EP1877621B1 - Verfahren und vorrichtung zum auftragen eines materials auf ein breites hochgeschwindigkeitsband - Google Patents
Verfahren und vorrichtung zum auftragen eines materials auf ein breites hochgeschwindigkeitsband Download PDFInfo
- Publication number
- EP1877621B1 EP1877621B1 EP06755870.0A EP06755870A EP1877621B1 EP 1877621 B1 EP1877621 B1 EP 1877621B1 EP 06755870 A EP06755870 A EP 06755870A EP 1877621 B1 EP1877621 B1 EP 1877621B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- web
- add
- slurry
- width
- bands
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
Images




Classifications
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H23/00—Processes or apparatus for adding material to the pulp or to the paper
- D21H23/02—Processes or apparatus for adding material to the pulp or to the paper characterised by the manner in which substances are added
- D21H23/22—Addition to the formed paper
- D21H23/50—Spraying or projecting
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F11/00—Processes for making continuous lengths of paper, or of cardboard, or of wet web for fibre board production, on paper-making machines
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/005—Treatment of cigarette paper
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D1/00—Cigars; Cigarettes
- A24D1/02—Cigars; Cigarettes with special covers
- A24D1/025—Cigars; Cigarettes with special covers the covers having material applied to defined areas, e.g. bands for reducing the ignition propensity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C11/00—Component parts, details or accessories not specifically provided for in groups B05C1/00 - B05C9/00
- B05C11/10—Storage, supply or control of liquid or other fluent material; Recovery of excess liquid or other fluent material
- B05C11/1002—Means for controlling supply, i.e. flow or pressure, of liquid or other fluent material to the applying apparatus, e.g. valves
- B05C11/1007—Means for controlling supply, i.e. flow or pressure, of liquid or other fluent material to the applying apparatus, e.g. valves responsive to condition of liquid or other fluent material
- B05C11/1013—Means for controlling supply, i.e. flow or pressure, of liquid or other fluent material to the applying apparatus, e.g. valves responsive to condition of liquid or other fluent material responsive to flow or pressure of liquid or other fluent material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
- B05C5/02—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work
- B05C5/0254—Coating heads with slot-shaped outlet
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
- B05C5/02—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work
- B05C5/027—Coating heads with several outlets, e.g. aligned transversally to the moving direction of a web to be coated
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H35/00—Delivering articles from cutting or line-perforating machines; Article or web delivery apparatus incorporating cutting or line-perforating devices, e.g. adhesive tape dispensers
- B65H35/02—Delivering articles from cutting or line-perforating machines; Article or web delivery apparatus incorporating cutting or line-perforating devices, e.g. adhesive tape dispensers from or with longitudinal slitters or perforators
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F11/00—Processes for making continuous lengths of paper, or of cardboard, or of wet web for fibre board production, on paper-making machines
- D21F11/006—Making patterned paper
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21G—CALENDERS; ACCESSORIES FOR PAPER-MAKING MACHINES
- D21G9/00—Other accessories for paper-making machines
- D21G9/0009—Paper-making control systems
- D21G9/0036—Paper-making control systems controlling the press or drying section
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H23/00—Processes or apparatus for adding material to the pulp or to the paper
- D21H23/02—Processes or apparatus for adding material to the pulp or to the paper characterised by the manner in which substances are added
- D21H23/22—Addition to the formed paper
- D21H23/24—Addition to the formed paper during paper manufacture
- D21H23/26—Addition to the formed paper during paper manufacture by selecting point of addition or moisture content of the paper
- D21H23/28—Addition before the dryer section, e.g. at the wet end or press section
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B15/00—Details of spraying plant or spraying apparatus not otherwise provided for; Accessories
- B05B15/50—Arrangements for cleaning; Arrangements for preventing deposits, drying-out or blockage; Arrangements for detecting improper discharge caused by the presence of foreign matter
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H19/00—Coated paper; Coating material
- D21H19/36—Coatings with pigments
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H19/00—Coated paper; Coating material
- D21H19/66—Coatings characterised by a special visual effect, e.g. patterned, textured
- D21H19/68—Coatings characterised by a special visual effect, e.g. patterned, textured uneven, broken, discontinuous
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H23/00—Processes or apparatus for adding material to the pulp or to the paper
- D21H23/78—Controlling or regulating not limited to any particular process or apparatus
Definitions
- the present invention relates to method and apparatus for applying a predetermined pattern of add-on material to a base web, preferably in the form of bands, and more particularly, to a high-speed method and apparatus for producing cigarette papers having banded regions of additional material.
- EP-A-0 559 453 discloses a method and apparatus for producing banded cigarette paper in which additional slurry to form the bands is deposited onto a paper web on a forming wire from an applicator through orifices in a moving belt extending across the wire.
- a method and apparatus are disclosed for the high-speed production of a web having banded regions of add-on material, more particularly a cigarette paper having stripes of additional cellulosic material added thereto.
- the method includes the steps of: preparing a first slurry of fibrous material and liquid and delivering that slurry to a moving wire of a paper-making machine, and draining liquid from the first slurry to form a fibrous web advancing at a first nominal linear speed.
- a second slurry of add-on material is prepared and delivered to at least one of a plurality of distribution devices, each having a moving belt with one or more orifices. The belt moves such that its velocity component in the direction of web movement is substantially the same as the nominal linear speed of the web.
- the second slurry Is deposited as transverse stripes on the web through the orifice(s), with the length of each stripe corresponding to the width of the associated distribution device projected onto the transverse dimension of the web.
- the web After drying, the web may be divided or split into two or more narrower webs for subsequent use.
- the transverse stripes of the dry web may be optically inspected to evaluate width and spacing characteristics so that operation of the distribution devices can be dynamically adjusted to provide uniform width and spacing of the transverse stripes on the web.
- the disclosed apparatus includes at least two applicators for applying a pattern of add-on material to the web produced by a paper-making machine.
- Each applicator is positioned at an angle to the direction of web movement so that each applicator covers a corresponding portion of the web width.
- Each applicator further includes a continuous belt movable so as to regulate communication between a reservoir for add-on material and the top of the web.
- the continuous belt of the applicator is operable so that the component of its velocity parallel to the web surface in the direction of the web movement corresponds to the linear velocity of the web movement and each orifice deposits a transverse stripe on the web.
- the apparatus further includes means for selectively operating each of the applicators so that the pattern of stripes can be applied to the entire width of the web or to a portion of the width.
- a preferred embodiment comprises a cigarette paper making machine 2 which is operable to manufacture banded paper 3 (see FIG. 2 ) having uniform width bands 5 spaced from one another.
- banded paper 3 can be used in the manufacture of cigarettes (see FIG. 3 ) where the bands 5 comprise regions designed to self-extinguish the cigarette.
- the paper making machine 2 ( FIG. 1 ) preferably includes a head box 4 operatively located at one end of a Fourdrinier wire 6, a feed stock slurry is prepared and delivered to a source of feed stock slurry such as a run tank 8 in communication with the head box 4.
- the machine 2 also includes at least two distribution devices, such as moving orifice applicators 10, 10', in operative communication with source of prepared add-on slurry such as a day tank 12.
