EP2014595B1 - Printing press, printing press array and method for operating the printing press or printing press array - Google Patents
Printing press, printing press array and method for operating the printing press or printing press array Download PDFInfo
- Publication number
- EP2014595B1 EP2014595B1 EP20080159153 EP08159153A EP2014595B1 EP 2014595 B1 EP2014595 B1 EP 2014595B1 EP 20080159153 EP20080159153 EP 20080159153 EP 08159153 A EP08159153 A EP 08159153A EP 2014595 B1 EP2014595 B1 EP 2014595B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- printing
- printing press
- format
- web
- former
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
Images






















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H45/00—Folding thin material
- B65H45/12—Folding articles or webs with application of pressure to define or form crease lines
- B65H45/22—Longitudinal folders, i.e. for folding moving sheet material parallel to the direction of movement
- B65H45/221—Longitudinal folders, i.e. for folding moving sheet material parallel to the direction of movement incorporating folding triangles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H23/00—Registering, tensioning, smoothing or guiding webs
- B65H23/04—Registering, tensioning, smoothing or guiding webs longitudinally
- B65H23/32—Arrangements for turning or reversing webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H45/00—Folding thin material
- B65H45/12—Folding articles or webs with application of pressure to define or form crease lines
- B65H45/28—Folding in combination with cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/41—Winding, unwinding
- B65H2301/414—Winding
- B65H2301/4148—Winding slitting
Definitions
- Printing machine printing press system and method for operating the printing press or the printing press system
- the invention relates to a printing machine, a printing machine system and method for operating the printing press or the printing press system according to the preamble of claim 1 or 6 or 10 or 12.
- a six newspaper pages wide printing machine wherein a transfer cylinder of a printing unit in the axial direction next to each other carries only two dreikeepbreite blankets and a funnel structure in addition to a group of three two-sided wide formers has at least one significantly wider former.
- two machine lines are provided and the funnel structure having the three or four funnels arranged between the machine lines and at an angle to the respective machine longitudinal axis.
- the WO 2006/111521 A1 discloses a printing machine plant, wherein two printing press lines are arranged parallel to each other.
- the folding lines and hopper structures assigned to the two lines are each arranged on the "outside" of the printing presses, ie on the longitudinal sides of the respective printing presses facing away from one another.
- On a respect to the machine longitudinal direction considered the same height turning towers are provided, wherein at least one of the turning towers is adapted to transfer a deriving from one machine line web on the other machine line associated folding unit.
- WO 2004/069708 A1 is a printing machine disclosed, wherein a projected into the horizontal web path between the printing unit and folder has a kink.
- a projected into the horizontal web path between the printing unit and folder has a kink.
- One printed side-by-side in a double-width printing unit with four broadsheet pages The web is here cut into two partial webs, each deflected by movable turning bars through 90 ° and centered on a former.
- the funnel structure viewed in a horizontal plane, has only one former. This former is designed for double-wide printing units larger than half the width of the printing unit.
- the invention has for its object to provide a printing press or a printing press system and method for operating the printing press or printing press system.
- the advantages that can be achieved with the invention are, in particular, that the printing press or printing press system is particularly flexible in product design.
- the printing units are e.g. designed for a maximum paper web width of up to 2.5 m, in particular 2.4 m and in two parallel lines with z. B. two reelstands, z. B. each two towers and each set up a folder.
- Particularly advantageous for easy handling of variable web widths and products is the 90 ° offset funnel structure.
- the product diversity is further increased.
- the printing units are, for example, with z. B. semi or even fully automatic plate changing systems equipped.
- a fast yet pressure-accurate pressure adjustment can be done with pneumatically adjustable roller locks.
- Ink supply and blanket and roller washing can also be automated in training.
- the fast setup flexible machine may include web edge and / or center control, as well as automatic cut register controls.
- Full width webs eg between 1,500 or 2,400 mm or even 2,500 mm wide, can when guided over the turning bars variable in three strands - z. B. from 500 - 800 mm (or even 800mm) or in two - be cut from eg 800 - 1,000 mm width.
- the slitters are preferably adjustable from the control station or an automatic presetting system for the desired strand widths.
- the strands are folded longitudinally. After the funnels, the strand widths correspond to 250 - 500 mm. Below the funnels take z. B. driven pull rolls the cut strands. A strand splitting and / or mixing the strands or partial strands of different formers allows a variable book design without additional turning.
- strands can in most cases be printed on the lower, e.g. B. equipped with a slitter and / or a skip slitter, funnel be performed. Subsequently, they can be flexibly divided into two or more main strands with deflection or strand register rollers, depending on the desired book volumes, and the strand bundles resulting therefrom can be stapled all or partially. So can be z. B. realize two separate, stitched sections with different page numbers variable. A main draw roller passes the main strand which has been brought together from the bundles of bundles via the strand transfer roll to the folder.
- the two staggered superstructures also allow for backup during ongoing production, the deflection of the webs from one to the other folder without plate changes.
- collective production for example, 96 tabloid pages or even 144 tabloid pages per folder can be laid on one folder 48 on the other folder.
- one of the folders equipped with a device for the 3rd fold, for the broadsheet bond can be used in the superstructure adhesive jets.
- Other accessories can be two layer staplers for inline finishing.
- the printing press system is advantageous from four control stations - z. Using a work preparation and / or presetting system - controlled and monitored. Preferably, the desired and possibly additionally physically possible web and sub-path guides are stored in the control room. Even productions that have never been on the machine before can be preset automatically. This leads to a significant reduction in set-up times and waste numbers.
- the printing press system comprises a first printing machine 01, eg web-fed rotary printing press, in particular newspaper printing press 01, in particular printing press line 01 for newspaper printing, with a group of several, in particular at least two adjacent printing units 02, and a second printing machine 01 ', eg Web-fed rotary printing press, in particular newspaper printing press, or printing press line 01 ', in particular printing press line 01' for newspaper printing, with a group of several, in particular at least two adjacent second printing units 02 'on.
- the printing press system thus comprises at least two printing press lines 01; 01 ', which in each case at least one printing unit 02; 02 ', but advantageously a group of at least two, z.
- the printing machines 01; 01 ' are in such a way that their machine center planes M; M 'parallel but spaced from each other.
- the folding units 12; 12 'and hopper assemblies 09; 09 ' are preferably each on the "outside" of the printing presses 01; 01, ie on the opposite longitudinal sides of the respective printing machines 01; 01 'arranged.
- the printing units 02 formed as printing towers 02 in the figures here each have two stacked satellite printing units. These have several, in the example four, printing units, by means of which ink from an inking unit on a plate cylinder 04 and a transfer cylinder 06 on the web 03 can be applied.
- the satellite printing units the printing unit is designed as an offset printing unit, wherein the transfer cylinder 06 with an abutment-forming pressure cylinder, z. B. satellite cylinder, the pressure point forms.
- the printing cylinder could u.U. when forming the printing units as a double printing unit in rubber-to-rubber pressure.
- the printing towers 02; 02 'of the two lines get the tracks 03; 03 'of a number, e.g. B. four, reel changer 22, which are arranged for easy placement in training in a compact square on a same level.
- the respective turning device 07; 07 ' is adapted to the projected in the horizontal path of the printing unit 02; 02 'coming and longitudinally cut partial webs 03x; 03x '(viewed in plan view) in a new transport direction T2; T2 'at substantially 90 ° to the first transport direction T1; Distracting T1 ', so that viewed in the horizontal plane, the two transport directions T1; T1 'and T2; T2 'are substantially perpendicular to each other.
- the partial webs 03x; 03x 'fed to a hopper assembly 09 where they are folded along and / or as additionally additionally cut in the Falzrücken partial webs are placed on each other (see below).
- the at least one former 14; 14 '; 16; 16 'having funnel construction 09 After passing through the at least one former 14; 14 '; 16; 16 'having funnel construction 09, the resulting strands z. B. a folding unit 12; 12 'supplied for further processing.
- the webs 03; 03 'in partial webs 03x; 03x 'cut which have at most one of the effective funnel width corresponding width.
- At least in one of the two printing machines 01; 01 '(advantageously in both) on a railway path between turning tower 07; 07 'and at least one former 14; 16; 14 '; 16 ', at least one additional, longitudinal cutting device 25 may be provided which a partial web 03x; 03x 'in alignment with the funnel tip of the following former 14; 14 '; 16; 16 'slits longitudinally. This is particularly advantageous in the case of e.g. optional - manufacture of tabloid products.
- a skip-slitter can also be provided by means of which a partial web 03.x can be cut longitudinally in sections.
- the printing units 02; 02 'of the two printing machine lines 01; 01 ' may be formed with a different, or with a same width effective for printing. If a redundant production possibility is to be guaranteed, then the printing units 02; 02 'of the two lines but formed with a same width.
- the printing units 02; 02 'at least one of the two printing press lines 01; 01 ', but advantageously the printing units 02; 02 'of both printing machine lines 01; 01, are e.g. formed with a maximum effective width for printing, which six juxtaposed print sides of one on this printing machine 01; 01 'to be printed format F1, in particular a newspaper format F1 in broadsheet arrangement corresponds. Usually, such newspaper printing units or units are also referred to as "three times wide".
- the printing unit or the printing unit is by default for printing n (here six) juxtaposed print pages, especially newspaper pages designed.
- this form cylinder is then designed such that it in the first mode of operation on its circumference in the axial direction side by side printing forms with a total of six (n), z. B.
- printing pages in each case in the newspaper format F1 having printing forms, carries, or at least with a number of six such print pages bearing printing forms is side by side assignable.
- These printing forms can be embodied side by side as a single printing form (eg n pieces) carrying double-sided panoramic printing forms or even three-sided panoramic printing forms, or a total of six printed pages, on the form cylinder.
- the basically 6-page wide trained machine line 01; 01 ' has the respective longitudinal cutting device 11; 11 'transversely to the web running direction spaced at least two longitudinal cutting blade 15, which are movable transversely to the web running direction and thus can be positioned within certain limits.
- a further longitudinal cutting blade 20 is provided between these two longitudinal cutting blades 15, which in the machine center plane M; M 'positioned and optionally on or off. This does not have to be designed to be movable laterally.
- Pivoting or reversible turning bar here means that a mechanism is provided by which a change in the inclination of the turning bar of one hand 45 ° inclined in the counterclockwise direction against the transport direction T1; T1 'of the incoming web towards -45 °.
- the groups are 07.1; 07.2; 07.1 '; 07.2 'of turning bars 13 / groups of the two turning towers 07; 07 'offset each other in height such that at the height of a group 07.1; 07.2; 07.1 '; 07.2 'of turning bars / pairs of turning tower 07; 07 'of a machine line 01; 01 'a free space in the turning tower 07'; 07 of the other machine line 01 '; 01 exists and vice versa.
- At least two of the three turning bars or crossed turning bar pairs of a group are formed with an effective width, which in projection on the width of the incoming part of the web 03.x; 03.x 'is significantly larger (eg by a factor of 1.2) than the width of two newspaper pages in the F1 format (approximately one sixth of the effective width of the forme cylinder 04; 04') in terms of spatial aspects and handling but advantageously less than the width of four newspaper pages of the standard format F1.
- turning bars of the group are in the case of a printing machine 01; 01 'with six juxtaposed newspaper pages occupable or occupied form cylinder 04; 04 'in projection not only two-sided, but in projection at least 1.2 times formed by two of the six sides wide.
- the turning bars or the crossed pairs are formed in projection on the incoming part of web with an effective width, which is substantially half the effective width of the forme cylinder 04; 04 'corresponds.
- At least two of three turning bars or two of three crossed turning bar pairs are movable in the horizontal direction and therefore formed positionable.
- these movable turning bars / pairs in a direction perpendicular to the machine center plane M; M ', i. in or against the projected in the horizontal transport direction T2 or -T2.
- the formers 14; 16; 14 '16' are preferably also the turning bars of the two turning towers 07; 07 'in the same, to the machine center plane M; M 'vertical flight arranged.
- the partial webs 03.x deflected towards the same side of the machine are not juxtaposed in plan view, but are guided one above the other.
- the between the respective turning tower 07; 07 'and the same machine line 01; 01 'associated hopper assembly 09; 09 'arranged register tower 10; 10 ' has one above the other a number of - for example, each having a fixed and a movable roller having - register devices.
- Fig. 1 and 3 have the formers 14; 16 of a hopper assembly 09 opposite the formers 14 '; 16 'of the other funnel structure 09 to a vertical opposite slope.
- the formers 14; 16 are here in the transport direction from top to bottom, each inclined to the machine outside. Also, this oppositely inclined arrangement has advantages in maintaining the order of on a folder 12; 12 'guided partial web 03.x; 03.x '.
- the funnel assembly 09; 09 ' is angled in the sense of the respective machine line 01; 01 'arranged such that a projected in the horizontal transport direction T2; T2 'one on the former 14; 16; 14 '; 16 'accumulating partial web 03x; 03x 'with the machine center plane M; M 'form an angle of substantially 90 °. So although each partial web must 03x; 03x 'undergo a change of direction, however, each partial path 03.x; 03.x 'only once over a turning bar 13 are turned.
- the effective width of this former corresponds to 14; 16; 14 '; 16 'of the half effective length L04 of the forme cylinder 04.
- two or even three such staplers are provided.
- selectively engageable longitudinal cutting blade 25 are provided by means of which the on the former 14; 16 incoming partial web 03.x in the flight to the funnel tip is longitudinally slit.
- At least one of the divided sub-strands with one from another former 14; 16 originating strand or sub-strand together in a stapler 17 can be guided or guided.
- the partial strands originating from the upper former 16 can then be guided around the lower one by a separate stapler 17 or together with a substring out of the lower former 14 by a common stapler 17, if necessary or only one.
