EP1916065A1 - Support head - Google Patents
Support head Download PDFInfo
- Publication number
- EP1916065A1 EP1916065A1 EP07020372A EP07020372A EP1916065A1 EP 1916065 A1 EP1916065 A1 EP 1916065A1 EP 07020372 A EP07020372 A EP 07020372A EP 07020372 A EP07020372 A EP 07020372A EP 1916065 A1 EP1916065 A1 EP 1916065A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- setting head
- channel
- clip
- workpiece
- nuts
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25B—TOOLS OR BENCH DEVICES NOT OTHERWISE PROVIDED FOR, FOR FASTENING, CONNECTING, DISENGAGING OR HOLDING
- B25B31/00—Hand tools for applying fasteners
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/53—Means to assemble or disassemble
- Y10T29/53478—Means to assemble or disassemble with magazine supply
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/53—Means to assemble or disassemble
- Y10T29/53709—Overedge assembling means
- Y10T29/53783—Clip applier
Definitions
- the invention relates to a setting head according to the preamble of claim 1.
- the object of the invention is to show a setting head with which in a rational manner the setting or mounting so-called clip nuts on workpieces, in particular on workpieces made of a flat material is possible.
- a setting head according to the patent claim 1 is formed.
- the setting head can also be designed, among other things, in that a feed element which can be moved by a drive for pushing on the respective clip nuts located in the ready position by the Dispensing opening is provided on the workpiece, and or that the setting head with its discharge or mounting hole for mounting the Clip nuts can be positioned on the workpieces such that the respective, to be provided with a clip nut portion of the workpiece in the axial direction of the Canal extends, and or in that the discharge opening or mounting opening is formed by two opening sections, of which one opening section is an end opening or axial opening and another opening section is a lateral or radial opening of the channel, and or that a contact surface for the workpiece is formed laterally of the further opening section, and or that the at least one contact surface lies in a plane parallel or approximately parallel to the axis which the channel at least at the transition to Having discharge opening, and or in that the channel has a guide or channel extending in the channel longitudinal direction Abutment surface for the clip nuts forms, and that the at least
- clip nuts which consist essentially of a made of spring steel sheet clip 2 and a sleeve-like nut threaded part 3 with internal thread on this clip.
- the bow-shaped clip 2 forms two leg sections 4 and 5, which are connected to each other via a yoke section 6 and of which the leg section 4 is flat or substantially planar.
- the leg portion 5 is angled at its free end at 5.1 for ease of assembly.
- the leg 5 forms a section 5.2 which is in the region of the bend 5.1 with the rest of the leg 5 in conjunction, extending parallel or substantially parallel to the leg 4 in the direction of the yoke section 6.
- the nut threaded part 3 is provided or formed.
- the leg 4 is coaxially with the axis of the nut threaded piece 3, an opening for the passage of an engaging in the nut threaded part 3, but not shown screw provided.
- leg portion 5.1 and this section opposite free end 4.1 of the leg 4 form the front end 1.1 of the clip nut 1.
- the rear end 1.2 of the clip nut 1 is formed by the yoke portion 6 connecting the two leg sections 4 and 5.
- each clip nut 1 is located in the region of an opening 9 provided in the workpiece 8 ,
- the mounting of the clip nuts 1 is done by sliding using the setting head 10th
- the setting head 10 forms in a housing 11 a channel 12 for the clip nuts 1.
- the rectangular or square cross-section of this channel is adapted to the shape of the clip nuts 1 such that the clip nuts 1 in the channel 12 each have a predetermined orientation, namely such that the clip nuts 1 are each oriented with their front end 1.1 in a conveying direction A, in which these nuts are moved through the channel 12.
- the clip nuts 1 are arranged in the channel 12 so that they rest with their legs 4 on the underside 12.1 of the channel or are slidably moved in the conveying direction A through the channel 12 on the guide surface 12.1 formed by this underside.
- the channel 12 terminates at the setting head shown on the left in Fig. 10.1 or at a local discharge or mounting opening 13 and passes at the rear end 10.2 of the setting head 10 in a supply channel, which is formed in a flexible hose 14, which the setting head 10 connects with a supply unit, not shown, for the clip nut 1.
- the channel 12 is not only at its front end, but also radially or towards the bottom open, as shown in Figures 2 and 3 with the sections 13.1 and 13.2 of the discharge opening 13 is designated.
- Each contact surface 15 is an example pneumatically actuated clamping element 16 with respect to, so when mounting the respective clip nut 1, the workpiece 8 with its edge region between the contact surfaces 15 and the associated clamping elements 16 is received and clamped.
- the two contact surfaces 15 are in this case formed so that the side facing away from these plant surfaces of the workpiece 8 lies in a plane which is spaced from the plane of the guide surface 12.1 of the channel 12, by a measure which is equal to or slightly larger than that Material thickness of the leg 4, so that the respective clip nut 1 can be pushed with the leg 4 on the underside of the workpiece 8.
- a feed element is provided, in the illustrated embodiment in the form of a rocker 18, by a drive, namely in the illustrated embodiment by a pneumatic cylinder 19th and with a control arrangement, namely in the illustrated embodiment with a crank control 20 is movable such that at each full stroke of the pneumatic cylinder 19 initially located in a starting position outside the channel 12 feed rocker 18 with its swing head 18.1 through an opening 21 in the surface 12.1 entering the channel 12, the oscillating head 18.1 then moves in a working stroke in the channel 12 in the conveying direction A and thereby carries the respective located in the ready position 17 clip nut 1 and on the setting head 10 and at the local mounting opening 13 fixed work piece 8 postpones. After this working stroke, the swing head 18.1 moves out of the channel 12 through the opening 21 and returns outside the channel 12 in a return stroke to the starting position.
- the provision position 17 in the conveying direction A is preceded by a lock or change lock 22 is formed in the channel 12, after each stroke of the pneumatic cylinder 19 or after each pushing a clip nut 1 or even during this pushing for the advance or advancing another clip nut 1 on the supply position 17 opens and possibly further, on the supply hose 14 in the channel 12 already promoted or there magazine-like provided or magazinated clip nut 1 withholds.
- the change lock 22 is formed in the illustrated embodiment of two plungers 23 and 24 which are spaced by the length of a clip nut 1 in the transport direction A, ie in the axial direction of the channel 12 from each other, and in synchronism with the movement of the feed pawl 18 are moved in opposite directions, and although in such a way that whenever a plunger 23 or 24 is moved radially out of the channel 12 and thus releases the channel, the other plunger 24 and 23 is moved into the channel 12 and thus the channel 12 blocks.
- rocker-like lever 25 which is about an axis perpendicular to the longitudinal extent of the channel 12th and is pivotable perpendicular to a plane in which the axes of the plungers 23 and 24 are arranged.
- the rocker 25 or provided on this rocker guide member cooperates with a control cam 26 which is formed on a carriage 27 which is guided in the interior of the housing 11 in the direction of the axis of the channel 12 back and forth, by means of rollers 28 on an outer surface of the channel 12 forming hollow profile 29.
- the carriage 27 is further drivingly also connected to the pneumatic cylinder 19.
- the operation of the setting head 10 can be described as follows:
- the setting head is fixed with its discharge opening 13 at the relevant edge region of the workpiece 8 by clamping between the contact surfaces 15 and the clamping elements 16.
- this clip nut is pushed out of the ready position 17 onto the workpiece 8 with the feed rocker 18 or the head 18.1.
- another clip nut 10 passes from the sluice 22 to the ready position 17.
- the advancing movement of the clip nuts 1 within the channel 12 takes place, for example. by conveying air.
- the setting head 10 via the supply hose 14, by injection, i. by conveying air constantly clip nuts 1 either individually or as a pulp fed so that a sufficiently large number of Klippmutern 1 in the channel in front of the lock 22 are.
- the operation of the setting head 10 is monitored and in particular to the effect that before each stroke at the ready position 17 a clip nut 1 is located.
- the sensor then monitors and controls the provision of the setting head 10 with clip nuts 1 from the supply unit via the supply hose 14.
- the clip nuts 1 are stored in this setting head or in the guide 12 during operation of the setting head 10 be in each working stroke only the first of the collated clip nuts 1 is forwarded to the staging position 17 by the change lock 22.
- FIG. 4 shows, in a very schematic representation, the transfer bars, designated 30 and 31, of a stepping tool.
- a setting head 10 is provided, at which, for example, during the transfer of the workpiece 8 between two stages of the tool and thus e.g. to reduce cycle times the mounting of the respective clip nut 1 takes place.
- the setting head 10 can also take over the function of the provided on the relevant area of the transfer bar clamping or clamping device for the workpiece 8. Analogously to FIG. 4, it is furthermore possible to provide setting heads 10 on so-called lifting beams of following tools in order to also insert clip nuts 1 into the components 8 produced with such a tool.
- FIG. 6 shows a simplified representation of the front end 10a.1 of a setting head 10a, which basically differs from the setting head 10 only in that instead of one, the respective clip nut from the ready position 17a on the workpiece 8 aufschiebenden feed element an investment or support element 32 is provided, against which the clip nut 1 located in the ready position 17 a rests with its rear end 1.2 when pushed onto the workpiece 8.
- the sliding of the clip nut 1 takes place by a relative movement between the workpiece 8 and the setting head 10, for example, by a corresponding advancing movement of the setting head 10a in such a way that while the workpiece 8 is pushed with its edge region on the clip nut 1.
- the abutment element 32 is part of a lever 33, which by a drive synchronously with the supply of the clip nuts 1 or synchronously with the also in this embodiment in the feed direction (arrow A) of the clip nuts 1 before the provision position 17a sluice or Change lock 22 ( Figure 1) is pivoted (double arrow B) that when feeding a clip nut to the provision position, the abutment element 32 is located outside of the channel 12a.
- controlled latch means 34 By means of controlled latch means 34, the respective clip nut 1, which is conveyed to the provision position 17a by conveying air, is stopped at this position.
- This training may also be useful in particular when several clip nuts 1 are to be mounted on a workpiece 8 with several setting heads 10 at the same time.
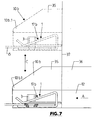
- FIG. 7 shows, in a very simplified schematic representation as a further embodiment, a setting head 10b, which differs from the setting head 10a in that the setting head 10b is designed in two parts, consisting of a front part 35, the front 10b.1 and the provisioning position 17b.1 forms, as well as from a rear 36, which also has the lock or exchange lock 22.
- the front part 35 is displaceably guided on a guide 37 fastened on both sides to the rear part by a drive not shown, corresponding to the double arrow C in an axial direction perpendicular to the conveying direction A from a loading position in which the front part 35 is the continuation of the rearward Part 36 forms, in a working position, which is indicated in the figure 7 with broken lines and in which the front part 35 is spaced from the rear portion 36, that is located laterally or above the rear portion 36.
- the mode of operation of the setting head 10b is essentially such that in each case a clip nut 1 is introduced into the loading position of the part 35 into the provision position 17b there.
- the part 35 is moved in the direction indicated in Figure 7 with broken lines working position in which the guide 37 forms a support for the rear end 1.2 of the respective clip nut 1, so that in turn by relative movement between the workpiece 8 and the setting head 10b can be pushed onto the workpiece.
- the setting head 10b has the advantage that its effective length in the working position is determined only by the axial length of the relatively short part 35, so that with the setting head 10b and the sliding of clip nuts 1 not only at the edge region of a workpiece 8, but for example the edge region, for example, the closed edge region of a recess formed within the workpiece 8 is possible.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Automatic Assembly (AREA)
- Jigs For Machine Tools (AREA)
Abstract
Description
Die Erfindung bezieht sich auf einen Setzkopf gemäß Oberbegriff Patentanspruch 1.The invention relates to a setting head according to the preamble of
Aufgabe der Erfindung ist es, einen Setzkopf aufzuzeigen, mit dem in rationeller Weise das Setzen bzw. Montieren sogenannter Klippmuttern an Werkstücken, insbesondere an Werkstücken aus einem Flachmaterial möglich ist. Zur Lösung dieser Aufgabe ist ein Setzkopf entsprechend dem Patentanspruch 1 ausgebildet.The object of the invention is to show a setting head with which in a rational manner the setting or mounting so-called clip nuts on workpieces, in particular on workpieces made of a flat material is possible. To solve this problem, a setting head according to the
In Weiterbildung der Erfindung kann der Setzkopf u.a. auch so ausgebildet sein,
dass ein von einem Antrieb bewegbares Vorschubelement zum Aufschieben der jeweiligen, in der Bereitstellungsposition befindlichen Klippmuttern durch die
Abgabeöffnung auf das Werkstück vorgesehen ist,
und/oder
dass der Setzkopf mit seiner Abgabe- oder Montageöffnung für das Montieren der
Klippmuttern derart an den Werkstücken positionierbar ist, dass sich der jeweilige, mit einer Klippmutter zu versehende Bereich des Werkstücks in Achsrichtung des
Kanals erstreckt,
und/oder
dass die Abgabe- oder Montageöffnung von zwei Öffnungsabschnitten gebildet ist, von denen ein Öffnungsabschnitt eine stirnseitige oder axiale Öffnung und ein weiterer Öffnungsabschnitt eine seitliche oder radiale Öffnung des Kanals sind,
und/oder
dass seitlich des weiteren Öffnungsabschnittes eine Anlagefläche für das Werkstück gebildet ist,
und/oder
dass die wenigstens eine Anlagefläche in einer Ebene parallel oder annähernd parallel zu derjenigen Achse liegt, die der Kanal zumindest am Übergang zur
Abgabeöffnung aufweist,
und/oder
dass der Kanal eine sich in Kanallängsrichtung erstreckende Führungs- oder
Anlagefläche für die Klippmuttern bildet, und dass die wenigstens eine
Werkstückanlagefläche in einer Ebene liegt, die gegenüber der Anlagefläche versetzt ist,
und/oder
dass die wenigstens eine Werkstückanlagefläche in einer Ebene liegt, die gegenüber der im Kanal gebildeten Anlagefläche um ein Maß versetzt ist, welche wenigstens gleich der Materialstärke des Bauteils ist,
und/oder
dass das Vorschubelement von wenigstens einem Schieber oder einer
Vorschubklinke gebildet ist
und/oder
dass das Vorschubelement in dem jeweiligen Arbeitshub mit einem in den Kanal hineinreichenden Abschnitt hinter die jeweilige, an der Bereitstellungsposition angeordnete Klippmutter greift und diese schiebend in Richtung Abgabeöffnung bewegt,
und/oder
dass das Vorschubelement bzw. dessen mit den Klippmuttern zusammenwirkender
Abschnitt am Beginn jedes Arbeitshubes aus einer Position außerhalb des Kanals in diesen hineinbewegt und am Ende jedes Arbeitshubes aus dem Kanal herausbewegt wird,
und/oder
dass das Vorschubelement zumindest an seinem mit den Klippmuttern zusammenwirkenden Abschnitt bzw. in den Kanal hineinreichenden Abschnitt so ausgebildet ist, dass es vorbeibewegten Klippmuttern ausweicht, beispielsweise federnd ausweicht,
und/oder
dass das wenigstens eine Vorschubelement mit seinem mit den Klippmuttern zusammenwirkenden Abschnitt ständig in den Kanal hineinreicht,
und/oder
dass eine im Kanal gebildete Schleuseneinrichtung oder Wechselsperre in
Bewegungsrichtung der Klippmuttern vor der Bereitstellungsposition vorgesehen ist,
und/oder
dass eine äußere Versorgungseinheit zum unmittelbaren Einbringen jeweils
wenigstens einer Klippmutter an die Bereitstellungsposition vor jedem Arbeitshub des wenigstens einen Vorschubelementes vorgesehen ist,
und/oder
dass eine äußere Versorgungseinheit zur Aufrechterhaltung jeweils eines mehrere
