EP1782897B1 - Press with cutting shocks damping. - Google Patents
Press with cutting shocks damping. Download PDFInfo
- Publication number
- EP1782897B1 EP1782897B1 EP20060015118 EP06015118A EP1782897B1 EP 1782897 B1 EP1782897 B1 EP 1782897B1 EP 20060015118 EP20060015118 EP 20060015118 EP 06015118 A EP06015118 A EP 06015118A EP 1782897 B1 EP1782897 B1 EP 1782897B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- press
- force
- slide
- support device
- control device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
- 238000005520 cutting process Methods 0.000 title description 13
- 238000013016 damping Methods 0.000 title description 6
- 230000035939 shock Effects 0.000 title 1
- 239000012530 fluid Substances 0.000 claims description 20
- 238000000034 method Methods 0.000 claims description 19
- 238000004080 punching Methods 0.000 claims description 19
- 230000008569 process Effects 0.000 claims description 16
- 238000003825 pressing Methods 0.000 claims description 8
- 230000008859 change Effects 0.000 claims description 6
- 239000002184 metal Substances 0.000 claims description 4
- 239000000463 material Substances 0.000 description 5
- 230000001419 dependent effect Effects 0.000 description 4
- 239000002655 kraft paper Substances 0.000 description 3
- 238000012544 monitoring process Methods 0.000 description 3
- 230000009467 reduction Effects 0.000 description 3
- 238000000926 separation method Methods 0.000 description 3
- 238000000418 atomic force spectrum Methods 0.000 description 2
- 230000015556 catabolic process Effects 0.000 description 2
- 230000003068 static effect Effects 0.000 description 2
- 238000003860 storage Methods 0.000 description 2
- 208000034656 Contusions Diseases 0.000 description 1
- 241001295925 Gegenes Species 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 230000003044 adaptive effect Effects 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 230000000295 complement effect Effects 0.000 description 1
- 238000013500 data storage Methods 0.000 description 1
- 230000001934 delay Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 229910000734 martensite Inorganic materials 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 239000012528 membrane Substances 0.000 description 1
- 238000005457 optimization Methods 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 230000002441 reversible effect Effects 0.000 description 1
- 230000002123 temporal effect Effects 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D28/00—Shaping by press-cutting; Perforating
- B21D28/02—Punching blanks or articles with or without obtaining scrap; Notching
- B21D28/20—Applications of drives for reducing noise or wear
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/04—Processes
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/162—With control means responsive to replaceable or selectable information program
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/202—With product handling means
- Y10T83/2092—Means to move, guide, or permit free fall or flight of product
- Y10T83/2096—Means to move product out of contact with tool
- Y10T83/2135—Moving stripper timed with tool stroke
- Y10T83/215—Carried by moving tool element or its support
- Y10T83/2153—Fluid pressure actuated stripper
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/929—Tool or tool with support
- Y10T83/9411—Cutting couple type
- Y10T83/9423—Punching tool
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/929—Tool or tool with support
- Y10T83/9411—Cutting couple type
- Y10T83/9423—Punching tool
- Y10T83/9428—Shear-type male tool
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/929—Tool or tool with support
- Y10T83/9454—Reciprocable type
Definitions
- the invention relates to a press, which is particularly adapted for cutting thick and / or high-strength sheets, and a method for operating such a press.
- DE 102 52 625 A1 a system for cutting impact reduction, in which a number of hydraulic cylinders are provided in the tool. These can be arranged below, above or to the side of the workpiece. Sensors, such as ultrasonic sensors, or sensors that measure the flow velocity of the hydraulic fluid flowing out of the hydraulic cylinders, close a valve through which hydraulic fluid could hitherto flow out of the hydraulic cylinders.
- the hydraulic cylinders are connected to pressure accumulators, which are under relatively high pressure. Therefore, they now generate a high drag. The force previously exerted by the punch on the workpiece is thus transferred to the moment in the hydraulic cylinder, in which the stamp begin to break through the workpiece.
- the US 5,673,601 describes a damping device for a press to reduce noise and vibration.
- the press angle is measured and a noise measurement is carried out at certain press angle values.
- the damping device is then activated as a function of the noise measured values.
- the set value for the press angle can be determined workpiece and tool-specific. Such values may be retrievably stored in a table so as to have new setting values for the press angle at which the force changeover of the support device takes place when the press is converted.
- the press can be easily adjusted to different conditions, in particular with regard to the stroke rate or the cutting force.
- To the sheet holding device usually includes a hold-down plate, which is supported directly on the workpiece.
- the hold-down plate extends into the immediate vicinity of the punches (punches) and thus close up to the section to be produced. So that the sheet in the immediate Thomasnahe is firmly clamped between the hold-down plate and the lower tool (punching tool) to achieve a high quality cut.
- the press according to the invention preferably takes the sheet holding device or other support means after the breakthrough of the punch by the workpiece, the force applied by the plunger during this passes through its bottom dead center and stores the energy thereby emitted by the plunger. During the return stroke of the plunger, this energy is given back to the plunger and thus to the press drive.
- the press drive is relieved as a whole, i. Energy is saved.
- the mechanical load on the press is prevented by avoiding too large sudden force changes.
- a particularly firm clamping of the workpiece takes place during the breakthrough, resulting in particularly high cutting qualities.
- the force on the sheet holding device can be introduced over a particularly large area and thus gently in the workpiece, so that the same undesirable deformations, such as bruising and the like, can be avoided.
- the sheet holding device or the support means to a hydraulic cylinder which is connected to a first and a second hydraulic pressure accumulator.
- Both accumulators have e.g. a slidably mounted piston with damped end stop on.
- membrane storage devices or storage devices may be provided in which a gas pressure pad is directly in communication with the hydraulic fluid.
- Both accumulators preferably have different rest pressures.
- the path leading from the hydraulic cylinder to the lower pressure accumulator is preferably regulated by an electrically controlled valve controlled by the controller.
- the switching of the supporting force preferably from a smaller value to a larger value, at a given press angle makes it possible to start the switching operation of the hydraulic valve just before the press angle, at which the counterforce applied by the workpiece collapses, for example because the punch by the Pierces the material of the workpiece.
- the press angle difference by which the hydraulic valve is opened prematurely may be referred to as "lead angle".
- This can be time delays that arise due to the switching of the hydraulic valve and by the response delay of other components, effectively compensate.
- systems that use large forces to switch the hydraulic valve can force collapse Identify the workpiece, only in hindsight, ie react with a time delay.
- the proposal according to the invention thus makes possible an effective compensation of the otherwise occurring cutting stroke, especially at a faster operating speed of the press (large number of strokes).
- FIG. 1 is in an extremely schematic representation of a press 1 illustrated, which has a press frame with press stands 2, 3, a press table 4 and a head piece 5.
- a drive 6, for example, held in the form of an electric motor which drives a plunger 9 back and forth via a schematically illustrated and shown in dashed lines eccentric 7 and a connecting rod 8 also shown in dashed lines.
- a tool 10 with an upper tool 11 and a lower tool 12 is provided between the plunger 9 and the press table 4, a tool 10 with an upper tool 11 and a lower tool 12 is provided.
- the lower tool 12 is formed as a punching tool.
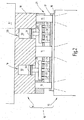
- On the upper tool 11 stamp 13, 14, 15 are held, which, like the other details of the tool 10 in particular FIG. 2 can be seen.
- the tool 10 is used for punching a workpiece 16, the in FIG.
- the lower tool 12 is illustrated as a flat workpiece.
- the lower tool 12 then has a contour corresponding to the non-planar workpiece.
- To the upper tool 11 includes a sheet holder plate 17 which is held on not further illustrated means on a base body 18 of the upper tool 11.
- the main body 18 connected to the plunger 9 carries the punches 13 to 15, which are thereby rigidly connected to the plunger 9.
- the base body 18 includes one or more hydraulic cylinders 19, 20, which together with the sheet holder plate 17 form a sheet holding device 21.
- To the sheet holding device 21 also includes pressure pins 22 to 27, which are approximately or exactly parallel to the punches 13 to 15 are arranged and supported with its lower end face on the sheet holder plate 17. The rest, by the way essentially cylindrical pins are supported by their upper front end on floating plates 28, 29, which are thus on top of the pressure pins 22 to 27.
- the hydraulic cylinders 19, 20 include pistons 30, 31, which delimit in the hydraulic cylinders 19, 20 corresponding with hydraulic fluid filled working spaces 32, 33 and sealed and slidably mounted in these. Piston rods 34, 35 of the pistons 30, 31 press from above onto the floating plates 28, 29 and thus the sheet metal holder plate 17 against the workpiece 16.
- the hydraulic cylinders 19, 20 are connected via an in FIG. 2 not and in FIG. 1 only schematically shown fluid line 36 connected to a hydraulic system 37, which serves to generate a blank holder force and at the same time to take over the force exerted by the plunger 9 force during and after breakthrough of the workpiece 16.
- This power transfer should be as stepless as possible, ie without a sudden force change.
- the sheet holding device thus forms a support device which generates a controlled force between the plunger 9 and the press table 4.
- To the hydraulic system 37 includes a first pressure accumulator 38 and a second pressure accumulator 39, which are both formed in the embodiment as accumulator cylinder 40, 41 with sealingly and slidably mounted therein pistons 42, 43. Both pistons 42, 43 divide in the accumulator cylinders 40, 41 each from two working chambers, the upper, each filled with a gas cushion.
- the pressure accumulator 38 is, for example, under a pressure of about 200 bar while the pressure accumulator 39, for example, under a pressure of 400 bar, for example.
- the pistons 42, 43 have at their lower, the respective end pieces 44, 45 side facing preferably a profiling, which is complementary to a profiling of the respective end piece 44, 45 is formed.
- the profiling is achieved by straight or curved, e.g. formed annular concentric strips or webs, wherein the strips or webs of each piston 42, 43 in correspondingly shaped recesses of each end piece 44, 45 fit.
- the profiles serve as cushioning, so that the pistons 42, 43, when they run against the fittings 44, 45, are gently braked.
- Both pressure accumulators 38, 39 are connected to the fluid line 36.
- the pressure accumulator 39 is connected via a check valve 46 and a throttle device 47 to the fluid line 36.
- the check valve 46 is oriented so that the hydraulic fluid from the hydraulic line 36 can flow unhindered into the pressure accumulator 40, while it is forced on its way back through the throttle device 47.
- the pressure accumulator 38 is connected via a valve device 48 to the fluid line 36 and thus the hydraulic cylinders 19, 20.
- the valve device 48 includes, for example, a directional control valve 49 which is switchable between two states. In a first state, the flow of fluid into and out of the pressure accumulator 38 is unrestricted and unthrottled (or even throttled in an alternative embodiment), while in its other state it blocks this flow of fluid. It is thus designed as open / close valve.
- the valve device 48 may be connected to an electric actuator 50, which is connected to a control device 53.
- the Control device 53 designed as a microprocessor control or as another suitable electronic control. It may be formed as an independent controller for the tool 10 or may be part of the other press control.
- control device is provided or connected to a suitable input / output means 52, such as a screen, a keyboard and the like.
- a suitable input / output means 52 such as a screen, a keyboard and the like.
- Operating parameters for the control of the hydraulic system 37 can be input via these input / output means 52.
- Such an operating parameter is, for example, the press angle ⁇ , at which the valve device 48 is to switch over.
- the controller 53 receives at least one position signal, e.g. marks the press angle.
- the position signal can originate, for example, from an encoder 54, which detects the position of the plunger 9, in particular in the vicinity of its bottom dead center, as a displacement sensor.
- an encoder 55 may be provided which controls the angular position of the eccentric shaft, i. detects the press angle at least in a rotation angle range in which the plunger 9 is in the vicinity of its bottom dead center.
- a sensor 56 is also provided in the form of a force sensor which detects the force applied to the workpiece.
- the sensor 56 is provided, for example, at the point of articulation of the connecting rod 8 on the plunger 9. If a plurality of connecting rods are provided, sensors may be provided at each of the articulation points which, like the sensor 56, are then respectively connected to the control device 53. With the sensor 56, the force exerted by the plunger 9 is detected. This force is the sum of the force exerted on the workpiece and the force exerted by the workpiece Sheet holding device 21 is received. Alternatively, it is possible to accommodate corresponding force sensors at other locations, for example as a deformation sensor in the press table 4 or as force sensors in the upper tool 11 and / or the lower tool 12.
- the control device 53 is adapted to switch the directional control valve 49 at a certain predetermined press angle so that it locks.
- This press angle is just before the bottom dead center at the point at which it is expected that a punching operation to be performed on the workpiece leads to a material separation.
- the position of the eccentric at which this occurs is called the breakthrough angle.
- the breakthrough angle is just before the bottom dead center of the plunger 9. After passing through the bottom dead center, the controller 53, the valve device 48 open again.
- the leading to the pressure accumulator 38 hydraulic line is shut off.
- Switching the Valve device 48 may alternatively be made shortly before reaching the breakthrough angle, dH with an angular or temporal overfeed.
- the necessary Vorhaltewinkel is eg via the input / output device 52 can be entered.
- the return switching of the valve device 48 can take place at a predetermined, after bottom dead center press angle and done by the controller 53 based on the monitored press angle.
- a sensor device for example a proximity switch, which recognizes when the piston 42 approaches the end piece 44.
- the valve 48 can be opened again in order to reactivate the pressure accumulator 38.
- the control device 53 is connected to the control device 53.
- the fluid line 36 may be connected to a pressure sensor connected to the controller 53. This then switches the valve device 48 back to the open state when the fluid pressure prevailing in the fluid line 36 drops below a given limit, which is approximately on the order of magnitude of the pressure of the pressure accumulator 38.
- FIG. 3 an example illustrated time course I of the force F, which, like FIG. 3 shows, in the vicinity of the bottom dead center of the time course of the movement X of the plunger has a maximum. It is possible to monitor whether this expected course I adheres to or leaves a tolerance band.
- the tolerance band can be specified by two further time profiles II and III, which is obtained by corresponding X and ⁇ offset of the expected force curve I. If the course I of the actually occurring ram force leaves the tolerance band, the control device 53 switches over the valve device 48. This is especially true if the course I intersects the course II from top to bottom. The switching of the valve device 48 from the open state to the closed state causes at this moment an increase in the counterforce on the plunger, so that a sudden, ie sudden force drop is avoided.
- the time profile of the force measured by the sensor 56 can be determined. If the drop in force, ie the negative slope of the curve I too steep, this can be detected by the control device 53 as a breakthrough of the workpiece 16. Based on this, the control device 53 can close the valve device 48 immediately. Alternatively or additionally, the stored breakdown angle can be corrected to the now detected value. In this way, an adaptive, ie self-learning control device 53 is created, which adapts itself during operation in terms of the breakdown angle itself.
- the optimization goal lies in that in the course I according to FIG. 3 To minimize between the angles ⁇ 1 and ⁇ 2 occurring force drop.
- the controller 53 may be configured by doing so automatically by adjusting the advance angle. However, it is also possible to specify the angle, as mentioned above, manually.
- the system according to the invention allows a significant increase in the hold-down force, in particular during the performance of the punching operation, ie while the punches 13, 14, 15 penetrate through the material of the workpiece.
- the actual cutting force can be reduced to one sixth of the theoretical thrust.
- the sheet holding device 21 causes a particularly firm clamping of the workpiece 16 and thus causes an improvement of the cut as well as a cutting impact damping.
- the press 1 is biased to equalize or compensate the games. This leads to a reduction in the total compressive force of the system compared to classical cutting impact damping systems. However, this also means that older presses can continue to be used even for difficult separation operations.
- the force exerted on the blank holder plate force is preferably designed approximately to 40% of the pressing force.
- the separation process can be monitored, evaluated and controlled by the use of a fast evaluation and control device, such as the control device 53.
- the system can be largely self-sufficient, ie independently formed and used by the press 1. For example, it can be part of the tool, and thus be used in principle in different presses.
- press-specific parameters can be changed via program or system-specific flash cards.
- the pressures in the hydraulic cylinders 19, 20 can be permanently monitored angularly or distance-dependent.
- the resulting envelopes allow for permanent process monitoring.
- the control of the bypass valve 52 takes place crank angle or path-dependent on the same system.
- the process data and faults can be stored via data storage systems and traced back in case of damage.
- systems for detecting overload cases can be provided.
- a sheet holding device which firmly clamps the workpiece in question during the punching process.
- the clamping force is increased up to 40% or more percent of the ram force.
- the force exerted by the sheet holding device during the workpiece breakthrough can be increased again.
- the increase of the clamping force is preferably controlled in dependence on the press angle. On the one hand improves the cut quality while on the other hand results in an efficient cutting impact reduction or prevention on the press. A cutting stroke is significantly weakened or does not occur.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Control Of Presses (AREA)
- Presses And Accessory Devices Thereof (AREA)
- Perforating, Stamping-Out Or Severing By Means Other Than Cutting (AREA)
Description
Die Erfindung betrifft eine Presse, die insbesondere zum Schneiden von dicken und/oder hochfesten Blechen eingerichtet ist, sowie ein Verfahren zum Betrieb einer solchen Presse.The invention relates to a press, which is particularly adapted for cutting thick and / or high-strength sheets, and a method for operating such a press.
Beim Stanzen oder Schneiden von hochfesten Blechen treten zwischen Stößel und Stanzwerkzeug zeitlich sehr stark schwankende Kräfte auf, die sich insbesondere sprunghaft ändern können. So lange das Material des Werkstücks dem Stempel widersteht, ist eine sehr hohe Kraft vorhanden, wodurch Teile der Presse elastisch verformt werden. Dies betrifft den Pressentisch, das Stanzwerkzeug, die Pressenständer, das Pressenkopfstück und in gewissem Maße auch den Stößel nebst Pleuel und Exzenterwelle. Wenn das Werkstuck unter der Wirkung des Stempels nachgibt, wird die in den genannten Elementen elastisch gespeicherte Energie relativ unkontrolliert frei.When punching or cutting high-strength sheets occur between the ram and punching tool very temporally very fluctuating forces, which can change in particular abruptly. As long as the material of the workpiece resists the punch, a very high force is present, whereby parts of the press are elastically deformed. this concerns the press table, the punching tool, the press stand, the press head piece and, to some extent, the push rod together with the connecting rod and eccentric shaft. If the workpiece gives way under the action of the punch, the elastically stored in the said elements energy is released relatively uncontrolled.
Um diesen Vorgang besser kontrollieren zu können, schlägt die
Ähnliche Pressen und Verfahren mit strömungsabhängig schaltenden Ventilen sind auch aus den nicht vorveröffentlichten Druckschriften
Dieser Weg zur Schnittschlagdämpfung hat sich grundsätzlich bewahrt. Jedoch ist die Einstellung der Sensoren zur Erfassung des Werkstuckdurchbruchs kritisch. Auch ist bei Anordnung der Hydraulikzylinder neben dem Werkzeug noch ein gewisser Schnittschlag vorhanden, der weiter reduziert werden soll.This way to cut impact damping has basically preserved. However, the adjustment of the sensors to detect the workpiece breakthrough is critical. Also, with the arrangement of the hydraulic cylinder next to the tool still a certain cutting blow exists, which should be further reduced.
Die
Davon ausgehend ist es Aufgabe der Erfindung, den genannten Stand der Technik zu verbessern.On this basis, it is an object of the invention to improve the said prior art.
Diese Aufgabe wird mit der Presse nach Anspruch 1 sowie dem Verfahren nach Anspruch 13 gelost:
- Die Presse weist nach Anspruch 1 eine Abstützeinrichtung auf, die zwischen Stößel und Pressentisch wirksam ist und eine zwischen diesen wirksame Kraft erzeugt. Z.B. ist die Abstützeinrichtung Teil der Blechhaltereinrichtung, die das Werkzeug während des Umformvorgangs gegen das Unterwerkzeug presst. Das Unterwerkzeug ist beispielsweise ein Stanzwerkzeug während das Oberwerkzeug beispielsweise ein Stempel ist. Die als Abstützeinrichtung ausgebildete Blechhalteeinrichtung ist in der Lage, unterschiedliche Kräfte auszuüben. Eine der Abstützeinrichtung zugeordnete Steuereinrichtung kann die von der Abstützeinrichtung ausgeübte Kraft beeinflusen.
- Die Steuereinrichtung beeinflusst die von der Abstützeinrichtung ausgeübte Kraft erfindungsgemäß anhand einer Große, die mit der Stößelposition in eindeutigem Zusammenhang steht. Diese Größe ist die Stößelposition selbst oder auch, wie es bevorzugt wird, der Pressenwinkel. Wenn der Pressenwinkel zugrunde gelegt wird, wird von einer Presse ausgegangen, die Von einer drehenden Welle angetrieben wird, wie es beispielsweise bei Exzenterpressen, Kniehebelpressen oder dergleichen der Fall ist. Die Drehposition der Antriebswelle, insbesondere der Exzenterwelle wird dabei als "Pressenwinkel" bezeichnet. Der Pressenwinkel (oder die sonstige, die Stößelposition eindeutig kennzeichnende Größe), bei dem vorzugsweise eine sprungartige Erhöhung der von der Abstützeinrichtung aufgebrachten Gegenkraft erfolgen soll, wird beispielsweise vom Werkzeughersteller vorgegeben und voreingestellt. Es kann vorgesehen werden, diesen voreingestellten Wert des Pressenwinkels, bei dem die Kraftumschaltung erfolgt, beim Einarbeiten der Presse zu korrigieren, d.h. probeweise zu veränkern, um eine möglichst ruhige Arbeitsweise der Presse im Sinne einer maximalen Schnittschlagdampfung zu erreichen. Der so eingestellte Wert wird vorzugsweise abgespeichert und dann für den nachfolgenden Betrieb der Presse zugrunde gelegt.
- The press according to claim 1, a support means which is effective between plunger and press table and generates an effective force between them. For example, the support device is part of the sheet holder device, which presses the tool against the lower tool during the forming process. The lower tool is for example a punching tool while the upper tool is a stamp, for example. Trained as a support sheet holding device is able to exert different forces. A control device associated with the support device can influence the force exerted by the support device.
- According to the invention, the control device influences the force exerted by the support device on the basis of a variable that is unambiguously associated with the plunger position. This size is the plunger position itself or, as it is preferred, the press angle. If the press angle is taken as a basis, it is assumed that a press, which is driven by a rotating shaft, as is the case for eccentric presses, toggle presses or the like. The rotational position of the drive shaft, in particular the eccentric shaft is referred to as "press angle". The press angle (or the other, the plunger position clearly characterizing size), in which preferably a sudden increase in the applied force from the support device counterforce should be made, for example, specified by the tool manufacturer and preset. It can be provided to correct this preset value of the press angle at which the power is switched when incorporating the press, ie to try to change, in order to achieve the quietest possible operation of the press in terms of a maximum Schnittschlagdampfung. The value thus set is preferably stored and then used as the basis for the subsequent operation of the press.
Der eingestellte Wert für den Pressenwinkel kann werkstück- und werkzeugspezifisch festgelegt werden. Solche Werte können in einer Tabelle abrufbar gespeichert sein, um bei Umrüstung der Presse neue Einstellwerte für den Pressenwinkel, bei dem die Kraftumschaltung der Abstützeinrichtung erfolgt, zur Verfügung zu haben.The set value for the press angle can be determined workpiece and tool-specific. Such values may be retrievably stored in a table so as to have new setting values for the press angle at which the force changeover of the support device takes place when the press is converted.
Durch die im einfachsten Falle ausschließlich anhand des Pressenwinkel vorgenommene Umschaltung der Abstützkraft kann die Presse auf einfache Weise an unterschiedliche Gegebenheiten, insbesondere hinsichtlich der Hubzahl oder auch der Schnittkraft eingestellt werden.By switching in the simplest case exclusively based on the press angle switching the support force, the press can be easily adjusted to different conditions, in particular with regard to the stroke rate or the cutting force.
Zu der Blechhalteeinrichtung gehört in der Regel eine Niederhalterplatte, die sich unmittelbar an dem Werkstück abstützt. Die Niederhalterplatte erstreckt sich bis in unmittelbare Nachbarschaft zu den Stempeln (Stanzstempeln) und somit dicht bis an den zu erzeugenden Schnitt heran. Damit soll das Blech in unmittelbarer Schnittnahe fest zwischen der Niederhalterplatte und dem Unterwerkzeug (Stanzwerkzeug) eingeklemmt werden, um eine hohe Schnittqualitat zu erreichen. Bei der erfindungsgemäßen Presse übernimmt bevorzugterweise die Blechhalteeinrichtung oder aber auch eine sonstige Abstützeinrichtung nach dem Durchbruch der Stempel durch das Werkstück die von dem Stößel aufgebrachte Kraft während dieser seinen unteren Totpunkt durchläuft und speichert die von dem Stößel dadurch abgegebene Energie zwischen. Bei dem Rückhub des Stößels wird diese Energie an den Stößel und somit an den Pressenantrieb zurück gegeben. Durch die so erreichte Vermeidung der unkontrollierten Freisetzung der in der Presse elastisch gespeicherten Energie, wird der Pressenantrieb insgesamt entlastet, d.h. es wird Energie eingespart. Außerdem wird die mechanische Belastung der Presse durch Vermeidung zu großer plötzlicher Kraftanderungen verhindert. Des Weiteren gelingt durch die Überleitung der bis zum Werkstückdurchbruch auf die Stempel ausgeübten Kraft auf die Blechhalteeinrichtung eine besonders feste Klemmung des Werkstücks gerade während des Durchbruchs, so dass sich besonders hohe Schnittqualitäten ergeben. Außerdem kann die Kraft über die Blechhalteeinrichtung besonders großflächig und somit schonend in das Werkstück eingeleitet werden, so dass unerwünschte Deformationen desselben, wie beispielsweise Quetschungen und dergleichen, vermieden werden können.To the sheet holding device usually includes a hold-down plate, which is supported directly on the workpiece. The hold-down plate extends into the immediate vicinity of the punches (punches) and thus close up to the section to be produced. So that the sheet in the immediate Schnittnahe is firmly clamped between the hold-down plate and the lower tool (punching tool) to achieve a high quality cut. In the press according to the invention preferably takes the sheet holding device or other support means after the breakthrough of the punch by the workpiece, the force applied by the plunger during this passes through its bottom dead center and stores the energy thereby emitted by the plunger. During the return stroke of the plunger, this energy is given back to the plunger and thus to the press drive. By thus avoiding the uncontrolled release of the elastically stored energy in the press, the press drive is relieved as a whole, i. Energy is saved. In addition, the mechanical load on the press is prevented by avoiding too large sudden force changes. Furthermore, by transferring the force exerted on the stamps up to the workpiece breakthrough onto the sheet-metal holding device, a particularly firm clamping of the workpiece takes place during the breakthrough, resulting in particularly high cutting qualities. In addition, the force on the sheet holding device can be introduced over a particularly large area and thus gently in the workpiece, so that the same undesirable deformations, such as bruising and the like, can be avoided.
Es ist auch möglich, den Verlauf der Stößelkraft über der Zeit oder dem Pressenwinkel zu erfassen und zu Uberwachen. Verlässt dieser einen pressenwinkelabhängig vorgegebenen Toleranzbereich, kann der Umschaltzeitpunkt (Umschaltpressenwinkel) für die von der Abstützeinrichtung aufgebrachte Gegenkraft vor- oder zurückverlegt werden. Dies ermöglicht insbesondere die Erzielung hoher Hubzahlen.It is also possible to detect and monitor the progression of the ram force over time or the press angle. If this leaves a tolerance range-dependent predetermined tolerance range, the switching time (switching press angle) for the opposing force applied by the support device can be moved forward or backward. This allows in particular the achievement of high stroke rates.
Vorzugsweise weisen die Blechhalteeinrichtung bzw. die Abstützeinrichtung einen Hydraulikzylinder auf, der mit einem ersten und mit einem zweiten hydraulischen Druckspeicher verbunden ist. Beide Druckspeicher weisen z.B. einen verschiebbar gelagerten Kolben mit gedampftem Endanschlag auf. Alternativ können Membranspeichereinrichtungen oder Speichereinrichtungen vorgesehen werden, bei denen ein Gasdruckpolster direkt mit dem Hydraulikfluid in Verbindung steht. Beide Druckspeicher weisen vorzugsweise unterschiedliche Ruhedrücke auf. Der von dem Hydraulikzylinder zu dem Druckspeicher mit niedrigerem Druck führende Weg ist vorzugsweise durch ein elektrisch gesteuertes Ventil reguliert, das von der Steuereinrichtung gesteuert ist.Preferably, the sheet holding device or the support means to a hydraulic cylinder which is connected to a first and a second hydraulic pressure accumulator. Both accumulators have e.g. a slidably mounted piston with damped end stop on. Alternatively, membrane storage devices or storage devices may be provided in which a gas pressure pad is directly in communication with the hydraulic fluid. Both accumulators preferably have different rest pressures. The path leading from the hydraulic cylinder to the lower pressure accumulator is preferably regulated by an electrically controlled valve controlled by the controller.
Die Umschaltung der Abstützkraft, vorzugsweise von einem geringeren Wert auf einen größeren Wert, bei einem vorgegebenen Pressenwinkel ermöglicht es, den Umschaltvorgang des Hydraulikventils bereits kurz vor dem Pressenwinkel zu beginnen, bei dem die von dem Werkstück aufgebrachte Gegenkraft zusammenbricht, beispielsweise weil der Stanzstempel durch das Material des Werkstücks durchstößt. Die Pressenwinkeldifferenz, um die das Hydraulikventil voreilend geöffnet wird, kann als "Vorhaltewinkel" bezeichnet werden. Mit diesem lassen Zeitverzogerungen, die durch das Umschalten des Hydraulikventils sowie durch die Ansprechverzögerung sonstiger Komponenten entstehen, wirksam ausgleichen. Im Gegensatz dazu können Systeme, die zum Umschalten des Hydraulikventils Großen nutzen, die den Kraftzusammenbruch an dem Werkstück kennzeichnen, nur im Nachhinein, d.h. zeitverzögert reagieren. Der erfindungsgemäße Vorschlag ermöglicht somit insbesondere bei schneller Arbeitsgeschwindigkeit der Presse (großer Hubzahl) eine wirksame Kompensation des sonst auftretenden Schnittschlags.The switching of the supporting force, preferably from a smaller value to a larger value, at a given press angle makes it possible to start the switching operation of the hydraulic valve just before the press angle, at which the counterforce applied by the workpiece collapses, for example because the punch by the Pierces the material of the workpiece. The press angle difference by which the hydraulic valve is opened prematurely may be referred to as "lead angle". This can be time delays that arise due to the switching of the hydraulic valve and by the response delay of other components, effectively compensate. In contrast, systems that use large forces to switch the hydraulic valve can force collapse Identify the workpiece, only in hindsight, ie react with a time delay. The proposal according to the invention thus makes possible an effective compensation of the otherwise occurring cutting stroke, especially at a faster operating speed of the press (large number of strokes).
Weitere Einzelheiten vorteilhafter Ausführungsformen der Erfindung sind Gegenstand von Unteransprüchen, der Zeichnung oder der Figurenbeschreibung.Further details of advantageous embodiments of the invention are the subject of subclaims, the drawing or the description of the figures.
In der Figurenbeschreibung ist ein Ausfuhrungsbeispiel der Erfindung veranschaulicht. Es zeigen:
- Figur 1
- die erfindungsgemäße Presse in schematisierter Übersichtsdarstellung,
Figur 2- das Werkzeug der Presse nach
Figur 1 in einer schematisierten Vertikalschnittdarstellung und Figur 3- ein Diagramm zur Veranschaulichung der Abhängigkeit des Stößelhubs und der Stößelkraft vom Pressenwinkel.
- FIG. 1
- the press according to the invention in a schematic overview,
- FIG. 2
- the tool after the press
FIG. 1 in a schematic vertical sectional view and - FIG. 3
- a diagram illustrating the dependence of the ram stroke and the ram force of the press angle.
In
Zu dem Oberwerkzeug 11 gehört eine Blechhalterplatte 17, die über nicht weiter veranschaulichte Mittel an einem Grundkörper 18 des Oberwerkzeugs 11 gehalten ist. Der mit dem Stößel 9 verbundene Grundkörper 18 trägt die Stempel 13 bis 15, die dadurch starr mit dem Stößel 9 verbunden sind. Außerdem enthält der Grundkörper 18 einen oder mehrere Hydraulikzylinder 19, 20, die zusammen mit der Blechhalterplatte 17 eine Blechhalteeinrichtung 21 bilden. Zu der Blechhalteeinrichtung 21 gehören außerdem Druckstifte 22 bis 27, die ungefähr oder genau parallel zu den Stempeln 13 bis 15 angeordnet sind und sich mit ihrem unteren stirnseitigen Ende auf der Blechhalterplatte 17 abstützen. Die im Übrigen im Wesentlichen zylindrischen Stifte stützen sich mit ihrem oberen stirnseitigen Ende an Schwebeplatten 28, 29 ab, die somit oben auf den Druckstiften 22 bis 27 liegen. Zu den Hydraulikzylindern 19, 20 gehören Kolben 30, 31, die in den Hydraulikzylindern 19, 20 entsprechende mit Hydraulikfluid gefüllte Arbeitsräume 32, 33 abgrenzen und abgedichtet sowie verschiebbar in diesen gelagert sind. Kolbenstangen 34, 35 der Kolben 30, 31 drücken von oben her auf die Schwebeplatten 28, 29 und somit die Blechhalterplatte 17 gegen das Werkstück 16.To the
Die Hydraulikzylinder 19, 20 sind über eine in
Zu dem Hydrauliksystem 37 gehören ein erster Druckspeicher 38 und ein zweiter Druckspeicher 39, die im Ausführungsbeispiel beide als Druckspeicherzylinder 40, 41 mit darin abgedichtet und verschiebbar gelagerten Kolben 42, 43 ausgebildet sind. Beide Kolben 42, 43 teilen in den Druckspeicherzylindern 40, 41 jeweils zwei Arbeitskammern ab, deren obere, jeweils mit einem Gaspolster gefüllt ist. Der Druckspeicher 38 steht beispielsweise unter einem Druck von ungefähr 200 bar während der Druckspeicher 39 z.B. unter einem Druck von z.B. 400 bar steht.To the
Die Kolben 42, 43 weisen an ihrer unteren, den jeweiligen Abschlussstücken 44, 45 zugewandten Seite vorzugsweise eine Profilierung auf, die komplementär zu einer Profilierung des jeweiligen Abschlussstücks 44, 45 ausgebildet ist. Die Profilierung wird durch gerade oder gebogene, z.B. ringförmig konzentrische Leisten oder Stege gebildet, wobei die Leisten oder Stege jedes Kolbens 42, 43 in entsprechend geformte Ausnehmungen jedes Abschlussstücks 44, 45 passen. Die Profilierungen dienen als Endlagendämpfung, so dass die Kolben 42, 43, wenn sie gegen die Anschlussstücke 44, 45 laufen, sanft abgebremst werden.The
Beide Druckspeicher 38, 39 sind mit der Fluidleitung 36 verbunden. Vorzugsweise ist der Druckspeicher 39 über ein Rückschlagventil 46 und eine Drosseleinrichtung 47 an die Fluidleitung 36 angeschlossen. Das Rückschlagventil 46 ist dabei so orientiert, dass das Hydraulikfluid aus der Hydraulikleitung 36 ungehindert in den Druckspeicher 40 einströmen kann, während es auf seinem Rückweg durch die Drosseleinrichtung 47 gezwungen wird.Both
Der Druckspeicher 38 ist über eine Ventileinrichtung 48 mit der Fluidleitung 36 und somit den Hydraulikzylindern 19, 20 verbunden. Die Ventileinrichtung 48 enthält z.B. ein Wegeventil 49, das zwischen zwei Zuständen umschaltbar ist. In einem ersten Zustand gibt es den Fluidfluss in und aus dem Druckspeicher 38 unbeschränkt und ungedrosselt (oder bei einer alternativen Ausführungsform auch lediglich gedrosselt) frei, während es in seinem anderen Zustand diesen Fluidfluss sperrt. Es ist somit als Auf/Zu-Ventil ausgebildet. Die Ventileinrichtung 48 kann ist mit einer elektrischen Betätigungseinrichtung 50 verbunden sein, die mit einer Steuereinrichtung 53 verbunden ist. Vorzugsweise ist die Steuereinrichtung 53 als Mikroprozessorsteuerung oder auch als anderweitige geeignete elektronische Steuerung ausgebildet. Sie kann als eigenständige Steuerung für das Werkzeug 10 ausgebildet oder auch Teil der sonstigen Pressensteuerung sein. Vorzugsweise ist die Steuereinrichtung mit einem geeigneten Ein/Ausgabemittel 52, wie bspw. einem Bildschirm, einer Tastatur und dergleichen versehen oder verbunden. Über diese Ein/Ausgabemittel 52 können Betriebsparameter für die Steuerung des Hydrauliksystems 37 eingegeben werden. Ein solcher Betriebsparameter ist z.B. der Pressenwinkel α, bei dem die Ventileinrichtung 48 umschalten soll.The
Neben anderen Eingangssignalen erhält die Steuereinrichtung 53 mindestens ein Positionssignal, das z.B. den Pressenwinkel kennzeichnet. Das Positionssignal kann beispielsweise von einem Geber 54 herrühren, der als Weggeber die Position des Stößels 9, insbesondere in der Nähe seines unteren Totpunkts erfasst. Zusätzlich oder alternativ kann ein Geber 55 vorgesehen sein, der die Winkelstellung der Exzenterwelle, d.h. den Pressenwinkel wenigstens in einem Drehwinkelbereich erfasst, bei dem der Stößel 9 in der Nähe seines unteren Totpunkts steht.Among other input signals, the
Bei einer bevorzugten Ausführungsform ist außerdem ein Sensor 56 in Form eines Kraftsensors vorgesehen, der die auf das Werkstück ausgeübte Kraft erfasst. Dazu ist der Sensor 56 z.B. an dem Anlenkpunkt des Pleuels 8 an dem Stößel 9 vorgesehen. Sind mehrere Pleuel vorgesehen, können an jedem der Anlenkpunkte Sensoren vorgesehen sein, die wie der Sensor 56 dann jeweils mit der Steuereinrichtung 53 verbunden sind. Mit dem Sensor 56 wird die von dem Stößel 9 ausgeübte Kraft erfasst. Diese Kraft ist die Summe der Kraft, die auf das Werkstück ausgeübt wird und der Kraft, die von der Blechhalteeinrichtung 21 aufgenommen wird. Alternativ ist es möglich, entsprechende Kraftsensoren an anderen Stellen, beispielsweise als Verformungssensor im Pressentisch 4 oder auch als Kraftsensoren in dem Oberwerkzeug 11 und/oder dem Unterwerkzeug 12 unterzubringen.In a preferred embodiment, a sensor 56 is also provided in the form of a force sensor which detects the force applied to the workpiece. For this purpose, the sensor 56 is provided, for example, at the point of articulation of the connecting rod 8 on the
Die Steuereinrichtung 53 ist darauf eingerichtet, das Wegeventil 49 bei einem bestimmten vorgegebenen Pressenwinkel so umzuschalten, dass es sperrt. Dieser Pressenwinkel liegt kurz vor dem unteren Totpunkt an derjenigen Stelle an der erwartet wird, dass ein an dem Werkstück durchzuführender Stanzvorgang zu einer Materialtrennung führt. Die Position des Exzenters, bei der dies auftritt, wird als Durchbruchwinkel bezeichnet. Der Durchbruchwinkel liegt kurz vor dem unteren Totpunkt des Stößels 9. Nach Durchlaufen des unteren Totpunkts kann die Steuereinrichtung 53 die Ventileinrichtung 48 wieder öffnen.The
Die insoweit beschriebene Presse 1 arbeitet in einer ersten Ausführungsform wie folgt:
- Zur Funktionsveranschaulichung wird ein einziger Stanzhub beschrieben. Zur Durchführung desselben wird zunächst
das Werkstück 16auf das Unterwerkzeug 12 gelegt, wonach sich der Stößel 9 senkt. Die Blechhalterplatte 17 ist dabei in ihrer untersten Position, in der sie mit ihrer Unterseite zumindest etwas unterhalb der Stirnflächen derStempel auf dem Werkstück 16 aufsetzt, sind dieKolben den Hydraulikzylinder dem Hydrauliksystem 37 unter einem Ruhedruck.
- To illustrate the function, a single punching stroke is described. To carry out the same, the
workpiece 16 is first placed on thelower tool 12, after which theplunger 9 lowers. The blank holder plate 17 is in its lowest position, in which it is at least slightly below the end faces of thepunches workpiece 16, thepistons hydraulic cylinder hydraulic system 37 under a static pressure.
Sobald die Blechhalterplatte 17 auf dem Werkstück 16 aufsetzt, drückt sie das Werkstück 16 an das Unterwerkzeug 12 an. Die Blechhalterplatte 17 bleibt somit stehen während sich der Stößel 9 weiter in Richtung auf das Werkstück 16 zu bewegt. Ebenfalls stehen bleiben die Druckstifte 22 bis 27, die Schwebeplatten 28, 29 und die Kolben 30, 31. In Folge der weiteren Abwärtsbewegung des Stößels 9 wird somit das Volumen der Arbeitskammern 32, 33 vermindert und Hydraulikfluid über die Fluidleitung 36 und das offene Wegeventil 49 der Ventileinrichtung 48 in den Druckspeicher 38 getrieben, der einen niedrigeren Ruhedruck hat als der Druckspeicher 39. Somit wird der Kolben 43 in.
Sodann setzen die Stirnseiten der Stempel 13, 14, 15 auf dem Werkstück 16 auf. Das Werkstück 16 setzt dem Eindringen der Stempel 13, 14, 15 einen erheblichen Widerstand entgegen, so dass die Bewegung der Stempel 13, 14, 15 zunächst stoppt. Die Antriebsleistung der Antriebseinrichtung 6 wird nun kurzzeitig darauf verwendet, den Antriebsstrang und das Pressengestell einschließlich Pressentisch 4 und Unterwerkzeug 12 etwas elastisch zu deformieren, d.h. zu spannen. Damit wird zunehmend eine größer werdende Kraft aufgebaut, bis schließlich die Stempel 13, 14, 15 durch das Werkstück 16 stoßen. Der Pressenwinkel (Durchbruchwinkel), bei dem dies erfolgt, ist der Steuereinrichtung als Betriebsparameter bekannt. Sie überwacht deshalb ständig, oder tzumindest in der Nähe des unteren Totpunktes, den Pressenwinkel schaltet bei Erreichen des Durchbruchwinkels die Ventileinrichtung 48 um. Die zu dem Druckspeicher 38 führende Hydraulikleitung wird damit abgesperrt. Die Umschaltung der Ventileinrichtung 48 kann alternativ auch kurz vor Erreichen des Durchbruchwinkels, d.H. mit einer winkelmäßigen oder zeitlichen Voreilung erfolgen. Der dazu erforderliche Vorhaltewinkel ist z.B. über die Ein/Ausgabeeinrichtung 52 eingebbar.Then put the end faces of the
Ist nun das Wegeventil 49 geschlossen, kann kein weiteres Hydraulikfluid in den Druckspeicher 38 fließen. Es muss deshalb in den Druckspeicher 39 ausweichen, der unter erheblich höherem Druck steht. Somit erzeugen die Hydraulikzylinder 19, 20 nunmehr einen erheblichen Gegendruck, der sich einerseits auf der Blechhalterplatte 17 abstützt und andererseits dem Stößel 9 entgegen wirkt. Somit kommutiert die bislang von den Stempeln 13, 14, 15 aufgenommene Kraft auf die Blechhaltereinrichtung 21, so dass sich die gespannte Presse nicht entspannen kann. Gegen die große Kraft der Blechhaltereinrichtung durchläuft der Stößel nun seinen unteren Totpunkt, wobei die Blechhaltereinrichtung dann auf dem ersten Abschnitt des Aufwärtshubs den Stößel 9 mit großer Kraft nach oben schiebt. In dieser Phase wird die in der Presse 1 gespeicherte elastische Energie an den Stößel 9 und somit an die Antriebseinrichtung 6 zurück gegeben.If now the
Die Rückumschaltung der Ventileinrichtung 48 kann bei einem vorgegebenen, nach dem unteren Totpunkt liegenden Pressenwinkel erfolgen und von der Steuereinrichtung 53 anhand des überwachten Pressenwinkels erfolgen. Alternativ ist es auch möglich, den Druckspeicher 39 mit einer Sensoreinrichtung, beispielsweise einem Näherungsschalter zu versehen, der an Annähern des Kolbens 42 an das Abschlussstück 44 erkennt. Sobald der Kolben das Abschlussstück 44 erreicht oder zumindest fast erreicht kann das Ventil 48 wieder geöffnet werden, um den Druckspeicher 38 zu reaktivieren. Der entsprechende Sensor ist mit der Steuereinrichtung 53 verbunden.The return switching of the
Alternativ kann die Fluidleitung 36 mit einem Drucksensor verbunden sein, der mit der Steuereinrichtung 53 verbunden ist. Diese schaltet dann die Ventileinrichtung 48 wieder in Offen-Zustand, wenn der in der Fluidleitung 36 herrschende Fluiddruck unter einen gegebenen Grenzwert abfällt, der etwa in Größenordnung des Drucks des Druckspeichers 38 liegt.Alternatively, the
Des Weiteren ist es bei einer verfeinerten Ausführungsform möglich, die von dem Stößel 9 ausgeübte Kraft mittels des Sensors 56 zu überwachen. Es entsteht der in
Bei Durchbrechen des Verlaufs I durch die obere Grenze III kann umgekehrt reagiert werden. Es ist möglich, die Funktion der Überwachung des Verlaufs I auf Verlassen des Toleranzbands auf ein Winkelfenster α1, α2 zu beschränken, in dem der Durchbruchwinkel erwartet wird.When breaching the course I by the upper limit III can be reacted in reverse. It is possible the To limit the function of the monitoring of the course I on leaving the tolerance band to an angle window α1, α2, in which the break-through angle is expected.
Alternativ kann der zeitliche Verlauf der von dem Sensor 56 gemessenen Kraft ermittelt werden. Ist der Abfall der Kraft, d.h. die negative Steigung des Verlaufs I zu steil, kann dies von der Steuereinrichtung 53 als Durchbruch des Werkstücks 16 erkannt werden. Ausgehend davon kann die Steuereinrichtung 53 die Ventileinrichtung 48 sofort schließen. Alternativ oder ergänzend kann der eingespeicherte Durchbruchwinkel auf den nunmehr erfassten Wert korrigiert werden. Auf diese Weise wird eine adaptive, d.h. selbstlernende Steuereinrichtung 53 geschaffen, die sich während des Betriebs hinsichtlich des Durchbruchwinkels selbst adaptiert. Das Optimierungsziel liegt dabei darin, den in dem Verlauf I gemäß
Es ist auch möglich, den Durchbruchwinkel dynamisch anzupassen indem er zunächst grob eingestellt, der Kraftverlauf überwacht und somit der tatsächliche aktuelle Durchbruchwinkel bestimmt wird. Als Pressenwinkel des Stanzdurchbruchs wird dann jeweils der Pressenwinkel aus dem vorigen Stanzhub oder ein Durchschnittswert aus vorigen Stanzhüben herangezogen. Auch ist es möglich, in dem Pressengestell, dem Pressentisch oder anderen Teilen der Presse, Kraftsensoren unterzubringen, die auf eine Deformation des betreffenden Pressenelements oder direkt auf die in der Presse wirkende Kraft ansprechen. Solches können beispielsweise Kraftsensoren in dem Werkzeug 10 sein. Die von diesen Sensoren abgegebenen Signale können an die Steuereinrichtung 53 geführt werden und dazu dienen, den Durchbruchwinkel festzulegen.It is also possible to adjust the break-through angle dynamically by first roughly setting, monitoring the force curve and thus determining the actual current break-through angle. The press angle from the previous punching stroke or an average value from previous punching strokes is then used as the press angle of the punching breakthrough. It is also possible to accommodate in the press frame, the press table or other parts of the press, force sensors which respond to a deformation of the respective press element or directly to the force acting in the press. Such can be, for example, force sensors be in the
Das erfindungsgemäße System gestattet eine wesentliche Erhöhung der Niederhalterkraft, insbesondere während der Durchführung des Stanzvorgangs, d.h. während die Stempel 13, 14, 15 durch das Material des Werkstücks dringen. Die eigentliche Schnittkraft kann dadurch auf bis ein Sechstel der theoretischen Schubkraft gesenkt werden. