EP2027947A1 - Method for the production of alloy pipes for heat exchangers using precipitation hardening through underwater extrusion - Google Patents
Method for the production of alloy pipes for heat exchangers using precipitation hardening through underwater extrusion Download PDFInfo
- Publication number
- EP2027947A1 EP2027947A1 EP07425533A EP07425533A EP2027947A1 EP 2027947 A1 EP2027947 A1 EP 2027947A1 EP 07425533 A EP07425533 A EP 07425533A EP 07425533 A EP07425533 A EP 07425533A EP 2027947 A1 EP2027947 A1 EP 2027947A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- pipe
- temperature
- alloy
- billet
- stage
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 64
- 239000000956 alloy Substances 0.000 title claims abstract description 48
- 229910045601 alloy Inorganic materials 0.000 title claims abstract description 47
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 20
- 238000001125 extrusion Methods 0.000 title claims description 27
- 238000004881 precipitation hardening Methods 0.000 title claims description 15
- 238000010438 heat treatment Methods 0.000 claims abstract description 41
- 238000005259 measurement Methods 0.000 claims abstract description 20
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims abstract description 19
- 238000001556 precipitation Methods 0.000 claims abstract description 15
- 238000000137 annealing Methods 0.000 claims abstract description 10
- 230000002706 hydrostatic effect Effects 0.000 claims abstract description 9
- 238000005097 cold rolling Methods 0.000 claims abstract description 6
- 238000001192 hot extrusion Methods 0.000 claims abstract description 6
- 239000000243 solution Substances 0.000 claims description 22
- 238000001816 cooling Methods 0.000 claims description 14
- 238000010791 quenching Methods 0.000 claims description 14
- 238000005275 alloying Methods 0.000 claims description 11
- 239000006104 solid solution Substances 0.000 claims description 11
- 229910001092 metal group alloy Inorganic materials 0.000 claims description 10
- 229910017824 Cu—Fe—P Inorganic materials 0.000 claims description 9
- 229910018104 Ni-P Inorganic materials 0.000 claims description 9
- 229910018536 Ni—P Inorganic materials 0.000 claims description 9
- 229910052782 aluminium Inorganic materials 0.000 claims description 2
- 229910052787 antimony Inorganic materials 0.000 claims description 2
- 229910052790 beryllium Inorganic materials 0.000 claims description 2
- 229910052796 boron Inorganic materials 0.000 claims description 2
- 229910052804 chromium Inorganic materials 0.000 claims description 2
- 229910052749 magnesium Inorganic materials 0.000 claims description 2
- 229910052748 manganese Inorganic materials 0.000 claims description 2
- 229910052759 nickel Inorganic materials 0.000 claims description 2
- 229910052710 silicon Inorganic materials 0.000 claims description 2
- 229910052709 silver Inorganic materials 0.000 claims description 2
- 229910052718 tin Inorganic materials 0.000 claims description 2
- 229910052719 titanium Inorganic materials 0.000 claims description 2
- 229910052725 zinc Inorganic materials 0.000 claims description 2
- 229910052726 zirconium Inorganic materials 0.000 claims description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 38
- 239000010949 copper Substances 0.000 description 16
- BHEPBYXIRTUNPN-UHFFFAOYSA-N hydridophosphorus(.) (triplet) Chemical compound [PH] BHEPBYXIRTUNPN-UHFFFAOYSA-N 0.000 description 16
- 230000032683 aging Effects 0.000 description 15
- 229910052742 iron Inorganic materials 0.000 description 15
- 239000011159 matrix material Substances 0.000 description 14
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 12
- 229910052802 copper Inorganic materials 0.000 description 12
- 239000000463 material Substances 0.000 description 11
- 238000012360 testing method Methods 0.000 description 10
- 238000004458 analytical method Methods 0.000 description 6
- 239000002244 precipitate Substances 0.000 description 6
- 238000012545 processing Methods 0.000 description 6
- 238000001953 recrystallisation Methods 0.000 description 6
- 238000005096 rolling process Methods 0.000 description 6
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 4
- 229910052760 oxygen Inorganic materials 0.000 description 4
- 239000001301 oxygen Substances 0.000 description 4
- 239000002245 particle Substances 0.000 description 4
- 239000000126 substance Substances 0.000 description 4
- 229910000881 Cu alloy Inorganic materials 0.000 description 3
- 239000012809 cooling fluid Substances 0.000 description 3
- 238000002425 crystallisation Methods 0.000 description 3
- 230000008025 crystallization Effects 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 239000012530 fluid Substances 0.000 description 3
- 229910000765 intermetallic Inorganic materials 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 229910052698 phosphorus Inorganic materials 0.000 description 3
- 238000005057 refrigeration Methods 0.000 description 3
- 238000003466 welding Methods 0.000 description 3
- QGZKDVFQNNGYKY-UHFFFAOYSA-N Ammonia Chemical compound N QGZKDVFQNNGYKY-UHFFFAOYSA-N 0.000 description 2
- MHAJPDPJQMAIIY-UHFFFAOYSA-N Hydrogen peroxide Chemical compound OO MHAJPDPJQMAIIY-UHFFFAOYSA-N 0.000 description 2
- 238000004378 air conditioning Methods 0.000 description 2
- 230000000903 blocking effect Effects 0.000 description 2
- 238000005219 brazing Methods 0.000 description 2
- BERDEBHAJNAUOM-UHFFFAOYSA-N copper(I) oxide Inorganic materials [Cu]O[Cu] BERDEBHAJNAUOM-UHFFFAOYSA-N 0.000 description 2
- 239000013078 crystal Substances 0.000 description 2
- KRFJLUBVMFXRPN-UHFFFAOYSA-N cuprous oxide Chemical compound [O-2].[Cu+].[Cu+] KRFJLUBVMFXRPN-UHFFFAOYSA-N 0.000 description 2
- 238000009792 diffusion process Methods 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 238000005555 metalworking Methods 0.000 description 2
- 238000005204 segregation Methods 0.000 description 2
- 238000010583 slow cooling Methods 0.000 description 2
- 230000000930 thermomechanical effect Effects 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- QPLDLSVMHZLSFG-UHFFFAOYSA-N Copper oxide Chemical class [Cu]=O QPLDLSVMHZLSFG-UHFFFAOYSA-N 0.000 description 1
- AFCARXCZXQIEQB-UHFFFAOYSA-N N-[3-oxo-3-(2,4,6,7-tetrahydrotriazolo[4,5-c]pyridin-5-yl)propyl]-2-[[3-(trifluoromethoxy)phenyl]methylamino]pyrimidine-5-carboxamide Chemical compound O=C(CCNC(=O)C=1C=NC(=NC=1)NCC1=CC(=CC=C1)OC(F)(F)F)N1CC2=C(CC1)NN=N2 AFCARXCZXQIEQB-UHFFFAOYSA-N 0.000 description 1
- 229910021529 ammonia Inorganic materials 0.000 description 1
- 239000010953 base metal Substances 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 238000010622 cold drawing Methods 0.000 description 1
- 230000001010 compromised effect Effects 0.000 description 1
- 238000012790 confirmation Methods 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- LBJNMUFDOHXDFG-UHFFFAOYSA-N copper;hydrate Chemical compound O.[Cu].[Cu] LBJNMUFDOHXDFG-UHFFFAOYSA-N 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 230000008030 elimination Effects 0.000 description 1
- 238000003379 elimination reaction Methods 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 235000012438 extruded product Nutrition 0.000 description 1
- 229910002804 graphite Inorganic materials 0.000 description 1
- 239000010439 graphite Substances 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 238000010297 mechanical methods and process Methods 0.000 description 1
- 230000005226 mechanical processes and functions Effects 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 238000012544 monitoring process Methods 0.000 description 1
- 230000001590 oxidative effect Effects 0.000 description 1
- 230000001376 precipitating effect Effects 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 239000000047 product Substances 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 238000007665 sagging Methods 0.000 description 1
- 239000011265 semifinished product Substances 0.000 description 1
- 238000005482 strain hardening Methods 0.000 description 1
- 230000035882 stress Effects 0.000 description 1
- 238000005303 weighing Methods 0.000 description 1
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C23/00—Extruding metal; Impact extrusion
- B21C23/02—Making uncoated products
- B21C23/04—Making uncoated products by direct extrusion
- B21C23/08—Making wire, bars, tubes
- B21C23/085—Making tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C1/00—Manufacture of metal sheets, metal wire, metal rods, metal tubes by drawing
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C9/00—Alloys based on copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/002—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working by rapid cooling or quenching; cooling agents used therefor
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/08—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of copper or alloys based thereon
Definitions
- the present invention relates to a production method for heat exchanger pipes, in particular for application in air conditioning and refrigeration sectors, or more in general, for applications that require high thermo-mechanical properties.
- piping used in ACR (Air Conditioning and Refrigeration) sectors are produced from Cu-DHP (Deoxidized High residual Phosphorous) alloys, without oxygen, wherein, in order to guarantee deoxidation a relatively high residual phosphorous content must be maintained, normally between 0.015 and 0.04%.
- Cu-DHP alloys have therefore proved as being particularly suitable for metal working applications, where seams must be mechanically stable.
