EP1589202B1 - Collecteur d'échappement pour moteur à combustion interne - Google Patents
Collecteur d'échappement pour moteur à combustion interne Download PDFInfo
- Publication number
- EP1589202B1 EP1589202B1 EP20050300288 EP05300288A EP1589202B1 EP 1589202 B1 EP1589202 B1 EP 1589202B1 EP 20050300288 EP20050300288 EP 20050300288 EP 05300288 A EP05300288 A EP 05300288A EP 1589202 B1 EP1589202 B1 EP 1589202B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- flange
- exhaust
- inlet
- branch pipes
- exhaust manifold
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
Images

Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N13/00—Exhaust or silencing apparatus characterised by constructional features ; Exhaust or silencing apparatus, or parts thereof, having pertinent characteristics not provided for in, or of interest apart from, groups F01N1/00 - F01N5/00, F01N9/00, F01N11/00
- F01N13/08—Other arrangements or adaptations of exhaust conduits
- F01N13/10—Other arrangements or adaptations of exhaust conduits of exhaust manifolds
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N2260/00—Exhaust treating devices having provisions not otherwise provided for
- F01N2260/18—Exhaust treating devices having provisions not otherwise provided for for improving rigidity, e.g. by wings, ribs
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02B—INTERNAL-COMBUSTION PISTON ENGINES; COMBUSTION ENGINES IN GENERAL
- F02B37/00—Engines characterised by provision of pumps driven at least for part of the time by exhaust
- F02B37/02—Gas passages between engine outlet and pump drive, e.g. reservoirs
Definitions
- the present invention relates to an exhaust manifold for an internal combustion engine and can in particular be used with advantage in a supercharged engine.
- the exhaust manifold serves to guide the exhaust from the cylinder head to the downstream equipment such as the turbocharger, the peripheral elements necessary for the post-treatment of the flue gases and the exhaust line (collectively called the exhaust face of the exhaust gas). engine).
- the exhaust manifold is generally equipped with several tubular conduits whose inputs are integral with a one-piece inlet flange. These ducts make it possible, from the outlet of the different exhaust pipes of the cylinder head, to direct the exhaust gases towards a single outlet integral with an outlet flange.
- the exhaust manifold is most often assembled to the cylinder head by means of a screw connection which joins the inlet flange with the exhaust face of the cylinder head.
- a metal seal is interposed between the cylinder head and the inlet flange of the exhaust manifold to provide a better seal to the exhaust gas.
- the first family of exhaust manifolds is obtained from a gravity molding process.
- the collectors are usually cast iron or steel. This family of collectors has the advantage of better control of dispersions and greater latitude in obtaining compact structures.
- Cast iron incorporating molybdenum and silicon have good casting and machinability properties. They therefore make it possible to obtain inexpensive collectors. On the other hand, the properties of these fonts are strongly altered at high temperatures. Current engines, characterized by very high flue gas temperatures, make their use often unsuitable.
- Nickel and chromium cast irons offer better hot performance than silicon and molybdenum based fonts. By cons, their less good properties of flowability and machinability generate an additional cost on the exhaust manifold.
- the second family of collectors is of the welded type.
- the manifold ducts can be obtained by stamping thin sheets, bending tubes or hydroforming.
- the materials used for the ducts are ferritic or austenitic steels.
- This family of collectors offers the possibility of designing structures of small thicknesses, thus of low inertia, and of assembling materials of different mechanical and thermophysical characteristics. Moreover, the nature of the materials makes it possible to scan a range of high temperatures. However, the corresponding manufacturing processes give rise to significant geometrical dispersions.
- the equipment upstream of the after-treatment device in particular the exhaust manifold, must be characterized by a low thermal response time.
- combustion strategies adopted to improve the efficiency of the post-treatment of flue gases especially for diesel engines, associated with specific powers up, increase the average thermal level of the exhaust gas.
- the purpose of the invention is to propose an exhaust manifold having improved resistance to thermomechanical stresses and to allow a reduction of the vibratory levels of the exhaust face of the engine, while keeping a good seal on the exhaust face of the engine between the cylinder head. and the collector.
- the invention provides an exhaust manifold as described in claim 1.
- the multiple inlet flange is disposed in the central portion of the alignment and the single inlet flanges are arranged laterally. on this alignment on either side of said multiple input flange.
- the connection pipes are in a rake form whose teeth are constituted by the ducts. inlet leading to the inter-duct transom manifold connected to the outlet duct.
- the reinforcing web is integral with the conduits and / or the cross-pipe.
- reinforcing webs also called wedges
- the presence of reinforcing webs makes it possible on the one hand to provide sufficient rigidity at the level of the lateral inter-ducts to reduce the closure of the bent parts associated with the single inlet flange ducts (by for example, the ducts of the external stations corresponding to the cylinders 1 and 4 for a manifold with four inlet ducts) and, on the other hand, to increase the section for the passage of forces at the level of the ducts corresponding to the flange of the duct.
- multiple input for example the inter-duct between the ducts of the internal stations corresponding to the cylinders 2 and 3).
- the multiple input flange and said output flange are joined to each other by a L-shaped assembly block whose branches respectively carry the outlet flange and the flange. the multiple input flange.
- the multiple input flange and said output flange are joined together by an assembly frame whose two sides are respectively carrying the output flange and the flange. multiple entry.
- the combination according to the invention of a reduction of the rigidity at the level of all the inlet flanges and of a connection with high rigidity between a multiple inlet flange (breech side) and the flange of exit (exhaust side) reduces the risk of thermomechanical fatigue cracking and improves the overall dynamic behavior.
- the performance of a collector according to the invention is further increased with the addition of wedges at the collector inter-ducts.
- the invention is directly applicable to both types of collectors, the collectors obtained by gravity molding and the mechanically welded collectors.
- FIGS. Figures 1 to 5 a three-dimensional system with perpendicular planes Pxy, Pxz, and Pyz defined with respect to Figures 1 to 3 .
- the collector 10 is represented in figure 2 in longitudinal section cut along the plane Pyz with a rotation along the axis ZZ 'of 90 ° and represented in figure 3 in cross section cut along the plane Pxz with rotation along the axis ZZ 'of 180 ° and the collector 100 is shown in FIG. figure 4 with a rotation along the axis ZZ 'of 90 ° with respect to the figure 1 and represented at figure 5 with a rotation according to YY 'of 90 ° with respect to figure 4 .
