-
Die vorliegende Erfindung betrifft eine Vorrichtung zum Bilden von Formlingen aus einer formbaren Masse. Die Vorrichtung umfasst ein Matrizengitter, in welchem zumindest ein von Seitenbegrenzungen gebildeter Aufnahmeraum ausgebildet ist, und zumindest ein Werkzeug, mit welchem die formbare Masse im Aufnahmeraum verpressbar ist. Ferner betrifft die Erfindung ein Verfahren zum Bilden von Formlingen, bei dem eine formbare Masse gebildet wird. Die formbare Masse wird einem Matrizengitter zugeführt und in einem Aufnahmeraum portioniert. Nach dem Portionieren verpresst zumindest ein Werkzeug die Portionen der formbaren Masse im Aufnahmeraum zu den Formlingen.
-
Aus der pharmazeutischen Industrie sind verschiedene Vorrichtungen und Verfahren zur Herstellung von Tabletten bekannt. Bei sog. Rundläufer-Tablettiermaschinen wird z.B. die zu formende Masse, welche als Schüttgut vorliegt, über eine feststehende Füllvorrichtung in einen ebenfalls feststehenden Matrizentisch zugeführt, in deren Aufnahmeräume (Matrizen) das Schüttgut eingefüllt wird. Oberhalb und unterhalb des Aufnahmeraums sind Stempel angeordnet, die zum Verpressen des Schüttguts über eine obere und eine untere Druckrolle geführt werden. Durch die Druckrollen werden die Stempel aufeinander zu bewegt, wodurch zunächst ein ansteigender und nach Überschreiten des Scheitelpunktes ein abfallender Druck auf das Schüttgut ausgeübt wird, wodurch es zu einer Tablette verpresst wird. Eine herkömmliche Rundläufer-Tablettiermaschine ist beispielsweise in der
DE 37 14 031 A1 beschrieben.
-
Nachteilhaft an bekannten Tablettiermaschinen ist, dass das Zeitintervall, währenddessen der zum Verpressen erforderliche Druck auf die formbare Masse ausgeübt wird, begrenzt ist. Für viele Anwendungen ist es wünschenswert, die sog. Druckhaltezeit zu verlängern. Dies ist mit herkömmlichen Tablettiermaschinen nur mit einem geringen Zeitfenster möglich.
-
Aus der
EP 0 358 107 A2 ist ein Verfahren zur Herstellung von pharmazeutischen Tabletten bekannt, bei dem die pharmazeutische Mischung extrudiert wird und das noch plastische Material in einer konventionellen Tablettiermaschine zu festen pharmazeutischen Formlingen verarbeitet wird. Bei diesem Verfahren kann zwar vorteilhafterweise ein Extruder zum Bilden und Zuführen der formbaren Masse eingesetzt werden, die mit herkömmlichen Tablettiermaschinen verbundenen Nachteile können jedoch nicht überwunden werden. Hinzu kommt, dass eine wirtschaftliche Massenzuführung nicht hinreichend möglich wäre.
-
Aus der
US 2 829 756 ist eine Vorrichtung bekannt, bei der ein extrudierter plastischer Strang durch mitlaufende formgebende Stanzen zu länglichen, zylindrischen Formen zerschnitten wird. Nachteilhaft an dieser Vorrichtung sowie dem auf dieser Vorrichtung betriebenen Verfahren ist, dass der extrudierte plastische Strang nicht vollständig verarbeitet wird und ein relativ hoher Ausschussanteil bzw. ein relativ hoher Anteil an Masse erzeugt wird, welche erneut verarbeitet werden muss. Ein Aufarbeiten pharmazeutischer Massen zur erneuten Verarbeitung und somit Zuführung in eine Verkaufsware birgt die Gefahr einer Veränderung der Wirksamkeit der Formulierung, wodurch wiederum Ausschuss entsteht.
-
Des Weiteren ist es aus der
EP 240 906 B1 bekannt, Polymerschmelzen zu extrudieren und durch Spritzguss oder Kalandrieren zu verformen. Nachteilhaft an dem Spritzgussverfahreh ist, dass es nicht voll kontinuierlich ist, sondern mit sich im Takt wiederholenden Arbeitsgängen arbeitet, die sich wegen der erforderlichen Kühlzeiten nicht in dem für eine Großserienfertigung erforderlichen Maß beschleunigen lassen. Zudem verändern Temperatur und Druck innere Strukturen der Massen und somit die Eigenschaften auch nachteilhaft. Auch beim Kalandrieren mit zwei Walzen ist die Produktionsgeschwindigkeit begrenzt, weil die Walzen sich nur entlang einer Linie berühren, so dass die Kühlzeit nur bei langsam laufenden Walzen ausreicht, um den heißen, noch plastischen Strang soweit abzukühlen, dass die erhaltenen Formlinge dimensionsstabil sind. Außerdem sind auch beim Kalandrieren mit zwei Walzen die realisierbaren Druckhaltezeiten wegen der Linienberührung der Walzen nicht gegeben.
-
Das Kalandrierverfahren mit zwei Kalanderwalzen wird durch einen sog. Kettenkalander weitergebildet, wie er in der
EP 0 358 105 B1 beschrieben ist. Bei diesem Kettenkalander wird der noch verformbare Strang des Extruders zwischen zwei sich streckenweise auf der Mantelfläche berührenden, gegensinnig umlaufenden und auf der Kontaktstrecke parallel laufenden Bändern oder zwischen einer Walze und einem auf einem Segment des Walzenmantels aufliegenden und mit diesem umlaufenden Band zu Tabletten verpresst. Dabei sind die formgebenden Vertiefungen in beiden oder nur in einem der umlaufenden formgebenden Elemente angebracht. Dieses Herstellungsverfahren hat jedoch den Nachteil, dass keine spezifischen Massenanpassungen vorgenommen werden können, ohne die Einzeldosierungen erheblich aus der Form zu bringen, wegen hierbei fehlender seitlicher Rundumführungen. Ferner ist es erforderlich, die sich ergebenden Formlinge nachzubearbeiten, insbesondere zu glätten und zu entgraten. Des Weiteren sind Massenkorrekturen an den Formlingen nur sehr begrenzt möglich, wobei dadurch bedingt ein Formatwechsel hin zu schwereren oder leichteren Formlingen ausgeschlossen ist.
-
Es ist die Aufgabe der vorliegenden Erfindung, eine Vorrichtung und ein Verfahren zum Bilden von Formlingen aus einer formbaren Masse anzugeben, bei denen die Formlinge schnell und effizient herstellbar sind. Es soll insbesondere der Anteil der zugeführten formbaren Masse, die nicht zu einem Formling geformt wird, so gering wie möglich sein.
-
Diese Aufgabe wird durch eine Vorrichtung mit den Merkmalen des Anspruchs 1 und ein Verfahren mit den Merkmalen des Anspruchs 18 gelöst. Vorteilhafte Aus- und Weiterbildungen ergeben sich aus den Unteransprüchen.
-
Die erfindungsgemäße Vorrichtung ist gekennzeichnet durch ein auf das Matrizengitter zu bewegbares Verdrängungsschott zum Portionieren der formbaren Masse, wobei das Verdrängungsschott Seitenbegrenzungen umfasst, die zu den Seitenbegrenzungen des Matrizengitters korrespondieren. Durch das Verdrängungsschott wird somit bei der erfindungsgemäßen Vorrichtung die formbare Masse vorportioniert, wobei zusätzlich die Materialüberstände auf dem Matrizengitter weitgehend vollständig in die Aufnahmeräume des Matrizengitters verdrängt werden und das Matrizengitter sodann einen vollständig umschlossenen Raum um die Einzelmassen bildet, welche sich anschließend mit entsprechend einstellbaren Volumina durch die im Matrizengitter nach unten drückenden Werkzeuge verpressen lassen. Auf diese Weise lassen sich Formlinge herstellen, die keine Randgrate und keinen Versatz aufweisen, so dass eine weitere Nachbearbeitung entfällt. Außerdem lassen sich glatte Oberflächenstrukturen und komplizierte Geometrien der Formlinge verwirklichen.
-
Bevorzugt fluchten die Seitenbegrenzungen des Verdrängungsschotts mit den Seitenbegrenzungen des Matrizengitters. Die Dicke der Seitenbegrenzungen des Matrizengitters entspricht insbesondere der Dicke der Seitenbegrenzungen des Verdrängungsschotts.
-
Gemäß einer bevorzugten Ausgestaltung der erfindungsgemäßen Vorrichtung weisen die Seitenbegrenzungen des Verdrängungsschotts und die Seitenbegrenzungen des Matrizengitters Stirnflächen auf, die zumindest zum Teil zur Anlage kommen, wenn das Verdrängungsschott und das Matrizengitter vollständig aufeinander zu bewegt sind. Die jeweiligen Stirnflächen haben insbesondere dieselbe Geometrie. Beispielsweise kann das Matrizengitter ein quadratisches, rechteckiges, rautenförmiges oder kreisförmiges Raster umfassen. Dasselbe Raster wird dann von den Seitenbegrenzungen des Verdrängungsschotts gebildet, so dass die Stirnflächen jeweils aufeinander passen.
-
Gemäß einer Weiterbildung der erfindungsgemäßen Vorrichtung ist der Übergang von den Stirnflächen zu den Seitenbegrenzungen des Matrizengitters und/oder des Verdrängungsschotts abgerundet oder abgeschrägt. Hierdurch wird das Verdrängen der Massen beim Absenken der Verdrängungsschotts erleichtert und die Richtung des zu verdrängenden Materials in Richtung der Aufnahmeräume des Matrizengitters vorgegeben, wodurch sich der Ausschuss der zu formenden Massen nahezu vollständig reduziert.
-
Gemäß einer Ausgestaltung der erfindungsgemäßen Vorrichtung ist das Werkzeug von den Seitenbegrenzungen des Verdrängungsschotts in den Aufnahmeraum führbar. Das Verdrängungsschott kann somit eine Doppelfunktion erfüllen. Zum einen dient es dem Portionieren der formbaren Masse. Zum anderen dient es als Führung für das Werkzeug.
