EP1911065B1 - Outer bulb electric lamp - Google Patents
Outer bulb electric lamp Download PDFInfo
- Publication number
- EP1911065B1 EP1911065B1 EP06762862.8A EP06762862A EP1911065B1 EP 1911065 B1 EP1911065 B1 EP 1911065B1 EP 06762862 A EP06762862 A EP 06762862A EP 1911065 B1 EP1911065 B1 EP 1911065B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- outer bulb
- electrical lamp
- narrowed
- neck
- parts
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
- 238000007789 sealing Methods 0.000 claims description 38
- 239000011521 glass Substances 0.000 claims description 22
- 239000011324 bead Substances 0.000 claims description 14
- 238000000034 method Methods 0.000 claims description 13
- 239000011888 foil Substances 0.000 claims description 9
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 claims description 8
- 239000007789 gas Substances 0.000 claims description 5
- 238000005096 rolling process Methods 0.000 claims description 5
- 229910052786 argon Inorganic materials 0.000 claims description 4
- 230000004323 axial length Effects 0.000 claims description 4
- 238000010438 heat treatment Methods 0.000 claims description 4
- 239000002243 precursor Substances 0.000 claims description 4
- 238000007664 blowing Methods 0.000 claims description 3
- 238000001816 cooling Methods 0.000 claims description 3
- 239000011261 inert gas Substances 0.000 claims description 2
- 238000007493 shaping process Methods 0.000 claims 2
- 238000004519 manufacturing process Methods 0.000 description 11
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 7
- 244000089486 Phragmites australis subsp australis Species 0.000 description 6
- 229910001507 metal halide Inorganic materials 0.000 description 6
- 150000005309 metal halides Chemical class 0.000 description 6
- 238000011049 filling Methods 0.000 description 5
- 230000003647 oxidation Effects 0.000 description 5
- 238000007254 oxidation reaction Methods 0.000 description 5
- TZCXTZWJZNENPQ-UHFFFAOYSA-L barium sulfate Chemical compound [Ba+2].[O-]S([O-])(=O)=O TZCXTZWJZNENPQ-UHFFFAOYSA-L 0.000 description 4
- 229910052736 halogen Inorganic materials 0.000 description 3
- 150000002367 halogens Chemical class 0.000 description 3
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 description 2
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 2
- 230000001419 dependent effect Effects 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 239000005350 fused silica glass Substances 0.000 description 2
- 230000004927 fusion Effects 0.000 description 2
- 238000007496 glass forming Methods 0.000 description 2
- 238000005304 joining Methods 0.000 description 2
- 229910052750 molybdenum Inorganic materials 0.000 description 2
- 239000011733 molybdenum Substances 0.000 description 2
- 239000001301 oxygen Substances 0.000 description 2
- 229910052760 oxygen Inorganic materials 0.000 description 2
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 2
- 230000002028 premature Effects 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- 208000034656 Contusions Diseases 0.000 description 1
- 210000001015 abdomen Anatomy 0.000 description 1
- 230000035508 accumulation Effects 0.000 description 1
- 238000009825 accumulation Methods 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 239000011651 chromium Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000002485 combustion reaction Methods 0.000 description 1
- 238000000605 extraction Methods 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000010309 melting process Methods 0.000 description 1
- QSHDDOUJBYECFT-UHFFFAOYSA-N mercury Chemical compound [Hg] QSHDDOUJBYECFT-UHFFFAOYSA-N 0.000 description 1
- 229910052753 mercury Inorganic materials 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229910052697 platinum Inorganic materials 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 238000005086 pumping Methods 0.000 description 1
Images


Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J61/00—Gas-discharge or vapour-discharge lamps
- H01J61/02—Details
- H01J61/30—Vessels; Containers
- H01J61/34—Double-wall vessels or containers
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J61/00—Gas-discharge or vapour-discharge lamps
- H01J61/02—Details
- H01J61/36—Seals between parts of vessels; Seals for leading-in conductors; Leading-in conductors
- H01J61/366—Seals for leading-in conductors
- H01J61/368—Pinched seals or analogous seals
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J9/00—Apparatus or processes specially adapted for the manufacture, installation, removal, maintenance of electric discharge tubes, discharge lamps, or parts thereof; Recovery of material from discharge tubes or lamps
- H01J9/24—Manufacture or joining of vessels, leading-in conductors or bases
- H01J9/245—Manufacture or joining of vessels, leading-in conductors or bases specially adapted for gas discharge tubes or lamps
- H01J9/247—Manufacture or joining of vessels, leading-in conductors or bases specially adapted for gas discharge tubes or lamps specially adapted for gas-discharge lamps
Definitions
- the invention relates to an electric lamp with an outer bulb according to the preamble of claim 1.
- These are in particular metal halide lamps, high-pressure mercury discharge lamps, but also halogen lamps with outer bulb.
- the inner bulb of the lamp is sealed on two sides with sealing parts.
- a metal halide discharge lamp for automotive headlamps which has an inner piston and an outer bulb surrounding it, which is connected to the inner bulb via a glass bead.
- a disadvantage of these joining techniques is that the film in the sealing part of the inner piston is very heavily loaded with temperature, which can lead to premature failure of the lamp.
- the lamp according to the invention has a vacuum-sealed internal piston, in particular a discharge vessel, which defines a lamp axis, and to each other opposite ends is closed by sealing parts.
- the sealing part is a pinch or meltdown.
- the luminous means inside the lamp is a discharge arc between two electrodes or a luminous element. It is electrically connected to the leading to him internal power supply lines.
- the sealing part is provided in particular with an outwardly projecting extension, which is formed as a hollow tube.
- the thermal load should always be below about 350 ° C.
- Known measures to achieve this are, for example, sufficiently long Folienquetschungen or greatly enlarged surface of the sealing parts made of glass.
- An increase of the stated limit of 20 to 40 ° C can be achieved by an additional oxidation protection of the metallic components via coatings such as chromium or platinum.
- the invention describes a special geometric design.
- a gas-filled protective piston by tapering its usually tubular diameter at the ends so far over its length, so that the convection of hot technicallykolben spallgas over the length of the lateral sealing parts of the lamp is significantly hindered.
- the inventive taper of the ends of the outer bulb the temperature gradient increases from the inside to the outside, so that the ends also become colder. This effect is also transmitted to the metallic current-carrying components of the lateral sealing parts of the lamp.
- On the glass surfaces of the sealing parts better or faster temperature can be delivered to the colder mecanickolben spallgas and outer bulb glass. Thus, the temperature drops faster from the inside to the outside over the length of the sealing parts. This allows for lower temperatures at the end of the film or shorter film fusions / squeezes.
- the outer bulb (14) has two narrowed neck portions (13 ) has at its ends and is slipped over the inner piston, and wherein at least one neck part (13) is fixed to a connecting portion (12) at the end of the sealing part of the inner piston, characterized in that there is a terminal portion (Z) of the sealing part, in the distance (D) between the neck part and the sealing part is at most 4 mm, preferably at most 2.5 mm, wherein this distance (D) towards the inner piston is at least as far adhered to, that the narrowed portion of the neck portion of a portion (Y) of the film enclosing at least 20%, in particular at least 40%, of the axial length of the film encloses.