- the exhaust manifold 10 for a multicylinder internal combustion engine illustrated in FIGS. Figures 1, 2 and 3 relates to a first embodiment of the invention given solely by way of non-limiting example, in this case a manifold intended to be associated with an in-line four cylinder cylinder (not shown) or a multiple cylinder head having several groups four cylinders in line for example a motor cylinder head V8 (not shown) which will then be equipped with two collectors according to the invention.
- the collector 10 as illustrated is made of a mechanically welded structure but can without departing from the scope of the invention be obtained by molding cast iron or steel, the invention being advantageously applicable to both manufacturing techniques, molding and tack welding.
- the collector 10 essentially comprises connection pipes made of thin steel sheets of generally rake form, the teeth of which consist of the ducts 21, inlet ducts 22, 23 and 24 of the inlet ends of the gases substantially aligned along an axis.
- YY ' the collector further having a general structure almost symmetrical with respect to the median plane Pxz perpendicular to the axis YY'.
- the ducts 21-24 have an orientation along the axis ZZ 'and lead to a crosspiece pipe 12 extending substantially parallel to the axis YY' to define three inter-ducts 12a, 12b and 12c.
- the tubing 12 is slightly bent in its inverted V medium in the Pyz plane at the height of the inter-ducts 12b as shown in FIG.
- the manifold manifolds also have an outlet end having a gas outlet duct 14 extending substantially parallel to the axis XX 'and disposed symmetrically with respect to the median plane Pxz and opening into the central duct 12b.
- the outlet duct 14 carries an outlet flange 38 of the exhaust gas suitably connected by a downstream exhaust pipe to the downstream equipment (not shown) such as turbocharger, peripheral elements for aftertreatment of the flue gas and exhaust line.
- the trapezoidal generally trapezoidal flange 38 formed from a plate or steel soleplate has a large central through opening 37 on which is welded the wall of the duct 14 as illustrated on FIG. figure 3 .
- three mounting openings 32 are provided in the flange 38 at the legs 42 (small base) and 41 (wide base) to allow mounting and connection with a downstream exhaust pipe (not shown).
- the inlet ends constituted by the ducts 21 to 24 are distributed in free ends, in this case the external inlet ducts 21 and 24 each carrying a fastening flange 26 and 28. , and ends joined together around a multiple flange, in this case the central double flange 30 to which are associated the inner inlet ducts 22 and 23.
- the three flanges 26, 28 and 30 obtained from plates or steel soles have through openings of large diameter 16, 17, 18, 19 on which are welded the walls of the corresponding inlet ducts 21 to 24.
- three flanges are separated from each other and have free faces 27, 29, 31 extending in the plane Pxy.
- the flanges 26, 28 and 30 have through openings 32 of reduced diameter through which the rods of the wide-headed fastening bolts (not shown) screwed into threaded bores in the cylinder head of the engine receiving the
- the flanges 26, 28 and 30 are mounted on the exhaust face of the cylinder head with the interposition of metal sealing joints so as to separately connect each inlet duct 21 to 24 to the corresponding four corresponding exhaust openings. on the breech.
- the inter-ducts 12c communicate with a recirculation duct 34 carrying a flange 36 (similar to the simple flanges 26 and 28) intended to be connected to a recirculation circuit (not shown) of the exhaust gases to the intake duct of the engine cylinders (recirculation circuit also called EGR circuit and intended to reduce the emissions of gaseous pollutants, including NO and NO 2 ).
- a recirculation circuit also called EGR circuit and intended to reduce the emissions of gaseous pollutants, including NO and NO 2 ).
- the multiple input flange 30 is secured to the outlet flange 38 carried by the outlet duct 14 in order to improve the structural rigidity of the collector.
- This configuration can be achieved with a molding process on cast iron or cast steel structures.
- the connection between the two flanges is obtained through a screwed or welded assembly, the latter method being the least expensive.
- This bonding makes it possible to improve the dynamic behavior of the collector, in particular with regard to the mechanical resonances of the motor assembly incorporating the collector.
- this connection makes it possible to limit the thermomechanical and dynamic stresses at the junction between the outlet flange and the inlet ducts.
- the set of inlet and outlet flanges 38 of the manifold 10 form an L-shaped assembly block as shown in FIGS. Figures 1 and 3 in which the small width tab 42 of the flange 38 is welded to the middle portion 44 of the double flange 30, which connection may or may not be stiffened by one or more brackets at the base of the junction of the two flanges 30 and 38 ( in this case there are two brackets 46, on either side of the fixing opening 39 made in the tab 42, and only one is visible on the Figures 1 and 3 ).
- Another more rigid frame block structure in the form of a frame and illustrated in FIGS. Figures 4 and 5 will be described hereinafter with reference to the collector 100.
- the ducts of at least two adjacent inlet ends are interconnected by a reinforcing web.
- the reinforcing web is integral with the conduits and the inter-ducts of the cross-pipe.
- the collector 10 has reinforcing webs 48, 49, 50 on each of the inter-ducts 12a, 12b, 12c.
- the webs consist of two contiguous sheets integrally formed with the adjacent inter-ducts (12b) and welded together and to the inlet ducts (22). and 23).
- the collector 10 of welded half-shell type the webs are obtained directly by stamping.
- the reinforcement sails are obtained by welding flat products.
- the reinforcing webs are made of material with the cross-pipe and the corresponding inlet ducts and obtained directly at casting.
- reinforcement veils also called wedges
- the increase of the resistance section with respect to the forces at the level of the inter-ducts 12a and 12c makes it possible to reduce the stresses associated with compressive membrane stresses.
- the increase of the bending stiffness makes it possible, on the one hand, to reduce the closure of the bent parts associated with the single inlet flange ducts 21 and 24 in the outer position (bending caused by the friction forces at the collecting interface and breech and by the expansion at the inter-duct 12b) and secondly to improve the sealing of the collector interface / breech at the separate flanges 26, 28.
- the solicitations are predominantly of membrane type and essentially related to the expansions thwarted by the multiple input flange 30.