-
Gemäß einer Weiterbildung der erfindungsgemäßen Vorrichtung ist ein weiteres matrizenseitiges Werkzeug für den zumindest einen Aufnahmeraum von der gegenüberliegenden Seite des verdrängungsseitigen Werkzeugs in den Aufnahmeraum führbar. Auf diese Weise kann die formbare Masse in diesem Aufnahmeraum von zwei Seiten verpresst werden.
-
In dem Matrizengitter ist insbesondere eine Vielzahl von Aufnahmeräumen gebildet, denen jeweils ein verdrängungsschottseitiges Werkzeug und ein matrizenseitiges Werkzeug zugeordnet sind. Dabei können die verdrängungsschottseitigen Werkzeuge und/oder die matrizenseitigen Werkzeuge in je einem Werkzeugträger gelagert sein. Sie sind insbesondere schwimmend in dem Werkzeugträger gesichert.
-
Die Werkzeuge können insbesondere für bestimmte formbare Massen kühl- und/oder heizbar sein.
-
Gemäß einer bevorzugten Weiterbildung der erfindungsgemäßen Vorrichtung ist das Verdrängungsschott mit dem Werkzeugträger für die verdrängungsschottseitigen Werkzeuge gekoppelt. Dabei ist das Verdrängungsschott insbesondere gegenüber dem Werkzeugträger gegen die Kraft zumindest einer Feder bewegbar.
-
Gemäß einer bevorzugten Weiterbildung der erfindungsgemäßen Vorrichtung ist zumindest ein Werkzeugträger entlang einer Führungsbahn bewegbar, die einen Formungsabschnitt aufweist, bei dem von den Werkzeugen ein konstanter Druck auf die in den Aufnahmeräumen befindlichen Portionen der formbaren Masse über eine Strecke ausgeübt wird. Der Formungsabschnitt der Führungsbahn verläuft insbesondere in einer geraden Strecke. Durch diese Ausgestaltung lässt sich die erfindungsgemäße Vorrichtung insbesondere zum Formen von Massen einsetzen, welche eine lange Druckhaltezeit benötigen. Der maximale Druck der Werkzeuge kann nämlich über die gesamte Strecke des Formungsabschnitts der Führungsbahn ausgeübt werden. Dieser Formungsabschnitt kann in Abhängigkeit von der Geschwindigkeit, mit welcher sich der Werkzeugträger auf der Führungsbahn bewegt, so lang gewählt werden, dass beliebige Druckhaltezeiten realisiert werden. Die Verweilzeit der Masse in dem Abschnitt, in welchem sie verpresst wird, ist somit einstellbar.
-
Der Werkzeugträger wird insbesondere über eine Kulissenführung in der Führungsbahn gehalten. Des Weiteren kann für den Werkzeugträger der verdrängungsschottseitigen Werkzeuge und den Werkzeugträger der matrizenseitigen Werkzeuge je eine gesonderte Führungsbahn vorgesehen sein.
-
Gemäß einer Weiterbildung der erfindungsgemäßen Vorrichtung läuft zumindest ein Werkzeugträger entlang der Führungsbahn zumindest abschnittsweise auf Führungsrollen, wobei zumindest im Formungsabschnitt der Führungsbahn die Führungsrollen hinsichtlich ihres Abstands zum Werkzeugträger der verdrängungsschottseitigen Werkzeuge hin justierbar. Hierdurch kann ein Formungsdruck entsprechend der zu formenden Masseneigenschaften eingestellt werden. Die einzustellenden Volumina der unterschiedlichen zu verpressenden Massen werden mittels des höhenverstellbaren Matrizengitters eingestellt. Bei dem erfindungsgemäßen Verfahren lässt sich somit ein Online-Wechsel der Darreichungsformen hinsichtlich der Dosierung realisieren. Des Weiteren lassen sich Toleranzen der Führungsbahn im Formungsabschnitt ausgleichen.
-
In Verarbeitungsrichtung hinter dem Formungsabschnitt kann bei der erfindungsgemäßen Vorrichtung ein Auskühlabschnitt von der Führungsbahn gebildet sein, bei dem die verpressten Formlinge in dem Matrizengitter auskühlen. Insbesondere bei pharmazeutischen Formlingen ist es häufig erforderlich, dass lange Auskühlzeiten realisiert werden, um etwaigen Restspannungen in den Formlingen entgegenzuwirken.
-
Nach dem Formungsabschnitt bzw. nach dem Auskühlabschnitt kann eine Probenentnahmestation zur Entnahme von einem oder mehreren Formlingen angeordnet sein, welche einer Qualitätskontrolle zugeführt werden können. Daran anschließend kann eine Entnahme- und Kamerainspektionsstation zur Entnahme und Untersuchung der Formlinge, eine Reinigungsstation für zumindest die Werkzeuge, das Verdrängungsschott und das Matrizengitter und schließlich eine Formungsraumbeschichtungseinrichtung angeordnet sein, bei welcher die Teile der Vorrichtung, die mit der formbaren Masse in Berührung kommen, zur Vermeidung von Anhaftungen beschichtet werden.
-
Die Werkzeugreinigung sowie die Formungsraumbeschichtung lassen sich somit während des laufenden Herstellungsprozesses kontinuierlich durchführen. Außerdem sind eine Online-Kontrolle während des laufenden Herstellungsprozesses sowie eine Online-Massenkorrektur der Formlinge möglich. Des Weiteren sind eine Online-100% Sichtkontrolle mittels einer Kamera sowie Online-NIR für diverse analytische Datenerhebungen möglich.
-
Aufgrund der Formungsraumbeschichtung und der einstellbaren Auskühlzeit lassen sich bei der Durchführung thermischer Verfahren auch Formlinge mit komplizierten Geometrien gut entformen.
-
Gemäß einer bevorzugten Ausbildung der erfindungsgemäßen Vorrichtung ist der Werkzeugträger über einen Teleskoparm mit einer drehbaren Antriebseinheit gekoppelt, so dass der Werkzeugträger über eine geschlossene Kurve führbar ist. Die Antriebseinheit kann die einzige angetriebene Einheit der erfindungsgemäßen Vorrichtung sein. Bevorzugt ist für den Werkzeugträger der verdrängungsseitigen Werkzeuge und den Werkzeugträger der matrizenseitigen Werkzeuge je ein Teleskoparm vorgesehen. Der Teleskoparm bzw. die Teleskoparme können insbesondere um eine hinsichtlich der Drehung der Antriebseinheit tangentiale Achse schwenkbar gelagert sein. Ferner ist die Länge des Teleskoparms veränderbar. Der Werkzeugträger ist in diesem Fall über einen Horizontal-/Vertikalgabelgelenk mit dem Teleskoparm gekoppelt. Auf diese Weise kann sich der Werkzeugträger entlang der Führungsbahn zum einen radial auf die Antriebseinheit zu- bzw. von der Antriebseinheit wegbewegen. Zum anderen kann der Werkzeugträger bei einer horizontalen Drehebene nach oben und nach unten verschwenkt werden.
-
Bei der formbaren Masse kann es sich insbesondere um ein Schmelzeband handeln. Zum Bilden des Schmelzebands umfasst die Vorrichtung insbesondere einen Extruder, wobei das Schmelzeband dem Matrizengitter kontinuierlich zuführbar ist. Vorzugsweise ist zwischen dem Extruder und dem Matrizengitter eine Ausformungseinrichtung zum Glätten und Ausrichten eines vom Extruder ausgestoßenen Schmelzestrangs zu dem Schmelzeband angeordnet. Auf diese Weise kann die Breite des Schmelzebands so geformt werden, dass sie der Breite des Matrizengitters entspricht. Die Dicke des Schmelzebandes kann hierdurch so eingestellt werden, dass das Gewicht der einzelnen Portionen der Masse eingestellt wird.
-
Das Schmelzeband kann, falls erforderlich, mehrere Schichten unterschiedlicher Zusammensetzung umfassen. Der Extruder kann insbesondere zur Zwei- oder Dreikomponentenextrusion ausgebildet sein, wobei die verschiedenen Komponenten in verschiedenen Folgen aneinander liegen können. Beispielsweise lassen sich Filme und Formlinge mit einer Produktfolge ABA oder ABCBA bilden. Derartige Produktfolgen können für die Herstellung von medizinalen Produkten, z.B. bei der Herstellung von Lingual- sowie Sublingualfolien/-Tabletten sowie bei transdermalen Pflastern eingesetzt werden. Derartige Produkte lassen sich auf der erfindungsgemäßen Vorrichtung sehr einfach herstellen.
-
Gleichermaßen sind auch Anwendungen aus der Lebensmittelindustrie mittels Coextrusion realisierbar. Hierbei können weichere Elemente von Formlingen, z.B. Bonbons, mit Schichten, die eine zähere Konsistenz aufweisen, in verschiedenen Produktfolgen überlagert werden, um auf diese Weise bislang schlecht verarbeitbare Lebensmittel besser behandeln sowie konfektionieren zu können. Des Weiteren können mehrere Lagen aus unterschiedlichsten Aromenschmelzen zu einem Bonbon hergestellt werden.
-
Des Weiteren kann es sich bei der formbaren Masse um ein Schüttgut handeln. Die erfindungsgemäße Vorrichtung kann insbesondere Polymergranulate mit hoher Rückstellkraft zu Formlingen verpressen. Bevorzugt lässt sich die erfindungsgemäße Vorrichtung wegen der einstellbaren Formungszeit für den Formungsvorgang zur Verarbeitung fließfähiger und formbarer pulverförmiger Schuttgüter, z.B. in der pharmazeutischen, der Lebensmittel-, der Kosmetik- sowie der Hygieneindustrie einsetzen.