Klippmuttern bildenden Vorrats im Setzkopf vorgesehen ist,
und/oder
dass der wenigstens einen Werkstückanlagefläche gegenüberliegend wenigstens ein Einspannelement zum Einspannen des Werkstücks zwischen Anlagefläche und
Einspannelement vorgesehen ist,
und/oder
dass das Einspannelement pneumatisch oder mechanisch betätigbar ist,
und/oder
dass die Wechselsperre mechanisch zwangsgesteuert oder pneumatisch gesteuert ausgebildet ist,
und/oder
dass der mit den Klippmuttern zusammenwirkende Abschnitt des
Vorschubelementes von einem gefederten oder federnden beweglichen Klinken-oder Mitnehmerelement gebildet ist,
und/oder
dass wenigstens ein Anlage- oder Abstützelement zum Abstützend der
Klippmuttern an der Bereitstellungsposition beim Montieren oder Setzen am
Werkstück vorgesehen ist,
und/oder
dass das Anlage- oder Abstützelement so ausgebildet ist, dass es ein Bewegen der jeweiligen Klippmutter in die Bereitstellungsposition ermöglicht, beim Montieren bzw. Setzen der Klippmutter aber ein Ausweichen dieser Mutter verhindert,
und/oder
dass das Anlage- bzw. Abstützelement beweglich, beispielsweise durch einen gesteuerten Antrieb oder durch Federmittel beweglich vorgesehen ist,
und/oder
dass das fordere Ende des Setzkopfes mit der dortigen Bereitstellungsposition an einem Setzkopfteil vorgesehen ist, welches aus einer Ladeposition, in der der Kanal zum Zuführen der Klippmuttern in die Bereitstellungsposition mündet, in eine
Arbeitsposition bewegbar ist, in der das Setzkopfteil mit der Bereitstellungsposition von dem den Kanal zum Zuführen der Klippmuttern aufweisenden restlichen Teil des Setzkopfes beabstandet ist,
und/oder
dass das Setzkopfteil zumindest in einer Achsrichtung senkrecht zur
Längserstreckung des Kanals zum Zuführen der Klippmuttern beweglich ist,
und/oder
dass der Setzkopf für ein Aufschieben der wenigstens einen Klippmutter auf das
Werkstück durch Relativbewegung zwischen dem Setzkopf und dem Werkstück
ausgebildet ist,
wobei die vorgenannten Merkmale jeweils einzeln oder in beliebiger Kombination verwendet sein können.In a development of the invention, the setting head can also be designed, among other things,
in that a feed element which can be moved by a drive for pushing on the respective clip nuts located in the ready position by the
Dispensing opening is provided on the workpiece,
and or
that the setting head with its discharge or mounting hole for mounting the
Clip nuts can be positioned on the workpieces such that the respective, to be provided with a clip nut portion of the workpiece in the axial direction of the
Canal extends,
and or
in that the discharge opening or mounting opening is formed by two opening sections, of which one opening section is an end opening or axial opening and another opening section is a lateral or radial opening of the channel,
and or
that a contact surface for the workpiece is formed laterally of the further opening section,
and or
that the at least one contact surface lies in a plane parallel or approximately parallel to the axis which the channel at least at the transition to
Having discharge opening,
and or
in that the channel has a guide or channel extending in the channel longitudinal direction
Abutment surface for the clip nuts forms, and that the at least one
Workpiece abutment surface lies in a plane that is offset from the abutment surface,
and or
the at least one workpiece abutment surface lies in a plane which is offset from the abutment surface formed in the channel by a dimension which is at least equal to the material thickness of the component,
and or
that the feed element of at least one slider or a
Feed pawl is formed
and or
that the advancing element engages in the respective working stroke with a section reaching into the channel behind the respective clip nut arranged at the provision position and moves the latter in the direction of the delivery opening in a sliding manner,
and or
that the advancing element or its cooperating with the clip nuts
At the beginning of each working stroke, moving it from a position outside the channel and moving it out of the channel at the end of each working stroke;
and or
that the advancing element, at least at its section cooperating with the clip nuts or extending into the channel, is designed such that it deflects passing clip nuts, for example by yielding resiliently,
and or
the at least one feed element with its section interacting with the clip nuts constantly extends into the channel,
and or
that a lock device formed in the channel or exchange lock in
Direction of movement of the clip nuts is provided before the deployment position,
and or
that an external supply unit for immediate introduction respectively
at least one clip nut is provided at the ready position before each working stroke of the at least one feed element,
and or
that an external supply unit to maintain each one more
Clip nut forming supply is provided in the setting head,
and or
that the at least one workpiece abutment surface opposite at least one clamping element for clamping the workpiece between abutment surface and
Clamping element is provided,
and or
that the clamping element is pneumatically or mechanically actuatable,
and or
that the change-over lock is mechanically positively controlled or pneumatically controlled,
and or
that of the clip nuts cooperating portion of the
Feed element is formed by a sprung or resilient movable pawl or driver element,
and or
that at least one bearing or support element for supporting the
Clip nuts at the ready position when mounting or seating at
Workpiece is provided,
and or
that the bearing or support element is designed such that it allows a movement of the respective clip nut in the ready position, but prevents mounting of the clip nut but a dodge of this nut,
and or
that the bearing or support element is movably provided, for example by a controlled drive or by spring means movable,
and or
in that the demanding end of the setting head is provided with the provision there at a setting head part which opens from a loading position in which the channel for feeding the clip nuts opens into the provision position
Working position is movable, in which the setting head part is spaced with the provision position of the channel for feeding the clip nuts having remaining part of the setting head,
and or
in that the setting head part is perpendicular to at least in one axial direction
Longitudinal extent of the channel is movable for feeding the clip nuts,
and or
that the setting head for pushing the at least one clip nut on the
Workpiece by relative movement between the setting head and the workpiece
is trained,
wherein the aforementioned features can be used individually or in any combination.
Weitere Ausbildungen, Vorteile und Anwendungsmöglichkeiten der Erfindung ergeben sich auch aus der nachfolgenden Beschreibung von Ausführungsbeispielen und aus den Figuren. Dabei sind alle beschriebenen und/oder bildlich dargestellten Merkmale für sich oder in beliebiger Kombination grundsätzlich Gegenstand der Erfindung, unabhängig von ihrer Zusammenfassung in den Ansprüchen oder deren Rückbeziehung. Auch wird der Inhalt der Ansprüche zu einem Bestandteil der Beschreibung gemacht.Other embodiments, advantages and applications of the invention will become apparent from the following description of exemplary embodiments and from the figures. In this case, all described and / or illustrated features alone or in any combination are fundamentally the subject of the invention, regardless of their summary in the claims or their dependency. Also, the content of the claims is made an integral part of the description.
Der erfindungsgemäße Setzkopf ist sehr universell verwendbar u.a. auch in bzw. unter einer Presse. Die Erfindung wird im Folgenden anhand der Figuren an einem Ausführungsbeispiel näher erläutert. Es zeigen:
- Fig. 1
- in vereinfachter Darstellung einen Setzkopf zum Aufbringen bzw. Aufschieben von Klipp-Muttern auf Werkstücke;
- Fig. 2 und 3
- in vereinfachter Darstellung im Längsschnitt sowie in Draufsicht das vordere Ende des Setzkopfes der Figur 1;
- Fig. 4
- in schematischer Darstellung einen Setzkopf an einem Transferbalken eines für den Einsatz in bzw. unter einer Presse bestimmten Stufenwerkzeugs;
- Fig. 5
- in Einzeldarstellung und in Seitenansicht eine Klippmutter;
- Fig. 6 und 7
- jeweils in vereinfachter Teildarstellung weitere Ausführungsformen des erfindungsgemäßen Setzkopfes.
