-03 | 2007-09-03 | Collecteur d'echappement renforce. |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2031205A1 EP2031205A1 (fr) | 2009-03-04 |
| EP2031205B1 true EP2031205B1 (fr) | 2016-05-18 |
Family
ID=39235127
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP08162824.0A Not-in-force EP2031205B1 (fr) | 2007-09-03 | 2008-08-22 | Collecteur d'échappement renforcé |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP2031205B1 (fr) |
| FR (1) | FR2920473B1 (fr) |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6268668A (ja) * | 1985-09-24 | 1987-03-28 | Isuzu Motors Ltd | エキゾ−ストマニホ−ルドの製造法 |
| US5020319A (en) * | 1987-06-09 | 1991-06-04 | Ngk Spark Plug Co., Ltd. | Hollow heat-resisting body assembly for internal combustion engine |
| US5148675A (en) * | 1991-04-26 | 1992-09-22 | Inman Frederick R | Marine exhaust manifold and header pipe system |
| FR2863308B1 (fr) * | 2003-12-04 | 2007-08-24 | Renault Sas | Collecteur d'echappement comportant un conduit de sortie equipe d'une cloison interne et moteur comportant un tel collecteur |
-
2007
- 2007-09-03 FR FR0757313A patent/FR2920473B1/fr not_active Expired - Fee Related
-
2008
- 2008-08-22 EP EP08162824.0A patent/EP2031205B1/fr not_active Not-in-force
Also Published As
| Publication number | Publication date |
|---|---|
| FR2920473B1 (fr) | 2015-05-29 |
| EP2031205A1 (fr) | 2009-03-04 |
| FR2920473A1 (fr) | 2009-03-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3298247B1 (fr) | Ensemble d'anneau de turbine avec maintien par brides | |
| JP6126246B2 (ja) | タービンハウジング | |
| CA2504167A1 (fr) | Ensemble reducteur de bruit pour turboreacteur d`aeronef | |
| EP2513463B1 (fr) | Cadre avant pour une structure d'inverseur de poussée à grilles de déviation | |
| WO2010052194A1 (fr) | Plaque collectrice pour echangeur de chaleur et echangeur de chaleur comportant une telle plaque | |
| EP2031205B1 (fr) | Collecteur d'échappement renforcé | |
| EP1589202B1 (fr) | Collecteur d'échappement pour moteur à combustion interne | |
| FR2690376A1 (fr) | Procédé pour fabriquer un corps creux en matière plastique par assemblage de deux demi-coquilles, et corps creux ainsi obtenu, notamment collecteur d'amission d'air de moteur à explosion. | |
| FR2919209A1 (fr) | Procede de fabrication d'un collecteur d'echappement a double paroi et collecteur obtenu selon ce procede. | |
| FR2875266A1 (fr) | Collecteur d'echappement pour moteur a combustion interne | |
| WO2012150418A1 (fr) | Carter d'échappement de turbomachine à moyeu souple | |
| FR3061050A1 (fr) | Moule carapace pour un secteur de roue aubagee | |
| FR2919210A1 (fr) | Procede de fabrication d'un collecteur d'echappement a double paroi et collecteur obtenu selon ce procede. | |
| FR2870886A1 (fr) | Collecteur de gaz d'echappement de moteur a combustion interne | |
| FR2889559A1 (fr) | Collecteur d'echappement pour moteur a combustion interne | |
| FR2886338A1 (fr) | Collecteur d'echappement a double paroi pour moteur a combustion interne | |
| EP2722517B2 (fr) | Module d'admission d'air sous forme d'un collecteur d'admission intégrant un échangeur de chaleur | |
| JP2004510086A (ja) | 鋳造法により形成された、排気ターボ過給機用のタービンケーシング | |
| WO2010130911A1 (fr) | Procede de fabrication par coulee d'une culasse de moteur thermique | |
| JP4424661B2 (ja) | 内燃機関における合成樹脂製吸気マニホールド | |
| FR2931900A1 (fr) | Dispositif de repartition des gaz d'admission pour un moteur a combustion interne | |
| EP3999732B1 (fr) | Répartiteur d'admission en matière plastique avec un chemisage intérieur au moins partiel | |
| FR2870289A1 (fr) | Collecteur d'echappement pour moteur a combustion interne | |
| JP3201174U (ja) | 内燃機関の排気管 | |
| BE1010995A3 (fr) | Assemblage a engagement positif de moules ceramiques. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA MK RS |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: LHOTE, STEPHANE Inventor name: DEFAUCHEUX, DENIS Inventor name: PELLERIER, ALAIN |
|
| 17P | Request for examination filed |
Effective date: 20090805 |
|
| 17Q | First examination report despatched |
Effective date: 20090916 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R079 Ref document number: 602008044283 Country of ref document: DE Free format text: PREVIOUS MAIN CLASS: F01N0007100000 Ipc: F01N0013100000 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: F01N 13/10 20100101AFI20150417BHEP |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20150619 |
|
| INTG | Intention to grant announced |
Effective date: 20160107 |
|
| INTG | Intention to grant announced |
Effective date: 20160114 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: FRENCH Ref country code: AT Ref legal event code: REF Ref document number: 800684 Country of ref document: AT Kind code of ref document: T Effective date: 20160615 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602008044283 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20160518 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R084 Ref document number: 602008044283 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160518 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160518 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160818 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160518 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 746 Effective date: 20161011 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 800684 Country of ref document: AT Kind code of ref document: T Effective date: 20160518 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160919 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160518 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160819 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160518 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160518 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160831 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160518 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160518 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160518 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160518 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160518 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160518 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602008044283 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160518 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160518 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160518 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| 26N | No opposition filed |
Effective date: 20170221 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160831 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160518 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 10 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160822 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160822 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20080822 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160518 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160518 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160518 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160518 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160518 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: CA Effective date: 20180312 Ref country code: FR Ref legal event code: CD Owner name: PEUGEOT CITROEN AUTOMOBILES SA, FR Effective date: 20180312 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 11 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160518 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20200721 Year of fee payment: 13 Ref country code: GB Payment date: 20200722 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20210722 Year of fee payment: 14 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 602008044283 Country of ref document: DE |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20210822 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210822 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220301 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220831 |