- the head box 4 can be one typically utilized in the paper making industry for laying down cellulosic pulp upon the Fourdrinier wire 6.
- the head box 4 communicates with the run tank 8 through a plurality of conduits 14.
- the feed stock from the run tank 8 constitutes a refined cellulosic pulp such as a refined flax or wood pulp as is the common practice in the cigarette paper-making industry. That pulp normally constitutes a mixture of water, fibers, and additives including fillers such as chalk.
- the Fourdrinier wire 6 moves in a longitudinal direction, has a width transverse to that longitudinal direction, and operates at a generally constant nominal linear speed.
- the first slurry from the run tank 8 is delivered through the head box 4 to the moving Fourdrinier wire 6.
- the Fourdrinier wire 6 carries the laid slurry pulp from the head box 4 along a path In the general direction of arrow 16 in FIG. 1 .
- liquid water drains from the pulp through the wire 6 under the influence of gravity to form a fibrous web.
- Vacuum boxes 18 may be provided at some locations along the Fourdrinier wire 6 to assist in removal of water from the slurry, as is the established practice in the art of cigarette paper-making.
- sufficient water has drained and/or been removed from the base web pulp to establish what is commonly referred to as a dry line 20.
- the texture of the slurry transforms from one of a glossy, watery appearance to a surface appearance more closely approximating that of the finished base web (but in a wetted condition).
- the moisture content of the pulp material is approximately 85 to 90%, which may vary depending upon operating conditions and the like.
- the surface of the web 22 is generally planar and is supported by the Fourdrinier wire 6.
- the base web 22 Downstream of the dry line 20, the base web 22 separates from the Fourdrinier wire 6 at a couch roll 24. From there, the Fourdrinier wire 6 continues on the return loop of its endless path. Beyond the couch roll 24, the base web 22 continues on through the remainder of the paper making system including the drying section 27 which further dries and presses the base web 22 and surface conditions it to a desired final moisture content and texture.
- drying apparatus are well known in the art of paper making and may include drying felts 26 and the like.
- suitable conventional reeling apparatus 28, 29 is provided to collect the paper onto spools for subsequent processing and/or use.
- Such reeling apparatus 28, 29 is well known in the art of paper making.
- a preferred pattern comprises a plurality of uniformly spaced, transverse bands on the base web.
- the bands may, for example, comprise an add-on material useful in affecting combustibility of the resulting paper web. Materials used to accomplish self-extinction of cigarettes are candidates for such patterns.
- Paper-making apparatus currently used for making cigarette paper differ in many ways. Paper-making machines vary in terms of the transverse width of the Fourdrinier wire 6, the nominal speed of the Fourdrinier wire 6, longitudinal spacing between the headbox 4 and the couch roll 24, and longitudinal spacing between the dry line 20 and the couch roll 24, to name just a few.
- paper-making apparatus may have wire widths ranging from less than 3 meters to greater than 5 meters.
- machines may have Fourdrinier wire operating at linear speed less than 120m/s (400 ft./sec) to greater than 450m/s (1500 ft./sec).
- widths greater than 3 meters are considered wide and linear speeds exceeding 150m/s (500 ft./min) are considered high speed.
- Processes and apparatus for applying patterns of add-on material to a web at the wet end of a paper-making machine are preferably to adaptable to accommodate idiosyncrasies of existing machine installations.
- a plurality of distribution devices are used that apply a pattern of bands in zones across a base web.
- Each of the distribution devices can Incorporate features of a moving orifice applicator for add-on material is described in commonly assigned US 5 997 691, issued December 7, 1999 to Gautam et al.
- two or more applicators such as the moving orifice applicators 10, 10', are provided between the dry line 20 and the couch roll 24 to apply separate patterns of add-on material to the web 22.
- Each applicator is operable to apply the pattern to a corresponding portion of the width of the web.
- the applicators 10, 10' may be parallel to one another and offset as shown.
- the applicators 10, 10' may also be offset from one another longitudinally along the Fourdrinier wire 6 as necessary to accommodate existing obstructions in the site for the paper-making machine.
- the applicators 10, 10' may be positioned at the same or different angles with respect to the longitudinal direction of the machine, if desired.
- the required length of such a moving orifice applicator 10, 10' is a function of (i) the width of the web, (ii) the longitudinal speed of the paper-making machine, and (iii) the angle between the applicator and the longitudinal direction at which the web advances along the Fourdrinier wire, the use of multiple applicators reduces the physical length needed along the Fourdrinier wire by the reciprocal of the number of applicators used.
- multiple applicators can be used to obviate limitations that might otherwise be imposed by the above-noted physical characteristics of paper-making machines.
- An applicator offset angle can be defined as the acute angle between the longitudinal direction of movement of the Fourdrinier wire and angled direction of movement of the belt of the moving orifice device.
- the applicator offset angle can be defined as the complement to the acute angle between the longitudinal direction of the machine and the plane within which the edge of the moving orifice belt operates.
- the linear speed of the moving orifice belt becomes a multiple of the nominal linear speed of the Fourdrinier wire.
- the belt speed is twice the nominal linear wire speed; for an applicator offset angle of about 19.5°, the belt speed is three times the nominal linear wire speed; and for an applicator angle of about 14.5°, the belt speed if four times the nominal linear wire speed.
- High-speed paper-making machine installations operate at nominal linear speeds of 420m/s to 450m/s (1400 ft/sec to 1500 ft/sec).
- fluid mechanics characteristics of the add-on material and physical limitations of the applicator operation can combine to cause splatter and/or insufficient uniformity in the deposited pattern.
- Multiple applicators 10, 10' can be employed allowing the applicator offset angle for each applicator to be increased thereby reducing the belt speed to acceptable levels so that splatter is avolded and the deposited pattern is uniform.
- the applicators 10, 10' are selectively operable, i.e. , they can be used simultaneously, separately, or turned off, and the paper-making operation can produce a banded pattern across the web, a banded pattern on only a portion of the web, or unbanded paper across the web.
- the paper-making machine 2 can be operated with one of the two applicators 10, 10' operating and the other applicator being idle. In this way, half the resulting cigarette wrapper product can be banded and the other half unbanded.
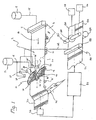
- the moving orifice applicator 10 comprises an elongate chamber box 30 for establishing a reservoir of add-on slurry in an oblique relation across the path 16 of the Fourdrinier wire 6. That reservoir receives the add-on slurry from the day tank 12.
- the moving orifice applicator 10 also includes an endless continuous perforated steel belt 32, whose pathway is directed about a drive wheel 34 at the downstream end of the applicator, a guide wheel 36 at the apex of the moving orifice applicator 10, and a follower wheel 38 at the upstream end of the chamber box 30, i.e., opposite from the drive wheel 34. Upstream and downstream are viewed as being relative to movement of the Fourdrinier wire 6 and the web 22.
- the endless belt 32 moves through a bottom portion of the chamber box 30 and, as it leaves the chamber box 30, the belt 32 moves through a cleaning box 42. Then, the belt 32 moves toward the drive wheel 34 and continues along the remainder of its circumlocution.