- Fig. 1
- in a simplified representation of a setting head for applying or pushing clip nuts on workpieces;
- FIGS. 2 and 3
- in a simplified representation in longitudinal section and in plan view of the front end of the setting head of Figure 1;
- Fig. 4
- a schematic representation of a setting head on a transfer bar of a particular intended for use in or under a press stage tool;
- Fig. 5
- in detail and in side view a clip nut;
- 6 and 7
- in each case in a simplified partial representation of further embodiments of the setting head according to the invention.
In den Figuren sind 1 sogenannte Klippmuttern, die im Wesentlichen aus einem aus Federstahlblech gefertigten Klipp 2 und einem hülsenartigen Muttergewindestück 3 mit Innengewinde an diesem Klipp bestehen. Der bügelförmige Klipp 2 bildet zwei Schenkelabschnitte 4 und 5, die über einen Jochabschnitt 6 miteinander verbunden sind und von denen der Schenkelabschnitt 4 plan oder im Wesentlichen plan ausgebildet ist. Der Schenkelabschnitt 5 ist an seinem freien Ende bei 5.1 zur Vereinfachung der Montage abgewinkelt. Weiterhin bildet der Schenkel 5 einen Abschnitt 5.2, der im Bereich der Abwinklung 5.1 mit dem übrigen Schenkel 5 in Verbindung steht, sich parallel oder im Wesentlichen parallel zum Schenkel 4 in Richtung zum Jochabschnitt 6 erstreckt. An dem Abschnitt 5.2 ist das Muttergewindestück 3 vorgesehen bzw. angeformt. Im Schenkel 4 ist achsgleich mit der Achse des Muttergewindestücks 3 eine Öffnung für den Durchtritt einer in das Muttergewindestück 3 eingreifenden, aber nicht dargestellten Schraube vorgesehen.In the figures, 1 so-called clip nuts, which consist essentially of a made of spring
Der Schenkelabschnitt 5.1 und das diesem Abschnitt gegenüberliegende freie Ende 4.1 des Schenkels 4 bilden das vordere Ende 1.1 der Klippmutter 1. Das rückwärtige Ende 1.2 der Klippmutter 1 ist von dem die beiden Schenkelabschnitte 4 und 5 verbindenden Jochabschnitt 6 gebildet.The leg portion 5.1 and this section opposite free end 4.1 of the leg 4 form the front end 1.1 of the
Mit 8 ist in den Figuren ein aus einem Flachmaterial, beispielsweise Metall- oder Stahlblech hergestelltes Werkstück bezeichnet, an dessen Randbereich eine oder mehrere Klippmuttern 1 montiert werden, und zwar derart, dass sich jede Klippmutter 1 im Bereich einer im Werkstück 8 vorgesehenen Öffnung 9 befindet. Das Montieren der Klippmuttern 1 erfolgt durch Aufschieben unter Verwendung des Setzkopfes 10.8 designates in the figures a workpiece made of a flat material, for example metal or steel sheet, on whose edge region one or
Der Setzkopf 10 bildet in einem Gehäuse 11 einen Kanal 12 für die Klippmuttern 1. Der rechteckförmige bzw. quadratische Querschnitt dieses Kanals ist an die Form der Klippmuttern 1 derart angepasst, dass die Klippmuttern 1 in dem Kanal 12 jeweils eine vorgegebene Orientierung aufweisen, und zwar derart, dass die Klippmuttern 1 mit ihrem vorderen Ende 1.1 jeweils in einer Förderrichtung A orientiert sind, in der diese Muttern durch den Kanal 12 bewegt werden. Weiterhin sind die Klippmuttern 1 im Kanal 12 so angeordnet, dass sie mit ihrem Schenkel 4 auf der Unterseite 12.1 des Kanals aufliegen bzw. auf der von dieser Unterseite gebildeten Führungsfläche 12.1 gleitend in Förderrichtung A durch den Kanal 12 bewegt werden.The setting
Der Kanal 12 endet an der in den Figuren links dargestellten Setzkopfvorderseite 10.1 bzw. an einer dortigen Abgabe- oder Montageöffnung 13 und geht an dem rückwärtigen Ende 10.2 des Setzkopfes 10 in einen Versorgungskanal über, der in einem flexiblen Schlauch 14 ausgebildet ist, welcher den Setzkopf 10 mit einer nicht dargestellten Versorgungseinheit für die Klippmutter 1 verbindet.The
Im Bereich der Setzkopfvorderseite 10.1 bzw. im Bereich der dortigen Montage- oder Abgabeöffnung 13 ist der Kanal 12 nicht nur an seinem stirnseitigen Ende, sondern auch radial bzw. zur Unterseite hin offen, wie dies in den Figuren 2 und 3 mit den Abschnitten 13.1 und 13.2 der Abgabeöffnung 13 bezeichnet ist. Beidseitig von dem den Kanal 12 zur Unterseite öffnenden Abschnitt 13.2 der Abgabeöffnung 13 bildet der Setzkopf 10 jeweils eine Anlagefläche 15. Jeder Anlagefläche 15 liegt ein beispielsweise pneumatisch betätigbares Einspannelement 16 gegenüber, sodass bei der Montage der jeweiligen Klippmutter 1 das Werkstück 8 mit seinem Randbereich zwischen den Anlageflächen 15 und den zugehörigen Einspannelementen 16 aufgenommen und eingespannt ist. Die beiden Anlageflächen 15 sind hierbei so ausgebildet, dass die diesen Anlagenflächen abgewandte Seite des Werkstückes 8 in einer Ebene liegt, die von der Ebene der Führungsfläche 12.1 des Kanals 12 beabstandet ist, und zwar um ein Maß, welches gleich oder etwas größer ist als die Materialstärke des Schenkels 4, so dass die jeweilige Klippmutter 1 mit dem Schenkel 4 auf die Unterseite des Werkstücks 8 aufgeschoben werden kann.In the region of the setting head front side 10.1 or in the region of the assembly or discharge
An einer der Abgabe- oder Montageöffnung 13 in Transportrichtung A vorausgehenden und im Kanal 12 gebildeten Bereitstellungsposition 17 ist ein Vorschubelement vorgesehen, und zwar bei der dargestellten Ausführungsform in Form einer Schwinge 18, die durch einen Antrieb, nämlich bei der dargestellten Ausführungsform durch einen Pneumatikzylinder 19 und mit einer Steueranordnung, nämlich bei der dargestellten Ausführungsform mit einer Kurbelsteuerung 20 derart bewegbar ist, dass bei jedem vollen Arbeitshub des Pneumatikzylinders 19 die zunächst in einer Ausgangsstellung außerhalb des Kanals 12 befindliche Vorschubschwinge 18 mit ihrem Schwingenkopf 18.1 durch eine Öffnung 21 in der Fläche 12.1 in den Kanal 12 eintritt, sich Schwingenkopf 18.1 dann in einem Arbeitshub im Kanal 12 in Förderrichtung A bewegt und dabei die jeweilige in der Bereitstellungsposition 17 befindliche Klippmutter 1 mitführt und auf das am Setzkopf 10 bzw. an der dortigen Montageöffnung 13 fixierte Werkstück 8 aufschiebt. Nach diesen Arbeitshub bewegt sich der Schwingenkopf 18.1 durch die Öffnung 21 wieder aus dem Kanal 12 heraus und kehrt außerhalb des Kanals 12 in einem Rückhub an die Ausgangsstellung zurück.At one of the discharge or mounting