-
Bei dem erfindungsgemäßen Verfahren zum Bilden von Formlingen wird eine formbare Masse gebildet und einem Matrizengitter zugeführt, so dass sie auf den Stirnseiten von Seitenbegrenzungen des Matrizengitters aufliegt. Ein Verdrängungsschott mit Seitenbegrenzungen, die zu den Seitenbegrenzungen des Matrizengitters korrespondieren, wird dann auf das Matrizengitter zu bewegt, wodurch der auf den Seitenbegrenzungen des Matrizengitters aufliegende Teil der formbaren Masse in Richtung eines von dem Matrizengitter zwischen den Seitenbegrenzungen gebildeten Aufnahmeraums verdrängt wird, so dass die formbare Masse portioniert wird. Zumindest ein Werkzeug verpresst danach die Portionen der formbaren Masse im Aufnahmeraum.
-
Die formbare Masse wird insbesondere dem Matrizengitter kontinuierlich zugeführt. Das Verdrängungsschott wird insbesondere so auf das Matrizengitter zu bewegt, dass die Seitenbegrenzungen des Verdrängungsschotts mit den Seitenbegrenzungen des Matrizengitters fluchten. Dabei wird das Verdrängungsschott auf das Matrizengitter zu bewegt, bis die Stirnseiten der Seitenbegrenzungen des Verdrängungsschotts zumindest zum Teil an den Stirnseiten der Seitenbegrenzungen des Matrizengitters anliegen. Das Verdrängungsschott kann insbesondere gegen die Kraft zumindest einer Feder auf das Matrizengitter zu bewegt werden.
-
Beim Verpressen wird bei einer Ausgestaltung des erfindungsgemäßen Verfahrens das Werkzeug von den Seitenbegrenzungen des Verdrängungsschotts in den Aufnahmeraum geführt. Des Weiteren wird vorzugsweise beim Verpressen ein weiteres matrizenseitiges Werkzeug für den zumindest einen Aufnahmeraum von der gegenüberliegenden Seite des verdrängungsschottseitigen Werkzeugs in den Aufnahmeraum geführt.
-
In dem Matrizengitter kann insbesondere eine Vielzahl von Aufnahmeräumen gebildet sein. Beim Verpressen wird auf die formbare Masse in jedem Aufnahmeraum ein Druck von einem verdrängungsschottseitigen Werkzeug und einem matrizenseitigen Werkzeug ausgeübt.
-
Die verdrängungsschottseitigen Werkzeuge und/oder die matrizenseitigen Werkzeuge sind insbesondere in je einem Werkzeugträger gelagert. Gemäß einer bevorzugten Weiterbildung des erfindungsgemäßen Verfahrens wird zumindest ein Werkzeugträger entlang einer Führungsbahn bewegt, die einen Formungsabschnitt aufweist, bei dem von den Werkzeugen ein konstanter Druck auf die in den Aufnahmeräumen befindlichen Portionen der formbaren Masse über eine Strecke ausgeübt wird.
-
Der Werkzeugträger ist insbesondere über einen Teleskoparm mit einer Antriebseinheit gekoppelt. Er wird mittels dieser Antriebseinheit bewegt, so dass der Werkzeugträger auf der Führungsbahn über eine geschlossene Kurve geführt wird.
-
Unter einer formbaren Masse im Sinne der Erfindung wird jede Masse verstanden, die unter Einwirkung einer Kraft ihre Gestalt verändert. Als formbare Masse wird insbesondere ein Schmelzestrang gebildet, der dem Matrizengitter kontinuierlich zugeführt wird. Der Schmelzestrang wird, bevor er dem Matrizengitter zugeführt wird, bevorzugt geglättet und ausgerichtet. Ferner können als formbare Masse pulverförmige Schüttgüter dem Matrizengitter zugeführt werden.
-
Bei der Anwendung der erfindungsgemäßen Vorrichtung bzw. des erfindungsgemäßen Verfahrens in der pharmazeutischen Industrie zur Herstellung von wirkstoffhaltigen Formlingen lassen sich z.B. folgende Anwendungsmerkmale realisieren: durch eine sog. Schutzextrusion lassen sich sensible Wirkstoffe abschirmen, durch eine Mehrlagenextrusion lässt sich ein Formling bzw. eine Mehrlagentablette realisieren, der eine schnellere Wirkstofffreisetzung der äußeren Schicht und eine verzögerte Wirkstofffreisetzung der inneren Schicht aufweist, es lässt sich eine Mehrkomponentenwirkstoffabgabe und eine kaskadenartige Wirkstofffreigabe realisieren und durch unterschiedliche Dickenvariationen der einzelnen Schichten lassen sich verschiedene Freisetzungsprofile realisieren. Insbesondere Mehrlagenformlinge für die Lebensmittel-, Kosmetik- sowie Hygieneindustrien lassen sich damit gut herstellen.
-
Die Erfindung wird nun anhand von Ausführungsbeispielen mit Bezug zu den Zeichnungen im Detail erläutert:
- Fig. 1
- zeigt schematisch den Gesamtaufbau der Vorrichtung gemäß einem Ausführungsbeispiel der Erfindung,
- Fig. 2
- zeigt einen Ausschnitt der in Fig. 1 gezeigten Vorrichtung, in welchem die verschiedenen Stationen der Vorrichtung erkennbar sind,
- Fig. 3
- zeigt die beidseitig höhenveränderbare Fahrkurve des oberen und unteren Teils der Formungseinheit beim Kurvenfahren nach dem Formungsprozess,
- Fig. 4
- zeigt die beidseitig höhenveränderbare Fahrkurve des oberen und unteren Teils der Formungseinheit beim Kurvenfahren zum Formungsprozess,
- Fig. 5
- zeigt eine Seitenansicht der in den Fig. 3 und 4 gezeigten Fahrkurven der Vorrichtung gemäß dem Ausführungsbeispiel der Erfindung,
- Fig. 6A
- zeigt die Düse eines Extruders der Vorrichtung gemäß dem Ausführungsbeispiels der Erfindung, insbesondere für die Herstellung von Mehrlagenformlingen/Mehrlagentabletten,
- Fig. 6B
- zeigt eine Detailansicht der Fig. 6A,
- Fig. 7A
- zeigt eine andere Ausgestaltung der Düse des Extruders der Vorrichtung gemäß einem Ausführungsbeispiel der Erfindung, insbesondere für die Herstellung von Mehrlagenformlingen/Mehrlagentabletten,
- Fig. 7B
- zeigt eine Detailansicht der Fig. 7A,
- Fig. 8A bis 8D
- zeigen das Zusammenführen des oberen und unteren Teils der Formungseinheit beim Extruder bei der Vorrichtung gemäß dem Ausführungsbeispiel der Erfindung,
- Fig. 9
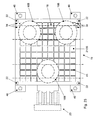
- zeigt die Formungseinheit der Vorrichtung gemäß dem Ausführungsbeispiel der Erfindung im Detail,
- Fig. 10
- zeigt den Teleskoparm der Vorrichtung gemäß dem Ausführungsbeispiel der Erfindung,
- Fig. 11
- zeigt den Fahr- und Bewegungsweg des Werkzeugträgerunterteils im Bereich des Formungsabschnitts der Vorrichtung gemäß dem Ausführungsbeispiel der Erfindung,
- Fig. 12
- zeigt eine Detailansicht des Führungsbolzens im Bereich des Formungsabschnitts der Vorrichtung gemäß dem Ausführungsbeispiel der Erfindung,
- Fig. 13
- zeigt ein Detail des Führungsbolzens in der Kulissenführung,
- Fig. 14A
- zeigt eine Aufsicht auf ein Beispiel eines Werkzeugs,
- Fig. 14B
- und 14C zeigen perspektivische Ansichten eines Beispiels eines Werkzeugs,
- Fig. 15A
- zeigt eine Aufsicht auf ein anderes Werkzeug,
- Fig. 15B
- zeigt eine perspektivische Ansicht dieses anderen Werkzeugs,
- Fig. 16A
- zeigt eine Aufsicht auf ein weiteres Werkzeug,
- Fig. 16B
- zeigt eine perspektivische Ansicht des weiteren Werkzeugs,
- Fig. 17
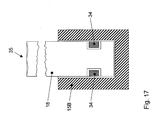
- zeigt eine Schnittansicht des Werkzeugs in dem Werkzeugträger der Vorrichtung gemäß dem Ausführungsbeispiel der Erfindung,
- Fig. 18
- zeigt ein Spezialwerkzeug der Vorrichtung gemäß dem Ausführungsbeispiel der Erfindung,
- Fig. 19
- zeigt ein Detail des in Fig. 18 gezeigten Spezialwerkzeugs,
- Fig. 20
- zeigt eine Schnittansicht des oberen Werkzeugträgers und den damit verbundenen Teilen der Vorrichtung gemäß dem Ausführungsbeispiel der Erfindung,
- Fig. 21
- zeigt das Verdrängungsschott der Vorrichtung gemäß dem Ausführungsbeispiel der Erfindung,
- Fig. 22
- zeigt den unteren Werkzeugträger und die mit diesem verbundenen Teile der Vorrichtung gemäß dem Ausführungsbeispiel der Erfindung,
- Fig. 23
- zeigt das Matrizengitter der Vorrichtung gemäß dem Ausführungsbeispiel der Erfindung,
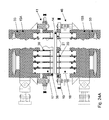
- Fig. 24A
- zeigt das Zusammenspiel des oberen und unteren Werkzeugträgers bei der Verarbeitung von Schmelzen,
- Fig. 24B
- zeigt das Zusammenspiel des oberen und des unteren Werkzeugträgers bei der Verarbeitung von Schüttgütern,
- Fig. 25A und 25B
- veranschaulichen die Wirkung eines ersten Beispiels des Verdrängungsschotts der Vorrichtung gemäß dem Ausführungsbeispiel der Erfindung,
- Fig. 26A und 26B
- veranschaulichen die Wirkung eines zweiten Beispiels des Verdrängungsschotts der Vorrichtung gemäß dem Ausführungsbeispiel der Erfindung,
- Fig. 27A
- und 27B veranschaulichen die Kräfteverteilung in dem Aufnahmeraum des Matrizengitters der Vorrichtung gemäß dem Ausführungsbeispiel der Erfindung,
- Fig. 28
- zeigt die Formlingsentnahme- und Kamerainspektionsstation der Vorrichtung gemäß dem Ausführungsbeispiel der Erfindung,
- Fig. 29
- zeigt die Reinigungsstation der Vorrichtung gemäß dem Ausführungsbeispiel der Erfindung,
- Fig. 30
- zeigt einen weiteren Teil der Reinigungsstation der Vorrichtung gemäß dem Ausführungsbeispiel der Erfindung und
- Fig. 31
- zeigt die Formungsraumbeschichtungseinheit der Vorrichtung gemäß dem Ausführungsbeispiel der Erfindung.
-
Mit Bezug zu den Fig. 1 und 2 wird ein Überblick über den Gesamtaufbau der Vorrichtung zum Bilden von Formlingen aus der formbaren Masse gegeben:
- Die Vorrichtung umfasst einen Extruder 1, mit dem eine formbare Masse gebildet werden kann. Von der Düse des Extruders 1 wird die formbare Masse in ein rotierendes mechanisches System überführt, in dem die Formlinge gebildet werden. Der grundsätzliche Aufbau dieses rotierenden mechanischen Systems wird im Folgenden erläutert.
- Es ist eine drehbare Antriebseinheit 2 vorgesehen, an welcher radial nach außen erstreckende Teleskoparme 5 befestigt sind. An den radial außen liegenden Enden der Teleskoparme 5 sind Formungseinheiten 4 befestigt. Wie es später erläutert wird, setzt sich eine Formungseinheit aus einem oberen Teil 4A und einem unteren Teil 4B zusammen. Sowohl für den oberen Teil 4A als auch für den unteren Teil 4B ist ein Teleskoparm 5A bzw. 5B vorgesehen. Der Teleskoparm 5A für den oberen Teil 4A und derjenige 5B für den unteren Teil 4B der Formungseinheit 4 sind parallel vertikal übereinander liegend angeordnet. Die Antriebseinheit 2 umfasst somit in einer oberen horizontalen Ebene die Teleskoparme 5A für den oberen Teil 4A der Formungseinheit 4 und in einer unteren horizontalen Ebene die Teleskoparme 5B für den unteren Teil 4B der Formungseinheit 4. Die Teleskoparme 5 mit den Formungseinheiten 4 werden somit von der Antriebseinheit 2 im Wesentlichen in einer oberen und einer unteren horizontalen Ebene bewegt.
- Die Formungseinheiten 4 werden auf einer Führungsbahn 3 geführt. Die Führungsbahn 3 beschreibt eine geschlossene Kurve mit geraden Abschnitten A und B (Fig. 2) und einem halbkreisförmigen Abschnitt der gegenüberliegend zu den Abschnitten A und B angeordnet ist. Damit die Formungseinheiten 4 durch eine Drehung der Antriebseinheit 2 auf dieser Führungsbahn 3 geführt werden können, ist die radiale Länge der Teleskoparme 5 veränderbar. Außerdem kann die Führungsbahn 3 auch in vertikaler Richtung die Lage der Formungseinheiten 4 verändern. Hierfür können die Teleskoparme 5 eine vertikale Schwenkbewegung ausführen, d. h. eine Schwenkbewegung um Achse, die parallel zu einer hinsichtlich der Drehbewegung der Antriebseinheit 2 tangentialen Achse ist. Zur Begrenzung der vertikalen Schwenkbewegung sind bei den Achsbefestigungen der Teleskoparme 5 an der Antriebseinheit 2 seitliche Führungen vorgesehen. Die Teleskoparme 5 lassen sich somit von der Antriebseinheit 2 horizontal bewegen, wobei sie bei dieser Bewegung vertikale Schwenkbewegungen ausführen können, wobei die Wege von der Führungsbahn 3 vorgegeben sind.
- Mit Bezug zu Fig. 2 werden die verschiedenen Abschnitte, welche die Führungsbahn durchläuft, beschrieben:
- Direkt an die Düse des Extruders 1 schließt sich ein Formungsabschnitt A an, bei welchem die Führungsbahn 3 auf einer geraden Strecke verläuft. An den Formungsabschnitt A schließt sich ein Auskühlabschnitt B an, welcher auch auf einer geraden Strecke verlaufen kann. Hinter dem Auskühlabschnitt B ändert die Führungsbahn 3 in einem 90°-Bogen ihre Richtung und führt die Formungseinheiten 4 bei dem Abschnitt C einer Probenentnahmestation 6 zu. Nach dem Abschnitt C beschreibt die Führungsbahn 3 einen Halbkreis, auf dem die Formungseinheiten 4 bei einem Abschnitt D einer Formlingsentnahme- und Kamerainspektionsstation 7, beim Abschnitt E einer Reinigungsstation 8 und beim Abschnitt F einer Formungsraumbeschichtungseinrichtung 9 zugeführt wird. Die einzelnen Stationen und Einrichtungen dieser Abschnitte werden später im Detail beschrieben.
- Nachdem die Formungseinheiten 4 die Formungsraumbeschichtungseinrichtung 9 verlassen haben, werden sie über einen 90°-Bogen zurück zu dem Formungsabschnitt A geführt. Da die dicht aneinander angeordneten Formungseinheiten 4 in dieser Konstellation nicht über ihre Diagonale hinweg eine Kurvenbewegung durchführen können, sind für die Führungsbahn Ausweichfahrkurven gebildet, die im Folgenden mit Bezug zu den Fig. 3 bis 5 erläutert werden:
- Die Fig. 3 zeigt eine obere Führungsbahn 3A für den oberen Teil 4A der Formungseinheit 4 und eine untere Führungsbahn 3B für den unteren Teil 4B der Formungseinheit 4. In Fig. 3 ist das Auseinanderfahren der oberen und unteren Teile 4A bzw. 4B der Formungseinheit 4 gezeigt. Fig. 4 zeigt das Zusammenfahren der jeweiligen
- Teile der Formungseinheit 4. Die obere Führungsbahn 3A und die untere Führungsbahn 3B teilen sich jeweils erneut in einen oberen und unteren Teil, auf denen jeweils abwechselnd die beiden Teile der Formungseinheit 4 zugeführt werden. Die Steuerung erfolgt über Weichen, welche die Umleitung in die jeweilige Fahrkurve bewirkt. In Fig. 5 ist eine Seitenansicht gezeigt, welche die Bewegung des oberen Teleskoparms 5A für den oberen Teil 4A der Formungseinheit 4 und des unteren Teleskoparms 5B für den unteren Teil 4B der Formungseinheit 4 zeigt.
Mit Bezug zu den Fig. 6 und 7 wird der Extruder 1 beschrieben:
-
In der erfindungsgemäßen Vorrichtung kann ein an sich bekannter Extruder 1 verwendet werden. Die Ausgestaltung des Extruders 1 richtet sich nach der Masse, die in dem Extruder 1 verarbeitet werden soll. Die zu verarbeitenden Massen können z.B. zur Verwendung in der pharmazeutischen Industrie, in der Lebensmittelindustrie sowie in der Kosmetik- und Hygieneindustrie bestimmt sein. Es wird eine plastische Schmelze erzeugt, welche bei der Extruderdüse 10 als Schmelzestrang 11 ausgestoßen wird. Der Schmelzestrang 11 kann aus nur einer Schmelze gebildet werden. Wie in der Fig. 6 gezeigt, lässt sich jedoch auch ein mehrschichtiger Schmelzestrang 11 bilden, welcher z.B. zwei Komponenten A und B in drei Lagen der Folge ABA umfasst. Gleichermaßen kann der Extruder 1, wie in Fig. 7 gezeigt, so ausgebildet sein, dass eine Dreikomponentenextrusion in fünf Lagen der Folge ABCBA erfolgt.
-
Wie in Fig. 8A gezeigt, wird der von der Extruderdüse 10 ausgestoßene Schmelzestrang 11 einer Ausformstation 13 zugeführt, bei der gegenläufig rotierende Walzen 12A und 12B den Schmelzestrang 11 zu einem Schmelzeband 14 glätten. Des Weiteren kann bei der Ausformstation 13 die Breite des Schmelzebandes 14 exakt eingestellt werden. Die Breite des Schmelzebandes 14 hängt von der Breite des Matrizengitters 19 ab, wie es später erläutert wird. Die Breite wird durch sich verjüngende Führungsleitbleche erzeugt. Dabei übernehmen entsprechende seitengeneigte Vorformprismen 12B die Aufgabe der Massenreduktion an den Seiten des Schmelzebandes.
-
Die Fig. 8B bis 8D zeigen das Zusammenwirken der Walzen 12A und 12B der Ausformstation sowie das Ausformen des Schmelzestrangs 11 hinzu zum Schmelzeband 14 nach dem Materialaustritt aus der Düse 10. Die Walzen- und Prismenbewegungen können dabei in Abhängigkeit vom Volumen und der Dichte der Schmelze mittels einer Software gesteuert werden.
-
Durch die Ausformstation werden somit die Dicke und die Breite des Schmelzebandes, aus welchem die Formlinge gebildet werden, exakt eingestellt. Diese Einstellung gewährleistet, dass die Massen der einzelnen Formlinge immer gleich sind. Ferner lässt sich über die Dicke des Schmelzebandes 14 die Höhe und damit die Masse des zu bildenden Formlings einstellen. In der Ausformstation erfolgt eine Vorverdichtung der formbaren Masse, die zu einer höheren Stabilität des Schmelzebandes 14 führt. Die Dicke des Schmelzebandes 14 hängt dabei von der Konsistenz der Schmelze, ihrer Dichte sowie von den gewünschten Einzelgewichten der daraus zu erzeugenden Formlinge ab.
-
Wie ferner aus Fig. 8A ersichtlich, werden die Formungseinheiten 4 auf der Führungsbahn so geführt, dass sich der obere Teil 4A der Formungseinheit 4 dem unteren Teil 4B der Formungseinheit 4 hinter der Ausformstation 13 für die Schmelze des Extruders 1 angenähert haben. Sie bilden in diesem Formungsabschnitt A (Fig. 2) eine Einheit, durch welche die Formlinge aus dem Schmelzeband 14 gebildet werden.
Mit Bezug zu Fig. 9 wird im Folgenden die Formungseinheit 4 im Detail beschrieben:
-
Die Formungseinheit 4 umfasst einen Werkzeugträger 15, der in einen oberen Werkzeugträger 15A und einen unteren Werkzeugträger 15B unterteilt ist. Der obere Werkzeugträger 15A ist an einem oberen Teleskoparm 5A befestigt, der untere Werkzeugträger 15B ist an einem unteren Teleskoparm 5B befestigt. Die Teleskoparme 5A und 5B sind in einer vertikalen Ebene parallel zueinander angeordnet. Wie bereits mit Bezug zu den Fig. 1 und 2 beschrieben, werden sie horizontal bewegt, wobei sie vertikale Schwenkbewegungen entsprechend der Führungsbahn 3 ausführen können. Wenn der obere und der untere Werkzeugträger 15A und 15B, wie in Fig. 9 gezeigt, benachbart zueinander angeordnet sind, wie dies beispielsweise bei dem Formungsabschnitt A der Fall ist, sind der obere und der untere Werkzeugträger 15A und 15B mittels Führungsstangen 22 zueinander ausgerichtet. Geführt von diesen Führungsstangen 22 lassen sich der obere und der untere Werkzeugträger 15A und 15B weiter aufeinander zu bewegen.
-
Der obere und der untere Werkzeugträger 15A und 15B umfassen jeweils mehrere Führungsbolzen 16A bzw. 16B, welche den oberen Werkzeugträger 15A in zwei oberen Führungsbahnen 3A halten und führen. Die beiden oberen Führungsbahnen 3A sind auf dem gleichen Niveau bei verschiedenen Radien hinsichtlich der Drehbewegung der Antriebseinheit 2 angeordnet. Die unteren Führungsbolzen 16B halten und führen den unteren Werkzeugträger 15B entsprechend in unteren Führungsbahnen 3B. Im vorliegenden Ausführungsbeispiel sind für den oberen und unteren Werkzeugträger 15A und 15B jeweils drei Führungsbolzen 16A bzw. 16B vorgesehen. Sie halten die beiden Werkzeugträgerteile 15A und 15B jeweils in einer horizontalen Position. Von den drei Führungsbolzen 16A bzw. 16B sind jeweils zwei Führungsbolzen 15A bzw. 15B bei der äußeren Führungsbahn 3A bzw. 3B angeordnet und der einzelne Führungsbolzen 16A bzw. 16B bei der inneren Führungsbahn 3A bzw. 3B, um ein sicheres Kurvenverhalten des Werkzeugträgers 15 zu erhalten.
-
Der obere und der untere Werkzeugträger 15A und 15B nehmen jeweils dieselbe Anzahl an gleichen Werkzeugen 17 und 18 auf. Des Weiteren ist zwischen dem oberen Werkzeugträger 15A und dem unteren Werkzeugträger 15B ein Matrizengitter 19 und ein Verdrängungsschott 38 angeordnet, wie es später im Detail erläutert wird. Sowohl das Matrizengitter 19 als auch das Verdrängungsschott 38 werden mittels der Führungsstangen 22 geführt.
-
Mit Bezug zu Fig. 10 wird die Kopplung des oberen bzw. unteren Werkzeugträgers 15 an dem Teleskoparm 5 beschrieben:
- Der Teleskoparm 5 umfasst zwei zueinander verschiebbare Teile, so dass die Länge des Teleskoparms veränderbar ist. Auf diese Weise lässt sich der radiale Abstand des Werkzeugträgers 15 von der Antriebseinheit 2 verändern. An dem radial äußeren Ende des Teleskoparms 5 ist ein Horizontal-/Vertikal-Zweiachsengabelgelenk 23 befestigt. Das Zweiachsen-Gabelgelenk 23 umfasst eine Befestigungseinheit 24, welche an dem radial äußeren Ende des Teleskoparms 5 befestigt ist. An der Befestigungseinheit 24 ist über einen Bolzen 25 das Horizontalgelenk 26 des Zweiachsengabelgelenks 23 befestigt. Das Horizontalgelenk 26 ist um die Achse des Bolzens 25 in einer ersten Ebene schwenkbar. Bei der Anordnung des Teleskoparms 5 in der erfindungsgemäßen Vorrichtung ist diese erste Ebene horizontal ausgerichtet. An dem Horizontalgelenk 26 ist über einen weiteren Bolzen 27 das Vertikalgelenk 28 des Zweiachsengabelgelenks 23 befestigt. Das Vertikalgelenk 28 ist in einer zweiten Ebene schwenkbar, die zur ersten Ebene senkrecht ist. Bei der Anordnung des Teleskoparms 5 in der erfindungsgemäßen Vorrichtung ist das Vertikalgelenk 28 in einer vertikalen Ebene schwenkbar. An dem Vertikalgelenk 28 ist schließlich der obere oder der untere Werkzeugträger 15A bzw. 15B befestigt. Das Zweiachsengabelgelenk 23 stellt somit eine feste Verbindung zwischen dem Teleskoparm 5 und dem entsprechenden Teil des Werkzeugträgers 15 bereit. Auf diese Weise kann der Werkzeugträger 15 störungsfrei und reibungslos alle Positionen in allen drei Raumachsen innerhalb des Weges der Führungsbahn 3 erreichen.
- Da die Antriebseinheit 2 das einzige motorgetriebene Glied der erfindungsgemäßen Vorrichtung hinsichtlich der Bewegung der Formungseinheiten 4 darstellt, gewährleisten die Teleskoparme 5, dass die Kraft der Antriebseinheit 2 auf die mit ihnen verbundenen Werkzeugträger 15 übertragen wird, so dass diese sich auf der vorgegebenen Führungsbahn 3 bewegen können. Das Zweiachsen-Gabelgelenk 23 und die vertikale Schwenkbarkeit des Teleskoparms 5 gewährleisten dabei, dass jede einzelne Bewegung der Werkzeugträger 15 auf der Führungsbahn 3 kraftübertragend ausgeglichen werden kann.
- Mit Bezug zu den Fig. 11 bis 13 wird die Führung des unteren Werkzeugträgers 15B in der Führungsbahn 3B erläutert:
- Die unteren Führungsbolzen 16B umfassen einen Pilzkopf 29, der in allen Abschnitten der Führungsbahn 3 außer dem Formungsabschnitt A (Fig. 2) in einer Kulissenführung 33 gehalten und geführt wird. Diese Kulissenführung ist in Fig. 13 dargestellt. Die Lagerung und Führung im Formungsabschnitt A ist in den Fig. 11 und 12 dargestellt. Bei diesem Abschnitt A verlässt der Führungsbolzen 16B die Kulissenführung 33 und wird von einem Führungsrollensystem geführt und gehalten. Das Führungsrollensystem umfasst eng nebeneinander angeordnete Führungsrollen 30, die in Richtung der Führungsbahn 3B drehbar sind. Die Stirnfläche des Pilzkopfes 29 liegt immer auf jeweils zwei Führungsrollen 30 auf, um einen ruhigen Lauf des unteren Werkzeugträgers 15B zu gewährleisten. Um die Führungsbolzen 16B in seitlicher Position zu halten, sind zwei Seitenführungsplatten 32 beidseitig zu dem Pilzkopf 29 des Führungsbolzens 16B angeordnet.
- Für jede einzelne Führungsrolle 30 ist eine separat ansteuerbare Niveauregelung 31 vorgesehen, welche die Führungsrolle 30 in ihrer Höhe verfahren bzw. justieren kann. Hierdurch können die Endverformungskräfte geregelt werden. Auf diese Weise kann sichergestellt werden, dass die Formlinge exakt die gewünschten Festigkeiten aufweisen. Die Niveauregelung 31 kann hierfür mit einer Wägezelleneinheit gekoppelt sein, welche sich an die Kamerainspektionsstation 7 anschließt. Die Wägezelleneinheit kann eine speicherprogrammierbare Steuerung aufweisen, um eine Regelgröße an die Niveauregelung 31 zu übertragen, um die Eintauchtiefen der einzelnen Werkzeuge 17 bzw. 18 zu regeln, wodurch eine Massenveränderung der einzelnen Formlinge erreicht wird, wie es später erläutert wird.
- Die Lagerung und Führung des oberen Werkzeugträgers 15A über die oberen Führungsbolzen 16A in den oberen Führungsbahnen 3A entspricht im Wesentlichen der Führung und der Lagerung des unteren Werkzeugträgers 15B. Der Pilzkopf 29 des oberen Führungsbolzens 16A wird von einer Kulissenführung 33 der oberen Führungsbahn 3A aufgenommen. Im Unterschied zu der Führung der unteren Führungsbolzen 16B ist jedoch auch im Formungsabschnitt A eine Kulissenführung 33 vorgesehen, da es nicht erforderlich ist, sowohl den unteren Werkzeugträger 15B als auch den oberen Werkzeugträger 15A in vertikaler Richtung zu justieren.
- Mit Bezug zu den Fig. 14 bis 19 werden verschiedene Beispiele für Werkzeuge 17, 18 und deren Befestigung im Werkzeugträger 15A bzw. 15B erläutert. Die Fig. 14 bis 19 zeigen die Werkzeuge 18, welche an dem unteren Werkzeugträger 15B befestigt sind. Die Werkzeuge 17 können identisch oder ähnlich zu den Werkzeugen 18 ausgebildet sein und auf gleiche Weise an dem oberen Werkzeugträger 15A befestigt sein.