- the belt 32 (see FIG. 8 ) preferably has a plurality of orifices spaced uniformly along the length thereof. As each perforation or orifice 44 ( FIG. 8 ) of the belt 32 passes through the bottom portion of the chamber box 30, the orifice 44 communicates with the reservoir of add-on slurry established in the chamber box 30. At such time, a stream 40 ( FIG. 4 ) of add-on slurry discharges from the orifice 44 as the orifice 44 traverses the length of the chamber box 30. The discharge stream 40 impinges upon the base web 22 passing beneath the moving orifice applicator 10 so as to deliver or create a transverse band of additional (add-on) material upon the base web 22.
- the operational speed of the belt 32 varies from one layout to another, but by way of example, the belt 32 is driven at approximately 5.6m/s (1111 feet per minute) when the Fourdrinier wire moves at approximately 150m/s (500 feet per minute) and the chamber box 30 is oriented with an offset angle of 27° relative to the direction of the wire.
- the spacing of the orifices 44 along the belt 32 and the operational speed of the belt 32 are selected such that a plurality of streams 40, 40' emanate simultaneously from beneath the chamber box 30 during operation of the moving orifice application.
- each stream 40 of add-on material will create a band of add-on material upon the base web 22, where the band has a length corresponding to the operational length of the moving orifice applicator 10. That operational length is the length in the direction transverse of the wire 6 through which the orifice 44 can deposit add-on material.
- the moving orifice applicator 10 will repetitively generate or deposit transverse bands of add-on material that are oriented normal to a longitudinal edge of the base web 22 and uniformly spaced from one another along the web 22.
- the multiple applicators 10, 10' are operable to deposit aligned or offset bands substantially across the entire width of the Fourdrinier wire 6. If desired, the angle and/or relative speeds may be altered to produce bands which are angled obliquely to the edge of the base web 22.
- the portions of the belt 32 adjacent each orifice 44 are cleansed of entrained add-on slurry at the cleaning station 42.
- the belt 32 and each associated orifice then proceed along the circuit of the endless belt 32 to reenter the chamber box 30 to repeat an application of a band upon the base web 22.
- the moving orifice applicator 10 is preferably situated obliquely across the Fourdrinier wire 6 at a location downstream of the dry line 20 where condition of the base web 22 is such that it can accept the add-on material without the add-on material dispersing itself too thinly throughout the local mass of the base web slurry.
- the applicator 10 is uniformly spaced above the web 22 such that the stream 40, 40' of add-on material emanating from the orifices 44 falls through the same distance between the applicator 10 and the planar upper surface of the web 22.
- the base web 22 retains sufficient moisture content (approximately 85 to 90%) that the add-on slurry is allowed to penetrate (or establish hydrogen bonding) to a degree sufficient to bond and integrate the add-material to the base web 22.
- a vacuum box 19 located beneath the chamber box 30 of the moving orifice applicator 10 extends coextensively with the applicator providing local support for the Fourdrinier wire 6 as well as facilitating the bonding/integration of the add-on slurry with the base web 22.
- the vacuum box 19 is constructed in accordance with designs commonly utilized in the paper making industry (such as those of the vacuum boxes 18)
- the vacuum box 19 operates at a relatively modest vacuum level, preferably at approximately 1500mm (60 Inches) of water or less.
- additional vacuum boxes 18' may be located downstream of the moving orifice applicator 10 to remove the additional quantum of water that the add-on slurry may contribute. It has been found that much of the water removal from the add-on material occurs at the couch roll 24 where a vacuum is applied of approximately 560mm to 640mm (22 to 25 inches) mercury.
- the moving orifice applicator 10 is supported in its position over the Fourdrinier wire 6 in a suitable conventional way so that the moving orifice applicator 10 may be lowered consistently to a desired location above the Fourdrinier wire 6, preferably such that the bottom of the chamber box 30 clears the base web 22 on the Fourdrinier wire 6 by approximately 25 to 50 mm (one to two inches), preferably less than 40mm (1.5 inch).
- the chamber box 30 has a length selected such that the chamber box 30 covers a portion of the width of the web 22, measured transverse to the paper-making machine.
- the multiple applicators 10, 10' are arranged such that the adjacent ends of their respective chamber boxes 30 lie above a common longitudinal line in the web 22 so that transverse bands of adjacent applicators 10, 10' do not overlap.
- the applicators 10, 10' are also arranged such that the outermost end of the applicator adjacent to the corresponding web edge extends beyond the edge of the base web 22. When there are three or more applicators, the edges of the outermost applicators have an overlapping relationship with the web edges. Ends of interior applicators can overlap or not overlap in the transverse direction across the base web.
- the over-extension of the chamber boxes 30 at the web edges assures that any fluid discontinuities existing or arising at the end portions of the chamber box 30 do not affect the discharge streams 40 as the streams 40 deposit add-on material across the base web 22.
- any errant spray emanating from the ends of the chamber box 30 occurs over edge portions of the base web 22 that are trimmed away at or about the couch roll 24.
- overlapping or non-overlapping of the bands across the base web can be trimmed to provide continuous reels of uniformly banded paper.
- the vertical support framework for the moving orifice applicators 10, 10' may be pivotal about the other so as to adjust applicator offset angle for the applicators 10, 10' relative to the Fourdrinier wire 6.
- the preferred practice involves fixing the vertical support framework and only adjusting the speed of endless belt 32 In response to changes in operating conditions of the paper making machine 2.
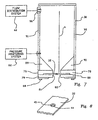
- the chamber box 30 receives add-on slurry from the day tank 12 at spaced locations along the chamber box 30.
- the reservoir of the chamber box 30 may also Include a plurality of linearly arranged compartments through which the endless belt 32 passes.
- Uniform pressure is preferably maintained along the length of the chamber box 30 by the interaction of a flow distribution system 60, a pressure monitoring system 62 and a programmable logic controller 64 such that the pumping action of the belt 22 and other flow disturbances along the length of the chamber box 30 are compensated locally and continuously to achieve the desired pressure uniformity throughout the length of the chamber box 30.
- a main circulation pulp 15 delivers add-on slurry from the day tank 12 to the flow distribution system 60.
- a selectable speed motor drives the drive wheel 34 and is operatively connected therewith by a suitable conventional drive belt.
- the motor is supported by the framework of the moving orifice applicator 10, and both the motor and the drive belt are encased within a housing so as to capture any extraneous material (such as bits of slurry) that may find its way to and be otherwise flung from the drive system for the drive wheel 34.
- the drive wheel 34 is advantageously positioned at the downstream end of the chamber box 30 along the pathway of the belt 32 so that the belt 32 is pulled through the chamber box 30.
- a significant degree of the directional stability is achieved by the close fit between the belt 32 and the elongate chamber box 30 throughout the length of the box 30.
- precise control of the tracking for the belt 32 about its pathway circuit is effected by placement of an infrared proximity sensor 54 at a location adjacent the guide wheel 36.
- the infrared proximity sensor 54 comprises an emitter 56 and a sensor 58 which are mutually aligned relative to one of the edges of the belt 32 such that if the belt strays laterally from its Intended course, a signal from the sensor is affected by a relative increase or decrease in the interference of the edge with the emitter beam.