Der Bereitstellungsposition 17 in Förderrichtung A vorausgehend ist im Kanal 12 eine Schleuse oder Wechselsperre 22 gebildet, die nach jedem Arbeitshub des Pneumatikzylinders 19 bzw. nach jedem Aufschieben einer Klippmutter 1 oder aber noch während dieses Aufschiebens für den Vorschub oder das Vorbewegen einer weiteren Klippmutter 1 an die Bereitstellungsposition 17 öffnet und eventuell weitere, über den Versorgungsschlauch 14 in den Kanal 12 bereits geförderte bzw. dort magazinartig vorgesehene bzw. magazinierte Klippmutter 1 zurückhält. Die Wechselsperre 22 ist bei der dargestellten Ausführungsform von zwei Stößeln 23 und 24 gebildet, die um die Länge einer Klippmutter 1 in Transportrichtung A, d.h. in Achsrichtung des Kanals 12 voneinander beabstandet sind, und synchron mit der Bewegung der Vorschubklinke 18 gegenläufig bewegt werden, und zwar derart, dass immer dann, wenn ein Stößel 23 bzw. 24 radial aus dem Kanal 12 herausbewegt wird und damit den Kanal freigibt, der andere Stößel 24 bzw. 23 in den Kanal 12 hineinbewegt ist und damit den Kanal 12 sperrt. Um die gegenläufige Bewegung der Stößel 23 und 24 zu erreichen, sind diese jeweils an einem Ende eines wippenartigen Hebels 25 angelenkt, der um eine Achse senkrecht zur Längserstreckung des Kanals 12 und senkrecht zu einer Ebene schwenkbar ist, in der die Achsen der Stößel 23 und 24 angeordnet sind. Die Wippe 25 bzw. ein an dieser Wippe vorgesehenes Führungselement wirkt mit einer Steuerkurve 26 zusammen, die an einem Schlitten 27 ausgebildet ist, welcher im Inneren des Gehäuses 11 in Richtung der Achse des Kanals 12 hin und her verschiebbar geführt ist, und zwar mittels Rollen 28 an einer Außenfläche eines den Kanal 12 bildenden Hohlprofils 29. Der Schlitten 27 ist weiterhin antriebsmäßig ebenfalls mit dem Pneumatikzylinder 19 verbunden.The
Zum Setzen einer Klippmutter 10 wird der Setzkopf mit seiner Abgabeöffnung 13 an dem betreffenden Randbereich des Werkstückes 8 durch Verspannen zwischen den Anlageflächen 15 und den Einspannelementen 16 fixiert. Eine Klippmutter 10 befindet sich bereits an der Bereitstellungsposition 17. Durch Aktivieren des Pneumatikzylinders 19 wird diese Klippmutter aus der Bereitsstellungsposition 17 auf das Werkstück 8 mit der Vorschubschwinge 18 bzw. dem Kopf 18.1 aufgeschoben. Nach dem Zurückbewegen der Vorschubschwinge 18 in ihre Ausgangsstellung oder aber bereits vorher gelangt eine weitere Klippmutter 10 von der Schleuse 22 an die Bereitstellungsposition 17. Die Vorschubbewegung der Klippmuttern 1 innerhalb des Kanals 12 erfolgt z.B. durch Förderluft. Während des Betriebes des Setzkopfes 10 werden über den Versorgungsschlauch 14 durch Einschießen, d.h. durch Förderluft ständig Klippmuttern 1 entweder einzeln oder als Pulk zugeführt, sodass sich eine genügend große Anzahl von Klippmutern 1 im Kanal vor der Schleuse 22 befinden.To set a
Durch nicht dargestellte Sensoren wird die Arbeitsweise des Setzkopfes 10 überwacht und insbesondere auch dahingehend, dass sich vor jedem Arbeitshub an der Bereitstellungsposition 17 eine Klippmutter 1 befindet. Die Sensorik überwacht und steuert dann auch das Versorgen des Setzkopfes 10 mit Klippmuttern 1 aus der Versorgungseinheit über den Versorgungsschlauch 14.By not shown sensors, the operation of the setting
Vorstehend wurde davon ausgegangen, dass die Klippmuttern 1 während des Betriebes des Setzkopfes 10 in diesem Setzkopf bzw. in der dortigen Führung 12 magaziniert werden, wobei durch die Wechselsperre 22 in jedem Arbeitshub nur jeweils die erste der magazinierten Klippmuttern 1 an die Bereitstellungsposition 17 weitergeleitet wird. Grundsätzlich besteht auch die Möglichkeit, die Klippmuttern 1 von der Versorgungseinheit jeweils einzeln und synchron mit dem Arbeitshub des Setzkopfes 10 direkt an die Bereitsstellungsposition 17 zu fördern bzw. einzuschießen, wobei dann auf die Schleuseneinheit oder Schleuse 22 verzichtet werden kann.It has been assumed above that the
Die Figur 4 zeigt in sehr schematischer Darstellung die mit 30 und 31 bezeichneten Transferbalken eines Stufenwerkzeugs. Am Transferbalken 31 ist ein Setzkopf 10 vorgesehen, an dem beispielsweise während des Transfers des Werkstückes 8 zwischen zwei Stufen des Werkzeugs und damit z.B. zur Reduzierung von Taktzeiten das Montieren der jeweiligen Klippmutter 1 erfolgt. Der Setzkopf 10 kann dabei auch die Funktion der an dem betreffenden Bereich des Transferbalkens vorgesehenen Einspann- bzw. Klemmvorrichtung für das Werkstück 8 übernehmen. Analog zur Figur 4 ist es weiterhin möglich, Setzköpfe 10 an sogenannten Abhebebalken von Folgewerkzeugen vorzusehen, um in die mit einem solchen Werkzeug hergestellten Bauteile 8 ebenfalls Klippmuttern 1 einzubringen.FIG. 4 shows, in a very schematic representation, the transfer bars, designated 30 and 31, of a stepping tool. On the
Die Figur 6 zeigt in vereinfachter Darstellung das vordere Ende 10a.1 eines Setzkopfes 10a, der sich von dem Setzkopf 10 grundsätzlich nur dadurch unterscheidet, dass anstelle eines, die jeweilige Klippmutter aus der Bereitstellungsposition 17a auf das Werkstück 8 aufschiebenden Vorschubelementes ein Anlage- oder Abstützelement 32 vorgesehen ist, gegen welches die in der Bereitstellungsposition 17a befindliche Klippmutter 1 mit ihrem rückwärtigen Ende 1.2 beim Aufschieben auf das Werkstück 8 anliegt. Das Aufschieben der Klippmutter 1 erfolgt dabei durch eine Relativbewegung zwischen dem Werkstück 8 und dem Setzkopf 10, beispielsweise durch eine entsprechende Vorschubbewegung des Setzkopfes 10a in der Weise, dass dabei das Werkstück 8 mit seinem Randbereich auf die Klippmutter 1 aufgeschoben wird. Das Anlageelement 32 ist Bestandteil eines Hebels 33, der durch einen Antrieb synchron mit der Zuführung der Klippmuttern 1 bzw. synchron mit der auch bei dieser Ausführungsform in Zuführrichtung (Pfeil A) der Klippmuttern 1 vor der Bereitstellungsposition 17a vorgesehen Schleuse oder Wechselsperre 22 (Figur 1) derart geschwenkt wird (Doppelpfeil B), dass sich beim Zuführen einer Klippmutter an die Bereitstellungsposition das Anlageelement 32 außerhalb des Kanals 12a befindet. Durch gesteuerte Klinkenmittel 34 wird die jeweilige, an die Bereitstellungsposition 17a durch Förderluft geförderte Klippmutter 1 an dieser Position gestoppt. Grundsätzlich besteht auch die Möglichkeit, zum Aufschieben der jeweiligen Klippmutter 1 das Werkstück 8 relativ zum Setzkopf 1 zu bewegen bzw. zuzustellen. Diese Ausbildung kann insbesondere auch dann zweckmäßig sein, wenn an einem Werkstück 8 mit mehreren Setzköpfen 10 gleichzeitig mehrere Klippmuttern 1 montiert werden sollen. Weiterhin besteht aber auch die Möglichkeit, für das Aufschieben der jeweiligen Klippmutter 1 sowohl das Werkstück 8 als auch den Setzkopf 10 zu bewegen bzw. zuzustellen.6 shows a simplified representation of the front end 10a.1 of a setting head 10a, which basically differs from the setting