- the folder 12; 12 ' may be formed as a single or double folder (i.e., two integrated folders).
- the folder can also stand for several single folders. In the figures, only a single folder 12; 12 'shown.
- the folder 12; 12 ' has z. B. a cutting cylinder 26, a transport cylinder 27, a jaw cylinder 28 and possibly a not shown paddle wheel on.
- at least one of the two machine lines 01; 01 a folder 12; 12 'with in addition a means for forming a second transverse fold.
- the orientation of the folder 12; 12 ' is in connection with the "angular" arranged hopper assembly 07; 07 'such that the axes of rotation of the cutting, transport, and jaw cylinders parallel to the axes of rotation of the printing cylinder 04; 06 are lost.
- the folder 12; 12 ' is advantageously driven by at least one drive motor mechanically independent of the printing units 02 rotationally.
- the drive is made by the drive motor to the cutting cylinder 26 and from there via mechanical drive connection to the transport cylinder 27 and the jaw cylinder 28.
- it can also cutting, transport and jaw cylinders 26; 27; 28 each have their own drive motor.
- the folders 12; 12 'of the two machine lines in a direction parallel to the machine longitudinal direction considered oppositely oriented.
- the projected in the horizontal transport direction of the product sections runs in a folding apparatus 12; 12 '"backwards", ie opposite to the transport direction T1; T1 'of the machine line 01; 01 'and in the other folder 12'; 12 "forward", ie in the transport direction T1 '; T1 of the machine line 01 '; 01.
- in the folder 12; 12 'incoming strand runs in the former case on the pressure unit near side and in the second case on the printing unit remote side of the transport cylinder 27 on the same.
- the two machine lines 01; 01 ' are interconnected in such a way that in special Operating modes (or only in a back-up function) partial webs 03.x; 03.x 'from the one machine line 01; 01 'on the hopper assembly 09'; 09 of the other machine line 01 '; 01 is available or guided and / or vice versa.
- the offset turning table 07.1; 07.2; 07.1 '; 07.2 ' but are one of the total in the two lines producible partial webs 03.x; 03.x 'corresponding number k, ie the sum of m * n / 2 and m' * n / 2, here for example 12 individual rolls or pairs of rolls provided.
- the forme cylinder 04 has in a first embodiment z. B. a circumference between 850 and 1,000 mm, in particular from 900 to 940 mm.
- the scope is z. B. for receiving two stationary printed pages, z.
- the printing plates 19 are mounted in the circumferential direction on the forme cylinder 16 and in the in Fig. 4 illustrated embodiment each as six in the axial direction with one pressure side (of the format F1) populated individual pressure plate individually interchangeable.
- the length L04 of the usable bale of the forme cylinder 04 is in the first Execution z. B. 1,850 to 2,400 mm, in particular 1,900 to 2,300 mm and is in the axial direction for receiving z. B. six juxtaposed standing printed pages at least in the standard format F1, but in particular also newspaper pages of various formats, eg. B. in broadsheet and a different format, dimensioned (see Fig. 3 ). Among other things, it depends on the nature of the product to be produced, whether in each case only one pressure side or several pressure sides in the axial direction are arranged side by side on a printing plate 19.
- the forme cylinder 04 z. B a circumference between 980 and 1300 mm, in particular from 1000 to 1200 mm.
- the length L04 of the usable bale is in this case z. B. 1,950 up to 2,500, advantageously 1,950 to 2,400 mm, in particular 2,000 to 2,400 mm.
- the occupancy corresponds to the o. G. Execution.
- the transfer cylinder 06 also has a circumference z in the first embodiment. B. between 850 and 1,000 mm, in particular from 900 to 940 mm.
- the length L06 of the usable bale of the transfer cylinder 06 is in the first embodiment, for. B. also 1,850 to 2,400 mm, in particular 1,900 to 2,300 mm.
- He is in the longitudinal direction next to each other with only two three-page printing elevators 21, z. B. printing or blankets 21, occupied. They extend in the circumferential direction substantially to the full extent.
- the circumferential thrust between the two elevators runs advantageously in the machine center plane M; M '.
- the transfer cylinder 06 z. B a circumference between 980 and 1300 mm, in particular from 1000 to 1200 mm.
- the length L06 of the usable bale is in this case z. B. 1,950 up to 2,500, advantageous 1,950 to 2,400 mm, in particular 2,000 to 2,400 mm.
- the occupancy of elevators 21 corresponds to the first embodiment.
- the elevators 21 and the one continuous over the length elevator 21 on the transfer cylinder 06 is multi-layered with at least one dimensionally stable support plate, for. Metal plate, and an elastic and / or compressible layer, e.g. Rubber layer, possibly in turn made up of several layers of different properties.
- the backing plate has a gauge of e.g. at least 0.25 mm, advantageously at least 0.28 mm, in particular about 0.3 mm.
- a total thickness (backing layer with elastic / compressible layer and possibly cover layer) of the elevator 06 can then z. B. between 1.5 and 2.5 mm, advantageously between 1.5 and 2.0 mm, in particular about 1.75 mm.
- Metal blankets lifts 21 have z. B. a width in the longitudinal direction of the cylinder 06 of at least 950 mm, preferably at least 1,000 mm, in particular at least 1,100 mm, and a "length" in the circumferential direction of at least 690 mm, preferably at least 980 mm, preferably at least 1100 mm, in particular at least 1150 mm on.
- a metal blanket having the dimensions of about 690 to 715 mm x 1030 to 1060 mm, in particular about 705 ( ⁇ 5mm) X 1050 ( ⁇ 5mm) manufacture and on the transfer cylinder 06 fastened.
- the metal blanket has a width in the cylinder longitudinal direction of e.g. at least 1,600 mm, advantageously even at least 1700 mm, in particular at least 2,000 mm with a length in the circumferential direction of 690 to 1,200 mm, in particular 980 to 1150 mm, on.
- width can be for o.g. Length (in the circumferential direction) and an elevator with a width of 2,100 to 2,400 mm be provided.
- the wide embodiments described (at least three newspaper pages wide) for metal blankets are particularly advantageous with one or more features of the described printing machine, but also taken in isolation - especially with variable web width printing machines and / or with the requirement of reduced vibration excitation.
- the use of the metal blankets allows the formation of the ends receiving openings on êtsuingszylinderrise with a slot width of circumferentially considered at most 7 mm, in particular 5 mm.
- Complex fixtures within a channel can be dispensed with in this embodiment.
- length L04; L06 of the usable bale here is to be understood that width or length of the bale, which for receiving elevators 19; 21 is suitable. This corresponds approximately to a maximum possible web width of a web to be printed 03. Based on a total length of the bale of the cylinder 04; 06 would be L04 to this length; L06 of the usable bale nor the width of any existing bearer rings, possibly existing grooves and / or possibly existing lateral surface areas added, which z. B. for the operation of clamping and / or Clamping devices must be accessible.
- the satellite cylinder also essentially the dimensions and ratios mentioned, at least the associated transfer cylinder 06, on.
- Forming and transfer cylinder 04; 06 (applies hereinafter without special mention optional or additionally also for the 'provided reference numerals) have in a particularly advantageous embodiment, the in Fig. 4 illustrated arrangement of channels 23; 24 for attachment of the elevators 19; 21 on.
- On the forme cylinder 04 are two over the effective length of the forme cylinder each continuous, spaced by 180 ° from each other in the circumferential direction channels 23 and continuous channel openings and the transfer cylinder 06 two over half the effective length reaching, offset by 180 ° to each other in the circumferential direction channels 24th or at least channel openings.
- the channels 23; 24 are shown only slot-shaped for insertion of elevator ends, but can in the interior (especially for the transfer cylinder 06) open to to receive a corresponding clamping and / or clamping device.
- On the transfer cylinder 06 extending channels 24 may be formed continuously over the entire length of the cylinder jacket, but only an opening to the lateral surface extend only over half the length, in which case the half-length openings of the two channels 24 offset by 180 ° to each other.
- a clamping spindle extending in the channel 24 can then extend substantially over the entire length of the cylinder and in each case close to the front by means of a respective transmission, for example a gearbox. B. worm drive, be driven. This long spindle is then only in the region of the opening with a holding / exciting rubber blanket in operative connection.
- Fig. 5 is a form and a transfer cylinder 04; 06 having printing unit for printing a variable web width schematically together with two web widths b1; b2 and printed pages of different format F1; F2 shown.
- a web 03 is printed with a first width b1 for printing with a first printed page format F1 and in a second operating mode B a web 03 with a second width b2 for printing with a smaller, second printed page format F2, wherein the transfer cylinder 06
- the transfer cylinder 06 has a width in the axial direction of at least six newspaper page widths of the larger format F1, and has on its circumference in the axial direction side by side two blankets, each having a width in the axial direction of three newspaper page widths at least the smaller format F2, z.
- page size F2 - but better of the larger format F1, z.
- print page formats F1 - have.
- a page number of newspaper pages viewed in the axial direction is z. B. in the first mode (newspaper printing, F1) and the second mode (newspaper printing, F2) the same. It is preferably six pages of the corresponding format F1; F2.
- the larger width b1 is suitable for printing six juxtaposed newspaper pages in the first format F1 and is z. At 1,800 to 2,500, advantageous at 1,900 to 2,400 mm.
- the smaller width b2 is suitable for printing six juxtaposed newspaper pages in the second format F2 and is z. B. at 1,750 to 2,100, advantageously at 1,750 to 2,050 mm, preferably between 1,850 mm and 1,950 mm, but where b1> b2.
- the possible widths for the newspaper printing are not to be applied to the two mentioned, but for any arbitrary intermediate widths or formats. Ie. In principle, therefore, all tracks 03 of different widths (or corresponding newspaper formats) can be varied, which z. B. from 1,750 mm to 2,400 mm.
- FIG. 4 and 5 an imaginary press center line M is indicated.
- the two elevators 21 are arranged symmetrically to this printing press central axis M.
- the web 03 passes through the printing units regardless of the width b1 in the two modes A and B; b2 symmetrical to this printing press center axis M.
- At least one of the modes bears the forme cylinder 04 of the printing unit z. B. one in the axial direction over at least three newspaper page widths of the currently relevant format F1; F2 reaching printing form 19 "(see below) .This is then, for example, side by side provided with printed images of three newspaper pages or a total of three newspaper pages corresponding printed image, in particular exposed.
- Fig. 6 schematically shows the facts once for a wide web 03 (mode A) and once for a narrow web 03 (mode B), the main cutting lines S1 and S2 are represented by scissor symbols for the two different product widths (web widths).
- the term "main cutting lines” is understood here to mean the longitudinal cuts which the web 03 divides into two-sided partial webs 03.x.
- the longitudinal sections along the main section lines S1 and S2 can by means of in the context of Fig. 1 mentioned longitudinal cutting device 11 to be made.
- the form cylinder 04 (04 ') is in both modes A and B each with six axially juxtaposed printed images of a newspaper or broadsheet format, in mode A with the maximum for printing six pages, and used for the design of the machine (Broadsheet) format F1, executed in mode B with a smaller format (F1) compared to format F1 (F2 broadsheet format).
- Fig. 6 "A” shows the occupancy of the forme cylinder 16 with printing plates 19 in the mode in which it has printed images of the larger printed page format F1.
- the web width corresponds to the larger width b1.
- all (here twelve) 19 designed as a single printing forms 19 printing forms can be arranged.
- combinations of individual printing forms 19 and two-sided panoramic printing forms may also be present.
- six printing plates 19 may be provided side by side and two printing forms 19 each having a printing image of the format F1.
- two printing plates 19 each extending over half the effective cylinder length can be provided next to one another, each of which carries three printing images of the format F1 next to each other, for example, distributed equidistantly over the width of the printing plate 19".
- six printing forms 19 can also be provided next to one another and two printing forms 19 can be provided with one printing image of the format F 2 in the circumferential direction.
- the position of the individual plates would change and an "unoccupied" edge area would stop.
- a smaller (“six-page") format F2 deviating from the ("six-sided") format F1 two, for example three, print images are juxtaposed, eg over half each, side by side Form cylinder length reaching, printing plates 19 "provided. These then wear each - z. B.
- the printing forms 19" carrying the smaller printed page format F2 do not merely have the width of the three printed pages, but extend to the end of the effective lateral surface of the forme cylinder 04.
- the two printing forms 19 arranged side by side Thus together a width corresponding to the maximum and the larger width b1 of the wider web 03.
- the printing forms 19 "then carry the printed images asymmetrically to their width and are exposed, for example, in an asymmetrical manner during the production. That is to say, the three printed pages are arranged asymmetrically on the printing form 19 "with respect to an imaginary symmetry axis bisecting the printing form 19" in width.
- the non-printing edge area is in operating mode B z. B. 50 to 100 mm.
- the forme cylinder 04 is in Fig. 6 , Mode B, with double circumference (ie two newspaper pages on the circumference) with four, two on the circumference side by side and two consecutively, such three print images of the smaller page size F2 juxtaposed printing plates 19 "equipped such printing plates 19 "provided side by side.
- the (panoramic) printing plates 19 " can also have a two-page printed image and an impression-wide print image.
- Fig. 6 and the following figures show for the forme cylinder 04 no side views but settlements of the cylinder assignment.
- the lateral deflection via the turning bars 13, not shown here, of the turning towers 07 is shown.
- the partial webs 03.x are rotated by 90 ° deflected and in the same, to the machine center plane M; M 'vertical flight led one above the other. They may also be in the same flight, but in opposite directions T2; -T2 on different hopper assemblies 09; 09 'be guided or be. This also applies to all operating modes C to J. described below.
- Fig. 7 and 8th show in a mode C the production of a printed from a web 03 in a printing unit strand, which with different formats F1; F2 are printed in broadsheet arrangement.
- the resulting partial webs 03.x have different widths corresponding to the printed images.
- the forme cylinder 04 is here equipped, for example, with four panoramic printing forms 19 "having three printing pages each, the left printing forms 19 having three equally sized printed pages of a smaller format F 2 and the right printing forms 19" having larger and smaller printed images
- a longitudinally folded product section can be achieved, which in addition to narrower sides also contains wider ones, so that the wider ones protrude laterally from the overall product, which is also referred to as a pop-up product Fig. 8
- the sub-web 03.3 having the wider printed images is guided over the other two sub-webs 03.2 and 03.1, so that after the longitudinal folding these broader sides encase the narrower sides.
- Fig. 8 differs only by the arrangement of the wider sides having partial web 03.3 below the narrower, and therefore also in the product section, in which occupy the wider sides of the inner layer.
- Fig. 9 is with one of the printing units 02; 02 ', in particular with the turning tower 07 distant lying pressure unit 02; 02 of a machine line 01; 01 'a train 03 according to the scheme according to Fig. 7 printed while at the same time in the closer lying pressure unit 02; 02 'a train 03 z. B. accordingly Fig. 6 according to operating mode A is printed.
- a partial web printed from the operating mode C with wider printed pages can then be guided, for example together with the partial webs 03.x of the operating mode A, onto a common former 14, while the narrower webs 03.x are guided with the narrower printed images onto the other former 16.
- Fig. 10 shows a similar to the first mode of operation C mode D.
- mode D of the printing unit of the forme cylinder 04 simultaneously carries printed pages in broadsheet arrangement - ie z.
- B a newspaper format F1 or F2 - and simultaneously lying print pages of a format F3, in particular tabloid F3.
- broadsheet pages and tabloid pages having partial webs 03.x at the former 14; 16 led to each other.
- the length of the tabloid side (and thus the width of the corresponding sub-web 03.x) selected to be greater than the width of the Broadsheeseite (and thus the width of the corresponding sub-web 03.x), so can be a so-called pop-up Produce product from broadsheet and tabloid pages.
- the tabloid subproduct projects laterally out of the overall product.
- panoramic printing forms are provided which, in addition to the printed image of a broadsheet page (for example in a format F2), have the printed images of tabloid pages (eg of a format F3) or are exposed to them.
- Fig. 11 shows in an operating mode E to Fig. 10 comparable situation, but with the difference that in the operating mode E not the outer printed images, but the two centrally arranged printed images are formed as tabloid pages.
- FIGS. 6 to 10 were modes A to E of printing units of the printing units 02; 02 'described from at least one of the two machine lines.
- These modes A to E in which in each case in the axial direction six printed pages next to each other on the web 03; 03 'are or can be, for a web 03 from the one machine line 01, the other machine line 01' or at the same time at both machine lines 01; 01 'be applied.
- the printed with six printed pages tracks 03; 03 ' can each be cut into three partial webs.
- the part webs 03.x resulting from the respective machine line 01 can all be guided onto the associated funnel assembly 09, or else as shown in FIG Fig. 12 illustrated by way of example, depending on product requirements in part from the one printing press line 01; 01 'on the hopper assembly 09'; 09 of the other machine line 01 '; 01 are transferred. If all partial webs 03.x; 03.x 'from both machine lines 01; 01 'to form a product on a common hopper assembly 09 and folder 12; 12 'guided ( Fig. 13 ), the other funnel assembly 09 '; 09 and the downstream folder 12; 12' serve as a backup.
- FIGS. 14 to 17 operating modes F, G, H and J are set forth, wherein on the forme cylinder 04 in the axial direction, the printed images of only four printed pages are arranged.
- the webs 03 printed in this way are then cut, for example, into sub-webs 03.x, which are next to one another, two side by side, two printing pages, and are subsequently deflected in the turning tower 07.
- Mode F the form cylinder 04, for example, in the mode side by side four print images of a format F4 (broadsheet) on.
- the format F4 can now be significantly larger than the standard format F1 for the six-page layout.
- the format F4 corresponds to that of the format F1
- the four side-by-side printed pages of the format F4 can also be arranged again on two half-width panoramic printing plates 19 ", which in each case extend as far as the cylinder ends, as in the above-mentioned examples Fig. 14
- four printed pages of a format F5 (broadsheet) smaller than the format F4 (or F1) may also be arranged.
- Fig. 15 and Fig. 16 is a (similar to mode C) operating mode H, wherein on the forme cylinder 04 side by side four broadsheet pages with two different formats, eg. Format F1 (or F5) and a larger format F6.
- the printed images are preferably again in half-width, ie arranged over half of the effective width of the forme cylinder 04, printing plates 19 " Fig. 15 the wider sub-web 03.2 is guided with the wider printed images under the other sub-web 03.1 and in Fig. 16 vice versa. With this operating mode, pop-up products can be produced again.
- Fig. 17 carries the forme cylinder 04 side by side at the same time printed pages in broadsheet arrangement - ie z.
- B. a newspaper format F1, F2, F4, F5 or F6 - and simultaneously lying print pages of a format F3 or F7 as a tabloid format (ie in "lying" arrangement).
- broadsheet pages and tabloid pages having partial webs 03.x at the former 14; 16 led to each other.
- the length of the tabloid side (and thus the width of the corresponding sub-web 03.2) selected to be greater than the width of the broadsheet page (and thus the width of the corresponding sub-web 03.1), so it is again a so-called pop-up product Create broadsheet and tabloid sides, with the tabloid subproduct protruding laterally from the overall product.
- Two or more of the different modes of operation A to J described can optionally successively on a same printing unit 02; 02 'or successively on the same pressure units 02; 02 ', and / or at the same time at different pressure units 02; 02 'of the same machine line 01; 01 'or the two machine lines 01; 01 'present.
- the printing units 02; 02 ' is a first of the modes A to J, and in another of the printing units, one of them different of said modes A to J are present.
- the respective partial webs 03.x can then as in Fig. 20 shown (at least partially) mixed on a common former 14; 16, or as in Fig. 21 shown, separated on two different formers 14; 16 are performed.
- a sub-web 03.x having tabloid sides - for example from one of the abovementioned operating modes (eg D or J) - is placed on the upper of two formers 14; 16 guided, and then either total on one of the two sides of the lower former 14, or divided on both sides passed (strand splitting) passed and ultimately - with or without stapling or Operaheftung (see above) - together with a formed by the lower former 14 strand guided.
- the lower strand is formed here, for example, from a sub-web 03.x having a broadsheet side, for example from one of the abovementioned operating modes (eg A, BC, D, E, F, G, H or J).
- a tabloid pages with side by side two different longitudinal formats having partial web 03.x (eg format F3 and a larger format such as F7) not shown above operating mode in the Falzrücken longitudinally cut on the upper of two formers 14; 16 guided, and then either on the total of one of the two sides of the lower former 14, or as shown divided led on both sides (strand splitting) and ultimately - with or without stapling or Operaheftung (see above) - with a strand formed by the lower former 14 led together.
- the lower strand is formed here, for example, from a tabloid side of the smaller above-mentioned format (eg F3) having partial web 03.x - for example from one of the above-mentioned operating modes (eg D).
- the claimed printing press or printing press system can thus on the forme cylinder 04; 04 'in a mode of operation printing forms 19 with viewed in the longitudinal direction of the cylinder six printed images of a smaller compared to the first newspaper format F1 newspaper format F2 be arranged.
- the printed images can be arranged on printing formes 19 ", which occupy half the effective width of the forme cylinder 04.
- the printed pages can be imaginary with respect to the printing form 19". be bisected in width width symmetry axis asymmetrically on the printing form 19 ".
Landscapes
- Folding Of Thin Sheet-Like Materials, Special Discharging Devices, And Others (AREA)
Description
Druckmaschine, Druckmaschinenanlage sowie Verfahren zum Betrieb der Druckmaschine bzw. der DruckmaschinenanlagePrinting machine, printing press system and method for operating the printing press or the printing press system
Die Erfindung betrifft eine Druckmaschine, eine Druckmaschinenanlage sowie Verfahren zum Betrieb der Druckmaschine bzw. der Druckmaschinenanlage gemäß dem Oberbegriff des Anspruches 1 bzw. 6 bzw. 10 oder 12.The invention relates to a printing machine, a printing machine system and method for operating the printing press or the printing press system according to the preamble of
Durch die
Die
In der
Der Erfindung liegt die Aufgabe zugrunde, eine Druckmaschine bzw. eine Druckmaschinenanlage sowie Verfahren zum Betrieb der Druckmaschine bzw. Druckmaschinenanlage zu schaffen.The invention has for its object to provide a printing press or a printing press system and method for operating the printing press or printing press system.
Die Aufgabe wird erfindungsgemäß durch die Merkmale des Anspruches 1 bzw. 6 bzw. 10 oder 12 gelöst.The object is achieved by the features of
Die mit der Erfindung erzielbaren Vorteile bestehen insbesondere darin, dass die Druckmaschine bzw. Druckmaschinenanlage besonders flexibel in der Produktgestaltung ist. Die Druckeinheiten sind z.B. für eine maximale Papierbahnbreite von bis 2,5 m, insbesondere 2,4 m ausgeführt und in zwei parallelen Linien mit z. B. je zwei Rollenwechslern, z. B. je zwei Drucktürmen und je einem Falzapparat aufgestellt. Besonders vorteilhaft für die einfache Handhabung variabler Bahnbreiten und Produkte ist der um 90° versetzte Trichteraufbau.The advantages that can be achieved with the invention are, in particular, that the printing press or printing press system is particularly flexible in product design. The printing units are e.g. designed for a maximum paper web width of up to 2.5 m, in particular 2.4 m and in two parallel lines with z. B. two reelstands, z. B. each two towers and each set up a folder. Particularly advantageous for easy handling of variable web widths and products is the 90 ° offset funnel structure.
Mit der Druckmaschine bzw. Druckmaschinenanlage ist ein sehr breites Produktionsspektrums von sowohl Tabloid- als auch Broadsheet- (Zeitungs)-Produkten sowie Magazine in unterschiedlichsten Formaten herstellbar. In der z. B. 6-Platten-breiten Maschine sind beispielsweise Bahnen von der Breite 1.500 mm bis 2.400 mm verarbeitbar.With the printing machine or printing press system, a very broad production spectrum of both tabloid and broadsheet (newspaper) products as well as magazines in various formats can be produced. In the z. B. 6-plate-wide machine, for example, webs of width 1,500 mm to 2,400 mm are processed.
Aufgrund der Sechs-Seiten-Breite und der speziellen Anordnung - parallele Linien und winkelig angeordneter Trichteraufbau bedarf die Maschine einerseits weniger Raum und als einfach- oder doppeltbreite Maschinen und ist andererseits wesentlich flexibler einsetzbar sein als normale dreifachbreite Zeitungsdruckmaschinen.Due to the six-sided width and the special arrangement - parallel lines and angled funnel structure, the machine requires less space and less space On the other hand, it can be used much more flexibly than standard three-width newspaper presses.
In vorteilhafter Ausbildung des Trichteraufbaus mit Einrichtungen zur Strangsplittung und Strangmischung wird die Produktvielfalt weiter gesteigert.In an advantageous embodiment of the funnel construction with facilities for strand splitting and strand mixing, the product diversity is further increased.
Zur einfachen Handhabung stehen die, z. B. vier, Rollenwechsler der beiden Linien in Weiterbildung in einem kompakten Viereck auf einer selben Ebene. Nach der Auspackstation erfolgen z. B. der Rollentransport und das Aufachsen vollautomatisch durch ein entsprechendes System.For easy handling are the, z. B. four, reel splitter of the two lines in training in a compact square on a same level. After the unpacking z. B. the roller transport and the Aufachsen fully automatically by a corresponding system.
Um diese extrem variable Druckmaschine schnell bzgl. des Produktes umrüsten zu können, sind die Druckeinheiten beispielsweise mit z. B. halb- oder gar vollautomatischen Plattenwechselsystemen ausgestattet. Eine schnelle und dennoch für den Druck exakte Druckeinstellung kann mit pneumatisch stellbaren Walzenschlössern erfolgen. Farbversorgung sowie Gummituch- und Walzenwaschen können in Weiterbildung ebenfalls automatisiert sein. Weiter kann die flexible Maschine für die schnelle Einrichtung eine Bahnkanten- und/oder Mittenregelung, sowie eine automatische Schnittregisterregelungen umfassen.To be able to retrofit this extremely variable printing machine quickly with respect to the product, the printing units are, for example, with z. B. semi or even fully automatic plate changing systems equipped. A fast yet pressure-accurate pressure adjustment can be done with pneumatically adjustable roller locks. Ink supply and blanket and roller washing can also be automated in training. Further, the fast setup flexible machine may include web edge and / or center control, as well as automatic cut register controls.
Besonders vorteilhaft ist es für die Produktion unterschiedlicher Formate, auf dem Übertragungszylinder trotz der Breite von sechs Zeitungsseiten zwei Gummitücher nebeneinander einzusetzen.It is particularly advantageous for the production of different formats to use two rubber blankets side by side on the transfer cylinder despite the width of six newspaper pages.