- a controller 59 communicates with the sensor 58, interprets changes in the signal from the sensor 58 and adjusts the yaw of the guide wheel 36 about a vertical axis so as to return the edge of the belt 32 to its proper, predetermined position relative to the beam of the emitter 56.
- the guide wheel 36 rotates about a horizontally disposed axle 36a, which itself is pivotal about a vertical axis at a pivotal connection 57 by the controlled actuation of a pneumatic actuator 61
- the actuator 61 is operatively connected to a free end portion 38 b of the axle 36 a and is responsive to signals received from the controller 59.
- both the pivotal connection 57 and the actuator 61 are fixed relative to the general framework of the applicator 10 during operation the applicator 10; and a connection 54 a is provided between the sensor 54 and the free end 36b of the axle 36 a so that the sensor 54 rotates as the yaw of the guide wheel 36 is adjusted.
- the connection 54 a assures that the sensor 54 remains proximate to the edge of the belt 32 as the guide wheel 36 undergoes adjustment.
- the actuator 61 and the pivotal connection 57 are affixed on a plate 39 a which Is vertically dlsplaceable along fixed vertical guides 39b and 39c.
- a plate 39 a which Is vertically dlsplaceable along fixed vertical guides 39b and 39c.
- releasable, vertical bias is applied to the plate 39 a so as to urge the guide wheel 36 into its operative position and to impart tension in the endless belt 32.
- the belt 32 is enclosed by a plurality of housings, including outer housings 68, 68' and a central housing 70 which also encloses the infrared proximity sensor 54 and the controller 59 of the tracking system 55.
- the housing 68, 68' and the housing 70 prevent the flash of errant slurry upon the base web 22 as the bell 32 traverses the return portion of its circuit.
- the housings 70 and various other components of the applicator 10 are supported by and/or from a planar frame member 72.
- the planar frame member 72 Itself Is attached at hold-points 73, 73' to a cross-member (an I-beam, box beam or the like), which cross-member is supported by the vertical support framework.
- an I-beam member or a box beam member may be used as a substitute for the frame member 72, with the chamber box 30 and other devices being supported from the beam member.
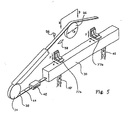
- the chamber box 30 is preferably hung from the support member with two or more, spaced apart adjustable mounts 77 a , 77b that permit vertical and lateral adjustment (along arrows y and x in FIG. 5 , respectively) of each end of the chamber box 30 so that the chamber box 30 may be accurately leveled and accurately angled relative to the Fourdrinier wire, and so that the chamber box 30 may be accurately aligned with the belt 32 to minimize rubbing.
- the chamber box 30 includes at its bottom portion 76 a slotted base plate 78 as well as first and second wear strips 79 and 80, which cooperate with the base plate 78 to define a pair of opposing, elongated slots 81 and 82 that slidingly receive edge portions of the endless belt 32.
- the elongate slots 81 and 82 are formed along a central bottom portion of the base plate 78, but alternatively, could be formed at least partially or wholly in the wear strips 79 and 80.
- the central slot 84 in the base plate 78 terminates within the confines of the chamber box 30 adjacent to the end portions 50, 50' of the chamber box 30.
- each terminus of the central slot 84 is scalloped so as to avoid the accumulation of slurry solids at those locations.
- the width of the central slot 84 is selected so as to minimize exposure of the fluid within the chamber box 30 to the pumping action of the belt 32.
- the slot is approximately 10mm (3/8 inch) wide, whereas the diameter of the orifices 44 in the endless belt 32 is preferably approximately 2.4mm (3/32 inch).
- Each wear strip 79, 80 extends along a corresponding opposite side of the bottom portion 76 of the slurry box 30, co-extensively with the base plate 78.
- An elongate shim 86 and a plurality of spaced apart fasteners 88 (preferably bolts) affix the wear strips 79, 80 to the adjacent, superposed portion of the base plate 78.
- the orifices 44 can have any desired configuration such as symmetrical or asymmetrical non-circular openings.
- the tolerances between the respective edge portions of the belt 32 and the slots 81, 82 are to be minimized so as to promote sealing of the bottom portion 76 of the chamber box 30.
- the fit between the belt 32 and the slots 81, 82 should not be so tight as to foment binding of the endless belt 32 in the slots 81, 82.
- these countervailing considerations are met when the slots 81, 82 are configured to present a 1.6mm (1/16 inch) total tolerance in a width-wise direction across the endless belt 32.
- the belt has preferably a thickness 0.508mm (0.020 inch).
- the slots 81, 82 are 0.58mm (0.023 inch) deep.
- the wear strips 79, 80 are constructed from ultra high molecular weight polyethylene or Dalron.
- beveled inserts 89, 90 which extend along and fill the corners defined between the base plate 78 and each of the vertical walls 91, 92 of the chamber box 30.
- the inserts preferably present a 45 degree incline from the vertical walls 91, 92 toward the central slot 84 of the base plate 78. This arrangement avoids stagnation of fluid in the confines of the chamber box 30, which would otherwise tend to accumulate the solid content of the slurry and possibly clog the chamber box 30 and the orifices 44 of the endless belt 32.
- a plurality of spaced-apart pressure ports 94 communicate the pressure monitoring system 62 with the interior of the slurry box 30.
- a plurality of spaced-apart feed ports 96 are located along the vertical wall 91.
- the feed ports 96 communicate the flow distribution system 60 with the interior of the slurry box 30.
- the feed ports 96 are located close to the lid plate 31 of the chamber box 30.
- the flow distribution system 60 has been noted in reference to FIG. 1 .
- the feed ports 96 are spaced vertically by a distance h above the location where the endless belt 32 traverses through the bottom portion 76 of the chamber box 30.
- the feed ports 96 introduce slurry into the chamber box 30 in a substantially horizontal direction.
- the vertical placement and the horizontal orientation of the ports 96 dampens vertical velocity components in the fluid at or about the region of endless belt 32 at the bottom portion 76 of the chamber box 30.
- the arrangement also decouples the discharge flows 40 through the orifices 44 from the inlet flows at the feed ports 96.
- the height h In the preferred embodiment is approximately 200mm (8 inches) or more; however, the vertical distance h between the feed ports 96 and the endless belt 32 may be as little as 150mm (6 inches). With greater distances for h, there is less disturbance and interaction between the fluid adjacent the endless belt 32 and the fluid conditions at the feed ports 96.
- twelve feed ports 96 are used, but the applicator is workable with as few as six inlet feed ports 96. Although not preferred, the applicator is expected to function with as few as four inlet feed ports 96.
- the number of feed ports 96 depends upon the portion of the web width the particular applicator must cover.
- the preferred spacing between the feed ports 96 is approximately 0.3m (twelve inches) and preferably not greater than approximately 0.6m (twenty-four inches), although it is possible to operate with even greater separation.
- each orifice 44 along the endless belt 32 includes a beveled portion 45 adjacent the side of the endless belt 44 facing into the chamber box 30,
- the solids content of the slurry is not allowed to collect at or about the orifices 44 during operation of the applicator 10. More particularly, slurry fiber is not allowed to collect about the orifice and deflect the jets of slurry being discharged. Accordingly, the beveled portions 45 of the orifices 44 promote consistent delivery of slurry from the applicator 10 and reduce malfunctions and maintenance.