Die Figur 7 zeigt in sehr vereinfachter schematischer Darstellung als weitere Ausführungsform einen Setzkopf 10b, der sich von dem Setzkopf 10a dadurch unterscheidet, dass der Setzkopf 10b zweigeteilt ausgeführt ist, und zwar bestehend aus aus einem vorderen Teil 35, der die Vorderseite 10b.1 und die Bereitstellungsposition 17b.1 bildet, sowie aus einem rückwärtigen 36, der auch die Schleuse oder Wechselsperre 22 aufweist. Das vordere Teil 35 ist an einer beidseitig an dem rückwärtigen Teil befestigten Führung 37 durch einen nicht dargestellten Antrieb verschiebbar geführt, und zwar entsprechend dem Doppelpfeil C in einer Achsrichtung senkrecht zur Förderrichtung A aus einer Ladeposition, in der das vordere Teil 35 die Fortsetzung des rückwärtigen Teils 36 bildet, in eine Arbeitsposition, die in der Figur 7 mit unterbrochenen Linien angedeutet ist und in der das vordere Teil 35 von dem rückwärtigen Teil 36 beabstandet ist, d.h. sich seitlich oder oberhalb des rückwärtigen Teils 36 befindet. Die Arbeitsweise des Setzkopfes 10b ist wiederum im Wesentlichen so, dass in der Ladeposition des Teils 35 in die dortige Bereitstellungsposition 17b jeweils eine Klippmutter 1 eingebracht wird. Anschließend wird das Teil 35 in die in der Figur 7 mit unterbrochenen Linien angedeutete Arbeitsposition bewegt, in der die Führung 37 eine Abstützung für das rückwärtige Ende 1.2 der jeweiligen Klippmutter 1 bildet, sodass diese dann wiederum durch Relativbewegung zwischen dem Werkstück 8 und dem Setzkopf 10b auf das Werkstück aufgeschoben werden kann.7 shows, in a very simplified schematic representation as a further embodiment, a setting head 10b, which differs from the setting head 10a in that the setting head 10b is designed in two parts, consisting of a
Der Setzkopf 10b bietet den Vorteil, dass dessen wirksame Länge in der Arbeitsposition lediglich von der axialen Länge des relativ kurzen Teils 35 bestimmt ist, sodass mit dem Setzkopf 10b auch das Aufschieben von Klippmuttern 1 nicht nur am Randbereich eines Werkstückes 8, sondern beispielsweise auch auf den Randbereich, beispielsweise den geschlossenen Randbereich einer innerhalb des Werkstückes 8 gebildeten Ausnehmung möglich ist.The setting head 10b has the advantage that its effective length in the working position is determined only by the axial length of the relatively
Die Erfindung wurde voranstehend an Ausführungsbeispielen beschrieben. Es versteht sich, dass weitere Änderungen sowie Abwandlungen möglich sind, ohne dass dadurch der der Erfindung zugrunde liegende Erfindungsgedanke verlassen wird.The invention has been described above by means of exemplary embodiments. It is understood that further changes and modifications are possible without thereby departing from the inventive concept underlying the invention.
So ist es beispielsweise möglich, ein zum Aufschieben der jeweiligen Klippmutter 1 aus der Bereitstel lungsposition 17 auf das Werkstück 8 verwendetes Vorschub- oder Aufschubelement so auszubilden, dass es mit seinem mit den Klippmuttern 1 beim Aufschieben zusammenwirkenden Abschnitt oder Kopf ständig in den Kanal 12 hineinreicht, den sich in Transportrichtung A an die Bereitstellungsposition 17 bewegenden Klippmuttern 1 aber beispielsweise federnd ausweicht. Weiterhin besteh auch die Möglichkeit, die Wechselsperre 22 nicht mechanisch, sondern auf andere Weise, beispielsweise pneumatisch zu realisieren. Hierbei besteht insbesondere auch die Möglichkeit, das Vorschubelement so auszubilden, dass es durch die Förderluft für das Passieren der jeweiligen Klippmutter 1 aus dem Kanal 12 herausbewegt wird.It is thus possible, for example, for the insertion of the
Vorstehend wurde davon ausgegangen, dass das Festklemmen des Setzkopfes 10 am Werkstück 8 bzw. umgekehrt des Werkstückes 8 am Setzkopf 10 durch Verspannen zwischen den Anlageflächen 15 und den pneumatischen, beispielsweise von jeweils wenigstens einer Membran gebildeten Einspannelementen 16 erfolgt. Grundsätzlich besteht auch die Möglichkeit, diese Einspannelemente mechanisch auszubilden.It has been assumed above that the clamping of the setting
- 11
- Klippmutterclip nut
- 1.11.1
-
vorderes Ende der Klippmutter 1Front end of the
clip nut 1 - 1.21.2
-
rückwärtiges Ende der Klippmutter 1rear end of the
clip nut 1 - 22
- Bügel oder KlippStrap or clip
- 33
- MuttergewindestückMother threaded piece
- 4, 54, 5
- Schenkelleg
- 4.14.1
- Schenkelendeleg end
- 5.15.1
- Schenkelabschnittleg portion
- 5.25.2
-
aus dem Material des Schenkels 5 erzeugte Laschemade of the material of the
leg 5 tab - 66
- Jochabschnittyoke
- 77
- Öffnung im Schenkel 4Opening in the leg 4
- 88th
- Werkstückworkpiece
- 99
- Öffnung im WerkstückOpening in the workpiece
- 10, 10a, 10b10, 10a, 10b
- Setzkopfsetting head
- 10.1, 10a.1, 10b.110.1, 10a.1, 10b.1
-
vorderes Ende des Setzkopfes 10front end of the setting
head 10 - 10.210.2
-
rückwärtiges Ende des Setzkopfes 10rearward end of the setting
head 10 - 1111
- Gehäusecasing
- 1212
- Kanalchannel
- 12.112.1
-
Führungsfläche oder Boden des Kanals 12Guide surface or bottom of the
channel 12 - 1313
- Abgabe- oder MontageöffnungDispensing or mounting opening
- 13.1, 13.213.1, 13.2
- Abschnitt der AbgabeöffnungSection of the delivery opening
- 1414
- Versorgungsschlauchsupply hose
- 1515
-
Anlagefläche für Werkstück 8Contact surface for
workpiece 8 - 1616
- Einspannelementclamping
- 17, 17a, 17b17, 17a, 17b
- BereitstellungspositionReady position
- 1818
- Vorschubelement oder SchwingeFeed element or rocker
- 18.118.1
- Schwingenkopfswing head
- 1919
- Pneumatikzylinderpneumatic cylinder
- 2020
- Kurbelsteuerungcrank control
- 2121
- Öffnungopening
- 2222
- Schleuse oder WechselsperreLock or exchange lock
- 23, 2423, 24
- Stößeltappet
- 2525
- Wippeseesaw
- 2626
- Steuerkurvecam
- 2727
- Schlittencarriage
- 2828
- Führungsrollenguide rollers
- 2929
- Hohlprofilhollow profile
- 30, 3130, 31
- Transferbalken eines StufenwerkzeugsTransfer bar of a step tool
- 3232
- Anlage- oder AbstützelementInvestment or support element
- 3333
- Hebellever
- 3434
- Klinkepawl
- 35, 3635, 36
- Teil des Setzkopfes 10bPart of the setting head 10b
- 3737
- Führungguide
- AA
- Förderrichtungconveying direction
- BB
- Schwenkbewegungpivotal movement
- CC
- Verschiebebewegungdisplacement movement
Claims (16)
gekennzeichnet
durch wenigstens einem im Setzkopf (10, 10a, 10b) ausgebildeten Kanal (12), der an einem vorderen Ende (10.1, 10a.1, 10b.1) des Setzkopfes (10, 10a, 10b) in eine Abgabe- oder Montageöffnung (13) mündet, mit der der Setzkopf (10, 10a, 10b) zum Setzen der Klippmuttern (1) an Werkstücken (8) positionierbar ist,
durch eine in einer Transportrichtung (A) der Klippmuttern (1) innerhalb des Kanals vor der Abgabeöffnung (13) gebildete Bereitstellungsposition (17, 17a, 17b) für wenigstens eine Klippmuttern (1), sowie
durch Mittel (14) zum Zuführen der Klippmuttern (1) von einer äußeren Versorgungseinheit in den wenigstens einen Kanal (12).Setting head for mounting or setting of clip nuts (1) on workpieces (8) by lateral sliding by relative movement between the Werkstüch and the respective clip nut (1) and / or the setting head (10, 10a, 10b),
marked
by at least one channel (12) formed in the setting head (10, 10a, 10b), which at a front end (10.1, 10a.1, 10b.1) of the setting head (10, 10a, 10b) into a dispensing or assembly opening ( 13) opens, with which the setting head (10, 10 a, 10 b) for setting the clip nuts (1) on workpieces (8) can be positioned,
by a provision position (17, 17a, 17b) formed in a transport direction (A) of the clip nuts (1) within the channel in front of the delivery opening (13) for at least one clip nut (1), as well as
by means (14) for feeding the clip nuts (1) from an external supply unit into the at least one channel (12).
wobei beispielsweise seitlich des weiteren Öffnungsabschnittes (13.2) für das Werkstück (8) wenigstens eine Anlagefläche (15) gebildet ist, die z.B. in einer Ebene parallel oder annähernd parallel zu derjenigen Achse liegt, die der Kanal (12) zumindest am Übergang zur Abgabeöffnung (10, 10a, 10b) aufweist.Setting head according to one of the preceding claims, characterized in that the dispensing or mounting opening (13) of two opening portions (13.1, 13.2) is formed, of which an opening portion an end-side or axial opening and a further opening portion (13.2) has a lateral or radial Opening the channel (12) are
wherein, for example, laterally of the further opening section (13.2) for the workpiece (8) at least one abutment surface (15) is formed, which lies for example in a plane parallel or approximately parallel to the axis which the channel (12) at least at the transition to the discharge opening ( 10, 10a, 10b).
wobei beispielsweise die wenigstens eine Werkstückanlagefläche (15) in einer Ebene liegt, die gegenüber der im Kanal (12) gebildeten Anlagefläche (12.1) um ein Maß versetzt ist, welche wenigstens gleich der Materialstärke des Bauteils (8) ist.Setting head according to one of the preceding claims, characterized in that the channel (11) forms a channel or longitudinal direction extending guide or contact surface (12.1) for the clip nuts (1), and that the at least one workpiece abutment surface (15) lies in a plane, which is offset from the contact surface (12.1),
wherein, for example, the at least one workpiece abutment surface (15) lies in a plane which is offset from the abutment surface (12.1) formed in the channel (12) by an amount which is at least equal to the material thickness of the component (8).
wobei beispielsweise das wenigstens eine Vorschubelement (18) mit seinem mit den Klippmuttern (1) zusammenwirkenden Abschnitt (18.1) ständig in den Kanal (12) hineinreicht.Setting head according to one of the preceding claims, characterized in that the advancing element (18) is designed at least at its section (18.1) cooperating with the clip nuts (1) or into the channel (12) in such a way that clip nuts (1 ) evades, for example evades springy,
wherein, for example, the at least one feed element (18) with its with the clip nuts (1) cooperating portion (18.1) extends continuously into the channel (12).
wobei die Wechselsperre (22) beispielsweise mechanisch zwangsgesteuert oder pneumatisch gesteuert ausgebildet ist.Setting head according to one of the preceding claims, characterized by a lock device or exchange lock (22) formed in the channel (12) in the direction of movement of the clip nuts (1) in front of the provision position (17, 17a, 17b),
wherein the change lock (22), for example, mechanically positively controlled or pneumatically controlled.
durch eine äußere Versorgungseinheit zum unmittelbaren Einbringen jeweils wenigstens einer Klippmutter (1) an die Bereitstellungsposition (17, 17a, 17b) vor jedem Arbeitshub des wenigstens einen Vorschubelementes (18), und/oder
durch eine äußere Versorgungseinheit zur Aufrechterhaltung jeweils eines mehrere Klippmuttern (1) bildenden Vorrats im Setzkopf (10, 10a, 10b).Setting head according to one of the preceding claims, characterized
by an external supply unit for directly introducing in each case at least one clip nut (1) to the provision position (17, 17a, 17b) before each working stroke of the at least one advancing element (18), and / or
by an external supply unit for maintaining a respective plurality of clip nuts (1) forming supply in the setting head (10, 10a, 10b).
wobei beispielsweise das Einspannelement (16) pneumatisch oder mechanisch betätigbar ist.Setting head according to one of the preceding claims, characterized in that the at least one workpiece abutment surface (15) opposite at least one clamping element (16) for clamping the workpiece (8) between the contact surface and clamping element (16) is provided
wherein, for example, the clamping element (16) is pneumatically or mechanically actuated.
wobei beispielsweise das Anlage- oder Abstützelement (32) so ausgebildet ist, dass es ein Bewegen der jeweiligen Klippmutter in die Bereitstellungsposition (10a) ermöglicht, beim Montieren bzw. Setzen der Klippmutter aber ein Ausweichen dieser Mutter verhindert, und/oder
wobei beispielsweise das Anlage- bzw. Abstützelement (32) beweglich, beispielsweise durch einen gesteuerten Antrieb oder durch Federmittel beweglich vorgesehen ist.Setting head according to one of the preceding claims, characterized by at least one abutment or support element (32) for supporting the clip nuts (1) at the provision position (17a) during mounting or setting on the workpiece (8),
wherein, for example, the abutment or support element (32) is designed such that it allows the respective clip nut to move into the ready position (10a), but prevents the nut from evading when mounting or setting the clip nut, and / or
wherein, for example, the bearing or support element (32) is movably provided, for example by a controlled drive or by spring means movable.
Setzkopfes (10b) beabstandet ist,
wobei beispielsweise das Setzkopfteil (35) zumindest in einer Achsrichtung senkrecht zur Längserstreckung des Kanals (12) zum Zuführen der Klippmuttern (1) beweglich ist.Setting head according to one of the preceding claims, characterized in that the front end (10b.1) of the setting head (10b) with the provision there position (17b) is provided on a setting head part (35), which from a loading position in which the channel ( 12) for feeding the clip nuts (1) into the ready position (17b) opens, is movable to a working position in which the setting head part (35) with the provision position (17b) of which the channel (12) for feeding the clip nuts (1) having remaining part (36) of the
Setting head (10b) is spaced,
wherein, for example, the setting head part (35) is movable at least in an axial direction perpendicular to the longitudinal extent of the channel (12) for feeding the clip nuts (1).