- the reinforcing web 49 increases the bending stiffness of the inter-duct 12b, l addition of this decoupled web of the multiple flange 30, for the most part, reduces the compressive thermomechanical membrane stresses.
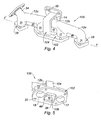
- the Figures 4 and 5 are perspective views of a second embodiment of an exhaust manifold according to the invention 100.
- the collector 100 is very close to the collector 10 which it represents, in fact, an interesting variant in terms of the robustness of the connection between the multiple input flange and the output flange.
- the collector 100 comprises, with two exceptions (the replacement of the double flange 30 by the double flange 102, and the addition of the spacer 104), the same elements as those of the collector 10 and mounted in a quasi-identical configuration. identical to that of the collector 10.
- the exhaust manifold 100 differs from the manifold 10 by a structural modification, namely the strengthening of the connection between the central multiple inlet flange 102 and the outlet flange 38 by the addition of an L-shaped spacer 104 welded between the middle portion of the multiple flange 102 and the wide tab 41 of the outlet flange 38.
- the assembly block solarizing the multiple input flange 102 and the output flange 38 is presented in the form of an assembly frame of rectangular structure of which two sides are respectively carrying the output flange 38 and the multiple input flange 102 and the other two sides are constituted by the L-shaped spacer 104.
- the multiple inlet flange 102 is in the form of an elongated sole provided with two openings 17 and 18 associated with the two inner inlet ducts 22 and 23 disposed on either side of a central through opening.
- 106 disposed to the right of the outlet flange 38 to limit the resistant section of the double inlet flange 102 at the central inter-duct 12b.
- the invention is not limited to the exhaust manifolds described but also covers various variants in which in particular the position of the multiple inlet flange can be modified with respect to the central position described above with reference to the collectors 10 and 100 and / or the orientation of the outlet flange with respect to the multiple inlet flange (described at about 90 ° for the collectors 10 and 100) can be modified for example to 180 ° with in particular the use of a U-shaped piece spanning the inter-duct 12b and welded to the flange 102.
- the invention is not limited to exhaust manifolds having 4 inlet ducts but also covers, for example, manifolds with 3, 5 and 6 ducts in which two ducts are secured to a double inlet flange which is itself secured. at the outlet flange, the other ducts being associated with separate flanges.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Exhaust Silencers (AREA)
- Cylinder Crankcases Of Internal Combustion Engines (AREA)
Description
- La présente invention concerne un collecteur d'échappement pour moteur à combustion interne et peut notamment être utilisée avec profit dans un moteur suralimenté.
- Le collecteur d'échappement a pour fonction de guider les gaz d'échappement de la culasse vers les équipements aval tels que le turbocompresseur, les éléments périphériques nécessaires au post-traitement des gaz brûlés et la ligne d'échappement (collectivement appelés face échappement du moteur). Le collecteur d'échappement est généralement équipé de plusieurs conduits tubulaires dont les entrées sont solidaires d'une bride d'entrée monobloc. Ces conduits permettent, à partir de la sortie des différentes pipes d'échappement de la culasse, de diriger les gaz d'échappement vers une sortie unique solidaire d'une bride de sortie. Le collecteur d'échappement est le plus souvent assemblé à la culasse au moyen d'un assemblage vissé qui vient solidariser la bride d'entrée avec la face d'échappement de la culasse. Un joint métallique est intercalé entre la culasse et la bride d'entrée du collecteur d'échappement pour assurer une meilleure étanchéité au gaz d'échappement.
- En termes de processus de fabrication, deux grandes familles de collecteurs peuvent être distinguées.
- La première famille de collecteurs d'échappement est obtenue à partir d'un procédé de moulage par gravité. Les collecteurs sont généralement en fonte ou en acier. Cette famille de collecteurs présente avantage d'une meilleure maîtrise des dispersions et d'une plus grande latitude quant à l'obtention de structures compactes.
- Les fontes incorporant du molybdène et du silicium offrent de bonnes propriétés de coulabilité et d'usinabilité. Elles permettent donc l'obtention de collecteurs peu coûteux. Par contre, les propriétés de ces fontes sont fortement altérées à hautes températures. Les motorisations actuelles, caractérisées par des températures de gaz brûlés très élevées, rendent leur emploi souvent inadapté.
- Les fontes à base de nickel et de chrome offrent un meilleur comportement à chaud que les fontes à base de silicium et de molybdène. Par contre, leurs moins bonnes propriétés de coulabilité et d'usinabilité engendrent un surcoût sur le collecteur d'échappement.
- Enfin, les aciers offrent les meilleures performances en terme de tenue thermomécanique. Par contre, leurs mauvaises propriétés de coulabilité demandent des moyens industriels spécifiques et coûteux qui se répercutent directement sur le prix de revient du produit fini. De plus, la maîtrise de la fabrication de ces collecteurs s'avère délicate.
- La deuxième famille de collecteurs est de type mécano-soudé. Les conduits du collecteur peuvent être obtenus par emboutissage de tôles minces, par cintrage de tubes ou par hydroformage. Les matériaux employés pour les conduits sont des aciers ferritiques ou austénitiques.
- Cette famille de collecteurs offre la possibilité de concevoir des structures de faibles épaisseurs, donc de faible inertie, et d'assembler des matériaux de caractéristiques mécaniques et thermophysiques différentes. Par ailleurs, la nature des matériaux permet de balayer une gamme de températures élevées. Cependant, les procédés de fabrication correspondants donnent lieu à des dispersions géométriques importantes.
- La recherche de puissances spécifiques de plus en plus élevées conduit généralement les constructeurs automobiles à tirer partie de l'énergie des gaz d'échappement pour entraîner la turbine d'un turbocompresseur. Ce turbocompresseur, intercalé entre la bride de sortie du collecteur d'échappement et les éléments périphériques nécessaires au post-traitement des gaz brûlés, se caractérise par une masse et un volume importants.
- Par ailleurs, l'évolution des normes de pollution vers des exigences de plus en plus sévères conduit les constructeurs automobiles à employer des dispositifs de post-traitement des gaz brûlés de plus en plus volumineux et de plus en plus lourds.
- D'autre part, pour améliorer l'efficacité du post-traitement des gaz brûlés, les équipements en amont du dispositif de post-traitement, notamment le collecteur d'échappement, doivent être caractérisés par un faible temps de réponse thermique.