- the vertical walls 91', 92', together with the base plate 78' and inclined beveled elements 89', 90' cooperate with a retractable armature 100, which supports an elongate wear strip 102 at its operative end portion.
- the elongate wear strip 102 extends the length of the chamber box 30' and is supported at spaced locations along each side of the chamber 30' by a plurality of retractable armatures 100 and 101.
- the wear strips 79' and 80' are mounted upon and are retractable with the armatures 100 and 101, respectively.
- the armatures 100 along one side of the chamber box 30 are shown in a retracted position, while the armatures 101 along the opposite side of the chamber box 30' are shown in an engaged position, where the respective wear strip 90' is biased against the base plate 78'.
- the armatures 100 and 101 are pivoted between the retracted and engaged positions simultaneously.
- Each retractable armature 100, 101 is pivotally mounted upon one or a pair of vertical flanges 106, which preferably provides support for an actuator mechanism 107 for moving the retractable armature 100, 101 from an operative, engaging position where the wear strips 89', 90' are urged against base plate 78' to a retracted position where the wear strips 69', 90' are spaced away from the base plate 78' and the
- the actuator mechanism 107 is preferably an air cylinder 10B which is operatively connected to the pivot arms 109, 110 of the armatures 100 and 101, respectively.
- Other mechanical expediencies could be selected for pivoting the retractable armatures 100 and 101, as would be readily apparent to one of ordinary skill in the art upon reading this disclosure.
- An elastomeric seal 104 is provided between the lower portions of the chamber box walls 91', 92' and the base plate 78' so as to create a fluid-proof seal about the entire periphery of the base plate 78'.
- all of the armatures 100, 101 along both sides of the chamber box 30' are pivoted simultaneously so that the wear strips 79', 80' are moved as units to and from their operative and engaged positions.
- the retractable armatures 100, 101 facilitate quick and speedy maintenance, repair and/or replacement of the endless belt 32, the wear strips 79', 80' and the base plate 7B'.
- the web advances through the dryer section 27 where additional moisture is removed and the cellulosic fiber web is dried to the desired moisture content level.
- the optical inspection system may include a plurality of suitable conventional cameras deployed in a linear array above the web 22 and directed downwardly at the top surface of the web within a housing 122.
- the cameras can be uniformly spaced from one another so that the camera position is indicative of the lateral location on the web, i.e ., a longitudinal zone of the web.
- the field of view for adjacent cameras may slightly overlap to insure that the entire width of the web is subject to the optical inspection.
- 16 cameras may be deployed In the array.
- the optical inspection system 120 communicates its Inspection signals through suitable conventional cabling 124 to the programmable controllers 64, 64' of the applicators.
- the longitudinal zones of the web monitored by the cameras of the optical inspection system 120 correspond to regions of the applicators 10, 10' fed by the feed ports 96.
- the programmable controllers use the feedback signal from the inspection system 120 to appropriately adjust the add-on material supplied to the feed port 96 corresponding to the longitudinal zone of the web where the lack of band-width uniformity was detected.
- This adjustment at the feed port 96 occurs dynamically, i.e., while the paper is being produced thereby avoiding production of large quantities of defective paper that must be discarded or reprocessed.
- the dynamic feedback adjustment and control can avoid the need for post-manufacture inspection of the paper.
- the feedback signals are employed to appropriately adjust the linear speed of the moving orifice belt 32 of the appropriate applicator 10, 10'.
- the band-spacing of the transverse bands on the web can be dynamically adjusted so to remain within the design tolerances for the band-to-band spacing.
- the dynamic feedback adjustment and control for band spacing provided by the optical inspection system may be used to avoid post-manufacture inspection of the manufactured paper.
- the splitter 125 may, for example, include an appropriate number of slitting disks 126 positioned laterally over the web 22 to cut the web into the desired longitudinal portions 130, 132.
- the splitters disk 126 may engage an anvil roll 128 so that the disk 126 and the roll 12B cooperate to sever the web at the position of the disk 126 as the web passes between the disk 126 and the anvil 12B.
- splitting disk 126 While a single splitting disk 126 is depicted, that arrangement would be appropriate for an installation using two moving orifice applicators 10, 10'. Where, for example, three applicators are used, it may be desired to split the web 22 into three longitudinal portions. In that instance, two splitter disks 126 would be used with the same anvil roll 128, the disks being spaced from one another to provide web portions with the desired width.
- the individual web portions 130, 132 are collected by corresponding reeling apparatus 28, 29-
- reeling apparatus 28- Again, while only two reeling apparatuses are shown, one would be provided for each longitudinal web portion in applications where the original web 22 is divided into more than two portions.
- the paper manufacturing machine can be operated with one of the applicators 10, 10' being inactive.
- one longitudinal portion 132 of the web may be banded and collected while the other longitudinal portion 130 of the web is unbanded and collected simultaneously. This capability increases the manufacturing flexibility of the paper making apparatus.
Landscapes
- Physics & Mathematics (AREA)
- Fluid Mechanics (AREA)
- Paper (AREA)
- Manufacturing Of Cigar And Cigarette Tobacco (AREA)
- Cigarettes, Filters, And Manufacturing Of Filters (AREA)
Claims (17)
- Verfahren zum Herstellen einer Bahn (3) mit einem aufgetragenen Muster (5) aus Zusatzstoff, wobei das Verfahren die folgenden Schritte umfasst:Bereiten eines ersten Breies aus Faserstoff und Flüssigkeit,Zuführen des ersten Breies auf ein sich bewegendes Sieb (6), das eine Längsrichtung, eine Siebbreite quer zu dieser Längsrichtung und eine lineare Nenngeschwindigkeit in der Längsrichtung (16) hat,Ablassen der Flüssigkeit aus dem ersten Brei durch das sich bewegende Sieb zum Bilden einer Faserstoffbahn,Bereiten eines zweiten Breies aus Zusatzstoff,Aufbringen von Querstreifen (5) aus dem Zusatzstoffbrei auf die Faserstoffbahn (3) aus einem Vorratsbehälter (30)(30') einer Verteilungsvorrichtung durch wenigstens eine Öffnung (44) in einem Endlosband (32) der Verteilungsvorrichtung undBewegen des Endlosbands (32) mit einer Bandnenngeschwindigkeit, die eine Geschwindigkeitskomponente in der Längsrichtung (16) hat, die im Wesentlichen die gleiche wie die lineare Nenngeschwindigkeit ist,gekennzeichnet durch Betreiben von wenigstens einer einer Vielzahl von Verteilungsvorrichtungen (10, 10'), wobei jede Vorrichtung ein Endlosband (32) mit einer Vielzahl von voneinander beabstandeten Öffnungen (44) in ihm, einen Vorratsbehälter, ein Hauptstück, das in Bezug auf die Längsrichtung abgewinkelt ist, so dass jede Verteilungsvorrichtung einen entsprechenden Teil der Siebbreite abdeckt, hat,Zuführen des Zusatzstoffbreies zu dem Vorratsbehälter wenigstens einer Verteilungsvorrichtung (10, 10') undAufbringen von Querstreifen (5) aus dem Zusatzstoffbrei auf die Faserstoffbahn durch die Öffnungen (44), wobei die Länge jedes Querstreifens nicht größer als der Teil der Siebbreite ist, welcher der Verteilungsvorrichtung (10, 10') entspricht.
- Verfahren nach Anspruch 1, das Folgendes beinhaltet:Zuführen des Zusatzstoffbreies zu dem Vorratsbehälter (30)(30') jeder Verteilungsvorrichtung (10, 10') undAufbringen der Querstreifen (5) aus Zusatzstoffbrei in einer Vielzahl von sich längs erstreckenden Zonen, die parallel zueinander sind und sich zusammen im Wesentlichen über die Siebbreite erstrecken.
- Verfahren nach Anspruch 1 oder 2, das ferner den Schritt des Schneidens der Bahn in wenigstens zwei schmälere Bahnen (130, 132) beinhaltet, wobei jede schmälere Bahn eine Breite hat, die der Verteilungsvorrichtung (10, 10') entspricht, die Querstreifen auf sie aufbrachte.
- Verfahren nach Anspruch 3 mit dem weiteren Schritt des unabhängigen Aufrollens jeder der schmäleren Bahnen (130, 130') zum nachfolgenden Gebrauch.
- Verfahren nach einem der vorhergehenden Ansprüche, das die folgenden Schritte beinhaltet:optisches Prüfen der Querstreifen (5) auf der Bahn (3) zum Ermitteln von Breiten- und Beabstandungscharakteristik unddynamisches Einstellen des Betriebs von wenigstens einer der Verteilungsvorrichtungen (10, 10') als Reaktion auf den Schritt des optischen Prüfens, um für eine gleichmäßige Breite und gleichmäßige Beabstandung der Querstreifen auf der Bahn zu sorgen.
- Verfahren nach einem der vorhergehenden Ansprüche, das ferner die folgenden Schritte beinhaltet:Speisen einer Vielzahl von linear angeordneten Kammern in dem Vorratsbehälter (30)(30') mit dem Zusatzstoffbrei undsequentielles Voranbewegen der wenigstens einen Öffnung (44) durch die Vielzahl von linear angeordneten Kammern.
- Verfahren nach Anspruch 6, das ferner die folgenden Schritte beinhaltet:optisches Prüfen der Querstreifen (5) auf der Bahn zum Ermitteln von Breiten- und Beabstandungscharakteristik als einer Funktion der Querlage auf der Bahn (3) unddynamisches Einstellen des Drucks in jeder Kammer der Verteilungsvorrichtungen (10, 10') als Reaktion auf den Schritt des optischen Prüfens, um für eine gleichmäßige Breite und gleichmäßige Beabstandung der Querstreifen auf der Bahn zu sorgen.
- Verfahren nach einem der vorhergehenden Ansprüche, wobei der erste Brei und der Zusatzstoff Inhaltsstoffe von Zigarettenpapier sind.
- Verfahren nach einem der vorhergehenden Ansprüche, wobei das Sieb (6) eine Breite von mehr als drei Metern hat und die lineare Geschwindigkeit mehr als 2,5 m/s (500 ft/min) beträgt.
- Vorrichtung (2) zum Herstellen einer Bahn (3) mit einem aufgetragenen Muster (5) aus Zusatzstoff, umfassend:ein Langsieb (6) zum Bereiten einer kontinuierlichen Bahn (3) aus Faserstoff, die sich mit einer linearen Nenngeschwindigkeit in einer Längsrichtung (16) bewegt, eine Breite quer zu dieser Längsrichtung und eine allgemeine ebene Oberfläche hat, undwenigstens eine Verteilungsvorrichtung zum Aufbringen eines Stroms von Zusatzstoff auf die allgemein ebene Oberfläche der Bahn, die einen Vorratsbehälter (30)(30') für Zusatzstoff, ein Hauptstück und ein Endlosband (32) zum Bewegen zwischen dem Vorratsbehälter und der ebenen Oberfläche mit einer Bandgeschwindigkeit hat, das wenigstens eine Öffnung (44) beinhaltet, so dass, wenn die Öffnung auf den Vorratsbehälter ausgerichtet ist, ein Strom von Zusatzstoff auf die allgemein ebene Oberfläche aufgebracht wird, wobei die Geschwindigkeit des Bands (32) eine Längskomponente, die allgemein parallel zur Längsrichtung (16) ist, und eine Querkomponente, die allgemein lotrecht zur Längsrichtung ist, hat, wobei die Längskomponente im Wesentlichen gleich der linearen Nenngeschwindigkeit ist,dadurch gekennzeichnet, dass die Vorrichtung wenigstens zwei Verteilungsvorrichtungen (10, 10'), jeweils zum Aufbringen eines Stroms von Zusatzstoff auf die allgemein ebene Oberfläche der Bahn, aufweist, die einen Vorratsbehälter (30)(30') für Zusatzstoff, ein Hauptstück und ein Endlosband (32) zum Bewegen zwischen dem Vorratsbehälter und der ebenen Oberfläche mit einer Bandgeschwindigkeit hat, das wenigstens eine Öffnung (44) beinhaltet, so dass, wenn die Öffnung-auf den Vorratsbehälter ausgerichtet ist, ein Strom von Zusatzstoff auf die allgemein ebene Oberfläche aufgebracht wird,wobei jede Verteilungsvorrichtung (10, 10') in Bezug auf die Längsrichtung (18) abgewinkelt ist, so dass jede Verteilungsvorrichtung einen entsprechenden Teil der Bahnbreite abdeckt, wobei jede Verteilungsvorrichtung eine Vielzahl von Querstreifen aus Zusatzstoff auf die Bahn aufbringt, wobei die Länge jedes Querstreifens (5) nicht größer als ein Teil der Siebbreite ist, der der Verteilungsvorrichtung entspricht, undein Steuersystem (64, 64'), das jede der Verteilungsvorrichtungen selektiv betätigt.
- Vorrichtung (2) nach Anspruch 10, wobei:jede Verteilungsvorrichtung (10, 10') einen Teil der Breite der Bahn (3) abdeckt undjede Verteilungsvorrichtung eine Vielzahl von allgemein horizontalen Streifen (5) aus Zusatzstoff auf die Oberfläche der Bahn aufbringt.
- Vorrichtung (2) nach Anspruch 10 oder 11, die ferner eine Schneidvorrichtung (125) zum Längsschneiden der Bahn (3) in parallele schmälere Bahnen (130, 132) beinhaltet, wobei jede schmälere Bahn eine Breite hat, die einer von der jeweiligen Verteilungsvorrichtung ausgebildeten gestreiften Region entspricht.
- Vorrichtung (2) nach Anspruch 10, 11 oder 12, die ferner Folgendes beinhaltet:ein Trocknungssystem (26, 27) zum Trocknen der Bahn (3), das den Verteilungsvorrichtungen (10, 10') nachgestellt ist,ein optisches Prüfsystem (120) zum Ermitteln der Breite der Streifen (5) aus Zusatzstoff, das dem Trocknungssystem (26, 27) nachgestellt ist, das funktionell mit den Verteilungsvorrichtungen (10, 10') verbunden ist, undein Steuersystem (64, 64'), das auf das optische Prüfsystem anspricht, um die Zusatzstoffspeisung der Verteilungsvorrichtungen einzustellen, um Streifen mit gleichmäßiger Breite und/oder Dicke bereitzustellen.