- deoxidizers are often used precisely in order to prevent the surface from becoming covered with oxides (the formation of which is induced by the heat) which hinder correct copenetration of the added alloy material.
- the alloys are the alloys susceptible for precipitation hardening, such as those described in the patent EP-B-0399070 .
- Precipitation hardened alloys are processed using a specific heat treatment including a first heating stage at a temperature high enough to provoke complete solution heat treatment in the base metal of the constituent that makes the alloy susceptible to hardening (forming of a solid solution); a second cooling stage which may be shorter or longer, (quench hardening) wherein the solid solution is brought to oversaturation conditions and therefore thermodynamically metastable; and a last stage, for ageing, which creates the segregation of a precipitate, accompanied by a distortion of the base lattice which provokes a considerable increase in the hardening properties.
- a specific heat treatment including a first heating stage at a temperature high enough to provoke complete solution heat treatment in the base metal of the constituent that makes the alloy susceptible to hardening (forming of a solid solution); a second cooling stage which may be shorter or longer, (quench hardening) wherein the solid solution is brought to oversaturation conditions and therefore thermodynamically metastable; and a last stage, for ageing, which creates the se
- alloys that react in this manner are the Cu-Fe-P and Cu-Fe-Ni-P systems, which can undergo suitable heat treatment to create a great improvement in the mechanical properties in relation to those of pure copper, while maintaining their electrical and thermal conductivity properties practically unchanged.
- the mechanical properties of the precipitation hardened alloys of Cu-Fe-P and Cu-Fe-Ni-P systems depend on the specific heat treatment which they undergo during their preparation, and that is conceived to optimise the development of the mechanical resistance and the electrical and thermal conductivity. Their hardness and mechanical resistance depend on the quench hardening stage as well as the ageing and precipitation treatment. Furthermore, the electrical conductivity grows during the course of the treatment until it reaches a maximum, normally when it reaches the precipitate status.
- JP 2002-108180 according to prior art a process exists to obtain welded pipes produced using an alloy susceptible to precipitation hardening wherein the pipe is first formed and welded using a flat strip, and only following this process are solution heat treatment, quench hardening and ageing processes applied, in other words, operating on pipes that are substantially finished (or possibly only subjected to one or more cold-drawing processes).
- this method consumes very high amounts of energy which increases the cost of the finished pipe even further.
- the ageing stage too essential in order to provide the material with the required electrical conductivity, and above all, thermal properties, also in this case, lead to consuming a large amount of energy, and prolonging the production times.
- one aim of the present invention is to provide a production method for heat exchanger pipes conceived to work under the high pressure levels dictated by the use of new thermal fluids, and which is free of the drawbacks described above, and in particular, that results as relatively simple and economical to perform, while also providing pipes with a relatively reduced thickness (in order to prevent a negative influence on the thermal exchange coefficiency), but having high mechanical resistance.
- Another aim of the invention is to provide a method having the aforesaid characteristics, able to use alloys which are already readily available and that do not require the creation of a specific alloy for the purpose.
- said pipes are produced using any type of metal alloy having high thermal and electrical conductivity properties, susceptible to being subjected to a precipitation hardening process (ageing) based on blanks obtained through hot extrusion of billets performed with the exit of the hot blank transferred directly under hydrostatic head in a water bath in order to guarantee extremely rapid cooling speed, totally comparable with traditional quench hardening processes.
- a precipitation hardening process (ageing) based on blanks obtained through hot extrusion of billets performed with the exit of the hot blank transferred directly under hydrostatic head in a water bath in order to guarantee extremely rapid cooling speed, totally comparable with traditional quench hardening processes.
- the billets are extruded after they have been heated to a relatively high temperature, equal to, or preferably higher than the temperature of the solution heat treatment of the metal alloy which is used each time (for example approximately 900°C for a copper alloy of the KFC type, in other words, alloyed with Fe, P and, possibly, Ni), thus enabling the alloying elements responsible for precipitation hardening, such as phosphorous and iron, to be bought completely to solution in the billet.
- a relatively high temperature equal to, or preferably higher than the temperature of the solution heat treatment of the metal alloy which is used each time (for example approximately 900°C for a copper alloy of the KFC type, in other words, alloyed with Fe, P and, possibly, Ni), thus enabling the alloying elements responsible for precipitation hardening, such as phosphorous and iron, to be bought completely to solution in the billet.
- the rapid cooling of the external wall of the extruded product which is the direct result of performing extrusion under hydrostatic water head, guarantees not only the billet cooling, but also a cooling process strong enough to determine "solution heat treatment” quench hardening, in other words, performed with a cooling speed such that it is able to maintain the solid solution of alloying elements in the base matrix of the alloy (normally Cu) even at room temperature, in oversaturation conditions.
- solution heat treatment and quench hardening processes are performed without the need for a separate heat treatment stage ad hoc, but performed at the same time as the extrusion stage, thus providing considerable energy saving.
- the extruded pipe blank obtained in this manner undergoes a range of traditional cold processing stages according to prior art, such as rolling and drawing, in such a manner so that the transversal measurements (wall diameter and thickness) are gradually reduced and consequently the length is also increased, until the definitive measurements for the finished pipes have been reached as required.
- said "inevitable" final heat treatment stage is performed at the end of the production cycle, choosing the temperature and length of the crystallization operation in the most suitable manner, in order to also perform the ageing process of the material at the same time, with the consequential precipitation of intermetallic compounds on the edge of the grains of the metal matrix as a result of the "mobilisation" of the alloying elements previously brought into solid solution in oversaturation conditions, caused by the heat treatment and the following slow cooling .
- the production method for pipes for heat exchangers comprises the following stages:
- the billets are produced using an alloy chosen within Cu-Fe-P and Cu-Fe-Ni-P systems. More preferably, according to the method of the present invention, the billets are produced using an alloy from the Cu-Fe-P and Cu-Fe-Ni-P systems wherein the Fe is between 800 and 1500 ppm, the P is between 250 and 500 ppm and the Ni is in the interval between 100 and 20000 ppm with a Fe/P weight ratio between 2,5 and 5, preferably 4.
- other precipitation system alloys can also be used, wherein the Cu is present with one or more elements chosen from among Ni , Co, Mg, Zr, Si, Cr, B, Sb, Zn, Be, Sn, Al, Ag, Ti and Mn.
- the production method of pipes for heat exchangers according to the present invention foresees, first of all, the melting of bars of any type of metal alloy possessing high thermal and electrical conductivity properties, and which is susceptible to undergoing a precipitation hardening process (ageing), preferably being an alloy chosen from within Cu-Fe-P and Cu-Fe-Ni-P systems. More preferably, the bars are melted using an alloy within Cu-Fe-P and Cu-Fe-Ni-P systems having a Fe/P ratio between 2,5 and 5.
- a precipitation hardening process preferably being an alloy chosen from within Cu-Fe-P and Cu-Fe-Ni-P systems. More preferably, the bars are melted using an alloy within Cu-Fe-P and Cu-Fe-Ni-P systems having a Fe/P ratio between 2,5 and 5.
- the bars are cut into billets for the following extrusion operation (for example, performed at approximately 900°C for a copper alloy of the KFC type, in other words alloyed with Fe, P and, possibly, Ni), which enables the alloying elements (successively) responsible for the precipitation hardening, such as phosphorous and iron, to be brought completely to solution in the billet.
- extrusion operation for example, performed at approximately 900°C for a copper alloy of the KFC type, in other words alloyed with Fe, P and, possibly, Ni
- the extrusion is performed using a heating furnace inside which the temperature is increased progressively between the entrance and the exit to provide a plurality of zones having different temperatures, preferably between 600 and 1200°C, more preferably between 700 and 1100°C.
- the period of time the billet remains inside the furnace is approximately an hour and a half.
- the billets are heated (block 100 in Figure 3 ) to a temperature equal to, or preferably higher than, the temperature of the solution heat treatment of the metal alloy which is used each time.
- the temperature of the billets on exit from the furnace is therefore between 900 and 950°C, preferably between 910 and 930°C, while that of the shell, (in other words the temperature at which the container is maintained to prevent excessive thermal amplitude during the extrusion campaign) is equal to approximately 430°C.
- This heating process permits the alloying elements responsible for the precipitation hardening, such as phosphorous and iron to be brought completely to solution in the billet.
- the extrusion (block 110 in Figure 3 ) is performed with the exit of the hot extruded blank, having predetermined measurements, directly under hydrostatic head in a water bath ( Figure 1 ), in a manner to guarantee extremely rapid cooling speed, totally comparable to that obtained using traditional quench hardening processes. Since the extruded pipe blank exits from the drawplate at a temperature over 900°C, at a speed of approximately 450 mm/s, the water bath is maintained suitably at a temperature no higher than 50°C, thus guaranteeing a cooling speed no lower than approximately 40°C/s.
- the homogeneous cooling of the pipe is ensured by maintaining an effective hydrostatic head of at least 300mm above the pipe, guaranteed not only by the geometry of the tank itself and its position in relation to the extrusion drawplate, but also through the use of a high pressure water jet system that hits the extruded pipe at a tangent lapping the entire surface.
- the water bath cools the external wall of the extruded piece rapidly, blocking in conditions of thermodynamic non-equilibrium, the iron and phosphorous previous solubilized during the heating of the billet.