- the sealing parts are either fusions or bruises, which are H-shaped, preferably the longest dimensions are approximately square, in particular to 30% accurate.
- the connecting portion is formed by an annular bead on the sealing part.
- the distance between the neck parts, and sealing should be as small as possible, but it should be at least 0.1 mm, in particular at least 0.7 mm.
- an improved cooling effect is achieved in that the outer bulb is filled with a cooling-mediating gas, in particular more than 50% of an inert gas such as argon.
- the axial length of the narrowed region is at least 4 mm, in particular at least 6 mm.
- the diameter of the neck part in the narrowed area is either constant or smaller towards the outside.
- the total length of the necked neck portion should normally be at most 20 mm, preferably at most 12 mm.
- the constriction of a tubular glass body as a precursor of the outer bulb can be generated solely by Formroll- or Formblasvone after preheating.
- the shorter the neck part the easier this manufacturing process can be applied. In particular, this applies to lengths up to 6 or 10 mm.
- the necking of the tubular glass body as a precursor of the outer bulb is produced by roll forming or shape blowing processes after preheating combined with hot deformation by drawing out the already necked portions of the outer bulb.
- the production of such tapered areas is particularly material-saving.
- the tapering of the ends of the outer bulb should thereby, including the radii or bevels connecting the maximum and minimum radial spreads of the outer bulb, at least over a length of 2 mm and at most over the entire length closely surround the area with the vacuum-tight sealing parts of the lamp.
- the minimum inner diameter of the usually tubular outer bulb should be removed at its tapered portions not greater than 4 mm from the maximum outer diameter of the lateral sealing parts of the lamp. Also, the minimum inner diameter of the outer bulb may correspond to the maximum outer diameter of the sealing parts and may even be partially interconnected.
- the outer bulb geometry is designed similar to the geometry of the inner vessel, which basically means that the distance between the outer bulb and the extension parts of the discharge vessel, ie the areas with the vacuum-tight current feedthrough components, should be at most 4 mm.
- a particular problem is the cost-effective production of such an outer bulb shape.
- such an outer bulb can also be formed from a blank by glass forming processes. be brought out to the desired shape, which describes a particularly cost-effective embodiment.
- this technique is suitable for a relatively low power metal halide lamp of 35 to 250 watts.
- the taper of the outer bulb over a greater length can preferably be carried out in combination with a bead / bump attachment technique on the sealing part, in particular the extension part of a seal of the inner vessel.
- This technique of creating a bead is known per se, for example EP-A 588 602 or EP-A 465 083 such as DE 10 2004 056 452.3 ,
- Challenging is the production of the tapered ends of the outer bulb by glass forming over a greater length.
- a "normal" taper over a maximum of 55% of the diameter of the outer bulb can be made relatively easily by a multi-stage roll forming process with rotating glass.
- a typical example is a length of the tapered portion, defined here as neck length, of 2 to 12 mm with a typical diameter of about 22 mm of the outer bulb.
- Easier and less expensive is the production via a combined rolling and drawing process.
- the maximum possible length HTL of the neck portion that is made in about 50% of the outer diameter of the outer bulb with the known free rolling process.
- the actual final length of the neck portion is achieved in a further step by pulling in the region of the already rolled section. This has the additional advantage that any accumulations of material on the pre-rolled area can be pulled out again to uniform wall thicknesses.
- the outer bulb is advantageously a piston with central belly and terminally adjacent thereto, in particular attached or molded, pipe sections, which are referred to here as neck parts.
- a preferred embodiment provides for the inner vessel a tubular extension piece of the sealing part, on which a bead adjoins. It is especially applied or molded. As a result, the provision of a radially symmetrical bead is possible even with a non-radially symmetrical pinch.
- the bead can be produced from the sealing part, for example by upsetting, or placed on it as a separate bead. The breaking strength of the connection between outer bulb and bead increases, the more intimate the contact between the two.
- Both inner flask and outer flask made of quartz glass or hard glass are preferred.
- FIG. 1a shows the side view of a two-sided squeezed halogen bulb. It consists of an inner piston 1, in the middle part 4, a luminous body 2 is arranged axially.
- the ends 5 of the filament are embedded in their function as an internal power supply directly into the pinch 6, which acts as a seal, and there connected to a pinch film 7.
- the pinch 6 has the outside as an extension part, which can also serve as a base component, a tubular glass sleeve 11 which is integrally formed on the pinch.
- a base may be attached to one end of the sealing part, as known per se, wherein the base has an electrical contact element (not shown), which is electrically connected to a power supply leading to a light source, wherein the contact element in the tubular extension of Sealing part is housed.
- the distance D between the narrowed neck portion and the H-shaped pinch 6 is 1.5 mm.
- the distance D means the mean between the valley of the pinch on the broadside and the two peaks of H, see FIG. 1b .
- An H-shaped pinch has a large surface area and therefore cools the seal very well.
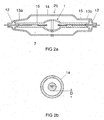
- FIG. 2a For example, a metal halide lamp 25 sealed by fuses 15 is shown.
- the one neck part 13a is designed to constrict to the outside, while the other neck part 13b has a constant diameter, but is made of a separate piece of pipe, which is attached to the outer bulb at the inwardly directed slope.
- the cold filling pressure in the outer bulb with argon filling is in particular 200 to 400 mbar.
- the production takes place in such a way that first the discharge vessel is formed as a preparation step, equipped with a feedthrough system and filled with a gas filling and then closed. These steps are known per se.
- a populated inner vessel 30 made of glass is provided, in particular a tube made of quartz glass, which defines an inner volume and which has two sealed ends 31, wherein in each case a current feed-through system 32 projects from the outside via the ends into the volume.
- This system is in particular an electrode system comprising at least one electrode, a foil and a power supply.
- the inner volume of the discharge vessel is filled with a gaseous filling, wherein the end 31 of the inner vessel is formed by a sealing member 34 which gas-tightly surrounds a central part of the current feed-through system, and an extension member with a bead 33 which contains an outer part of the current feedthrough system ,
- a second outer tube 35 of fused silica having a given maximum outer diameter larger in dimension than the discharge vessel and having two open ends, the dimension of the second tube 35 being such that the second tube is the inner volume of the second tube Discharge vessel and at least the sealing area and possibly a certain part of the extension part covered.
- a fourth step the forming of a first narrowed neck portion 36, at a first end of the second tube 35 over a length of typically 4 to 10 mm by means of a Formrollreaes.
- the area to be deformed is heated on the glass part and pushed with a rotating forming roller 37 inward so far that the neck portion 36 results in a reduced diameter.
- a fifth step the forming of a second narrowed neck portion at the second end 31 b by means of a second forming roller 39 is analogous to the fourth step, see FIG. 4 ,
- the described forming rollers are additionally combined with a withdrawal on the already preformed glass part by heating and subsequent axial pulling (arrow 40), so that the neck portion 36 is additionally extended; please refer FIG. 5 ,
- each can be purged with argon and possibly even a glovebox be used.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Vessels And Coating Films For Discharge Lamps (AREA)
- Manufacture Of Electron Tubes, Discharge Lamp Vessels, Lead-In Wires, And The Like (AREA)
Description
Die Erfindung betrifft eine Elektrische Lampe mit Außenkolben gemäß dem Oberbegriff des Anspruchs 1. Es handelt sich dabei insbesondere um Metallhalogenidlampen, Quecksilber-Hochdruckentladungslampen, aber auch Halogenglühlampen mit Außenkolben. Der Innenkolben der Lampe ist mit Abdichtungsteilen zweiseitig verschlossen.The invention relates to an electric lamp with an outer bulb according to the preamble of
Aus der
Aus der
Aus der
Nachteilig an diesen Verbindungstechniken ist, dass die Folie im Abdichtungsteil des Innenkolbens sehr stark temperaturbelastet ist, was zu einem vorzeitigen Ausfall der Lampe führen kann.A disadvantage of these joining techniques is that the film in the sealing part of the inner piston is very heavily loaded with temperature, which can lead to premature failure of the lamp.
Es ist Aufgabe der vorliegenden Erfindung, eine Lampe gemäß dem Oberbegriff des Anspruchs 1 bereitzustellen, die die Temperaturbelastung an den stromzuführenden metallischen Bauteilen, die sich in Kontakt mit sauerstoffhaltiger Atmosphäre befinden, möglichst gering hält..It is an object of the present invention to provide a lamp according to the preamble of
Diese Aufgabe wird durch die kennzeichnenden Merkmale des Anspruchs 1 gelöst. Besonders vorteilhafte Ausgestaltungen finden sich in den abhängigen Ansprüchen.This object is solved by the characterizing features of
Die erfindungsgemäße Lampe besitzt ein vakuumdicht abgeschlossenen Innenkolben, insbesondere ein Entladungsgefäß, das eine Lampenachse definiert, und das an einander gegenüberliegenden Enden durch Abdichtungsteile verschlossen ist. Das Abdichtungsteil ist eine Quetschung oder auch Einschmelzung. Das Leuchtmittel im Innern der Lampe ist ein Entladungsbogen zwischen zwei Elektroden oder ein Leuchtkörper. Es ist mit den zu ihm führenden inneren Stromzuführungen elektrisch leitend verbunden. Das Abdichtungsteil ist insbesondere mit einer nach außen abstehenden Verlängerung versehen, die als hohles Rohr ausgebildet ist.The lamp according to the invention has a vacuum-sealed internal piston, in particular a discharge vessel, which defines a lamp axis, and to each other opposite ends is closed by sealing parts. The sealing part is a pinch or meltdown. The luminous means inside the lamp is a discharge arc between two electrodes or a luminous element. It is electrically connected to the leading to him internal power supply lines. The sealing part is provided in particular with an outwardly projecting extension, which is formed as a hollow tube.
Metallische Stromdurchführungsbauteile bei Quarzglaslampen, im speziellen Stromzuführung und Folie, sind im Lampenbetrieb einer Temperaturbelastung ausgesetzt die, wenn sie zu hoch ist und die umgebende Atmosphäre sauerstoffhaltig ist, zu vorzeitigen Lampenausfällen führen kann. Ausfallmechanismus ist ein oxidationsbedingtes Durchbrennen der Stromzuführung oder durch Oxidation der Metallteile bedingte Schädigungen am Glas, die zu einer Öffnung des Brennraums führen können. Bei gattungsgemäßen Lampen wurde festgestellt, daß typische Lebensdauerwerte von 10.000 h und mehr nur dann erreicht werden, wenn zu starke Oxidationsvorgänge im Bereich der Stromzuführungsdrähte und Einschmetzfolien weitgehend vermieden werden. Maß für ein ausreichend sicheres Lampendesign, ist dabei die Temperatur der Molybdänfolien an den äußeren Ende ihrer vakuumdichten Einbettung ins Quarzglas. An dieser Stelle sollte die thermische Belastung immer unterhalb von etwa 350°C liegen. Bekannte Maßnahmen dies zu erreichen, sind beispielsweise ausreichend lange Folienquetschungen oder stark vergrößerte Oberfläche der Abdichtungsteile aus Glas. Eine Anhebung des genannten Grenzwertes um 20 bis 40° C kann durch einen zusätzlichen Oxidationsschutz der metallischen Bauteile über Beschichtungen beispielsweise mit Chrom oder Platin erreicht werden.Metallic power feedthrough components on quartz glass lamps, especially power supply and foil, are exposed to a temperature load during lamp operation which, if too high and the surrounding atmosphere is oxygenated, can lead to premature lamp failures. Failure mechanism is oxidation-induced burn-through of the power supply or due to oxidation of the metal parts damage to the glass, which can lead to an opening of the combustion chamber. In the case of lamps of the generic type, it has been found that typical service life values of 10,000 h and more are only achieved if excessive oxidation processes in the area of the power supply wires and fused-in films are largely avoided. A measure of a sufficiently safe lamp design is the temperature of the molybdenum foils at the outer end of their vacuum-tight embedding in the quartz glass. At this point, the thermal load should always be below about 350 ° C. Known measures to achieve this are, for example, sufficiently long Folienquetschungen or greatly enlarged surface of the sealing parts made of glass. An increase of the stated limit of 20 to 40 ° C can be achieved by an additional oxidation protection of the metallic components via coatings such as chromium or platinum.
Das beschriebene Problem der temperaturabhängigen Oxidation der Stromzuführungsbauteile tritt bei Lampen mit evakuierten und mittels Quetschung abgedichteten Außenkolben nicht auf, weil dadurch der Zutritt von Luftsauerstoff an die heißen Stellen der Stromdurchführung durch ein doppelt abgedichtetes System über zwei hintereinander liegende Molybdänfolien verhindert wird.The described problem of temperature-dependent oxidation of the power supply components does not occur in lamps with evacuated and sealed by pinching outer bulb, because thereby the access of atmospheric oxygen to the hot spots of the current feedthrough by a double-sealed system over two successive molybdenum foils is prevented.
Die Erfindung beschreibt eine besondere geometrische Gestaltung.eines gasgefüllten Schutzkolbens durch eine Verjüngung seines meist rohrförmigen Durchmessers an den Enden soweit über seine Länge, das damit die Konvektion von heißem Außenkolbenfüllgas über die Länge der seitlichen Abdichtungsteile der Lampe deutlich behindert wird. Durch die erfindungsgemäße Verjüngung der Enden des Außenkolbens wird der Temperaturgradient von innen nach außen größer, so dass auch die Enden kälter werden. Dieser Effekt überträgt sich auch auf die metallischen Stromdurchführungsbauteile der seitlichen Abdichtungsteile der Lampe. Über die Glasoberflächen der Abdichtungsteile kann besser oder schneller Temperatur an das kältere Außenkolbenfüllgas und auch Außenkolbenglas abgegeben werden. Somit fällt die Temperatur über die Länge der Abdichtungsteile schneller von innen nach außen hin ab. Dadurch werden niedrigere Temperaturen am Ende der Folie oder kürzere Folierieinschmelzungen/-quetschungen möglich.The invention describes a special geometric design. A gas-filled protective piston by tapering its usually tubular diameter at the ends so far over its length, so that the convection of hot Außenkolbenfüllgas over the length of the lateral sealing parts of the lamp is significantly hindered. By the inventive taper of the ends of the outer bulb the temperature gradient increases from the inside to the outside, so that the ends also become colder. This effect is also transmitted to the metallic current-carrying components of the lateral sealing parts of the lamp. On the glass surfaces of the sealing parts better or faster temperature can be delivered to the colder Außenkolbenfüllgas and outer bulb glass. Thus, the temperature drops faster from the inside to the outside over the length of the sealing parts. This allows for lower temperatures at the end of the film or shorter film fusions / squeezes.
Im einzelnen handelt es sich um einen Innenkolben, der ein Leuchtmittel (2) enthält und an einander gegenüberliegenden Enden durch Abdichtungsteile (6; 15), die Folien (7) enthalten, verschlossen ist, wobei der Außenkolben (14) zwei verengte Halsteile (13) an seinen Enden besitzt und dem Innenkolben übergestülpt ist, und wobei mindestens ein Halsteil (13) an einem Verbindungsabschnitt (12) am Ende des Abdichtungsteils des Innenkolbens befestigt ist, dadurch gekennzeichnet, dass es einen endständigen Abschnitt (Z) des Abdichtungsteils gibt, in dem der Abstand (D) zwischen Halsteil und Abdichtungsteil höchstens 4 mm, bevorzugt höchstens 2,5 mm, beträgt, wobei dieser Abstand (D) zum Innenkolben hin mindestens soweit eingehalten wird, dass der verengte Bereich des Halsteils einen Teilbereich (Y) der Folie umschließt, der zumindest 20 % , insbesondere zumindest 40 %, der axialen Länge der Folie einschließt. Die Abdichtungsteile sind entweder Einschmelzungen oder Quetschungen, die H-förmig gestaltet sind, bevorzugt sind die längsten Abmessungen in etwa quadratisch, insbesondere auf 30 % genau.In detail, it is an inner bulb, which contains a lighting means (2) and at opposite ends by sealing parts (6, 15), the foils (7) included, wherein the outer bulb (14) has two narrowed neck portions (13 ) has at its ends and is slipped over the inner piston, and wherein at least one neck part (13) is fixed to a connecting portion (12) at the end of the sealing part of the inner piston, characterized in that there is a terminal portion (Z) of the sealing part, in the distance (D) between the neck part and the sealing part is at most 4 mm, preferably at most 2.5 mm, wherein this distance (D) towards the inner piston is at least as far adhered to, that the narrowed portion of the neck portion of a portion (Y) of the film enclosing at least 20%, in particular at least 40%, of the axial length of the film encloses. The sealing parts are either fusions or bruises, which are H-shaped, preferably the longest dimensions are approximately square, in particular to 30% accurate.
Bevorzugt ist der Verbindungsabschnitt durch einen ringförmigen Wulst am Abdichtungsteil gebildet.Preferably, the connecting portion is formed by an annular bead on the sealing part.
Um Konvektion möglichst gut zu unterbinden sollte der Abstand zwischen Halsteile, und Abdichtung möglichst klein sein, jedoch sollte er mindestens 0,1 mm, insbesondere mindestens 0,7 mm, betragen.In order to prevent convection as well as possible, the distance between the neck parts, and sealing should be as small as possible, but it should be at least 0.1 mm, in particular at least 0.7 mm.
Eine verbesserte Kühlwirkung wird noch dadurch erzielt, dass der Außenkolben mit einem Kühlung vermittelnden Gas, insbesondere zu mehr als 50 % einem Inertgas wie Argon, gefüllt ist.An improved cooling effect is achieved in that the outer bulb is filled with a cooling-mediating gas, in particular more than 50% of an inert gas such as argon.
Eine ausreichende Kühlung wird bereits erzielt, wenn die axiale Länge des verengten Bereichs mindestens 4 mm, insbesondere mindestens 6 mm, beträgt.Sufficient cooling is already achieved if the axial length of the narrowed region is at least 4 mm, in particular at least 6 mm.
Je nach Herstellungsprozess kann es sinnvoll sein, darauf zu achten, dass der Außenkolben mit den zwei verengten Halsteilen ein am Abdichtungsteil befindliches Loch verschließt.Depending on the manufacturing process, it may make sense to ensure that the outer bulb with the two narrowed neck parts closes a hole located on the sealing part.
Je nach Lampentyp und Wattage kann es hilfreich sein, wenn der Durchmesser des Halsteil im verengten Bereich entweder konstant ist oder nach außen hin kleiner wird.Depending on the lamp type and wattage, it may be helpful if the diameter of the neck part in the narrowed area is either constant or smaller towards the outside.
Die Gesamtlänge des verengten Halsteils sollte normalerweise höchstens 20 mm, bevorzugt höchstens 12 mm, betragen. Dabei kann die Verengung eines rohrförmigen Glaskörpers als Vorläufer des Außenkolbens allein durch Formroll- oder Formblasprozesse nach vorheriger Erwärmung erzeugt werden kann. Je kürzer das Halsteil, umso leichter kann dieser Herstellprozess angewendet werden. Insbesondere gilt dies für Längen bis 6 oder bis 10 mm.The total length of the necked neck portion should normally be at most 20 mm, preferably at most 12 mm. In this case, the constriction of a tubular glass body as a precursor of the outer bulb can be generated solely by Formroll- or Formblasprozesse after preheating. The shorter the neck part, the easier this manufacturing process can be applied. In particular, this applies to lengths up to 6 or 10 mm.
Wenn die Gesamtlänge des verengten Halsteils mindestens 6 mm, bevorzugt mindestens 11 mm, beträgt, wird die Verengung des rohrförmigen Glaskörpers als Vorläufer des Außenkolbens durch Formroll- oder Formblasprozesse nach vorheriger Erwärmung, kombiniert mit Warmverformung durch Ausziehprozesse der bereits verengten Teile des Außenkolbens, erzeugt.When the total length of the necked neck portion is at least 6 mm, preferably at least 11 mm, the necking of the tubular glass body as a precursor of the outer bulb is produced by roll forming or shape blowing processes after preheating combined with hot deformation by drawing out the already necked portions of the outer bulb.
Die Herstellung solch verjüngter Bereiche ist besonders materialsparend. Die Verjüngung der Enden des Außenkolbens sollte dabei inklusive der Radien oder Schrägen, die die maximalen und minimalen radialen Ausbreitungen des Außenkolbens miteinander verbinden, mindestens über eine Länge von 2 mm und maximal über die gesamte Länge den Bereich mit den vakuumdichten Abdichtungsteilen der Lampe eng umschließen. Der minimale Innendurchmesser des zumeist rohrförmigen Außenkolbens sollte dabei an seinen verjüngten Bereichen nicht größer als 4 mm vom maximalen Außendurchmesser der seitlichen Abdichtungsteile der Lampe entfernt sein. Auch kann der minimale Innendurchmesser des Außenkolbens dem maximalen Außendurchmessers der Abdichtungsteile entsprechen und sogar teilweise miteinander verbunden sein.The production of such tapered areas is particularly material-saving. The tapering of the ends of the outer bulb should thereby, including the radii or bevels connecting the maximum and minimum radial spreads of the outer bulb, at least over a length of 2 mm and at most over the entire length closely surround the area with the vacuum-tight sealing parts of the lamp. The minimum inner diameter of the usually tubular outer bulb should be removed at its tapered portions not greater than 4 mm from the maximum outer diameter of the lateral sealing parts of the lamp. Also, the minimum inner diameter of the outer bulb may correspond to the maximum outer diameter of the sealing parts and may even be partially interconnected.