- Vorrichtung (2) nach Anspruch 10, 11 oder 12, die ferner Folgendes beinhaltet:ein Trocknungssystem (26, 27) zum Trocknen der Bahn (3), das den Verteilungsvorrichtungen (10, 10') nachgestellt ist,ein optisches Prüfsystem (120) zum Ermitteln der Beabstandung zwischen den Streifen (5) aus Zusatzstoff, das dem Trocknungssystem (26, 27) nachgestellt ist, das funktionell mit den Verteilungsvorrichtungen verbunden ist, undein Steuersystem (64, 64'), das auf das optische Prüfsystem anspricht, um den Betrieb der Bandgeschwindigkeit der Verteilungsvorrichtungen einzustellen, um Streifen mit gleichmäßiger Beabstandung bereitzustellen.
- Vorrichtung nach einem der Ansprüche 10 bis 12, die ferner Folgendes beinhaltet:ein Trocknungssystem (26, 27) zum Trocknen der Bahn (3), das den Verteilungsvorrichtungen (10, 10') nachgestellt ist,ein optisches Prüfsystem (120) zum Ermitteln der Gleichmäßigkeit und Beabstandung der Streifen (5) aus Zusatzstoff, das dem Trocknungssystem (26, 27) nachgestellt ist und das funktionell mit den Verteilungsvorrichtungen verbunden ist, undein Steuersystem (64, 64'), das auf das optische Prüfsystem anspricht, um den Betrieb der Verteilungsvorrichtungen einzustellen, um Streifen mit gleichmäßiger Breite und Beabstandung bereitzustellen.
- Vorrichtung (2) nach einem der Ansprüche 10 bis 15, wobei die Verteilungsvorrichtungen (10, 10') parallel zueinander und seitlich versetzt sind.
- Vorrichtung (2) nach einem der Ansprüche 10 bis 16, die eine Maschine zur Herstellung von Zigarettenpapier ist.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US66418205P | 2005-03-23 | 2005-03-23 | |
| PCT/IB2006/001215 WO2006100607A2 (en) | 2005-03-23 | 2006-03-23 | Method and apparatus for applying a material to a wide high-speed web |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1877621A2 EP1877621A2 (de) | 2008-01-16 |
| EP1877621B1 true EP1877621B1 (de) | 2014-02-12 |
Family
ID=36869269
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP06755870.0A Not-in-force EP1877621B1 (de) | 2005-03-23 | 2006-03-23 | Verfahren und vorrichtung zum auftragen eines materials auf ein breites hochgeschwindigkeitsband |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US20070029060A1 (de) |
| EP (1) | EP1877621B1 (de) |
| JP (1) | JP2008534795A (de) |
| KR (1) | KR101259204B1 (de) |
| CN (1) | CN101146955A (de) |
| BR (1) | BRPI0609219B1 (de) |
| ES (1) | ES2460991T3 (de) |
| MX (1) | MX2007011605A (de) |
| WO (1) | WO2006100607A2 (de) |
Families Citing this family (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102005021337A1 (de) * | 2005-05-04 | 2006-11-16 | Abb Patent Gmbh | System und Verfahren zur korrigierenden Planung und Optimierung von Verarbeitungsprozessen |
| US8925556B2 (en) | 2006-03-31 | 2015-01-06 | Philip Morris Usa Inc. | Banded papers, smoking articles and methods |
| EP2304104B1 (de) | 2008-07-07 | 2012-02-01 | Voith Patent GmbH | Verfahren zum erzeugen eines musters auf einem endlosband |
| DE102009016499A1 (de) * | 2009-04-08 | 2010-10-21 | Hauni Maschinenbau Ag | Verfahren zur optischen Kontrolle eines Umhüllungspapierstreifens der Tabak verarbeitenden Industrie |
| US8701682B2 (en) * | 2009-07-30 | 2014-04-22 | Philip Morris Usa Inc. | Banded paper, smoking article and method |
| EP2551405B1 (de) * | 2010-03-25 | 2015-12-16 | Japan Tobacco, Inc. | Maschine zur herstellung eines bahnmaterials mit geringer zündungstendenz, herstellungsverfahren dafür und verfahren zur herstellung eines zigarettenpapiers mit geringer zündungstendenz |
| EP2634564A4 (de) | 2010-10-29 | 2016-10-12 | Japan Tobacco Inc | Inspektionssystem für beschichtetes papier |
| RU2592017C2 (ru) | 2010-12-13 | 2016-07-20 | Алтриа Клайент Сервисез Ллс | Способ подготовки печатного раствора и получение сигаретной оберточной бумаги с рисунком |
| US11707082B2 (en) | 2010-12-13 | 2023-07-25 | Altria Client Services Llc | Process of preparing printing solution and making patterned cigarette wrapper |
| US8877011B2 (en) | 2011-05-11 | 2014-11-04 | Hollingsworth & Vose Company | Systems and methods for making fiber webs |
| CA2833971A1 (en) | 2011-05-16 | 2012-11-22 | Altria Client Services Inc. | Alternating patterns in cigarette wrapper, smoking article and method |
| KR101297831B1 (ko) * | 2011-11-08 | 2013-08-19 | 주식회사 케이티앤지 | 저발화성 궐련지 이송 장치 및 이를 포함하는 저발화성 궐련지 제조 장치 |
| BR112014028225A2 (pt) | 2012-05-16 | 2017-06-27 | Altria Client Services Inc | envoltório de cigarro com novo padrão |
| CA2873533A1 (en) | 2012-05-16 | 2013-11-21 | Altria Client Services Inc. | Cigarette wrapper with novel pattern |
| EP4140323A1 (de) | 2012-05-16 | 2023-03-01 | Altria Client Services LLC | Neuartiges gebändertes zigarettenpapier mit bändern mit geöffneten bereichen |
| ITBO20120440A1 (it) * | 2012-08-08 | 2014-02-09 | Gd Spa | Apparecchiatura per la applicazione di una sostanza liquida ad almeno un nastro in una macchina per la produzione di articoli da fumo. |
| ITBO20130241A1 (it) * | 2013-05-22 | 2014-11-23 | Gd Spa | Apparecchiatura per la produzione di articoli da fumo. |
| FR3014915B1 (fr) * | 2013-12-13 | 2017-05-19 | Onduline Sa | Procede de fabrication d'un matelas de fibres cellulosiques a taux de matieres minerales controle pour elements de toiture impregnes de bitume, dispositif adapte |
| CN104150263A (zh) * | 2014-06-13 | 2014-11-19 | 浙江兰良实业有限公司 | 一种卷纸机的切边装置 |
| ITUB20160693A1 (it) * | 2016-02-12 | 2017-08-12 | Gd Spa | Apparato e metodo per produrre semilavorati destinati a formare parti di articoli da fumo. |
| KR102370654B1 (ko) | 2018-09-12 | 2022-03-04 | 주식회사 케이티앤지 | 에어로졸 생성 로드 및 이의 제조 방법 |
| JP2022513280A (ja) * | 2018-12-18 | 2022-02-07 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | アルカロイドを含有する材料の複数のシートを製造するための方法および装置 |
| DE102019109208B3 (de) * | 2019-04-08 | 2020-10-01 | Dürr Systems Ag | Applikationseinrichtung und entsprechendes Applikationsverfahren |
| CN113863052B (zh) * | 2021-10-20 | 2023-08-25 | 佛山市高明鸿源纸业有限公司 | 一种施胶机 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DK0486213T3 (da) * | 1990-11-16 | 1997-11-24 | Philip Morris Prod | Papir med tværgående områder med variabel gramvægt |
| US5263999A (en) * | 1991-09-10 | 1993-11-23 | Philip Morris Incorporated | Smoking article wrapper for controlling burn rate and method for making same |
| US5534114A (en) * | 1992-03-06 | 1996-07-09 | Philip Morris Incorporated | Method and apparatus for applying a material to a web |
| US5332472A (en) * | 1992-11-30 | 1994-07-26 | Philip Morris Incorporated | Application of fluidized material to a substrate using displacement transfer |
| US5997691A (en) * | 1996-07-09 | 1999-12-07 | Philip Morris Incorporated | Method and apparatus for applying a material to a web |
| US5966218A (en) * | 1997-07-11 | 1999-10-12 | Philip Morris Incorporated | Bobbin optical inspection system |
| US6020969A (en) * | 1997-07-11 | 2000-02-01 | Philip Morris Incorporated | Cigarette making machine including band inspection |
| US6198537B1 (en) * | 1997-07-11 | 2001-03-06 | Philip Morris Incorporated | Optical inspection system for the manufacture of banded cigarette paper |
| US6596125B2 (en) * | 2001-09-21 | 2003-07-22 | Philip Morris Incorporated | Method and apparatus for applying a material to a web |