- De plus, les stratégies de combustion retenues pour améliorer l'efficacité du post-traitement des gaz brûlés, notamment pour les moteurs diesel, associées à des puissances spécifiques en hausse, augmentent le niveau thermique moyen des gaz d'échappement.
- Ainsi, à encombrement fixé par le compartiment moteur, l'accroissement de volume du dispositif de post-traitement des gaz brûlés et la nécessité d'améliorer son efficacité imposent des conceptions de collecteur d'échappement de plus en plus compactes.
- D'autre part, d'un point de vue dynamique, l'augmentation continue des masses suspendues au collecteur d'échappement nécessite une rigidification globale de la face échappement du moteur. Cette prestation est généralement obtenue par l'entremise de plusieurs béquilles de rigidification qui permettent de solidariser la face échappement au groupe moto-propulseur lui-même.
- Ainsi, la nécessité de tendre vers des structures de collecteur d'échappement de plus en plus compactes associée d'une part à une rigidification globale de la face échappement du moteur, et d'autre part à un accroissement du niveau thermique moyen des gaz d'échappement, participent à un accroissement sensible des sollicitations thermomécaniques. Cette tendance nécessite un effort accru pour assurer la tenue du collecteur d'échappement et une bonne étanchéité au niveau de chacune des interfaces de la face d'échappement de la culasse.
- On connaît par exemple du document
WO02/088527 - L'invention a pour but de proposer un collecteur d'échappement présentant une tenue améliorée aux sollicitations thermomécaniques et de permettre une diminution des niveaux vibratoires de la face échappement du moteur, tout en gardant une bonne étanchéité sur la face échappement du moteur entre la culasse et le collecteur.
- A cette fin, l'invention propose un collecteur d'échappement tel que décrit dans la revendication 1.
- On notera que remplacement de la bride d'entrée monobloc et/ou unique couramment utilisée dans les collecteurs de la technique antérieure par une pluralité de brides d'entrées simples ou multiples permet d'éliminer pratiquement toutes les liaisons géométriques de nature à introduire des raideurs préjudiciables à la tenue du collecteur et par voie de conséquence d'éliminer les dilatations contrariées occasionnées par la raideur membranaire de la bride d'entrée monobloc ou unique.
- De plus la solidarisation de la bride d'entrée multiple (en pratique une bride connectée à deux extrémités d'entrée) avec la bride de sortie permet une amélioration de la rigidité dé la structure du collecteur et de son comportement dynamique. En particulier dans le cas d'une structure de collecteur de type mécano-soudée, cet agencement permet de limiter les sollicitations thermomécaniques et dynamiques entre la bride de sortie et les tubulures de raccordement.
- Selon un premier mode de réalisation du collecteur d'échappement selon l'invention permettant un bon équilibre mécanique du montage collecteur/culasse la bride d'entrée multiple est disposée en partie centrale de l'alignement et les brides d'entrée simples sont disposées latéralement sur cet alignement de part et d'autre de ladite bride d'entrée multiple. Avantageusement les tubulures de raccordement se présentent sous une forme en râteau dont les dents sont constituées par les conduits d'entrée débouchant sur la tubulure de traverse d'inter-conduits connectée au conduit de sortie.
- Selon une variante très intéressante du premier mode de réalisation de l'invention, le voile de renfort est venu de matière avec les conduits et/ou la tubulure de traverse.
- On notera que la présence des voiles de renfort (appelés également palmages) permet d'une part d'apporter la rigidité suffisante au niveau des inter-conduits latéraux pour diminuer la fermeture des parties coudées associées aux conduits à bride d'entrée simple (par exemple les conduits des postes extérieurs correspondants aux cylindres 1 et 4 pour un collecteur à quatre conduits d'entrée) et d'autre part d'augmenter la section de passage des efforts au niveau de l'inter-conduits correspondant à la bride d'entrée multiple (par exemple l'inter-conduit entre les conduits des postes intérieurs correspondants aux cylindres 2 et 3).
- Selon une autre variante de réalisation du collecteur selon l'invention, la bride d'entrée multiple et ladite bride de sortie sont solidarisées entre elles par un bloc d'assemblage en forme L dont les branches sont respectivement porteuses de la bride de sortie et de la bride d'entrée multiple.
- Selon encore une autre variante de réalisation du collecteur selon l'invention, la bride d'entrée multiple et ladite bride de sortie sont solidarisées entre elles par un cadre d'assemblage dont deux côtés sont respectivement porteurs de la bride de sortie et de la bride d'entrée multiple.
- En résumé l'association selon l'invention d'une réduction de la rigidité au niveau de l'ensemble des brides d'entrée et d'une liaison à rigidité élevée entre une bride d'entrée multiple (côté culasse) et la bride de sortie (côté échappement) permet de réduire le risque de fissuration par fatigue thermomécanique et d'améliorer le comportement dynamique global. Les performances d'un collecteur selon l'invention sont encore accrues avec l'ajout de palmages au niveau des inter-conduits du collecteur.
- Parmi d'autres avantages de l'invention, on notera que l'invention est directement applicable indifféremment aux deux types de collecteurs, les collecteurs obtenus par moulage par gravité et les collecteurs mécano-soudés.