- Extrusion performed under water does not require a specific solution heat treatment process ad hoc followed by a separate quench hardening process; performing both operations simultaneously contributes towards considerable energy saving, and at the same time, permits monitoring of the characteristics of the produced material.
- the rolled blanks undergo a straight drawing stage (straight drawing, block 130 in Figure 3 ), with further reduction of the external diameter and thickness, however, not accompanied by further increase in hardness.
- the rolling considered as the most difficult stage in the process, hardens the material to such a point that the successive plastic deforming caused by drawing does not confer substantial increases to the hardness levels reached at the end of the previous processing stage.
- the last stage of the cold plastic deforming process for the production of industrial pipes includes multiple steps of spinner drawing (drawing by spinners, block 140 of Figure 3 ) wherein the drawn semi-finished products are brought to the final pre-established measurements (diameter and thickness).
- This processing stage also provokes an increase in material hardness, although generally this increase is insignificant.
- the rolled and drawn pipe which has now reached its substantially definitive measurements, now undergoes distension heat treatment, which not only involves recrystallization, but also the so-called “ageing” process.
- this "inevitable" final heat treatment stage is therefore performed at the end of the production cycle, choosing the temperature and duration of the crystallization operation appropriately, in order to provoke the material ageing process at the same time, with the consequential precipitation of intermetallic compounds on the edges of the matrix grains as a result of the "mobilisation”, caused by this heat treatment and successive slow cooling of the alloying elements previously brought into solid solution in conditions of oversaturation.
- This last heat treatment therefore facilitates the precipitation in a semicoherent form with the matrix of the particles FeP 2 and Fe 2 P and therefore starts up the actual precipitation hardening action.
- This ageing process also determines above all, at the same time, an increase in the electrical and thermal conductivity of the alloy, a property that is clearly desirable in a pipe destined for use in heat exchangers, and at the same time it induces an improvement of approximately 25% in the mechanical properties.
- the recrystallization and ageing process is performed, for example, in a furnace (tunnel furnace), at a temperature between 500 and 650°C for a period of time between 1.5 and 3 hours. More preferably, this process is performed at a temperature of 575°C for 2.5 hours.
- Table 1 shows the data relative to the composition percentage (alloying elements Fe and P, and impurities) of the alloys used for CO 2 realisation of the heat exchanger pipes according to the method of the present invention.
- Table 1 - composition percentage of the alloys used for CO 2 realisation of heat exchanger pipes according to the method of the present invention.
- the bars were then cut into billets measuring 305 mm in diameter and 680 mm in length, for the successive extrusion operation. 3 disks approximately 10 mm thick were cut from the bars in order to perform the so called “Calotte test” at the beginning, centre and end of the bar. The material resisted all tests without showing signs of fracture or sagging, even in the central area which is the part placed under major stress during testing.
- the heating furnace used for extrusion is composed of 11 zones wherein the temperature is set according to the diagram shown in table 2.
- the standard period of time inside the furnace is approximately 1.5 hours.
- Table 2 Schematic diagram of the tunnel furnace zones used for billet heating for extrusion, and the relative zone temperatures. Zone 1 2 3 4 5 6 7 8 9 10 11 Temp. [°C] 700 700 734 843 887 921 955 1000 1020 1020 1020
- each billet on exit from the furnace was measured for the main extrusion parameters, and in particular, the billet temperature, the shell temperature (in other words the temperature at which the container must be maintained constant to prevent excessive thermal amplitude during the extrusion campaign) the pressure of the perforating chuck, the extrusion thrust pressure (in other words the maximum pressure reached during the single extrusion) and the final pressure in relation to the working pressure during the extrusion operation.
- Table 3 Main extrusion parameters of billets taken from KFC alloy bars, according to the method of the present invention.
- Extrusion was performed under water: the extruded pipe blank on exit from the drawplate runs over a graphite bench at a speed of 450 mm per second and reaches a water tank with a volume of 55 m 3 which is maintained at a constant temperature of 45 °C. This permits the extruded pipe to pass from a temperature of approximately 900 °C to that of 80 °C in about 20 seconds (cooling speed approximately 40°C/sec). The homogenous cooling of the pipe, which remains constantly 300 mm under the surface of the water, is guaranteed even further by a high pressure water jet system that hits the pipe at a tangent lapping the entire surface.
- Table 5 summarizes the average IACS% levels of electrical conductivity measured using Sigmatest D 2.068 (Foerster). These ranged between 47 and 51% IACS, thus confirming the efficacy of underwater extrusion to obtain the solution heat treatment of iron and phosphorous in the copper matrix. In particular, it is worth noting that the lowest levels of electrical conductivity occur where the highest concentrations of iron and phosphorous are present.
- the same table also shows the hardness levels at reduced load HV 500g/15" measured on the polished cross-section of the same samples. Table 5 - Electrical conductivity and hardness at reduced load HV 500g/15" measured on the extruded pieces.
- the layer of copper protoxide and oxide formed on the surface of the billet is easy to eliminate through "descaling" performed using high pressure water, the diffusion layer of the oxygen and the consequential dispersion of the Cu 2 O ⁇ P 2 O 5 precipitates cannot be eliminated using the same method, because it is intrinsically connected with the metal matrix.
- the elimination of the jacket is performed under optimal conditions, it is able to eliminate the oxidized layer completely, since it removes a uniform thickness of material.
- the average diameter of the extruded pipe grains was measured using metallographic analysis on the extruded piece sections. The levels, ranging between 120 and 150 ⁇ m, correspond with those generally found in Cu DHP samples.
- the rolling mill was set at 70 strokes a minute with a travel step of 11,11 mm and a rotation of 60° for each stroke.
- the pipe On exit from the rolling mill the pipe had an internal diameter of 40.5 mm, an external diameter of 45 mm, a thickness of 2.25 mm, and a weight of 2693 g/m.
- Table 6 shows the levels measured by the load cell for each drawn semi-finished pipe, together with certain levels measured for Cu DHP pipes drawn using the same operating settings as those used for the KFC pipes.
- the strength required for drawing the copper DHP is about 300 kg lower than that required for drawing KFC pipes.
- the last stage of the process for the production of industrial pipes involves 7 spinner-drawing steps in order to obtain the final pre-established diameter of 9.52 X 0.45 mm. After the spinner drawing a further increase in hardness was recorded, although slight, and measured at about 5-10 HV 500g/15''.
- the heat treatment of the drawn pipe must also perform the function of precipitating the FeP 2 and Fe 2 P particles in semi-coherent form with the matrix, provoking hardening. Therefore, in order to identify the conditions that are able to guarantee obtaining a well-recrystallised metallic matrix and reaching the ageing conditions as required, isochrone tests were performed in a muffle furnace for a period of 2.5 hours at increasing temperatures beginning from 525°C (in other words the temperature generally used for copper DHP annealing).
- KFC (estruded piece 16) hardened - 135.95 49.6 2.5 h a 525°C 12.5 71.7 88,8 2.5 h a 550°C 12.5 68.6 86.7 2.5 h a 575°C 15 64 83.7 2.5 h a 600°C 17.5 63.9 81.2 2.5 h a 625°C 20 63.05 78.5 Cu DHP Hardened - 127.2 85 2.5 h a 525°C 35 51.3 88 2.5 h a 550°C 37.5 47.6 n.d. 2.5 h a 575°C 40 42.8 n.d. 2.5 h a 600°C 45 n.d. n.d. 2.5 h a 625°C 60 n.d. n.d.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Extrusion Of Metal (AREA)
Abstract
a) production of a billet in an alloy suitable for hardening through precipitation;
b) direct hot extrusion under hydrostatic head in a water bath, of the billet previously heated to a temperature equal to or higher than the solution heat treatment of the alloy, in order to construct an extruded pipe blank of a pre-determined size;
c) cold rolling of the extruded pipe blank to obtain a rolled blank having a reduced transversal measurement and consequently having an increased length;
d) subjecting the rolled blank to a straight drawing process to obtain a semi-finished pipe;
e) subjecting the semi-finished pipe to spinner drawing to reduce the transversal measurement and consequently, to obtain a pipe having its definitive size;
f) subjecting the pipe to annealing in a tunnel furnace in a manner to determine the hardening of the pipe through precipitation.
Description
- The present invention relates to a production method for heat exchanger pipes, in particular for application in air conditioning and refrigeration sectors, or more in general, for applications that require high thermo-mechanical properties.
- Generally, piping used in ACR (Air Conditioning and Refrigeration) sectors are produced from Cu-DHP (Deoxidized High residual Phosphorous) alloys, without oxygen, wherein, in order to guarantee deoxidation a relatively high residual phosphorous content must be maintained, normally between 0.015 and 0.04%. The presence of phosphorous is able to eliminate any effects of fragility in reducing environments, and improve cold plastic deformability and above all increase the aptitude for brazing. Cu-DHP alloys have therefore proved as being particularly suitable for metal working applications, where seams must be mechanically stable. In fact, in brazing processes, deoxidizers are often used precisely in order to prevent the surface from becoming covered with oxides (the formation of which is induced by the heat) which hinder correct copenetration of the added alloy material. In a similar manner, if the copper contains oxygen before processing, the strength of the seam will be compromised. For this reason, the type of copper used for rolled products for roofing and metalworking, but also for the production of pipes for fluid distribution installations, is Cu-DHP. In particular, these alloys are used regularly for cooling fluid piping, which currently use HFC, having almost totally replaced CFC.
- However, current trends in global environmental policies (such as the regulations set out in the Kyoto protocol) wish to encourage the market in the direction of other less damaging cooling fluids for the environment, above all in relation to the repercussions at global level due to greenhouse effects. However, from an operational viewpoint, these cooling fluids require higher working pressure.
- The use of common ACR pipes in heat exchangers which operate under these working pressure levels would also necessarily provoke a considerable increase in the pipe thickness, with the relative increase in production costs, especially considering the constant increase in raw material prices in recent years. Furthermore, greater pipe thickness results in a reduction in exchange coefficients, thus penalising the overall refrigeration process efficiency.
- This drawback remains, although to a lesser degree, even when producing pipes in a suitable manner to increase thermal exchange efficiency, such as providing a suitable corrugated internal surface on pipes, by applying profiles with relatively complex geometries, which increase fluid turbulence inside the pipes thus provoking higher exchange coefficients. In particular, it is possible to produce profiles that guarantee excellent thermal exchange efficiency, by impressing the flat surface of a strip with one or more ribbed rollers. This solution is able to also provide criss-crossed ribbing.
- Beginning with this type of ribbed strip, it is possible to then produce a pipe using suitable lengthwise welding.
- As an alternative, it is possible to improve the mechanical characteristics of the pipe, while at the same time limiting to a considerable degree the pipe thickness required because of higher working pressure, by using alloys having stronger mechanical characteristics.
- Among the copper alloys (or in any case, those having high thermal and electrical conductivity), and possessing relatively high mechanical resistance characteristics, are the alloys susceptible for precipitation hardening, such as those described in the patent
EP-B-0399070 . - Precipitation hardened alloys are processed using a specific heat treatment including a first heating stage at a temperature high enough to provoke complete solution heat treatment in the base metal of the constituent that makes the alloy susceptible to hardening (forming of a solid solution); a second cooling stage which may be shorter or longer, (quench hardening) wherein the solid solution is brought to oversaturation conditions and therefore thermodynamically metastable; and a last stage, for ageing, which creates the segregation of a precipitate, accompanied by a distortion of the base lattice which provokes a considerable increase in the hardening properties. Among the alloys that react in this manner are the Cu-Fe-P and Cu-Fe-Ni-P systems, which can undergo suitable heat treatment to create a great improvement in the mechanical properties in relation to those of pure copper, while maintaining their electrical and thermal conductivity properties practically unchanged.
- The mechanical properties of the precipitation hardened alloys of Cu-Fe-P and Cu-Fe-Ni-P systems depend on the specific heat treatment which they undergo during their preparation, and that is conceived to optimise the development of the mechanical resistance and the electrical and thermal conductivity. Their hardness and mechanical resistance depend on the quench hardening stage as well as the ageing and precipitation treatment. Furthermore, the electrical conductivity grows during the course of the treatment until it reaches a maximum, normally when it reaches the precipitate status.
- The use of these alloys to replace Cu-DHP alloys for producing pipes using longitudinal welding, such as those beginning from a ribbed strip, does have certain drawbacks. Because of the concentrated high heat levels developed with traditional welding techniques, this leads to a worsening in the thermo-mechanical characteristics of the alloy along the weld seam, where a new solution heat treatment would occur on the precipitate. For this reason, such as that described in the Japanese patent application n°.
JP 2002-108180 - Moreover, it is obvious that direct pipe forming from alloys susceptible to precipitation hardening, such as through extrusion as described in the Japanese patent application n°.
JP 2003-089378 - The ageing stage too, essential in order to provide the material with the required electrical conductivity, and above all, thermal properties, also in this case, lead to consuming a large amount of energy, and prolonging the production times.
- Therefore one aim of the present invention is to provide a production method for heat exchanger pipes conceived to work under the high pressure levels dictated by the use of new thermal fluids, and which is free of the drawbacks described above, and in particular, that results as relatively simple and economical to perform, while also providing pipes with a relatively reduced thickness (in order to prevent a negative influence on the thermal exchange coefficiency), but having high mechanical resistance. Another aim of the invention is to provide a method having the aforesaid characteristics, able to use alloys which are already readily available and that do not require the creation of a specific alloy for the purpose.
- According to the present invention, therefore, a production method is provided for pipes having high mechanical resistance and high thermal exchange capacity, in particular for application on heat exchangers, as defined in Claim 1.
- In particular, according to the invention, said pipes are produced using any type of metal alloy having high thermal and electrical conductivity properties, susceptible to being subjected to a precipitation hardening process (ageing) based on blanks obtained through hot extrusion of billets performed with the exit of the hot blank transferred directly under hydrostatic head in a water bath in order to guarantee extremely rapid cooling speed, totally comparable with traditional quench hardening processes.
- In particular, the billets are extruded after they have been heated to a relatively high temperature, equal to, or preferably higher than the temperature of the solution heat treatment of the metal alloy which is used each time (for example approximately 900°C for a copper alloy of the KFC type, in other words, alloyed with Fe, P and, possibly, Ni), thus enabling the alloying elements responsible for precipitation hardening, such as phosphorous and iron, to be bought completely to solution in the billet. The rapid cooling of the external wall of the extruded product, which is the direct result of performing extrusion under hydrostatic water head, guarantees not only the billet cooling, but also a cooling process strong enough to determine "solution heat treatment" quench hardening, in other words, performed with a cooling speed such that it is able to maintain the solid solution of alloying elements in the base matrix of the alloy (normally Cu) even at room temperature, in oversaturation conditions. In this manner the solution heat treatment and quench hardening processes are performed without the need for a separate heat treatment stage ad hoc, but performed at the same time as the extrusion stage, thus providing considerable energy saving.
- After this stage, the extruded pipe blank obtained in this manner, undergoes a range of traditional cold processing stages according to prior art, such as rolling and drawing, in such a manner so that the transversal measurements (wall diameter and thickness) are gradually reduced and consequently the length is also increased, until the definitive measurements for the finished pipes have been reached as required.
- Naturally, during these cold-processing stages the material is subject to work hardening, which can even be quite considerable. Therefore, at the end (or towards the end) of the cold mechanical process, the extruded, rolled and drawn pipes must undergo distension heat treatment (annealing or crystallization).
- According to a further characteristic of the method according to the invention, said "inevitable" final heat treatment stage is performed at the end of the production cycle, choosing the temperature and length of the crystallization operation in the most suitable manner, in order to also perform the ageing process of the material at the same time, with the consequential precipitation of intermetallic compounds on the edge of the grains of the metal matrix as a result of the "mobilisation" of the alloying elements previously brought into solid solution in oversaturation conditions, caused by the heat treatment and the following slow cooling .
- More precisely, the production method for pipes for heat exchangers according to the present invention comprises the following stages:
- a) production of a billet in an alloy susceptible to precipitation hardening and having suitable thermal conductivity;
- b) hot extrusion directly under hydrostatic head in a water bath of said billet previously heated to a temperature equal to or higher than that of the solution heat treatment of the alloy, to construct an extruded pipe blank having a predetermined size;
- c) cold rolling of the extruded pipe blank in such a manner to obtain a rolled blank having a reduced transversal measurement, and consequently an increased length;
- d) subjecting the rolled blank to straight drawing in order to obtain a semi-finished pipe;
- e) subjecting the semi-finished pipe to spinner drawing to reduce the transversal measurement and consequently to obtain a pipe having substantially definitive measurements;
- f) subjecting the pipe to annealing in a tunnel furnace performed in such a manner to determine the hardening of the pipe through the precipitation of at least part of the alloying elements contained in said alloy and previously brought to solid solution during the extrusion stage.
- In this manner, with the same thermal conductivity, which is determined by the choice of the chemical composition of the alloy each time it is used, pipes can be produced which are mechanically very resistant, in particular, to the application of strong internal pressure, thanks to the fact that the material results as having a greater basic mechanical resistance caused by the precipitation of intermetallic compounds (ageing), as well as the fact that the pipes obtained in this manner have no seams (seamless), unlike welded pipes commonly used for thermal exchange applications.
- Preferably, the billets are produced using an alloy chosen within Cu-Fe-P and Cu-Fe-Ni-P systems. More preferably, according to the method of the present invention, the billets are produced using an alloy from the Cu-Fe-P and Cu-Fe-Ni-P systems wherein the Fe is between 800 and 1500 ppm, the P is between 250 and 500 ppm and the Ni is in the interval between 100 and 20000 ppm with a Fe/P weight ratio between 2,5 and 5, preferably 4. Furthermore other precipitation system alloys can also be used, wherein the Cu is present with one or more elements chosen from among Ni , Co, Mg, Zr, Si, Cr, B, Sb, Zn, Be, Sn, Al, Ag, Ti and Mn.
- A preferred embodiment of the invention is now described, provided simply as a non-limiting example with reference to the figures in the appended drawings wherein:
-
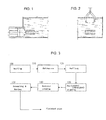
figure 1 schematically shows a cross-section of a tank wherein under hydrostatic head in a water bath, the stage b) of extrusion of a preheated billet is performed according to the method of the present invention; -
figure 2 shows a further cross-section of the tank shown infigure 1 illustrating how a section of the extruded and quench hardened blank is moved away from the tank to undergo the successive operations according to the method of the present invention; -
figure 3 is a block diagram that schematically shows sequence of the successive processing stages that comprise the method according to the present invention. - The production method of pipes for heat exchangers according to the present invention foresees, first of all, the melting of bars of any type of metal alloy possessing high thermal and electrical conductivity properties, and which is susceptible to undergoing a precipitation hardening process (ageing), preferably being an alloy chosen from within Cu-Fe-P and Cu-Fe-Ni-P systems. More preferably, the bars are melted using an alloy within Cu-Fe-P and Cu-Fe-Ni-P systems having a Fe/P ratio between 2,5 and 5.
- Successively, the bars are cut into billets for the following extrusion operation (for example, performed at approximately 900°C for a copper alloy of the KFC type, in other words alloyed with Fe, P and, possibly, Ni), which enables the alloying elements (successively) responsible for the precipitation hardening, such as phosphorous and iron, to be brought completely to solution in the billet.
- The extrusion is performed using a heating furnace inside which the temperature is increased progressively between the entrance and the exit to provide a plurality of zones having different temperatures, preferably between 600 and 1200°C, more preferably between 700 and 1100°C. The period of time the billet remains inside the furnace is approximately an hour and a half. In this manner, the billets are heated (block 100 in
Figure 3 ) to a temperature equal to, or preferably higher than, the temperature of the solution heat treatment of the metal alloy which is used each time. The temperature of the billets on exit from the furnace is therefore between 900 and 950°C, preferably between 910 and 930°C, while that of the shell, (in other words the temperature at which the container is maintained to prevent excessive thermal amplitude during the extrusion campaign) is equal to approximately 430°C. This heating process permits the alloying elements responsible for the precipitation hardening, such as phosphorous and iron to be brought completely to solution in the billet. - According to one aspect of the present invention the extrusion (block 110 in
Figure 3 ) is performed with the exit of the hot extruded blank, having predetermined measurements, directly under hydrostatic head in a water bath (Figure 1 ), in a manner to guarantee extremely rapid cooling speed, totally comparable to that obtained using traditional quench hardening processes. Since the extruded pipe blank exits from the drawplate at a temperature over 900°C, at a speed of approximately 450 mm/s, the water bath is maintained suitably at a temperature no higher than 50°C, thus guaranteeing a cooling speed no lower than approximately 40°C/s. - The homogeneous cooling of the pipe is ensured by maintaining an effective hydrostatic head of at least 300mm above the pipe, guaranteed not only by the geometry of the tank itself and its position in relation to the extrusion drawplate, but also through the use of a high pressure water jet system that hits the extruded pipe at a tangent lapping the entire surface.
- In this way, thanks to its high thermal inertia, the water bath cools the external wall of the extruded piece rapidly, blocking in conditions of thermodynamic non-equilibrium, the iron and phosphorous previous solubilized during the heating of the billet. This substantially represents "solution heat treatment" quench hardening, in other words performed by the cooling speed that is such that it provokes the maintaining in solid solution of the alloying elements in the base matrix of the alloy (normally, Cu) even at room temperature, in conditions of oversaturation. In this stage of the process, segregation can occur in part of the alloying elements through intermediate metastable stages, and therefore, during the first moments in the solid solution certain zones are formed which are richer in solute atoms that tend to move to positions of greater symmetry, inserting themselves into the gaps of the base lattice. This provokes lattice distortion, which is accompanied by a considerable increase in the hardening, but on the other hand, also accompanied by a reduction in the thermal and electrical conductivity.
- Extrusion performed under water does not require a specific solution heat treatment process ad hoc followed by a separate quench hardening process; performing both operations simultaneously contributes towards considerable energy saving, and at the same time, permits monitoring of the characteristics of the produced material.
- Following this stage in the production process, the extruded pipe blanks thus obtained and moved out of the tank (
Figure 2 ) then undergo a range of traditional cold processes such as rolling and drawing (blocks 120 to 140 inFigure 3 ), in a manner to gradually reduce the transversal measurements (wall diameter and thickness) and therefore, also to increase the length, until the definitive required finished pipe measurements have been obtained. - These operations involve very strong plastic deforming, and therefore, together with the considerable reduction in the external diameter and thickness of the pipe, from a metallographic point of view, this leads to a strong hardening effect which can be noted in an increased hardness of the material.
- After the cold rolling stage (block 120), the rolled blanks undergo a straight drawing stage (straight drawing, block 130 in
Figure 3 ), with further reduction of the external diameter and thickness, however, not accompanied by further increase in hardness. The rolling, considered as the most difficult stage in the process, hardens the material to such a point that the successive plastic deforming caused by drawing does not confer substantial increases to the hardness levels reached at the end of the previous processing stage. - The last stage of the cold plastic deforming process for the production of industrial pipes includes multiple steps of spinner drawing (drawing by spinners, block 140 of
Figure 3 ) wherein the drawn semi-finished products are brought to the final pre-established measurements (diameter and thickness). This processing stage also provokes an increase in material hardness, although generally this increase is insignificant. - According to the method of the present invention, the rolled and drawn pipe, which has now reached its substantially definitive measurements, now undergoes distension heat treatment, which not only involves recrystallization, but also the so-called "ageing" process. According to one characteristic of the method according to the invention, this "inevitable" final heat treatment stage is therefore performed at the end of the production cycle, choosing the temperature and duration of the crystallization operation appropriately, in order to provoke the material ageing process at the same time, with the consequential precipitation of intermetallic compounds on the edges of the matrix grains as a result of the "mobilisation", caused by this heat treatment and successive slow cooling of the alloying elements previously brought into solid solution in conditions of oversaturation. This last heat treatment therefore facilitates the precipitation in a semicoherent form with the matrix of the particles FeP2 and Fe2P and therefore starts up the actual precipitation hardening action.
- This ageing process also determines above all, at the same time, an increase in the electrical and thermal conductivity of the alloy, a property that is clearly desirable in a pipe destined for use in heat exchangers, and at the same time it induces an improvement of approximately 25% in the mechanical properties.
- Preferably, according to the method of the present invention, the recrystallization and ageing process is performed, for example, in a furnace (tunnel furnace), at a temperature between 500 and 650°C for a period of time between 1.5 and 3 hours. More preferably, this process is performed at a temperature of 575°C for 2.5 hours.
- Further characteristics of the invention will be made clearer from the description of the practical example of realisation.
- Table 1 shows the data relative to the composition percentage (alloying elements Fe and P, and impurities) of the alloys used for CO2 realisation of the heat exchanger pipes according to the method of the present invention.
Table 1 - composition percentage of the alloys used for CO2 realisation of heat exchanger pipes according to the method of the present invention. Alloy Fe % p/p P % p/p Ni % p/p Cu % p/p Pb % p/p SN % p/p Billet A 0.1521 0.0391 0.0048 remainder 0.0042 0.0042 0.1459 0.0361 0.0048 remainder 0.0038 0.0033 0.1392 0.0317 0.0046 remainder 0.0031 0.0032 Billet B 0.1636 0.0386 0.0051 remainder 0.0036 0.0034 0.1479 0.0372 0.0047 remainder 0.0035 0.0031 0.1454 0.0324 0.0049 remainder 0.0032 0,0033 - The bars were then cut into billets measuring 305 mm in diameter and 680 mm in length, for the successive extrusion operation. 3 disks approximately 10 mm thick were cut from the bars in order to perform the so called "Calotte test" at the beginning, centre and end of the bar. The material resisted all tests without showing signs of fracture or sagging, even in the central area which is the part placed under major stress during testing.
- The heating furnace used for extrusion is composed of 11 zones wherein the temperature is set according to the diagram shown in table 2. The standard period of time inside the furnace is approximately 1.5 hours.
Table 2 - Schematic diagram of the tunnel furnace zones used for billet heating for extrusion, and the relative zone temperatures. Zone 1 2 3 4 5 6 7 8 9 10 11 Temp. [°C] 700 700 734 843 887 921 955 1000 1020 1020 1020 - Each billet on exit from the furnace was measured for the main extrusion parameters, and in particular, the billet temperature, the shell temperature (in other words the temperature at which the container must be maintained constant to prevent excessive thermal amplitude during the extrusion campaign) the pressure of the perforating chuck, the extrusion thrust pressure (in other words the maximum pressure reached during the single extrusion) and the final pressure in relation to the working pressure during the extrusion operation.
Table 3 - Main extrusion parameters of billets taken from KFC alloy bars, according to the method of the present invention. N° estruded piece T billet [°C] T shell [°C] P chuck [bar] P thrust [bar] P final [bar] 1 930 429 90 277 233 2 930 429 91 255 233 3 925 429 91 267 230 4 925 429 91 276 236 5 918 429 95 299 230 6 917 429 96 299 242 7 912 429 104 290 240 8 916 429 97 294 241 9 918 429 98 301 243 10 917 430 94 299 235 11 917 429 96 305 228 12 915 429 103 291 240 13 916 429 96 308 239 14 922 431 95 299 234 15 920 431 102 287 222 16 920 431 95 305 230 - From the results shown in Table 3, it was seen that the temperature of the billet is generally between 910 and 930°C, while that of the shell remains practically constant and equal to about 430°C. The figures recorded are generally comparable to those normally found during the extrusion of billets in Cu DHP. Chemical analysis was performed again on extruded rings taken from the end of each extruded piece. The results are shown in Table 4.