Da die beiden Falzapparate und Trichteraufbauten rechtwinklig zu den beiden Druckeinheiten (insbesondere 9er-Satelliten-Drucktürmen) jeder Linie stehen, können durch das - je Teilbahn z.B. lediglich einmalige - Wenden der Stränge um 90° variable Strangbreiten individuell ausgerichtet und immer über die Trichtermitte gefahren werden. Vollbreite Bahnen, z.B. zwischen 1.500 bzw. 2.400 mm oder gar 2.500 mm Breite, können beim Führen über die Wendestangen variabel in drei Stränge - z. B. von 500 - 800 mm (oder gar 800mm) bzw. in zwei - von z.B. 800 - 1.000 mm Breite geschnitten werden. Die Längsschneider sind vorzugsweise vom Leitstand oder einem automatischen Voreinstellsystem aus für die gewünschten Strangbreiten einstellbar. Mit den beiden übereinander angeordneten Einzeltrichtern werden die Stränge längs gefalzt. Nach den Trichtern betragen die Strangbreiten entsprechend 250 - 500 mm. Unterhalb der Trichter übernehmen z. B. angetriebene Zugwalzen die aufgeschnittenen Stränge. Eine Strangsplittung und/oder Mischen der Stränge bzw. von Teilsträngen aus unterschiedlichen Falztrichtern ermöglicht eine variable Buchgestaltung ohne zusätzliches Wenden.Since the two folders and hopper assemblies are perpendicular to the two printing units (especially 9-satellite towers) of each line, by - each sub-web, for example, only once - turning the strands by 90 ° variable strand widths are aligned individually and always driven over the middle of the funnel , Full width webs, eg between 1,500 or 2,400 mm or even 2,500 mm wide, can when guided over the turning bars variable in three strands - z. B. from 500 - 800 mm (or even 800mm) or in two - be cut from eg 800 - 1,000 mm width. The slitters are preferably adjustable from the control station or an automatic presetting system for the desired strand widths. With the two stacked individual funnels, the strands are folded longitudinally. After the funnels, the strand widths correspond to 250 - 500 mm. Below the funnels take z. B. driven pull rolls the cut strands. A strand splitting and / or mixing the strands or partial strands of different formers allows a variable book design without additional turning.
Bei Tabloid-Zeitungen können die Stränge in den meisten Fällen auf die unteren, z. B. mit einem Längsschneidmesser und/oder einem Skip Slitter ausgerüsteten, Trichter geführt werden. Anschließend können sie mit Umlenk- bzw. Strangregisterwalzen je nach den gewünschten Buchumfängen flexibel in zwei oder mehr Hauptstränge aufgeteilt und die daraus entstehenden Strangbündel sämtlich oder teilweise geheftet werden. So lassen sich z. B. zwei separate, geheftete Sektionen mit unterschiedlichen Seitenzahlen variabel realisieren. Eine Hauptzugwalze leitet den aus den Strangbündeln über die Strangüberführwalze zusammengeführten Hauptstrang zum Falzapparat.In tabloid newspapers, strands can in most cases be printed on the lower, e.g. B. equipped with a slitter and / or a skip slitter, funnel be performed. Subsequently, they can be flexibly divided into two or more main strands with deflection or strand register rollers, depending on the desired book volumes, and the strand bundles resulting therefrom can be stapled all or partially. So can be z. B. realize two separate, stitched sections with different page numbers variable. A main draw roller passes the main strand which has been brought together from the bundles of bundles via the strand transfer roll to the folder.
Die beiden versetzt angeordneten Oberbauten ermöglichen zudem als Backup bei laufender Produktion die Umlenkung der Bahnen von einem auf den anderen Falzapparat ohne Plattenwechsel. In Sammelproduktion können beispielsweise pro Falzapparat jeweils 96 Tabloidseiten oder auch 144 Tabloidseiten auf den einen Falzapparat 48 auf den anderen Falzapparat ausgelegt werden. Zur Magazinproduktion ist vorteilhaft einer der Falzapparate mit einer Einrichtung für den 3. Falz ausgestattet, für die Broadsheet-Klebung können im Überbau Klebedüsen zum Einsatz kommen. Weiteres Zubehör können zwei Lagenhefter für das Inline-Finishing sein.The two staggered superstructures also allow for backup during ongoing production, the deflection of the webs from one to the other folder without plate changes. In collective production, for example, 96 tabloid pages or even 144 tabloid pages per folder can be laid on one folder 48 on the other folder. For magazine production is advantageous one of the folders equipped with a device for the 3rd fold, for the broadsheet bond can be used in the superstructure adhesive jets. Other accessories can be two layer staplers for inline finishing.
Die Druckmaschinenanlage ist vorteilhaft von vier Leitständen aus - z. B. unter Verwendung eines Arbeitsvorbereitungs- und/oder Voreinstellsystems - gesteuert und überwacht. Vorzugsweise sind die gewünschten und ggf. zusätzlich noch physikalisch möglichen Bahn- und Teilbahnführungen im Leitstand hinterlegt. Selbst Produktionen, die vorher noch nie auf der Maschine gelaufen sind, können so automatisch voreingestellt werden. Dies führt zu einer erheblichen Reduzierung der Einrichtezeiten und Makulaturzahlen.The printing press system is advantageous from four control stations - z. Using a work preparation and / or presetting system - controlled and monitored. Preferably, the desired and possibly additionally physically possible web and sub-path guides are stored in the control room. Even productions that have never been on the machine before can be preset automatically. This leads to a significant reduction in set-up times and waste numbers.
Ausführungsbeispiele der Erfindung sind in den Zeichnungen dargestellt und werden im Folgenden näher beschrieben.Embodiments of the invention are illustrated in the drawings and will be described in more detail below.
Es zeigen:
- Fig. 1
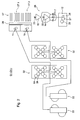
- eine Draufsicht auf eine Druckmaschinenanlage;
- Fig. 2
- eine Seitenansicht einer Druckmaschine bzw. Druckmaschinenanlage;
- Fig. 3
- eine Vorderansicht der Druckmaschinenanlage - duchgezogene Linien: bzgl. der Maschinenlinien getrennte Produktion;
- Fig. 4
- eine schematische Belegung der Druckwerkszylinder,
- Fig. 5
- eine perspektivische Ansicht der Druckwerkszylinder;
- Fig. 6
- eine schematische Darstellung einer Betriebsart A und Betriebsart B;
- Fig. 7
- eine schematische Darstellung einer Betriebsart C;
- Fig. 8
- eine schematische Darstellung einer Variante der Betriebsart C;
- Fig. 9
- eine schematische Darstellung für eine Betriebsart mit einer gemischten Produktion;
- Fig. 10
- eine schematische Darstellung einer Betriebsart D;
- Fig. 11
- eine schematische Darstellung einer Betriebsart E;
- Fig. 12
- eine schematische Darstellung für eine Betriebsart mit maschinenlinienübergreifender Produktion;
- Fig. 13
- eine schematische Darstellung für eine Betriebsart mit maschinenlinienübergreifender Produktion auf lediglich einen Trichteraufbau;
- Fig. 14
- schematische Darstellungen von Betriebsarten F und G;
- Fig. 15
- eine schematische Darstellung einer Betriebsart H;
- Fig. 16
- eine schematische Darstellung einer Variante zu Betriebsart H;
- Fig. 17
- eine schematische Darstellung einer Betriebsart J;
- Fig. 18
- eine schematische Darstellung für eine Betriebsart mit maschinenlinienübergreifender Produktion;
- Fig. 19
- eine schematische Darstellung für eine Betriebsart mit maschinenlinienübergreifender Produktion auf lediglich einen Trichteraufbau;
- Fig. 20
- eine schematische Darstellung für eine Betriebsart mit einer gemischten Produktion;
- Fig. 21
- eine schematische Darstellung für eine Betriebsart mit einer gemischten Produktion;
- Fig. 22
- weiteres Beispiel einer Betriebsart zur Erzeugung eines Pop-up-Produktes;
- Fig. 23
- weiteres Beispiel einer Betriebsart zur Erzeugung eines Pop-up-Produktes.
- Fig. 1
- a plan view of a printing press system;
- Fig. 2
- a side view of a printing press or printing press system;
- Fig. 3
- a front view of the printing press system - drawn lines: with respect to the machine lines separate production;
- Fig. 4
- a schematic assignment of the printing cylinder,
- Fig. 5
- a perspective view of the printing cylinder;
- Fig. 6
- a schematic representation of an operating mode A and B mode;
- Fig. 7
- a schematic representation of a mode C;
- Fig. 8
- a schematic representation of a variant of the operating mode C;
- Fig. 9
- a schematic representation of a mode with a mixed production;
- Fig. 10
- a schematic representation of a mode D;
- Fig. 11
- a schematic representation of an operating mode E;
- Fig. 12
- a schematic representation of a mode with cross-machine production;
- Fig. 13
- a schematic representation of a mode with cross-machine production on only one hopper construction;
- Fig. 14
- schematic representations of modes F and G;
- Fig. 15
- a schematic representation of a mode H;
- Fig. 16
- a schematic representation of a variant of mode H;
- Fig. 17
- a schematic representation of a mode J;
- Fig. 18
- a schematic representation of a mode with cross-machine production;
- Fig. 19
- a schematic representation of a mode with cross-machine production on only one hopper construction;
- Fig. 20
- a schematic representation of a mode with a mixed Production;
- Fig. 21
- a schematic representation of a mode with a mixed production;
- Fig. 22
- another example of a mode for generating a pop-up product;
- Fig. 23
- another example of a mode for generating a pop-up product.
In einem in
Die Druckmaschinenanlage umfasst somit mindestens zwei Druckmaschinenlinien 01; 01', welche jeweils mindestens eine Druckeinheit 02; 02', vorteilhaft jedoch jeweils eine Gruppe von mindestens zwei, z. B. die erste Druckmaschinenlinie eine Anzahl m (z. B. m= 2 oder 3 oder 4) und die zweite Druckmaschinenlinie 01' eine Anzahl m' (z. B. m'= 2 oder 3 oder 4) benachbarten Druckeinheiten 02; 02' aufweisen. Die Druckmaschinen 01; 01' stehen so zueinander, dass deren Maschinenmittelebenen M; M' parallel aber beabstandet voneinander verlaufen. Des weiteren weisen beide Druckmaschinenlinien 01; 01' jeweils unten beschriebene Längsschneideinrichtung 11; 11', unten beschriebene Wendeeinrichtungen 07; 07', z. B. Wendetürme 07; 07', jeweils um 90° gegenüber der Maschinenmittelebene M; M' versetzte Trichteraufbauten 09; 09' sowie jeweils mindestens ein Falzwerk 12; 12' auf. Die Falzwerke 12; 12' und Trichteraufbauten 09; 09' sind bevorzugt jeweils auf der "Außenseite" der Druckmaschinen 01; 01, d. h. auf den voneinander abgewandten Längsseiten der jeweiligen Druckmaschinen 01; 01' angeordnet.The printing press system thus comprises at least two
Die Druckeinheiten 02; 02' sind hier beispielsweise als Drucktürme 02; 02' mit im wesentlichen vertikaler Bahnführung ausgebildet und weisen vorzugsweise mindestens acht Druckstellen, z. B. vier Doppeldruckstellen oder wie in