- D'autres caractéristiques et avantages de la présente invention apparaîtront à la lecture de la description qui va suivre présentée uniquement à titre d'exemple non limitatif en référence aux dessins ci-joints dans lesquels:
- la
figure 1 représente une vue schématique en perspective arrière d'un premier mode de réalisation d'un collecteur d'échappement selon l'invention; - la
figure 2 représente une vue schématique réduite en perspective avant d'une coupe longitudinale du collecteur d'échappement de lafigure 1 ; - la
figure 3 représente une vue schématique réduite en perspective avant d'une coupe transversale du collecteur d'échappement de lafigure 1 ; - la
figure 4 représente une vue schématique en perspective avant supérieure d'un second mode de réalisation d'un collecteur d'échappement selon l'invention; - et la
figure 5 représente une vue schématique réduite partielle en perspective avant inférieure du collecteur d'échappement de lafigure 1 . - Pour la suite de l'exposé, on se référera pour décrire les deux collecteurs 10 et 100 selon l'invention illustrés aux
figures 1 à 5 à un système tridimensionnel à plans perpendiculaires Pxy, Pxz, et Pyz définis par rapport auxfigures 1 à 3 . En particulier le collecteur 10 est représenté enfigure 2 en coupe longitudinale coupé selon le plan Pyz avec une rotation selon l'axe ZZ' de 90° et représenté enfigure 3 en coupe transversale coupé selon le plan Pxz avec rotation selon l'axe ZZ' de 180° et le collecteur 100 est représenté à lafigure 4 avec une rotation selon l'axe ZZ' de 90° par rapport à lafigure 1 et représenté à lafigure 5 avec une rotation selon YY' de 90° par rapport à lafigure 4 . - Le collecteur 10 d'échappement pour moteur à combustion interne multicylindre illustré aux
figures 1, 2 et 3 concerne un premier mode de réalisation de l'invention donné uniquement à titre d'exemple non limitatif, en l'espèce un collecteur destiné à être associé à une culasse à quatre cylindres en ligne (non représentée) ou à une culasse multiple comportant plusieurs groupes de quatre cylindres en ligne par exemple une culasse de moteur V8 (non représentée) qui sera alors équipée de deux collecteurs selon l'invention. Le collecteur 10 tel qu'illustré est réalisé en structure mécano-soudée mais peut sans sortir du cadre de l'invention être obtenu par moulage de fonte ou d'acier, l'invention étant avantageusement indifféremment applicable aux deux techniques de fabrication, moulage et mécano-soudage. - Le collecteur 10 comporte essentiellement des tubulures de raccordement en tôles d'acier minces de forme générale en râteau dont les dents sont constituées par les conduits 21, d'entré 22, 23 et 24 des extrémités d'entrée des gaz sensiblement alignées selon un axe YY', le collecteur présentant de plus une structure générale quasi symétrique par rapport au plan médian Pxz perpendiculaire à l'axe YY'. Les conduits 21-24 ont une orientation selon l'axe ZZ' et débouchent sur une tubulure de traverse 12 s'étendant sensiblement parallèlement à l'axe YY' pour définir trois inter-conduits 12a, 12b et 12c. Dans la pratique la tubulure 12 est légèrement coudée en son milieu en V inversé dans le plan Pyz à la hauteur de l'inter-conduits 12b comme montré à la
figure 2 . Les tubulures du collecteur comportent également une extrémité de sortie comportant un conduit de sortie de gaz 14 s'étendant sensiblement parallèlement à l'axe XX' et disposé symétriquement par rapport au plan médian Pxz et débouchant dans l'inter-conduits central 12b. Le conduit de sortie 14 porte une bride de sortie 38 des gaz d'échappement convenablement connectée par une tubulure d'échappement aval aux équipements aval (non représentés) tels que turbocompresseur, éléments périphériques de post-traitement des gaz brûlés et ligne d'échappement. La bride 38 de forme générale trapézoïdale constituée à partir d'une plaque ou semelle d'acier présente une ouverture centrale traversante de grand diamètre 37 sur laquelle est soudée la paroi du conduit 14 comme illustrée sur lafigure 3 . Comme illustré en détails sur lesfigures 1 et 3 , trois ouvertures de fixation 32 sont prévues dans la bride 38 au niveau des pattes 42 (base de petite largeur) et 41 (base de grande largeur) pour permettre le montage et la connexion avec une tubulure d'échappement aval (non représentée). - Selon une des caractéristiques de l'invention les extrémités d'entrée constituées des conduits 21 à 24 se répartissent en extrémités libres, en l'espèce les conduits d'entrée extérieurs 21 et 24 porteurs chacun d'une bride d'attache 26 et 28, et en extrémités solidarisées entre elles autour d'une bride multiple, en l'espèce la bride double centrale 30 à laquelle sont associés les conduits d'entrée intérieurs 22 et 23. Comme illustré sur les
figures 1 à 3 , les trois brides 26, 28 et 30 obtenues à partir de plaques ou semelles d'acier présentent des ouvertures traversantes de grand diamètre 16, 17, 18, 19 sur lesquelles sont soudées les parois des conduits d'entrée correspondants 21 à 24. Les trois brides sont séparées les unes des autres et présentent des faces libres 27, 29, 31 s'étendant dans le plan Pxy. Les brides 26, 28 et 30 comportent des ouvertures traversantes 32 de diamètre réduit au travers desquelles passent les tiges des boulons de fixation à tête large (non représentés) vissés dans des alésages filetés prévus dans la culasse du moteur recevant le collecteur 10. En particulier les brides 26, 28 et 30 sont montées sur la face échappement de la culasse avec interposition de joints métalliques d'étanchéité de façon à raccorder séparément chaque conduit d'entrée 21 à 24 aux quatre ouvertures d'échappement correspondantes prévues sur la culasse. - Cette première caractéristique, applicable quelque soit le procédé d'obtention du collecteur (moulage ou mécano-soudage), a pour effet de rendre indépendantes les brides d'entrée 26 et 30 et les brides d'entrée 30 et 28 au niveau des inter-conduits latéraux extérieurs 12a et 12c. Ceci permet d'éliminer des liaisons mécaniques préjudiciables à la tenue du collecteur, notamment d'éliminer l'effet des dilatations contrariées occasionnées par la raideur membranaire d'une bride d'entrée multiple monobloc et/ou unique solidaire des quatre conduits. En ce qui concerne la liaison mécanique existant sur la bride multiple 30 au niveau de l'inter-conduits 12b et rendue nécessaire par la sévérité des sollicitations mécaniques résultant de la solidarisation de la bride d'entrée multiple 30 avec la bride de sortie 38, il est possible d'envisager deux types d'architecture :
- i) dans le cas où les sollicitations liées aux dilatations contrariées par la section de la bride 30 ne sont pas critiques vis à vis de la tenue de l'inter-conduits 12b, la bride multiple 30 est laissée pleine telle qu'illustrée sur les
figures 1 et 3 tout en réduisant à partir de la face avant (opposée à la face portant la bride de sortie 38) sa section médiane 40 entre les deux conduits d'entrée intérieurs 22 et 23 (voirfigure 3 ) ; - ii) dans la négative la bride multiple 102 peut être ajourée d'une ouverture centrale 106 comme illustrée aux
figures 4 et 5 et décrite ci-après en référence au collecteur 100 pour limiter la section résistante de la bride d'entrée double 102 au niveau de l'inter-conduit central 12b. - De façon optionnelle l'inter-conduits 12c communique avec un conduit de recirculation 34 porteur d'une bride 36 (semblable aux brides simples 26 et 28) destinée à être connectée à un circuit de recirculation (non représenté) des gaz d'échappement vers la conduite d'admission des cylindres du moteur (circuit de recirculation également appelé circuit EGR et destiné à réduire les émissions de gaz polluants, notamment NO et NO2).
- Selon une autre caractéristique de l'invention la bride d'entrée multiple 30 est solidarisée à la bride de sortie 38 portée par le conduit de sortie 14 afin d'améliorer la rigidité structurelle du collecteur. Cette configuration peut être obtenue avec un procédé par moulage sur des structures en fonte ou en acier moulé. Pour une structure mécano-soudée, la liaison entre les deux brides est obtenue au travers d'un assemblage vissé ou soudé, ce dernier procédé étant le moins onéreux. Cette solidarisation permet d'améliorer le comportement dynamique du collecteur, notamment au niveau des résonances mécaniques de l'ensemble de motorisation incorporant le collecteur. De plus dans le cas de collecteur mécano-soudé, cette solidarisation permet de limiter les sollicitations thermomécaniques et dynamiques au niveau de la jonction entre la bride de sortie et les conduits d'entrée.
- Cette solidarisation entre bride d'entrée multiple et bride de sortie permet d'envisager des solutions géométriques plus ou moins rigides selon les besoins. A titre d'exemple non limitatif, l'ensemble des brides d'entrée 30 et de sortie 38 du collecteur 10 forme un bloc d'assemblage en forme de L comme illustré sur les
figures 1 et 3 dans lequel la patte de petite largeur 42 de la bride 38 est soudée sur la partie médiane 44 de la bride double 30, liaison qui peut être rigidifiée ou non par une ou plusieurs équerres à la base de la jonction des deux brides 30 et 38 (en l'espèce il est prévu deux équerres 46, de part et d'autre de l'ouverture de fixation 39 réalisé dans la patte 42, et dont une seule est visible sur lesfigures 1 et 3 ). Une autre structure de bloc d'assemblage encore plus rigide en forme de cadre et illustrée auxfigures 4 et 5 sera décrite ci-après en référence au collecteur 100. - Selon une caractéristique très intéressante du premier mode de réalisation de l'invention les conduits d'au moins deux extrémités d'entrée adjacentes sont reliés entre eux par un voile de renfort. Avantageusement le voile de renfort est venu de matière avec les conduits et les inter-conduits de la tubulure de traverse. A titre d'exemple non limitatif, le collecteur 10 présente des voiles de renfort 48, 49, 50 sur chacun des inter-conduits 12a, 12b, 12c. Comme on peut le voir sur la
figure 3 montrant la coupe d'un voile (en l'espèce le voile 49), les voiles sont constitués de deux tôles accolées venues de matière avec l'inter-conduits adjacent (12b) et soudées entre elles et aux conduits d'entrée (22 et 23). En particulier pour le collecteur 10 de type mécano-soudé à demi-coquilles les voiles sont obtenus directement par emboutissage. En ce qui concerne les collecteurs mécano-soudés à structures cintrées les voiles de renfort sont obtenus par soudage de produits plats. Enfin dans le cas de collecteurs obtenus par moulage, les voiles de renfort sont venus de matière avec la tubulure de traverse et les conduits d'entrée correspondants et obtenus directement à la coulée. - Cette caractéristique des voiles de renfort (appelés également palmages) permet d'accroître la rigidité en flexion et la rigidité membranaire des inter-conduits. En effet l'augmentation de la section résistante vis à vis des efforts au niveau des inter-conduits 12a et 12c permet de diminuer les contraintes liées aux sollicitations membranaires en compression. De plus l'augmentation de la raideur en flexion permet d'une part de diminuer la fermeture des parties coudées associées aux conduits à bride d'entrée simple 21 et 24 en position extérieure (flexion occasionnée par les efforts de frottement à l'interface collecteur/culasse et par la dilatation au niveau de l'inter-conduit 12b) et d'autre part d'améliorer l'étanchéité de l'interface collecteur/culasse au niveau des brides séparées 26, 28. Enfin au niveau de l'inter-conduit 12b, les sollicitations sont majoritairement de type membranaire et liées pour l'essentiel aux dilatations contrariées par la bride d'entrée multiple 30. Bien que le voile de renfort 49 accroisse la rigidité en flexion de l'inter-conduit 12b, l'ajout de ce voile découplé de la bride multiple 30 permet, pour l'essentiel, de réduire les contraintes thermomécaniques membranaires en compression.
- Les
figures 4 et 5 représentent des vues en perspective d'un second mode de réalisation d'un collecteur d'échappement selon l'invention 100. Le collecteur 100 est très proche du collecteur 10 dont il représente, en fait, une variante intéressante au niveau de la robustesse de la liaison entre la bride d'entrée multiple et la bride de sortie. En particulier le collecteur 100 comporte, à deux exceptions près (le remplacement de la bride double 30 par la bride double 102, et l'ajout de l'entretoise 104), les mêmes éléments que ceux du collecteur 10 et montés selon une configuration quasi-identique à celle du collecteur 10. En conséquence les éléments identiques ou quasi-identiques pour les deux collecteurs garderont les mêmes références numériques et ne seront pas décrits à nouveau, la description du collecteur 10 donnée en référence auxfigures 1 à 3 étant en majeure partie directement applicable au collecteur 100 en référence auxfigures 4 et 5 , les modifications apportées dans le collecteur 100 étant par ailleurs précisées ci-après. - En particulier, le collecteur d'échappement 100 diffère du collecteur 10 par une modification structurelle à savoir le renforcement de la liaison entre la bride d'entrée multiple centrale 102 et la bride de sortie 38 par l'ajout d'une entretoise en L 104 soudée entre la partie médiane de la bride multiple 102 et la patte de grande largeur 41 de la bride de sortie 38. Ainsi le bloc d'assemblage assurant la solarisation de la bride d'entrée multiple 102 et de la bride de sortie 38 se présente sous la forme d'un cadre d'assemblage de structure rectangulaire dont deux côtés sont respectivement porteurs de la bride de sortie 38 et de la bride d'entrée multiple 102 et les deux autres côtés sont constitués par l'entretoise en L 104.
- Par ailleurs la bride d'entrée multiple 102 se présente sous la forme d'une semelle allongée pourvue des deux ouvertures 17 et 18 associées aux deux conduits d'entrée intérieurs 22 et 23 disposées de part et d'autre d'une ouverture centrale traversante 106 disposée au droit de la bride de sortie 38 pour limiter la section résistante de la bride d'entrée double 102 au niveau de l'inter-conduit central 12b.
- L'invention n'est pas limitée aux collecteurs d'échappement décrits mais couvre également diverses variantes dans lesquelles en particulier la position de la bride d'entrée multiple peut être modifiée par rapport à la position centrale décrite ci-avant en référence aux collecteurs 10 et 100 et/ou l'orientation de la bride de sortie par rapport à la bride d'entrée multiple (décrite à environ 90° pour les collecteurs 10 et 100) peut être modifiée par exemple à 180° avec notamment l'utilisation d'une pièce en U enjambant l'inter-conduit 12b et soudée à la bride 102.
- Enfin l'invention n'est pas limitée aux collecteurs d'échappement a 4 conduits d'entrée mais couvre également par exemple des collecteurs à 3, 5 et 6 conduits dans lesquels deux conduits sont solidarisés à une bride d'entrée double elle même solidarisé à la bride de sortie, les autres conduits étant associés à des brides séparées.
Claims (10)
- Collecteur d'échappement (10, 100) pour moteur à combustion interne multicylindre comportant des tubulures de raccordement reliées les unes aux autres dont une tubulure de traverse (12) dans laquelle débouche- une pluralité de conduits d'entrée (21, 22, 23, 24) sensiblement en alignement et destinés à être raccordés à des ouvertures d'échappement de la culasse du moteur, et- un conduit de sortie (14) destiné à être raccorde à une conduite de gaz d'échappement,dans lequel les conduits d'entrée (21, 22, 23, 24) se répartissent en conduits d'extrémités libres (21, 24), chacun porteur d'une bride d'entrée simple (26, 28), et en conduits d'extrémités solidarisées (22, 23) par au moins une bride d'entrée multiple (30, 102)portée par lesdits conduits d'extrémités solidarisées, lesdites brides d'entrée simples et/ou multiple (26, 28, 30, 102) étant destinées à être raccordées auxdites ouvertures d'échappement et étant séparées les unes des autres,
dans lequel au moins une bride d'entrée multiple (30, 102) est solidarisée à une bride de sortie (38) portée par le conduit de sortie (14) du collecteur, et
dans lequel au moins deux conduits d'entrée adjacents (21-22, 22-23, 23-24) sont reliés entre eux par un voile de renfort (48, 49, 50),
caractérisé en ce que ledit voile de renfort (48, 49, 50) relie également lesdits deux conduits adjacents (21-22, 22-23, 23-24) à ladite tubulure de traverse (12). - Collecteur d'échappement selon la revendication 1, caractérisé en ce que ledit voile de renfort (48, 49, 50) est venu de matière avec lesdits conduits d'entrée (21-22, 22-23, 23-24) et/ou la tubulure de traverse (12).
- Collecteur d'échappement selon l'une des revendications 1 et 2, caractérisé en ce que lesdites tubulures de raccordement se présentent sous une forme en râteau dont les dents sont constituées par les conduits d'entrée (21, 22, 23, 24) débouchant sur la tubulure de traverse d'inter-conduits (12a, 12b, 12c) connectée à l'extrémité de sortie.
- Collecteur d'échappement selon l'une des revendications précédentes, caractérisé en ce que la bride d'entrée multiple (30) et la bride de sortie (38) sont solidarisées entre elles par un bloc d'assemblage en forme L dont les branches sont respectivement porteuses de la bride de sortie (38) et de la bride d'entrée multiple (30).
- Collecteur d'échappement selon l'une des revendications 1 à 3, caractérisé en ce que la bride d'entrée multiple (102) et la bride de sortie (38) sont solidarisées entre elles par un cadre d'assemblage dont deux côtés sont respectivement porteurs de la bride de sortie (38) et de la bride d'entrée multiple (102).
- Collecteur d'échappement selon l'une des revendications précédentes, caractérisé en ce que la bride d'entrée multiple (30, 102) solidarise deux extrémités d'entrée (22, 23) et en ce que de ladite bride de sortie (38) est disposée par rapport à la bride d'entrée multiple (30, 102) entre lesdites deux extrémités d'entrée (22, 23).
- Collecteur d'échappement selon la revendication 6, caractérisé en ce que la bride d'entrée multiple (102) se présente sous la forme d'une semelle allongée pourvue de deux ouvertures (17, 18) associées aux deux extrémités d'entrée (22, 23) disposée de part et d'autre d'une ouverture centrale (106) disposée au droit de la bride de sortie (38).
- Collecteur selon l'une des revendications 6 et 7 caractérisé en ce que ladite bride de sortie (38) est disposée sensiblement perpendiculairement à ladite bride d'entrée multiple (30, 102).
- Collecteur d'échappement selon l'une des revendications précédentes, caractérisé en ce que la bride d'entrée multiple (30, 102) est disposée en partie centrale dudit alignement et en ce que les brides d'entrée simples (26, 28) sont disposées latéralement sur ledit alignement de part et d'autre de ladite bride d'entrée multiple (30, 102).