- Die Werkzeuge 17 bzw. 18 sind stempelartig ausgebildet. Sie weisen eine Stirnfläche 35 auf, welche, wie in den Fig. 14A bis 16A gezeigt, entsprechend der gewünschten Formlingsoberfläche gewählt ist. Die Werkzeuge 17 bzw. 18 sind im Werkzeugträger 15A schwimmend, einfach oder zweifach mittels internen Sicherungsstangen 34 gegen ein Herausfallen gesichert. Eine Sicherungsstange 34 sichert dabei eine Reihe mit Werkzeugen 17 bzw. 18. Dies ermöglicht eine sehr dichte Anordnung der Werkzeuge 17 bzw. 18. Die Anzahl der Sicherungsstangen 34 richtet sich nach dem Einsatzzweck der Werkzeuge 17 bzw. 18 und über deren Funktion.
- In Fig. 18 ist ein Spezialwerkzeug 36 gezeigt. Es umfasst Heiz- oder Kühlbohrungen 37, in welches ein Fluid eingeleitet werden kann, um das Werkzeug 36 zu heizen oder zu kühlen.
- Mit Bezug zu Fig. 20 werden die mit dem oberen Werkzeugträger 15A verbundenen Teile erläutert:
- Die radial innere Seite des oberen Werkzeugträgers 15A ist über das Zweiachsengabelgelenk 23 mit dem Teleskoparm 5A verbunden, wie es mit Bezug zu Fig. 10 erläutert wurde. Die obere Seite des oberen Werkzeugträgers 15A ist über den oberen Führungsbolzen 16A in der Kulissenführung 33 der oberen Führungsbahn 3A gelagert. Ferner sind die Werkzeuge 17 über die Sicherungsstangen 34 in der unteren Seite des oberen Werkzeugträgers 15A gelagert, wie es mit Bezug zu den Fig. 14 bis 19 erläutert wurde.
- Schließlich ist das Verdrängungsschott 38 mit dem oberen Werkzeugträger 15A über den Verbindungsmechanismus 41 gekoppelt. Der Verbindungsmechanismus 41 umfasst eine Feder 42, welche das Verdrängungsschott 38 in der Ruhelage der Feder 42 so hält, dass die obere Fläche des Verdrängungsschotts 38 beabstandet zu der unteren Fläche des oberen Werkzeugträgers 15A ist. Gegen die Kraft der Feder 42 kann das Verdrängungsschott 38 vertikal in Richtung des oberen Werkzeugträgers 15A bewegt werden.
- Das Verdrängungsschott 38 ist im Detail in Fig. 21 gezeigt. Es umfasst ein Gitter, bei dem die Öffnungen des Gitters von Seitenbegrenzungen 39 des Verdrängungsschotts 38 abgegrenzt sind. Bei der in Fig. 21 gezeigten rechteckigen Gitterstruktur wird jede Öffnung des Gitters von vier Seitenwänden abgegrenzt. Die Unterseite des Gitters des Verdrängungsschotts 38 weist eine gitterartige Stirnfläche 40 auf. Schließlich weist das Verdrängungsschott 38 Bohrungen 44 für die Führungsstangen 22 des Werkzeugträgers 15 auf (Fig. 9).
- Mit Bezug zu Fig. 22 werden die mit dem unteren Werkzeugträger 15B gekoppelten Teile erläutert:
- Der untere Werkzeugträger 15B ist über das Zweiachsengabelgelenk 23 mit dem unteren Teleskoparm 5B gekoppelt, wie es mit Bezug zu Fig. 10 erläutert wurde. Die untere Seite des unteren Werkzeugträgers 15B ist über die unteren Führungsbolzen 16B über die Kulissenführung 33 bzw. über das mit Bezug zu Fig. 11 erläuterte Führungsrollensystem geführt und gelagert. Des Weiteren sind die Werkzeuge 18 über die Sicherungsstangen 34 in der oberen Seite des unteren Werkzeugträgers 15B gelagert.
- Schließlich ist das Matrizengitter 19 über den höhenverstellbaren Verbindungsmechanismus 46 mit dem unteren Werkzeugträger 15B gekoppelt. Das Matrizengitter 19 umfasst Aufnahmeräume 21, welche von Seitenbegrenzungen 20 abgegrenzt sind. Die unteren Öffnungen der Aufnahmeräume 21 des Matrizengitters 19 werden durch die in die Aufnahmeräume 21 hineinragenden Werkzeuge 18 verschlossen. Da das Volumen des Aufnahmeraums 21 das Volumen des zu bildenden Formlings bestimmt und damit bei einer bestimmten Dichte auch die Masse bzw. das Gewicht, kann über die Höheneinstellung der Werkzeuge 18 die Masse bzw. das Gewicht der Formlinge eingestellt werden.
- Eine Aufsicht auf das Matrizengitter 19 ist in Fig. 23 gezeigt. Es ist die rechteckige Gitterstruktur erkennbar, welche von der Stirnfläche 45 des Matrizengitters 19 gebildet wird. Des Weiteren sind die Stirnseiten 35 der Werkzeuge 18 erkennbar, welche in die Aufnahmeräume 21 hineinragen und die über die Sicherungsstangen 34 in dem unteren Werkzeugträger 15B gehalten werden. Schließlich sind in dem Matrizengitter Bohrungen für die Führungsstangen 22 vorgesehen.
- Da sich die Werkzeuge 17 in dem Verdrängungsschott 38 bewegen und die Werkzeuge 18 in den Aufnahmeräumen 21 des Matrizengitters 19 befinden, werden die Werkzeuge 17 auch als verdrängungsschottseitige Werkzeuge und die Werkzeuge 18 als matrizenseitige Werkzeuge bezeichnet.
- Mit Bezug zu Fig. 24A wird erläutert, wie die einzelnen Teile der Formungseinheit 4 zusammenwirken, um das Schmelzeband 14 zu portionieren und in den Aufnahmeräumen 21 des Matrizengitters 19 zu verpressen:
- Der Formvorgang erfolgt auf der geraden Strecke des Formungsabschnitts A der Führungsbahn 3 (Fig. 2). Zu Beginn des Formungsabschnitts A wird der obere Teil 4A der Formungseinheit 4, d.h. der obere Werkzeugträger 15A und die damit verbundenen Teile vertikal auf den unteren Teil 4B der Formungseinheit 4, d.h. der untere Werkzeugträger 15B und die damit verbundenen Teile, zu bewegt. Gleichzeitig wird das von der Ausformungsstation 13 gebildete Schmelzeband 14 dem unteren Teil 4B der Formungseinheit 4 zugeführt. Wie aus Fig. 24A ersichtlich, kommt dabei das Schmelzeband 14 auf der Oberseite des Matrizengitters 19, d.h. insbesondere auf der Stirnfläche 45, welche von den Seitenbegrenzungen 20 des Matrizengitters 19 gebildet ist, zum Aufliegen. Das Schmelzeband 14 befindet sich somit oberhalb der Aufnahmeräume 21 des Matrizengitters 19. Der Abstand zwischen der Unterseite des Verdrängungsschotts 38 und der Oberseite des Matrizengitters 19 ist zunächst größer als die Dicke des Schmelzebandes 14, so dass dieses zwischen das Matrizengitter 19 und das Verdrängungsschott 38 eingebracht werden kann.
- Schreitet die Formungseinheit 4 im Formungsabschnitt A angetrieben von der Antriebseinheit 2 weiter voran, wird der obere Werkzeugträger 15A mit dem Verdrängungsschott 38 weiter abgesenkt, bis die untere Stirnfläche 40 des Verdrängungsschotts 38 die obere Fläche des Schmelzebandes 14 berührt. Beim weiteren Absenken des oberen Werkzeugträgers 15A mit dem Verdrängungsschott 38 wird nun der Abschnitt 14A des Schmelzebandes 14, der sich zwischen der Stirnfläche 45 des Matrizengitters 19 und der Stirnfläche 40 des Verdrängungsschotts 38 befindet, in Richtung der benachbarten Aufnahmeräume 21 verdrängt, wie dies in den Fig. 25A und 25B bzw. Fig. 26A und 26B gezeigt ist.
- Beim Absenken des oberen Werkzeugträgers 15A mit dem Verdrängungsschott 38 während des Verdrängungsvorgangs des Schmelzebandes 14 verringert sich der Abstand des Verdrängungsschotts 38 zu dem oberen Werkzeugträger 15A gegen die Kraft der Federn 42. Gleichzeitig wird durch die Führungsstangen 22 ein Verkanten des Verdrängungsschotts 38 verhindert. Die Stärke der Federn 42 ist so ausgelegt, dass sie ein Einsinken des Verdrängungsschotts 38 in das Schmelzeband 14 zulassen. Das nachrückende obere Werkzeugteil 15A erhöht dabei den Druck, den das Verdrängungsschott 38 auf das Schmelzeband 14 ausübt, mittels der immer weiter zusammenfahrenden Federn 42. Um beim Absenken des Verdrängungsschotts 38 auf das Schmelzeband 14 die Schmelzemassen 14A unter der Stirnfläche 40 des Verdrängungsschotts 38 in alle Richtungen zu verteilen, d.h. zu verdrängen, sind die Kanten der Stirnfläche 40 des Verdrängungsschotts 38 speziell geformt. In Fig. 25B ist ein Verdrängungsschott 38 gezeigt, bei dem die Kanten des Übergangs von der Stirnfläche 40 zu den Seitenflächen der Seitenbegrenzungen 39 des Verdrängungsschotts 38 abgerundet sind. In Fig. 26B ist ein Verdrängungsschott gezeigt, bei dem diese Kanten abgeschrägt sind. Diese Ausgestaltung der Kanten dient einem verlustfreien und wirtschaftlich optimalen Produktionsablauf. Hierbei sollen alle Materialüberstände in die Aufnahmeräume 21 des Matrizengitters 19 gedrängt werden.