Die in den Figuren als Drucktürme 02 ausgebildeten Druckeinheiten 02 weisen hier jeweils zwei gestapelte Satellitendruckeinheiten auf. Diese weisen mehrere, im Beispiel vier, Druckwerke auf, mittels welchem Farbe von einem Farbwerk über einen Formzylinder 04 und einen Übertragungszylinder 06 auf die Bahn 03 aufbringbar ist. Im vorliegenden Beispiel der Satelliten-Druckeinheiten ist das Druckwerk als Offsetdruckwerk ausgeführt, wobei der Übertragungszylinder 06 mit einem ein Widerlager bildenden Druckzylinder, z. B. Satellitenzylinder, die Druckstelle bildet. Der Druckzylinder könnte bei Ausbildung der Druckwerke als Doppeldruckwerk im Gummi-Gegen-Gummi-Druck u.U. auch als Übertragungszylinder eines zweiten Druckwerks ausgeführt sein.The
Die Druckeinheiten 02; 02' bzw. Drucktürme 02; 02' der jeweiligen Druckmaschine 01; 01' sind in einer Flucht entlang einer Maschinenmittelebene M; M' angeordnet, welche senkrecht auf den Rotationsachsen der Druckwerkszylinder 04; 04'; 06; 06' steht.The
Die Drucktürme 02; 02' der beiden Linien erhalten die Bahnen 03; 03' von einer Anzahl, z. B. vier, Rollenwechsler 22, welche zur einfachen Bestückung in Weiterbildung in einem kompakten Viereck auf einer selben Ebene angeordnet sind.The printing towers 02; 02 'of the two lines get the
Die jeweiligen Bahnen 03; 03' durchlaufen die Druckeinheiten 02; 02' beispielsweise im wesentlichen vertikal, werden nach Verlassen derselben z. B. in die Horizontale umgelenkt, werden z. B. in der Längsschneideinrichtung 11; 11' in Teilbahnen 03x; 03x' geschnitten, die entstandenen Teilbahnen 03x; 03x' beispielsweise über eine Walzengruppe 08; 08' von übereinander in einem Rahmen angeordnete Leitwalzen geführt, und in einer Transportrichtung T1, T1' entlang der Maschinenmittelebene M; M' in eine Umlenkvorrichtung 07; 07', z. B. als Wendeeinrichtung 07; 07' oder auch als Wendeturm 07; 07' oder Wendedeck 07; 07' bezeichnet, geführt.The respective tracks 03; 03 'pass through the
Die jeweilige Wendeeinrichtung 07; 07' ist dazu ausgebildet, den in die Horizontale projizierten Weg der von der Druckeinheit 02; 02' kommenden und längsgeschnittenen Teilbahnen 03x; 03x' (in Draufsicht betrachtet) auf eine neue Transportrichtung T2; T2' um im wesentlichen 90° zur ersten Transportrichtung T1; T1' abzulenken, so dass in der horizontalen Ebene betrachtet die beiden Transportrichtungen T1; T1' und T2; T2' im wesentlichen senkrecht zueinander stehen.The
Nach dem Wenden werden die Teilbahnen 03x; 03x' einem Trichteraufbau 09 zugeführt, wo sie längsgefalzt und/oder als zusätzlich im Falzrücken aufgeschnittenen Teilbahnen aufeinander gelegt werden (siehe unten). Nach Durchlaufen des mindestens einen Falztrichter 14; 14'; 16; 16' aufweisenden Trichteraufbaus 09 werden die entstandenen Stränge z. B. einem Falzwerk 12; 12' zur weiteren Verarbeitung zugeführt.After turning, the partial webs 03x; 03x 'fed to a
Auf dem Bahnweg zwischen Wendeturm 07; 07' und dem benachbarten Trichteraufbau 09; 09' ist jeweils eine Registereinrichtung 10; 10', z.B. ein Registerturm 10; 10' vorgesehen. Diese Registereinrichtung 10; 10' ist dazu ausgebildet, eine relative Weglänge zwischen einzelnen Teilbahnen 03x; 03x' zu verändern und somit die Lage des Längsregisters der einzelnen Teilbahnen 03x; 03x'zueinander anzupassen.On the railway between
Vorzugsweise werden die Bahnen 03; 03' in Teilbahnen 03x; 03x' geschnitten, welche maximal eine der wirksamen Trichterbreite entsprechende Breite aufweisen.Preferably, the
Grundsätzlich kann zumindest in einer der beiden Druckmaschinen 01; 01' (vorteilhaft in beiden) auf einem Bahnweg zwischen Wendeturm 07; 07' und wenigstens einem Falztrichter 14; 16; 14'; 16' mindestens eine zusätzliche, Längsschneideinrichtung 25 vorgesehen sein, welche eine Teilbahn 03x; 03x' in Flucht zur Trichterspitze des nachfolgenden Falztrichters 14; 14'; 16; 16' längs aufschneidet. Dies ist insbesondere vorteilhaft bei der - z.B. optionalen - Herstellung von Tabloidprodukten. Anstelle oder zusätzlich zur Längsschneideinrichtung 25 kann auch ein Skip-Slitter vorgesehen sein, mittels welchem eine Teilbahn 03.x abschnittsweise längs geschnitten werden kann.In principle, at least in one of the two
Die Druckeinheiten 02; 02' der beiden Druckmaschinenlinien 01; 01' können mit einer unterschiedlichen, oder mit einer selben für den Druck wirksamen Breite ausgebildet sein. Soll eine redundante Produktionsmöglichkeit gewährleistet sein, so sind die Druckeinheiten 02; 02' der beiden Linien jedoch mit einer selben Breite ausgebildet. Die Druckeinheiten 02; 02' mindestens einer der beiden Druckmaschinenlinien 01; 01', vorteilhaft jedoch die Druckeinheiten 02; 02' beider Druckmaschinenlinien 01; 01, sind z.B. mit einer für den Druck maximal wirksamen Breite ausgebildet, welche sechs nebeneinander angeordneten Druckseiten eines auf dieser Druckmaschine 01; 01' zu druckenden Formates F1, insbesondere eines Zeitungsformates F1 in Broadsheetanordnung, entspricht. Üblicher Weise werden derartige Zeitungsdruckwerke bzw. -einheiten auch mit "dreifachbreit" bezeichnet.The
Die Breite der Druckwerke wird im folgenden über die Anzahl n (z. B. n=4, 5, 6, 7 oder 8, hier insbesondere n=6) der für das auf dieser Druckmaschine (bzw. deren Druckeinheiten 02; 02') zum Druck standardmäßig druckbare Zeitungsformat F1 definiert - auch wenn in alternativen Betriebsweisen auch eine kleinere Anzahl größerer Seiten (d.h. eines größeren Formates) nebeneinander oder ggf. gar eine größere Anzahl kleinerer Seiten (d.h. eines kleineren Formates) nebeneinander und/oder eine schmalere Bahn mit einer kleineren Anzahl von Druckseiten und/oder mit kleineren Druckseiten bedruckbar sind. D. h., das Druckwerk bzw. die Druckeinheit ist standardmäßig zum Drucken von n (hier sechs) nebeneinander angeordneten Druckseiten, insbesondere Zeitungsseiten, ausgelegt.The width of the printing units will be described below by the number n (eg n = 4, 5, 6, 7 or 8, here in particular n = 6) defines the newspaper format F1 which can be printed by default for printing on this printing machine (or its
Das als sechs Seiten breite Druckwerk ausgebildete Druckwerk bzw. die als sechs Seiten breite Druckeinheit 02; 02' (d. h. n = 6) ausgebildete Druckeinheit 02; 02' weist somit einen Formzylinder 04; 04' auf, welcher auf seinem Umfang in einer ersten Betriebsweise sechs Druckseiten in einem Zeitungsformat F1 trägt oder zumindest mit sechs (n=6) stehenden Druckseiten in einem Zeitungsformat F1 nebeneinander belegbar ist. In einer Ausführung ist dieser Formzylinder dann derart ausgebildet, dass er in der ersten Betriebsweise auf seinem Umfang in axialer Richtung nebeneinander Druckformen mit insgesamt sechs (n), z. B. sechs jeweils eine Druckseite im Zeitungsformat F1 aufweisende Druckformen, trägt, oder zumindest mit einer Anzahl sechs derartigen Druckseiten tragenden Druckformen nebeneinander belegbar ist. Diese Druckformen können als jeweils eine Druckseite tragende Einzeldruckformen (z. B. n Stück), als doppelseitige Panoramadruckformen oder gar als drei Druckseiten aufweisende Dreifach-Panoramadruckformen, oder eine insgesamt sechs Druckseiten ergebende Mischung daraus auf dem Formzylinder nebeneinander ausgeführt sein.Trained as a six-page wide printing unit printing unit or as six pages
Die n-Seiten breite Maschinenlinie 01; 01' weist - wie oben genannt - in der Flucht der jeweiligen Maschinenmittelebene M; M' jeweils eine der Anzahl der zu führenden Bahnen 03; 03' oder der Anzahl m; m' der Drucktürme entsprechende Anzahl (hier: m, m'=2) von Längsschneideinrichtungen 11; 11' sowie den Wendeturm 07; 07' auf. Für die grundsätzlich 6-seitenbreit ausgebildete Maschinenlinie 01; 01' weist die jeweilige Längsschneideinrichtung 11; 11' quer zur Bahnlaufrichtung beabstandet mindestens zwei Längsschneidmesser 15 auf, welche quer zur Bahnlaufrichtung bewegbar und damit in gewissen Grenzen positionierbar sind. In vorteilhafter Weiterbildung ist zwischen diesen beiden Längsschneidmessern 15 ein weiteres Längsschneidmesser 20 vorgesehen, welches in der Maschinenmittelebene M; M' positioniert und wahlweise an- bzw. abstellbar ist. Dieses muss nicht seitlich bewegbar ausgebildet sein.The n-side
Der Wendeturm 07; 07' weist in übereinander liegenden Ebenen eine Anzahl von um 90° umstellbaren Wendestangen oder Paare von gekreuzten Wendestangen auf, welche dem Produkt aus der Anzahl der in der betreffenden Maschinenlinie 01; 01' zu führenden Bahnen 03; 03' oder der Anzahl m; m' der Drucktürme entsprechende Anzahl (hier: m, m'=2) und der Hälfte der Anzahl n der nebeneinander druckbaren Standardzeitungsseiten (des oben erläuterten Formates F1), d. h. Anzahl der schwenkbaren Wendestangen bzw. der Paare = m * n/2 bzw. m' * n/2. Im vorliegenden Fall weist der Wendeturm 07; 07' daher sechs umstellbaren Wendestangen oder sechs gekreuzte Paare von Wendestangen auf. Schwenkbare oder umstellbare Wendestange bedeutet hier, dass ein Mechanismus vorgesehen ist, durch welchen ein Umstellen der Neigung der Wendestange von einerseits 45° im Urzeigersinn geneigt gegen die Transportrichtung T1; T1' der einlaufenden Bahn hin zu -45°.The turning
Wie in der Vorderansicht der Druckmaschinenanlage in
In vorteilhafter Weiterbildung sind mindestens zwei der drei Wendestangen bzw. gekreuzte Wendestangenpaare einer Gruppe mit einer wirksamen Breite ausgebildet, welche in Projektion auf die Breite der einlaufenden Teilbahn 03.x; 03.x' betrachtet signifikant (z. B. um den Faktor 1,2) größer ist als die Breite zweier Zeitungsseiten im (etwa ein Sechstel der wirksamen Breite des Formzylinders 04; 04' breiten) Format F1, im Hinblick auf Raumaspekte und Handhabung vorteilhaft jedoch kleiner als die Breite von vier Zeitungsseiten des standardmäßigen Formates F1. Diese mindestens zwei, insbesondere jedoch alle drei Wendestangen der Gruppe sind für den Fall einer Druckmaschine 01; 01' mit sechs nebeneinander angeordneten Zeitungsseiten belegbarem bzw. belegtem Formzylinder 04; 04' in Projektion nicht nur zweiseitenbreit, sondern in Projektion mindestens 1,2-fach von zwei der sechs Seiten breit ausgebildet. In einer noch variableren Variante sind die Wendestangen bzw. die gekreuzten Paare in Projektion auf die einlaufende Teilbahn mit einer wirksamen Breite ausgebildet, welche im wesentlichen der halben wirksamen Breite des Formzylinders 04; 04' entspricht.In an advantageous development, at least two of the three turning bars or crossed turning bar pairs of a group are formed with an effective width, which in projection on the width of the incoming part of the web 03.x; 03.x 'is significantly larger (eg by a factor of 1.2) than the width of two newspaper pages in the F1 format (approximately one sixth of the effective width of the
Vorzugsweise sind mindestens zwei von drei Wendestangen bzw. zwei von drei gekreuzten Wendestangenpaare in horizontaler Richtung bewegbar und daher positionierbar ausgebildet. Vorteilhaft lassen sich diese bewegbaren Wendestangen/Paare in einer Richtung senkrecht zur Maschinenmittelebene M; M', d.h. in bzw. entgegen der in die Horizontale projizierten Transportrichtung T2 bzw. -T2.Preferably, at least two of three turning bars or two of three crossed turning bar pairs are movable in the horizontal direction and therefore formed positionable. Advantageously, these movable turning bars / pairs in a direction perpendicular to the machine center plane M; M ', i. in or against the projected in the horizontal transport direction T2 or -T2.