Table 4 - Chemical analysis performed on each extruded piece. N° estruded piece Fe P Zn Ni Pb Sn Ag Fe/P [ppm] [ppm] [ppm] [ppm] [ppm] [ppm] [ppm] - 1 1480 346 5 41 8 <1 71 4.28 2 1403 332 2 43 10 <1 75 4.22 3 1332 318 6 42 14 2 73 4.19 4 1452 360 4 40 15 <1 69 4.03 5 1363 325 8 43 16 2.8 72 4.49 6 1474 367 9 45 21 <1 71 4.02 7 1376 333 1 42 14 <1 70 4.13 8 1428 352 8 42 14 <1 75 4.06 9 1450 356 4 43 18 <1 72 4.07 10 1380 337 <1 42 14 <1 71 4.09 11 1372 333 <1 40 8 <1 76 4.12 12 1459 368 8 44 10 <1 72 3.96 13 1282 310 8 43 15 <1 73 4.14 14 1445 369 11 41 7 <1 70 3.92 15 1451 368 3 42 14 <1 72 3.94 16 1334 306 4 43 15 <1 73 4.36 - Extrusion was performed under water: the extruded pipe blank on exit from the drawplate runs over a graphite bench at a speed of 450 mm per second and reaches a water tank with a volume of 55 m3 which is maintained at a constant temperature of 45 °C. This permits the extruded pipe to pass from a temperature of approximately 900 °C to that of 80 °C in about 20 seconds (cooling speed approximately 40°C/sec). The homogenous cooling of the pipe, which remains constantly 300 mm under the surface of the water, is guaranteed even further by a high pressure water jet system that hits the pipe at a tangent lapping the entire surface. With this system, rapid cooling occurs (quench hardening) blocking in thermodynamically metastable conditions the iron and the phosphorous dissolved during the heating action. In this manner, a specific solution heat treatment ad hoc, followed by a separate quench hardening stage, is not necessary. The efficacy of the extrusion under water in order to obtain the solution heat treatment of the KFC alloy was monitored indirectly through the measurement of the electrical conductivity. In fact, because of the induced lattice distortion, the presence of solutes inside the crystal lattice of the copper strongly reduces the electrical conductivity of the alloy. However, it would be expected that the same electrical conductivity would begin to increase again following the successive precipitation process (ageing) during which the iron and phosphorous combine to form semi-coherent precipitates with the matrix. The crystal lattice, therefore, would be no longer distorted and the expected conductivity should result as close to those levels of the Cu DHP (around the level expected equal to 85% IACS).
- Table 5 summarizes the average IACS% levels of electrical conductivity measured using Sigmatest D 2.068 (Foerster). These ranged between 47 and 51% IACS, thus confirming the efficacy of underwater extrusion to obtain the solution heat treatment of iron and phosphorous in the copper matrix. In particular, it is worth noting that the lowest levels of electrical conductivity occur where the highest concentrations of iron and phosphorous are present. The same table also shows the hardness levels at reduced load HV 500g/15" measured on the polished cross-section of the same samples.
Table 5 - Electrical conductivity and hardness at reduced load HV 500g/15" measured on the extruded pieces. N° extruded piece Fe [ppm] P [ppm] Fe/P IACS% HV 500g/15'' 1 1480 346 4.28 48.6 54.7 2 1403 332 4.22 48.29 54.9 3 1332 318 4.19 49.98 55.4 4 1452 360 4.03 47.28 51.8 5 1363 325 4.49 49.84 54.9 6 1474 367 4.02 48.09 55.35 7 1376 333 4.13 49.41 61.7 8 1428 352 4.06 48.86 56.2 9 1450 356 4.07 48.52 61.2 10 1380 337 4.09 48.66 56.1 11 1372 333 4.12 49.24 51.1 12 1459 368 3.96 48.72 62.7 13 1282 310 4.14 50.59 58.3 14 1445 369 3.92 48.57 63.6 15 1451 368 3.94 48.48 52.95 16 1334 306 4.36 50.05 49.3 - Furthermore, while the layer of copper protoxide and oxide formed on the surface of the billet is easy to eliminate through "descaling" performed using high pressure water, the diffusion layer of the oxygen and the consequential dispersion of the Cu2O·P2O5 precipitates cannot be eliminated using the same method, because it is intrinsically connected with the metal matrix. On the other hand, if the elimination of the jacket is performed under optimal conditions, it is able to eliminate the oxidized layer completely, since it removes a uniform thickness of material. The average diameter of the extruded pipe grains was measured using metallographic analysis on the extruded piece sections. The levels, ranging between 120 and 150 µm, correspond with those generally found in Cu DHP samples.
- The production cycle was continued with the cold rolling stage, performed only on a part of the extruded pipe blanks, selected in a manner to create a sample representing the total interval of the levels of the available Fe/P ratios, and in particular on the extruded pieces at the end of this interval (Fe/P=3.92 and Fe/P=4.36). The rolling mill was set at 70 strokes a minute with a travel step of 11,11 mm and a rotation of 60° for each stroke. On exit from the rolling mill the pipe had an internal diameter of 40.5 mm, an external diameter of 45 mm, a thickness of 2.25 mm, and a weight of 2693 g/m.
- The rolling provoked considerable hardening from a metallographic point of view, with a hardness variation that for the extruded piece n° 14 measured from 63.6 HV 500g/15'' (refer to Table 5) to 127.7 HV 500g/15", and the extruded piece n°16 from 49.3 HV 500g/15" (Table 5) to 126.6 HV 500g/15".
- After the cold rolling stage, the rolled pieces were caterpillar drawn to obtain semi-finished pipes with the following characteristics: Internal diameter 31.4 mm, external diameter 35.26 mm, thickness 1.93 mm and weight of 1801 g/m.
Table 6 - Load cell levels measured during the straight drawing performed on KFC pipes according to the invention and on Cu DHP pipes(for comparison). N° estruded piece Load cell [kg] 9 6650 11 6580 12 6650 13 6590 14 6540 15 6590 16 6580 Cu DHP (1) 6340 Cu DHP (2) 6300 - Table 6 shows the levels measured by the load cell for each drawn semi-finished pipe, together with certain levels measured for Cu DHP pipes drawn using the same operating settings as those used for the KFC pipes. As can be seen, the strength required for drawing the copper DHP is about 300 kg lower than that required for drawing KFC pipes. This is a further confirmation of the hardening obtained through the solution of the iron and phosphorous in the copper matrix, which increases the plastic deforming resistance of the alloy. However, the differences are small and are within the standard working interval on the installation.
- The last stage of the process for the production of industrial pipes involves 7 spinner-drawing steps in order to obtain the final pre-established diameter of 9.52 X 0.45 mm. After the spinner drawing a further increase in hardness was recorded, although slight, and measured at about 5-10 HV 500g/15''.
- Once the geometrical measurements have reached the predetermined levels, the heat treatment of the drawn pipe must also perform the function of precipitating the FeP2 and Fe2P particles in semi-coherent form with the matrix, provoking hardening. Therefore, in order to identify the conditions that are able to guarantee obtaining a well-recrystallised metallic matrix and reaching the ageing conditions as required, isochrone tests were performed in a muffle furnace for a period of 2.5 hours at increasing temperatures beginning from 525°C (in other words the temperature generally used for copper DHP annealing).
- The samples subjected to isochrone tests at different temperatures also underwent metallographic analysis in order to evaluate the morphology of the crystalline structure obtained and to compare it with that of a Cu DHP pipe aged under the same conditions. The results of these analyses are shown in table 7.
Table 7 - Results concerning the morphology (metallographic analysis) of KFC pipe samples according to the invention and Cu DHP pipes following isochrone tests for annealing/recrystallization. T [°C] Morphology : Cu DHP Morphology: Cu KFC 525 Grain well recrystallized, grain size∼ 35 µm Extremely fine structure, grain size ∼ 12.5 µm 550 Recrystallized structure, grain size 37.5 µm Recrystallized structure, grain size 12.5 µm 575 Recrystallized structure, grain size 40 µm Recrystallized structure, grain size 15 µm 600 Recrystallized structure, grain size 45 µm Recrystallized structure, grain size 17 µm 625 Recrystallized structure, grain size 60 µm Recrystallized structure, grain size 20 µm - The different behaviour of a KFC alloy in relation to that of Cu DHP can be explained by both the hardening particles that create an obstacle, not only for the dislocation movement, but also for that of the edge of the grain, and by the presence of the iron still dissolved in the metallic matrix which, as is known, increases the temperature of recrystallization. This means that in order to obtain a grain with a size that is comparable to that of the Cu DHP the recrystallization temperature must be increased.
Table 8 - synoptic layout of the results of the annealing tests on the KFC pipes according to the invention and the Cu DHP pipes(comparison) f 9.52 x 0.45 mm. Alloy Heat treatment Average grain diameter [µm] HV/300/15'' IACS% KFC (estruded piece 14) hardened - 142.4 n.d. 2.5 h a 525°C 12.5 74.7 n.d. 2.5 h a 550°C 12.5 71.9 n.d. 2.5 h a 575°C 15 68.1 n.d. 2.5 h a 600°C 17.5 64.8 n.d. 2.5 h a 625°C 20 63.7 n.d. KFC (estruded piece 16) hardened - 135.95 49.6 2.5 h a 525°C 12.5 71.7 88,8 2.5 h a 550°C 12.5 68.6 86.7 2.5 h a 575°C 15 64 83.7 2.5 h a 600°C 17.5 63.9 81.2 2.5 h a 625°C 20 63.05 78.5 Cu DHP Hardened - 127.2 85 2.5 h a 525°C 35 51.3 88 2.5 h a 550°C 37.5 47.6 n.d. 2.5 h a 575°C 40 42.8 n.d. 2.5 h a 600°C 45 n.d. n.d. 2.5 h a 625°C 60 n.d. n.d. - These tests demonstrated that it is possible to perform both recrystallization, and ageing of the KFC alloy at the same time. In fact, the electrical conductivity, rises by about 50% IACS of the hardened sample as far as a level of approximately 80% IACS, thus indicating the exit of the iron and of the phosphorous from the solid solution with the copper to form semicoherent precipitates of Fe2P and FeP2. Examination of the figures in Table 8 shows that the best compromise seems to be a heat treatment at 575°C for 2.5 hours (electrical conductivity 83.7% IACS and size of the crystalline grain equal to 15 µm).
Claims (17)
- Production method for a pipe having strong mechanical resistance and high thermal exchange capacity, in particular for application in heat exchangers, comprising the following stages:a) production of a billet in an alloy susceptible to precipitation hardening and presenting suitable thermal conductivity;b) hot extrusion directly under hydrostatic head in a water bath of said billet, previously heated to form an extruded pipe blank having predetermined measurements;c) subjecting the extruded pipe blank to a range of cold mechanical deforming processes to reduce the transversal measurements and consequently, to obtain a pipe having substantially definitive measurements; andd) subjecting the pipe to an annealing process performed in a manner to determine the hardening of the pipe through the precipitation of at least part of the alloying elements contained in said alloy and previously brought to solid solution during the extrusion stage.
- Method according to claim 1, characterised in that said stage c) of subjecting the extruded pipe blank to a range of cold mechanical deforming processes comprises the following stages:e) cold rolling of the extruded pipe blank in a manner to obtain a rolled blank having reduced transversal measurements and consequently having an increased length;f) subjecting the rolled blank to straight drawing to obtain a semi-finished pipe;g) subjecting the semi-finished pipe to spinner drawing to reduce the transversal measurements and consequently to obtain said pipe having substantially definitive measurements.
- Method according to claim 1 or 2, characterised in that said stage of subjecting the pipe to an annealing process is performed inside a tunnel furnace.
- Method according to any one of the previous claims, characterised in that said metal alloy susceptible to precipitation hardening is an alloy preferably chosen from the group composed of Cu-Fe-P and Cu-Fe-Ni-P systems.
- Method according to claim 1, characterised in that in order to perform stage a) a metal alloy is chosen that is susceptible to precipitation hardening wherein the Fe weight content is between 800 and 1500 ppm, P weight content is between 250 and 500 ppm and the Ni weight content is between 100 and 20000 ppm.
- Method according to claim 1, characterised in that in order to perform stage a) a metal alloy is chosen that belongs to a precipitation system wherein the Cu is present with one or more elements chosen from among Ni , Co, Mg, Zr, Si, Cr, B, Sb, Zn, Be, Sn, Al, Ag, Ti and Mn.
- Method according to claim 4 or 5, characterised in that said metal alloy susceptible to precipitation hardening is an alloy preferably of Cu-Fe-P and Cu-Fe-Ni-P systems, wherein the Fe/P weight ratio is between 2.5 and 5.
- Method according to claim 7, characterised in that said metal alloy is an alloy preferably of Cu-Fe-P and Cu-Fe-Ni-P systems, wherein the Fe/P weight ratio is equal to 4.
- Method according to one of the previous claims, characterised in that said extrusion stage b) is performed at a temperature equal to or higher than the temperature of the solution heat treatment of said metal alloy whereof the billet is formed.
- Method according to any one of the previous claims, characterised in that said billet is preheated using a heating furnace inside which the temperature increases progressively from an entrance to an exit of said furnace, forming inside said furnace a plurality of zones each one having a temperature between 600 and 1200°C.
- Method according to claim 10, characterised in that said zones of said plurality of zones each have a temperature between 700 and 1100°C.
- Method according to one of the claims 10 or 11, characterised in that the temperature of said billet on exit from the said heating furnace and immediately preceding said hot extrusion stage b) is between 900 and 950°C.
- Method according to claim 12, characterised in that the temperature of said billet on exit from the said heating furnace and immediately preceding said hot extrusion stage b) is between 910 and 930°C.
- Method according to any one of the previous claims, characterised in that the cooling speed of the extruded pipe is equivalent to that obtained during the quench hardening of solution heat treatment for the same alloy as that used for the billet and substantially not lower than 40°C/s.
- Method according to any one of the previous claims, characterised in that the temperature of said water bath is no higher than 50°C and that the effective hydrostatic head of said water bath is at least 300mm.
- Method according to any one of the previous claims, characterised in that said annealing stage d) is performed at a temperature between 500 and 650°C for a period of time between 1.5 and 3 hours.
- Method according to claim 16, characterised in that said annealing stage d) is performed at a temperature of approximately 575°C for 2.5 hours.
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE602007013750T DE602007013750D1 (en) | 2007-08-14 | 2007-08-14 | Process for the production of alloy tubes for heat exchangers using precipitation hardening by means of an underwater extrusion process |
| PT07425533T PT2027947E (en) | 2007-08-14 | 2007-08-14 | Method for the production of alloy pipes for heat exchangers using precipitation hardening through underwater extrusion |
| EP07425533A EP2027947B1 (en) | 2007-08-14 | 2007-08-14 | Method for the production of alloy pipes for heat exchangers using precipitation hardening through underwater extrusion |
| ES07425533T ES2366979T3 (en) | 2007-08-14 | 2007-08-14 | PROCEDURE FOR THE PRODUCTION OF ALLOY PIPES FOR HEAT EXCHANGERS USING PRECIPITATION HARDENING BY EXTRUSION UNDER WATER. |
| PL07425533T PL2027947T3 (en) | 2007-08-14 | 2007-08-14 | Method for the production of alloy pipes for heat exchangers using precipitation hardening through underwater extrusion |
| AT07425533T ATE504366T1 (en) | 2007-08-14 | 2007-08-14 | METHOD FOR PRODUCING ALLOY TUBES FOR HEAT EXCHANGERS USING PRECIPITATION HARDENING USING AN UNDERWATER EXTRUSION PROCESS |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP07425533A EP2027947B1 (en) | 2007-08-14 | 2007-08-14 | Method for the production of alloy pipes for heat exchangers using precipitation hardening through underwater extrusion |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2027947A1 true EP2027947A1 (en) | 2009-02-25 |
| EP2027947B1 EP2027947B1 (en) | 2011-04-06 |
Family
ID=38805774
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP07425533A Active EP2027947B1 (en) | 2007-08-14 | 2007-08-14 | Method for the production of alloy pipes for heat exchangers using precipitation hardening through underwater extrusion |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP2027947B1 (en) |
| AT (1) | ATE504366T1 (en) |
| DE (1) | DE602007013750D1 (en) |
| ES (1) | ES2366979T3 (en) |
| PL (1) | PL2027947T3 (en) |
| PT (1) | PT2027947E (en) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101961730A (en) * | 2010-09-27 | 2011-02-02 | 苏州奕欣特钢管业有限公司 | Method for making steel tube |
| CN102699103A (en) * | 2012-06-11 | 2012-10-03 | 常熟市旋力轴承钢管有限公司 | Preparation method of 20CrMo steel pipe |
| CN102974645A (en) * | 2012-11-16 | 2013-03-20 | 袁亚军 | High-accuracy TA18 titanium alloy pipe preparation method |
| CN102974646A (en) * | 2012-12-20 | 2013-03-20 | 西南铝业(集团)有限责任公司 | Manufacturing process of aluminum alloy water-drop-shaped thin-wall tubular material |
| FR2995383A1 (en) * | 2012-09-12 | 2014-03-14 | Kme France Sas | COPPER ALLOYS FOR HEAT EXCHANGERS |
| CN105195547A (en) * | 2015-09-07 | 2015-12-30 | 闫建平 | Production method of small-batch cold-drawn profiled bars |
| JP2016003373A (en) * | 2014-06-18 | 2016-01-12 | 株式会社Uacj | Copper alloy tube |
| CN114525461A (en) * | 2022-01-19 | 2022-05-24 | 江西铜业技术研究院有限公司 | Method for preparing fine-grain KFC (KFC) strip and fine-grain KFC strip |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102581061B (en) * | 2012-03-09 | 2015-04-15 | 泉州中宇卫浴科技实业有限公司 | Production method for seamless brass pipe |
| CN103567253B (en) * | 2012-07-19 | 2015-09-02 | 常州市武进长虹结晶器有限公司 | The manufacture craft of major diameter copper pipe |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2817261A1 (en) * | 1977-05-09 | 1978-11-23 | Alusuisse | Aluminium-silicon-magnesium alloy - for prodn. of seamless tubes |