Vorteilhaft ist die Außenkolbengeometrie ähnlich der Geometrie des Innengefäßes gestaltet, was grundsätzlich bedeutet, dass der Abstand zwischen Außenkolben und den Verlängerungsteilen des Entladungsgefäßes, also der Bereiche mit den vakuumdichten Stromdurchführungsbauteilen, höchstens 4 mm betragen soll.Advantageously, the outer bulb geometry is designed similar to the geometry of the inner vessel, which basically means that the distance between the outer bulb and the extension parts of the discharge vessel, ie the areas with the vacuum-tight current feedthrough components, should be at most 4 mm.
Ein besonderes Problem dabei ist die kostengünstige Herstellung solch einer Außenkolbenform. Es ergeben sich dabei im wesentlichen zwei Möglichkeiten. Zum einen die Herstellung aus mehreren Einzelteilen zumeist unterschiedlicher Abmessungen, die durch Glasschmelzprozesse fest miteinander verbunden werden. Zum anderen kann solch ein Außenkolben auch durch Glasformprozesse aus einem Rohling. heraus auf die gewünschte Form gebracht werden, was eine besonders kostengünstige Ausführungsform beschreibt.A particular problem is the cost-effective production of such an outer bulb shape. There are essentially two options. On the one hand the production of several individual parts mostly different dimensions, which are firmly connected by glass melting processes. On the other hand, such an outer bulb can also be formed from a blank by glass forming processes. be brought out to the desired shape, which describes a particularly cost-effective embodiment.
Beispielhaft eignet sich diese Technik für eine Metallhalogenidlampe mit relativ niedriger Leistung von 35 bis 250 W .By way of example, this technique is suitable for a relatively low power metal halide lamp of 35 to 250 watts.
Die Verjüngung des Außenkolbens über eine größer Länge kann dabei bevorzugt in Kombination mit einer Wulst/Beulen-Ansetztechnik am Abdichtungsteil, insbesondere dem Verlängerungsteil einer Abdichtung des Innengefäßes, durchgeführt werden. Diese Technik des Schaffens eines Wulstes ist an sich bekannt, beispielsweise aus
Genauso kombinierbar ist die Verjüngung mit der Puniplochverschlusstechnik über ein Loch am Brennerrohr und anschließendem Verschluss über das Außenkolbenglas. Gerade hier ergibt sich ein weiterer Vorteil, denn am vorgerollten Bereich kann durch ein zusätzliches Ausziehen, was sich als besonders günstige Ausführungsform ergeben hat, Glasmasse reduziert werden, was den Verschluss des darunter liegenden Pumplochs einfacher macht.Equally combinable is the taper with the Puniplochverschlusstechnik a hole on the burner tube and subsequent closure over the outer bulb glass. This is another advantage, because the pre-rolled area can be reduced by an additional extraction, which has resulted in a particularly favorable embodiment, glass mass, which makes the closure of the underlying pumping hole easier.
Anspruchsvoll ist die Herstellung der verjüngten Enden des Außenkolbens durch Glasformung über eine größere Länge. Eine "normale" Verjüngung über eine Länge von maximal 55 % des Durchmessers des Außenkolbens kann relativ einfach durch einen mehrstufigen Formrollprozess bei rotierendem Glas hergestellt werden. Ein typisches Beispiel ist eine Länge des verjüngten Teils, die hier als Halslänge definiert wird, von 2 bis 12 mm bei einem typischen Durchmesser von ca. 22 mm des Außenkolbens.Challenging is the production of the tapered ends of the outer bulb by glass forming over a greater length. A "normal" taper over a maximum of 55% of the diameter of the outer bulb can be made relatively easily by a multi-stage roll forming process with rotating glass. A typical example is a length of the tapered portion, defined here as neck length, of 2 to 12 mm with a typical diameter of about 22 mm of the outer bulb.
Die Herstellung eines längeren Halsteils ist mit einem mehrstufigen freien Rollprozess wie bekannt äußerst schwierig herstellbar bzw. ab Längen von mindestens 75 % des Durchmessers des Außenkolbens, beispielsweise von ca. 17 mm bei einem 22 mm Durchmesser, nicht mehr technisch sinnvoll anwendbar. Eine Alternative ist eine Technik, bei der mehrere Glasrohre unterschiedlichen Durchmessers hintereinander gesetzt werden. Nachteilig daran ist jedoch der fertigungstechnische und kostenseitige Mehraufwand, bedingt durch zusätzliche Lampenbauteile.The preparation of a longer neck portion is known with a multi-stage free rolling process extremely difficult to produce or from lengths of at least 75% of the diameter of the outer bulb, for example, of about 17 mm at a 22 mm diameter, no longer technically useful. An alternative is a technique in which several glass tubes of different diameters are placed one behind the other. The disadvantage of this, however, is the manufacturing and cost overhead, due to additional lamp components.
Einfacher und kostengünstiger ist die Herstellung über einen kombinierten Roll- und Ziehprozess. Dabei wird zunächst die maximal mögliche Länge HTL des Halsteils, also in etwa von 50 % des Außendurchmessers des Außenkolbens mit dem bekannten freien Rollprozess gefertigt. Die eigentliche Endlänge des Halsteils wird in einem weiteren Schritt durch Ausziehen im Bereich des bereits gerollten Abschnitts erreicht. Dies hat zusätzlich den Vorteil, dass etwaige Materialanhäufungen am vorgerollten Bereich wieder auf gleichmäßige Wandstärken ausgezogen werden konnen.Easier and less expensive is the production via a combined rolling and drawing process. Initially, the maximum possible length HTL of the neck portion, that is made in about 50% of the outer diameter of the outer bulb with the known free rolling process. The actual final length of the neck portion is achieved in a further step by pulling in the region of the already rolled section. This has the additional advantage that any accumulations of material on the pre-rolled area can be pulled out again to uniform wall thicknesses.
Der Außenkolben ist vorteilhaft ein Kolben mit zentralem Bauch und endständig daran angrenzenden, insbesondere angesetzten oder angeformten, Rohrstücken, die hier als Halsteile bezeichnet werden.The outer bulb is advantageously a piston with central belly and terminally adjacent thereto, in particular attached or molded, pipe sections, which are referred to here as neck parts.