Nach dem Längsschneiden werden die entstandenen Teilbahnen 03.x (x=1, 2 oder 3) über die Wendeeinrichtung 07 geführt, und - in ihrer in die Horizontale projizierten Ebene betrachtet - um 90° in ihrer Transportrichtung T1; T2 umgelenkt. Sie laufen nach dem Umlenken im wesentlichen in einer selben Flucht, welche innerhalb einer zur Maschinenmittelebene M; M' senkrechten Ebene verläuft. Neben den Falztrichtern 14; 16; 14' 16' sind vorzugsweise auch die Wendestangen der beiden Wendetürme 07; 07' in der selben, zur Maschinenmittelebene M; M' senkrecht stehenden Flucht angeordnet. Die zur selben Maschinenseite hin umgelenkten Teilbahnen 03.x sind in Draufsicht betrachtet nicht nebeneinander, sondern übereinander geführt. Letztlich laufen sämtliche um 90° umgelenkte Teilbahnen einer selben Bahn 03; 03', insbesondere gar der Bahnen 03; 03' beider Maschinenlinien, nach dem Umlenken bis zum Trichteraufbau 09; 09' in Draufsicht betrachtet nicht in seitlich beabstandeten Fluchten, sondern in einer selben, zur Maschinenmittelebene M; M' senkrechten, durch die Trichterspitze eines selben Falztrichters 14; 16; 14'; 16' verlaufenden Flucht entlang der Transportrichtungen T2; T2' bzw. der umgekehrten Transportrichtungen -T2; -T2'. Die Wendestangen der Wendeeinrichtungen 07; 07 schneiden sämtlich eine zur Maschinenmittelebene M; M' senkrechte gemeinsame Ebene.After slitting, the resulting partial webs 03.x (x = 1, 2 or 3) are guided over the turning
Der zwischen dem jeweiligen Wendeturm 07; 07' und dem der selben Maschinenlinie 01; 01' zugeordneten Trichteraufbau 09; 09' angeordnete Registerturm 10; 10' weist übereinander angeordnet eine Anzahl von - z.B. jeweils eine feststehende und eine bewegbare Walze aufweisende - Registereinrichtungen auf. Vorteilhaft entspricht die Anzahl der Registereinrichtungen des Registerturms 10; 10' der Anzahl der maximal in den beiden Maschinenlinien 01; 01' zu erzeugenden zweiseitenbreiten Teilbahnen 03.x; 03.x', also der Summe aus den Produkten m*n/2 und m'*n'/2 - hier also 2*6/2 + 2*6/2 = 12 Registereinrichtungen übereinander. Auf diese Weise können sämtliche Teilbahnen 03.x; 03.x' auf einen selben Falzapparat 12; 12' produzieren.The between the
Wie in
Der Trichteraufbau 09; 09' ist in dem Sinne winkelig zur jeweiligen Maschinenlinie 01; 01' angeordnet, dass eine in die Horizontale projizierte Transportrichtung T2; T2' einer auf den Falztrichter 14; 16; 14'; 16' auflaufenden Teilbahn 03x; 03x' mit der Maschinenmittelebene M; M' einen Winkel von im wesentlichen 90° bilden. So muss zwar jede Teilbahn 03x; 03x' eine Richtungsänderung erfahren, jedoch muss jede Teilbahn 03.x; 03.x' lediglich ein einziges mal über einer Wendestange 13 gewendet werden.The
Der mindestens einen Falztrichter 14; 16; 14'; 16' aufweisende Trichteraufbau 09; 09' kann in einfacher Ausführung lediglich eine Trichterebene mit lediglich einem Falztrichter 14; 16; 14'; 16', oder aber wie hier zwei übereinander angeordnete Trichterebenen mit jeweils lediglich einem Falztrichter 14; 16; 14'; 16' aufweisen.The at least one former 14; 16; 14 '; 16 'having
Mindestens einer der Falztrichter 14; 16; 14'; 16' je Trichteraufbau 09; 09' - vorteilhaft beide - weist bzw. weisen vorzugsweise eine wirksame Breite auf, welche signifikant größer ist als die Breite zweier Zeitungsseiten des standardmäßigen, für den Druck von sechs Seiten vorgesehenen Formates F1, insbesondere mindestens dem 1,2-fachen der Breite zweier Zeitungsseiten dieses Standard-Formates F1. In einer vorteilhaften Ausführung entspricht die wirksame Breite dieses Falztrichters 14; 16; 14'; 16' der halben wirksamen Länge L04 des Formzylinders 04.At least one of the former 14; 16; 14 '; 16 'per
Vorzugsweise weist mindestens einer der beiden Trichteraufbauten 09; 09', vorzugsweise beide, im unteren Berech mindestens einen Heftapparat 17 auf, durch welche ein oder mehrere Stränge und/oder Teilstränge nach dem Längsfalzen führbar ist bzw. sind. Vorzugsweise sind zwei oder gar drei derartige Heftapparate vorgesehen. In vorteilhafter Weiterbildung sind wahlweise anstellbare Längsschneidmesser 25 vorgesehen, mittels welcher die auf den Falztrichter 14; 16 auflaufende Teilbahn 03.x in der Flucht zur Trichterspitze längs aufschneidbar ist. In diesem Zusammenhang ist es vorteilhaft, im Trichteraufbau 09; 09' Umlenkwalzen vorzusehen, wobei ein über einen Falztrichter 16; 14 geführter, am Falzrücken aufgeschnittener Teilbahnstrang in mehrere Einzelstränge aufteilbar ist, welche auf zunächst unterschiedlichen Strangwegen weitergeführt werden bzw. führbar sind. Bei Bedarf ist mindestens einer der geteilten Teilstränge mit einem aus einem anderen Falztrichter 14; 16 stammenden Strang oder Teilstrang gemeinsam in einen Heftapparat 17 führbar bzw. geführt ist. Auch können dann die aus dem oberen Falztrichter 16 stammenden Teilstränge gleichzeitig um den unteren herum - ggf. jeweils oder lediglich einer - durch einen eigenen Heftapparat 17, oder zusammen mit einem Teilstrang aus dem unteren Falztrichter 14 durch einen gemeinsamen Heftapparat 17 geführt werden.Preferably, at least one of the two
Der Falzapparat 12; 12' kann als Einfach- oder Doppelfalzapparat (d. h. zwei integrierte Falzwerke) ausgebildet sein auf. Der Falzapparat kann auch für mehrere Einfachfalzapparate stehen. In den Figuren ist jeweils lediglich ein einfacher Falzapparat 12; 12' dargestellt. Der Falzapparat 12; 12' weist z. B. einen Schneidzylinder 26, einen Transportzylinder 27, einen Falzklappenzylinder 28 und ggf. ein nicht dargestelltes Schaufelrad auf. Vorteilhaft weist mindestens eine der beiden Maschinenlinien 01; 01 einen Falzapparat 12; 12' mit zusätzlich einem Mittel zur Bildung eines 2ten Querfalzes auf. Die Orientierung des Falzapparates 12; 12' ist im Zusammenhang mit dem "winkelig" angeordneten Trichteraufbau 07; 07' derart, dass die Rotationsachsen der Schneid-, Transport-, und Falzklappenzylinder parallel zu den Rotationsachsen der Druckwerkszylinder 04; 06 verlaufen. Der Falzapparat 12; 12' ist vorteilhaft durch mindestens einen Antriebsmotor mechanisch unabhängig von den Druckeinheiten 02 rotatorisch angetrieben. Vorzugsweise erfolgt der Antrieb durch den Antriebsmotor auf den Schneidzylinder 26 und von dort über mechanische Antriebsverbindung auf den Transportzylinder 27 und den Falzklappenzylinder 28. Es können jedoch auch Schneid-, Transport- und Falzklappenzylinder 26; 27; 28 jeweils einen eigenen Antriebsmotor aufweisen.The
In einer in
Die beiden Maschinenlinien 01; 01' sind derart miteinander verbunden, dass in speziellen Betriebsarten (oder aber lediglich in einer Back-up-Funktion) Teilbahnen 03.x; 03.x' aus der einen Maschinenlinie 01; 01' auf den Trichteraufbau 09'; 09 der anderen Maschinenlinie 01'; 01 fürhbar bzw. geführt ist und/oder umgekehrt. Hierzu kann es für eine stabile Bahnführung und/oder um eine zusätzliche Möglichkeit für den Wechsel einer Ebene zu schaffen von großem Vorteil sein, wenn zwischen den beiden Wendetürmen 09; 09' - z.B. in einem Gestell - eine Walzen gruppe 29 mit einer Anzahl von Überführ- oder Leitwalzen, insbesondere eine Gruppe mit einer Anzahl von Leitwalzenpaaren aus jeweils zwei vertikal benachbarten, jedoch unwesentlich in der Höhe beabstandeten Walzen, vorzusehen. Vorzugsweise entspricht eine Anzahl k von Walzen bzw. Anzahl k der Walzenpaare mindestens der Größeren aus den beiden Zahlen m*n/2 und m'*n/2, d.h. mindestens der Anzahl von maximal mit einer der beiden Maschinenlinien 01; 01' zur Erzeugung vorgesehenen Teilbahnen 03.x, hier also 2*6/2 = 6. In vorteilhafter Weiterbildung, insbesondere i.V.m. den versetzten Wendedecks 07.1; 07.2; 07.1'; 07.2', sind jedoch einer der in den beiden Linien insgesamt herstellbaren Teilbahnen 03.x; 03.x' entsprechende Anzahl k, d. h. die Summe aus m*n/2 und m'*n/2, hier z.B. 12 einzeln Walzen oder Walzenpaare vorgesehen. Diese können dann jeweils auf einer zu einer Wendestange 13; 13' bzw. einem Wendestangenpaar der beiden Maschinenlinien korrespondierenden Maschinenhöhe angeordnet sein.The two
Der Formzylinder 04 besitzt in einer ersten Ausführung z. B. einen Umfang zwischen 850 und 1.000 mm, insbesondere von 900 bis 940 mm. Der Umfang ist z. B. zur Aufnahme zweier stehenden Druckseiten, z. B. Zeitungsseiten im Broadsheetformat, mittels zweier in Umfangsrichtung auf den Formzylinder 16 hintereinander fixierbarer Aufzüge 19, z. B. flexibler Druckformen 19, ausgebildet. Die Druckformen 19 sind in Umfangsrichtung auf dem Formzylinder 16 montierbar und bei der in
Die Länge L04 des nutzbaren Ballens des Formzylinders 04 beträgt in der ersten Ausführung z. B. 1.850 bis 2.400 mm, insbesondere 1.900 bis 2.300 mm und ist in axialer Richtung zur Aufnahme von z. B. sechs nebeneinander angeordneten stehenden Druckseiten zumindest im Standardformat F1, insbesondere jedoch auch Zeitungsseiten verschiedener Formate, z. B. im Broadsheet- und einem davon abweichenden Format, bemessen (siehe
In einer vorteilhaften größeren Ausführung weist der Formzylinder 04 z. B. einen Umfang zwischen 980 und 1.300 mm, insbesondere von 1.000 bis 1.200 mm auf. Die Länge L04 des nutzbaren Ballens beträgt hierbei z. B. 1.950 bis zu 2.500, vorteilhaft 1.950 bis 2.400 mm, insbesondere 2.000 bis 2.400 mm. Die Belegung entspricht der o. g. Ausführung.In an advantageous larger version, the forme cylinder 04 z. B. a circumference between 980 and 1300 mm, in particular from 1000 to 1200 mm. The length L04 of the usable bale is in this case z. B. 1,950 up to 2,500, advantageously 1,950 to 2,400 mm, in particular 2,000 to 2,400 mm. The occupancy corresponds to the o. G. Execution.
Der Übertragungszylinder 06 besitzt in der ersten Ausführung ebenfalls einen Umfang z. B. zwischen 850 und 1.000 mm, insbesondere von 900 bis 940 mm. Die Länge L06 des nutzbaren Ballens des Übertragungszylinders 06 beträgt in der ersten Ausführung z. B. ebenfalls 1.850 bis 2.400 mm, insbesondere 1.900 bis 2.300 mm.The
Er ist in Längsrichtung nebeneinander mit lediglich zwei dreidruckseitenbreiten Aufzügen 21, z. B. Druck- oder Gummitüchern 21, belegt. Sie reichen in Umfangsrichtung im wesentlichen um den vollen Umfang. Die Gummitücher 21 sind, das Schwingungsverhalten des Druckwerkes im Betriebsfall günstig beeinflussend in Umfangsrichtung, z. B. um 180°, zueinander versetzt (
In der vorteilhaften größeren Ausführung weist der Übertragungszylinder 06 z. B. einen Umfang zwischen 980 und 1.300 mm, insbesondere von 1.000 bis 1.200 mm auf. Die Länge L06 des nutzbaren Ballens beträgt hierbei z. B. 1.950 bis zu 2.500, vorteilhaft 1.950 bis 2.400 mm, insbesondere 2.000 bis 2.400 mm. Die Belegung mit Aufzügen 21 entspricht der ersten Ausführung.In the advantageous larger version, the transfer cylinder 06 z. B. a circumference between 980 and 1300 mm, in particular from 1000 to 1200 mm. The length L06 of the usable bale is in this case z. B. 1,950 up to 2,500, advantageous 1,950 to 2,400 mm, in particular 2,000 to 2,400 mm. The occupancy of
In einer für die Produktvariabilität weiteren vorteilhaften, jedoch nicht dargestellten Variante des Übertragungszylinders 06 weist dieser lediglich einen einzigen, über die gesamte wirksame Länge und im wesentlichen über den gesamten Umfang reichenden Aufzug 21 auf.In a further variant of the
In einer Ausführung sind die Aufzüge 21 bzw. ist der eine über die Länge durchgehende Aufzug 21 auf dem Übertragungszylinder 06 mehrschichtig mit zumindest einer dimensionsstabilen Trägerplatte, z. B. Metallplatte, und einer darauf - insbesondere stoffschlüssig - verbundenen elastischen und/der kompressiblen Schicht, z.B. Gummischicht, ggf. ihrerseits aus mehreren Lagen unterschiedlicher Eigenschaften, ausgebildet.In one embodiment, the
In der Ausführung lediglich zweier breiter (z.B. jeweils drei Druckseiten reichend), oder gar einer über die gesamte Länge (z.B. über vier oder sechs Druckseiten reichend) reichender ganz breiter Aufzüge weist die Trägerplatte eine Stärke von z.B. mindestens 0,25 mm, vorteilhaft mindestens 0,28 mm, insbesondere ca. 0,3 mm auf. Eine Gesamtstärke (Trägerschicht mit elastischer/kompressibler Schicht und ggf. Deckschicht) kann des Aufzuges 06 kann dann z. B. zwischen 1,5 und 2,5 mm, vorteilhaft zwischen 1,5 und 2,0 mm, insbesondere bei ca. 1,75 mm liegen.In the embodiment of only two wider (e.g., three print sides each), or even a full width elevator extending the full length (e.g., across four or six print pages), the backing plate has a gauge of e.g. at least 0.25 mm, advantageously at least 0.28 mm, in particular about 0.3 mm. A total thickness (backing layer with elastic / compressible layer and possibly cover layer) of the
Die als sog. Metalldrucktücher ausgebildeten Aufzüge 21 weisen z. B. eine Breite in Längsrichtung des Zylinders 06 von mindestens 950 mm, vorzugsweise mindestens 1.000 mm insbesondere mindestens 1.100 mm, und eine "Länge" in Umfangsrichtung von mindestens 690 mm, vorteilhaft mindestens 980 mm, vorzugsweise von mindestens 1.100 mm, insbesondere mindestens 1.150 mm auf. Somit ist beispielsweise ein Metalldrucktuch mit den Dimensionen von ca. 690 bis 715 mm X 1030 bis 1060 mm, insbesondere ca. 705 (±5mm) X 1050 (±5mm) herstell- und auf dem Übertragungszylinder 06 befestigbar.The trained as so-called. Metal blankets lifts 21 have z. B. a width in the longitudinal direction of the
In einer Ausführung - z.B. bei einem durchgehenden Drucktuch - weist das Metalldrucktuch eine Breite in Zylinderlängsrichtung von z.B. mindestens 1.600 mm, vorteilhaft gar mindestens 1700 mm, insbesondere mindestens 2.000 mm bei einer Länge in Umfangsrichtung von 690 bis 1.200 mm, insbesondere 980 bis 1150 mm, auf.In one embodiment - e.g. in a continuous blanket - the metal blanket has a width in the cylinder longitudinal direction of e.g. at least 1,600 mm, advantageously even at least 1700 mm, in particular at least 2,000 mm with a length in the circumferential direction of 690 to 1,200 mm, in particular 980 to 1150 mm, on.
In einer Ausführung für Formate noch größerer Breite kann für o.g. Längen (in Umfangsrichtung) auch ein Aufzug mit einer Breite von 2.100 bis 2.400 mm vorgesehen sein.In an embodiment for formats even larger width can be for o.g. Length (in the circumferential direction) and an elevator with a width of 2,100 to 2,400 mm be provided.
Die beschriebenen breiten Ausführungsformen (mindestens drei Zeitungsseiten breit) für Metalldrucktücher sind insbesondere mit einem oder mehreren Merkmalen der beschriebenen Druckmaschine, jedoch auch für sich allein betrachtet - insbesondere mit Druckmaschinen für variable Bahnbreiten und/oder mit dem Erfordernis reduzierter Schwingungsanregung von Vorteil. Die Anwendung der Metalldrucktücher ermöglicht die Ausbildung von die Enden Aufnehmenden Öffnungen am Übertraguingszylinderumfang mit einer Schlitzbreite von in Umfangsrichtung betrachtet höchstens 7 mm, insbesondere 5 mm. Von aufwändigen Spannvorrichtungen innerhalb eines Kanals kann in dieser Ausführung abgesehen werden.The wide embodiments described (at least three newspaper pages wide) for metal blankets are particularly advantageous with one or more features of the described printing machine, but also taken in isolation - especially with variable web width printing machines and / or with the requirement of reduced vibration excitation. The use of the metal blankets allows the formation of the ends receiving openings on Übertragungsuingszylinderumfang with a slot width of circumferentially considered at most 7 mm, in particular 5 mm. Complex fixtures within a channel can be dispensed with in this embodiment.
Als Länge L04; L06 des nutzbaren Ballens ist hier diejenige Breite bzw. Länge des Ballens zu verstehen, welche zur Aufnahme von Aufzügen 19; 21 geeignet ist. Dies entspricht in etwa auch einer maximal möglichen Bahnbreite einer zu bedruckenden Bahn 03. Bezogen auf eine gesamte Länge des Ballens der Zylinder 04; 06 wäre zu dieser Länge L04; L06 des nutzbaren Ballens noch die Breite von ggf. vorhandenen Schmitzringen, von ggf. vorhandenen Nuten und/oder von ggf. vorhandenen Mantelflächenbereichen hinzuzurechnen, welche z. B. zur Bedienung von Spann-und/oder Klemmvorrichtungen zugänglich sein müssen.As length L04; L06 of the usable bale here is to be understood that width or length of the bale, which for receiving
In vorteilhafter Ausführung weist der Satellitenzylinder ebenfalls im wesentlichen die genannten Abmessungen und Verhältnisse, zumindest des zugeordneten Übertragungszylinders 06, auf.In an advantageous embodiment, the satellite cylinder also essentially the dimensions and ratios mentioned, at least the associated
Das zu den Zylindern 04; 068 oben und das zur Belegung und Kanalanordnung im Folgenden genannte gilt für mindestens eine der Maschinenlinien 01; 01', jedoch vorzugsweise für die Druckeinheiten 02; 02' beider Maschinenlinien 01; 01'.That to the
Zumindest eine, vorzugsweise beide Maschinenlinien 01; 01' sind wie oben bereits erwähnt für die Herstellung verschiedener Produktformate, d. h. das Bedrucken von Bahnen 03 unterschiedlicher Breiten und das bedrucken mit Druckbilden unterschiedlicher Formate ausgelegt. Darunter ist hier nicht eine unterschiedliche Breite aufgrund von teilbreiten Bahnen gemeint, wie es bei "halben", "drittel", "zweidrittel breiten" Bahnen der selben Grundbahn der Fall wäre. Mit der unterschiedlichen Bahnbreite geht hier bei der selben oder einer verschiedenen Anzahl möglicher Seiten ein unterschiedliches Produktformat einher.At least one, preferably both
Form- und Übertragungszylinder 04; 06 (gilt im Folgenden ohne spezielle Nennung wahlweise oder zusätzlich auch für die mit' versehenen Bezugszeichen) weisen in einer besonders vorteilhaften Ausführung die in
In
Eine Seitenzahl der Zeitungsdruckseiten in axialer Richtung betrachtet ist z. B. in der ersten Betriebsart (Zeitungsdruck, F1) und der zweiten Betriebsart (Zeitungsdruck, F2) die selbe. Sie beträgt vorzugsweise sechs Seiten des entsprechenden Formates F1; F2.A page number of newspaper pages viewed in the axial direction is z. B. in the first mode (newspaper printing, F1) and the second mode (newspaper printing, F2) the same. It is preferably six pages of the corresponding format F1; F2.
Die größere Breite b1 ist zum Bedrucken von sechs nebeneinander angeordneten Zeitungsseiten im ersten Format F1 geeignet und liegt z. B. bei 1.800 bis zu 2.500, vorteilhaft bei 1.900 bis 2.400 mm. Die kleinere Breite b2 ist zum Bedrucken von sechs nebeneinander angeordneten Zeitungsseiten im zweiten Format F2 geeignet und liegt z. B. bei 1.750 bis 2.100, vorteilhaft bei 1.750 bis 2.050 mm, bevorzugt zwischen 1.850 mm und 1.950 mm, wobei jedoch gilt b1 > b2. Die möglichen Breiten für den Zeitungsdruck sind nicht auf die beiden genannten, sondern für jede beliebig dazwischen liegende Breiten bzw. Formate anzuwenden. D. h. grundsätzlich sind also sämtliche Bahnen 03 verschiedenster Breiten (bzw. entsprechende Zeitungsformate) variierbar, welche z. B. von 1.750 mm bis 2.400 mm liegen.The larger width b1 is suitable for printing six juxtaposed newspaper pages in the first format F1 and is z. At 1,800 to 2,500, advantageous at 1,900 to 2,400 mm. The smaller width b2 is suitable for printing six juxtaposed newspaper pages in the second format F2 and is z. B. at 1,750 to 2,100, advantageously at 1,750 to 2,050 mm, preferably between 1,850 mm and 1,950 mm, but where b1> b2. The possible widths for the newspaper printing are not to be applied to the two mentioned, but for any arbitrary intermediate widths or formats. Ie. In principle, therefore, all
Ebenfalls in
In zumindest einer der Betriebsarten trägt der Formzylinder 04 des Druckwerks z. B. eine in axialer Richtung über zumindest drei Zeitungsseitenbreiten des aktuell betreffenden Formats F1; F2 reichende Druckform 19" (siehe unten). Diese ist dann beispielsweise nebeneinander mit Druckbildern dreier Zeitungsseiten bzw. einem insgesamt drei Zeitungsseiten entsprechendem Druckbild versehen, insbesondere belichtet.In at least one of the modes bears the
Der Formzylinder 04 (04') ist in beiden Betriebsarten A und B jeweils mit sechs in axialer Richtung nebeneinander angeordneten Druckbildern eines Zeitungs- bzw. Broadsheetformates, in Betriebsart A mit dem für den Druck von sechs Seiten maximalen, und für die Auslegung der Maschine herangezogenen (Broadsheet-)Format F1, in Betriebsart B mit einem im Vergleich zum Format F1 kleineren (Broadsheet-)Format F2 ausgeführt.The form cylinder 04 (04 ') is in both modes A and B each with six axially juxtaposed printed images of a newspaper or broadsheet format, in mode A with the maximum for printing six pages, and used for the design of the machine (Broadsheet) format F1, executed in mode B with a smaller format (F1) compared to format F1 (F2 broadsheet format).
In der Betriebsart B können in einer Variante zwar ebenfalls nebeneinander sechs und in Umfangsrichtung zwei Druckformen 19 mit dann jeweils einem Druckbild des Formates F2 vorgesehen sein. Hierbei würde sich jedoch die Lage der Einzelplatten ändern und ein "nichtbelegter" Randbereich stehen bleiben. In bevorzugter Ausführung sind bei einem vom ("Sechs-Seitern-")Format F1 abweichenden, kleineren ("Sechs-Seiten-)Format F2 nebeneinander zwei, z. B. drei Druckbilder nebeneinander tragende, z. B. jeweils über die halbe wirksame Formzylinderlänge reichende, Druckformen 19" vorgesehen. Diese tragen dann jeweils - z. B. asymmetrisch über die Breite der Druckform 19" verteilt - drei Druckbilder des Formates F2 nebeneinander. Die Bahnbreite entspricht der kleineren Breite b2. Hierbei sind in vorteilhafter Ausführung die beiden (Panorama-)Druckformen 19" jeweils symmetrisch zur Druckmaschinenmittelachse M angeordnet. Vorzugsweise weisen die das kleinere Druckseitenformat F2 tragenden Druckformen 19" nicht lediglich die Breite der drei Druckseiten auf, sondern erstrecken sich bis zum Ende der wirksamen Mantelfläche des Formzylinders 04. Die beiden nebeneinander angeordneten Druckformen 19" weisen somit zusammen eine Breite entsprechend der maximalen bzw. der größeren Breite b1 der breiteren Bahn 03 auf. Damit ist über die gesamte wirksame Länge L04 des Formzylinders 04 ein gleichmäßigeres Transportverhalten unabhängig von der eben verwendeten Bahnbreite möglich und/oder die Gefahr eines Trockenlaufens des korrespondierenden Aufzuges 21 in den Randzonen bei Verwendung der schmaleren Bahn 03 vermindert. Die Druckformen 19" tragen dann die Druckbilder asymmetrisch zu ihrer Breite und sind bei der Herstellung beispielsweise ansymmetrisch belichtet. D.h., die drei Druckseiten sind bezüglich einer gedachten, die Druckform 19" in der Breite halbierenden Symmetrieachse asymmetrisch auf der Druckform 19" angeordnet. Der nichtdruckende Randbereich beträgt in Betriebsart B z. B. 50 bis 100 mm.In mode B, in one variant, six
Der Formzylinder 04 ist in
Die
Nach dem Bedrucken und Längsschneiden werden die Teilbahnen 03.x um 90° umgelenkt und in einer selben, zur Maschinenmittelebene M; M' senkrechten Flucht übereinander geführt. Sie können auch in der selben Flucht, jedoch in jeweils entgegengesetzte Richtungen T2; -T2 auf unterschiedliche Trichteraufbauten 09; 09' geführt werden bzw. sein. Dies gilt auch für sämtliche nachfolgend beschriebene Betriebsarten C bis J.After printing and slitting, the partial webs 03.x are rotated by 90 ° deflected and in the same, to the machine center plane M; M 'vertical flight led one above the other. They may also be in the same flight, but in opposite directions T2; -T2 on
Gerade durch die gewinkelte Anordnung eines Falztrichters 14; 16 und das 90°-Umlenken der Teilbahnen 03.x ist auf besonders einfache Weise ein Mischprodukt herstellbar.Straight through the angled arrangement of a former 14; 16 and the 90 ° -Umlenken the sub-webs 03.x a mixed product can be produced in a particularly simple manner.
In
Im Fall der
In den
Die mit sechs Druckseiten bedruckten Bahnen 03; 03' können jeweils in drei Teilbahnen geschnitten sein. Wie in
In den
In
In
In der Betriebsart J nach
Wie oben bereits zu den mit sechs Druckseiten nebeneinander bedruckten Bahnen 03; 03' erwähnt, ist es auch hier möglich, mit den Bahnen aus den Maschinenlinien 01; 01' auf den jeweiligen Falzaufbau 09; 09' zu produzieren, oder gemischt zu produzieren (
Zwei oder mehr der unterschiedlichen beschriebenen Betriebsarten A bis J können wahlweise nacheinander an einer selben Druckeinheit 02; 02' bzw. an nacheinander an selben Druckeinheiten 02; 02', und/oder aber gleichzeitig an verschiedenen Druckeinheiten 02; 02' der selben Maschinenlinie 01; 01' oder der beiden Maschinenlinien 01; 01' vorliegen. So kann beispielsweise an einer der Druckeinheiten 02; 02' eine erste der Betriebsarten A bis J, und in einer anderen der Druckeinheiten, eine davon verschiednen der genannten Betriebsarten A bis J vorliegen.Two or more of the different modes of operation A to J described can optionally successively on a
Die aus den unterschiedlich betriebenen Druckeinheiten 02; 02' resultierenden Teilbahnen 03.x; 03-x' können nun getrennt voneinander zu Produkten verarbeitet werden, oder aber, wie in
In
In
In
In
Bei der beanspruchten Druckmaschine oder Druckmaschinenanlage können somit auf dem Formzylinder 04; 04' in einer Betriebsweise Druckformen 19 mit in Längsrichtung des Zylinders betrachtet sechs Druckbildern eines im Vergleich zum ersten Zeitungsformat F1 kleineren Zeitungsformates F2 angeordnet sein.In the claimed printing press or printing press system can thus on the
Alternativ können bei der beanspruchten Druckmaschine oder Druckmaschinenanlage auf dem Formzylinder 04; 04' in anderen Betriebsweise Druckformen 19 mit in Längsrichtung des Zylinders betrachtet lediglich vier Druckbildern eines im Vergleich zum ersten Zeitungsformat F1 unterschiedlichen Formates F4; F5 angeordnet sein.Alternatively, in the claimed printing press or printing press system on the
Alternativ kann bei der beanspruchten Druckmaschine oder Druckmaschinenanlage der Formzylinder 04; 04' in Längsrichtung des Zylinders betrachtet nebeneinander gleichzeitig Druckbilder unterschiedlicher Formate F1; F2; F3; F4; F5; F6; F7 tragen.Alternatively, in the claimed printing press or printing press system, the
Bei den genannten Betriebsweisen können die Druckbilder auf Druckformen 19" angeordnet sein, welche die Hälfte der wirksamen Breite des Formzylinders 04 einnehmen. Hierbei - insbesondere in den von der mit dem Format F1 unterschiedlichen Betriebsweisen - können die Druckseiten bezüglich einer gedachten, die Druckform 19" in der Breite halbierenden Symmetrieachse asymmetrisch auf der Druckform 19" angeordnet sein.In the aforementioned modes of operation, the printed images can be arranged on printing formes 19 ", which occupy half the effective width of the
Bezugszeichenliste
- 01
- Druckmaschine, Druckmaschinenlinie
- 02
- Druckeinheit, Druckturm
- 03
- Materialbahn, Papierbahn, Bahn
- 04
- Druckwerkszylinder, Formzylinder
- 05
- 05
- 06
- Druckwerkszylinder, Übertragungszylinder
- 07
- Wendeeinrichtung, Wendeturm, Wendedeck
- 08
- Walzengruppe
- 09
- Trichteraufbau
- 10
- Registereinrichtung
- 11
- Längsschneideinrichtung
- 12
- Falzwerk, Falzapparat
- 14
- Falztrichter
- 15
- Längsschneidmesser
- 16
- Falztrichter
- 17
- Heftapparat
- 19
- Aufzug, Druckform
- 20
- Längsschneidmesser
- 21
- Aufzug, Drucktuch, Gummituch
- 22
- Rollenwechsler
- 23
- Kanal
- 24
- Kanal
- 25
- -
- 26
- Schneidzylinder
- 27
- Transportzylinder
- 28
- Falzklappenzylinder
- 03.x
- Teilbahn
- 03.1
- Teilbahn
- 03.2
- Teilbahn
- 03.3
- Teilbahn
- F1-F7
- Formate von Druckseiten
- M
- Maschinenmittelebene
- m
- Anzahl Drucktürme der Maschinenlinie
- n
- Anzahl der standardmäßig druckbaren Zeitungsseiten nebeneinander
- T1
- Transportrichtung
- T2
- Transportrichtung
- 01
- Printing machine, printing machine line
- 02
- Printing unit, printing tower
- 03
- Material web, paper web, web
- 04
- Printing cylinder, form cylinder
- 05
- 05
- 06
- Printing cylinder, transfer cylinder
- 07
- Turning device, turning tower, turning deck
- 08
- roll group
- 09
- former assembly
- 10
- register means
- 11
- Slitter
- 12
- Folding unit, folder
- 14
- formers
- 15
- Slitting knife
- 16
- formers
- 17
- stitcher
- 19
- Elevator, printing form
- 20
- Slitting knife
- 21
- Elevator, blanket, blanket
- 22
- reelstands
- 23
- channel
- 24
- channel
- 25
- -
- 26
- cutting cylinder
- 27
- transport cylinder
- 28
- jaw cylinder
- 03.x
- part web
- 03.1
- part web
- 03.2
- part web
- 03.3
- part web
- F1-F7
- Formats of printed pages
- M
- Machine center plane
- m
- Number towers of the machine line
- n
- Number of standard printable newspaper pages side by side
- T1
- transport direction
- T2
- transport direction
Claims (15)
- Printing press with at least two printing units (02; 02'), the printing group cylinders of which, designed as forme cylinders (04), have an effective width which essentially corresponds to a number (n; n') of six printed pages arranged next to one another of a first newspaper format (F1) in broadsheet arrangement, and which in each case have two channels (23) continuous over the length of these six printed pages, spaced apart in the circumferential direction by 180°, for the fixing of one or more printing formes, with at least one turning device (07; 07'), by means of which a web (03; 03') or partial web (03x; 03x') of the printing unit (02; 02') coming into their path projected in the horizontal plane is deflectable by essentially 90°, and with a former assembly (09; 09') having a fold former (14; 16; 14'; 16'), the feed direction of an incoming web (03; 03') or partial web (03x; 03x') of which, projected in the horizontal plane, runs essentially perpendicular to an alignment along a press central plane (M; M'), which is perpendicular to the axes of rotation of the printing group cylinders (04; 04'; 06; 06'), characterized in that the former assembly (09; 09') has a former plane with, viewed in the horizontal direction, only one fold former (14; 16; 14'; 16'), in that in a same alignment perpendicular to the press central plane (M; M') multiple turning bars of the turning device (07; 07') are arranged one above the other, and in that the turning bars arranged one above the other are designed to be movable in a direction perpendicular to the press central plane (M; M').
- Printing press according to Claim 1, characterized in that between turning device (07; 07') and former assembly (09; 09') in the web path is provided a longitudinal cutting knife (25), by means of which the partial web (03.x) feeding into the fold former (14; 16) can be slit lengthwise in alignment to the former top.
- Printing press according to Claim 1, characterized in that the former assembly (09; 09') has at least one stitcher (17; 17').
- Printing press according to Claim 1, characterized in that in a folding apparatus (12; 12') downstream of the folder assembly a transport direction of the product sections, projected in the horizontal plane, runs in the direction opposite to the transport direction (T1; T1') of the web (03; 03') through the printing press (01; 01').
- Printing press according to Claim 1, characterized in that a transfer cylinder (06) cooperating with the forme cylinder carries only one elevator (21) continuous over the effective length in the longitudinal direction, which has a width in the cylinder longitudinal direction which corresponds to six printed pages of the newspaper format (F1) or in that a transfer cylinder (06) cooperating with the forme cylinder carries only two elevators (21) next to one another in the longitudinal direction, which have a width in the cylinder longitudinal direction that corresponds to three printed pages of the newspaper format (F1).
- Printing press array with two printing presses (01; 01') constructed as printing press lines 01; 01', which have a respective number (m; m') of printing units (02; 02'), the printing presses (01; 01') relating to each other such that their machine central planes (M; M') standing perpendicular to the axes of rotation of the printing unit cylinders (04; 04'; 06; 06') run parallel but spaced apart from one another, characterized by the design of the two printing presses (01; 01') in each case according to Claim 1 or a plurality of Claims 1 to 4, the two fold formers (14; 16; 14'; 16') of the former assemblies (09; 09') in each case standing perpendicular to the respective press central plane (M; M') being arranged in a same alignment standing perpendicular to the press central plane (M; M') and in each case being arranged on the press side pointing outwards.
- Printing press array according to Claim 6, characterized in that each of the two printing presses (01; 01') has a turning tower (07; 07') with at least one group of turning bars each and in that the group of turning bars (13) of the one printing press is arranged displaced in height to the group of turning bars (13') of the other printing press (01').
- Printing press array according to Claim 7, characterized in that the turning tower (07; 07') at least of one of the two printing presses (01; 01') one above the other has a number of turning bars (13) or pairs of crossed turning bars n/2 times the sum of the number m of turning towers (02) of the one printing press (01) and the number m' of printing towers (02') of the other printing press (01'), n representing the number of the printed pages arrangeable next to one another in the newspaper format (F1) of this printing press (01).
- Printing press array according to Claim 6, characterized in that a folding apparatus (12; 12') is downstream to each of the former assemblies (09; 09'), the folding apparatuses (12, 12') of the two machine lines in a direction viewed parallel to the machine longitudinal direction being positioned orientated opposed to one another with respect to their transport direction.
- Method for the operation of a printing press according to one or more of Claims 1 to 5 or printing press array according to one or more of Claims 6 to 9, characterized in that webs (03; 03') printed in the printing units (02; 02') are cut into partial webs (03.x) before the turning device (07; 07') and are deflected into a same alignment standing perpendicular to the machine central plane (M; M').
- Method for operation according to Claim 10, characterized in that partial webs (03.x) of the one printing press (01; 01') are led to the former assembly (09'; 09) of the other printing press (01'; 01).
- Method for the operation of a printing press according to Claim 1 or printing press array according to Claim 6, characterized in that in one type of operation (A) the forme cylinder (04) is lined with printing formes (19; 19"), which next to each other altogether carry six printed pages of a first newspaper format (F1), and in another type of operation (F; G) is lined with printing formes (19"), which next to each other altogether carry less, in particular four, printed pages of the first format (F1) or of a format (F4; F5) different from the first format (F1) or in that in a type of operation (A) the forme cylinder (04) is lined with printing formes (19; 19"), which next to each other altogether carry six printed pages of a first newspaper format (F1), and in another type of operation (C; D; H; J) is lined with printing formes (19"), which viewed in the longitudinal direction of the cylinder next to each other carry printed images of different formats (F1; F2;, F3; F4; F5; F6; F7), or in that in a type of operation (A) the forme cylinder (04) is lined with printing formes (19; 19"), which next to each other altogether carry six printed pages of a smaller newspaper format (F1), and in another type of operation (C; D; H; J) is lined with printing forms (19"), which viewed in the longitudinal direction of the cylinder altogether carry six printed pages of a smaller newspaper format (F2) in comparison to the first newspaper format (F1).
- Method for operation according to one or more of Claims 10 to 12, characterized in that partial webs (03.x; 03.x') with print images of different formats (F1...F7) are led simultaneously to a fold former (14; 16; 14'; 16').
- Method for operation according to one or more of Claims 10 to 12, characterized in that strands from two fold formers (14, 16; 14'; 16') arranged one above the other are led to a folding apparatus (12; 12').
- Method for operation according to Claim 14, characterized in that the partial webs (03.x; 03.x') forming the two strands carry print images of different formats (F1...F7), or in that a partial strand of the one strand is led through a stapling apparatus with the other strand or a partial strand of the other strand.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102007032831A DE102007032831A1 (en) | 2007-07-12 | 2007-07-12 | Printing press two parallel press lines covering six broadsheets and deflected at right angles to two former arrays |
| DE102007000946 | 2007-09-11 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2014595A2 EP2014595A2 (en) | 2009-01-14 |
| EP2014595A3 EP2014595A3 (en) | 2012-10-31 |
| EP2014595B1 true EP2014595B1 (en) | 2013-06-19 |
Family
ID=39855052
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20080159153 Not-in-force EP2014595B1 (en) | 2007-07-12 | 2008-06-27 | Printing press, printing press array and method for operating the printing press or printing press array |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP2014595B1 (en) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102009029572B4 (en) * | 2009-09-18 | 2022-09-08 | Manroland Goss Web Systems Gmbh | Web-fed rotary printing system for multi-width webs with single-width folder |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10304295A1 (en) * | 2003-02-04 | 2004-08-19 | Koenig & Bauer Ag | Printing machine with at least one printing unit, a folder and at least one turning and mixing stage |
| DE102004001399A1 (en) * | 2004-01-09 | 2005-08-04 | Koenig & Bauer Ag | press |
| DE102004033923A1 (en) * | 2004-05-04 | 2005-12-01 | Koenig & Bauer Ag | Web-fed rotary press for printing has longitudinal cutting device to cut web into three partial webs |
| WO2006111522A1 (en) * | 2005-04-19 | 2006-10-26 | Koenig & Bauer Aktiengesellschaft | Printing press assemblies |
| EP1871602B1 (en) * | 2005-04-19 | 2013-10-02 | Koenig & Bauer Aktiengesellschaft | Printing machine |
-
2008
- 2008-06-27 EP EP20080159153 patent/EP2014595B1/en not_active Not-in-force
Also Published As
| Publication number | Publication date |
|---|---|
| EP2014595A3 (en) | 2012-10-31 |
| EP2014595A2 (en) | 2009-01-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1820644B1 (en) | Roller rotary printing press with a printing tower | |
| EP1742794B1 (en) | Rotary printing machine with a printing unit having a plate cylinder for printing a triple width at least | |
| EP1915257B1 (en) | Printing machines arrangement | |
| EP1742793B1 (en) | Offset printing group pertaining to a printing machine for printing newspapers | |
| EP2293940B2 (en) | Web offset press | |
| EP1827827B1 (en) | Printing machine system | |
| DE102005037730B4 (en) | printing presses | |
| EP1960198A1 (en) | Printing machine system | |
| DE102007032831A1 (en) | Printing press two parallel press lines covering six broadsheets and deflected at right angles to two former arrays | |
| DE102007047842B3 (en) | Printing unit and printing press | |
| EP1871602B1 (en) | Printing machine | |
| DE102005039073B4 (en) | Printing press system | |
| EP1761384A1 (en) | Web-fed printing machine having a turning bar | |
| EP1888337A1 (en) | Printing press assemblies | |
| EP1908588B1 (en) | Rotary printing machine with a printing unit having a plate cylinder | |
| WO2007020285A1 (en) | Printing machine system | |
| EP2014595B1 (en) | Printing press, printing press array and method for operating the printing press or printing press array | |
| DE102007016494B4 (en) | Web offset printing machine for producing multi-page newspapers | |
| EP2014465A2 (en) | Web-fed printing press system |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA MK RS |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA MK RS |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B65H 45/22 20060101AFI20120927BHEP Ipc: B65H 45/28 20060101ALI20120927BHEP Ipc: B65H 23/32 20060101ALI20120927BHEP |
|
| 17P | Request for examination filed |
Effective date: 20121009 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 617530 Country of ref document: AT Kind code of ref document: T Effective date: 20130715 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502008010144 Country of ref document: DE Effective date: 20130814 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130919 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130920 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130619 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130619 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130619 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130619 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130930 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130619 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130919 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20130619 |
|
| BERE | Be: lapsed |
Owner name: KOENIG & BAUER A.G. Effective date: 20130630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130619 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130724 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131019 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130619 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131021 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130619 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130619 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130619 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130619 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130619 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130619 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130619 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130630 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130630 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130627 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130619 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130630 |
|
| 26N | No opposition filed |
Effective date: 20140320 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130619 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502008010144 Country of ref document: DE Effective date: 20140320 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 617530 Country of ref document: AT Kind code of ref document: T Effective date: 20130627 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130627 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130619 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130619 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20080627 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130627 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20150622 Year of fee payment: 8 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 502008010144 Country of ref document: DE Owner name: KOENIG & BAUER AG, DE Free format text: FORMER OWNER: KOENIG & BAUER AKTIENGESELLSCHAFT, 97080 WUERZBURG, DE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20150622 Year of fee payment: 8 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20160627 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20170228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160627 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20180612 Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502008010144 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200101 |