-
2006
- 2006-03-23 CN CNA2006800093442A patent/CN101146955A/zh active Pending
- 2006-03-23 ES ES06755870.0T patent/ES2460991T3/es active Active
- 2006-03-23 WO PCT/IB2006/001215 patent/WO2006100607A2/en not_active Application Discontinuation
- 2006-03-23 MX MX2007011605A patent/MX2007011605A/es active IP Right Grant
- 2006-03-23 BR BRPI0609219A patent/BRPI0609219B1/pt not_active IP Right Cessation
- 2006-03-23 JP JP2008502515A patent/JP2008534795A/ja not_active Ceased
- 2006-03-23 US US11/386,647 patent/US20070029060A1/en not_active Abandoned
- 2006-03-23 EP EP06755870.0A patent/EP1877621B1/de not_active Not-in-force
- 2006-03-23 KR KR1020077021931A patent/KR101259204B1/ko not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| ES2460991T3 (es) | 2014-05-16 |
| WO2006100607A3 (en) | 2006-11-16 |
| KR101259204B1 (ko) | 2013-04-29 |
| CN101146955A (zh) | 2008-03-19 |
| US20070029060A1 (en) | 2007-02-08 |
| BRPI0609219A2 (pt) | 2010-03-02 |
| WO2006100607A2 (en) | 2006-09-28 |
| KR20070114297A (ko) | 2007-11-30 |
| BRPI0609219B1 (pt) | 2016-07-26 |
| EP1877621A2 (de) | 2008-01-16 |
| MX2007011605A (es) | 2007-12-06 |
| JP2008534795A (ja) | 2008-08-28 |
| WO2006100607A8 (en) | 2007-08-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1877621B1 (de) | Verfahren und vorrichtung zum auftragen eines materials auf ein breites hochgeschwindigkeitsband | |
| EP1456467B1 (de) | Verfahren und vorrichtung zum auftragen eines materials auf einer bahn | |
| AU737589B2 (en) | Method and apparatus for applying a material to a web | |
| AU2002326975A1 (en) | Method and apparatus for applying a material to a web | |
| US20170188625A1 (en) | Method and Apparatus For Making Slit-Banded Wrapper Using Moving Orifices | |
| FI115149B (fi) | Menetelmä ja laitteisto sideaineen annostelemiseksi | |
| AU759305B2 (en) | Method and apparatus for applying a material to a web |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20071023 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| DAX | Request for extension of the european patent (deleted) | ||
| 17Q | First examination report despatched |
Effective date: 20090505 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: A24D 1/02 20060101ALI20120710BHEP Ipc: D21H 23/50 20060101ALI20120710BHEP Ipc: B65H 35/02 20060101ALI20120710BHEP Ipc: B05C 5/02 20060101AFI20120710BHEP Ipc: B05C 11/10 20060101ALI20120710BHEP Ipc: D21H 23/28 20060101ALI20120710BHEP Ipc: D21G 9/00 20060101ALI20120710BHEP Ipc: A24C 5/00 20060101ALI20120710BHEP Ipc: D21F 11/00 20060101ALI20120710BHEP Ipc: D21H 19/66 20060101ALI20120710BHEP |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAJ | Information related to disapproval of communication of intention to grant by the applicant or resumption of examination proceedings by the epo deleted |
Free format text: ORIGINAL CODE: EPIDOSDIGR1 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R079 Ref document number: 602006040267 Country of ref document: DE Free format text: PREVIOUS MAIN CLASS: D21F0011000000 Ipc: B05B0015020000 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B05C 5/02 20060101ALI20130624BHEP Ipc: D21H 23/28 20060101ALI20130624BHEP Ipc: A24D 1/02 20060101ALI20130624BHEP Ipc: D21H 23/78 20060101ALI20130624BHEP Ipc: D21H 19/36 20060101ALI20130624BHEP Ipc: B65H 35/02 20060101ALI20130624BHEP Ipc: B05C 11/10 20060101ALI20130624BHEP Ipc: D21H 19/68 20060101ALI20130624BHEP Ipc: D21F 11/00 20060101ALI20130624BHEP Ipc: B05B 15/02 20060101AFI20130624BHEP Ipc: A24C 5/00 20060101ALI20130624BHEP Ipc: D21G 9/00 20060101ALI20130624BHEP Ipc: D21H 23/50 20060101ALI20130624BHEP |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20130821 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 651890 Country of ref document: AT Kind code of ref document: T Effective date: 20140215 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602006040267 Country of ref document: DE Effective date: 20140327 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2460991 Country of ref document: ES Kind code of ref document: T3 Effective date: 20140516 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20140320 Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20140212 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140612 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140212 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140212 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140212 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140212 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140612 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140212 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140212 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140212 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140212 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140212 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140212 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140212 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602006040267 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140212 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140212 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140212 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| 26N | No opposition filed |
Effective date: 20141113 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20140512 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140331 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140323 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140331 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602006040267 Country of ref document: DE Effective date: 20141113 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140212 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140212 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140512 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 651890 Country of ref document: AT Kind code of ref document: T Effective date: 20150323 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150323 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 11 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140212 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140513 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20060323 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140212 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140323 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20170322 Year of fee payment: 12 Ref country code: DE Payment date: 20170322 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20170315 Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R079 Ref document number: 602006040267 Country of ref document: DE Free format text: PREVIOUS MAIN CLASS: B05B0015020000 Ipc: B05B0015500000 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 602006040267 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181002 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180331 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20190911 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180324 |