Eine bevorzugte Ausführungsform sieht beim Innengefäß ein rohrförmiges Verlängerungsstück des Abdichtungsteils vor, an dem eine Wulst angrenzt. Er ist insbesondere angesetzt oder angeformt. Dadurch ist auch bei einer nicht radialsymmetrischen Quetschung die Bereitstellung eines radialsymmetrischen Wulstes möglich. Der Wulst kann aus dem Abdichtungsteil erzeugt werden, beispielsweise durch Stauchen, oder als separate Perle darauf aufgesetzt werden. Die Bruchfestigkeit der Verbindung zwischen Außenkolben und Wulst nimmt dabei zu, je inniger der Kontakt zwischen den beiden ist.A preferred embodiment provides for the inner vessel a tubular extension piece of the sealing part, on which a bead adjoins. It is especially applied or molded. As a result, the provision of a radially symmetrical bead is possible even with a non-radially symmetrical pinch. The bead can be produced from the sealing part, for example by upsetting, or placed on it as a separate bead. The breaking strength of the connection between outer bulb and bead increases, the more intimate the contact between the two.
Bevorzugt sind sowohl Innenkolben als auch Außenkolben aus Quarzglas oder Hartglas.Both inner flask and outer flask made of quartz glass or hard glass are preferred.
Ein möglicher konkreter Herstellprozess basiert auf folgenden Schritten:
- a.) Bereitstellen eines bestückten Innengefäßes aus Glas, insbesondere eines Rohres aus Quarzglas, der ein inneres Volumen definiert und der zwei Enden besitzt, wobei jeweils ein Stromdurchführungssystem von außen über die Enden in das Volumen ragt, wobei das System insbesondere ein Elektrodensystem ist, das zumindest eine Elektrode, eine Folie und eine Stromzuführung umfasst, wobei das innere Volumen mit einer gashaltigen Füllung befüllt ist, wobei das Ende des Innengefäßes mittels eines Abdichtungsteils, das einen zentralen Teil des Stromdurchführungssystems gasdicht umschließt, und evtl. eines Verlängerungsteil, das einen außen liegenden Teil des Stromdurchführungssystems enthält, gebildet wird;
- b.) Bereitstellen eines zweiten Rohrs aus Quarzglas mit gegebenem maximalen Außendurchmesser mit größerer Abmessung und zwei offenen Enden, wobei die Abmessung des zweiten Rohrs so bemessen ist, dass das zweite Rohr das innere Volumen, und zumindest den Abdichtungsbereich und evtl. einen gewissen Teil des Verlängerungsteils überdeckt,
- c.) Überstülpen des zweiten Rohrs über das Innengefäß
- d.) Formen eines verengten Halsteils an einem ersten Ende des zweiten Rohrs über eine Länge von typisch 4 bis 10 mm mittels eines Formrollprozesses; dazu wird der zu verformende Bereich am Glasteil erwärmt und mit einer sich drehenden Formrolle soweit nach innen geschoben, dass sich ein Halsteil mit einem kleineren Durchmesser ergibt; für typische Längen von größer als 10 mm des Halsteils wird das beschriebene Formrollen zusätzlich mit einem Ausziehen am bereits vorgeformten Glasteil durch Erwärmen und anschließendem axialen Ziehen kombiniert, so dass das Halsteil zusätzlich verlängert wird;
- e.) Formen eines zweiten verengten Halsteils am zweiten Ende analog Schritt d.)
- f.) Verbinden des äußersten Endes des geformten Halsteils der ersten Seite mit dem Verlängerungsteil des Innengefäßes.
- g.) Verbinden des geformten Halsteils der zweiten Seite mit dem Verlängerungsteil des Innengefäßes.
- a.) providing a filled inner vessel made of glass, in particular a tube of quartz glass, which defines an inner volume and which has two ends, wherein in each case a current feed-through system protrudes from the outside into the volume via the ends, wherein the system is in particular an electrode system comprising at least one electrode, a foil and a power supply, wherein the inner volume is filled with a gas-containing filling, wherein the end of the inner vessel by means of a sealing part, which encloses a central part of the current feed-through system in a gastight manner, and possibly an extension part which contains an outer part of the current feed-through system is formed;
- b.) providing a second tube of fused silica having a given maximum outside diameter of greater dimension and two open ends, the dimension of the second tube being dimensioned such that the second tube defines the internal volume, and at least the sealing area and possibly a part of the Extension parts covered,
- c.) Slipping the second tube over the inner vessel
- d.) forming a narrowed neck portion at a first end of the second tube over a length of typically 4 to 10 mm by means of a roll forming process; For this purpose, the area to be deformed is heated on the glass part and pushed inwards with a rotating forming roller to the extent that results in a neck portion with a smaller diameter; for typical lengths of greater than 10 mm of the neck portion of the described form rollers is additionally combined with a withdrawal on the already preformed glass part by heating and subsequent axial drawing, so that the neck part is additionally extended;
- e.) forming a second narrowed neck at the second end in analogy to step d.)
- f.) connecting the outermost end of the shaped neck portion of the first side with the extension portion of the inner vessel.
- g.) connecting the shaped neck portion of the second side with the extension portion of the inner vessel.
Im folgenden soll die Erfindung anhand mehrerer Ausführungsbeispiele näher erläutert werden. Es zeigen:
Figur 1- eine Halogenglühlampe in Seitenansicht (
Fig. 1a ) und im Querschnitt (Fig. 1 b) ; Figur 2- ein Ausführungsbeispiel einer Metallhalogenidlampe in Seitenansicht (
Fig. 2a ) und im Querschnitt (Fig. 2b ): - Figur 3
bis 5 - die Verfahrensschritte der Herstellung einer Metallhalogenidlampe gemäß
Figur 2
- FIG. 1
- a halogen bulb in side view (
Fig. 1a ) and in cross section (Fig. 1 b) ; - FIG. 2
- An embodiment of a metal halide lamp in side view (
Fig. 2a ) and in cross section (Fig. 2b ): - FIGS. 3 to 5
- the process steps of producing a metal halide according to
FIG. 2 ,
Die Enden 5 des Leuchtkörpers sind in ihrer Funktion als innere Stromzuführung direkt in die Quetschung 6, die als Abdichtung fungiert, eingebettet und dort mit einer Quetschfolie 7 verbunden.The ends 5 of the filament are embedded in their function as an internal power supply directly into the
Die Quetschung 6 besitzt außen als Verlängerungsteil, das auch als Sockelbestandteil dienen kann, eine rohrförmige Glashülse 11, die an der Quetschung angeformt ist.The
An der Hülse. 11 ist quer zur Lampenachse nach außen ein Wulst 12 ausgebildet. An ihm setzt das als verengtes zylindrisches Halsteil 13 ausgebildete Ende eines Außenkolbens 14 an, so dass sich der Außenkolben mit zwei Halsteilen 13 zwischen den beiden Wülsten 12 auf beiden Seiten des Mittelteils 4 erstreckt.On the sleeve. 11 is formed transversely to the lamp axis outwardly a
Außerdem kann ein Sockel an einem Ende des Abdichtungsteils angebracht sein, wie an sich bekannt, wobei der Sockel ein elektrisches Kontaktelement (nicht dargestellt) aufweist, das mit einer zu einem Leuchtmittel führenden Stromzuführung elektrisch leitend verbunden ist, wobei das Kontaktelement in der rohrförmigen Verlängerung des Abdichtungsteils untergebracht ist.In addition, a base may be attached to one end of the sealing part, as known per se, wherein the base has an electrical contact element (not shown), which is electrically connected to a power supply leading to a light source, wherein the contact element in the tubular extension of Sealing part is housed.