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102006051182 | 2006-10-29 | ||
| DE102007022976 | 2007-05-15 | ||
| DE102007032953A DE102007032953A1 (en) | 2006-10-29 | 2007-07-14 | setting head |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1916065A1 true EP1916065A1 (en) | 2008-04-30 |
| EP1916065B1 EP1916065B1 (en) | 2011-07-13 |
Family
ID=38917824
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP07020372A Not-in-force EP1916065B1 (en) | 2006-10-29 | 2007-10-18 | Support head |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US7966719B2 (en) |
| EP (1) | EP1916065B1 (en) |
| CA (1) | CA2608649C (en) |
| DE (1) | DE102007032953A1 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR3002089A1 (en) * | 2013-02-13 | 2014-08-15 | Sam Outil | Device for installing electric connection staple of earthing to connect frame of solar panel to ground, has installation head with mobile bit connected to pneumatic jack so as to tow mobile bit in direction of fixed bit |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8006374B1 (en) * | 2008-06-24 | 2011-08-30 | Zangari Salvator G | Paperclip fastening apparatus |
| CN117465973B (en) * | 2023-12-27 | 2024-03-15 | 常州长盛机械有限公司 | Conveying equipment for cutting and forming metal cross beam for excavator |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3702494A (en) | 1971-05-06 | 1972-11-14 | Microdt Inc | Fastener applying tool |
| EP0157295A2 (en) * | 1984-04-03 | 1985-10-09 | Springfix Befestigungstechnik Gmbh | Inserting device for axial security rings |
| US4625380A (en) | 1985-03-12 | 1986-12-02 | Everhard Paul R | Clip insert tool |
| EP0224746A1 (en) | 1985-12-04 | 1987-06-10 | Firma A. Raymond | Clamp-like sheet metal nut |
| EP0390062A2 (en) * | 1989-03-31 | 1990-10-03 | A. Raymond GmbH & Co. KG | Clamp shaped sheet metal nut for automatic assembly |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3971116A (en) * | 1975-05-05 | 1976-07-27 | Multifastener Corporation | Fastener installation head |
| US4242793A (en) * | 1979-05-25 | 1981-01-06 | Multifastener Corporation | Nut guide for installation head |
| DE20101062U1 (en) * | 2001-01-19 | 2001-06-28 | Schmidt, Heiko, Dipl.-Ing., 93047 Regensburg | Device for introducing functional parts, in particular connecting elements in components, and supply unit for such a device |
| US6578258B1 (en) * | 2002-05-24 | 2003-06-17 | Whitesell Of Michigan Inc. | Pierce nut installation head |
-
2007
- 2007-07-14 DE DE102007032953A patent/DE102007032953A1/en not_active Ceased
- 2007-10-18 EP EP07020372A patent/EP1916065B1/en not_active Not-in-force
- 2007-10-26 CA CA2608649A patent/CA2608649C/en not_active Expired - Fee Related
- 2007-10-29 US US11/976,915 patent/US7966719B2/en not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3702494A (en) | 1971-05-06 | 1972-11-14 | Microdt Inc | Fastener applying tool |
| EP0157295A2 (en) * | 1984-04-03 | 1985-10-09 | Springfix Befestigungstechnik Gmbh | Inserting device for axial security rings |
| US4625380A (en) | 1985-03-12 | 1986-12-02 | Everhard Paul R | Clip insert tool |
| EP0224746A1 (en) | 1985-12-04 | 1987-06-10 | Firma A. Raymond | Clamp-like sheet metal nut |
| EP0390062A2 (en) * | 1989-03-31 | 1990-10-03 | A. Raymond GmbH & Co. KG | Clamp shaped sheet metal nut for automatic assembly |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR3002089A1 (en) * | 2013-02-13 | 2014-08-15 | Sam Outil | Device for installing electric connection staple of earthing to connect frame of solar panel to ground, has installation head with mobile bit connected to pneumatic jack so as to tow mobile bit in direction of fixed bit |
Also Published As
| Publication number | Publication date |
|---|---|
| US20080127483A1 (en) | 2008-06-05 |
| US7966719B2 (en) | 2011-06-28 |
| CA2608649C (en) | 2011-01-04 |
| DE102007032953A1 (en) | 2008-04-30 |
| CA2608649A1 (en) | 2008-04-29 |
| EP1916065B1 (en) | 2011-07-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3242760B1 (en) | Device and method for setting a connecting element on a workpiece | |
| DE102014220194A1 (en) | feed | |
| DE4415973C2 (en) | Device for use in a press for feeding connecting elements and for fastening them in workpieces by pressing | |
| EP1916065B1 (en) | Support head | |
| DE3004549A1 (en) | DEVICE FOR THE DISCONTINUOUS, STEP-BY-STEP DELIVERY OF ONE OR MORE LONG-TERM WORKPIECES TO ONE OR MULTIPLE MACHINING MACHINES | |
| DE60118296T2 (en) | Gesimsbiegemaschine with pneumatic control system for quick clamping of Gesimsbiegewerkzeugen | |
| DE29902398U1 (en) | Device for introducing connecting elements into workpieces | |
| DE4422708B4 (en) | Device for use in a press for feeding connecting elements and fastening them in workpieces by pressing | |
| DE69513464T2 (en) | Device for fastening self-punching nuts on a sheet | |
| DE10359879B4 (en) | Hydraulic processing tongs | |
| EP1984132B1 (en) | Hydraulic processing pincers | |
| DE10213850C1 (en) | Device for ejecting workpieces from single- or multi-stage presses comprises an ejector pin pivoting on a support part which travels on a pressing frame perpendicularly to the longitudinal axis of the pin | |
| DE10208935A1 (en) | Connecting element insertion device has compressed air jet as feed device in loading channel | |
| EP0725702A1 (en) | Device for use in a press to feed connecting components and secure them in workpieces by pressing | |
| DE2443376A1 (en) | Framework press for production of e.g. doors - has press corners with contacting surfaces moving towards and then along the article to be pressed | |
| DE4340642A1 (en) | Press-fitting fasteners in workpiece | |
| EP0407658B1 (en) | Clamping and compressing or hammering device for temporarily clamping workpieces, such as pieces of wire, for the purpose of processing same. | |
| DE10007255A1 (en) | Work piece ejector for single/multistage press e.g. screws, rivets, etc. has ejector peg charged by pivoted ejector lever | |
| DE4343154C2 (en) | Device for use in a press for feeding connecting elements and fastening them in workpieces by pressing | |
| DE3020545A1 (en) | DEVICE FOR INSERTING HOLES IN A COMPONENT | |
| EP1784279B1 (en) | System for placing or mounting of nuts into workpieces by welding | |
| DE19756469A1 (en) | Punch press for stamping work pieces | |
| DE10208720B4 (en) | Stamp-side ejection device for workpieces in single or multi-stage presses | |
| DE2248950C3 (en) | Stapler | |
| DE102004002844B3 (en) | Press for processing pre-shaped components has dine drive with pressing plate guided into press, on which press die is mounted |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK RS |
|
| 17P | Request for examination filed |
Effective date: 20081001 |
|
| 17Q | First examination report despatched |
Effective date: 20081110 |
|
| AKX | Designation fees paid |
Designated state(s): DE ES FR IT |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE ES FR IT |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502007007645 Country of ref document: DE Effective date: 20110908 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2369726 Country of ref document: ES Kind code of ref document: T3 Effective date: 20111205 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20120416 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502007007645 Country of ref document: DE Effective date: 20120416 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20191030 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20191028 Year of fee payment: 13 Ref country code: IT Payment date: 20191028 Year of fee payment: 13 Ref country code: ES Payment date: 20191122 Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502007007645 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210501 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201018 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20220128 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201019 |