- Das Verdrängungsschott 38 wird so weit auf das Matrizengitter 19 zu bewegt, bis die Stirnfläche 40 des Verdrängungsschotts 38 auf der Stirnfläche 45 des Matrizengitters 19 aufliegt.
- Wie aus den Fig. 21, 23 und 24 ersichtlich, korrespondiert die geometrische Form des Verdrängungsschotts 38 zu der des Matrizengitters 19. Hierbei ist wesentlich, dass die Seitenbegrenzung 39 des Verdrängungsschotts 38 zu den Seitenbegrenzungen 20 des Matrizengitters 19 und damit die von den Seitenbegrenzungen 39 bzw. 20 gebildeten Stirnflächen 40 bzw. 45 korrespondiert. Diese Seitenbegrenzungen 39 und 20 bilden die identische Gitterstruktur. Die Seitenbegrenzung 39 des Verdrängungsschotts 38 besitzt insbesondere dieselbe Dicke wie die Seitenbegrenzung 20 des Matrizengitters 19. Ferner fluchten die Seitenbegrenzungen 39 und 20 zueinander. Bei der Bewegung des Verdrängungsschotts 38 in Richtung des Matrizengitters 19 sind die Seitenbegrenzungen 39 und 20 exakt parallel zueinander ausgerichtet.
- Nachdem die Stirnfläche 40 des Verdrängungsschotts 39 auf der Stirnfläche 45 des Matrizengitters 19 aufliegt, senkt sich der obere Werkzeugträger 15A mit den Werkzeugen 17 weiter ab, ohne dass sich die vertikale Lage des Verdrängungsschotts 38 weiter ändern kann, da es auf dem Matrizengitter 19 aufliegt. Die Werkzeuge 17 werden somit in den Öffnungen des Verdrängungsschotts 38 bewegt. Dabei dienen die Seitenbegrenzungen 39 des Verdrängungsschotts 38 als Führung für die Werkzeuge 17. Das Verdrängungsschott 38 dient somit als Führungskammer für die sich absenkenden Werkzeuge 17 sowie als Vorkammer für die zu verformende Masse. Durch das Absenken der Werkzeuge 17 wird der Teil des Schmelzebandes 14, der sich nach dem Verdrängen noch zwischen den Seitenbegrenzungen 39 des Verdrängungsschotts 38 oberhalb des Aufnahmeraums 21 des Matrizengitters 19 befindet, von den Stirnflächen 35 der Werkzeuge 17 in die Aufnahmeräume 21 des Matrizengitters 19 gebracht. Schließlich wird die sich vollständig in dem Aufnahmeraum 21 befindliche Portion des Schmelzebands 14 in dem Aufnahmeraum 21 verpresst.
- Fig. 27A zeigt die Kraftverteilung im Aufnahmeraum 21 beim Verpressen. Auf die Schmelzeportionen wird von oben und unten Druck durch die Werkzeuge 17 und 18 ausgeübt. Von der Seite werden die Portionen von den Seitenbegrenzungen 20 des Matrizengitters 19 umschlossen. Da auf die Seitenbegrenzungen 20 der gleiche Druck von jeweils zwei benachbarten Aufnahmeräumen 21 ausgeübt wird, heben sich die an den Seitenbegrenzungen 20 anliegenden Kräfte auf. Aus diesem Grund können die Seitenbegrenzungen 20 und damit auch die Seitenbegrenzungen 39 des Verdrängungsschotts 38 sehr dünn ausgestaltet werden, wodurch ein etwaiger Restanteil des Schmelzebandes 14, der nicht verpresst wird, äußerst gering gehalten werden kann.
- Der Druck, der von den Werkzeugen 17 und 18 auf die Schmelzeportionen 14 ausgeübt wird, kann in Abhängigkeit von den zu bildenden Formlingen gewählt werden. Eine Besonderheit der erfindungsgemäßen Vorrichtung ist, dass die Druckhaltezeit, d.h. das Zeitintervall, bei dem der maximale Druck auf die zu verpressende Masse ausgeübt wird, individuell auf die zu verformende Masse eingestellt und auf diese abgestimmt werden kann. Die Druckhaltezeit kann insbesondere im Vergleich zu herkömmlichen Tablettiermaschinen sehr lang gewählt werden. Sie wird nämlich im Wesentlichen von der Drehgeschwindigkeit der Antriebseinheit 2 und der Länge des geraden Formungsabschnitts A bestimmt. Wird der Formungsabschnitt A sehr lang gewählt, wird der maximal auf die zu formende Masse ausgeübte Druck sehr lange aufrechterhalten.
- An dem Formungsabschnitt A schließt sich der Auskühlabschnitt B an. Der obere Teil 4A der Formungseinheit 4 mit dem oberen Werkzeugträger 15A wird in diesem Abschnitt B wieder in vertikaler Richtung von dem unteren Teil 4B der Formungseinheit 4 mit dem unteren Werkzeugträger 15B entfernt. Die verpressten Formlinge können während der Verweilzeit in dem Auskühlabschnitt B auskühlen. Bei der erfindungsgemäßen Vorrichtung lässt sich dieser Auskühlabschnitt B so lange wählen, dass sichergestellt wird, dass keine unerwünschten inneren Spannungen in den gebildeten Formlingen verbleiben. An den Auskühlabschnitt B schließt sich im Abschnitt C die Probenentnahmestation 6 an. Bei dieser Station 6 kann mittels einer randomisierten, speichergesteuerten, einzeln ansteuerbaren Vakuum-Formlings-Entnahmeeinheit jeweils eine bestimmte Anzahl an Formlingen entnommen und einer Kontrollvorrichtung übergeben werden. Die von der Grundgesamtheit entnommenen Formlinge bzw. ihre freien Plätze auf dem unteren Werkzeugträger 15B werden mittels der integrierten speicherprogrammierbaren Steuerung an die Formlingsentnahme- und Kamerainspektionsstation 7 übermittelt, um Fehlkontrollmeldungen zu vermeiden. Die Aufgabe dieser Inprozess-Kontrollstation ist es, die qualitätsbezogene Arbeitsweise der erfindungsgemäßen Vorrichtung zu kontrollieren, sie zu bestätigen bzw. ggf. regulierend in den Verfahrensablauf mittels einer speicherprogrammierbaren Steuerung und entsprechend über die Niveauregulierung 31 einzugreifen.
- An den Abschnitt C mit der Probenentnahmestation 6 schließt sich der Abschnitt D mit der Formlingsentnahme- und Kamerainspektionsstation 7 an, welche mit Bezug zu Fig. 28 erläutert wird. Hierbei wird mittels einer 100 % Online-Sichtkontrolle die Ausschussware 7B von der Gutware 7A separiert (vgl. Fig. 2).
- Zu Beginn des Abschnitts D werden die Werkzeuge 18 vollständig in den Aufnahmeraum 21 des Matrizengitters 19 hinein gefahren, so dass die gebildeten Formlinge 57 aus dem Matrizengitter 19 herausgedrückt werden und zur Entnahme bereitliegen. Daraufhin wird die Vakuum-Formling-Entnahmeeinheit 58 zwischen den oberen Werkzeugträger 15A und dem unteren Werkzeugträger 15B geschwenkt, so dass sich Vakuum-Aufnahmeschläuche des Formlingaufnahmekopfes 59 unmittelbar über den Formlingen 57 befinden. Die Vakuum-Formling-Entnahmeeinheit 58 hat die gleiche Anzahl an einzeln ansteuerbaren Vakuumschläuchen zur Aufnahme der Formlinge 57 wie Werkzeuge 18 und Aufnahmeräume 21 vorgesehen sind. Die Formlinge werden von den Vakuumschläuchen angesogen und von dem Matrizengitter 19 abgehoben. Daraufhin wird der Formlingaufnahmekopf 59 mittels des Motors 62 und der Welle 61 aus der Formungseinheit 4 herausgeschwenkt, woraufhin die Formlinge 57 auf einem transparenten Förderband 63 abgesetzt werden. Auf dem Förderband 63 werden die Formlinge 57 einer Kamerainspektionseinheit mit einer oberen Kamera 64 und einer unteren Kamera 65 zur Untersuchung der Ober- und Unterseite sowie den Seitenrändern der Formlinge 57 zugeführt.
- Mittels der Kameras 64 und 65 kann die Gesamtheit der gebildeten Formlinge 57 optisch untersucht werden. Dabei kann die gesamte geometrische Form der Formlinge 57 untersucht werden. Ferner können die Formlinge 57 mittels Infrarotspektroskopie, insbesondere NIR-Spektroskopie, berührungsfrei untersucht werden. Da die geometrische Anordnung der Formlinge auf dem Förderband 63 genau derjenigen in dem Matrizengitter 19 entspricht, können bei fehlerhaften Formlingen 57 ggf. Rückschlüsse auf Fehlproduktion im Matrizengitter 19 ermittelt werden. Die NIR-Spektroskopie arbeitet mit Hilfe chemometrischer Auswerteverfahren an der qualitativen und quantitativen analytischen Sortierung der Gutproduktion 7A.
- Mittels einer optionalen sich anschließenden Wägezelleneinheit können die Einzelgewichte der Formlinge 57 erfasst werden. Abweichungen von vorgegebenen Gewichtstoleranzen können auf diese Weise erfasst werden und zu einer Aussortierung fehlerhafter Formlinge verwendet werden. Ferner kann die Wägezelleneinheit eine Regelgröße an die Niveauregelung 31 und/oder an die Führungsrollen, wie bereits erläutert, übertragen.
- An den Abschnitt D schließt sich der Abschnitt E mit der Reinigungsstation 8 an, die mit Bezug zu den Fig. 29, 30A und 30B erläutert wird:
- Zwischen dem oberen Werkzeugträger 15A und dem unteren Werkzeugträger 15B wird mindestens ein Bürstenkopf 47 mittels eines Bürstenschaftes 50 eingefahren. Am Ende des Bürstenschaftes 50 ist eine Bürstenkopfaufnahme 49 angebracht, die in Richtung des oberen Teils 4A und des unteren Teils 4B der Formungseinheit 4 Reinigungsborsten 48 aufweist. Der Borstenkopf 47 dreht sich und reinigt auf diese Weise alle Teile, die mit der formbaren Masse in Berührung gekommen sind. Insbesondere werden das Verdrängungsschott 38 und die Werkzeuge 17 sowie das Matrizengitter 19 und die Werkzeuge 18 gereinigt. Nach der Reinigung wird der Bürstenschaft 50 aus der Formungseinheit 4 herausgedreht. Hierfür ist er auf einer Dreheinrichtung 51 befestigt, welche drei Bürstenköpfe 47 umfassen kann sowie entsprechende Anzahlen an Bürstenschäften 50. Die aus der Formungseinheit 4 herausgedrehten Bürsteschäfte 50 werden danach mittels Druckluft 52 gereinigt, welche über das Rohrsystem 53A den Druckluftdüsen 53B zugeführt wird. Der gesamte Reinigungsvorgang erfolgt vollautomatisch und ist in die Führungsbahn 3 integriert. Die Reinigungsstation 8 kann während des laufenden Betriebs der sich kontinuierlich bewegenden Formungseinheiten 4 arbeiten. Die Reinigungsstation 8 kann mit unterschiedlichen Bürsten, Druckluft und Absaugvorrichtungen ausgestattet sein. Sie ist voll beweglich in allen drei Koordinatenrichtungen sowie mit Näherungssensoren und
- Auswechseleinheiten ausgestattet.
-
An den Abschnitt E mit der Reinigungsstation 8 schließt sich der Abschnitt F mit der Formungsraumbeschichtungseinrichtung 9 an, die mit Bezug zu Fig. 31 erläutert wird:
- Die Formungsraumbeschichtungseinrichtung 9 umfasst ein Rohrsystem 54, mit dem ein Beschichtungsfluid 56 oder einem Beschichtungspulver (Formtrennmittel) zugeführt werden kann. Das Beschichtungsfluid 56 bzw. das Beschichtungspulver tritt bei den Düsen 55 aus. Vorzugsweise entspricht die Anzahl der Düsen 55 der Anzahl der Werkzeuge 17 und 18. Die Aufgabe der Formungsraumbeschichtungseinrichtung 9 besteht darin, mögliche Anhaftungstendenzen der unterschiedlichen zu verarbeitenden Materialien zu reduzieren bzw. auszuschalten, um einen reibungslosen Produktionsablauf zu gewährleisten. Hierfür werden die Teile der Vorrichtung, die mit der zu verarbeitenden Masse in Berührung kommen, mit dem Beschichtungsfluid 56 bzw. das Beschichtungspulver beschichtet. Die Wahl des Beschichtungsfluids hängt von der zu formenden Masse und dem beabsichtigten Einsatzgebiet der zu bildenden Formlinge 57 ab.
- Nach dem Passieren der Formungsraumbeschichtungseinrichtung 9 im Abschnitt F werden die Formungseinheiten 4 zum erneuten Bilden von Formlingen dem Formungsabschnitt A auf der Führungsbahn 3 zugeführt.
- Gemäß einem zweiten Ausführungsbeispiel der vorliegenden Erfindung wird die formbare Masse, aus welcher die Formlinge 57 gebildet werden, nicht mittels der Extrusionstechnologie gebildet. Vielmehr handelt es sich bei diesem Ausführungsbeispiel bei der formbaren Masse um ein Schüttgut 14B beliebiger Zusammensetzung. Das Schüttgut 14B ist insbesondere pulverförmig, fließfähig und formbar. Es kann sich beispielsweise um ein pulverförmiges Granulat handeln. Die erfindungsgemäße Vorrichtung kann vorteilhafterweise insbesondere für ein Schüttgut 14B z.B. aus der Granulattechnologie eingesetzt werden, welches sehr schlecht verformbar ist, da die Druckhaltezeit bei der erfindungsgemäßen Vorrichtung auf einen sehr langen Zeitraum eingestellt werden kann.
- Da bei dem zweiten Ausführungsbeispiel das Schüttgut 14B direkt in die Aufnahmeräume 21 des Matrizengitters 19 gefüllt werden kann, könnte das Verdrängungsschott 38 bei der Vorrichtung des zweiten Ausführungsbeispiels weggelassen werden. Vorzugsweise dient es jedoch weiterhin der Führung der Werkzeuge 17. Das Schüttgut 14B wird bei dem zweiten Ausführungsbeispiel mittels einer an sich bekannten Einrichtung, wie sie beispielsweise bei herkömmlichen Tablettiermaschinen verwendet wird, direkt in die Aufnahmeräume 21 gefüllt, wie es in Fig. 24B dargestellt ist. Bei der Einrichtung kann es sich z.B. um eine Pulververteilanlage zum gleichmäßigen Austragen von fließfähigen, formbaren, pulverförmigen Schüttgütern 14B handeln, bei welcher die Schüttgüter 14B kontinuierlich zuführbar sind. Nach dem Befüllen der Aufnahmeräume 21 erfolgt das Verpressen durch die Werkzeuge 17 und 18 (vgl. Fig. 27B) sowie die weiteren Verfahrensschritte, wie es vorstehend beschrieben wurde.
- Bei dem zweiten Ausführungsbeispiel ist es besonders wichtig, dass die während des Formungsvorgangs entstandene Druckenergie über einen längeren Zeitraum auf die zu formende Masse übertragen wird, d.h. ein hoher Druck wird über einen längeren Zeitraum auf die zu formende Masse ausgeübt, um hierdurch den materialspezifischen Rückstellkräften der zu verformenden Massen entgegenzuwirken. Ferner kann der Druck auch während des Auskühlabschnitts B aufrechterhalten werden, indem der obere Teil 4A und der untere Teil 4B der Formungseinheit 4 erst nach diesem Auskühlabschnitt B auseinander fahren. Auf diese Weise werden Massen mit erhöhten elastischen Rückstellkräften bis zum Erstarren bzw. Erkalten in der Plastifizierungsposition gehalten.
Bezugszeichenliste
-
- 1
- Extruder
- 2
- Antriebseinheit
- 3
- Führungsbahn
- 3A
- oberer Teil der Führungsbahn
- 3B
- unterer Teil der Führungsbahn
- 4
- Formungseinheit
- 4A
- oberer Teil der Formungseinheit
- 4B
- unterer Teil der Formungseinheit
- 5
- Teleskoparm
- 5A
- oberer Teleskoparm
- 5B
- unterer Teleskoparm
- 6
- Probenentnahmestation
- 7
- Formlingsentnahme- und Kamerainspektionsstation
- 7A
- Gutware
- 7B
- Ausschussware
- 8
- Reinigungsstation
- 9
- Formungsraumbeschichtungseinrichtung
- 10
- Extruderdüse
- 11
- Schmelzestrang
- 12A und 12B
- Walzen der Ausformungsstation
- 13
- Ausformungsstation
- 14
- Schmelzeband
- 14A
- Abschnitt des Schmelzebandes zwischen den Stirnflächen des Matrizengitters und des Verdrängungsschotts
- 14B
- fließfähiges, formbares pulverförmiges Schüttgut
- 15
- Werkzeugträger
- 15A
- oberer Werkzeugträger
- 15B
- unterer Werkzeugträger
- 16
- Führungsbolzen
- 16A
- obere Führungsbolzen
- 16B
- untere Führungsbolzen
- 17
- obere Werkzeuge
- 18
- untere Werkzeuge
- 19
- Matrizengitter
- 20
- Seitenbegrenzungen des Matrizengitters
- 21
- Aufnahmeräume des Matrizengitters
- 22
- Werkzeugträgerführungsstangen
- 23
- Zweiachsengabelgelenk
- 24
- Befestigungseinheit des Teleskoparms
- 25
- Bolzen
- 26
- Horizontalgelenk des Zweiachsengabelgelenks
- 27
- Bolzen
- 28
- Vertikalgelenk des Zweiachsengabelgelenks
- 29
- Pilzkopf des Führungsbolzens
- 30
- Führungsrollen
- 31
- Niveauregelung der Führungsrollen
- 32
- Seitenführungsplatten der Führungsbahn
- 33
- Kulissenführung der Führungsbahn
- 34
- Sicherungsstangen für die Werkzeuge
- 35
- Stirnfläche des Werkzeugs
- 36
- Spezialwerkzeug mit Heiz- oder Kühlbohrungen
- 37
- Heiz- oder Kühlbohrungen
- 38
- Verdrängungsschott
- 39
- Seitenbegrenzungen des Verdrängungsschotts
- 40
- Stirnfläche des Verdrängungsschotts
- 41
- Verbindungsmechanismus für das Verdrängungsschott
- 42
- Feder
- 43
- Anhebevorrichtung
- 44
- Bohrungen für die Werkzeugträgerführungsstangen
- 45
- Stirnfläche des Matrizengitters
- 46
- Volumeneinstellmechanismus für das Matrizengitter
- 47
- Bürstenkopf
- 48
- Reinigungsborsten
- 49
- Bürstenkopfaufnahme
- 50
- Bürstenschaft
- 51
- Dreheinrichtung für die Bürsten
- 52
- Druckluft
- 53A
- Rohrsystem zum Zuführen der Druckluft
- 53B
- Druckluftdüse
- 54
- Rohrsystem zum Zuführen des Beschichtungsfluids
- 55
- Beschichtungsdüsen
- 56
- Beschichtungsfluid
- 57
- Formlinge
- 58
- Vakuum-Formling-Entnahmeeinheit
- 59
- Formlingaufnahmekopf
- 60
- ausfahrbarer Arm der Vakuum-Formling-Entnahmeeinheit
- 61
- Welle der Vakuum-Formling-Entnahmeeinheit
- 62
- Antrieb der Vakuum-Formling-Entnahmeeinheit
- 63
- Förderband
- 64
- Kamera für die Oberseite der Formlinge
- 65
- Kamera für die Unterseite der Formlinge