Der Abstand D zwischen dem verengten Halsteil und der H-förmigen Quetschung 6 beträgt 1,5 mm. Dabei ist mit dem Abstand D der Mittelwert zwischen dem Tal der Quetschung auf der Breitseite und den beiden Spitzen des H gemeint, siehe
In
Die Herstellung läuft so ab, dass zunächst als Vorbereitungsschritt das Entladungsgefäß geformt, mit einem Durchführungssystem bestückt und mit einer Gasfüllung befüllt und dann verschlossen wird. Diese Schritte sind an sich bekannt.The production takes place in such a way that first the discharge vessel is formed as a preparation step, equipped with a feedthrough system and filled with a gas filling and then closed. These steps are known per se.
In
In einem zweiten Schritt erfolgt das Bereitstellen eines zweiten außen liegenden Rohrs 35 aus Quarzglas mit gegebenem maximalen Außendurchmesser mit größerer Abmessung als das Entladungsgefäß und mit zwei offenen Enden, wobei die Abmessung des zweiten Rohrs 35 so bemessen ist, dass das zweite Rohr das innere Volumen des Entladungsgefäßes und zumindest den Abdichtungsbereich und evtl. einen gewissen Teil des Verlängerungsteils überdeckt.In a second step, there is provided a second
In einem dritten schirtt erfolgt das Überstülpen des zweiten Rohrs über das Innengefäß.In a third skirts the slipping over of the second tube takes place via the inner vessel.
In einem vierten Schritt erfolgt das Formen eines ersten verengten Halsteils 36, an einem ersten Ende des zweiten Rohrs 35 über eine Länge von typisch 4 bis 10 mm mittels eines Formrollprozesses. Dazu wird der zu verformende Bereich am Glasteil erwärmt und mit einer sich drehenden Formrolle 37 soweit nach innen geschoben, dass sich das Halsteil 36 mit einem verkleinerten Durchmesser ergibt.In a fourth step, the forming of a first narrowed
In einem fünften Schritt erfolgt das Formen eines zweiten verengten Halsteils am zweiten Ende 31 b mittels einer zweiten Formrolle 39 analog dem vierten Schritt, siehe dazu
In einem sechsten Schritt erfolgt das Verbinden des äußersten Endes des geformten Halsteils auf der ersten Seite 31a mit dem Verlängerungsteil des Innengefäßes (nicht dargestellt).In a sixth step, joining the outermost end of the formed neck portion on the
In einem siebten schirtt erfolgt das Verbinden des geformten Halsteils auf der zweiten Seite 31 b mit dem Verlängerungsteil des Innengefäßes (nicht dargestellt).In a seventh skirting, the bonding of the molded neck portion on the
Für typische Längen L des Halsteils von L größer als 10 mm wird das beschriebene Formrollen zusätzlich mit einem Ausziehen am bereits vorgeformten Glasteil durch Erwärmen und anschließendem axialen Ziehen (Pfeil 40) kombiniert, so dass das Halsteil 36 zusätzlich verlängert wird; siehe
In den letzteren Schritten kann jeweils mit Argon gespült und evtl. sogar eine Glovebox verwendet werden.In the latter steps, each can be purged with argon and possibly even a glovebox be used.
Claims (10)
- Electrical lamp having an outer bulb (14) and an elongate inner bulb (1), which is closed in a vacuum-tight fashion and defines a longitudinal axis (A), contains a lighting means (2) and is closed at opposite ends by sealing parts (6; 15) that contain foils (7), wherein the outer bulb (14) has two narrowed neck parts (13) at its ends and is fitted over the inner bulb, and wherein at least one neck part (13) is fastened on a connecting section (12) at the end of the sealing part of the inner bulb, wherein there is a terminal section (Z) of the sealing part in which the distance (D) between the neck part and the sealing part is at most 4 mm, wherein this distance (D) from the inner bulb is maintained at least to such an extent that the narrowed portion of the neck part encloses a subportion (Y) of the foil, which includes at least 20% of the axial length of the foil, characterized in that the sealing parts (6; 15) are each configured in an H-shape.
- Electrical lamp having an outer bulb according to claim 1, characterized in that the connecting section is formed by an annular bead (12) on the sealing part.
- Electrical lamp having an outer bulb according to claim 1, characterized in that the minimum distance of the neck part in the narrowed portion is at least 0.1 mm, in particular at least 0.7 mm.
- Electrical lamp having an outer bulb according to claim 1, characterized in that the outer bulb is filled with a gas that contributes to cooling, in particular with more than 50% of an inert gas such as argon.
- Electrical lamp having an outer bulb according to claim 1, characterized in that the axial length of the narrowed portion is at least 4 mm, in particular at least 6 mm.
- Electrical lamp having an outer bulb according to claim 1, characterized in that the outer bulb with the two narrowed neck parts closes a hole located on the sealing part.
- Electrical lamp having an outer bulb according to claim 1, characterized in that the diameter of the neck part in the narrowed portion is either constant or becomes smaller in an outward direction.
- Electrical lamp having an outer bulb according to claim 1, characterized in that the overall length of the narrowed neck part is at most 20 mm, preferably at most 12 mm, the narrowing of a tubular glass body as a precursor of the outer bulb having been produced only by rolling or blowing shaping processes after prior heating.
- Electrical lamp having an outer bulb according to claim 1, characterized in that the overall length of the narrowed neck part is at least 6 mm, preferably at least 11 mm, the narrowing of a tubular glass body as a precursor of the outer bulb having been produced by rolling or blowing shaping processes after prior heating, combined with hot forming by pulling processes of the already narrowed parts of the outer bulb.