| JPS5997714A (en) * | 1982-11-27 | 1984-06-05 | Kobe Steel Ltd | High temperature hot hydrostatic extruding method of brass pipe |
| US6248189B1 (en) * | 1998-12-09 | 2001-06-19 | Kaiser Aluminum & Chemical Corporation | Aluminum alloy useful for driveshaft assemblies and method of manufacturing extruded tube of such alloy |
| JP2004292917A (en) * | 2003-03-27 | 2004-10-21 | Kobe Steel Ltd | Method of producing copper alloy smooth tube for heat exchanger, and method of producing copper alloy internally grooved tube for heat exchanger |
-
2007
- 2007-08-14 ES ES07425533T patent/ES2366979T3/en active Active
- 2007-08-14 PT PT07425533T patent/PT2027947E/en unknown
- 2007-08-14 EP EP07425533A patent/EP2027947B1/en active Active
- 2007-08-14 AT AT07425533T patent/ATE504366T1/en not_active IP Right Cessation
- 2007-08-14 DE DE602007013750T patent/DE602007013750D1/en active Active
- 2007-08-14 PL PL07425533T patent/PL2027947T3/en unknown
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2817261A1 (en) * | 1977-05-09 | 1978-11-23 | Alusuisse | Aluminium-silicon-magnesium alloy - for prodn. of seamless tubes |
| JPS5997714A (en) * | 1982-11-27 | 1984-06-05 | Kobe Steel Ltd | High temperature hot hydrostatic extruding method of brass pipe |
| US6248189B1 (en) * | 1998-12-09 | 2001-06-19 | Kaiser Aluminum & Chemical Corporation | Aluminum alloy useful for driveshaft assemblies and method of manufacturing extruded tube of such alloy |
| JP2004292917A (en) * | 2003-03-27 | 2004-10-21 | Kobe Steel Ltd | Method of producing copper alloy smooth tube for heat exchanger, and method of producing copper alloy internally grooved tube for heat exchanger |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101961730A (en) * | 2010-09-27 | 2011-02-02 | 苏州奕欣特钢管业有限公司 | Method for making steel tube |
| CN102699103A (en) * | 2012-06-11 | 2012-10-03 | 常熟市旋力轴承钢管有限公司 | Preparation method of 20CrMo steel pipe |
| FR2995383A1 (en) * | 2012-09-12 | 2014-03-14 | Kme France Sas | COPPER ALLOYS FOR HEAT EXCHANGERS |
| EP2716403A1 (en) | 2012-09-12 | 2014-04-09 | KME France SAS | Copper alloys for heat exchangers |
| CN102974645A (en) * | 2012-11-16 | 2013-03-20 | 袁亚军 | High-accuracy TA18 titanium alloy pipe preparation method |
| CN102974646A (en) * | 2012-12-20 | 2013-03-20 | 西南铝业(集团)有限责任公司 | Manufacturing process of aluminum alloy water-drop-shaped thin-wall tubular material |
| JP2016003373A (en) * | 2014-06-18 | 2016-01-12 | 株式会社Uacj | Copper alloy tube |
| CN105195547A (en) * | 2015-09-07 | 2015-12-30 | 闫建平 | Production method of small-batch cold-drawn profiled bars |
| CN114525461A (en) * | 2022-01-19 | 2022-05-24 | 江西铜业技术研究院有限公司 | Method for preparing fine-grain KFC (KFC) strip and fine-grain KFC strip |
Also Published As
| Publication number | Publication date |
|---|---|
| ES2366979T3 (en) | 2011-10-27 |
| ATE504366T1 (en) | 2011-04-15 |
| DE602007013750D1 (en) | 2011-05-19 |
| EP2027947B1 (en) | 2011-04-06 |
| PL2027947T3 (en) | 2011-09-30 |
| PT2027947E (en) | 2011-07-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2027947B1 (en) | Method for the production of alloy pipes for heat exchangers using precipitation hardening through underwater extrusion | |
| EP2228460B1 (en) | High-strength highly heat-conductive copper alloy pipe and process for producing the same | |
| US5141566A (en) | Process for manufacturing corrosion-resistant seamless titanium alloy tubes and pipes | |
| CN107385270B (en) | A kind of preparation process of frame material copper strips | |
| EP1698708B1 (en) | Method for producing a nonmagnetic high-hardness alloy | |
| US8562764B2 (en) | Copper alloy tube for heat exchangers | |
| JP4694527B2 (en) | Copper alloy tube for heat-resistant and high-strength heat exchanger and method for producing the same | |
| EP3710608B1 (en) | Process for making a metal ring from a beryllium-copper alloy, metal ring made of a beryllium-copper alloy, an amorphous metal casting apparatus | |
| US20070131314A1 (en) | Titanium alloys and method for manufacturing titanium alloy materials | |
| CN113348260B (en) | Free-cutting copper alloy and method for producing free-cutting copper alloy | |
| EP2397241B9 (en) | Method for producing seamless pipe | |
| JP5919711B2 (en) | Method for producing Al-containing ferritic stainless steel hot-rolled steel strip, Al-containing ferritic stainless steel hot-rolled steel strip, stainless steel foil, and catalyst carrier for automobile exhaust gas purification device | |
| JP4818179B2 (en) | Copper alloy tube | |
| CN116917523A (en) | Duplex stainless steel pipe and method for manufacturing same | |
| EP2656931B1 (en) | PRODUCTION METHOD FOR ROUND STEEL BAR FOR SEAMLESS PIPE COMPRISING HIGH Cr-Ni ALLOY, AND PRODUCTION METHOD FOR SEAMLESS PIPE USING ROUND STEEL BAR | |
| EP3521463B1 (en) | Highly corrosion-resistant copper pipe, method of manufacturing therefor and use thereof | |
| EP1811054B1 (en) | Pipe for petroleum and gas product pipelines and method for the production thereof | |
| JP5451217B2 (en) | Manufacturing method of internally grooved tube | |
| JP2003064449A (en) | Heat-resisting low-alloy steel tube and manufacturing method therefor | |
| JP2639798B2 (en) | Manufacturing method of austenitic stainless steel | |
| JP2010222692A (en) | Copper alloy seamless pipe for supplying water and hot water | |
| US20100092334A1 (en) | Metal Alloy | |
| CN112481522B (en) | Zirconium alloy, preparation method of zirconium alloy and zirconium alloy section | |
| EP3797013B1 (en) | An austenitic nickel-base alloy | |
| RU2170274C1 (en) | Method of manufacture of two-layer hot-rolled sheets with main layer made from low-carbon steel and clad layer made from corrosion-resistant steel |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK RS |
|
| 17P | Request for examination filed |
Effective date: 20090729 |
|
| 17Q | First examination report despatched |
Effective date: 20090819 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: AMMANNATI, NICCOLO Inventor name: MONTESSORO, CLAUDIO Inventor name: MARTELLUCCI, ELENA |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REF | Corresponds to: |
Ref document number: 602007013750 Country of ref document: DE Date of ref document: 20110519 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602007013750 Country of ref document: DE Effective date: 20110519 |
|
| REG | Reference to a national code |
Ref country code: RO Ref legal event code: EPE |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: SC4A Free format text: AVAILABILITY OF NATIONAL TRANSLATION Effective date: 20110705 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20110406 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110406 |
|
| LTIE | Lt: invalidation of european patent or patent extension |
Effective date: 20110406 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2366979 Country of ref document: ES Kind code of ref document: T3 Effective date: 20111027 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110406 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110406 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110406 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110406 Ref country code: BE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110406 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110406 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110707 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110406 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110806 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110406 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110406 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110406 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110406 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110406 |
|
| 26N | No opposition filed |
Effective date: 20120110 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110831 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110831 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110831 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602007013750 Country of ref document: DE Effective date: 20120110 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110814 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110814 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110706 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110406 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 602007013750 Country of ref document: DE Representative=s name: DR. WEITZEL & PARTNER PATENT- UND RECHTSANWAEL, DE Ref country code: DE Ref legal event code: R081 Ref document number: 602007013750 Country of ref document: DE Owner name: SERRAVALLE COPPER TUBES S.R.L., IT Free format text: FORMER OWNER: KME ITALY S.P.A., FIRENZE, IT |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: PC2A Owner name: SERRAVALLE COPPER TUBER S.R.L Effective date: 20200414 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 732E Free format text: REGISTERED BETWEEN 20200423 AND 20200429 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20230731 Year of fee payment: 17 Ref country code: RO Payment date: 20230731 Year of fee payment: 17 Ref country code: IT Payment date: 20230822 Year of fee payment: 17 Ref country code: GB Payment date: 20230822 Year of fee payment: 17 Ref country code: ES Payment date: 20230914 Year of fee payment: 17 Ref country code: CZ Payment date: 20230814 Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PT Payment date: 20230731 Year of fee payment: 17 Ref country code: PL Payment date: 20230811 Year of fee payment: 17 Ref country code: FR Payment date: 20230824 Year of fee payment: 17 Ref country code: DE Payment date: 20230828 Year of fee payment: 17 |