- Collecteur d'échappement selon l'une des revendications précédentes, caractérisé en ce qu'il comporte quatre conduits d'entrée (21, 22, 23, 24) répartis en deux conduits d'extrémités solidarisées (22, 23) par une bride d'entrée multiple (30, 102) disposées entre deux conduits d'extrémités libres (21, 24),
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR0404274A FR2869352B1 (fr) | 2004-04-22 | 2004-04-22 | Collecteur d'echappement pour moteur a combustion interne |
| FR0404274 | 2004-04-22 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1589202A1 EP1589202A1 (fr) | 2005-10-26 |
| EP1589202B1 true EP1589202B1 (fr) | 2012-06-20 |
Family
ID=34942550
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20050300288 Not-in-force EP1589202B1 (fr) | 2004-04-22 | 2005-04-19 | Collecteur d'échappement pour moteur à combustion interne |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP1589202B1 (fr) |
| FR (1) | FR2869352B1 (fr) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102004054726A1 (de) | 2004-11-12 | 2006-06-08 | Daimlerchrysler Ag | Aufgeladene Brennkraftmaschine |
| DE102008063744A1 (de) * | 2008-12-18 | 2010-07-08 | Friedrich Boysen Gmbh & Co. Kg | Einwandkrümmer |
| CN104533586A (zh) * | 2014-12-25 | 2015-04-22 | 江铃汽车股份有限公司 | 一种高排温汽油机的排气歧管结构 |
| CN106285888A (zh) * | 2016-08-31 | 2017-01-04 | 芜湖恒耀汽车零部件有限公司 | 汽车排气歧管 |
| CN113339122B (zh) * | 2021-06-28 | 2022-12-13 | 一汽解放汽车有限公司 | 排气歧管及动力系统 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4514986A (en) * | 1983-07-18 | 1985-05-07 | Benson Steven R | Double-chambered exhaust manifold |
| US4777708A (en) * | 1987-03-17 | 1988-10-18 | Ap Industries, Inc. | Method for manufacturing an exhaust manifold |
| FR2801072B1 (fr) * | 1999-11-17 | 2002-11-08 | Renault | Turbocompresseur comportant des entrees de turbine alignees selon un plan radial |
| DE10102637A1 (de) * | 2001-01-20 | 2002-07-25 | Bayerische Motoren Werke Ag | Abgaskrümmer zur Abgasabführung aus einem Verbrennungsmotor |
| SE517067C2 (sv) * | 2001-04-26 | 2002-04-09 | Press & Plaatindustri Ab | Grenrör |
-
2004
- 2004-04-22 FR FR0404274A patent/FR2869352B1/fr not_active Expired - Fee Related
-
2005
- 2005-04-19 EP EP20050300288 patent/EP1589202B1/fr not_active Not-in-force
Also Published As
| Publication number | Publication date |
|---|---|
| EP1589202A1 (fr) | 2005-10-26 |
| FR2869352A1 (fr) | 2005-10-28 |
| FR2869352B1 (fr) | 2008-07-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1589202B1 (fr) | Collecteur d'échappement pour moteur à combustion interne | |
| EP2012061B2 (fr) | Chambre de combustion d'un moteur à turbine à gaz | |
| US7699132B2 (en) | Motorcycle body frame structure | |
| EP2502016B1 (fr) | Echangeur de chaleur pour gaz, notamment pour les gaz d'echappement d'un moteur | |
| EP1557553B1 (fr) | Bras monobloc accroche-flammes pour un dispositif de post-combustion d'un turboréacteur à double flux | |
| FR2942846A1 (fr) | Sous-ensemble d'echappement | |
| EP1527308B1 (fr) | Echangeur de chaleur pour le circuit d'air d'admission d'un moteur thermique | |
| JPH08334020A (ja) | エキゾーストマニホルド集合部構造 | |
| WO2008061850A1 (fr) | Dispositif d'echange de chaleur et dispositif d'admission de gaz comportant un tel dispositif | |
| FR2870886A1 (fr) | Collecteur de gaz d'echappement de moteur a combustion interne | |
| FR2837877A1 (fr) | Modele de superstatoreacteur | |
| JP3497443B2 (ja) | 車両におけるエンジンの排気装置 | |
| FR2875266A1 (fr) | Collecteur d'echappement pour moteur a combustion interne | |
| EP3354874B1 (fr) | Ensemble d'échappement, système d'échappement et moteur d'un véhicule | |
| FR3071777A1 (fr) | Structure de fixation de refroidisseur intermediaire de vehicule | |
| FR2849470A1 (fr) | Collecteur d'echappement de vehicule automobile a structure porteuse independante | |
| EP1780386B1 (fr) | Bride d'entrée d'un conduit coudé d'un collecteur d'échappement et moteur à combustion interne comprenant une telle bride | |
| EP2722517B2 (fr) | Module d'admission d'air sous forme d'un collecteur d'admission intégrant un échangeur de chaleur | |
| FR2870289A1 (fr) | Collecteur d'echappement pour moteur a combustion interne | |
| FR2877694A1 (fr) | Tuyau d'echappement et procede pour la fabrication d'un tuyau d'echappement | |
| EP2478205A1 (fr) | Échangeur de chaleur pour gaz, particulièrement pour les gaz d'échappement d'un moteur | |
| WO2017187047A1 (fr) | Collecteur et dispositif de refroidissement associe | |
| EP3959479B1 (fr) | Echangeur de chaleur avec sécurisation de la fixation au coin de boite | |
| FR2989729A1 (fr) | Collecteur d'echappement twin scroll pour moteur a combustion interne | |
| FR3138940A1 (fr) | Echangeur de chaleur surfacique pour nacelle d’une turbomachine et nacelle de turbomachine équipée d’un tel échangeur de chaleur |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR LV MK YU |
|
| 17P | Request for examination filed |
Effective date: 20060113 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| 17Q | First examination report despatched |
Effective date: 20081016 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: RAGOT, PATRICK |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 563206 Country of ref document: AT Kind code of ref document: T Effective date: 20120715 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: FRENCH |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602005034819 Country of ref document: DE Effective date: 20120816 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120620 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120620 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120620 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20120620 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 563206 Country of ref document: AT Kind code of ref document: T Effective date: 20120620 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D Effective date: 20120606 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120620 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120921 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120620 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120620 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120620 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121020 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120620 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120620 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120620 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120620 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121022 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120620 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120620 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120620 |
|
| 26N | No opposition filed |
Effective date: 20130321 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602005034819 Country of ref document: DE Effective date: 20130321 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120920 |
|
| BERE | Be: lapsed |
Owner name: RENAULT S.A.S. Effective date: 20130430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121001 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120620 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130430 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130430 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130419 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 11 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120620 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20050419 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130419 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20160421 Year of fee payment: 12 Ref country code: GB Payment date: 20160421 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20160421 Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 602005034819 Country of ref document: DE |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20170419 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20171229 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171103 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170502 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170419 |