- Electrical lamp having an outer bulb according to claim 1, characterized in that the outer bulb and the narrowed neck parts are composed of a plurality of components having different dimensions.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102005035779A DE102005035779A1 (en) | 2005-07-29 | 2005-07-29 | Electrical lamp with outer bulb and production process has sealed long inner bulb with a light and outer bulb having narrowed neck section |
| PCT/EP2006/007470 WO2007014705A2 (en) | 2005-07-29 | 2006-07-27 | Outer bulb electric lamp |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1911065A2 EP1911065A2 (en) | 2008-04-16 |
| EP1911065B1 true EP1911065B1 (en) | 2016-11-30 |
Family
ID=37575204
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP06762862.8A Not-in-force EP1911065B1 (en) | 2005-07-29 | 2006-07-27 | Outer bulb electric lamp |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20090115303A1 (en) |
| EP (1) | EP1911065B1 (en) |
| JP (1) | JP4755688B2 (en) |
| CN (1) | CN101233599B (en) |
| CA (1) | CA2617574A1 (en) |
| DE (1) | DE102005035779A1 (en) |
| WO (1) | WO2007014705A2 (en) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102009015894A1 (en) | 2009-04-01 | 2010-10-07 | Osram Gesellschaft mit beschränkter Haftung | Electric lamp |
| DE102009016057A1 (en) * | 2009-04-02 | 2010-10-07 | Osram Gesellschaft mit beschränkter Haftung | Electric lamp with outer bulb |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4935668A (en) * | 1988-02-18 | 1990-06-19 | General Electric Company | Metal halide lamp having vacuum shroud for improved performance |
| US4949003A (en) * | 1988-12-21 | 1990-08-14 | Gte Products Corporation | Oxygen protected electric lamp |
| CA2042143A1 (en) * | 1990-06-27 | 1991-12-28 | John J. Biel | Discharge lamp with surrounding shroud and method of making such lamp |
| US5359255A (en) * | 1991-07-25 | 1994-10-25 | Hamamatsu Photonics K.K. | Discharge tube having a double-tube type structure |
| US5253153A (en) * | 1992-09-16 | 1993-10-12 | General Electric Company | Vehicle headlamp comprising a metal-halide discharge lamp including an inner envelope and a surrounding shroud |
| JP3246147B2 (en) * | 1993-12-27 | 2002-01-15 | 松下電器産業株式会社 | Discharge lamp manufacturing method |
| JPH08273599A (en) * | 1995-03-30 | 1996-10-18 | Toshiba Lighting & Technol Corp | Metal halide lamp, lighting device, and lighting system |
| EP0964431B2 (en) * | 1998-06-12 | 2007-04-04 | Matsushita Electric Industrial Co., Ltd. | Discharge lamp |
| JP3652602B2 (en) * | 2000-12-05 | 2005-05-25 | 株式会社小糸製作所 | Arc tube and manufacturing method thereof |
| JP3916887B2 (en) * | 2001-06-05 | 2007-05-23 | 株式会社小糸製作所 | Lighting device |
| DE10325554A1 (en) * | 2003-06-05 | 2004-12-23 | Patent-Treuhand-Gesellschaft für elektrische Glühlampen mbH | Method of manufacturing an electric lamp with an outer bulb |
| US7134290B2 (en) * | 2004-07-16 | 2006-11-14 | Carrier Corporation | Phase correction method and apparatus |
-
2005
- 2005-07-29 DE DE102005035779A patent/DE102005035779A1/en not_active Withdrawn
-
2006
- 2006-07-27 US US11/989,593 patent/US20090115303A1/en not_active Abandoned
- 2006-07-27 CA CA002617574A patent/CA2617574A1/en not_active Abandoned
- 2006-07-27 EP EP06762862.8A patent/EP1911065B1/en not_active Not-in-force
- 2006-07-27 WO PCT/EP2006/007470 patent/WO2007014705A2/en active Application Filing
- 2006-07-27 CN CN200680027929.7A patent/CN101233599B/en not_active Expired - Fee Related
- 2006-07-27 JP JP2008523254A patent/JP4755688B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| WO2007014705A2 (en) | 2007-02-08 |
| CN101233599B (en) | 2010-06-16 |
| WO2007014705A3 (en) | 2007-05-31 |
| JP4755688B2 (en) | 2011-08-24 |
| US20090115303A1 (en) | 2009-05-07 |
| JP2009503774A (en) | 2009-01-29 |
| CA2617574A1 (en) | 2007-02-08 |
| EP1911065A2 (en) | 2008-04-16 |
| CN101233599A (en) | 2008-07-30 |
| DE102005035779A1 (en) | 2007-02-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0602530B1 (en) | Method for producing a vacuum-tight seal for a ceramic discharge vessel and discharge lamp | |
| EP0479087B1 (en) | High pressure discharge lamp | |
| DE2212536C2 (en) | Process for the manufacture of fluorescent lamps | |
| EP1492146A2 (en) | Method of manufacturing an electric lamp with an external tube | |
| EP1911065B1 (en) | Outer bulb electric lamp | |
| DE69712833T2 (en) | Arc tube for discharge lamp device | |
| DE10241398A1 (en) | Arc tube for discharge lamp and method of manufacturing the same | |
| DE102005046483A1 (en) | Discharge lamps especially useful for productrion of Xenon or mercury high pressure discharge lamps has bulb stems, electrode holder rods and electrode support elements | |
| EP1720189B1 (en) | Double-walled electrical lamp | |
| EP0591777A2 (en) | Process for manufacturing a low power, high pressure discharge lamp having a single pinch, and high pressure discharge lamps | |
| US4739220A (en) | Method of making a single-based metal halide high-pressure discharge lamp, and lamp made according to the method | |
| DE19603300C2 (en) | Electric lamp with molybdenum foil bushings for a lamp vessel made of quartz glass | |
| EP2497103B1 (en) | High pressure discharge lamp | |
| DE19603301C2 (en) | Electric lamp with molybdenum foil bushings for a lamp vessel made of quartz glass | |
| EP0764970A2 (en) | High pressure discharge lamp | |
| EP2370986B1 (en) | Electrical lamp having an outer bulb | |
| EP1665318A2 (en) | Double-sided sealed electric lamp and method for production therof | |
| DE3842770A1 (en) | METHOD FOR PRODUCING A TWO-SIDED HIGH PRESSURE DISCHARGE LAMP | |
| EP1854119B1 (en) | Method for producing a discharge tube arrangement, and one such discharge tube arrangement | |
| DE102006045889A1 (en) | Electrical lamp manufacturing method involves producing pinch seal between foil and quartz glass tube, where area of quartz glass tube is heated and squeezed subsequently in vicinity of foil | |
| WO2010112315A1 (en) | Electrical lamp having an outer bulb | |
| DD233455A1 (en) | DISCHARGE LAMP IN COMPACT CONSTRUCTION | |
| WO2009046749A1 (en) | Electrical lamp having a light bulb and method for producing an electrical lamp | |
| WO2011039033A1 (en) | Method for producing a discharge lamp | |
| DE2046532A1 (en) | Process for the production of a sealing glass-metal fusion |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20071228 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| 17Q | First examination report despatched |
Effective date: 20080618 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: OSRAM GESELLSCHAFT MIT BESCHRAENKTER HAFTUNG |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: OSRAM AG |
|
| DAX | Request for extension of the european patent (deleted) | ||
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: OSRAM GMBH |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: OSRAM GMBH |
|
| GRAJ | Information related to disapproval of communication of intention to grant by the applicant or resumption of examination proceedings by the epo deleted |
Free format text: ORIGINAL CODE: EPIDOSDIGR1 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20160620 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 850524 Country of ref document: AT Kind code of ref document: T Effective date: 20161215 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502006015267 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161130 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20161130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161130 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161130 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170301 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170330 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161130 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161130 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161130 |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: LEDVANCE GMBH |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161130 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161130 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161130 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161130 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170228 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161130 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502006015267 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20170831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161130 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20170929 Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20170727 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20180330 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170731 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170727 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170727 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170731 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20170731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170727 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170731 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 850524 Country of ref document: AT Kind code of ref document: T Effective date: 20170727 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170727 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502006015267 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161130 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20060727 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20161130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170330 |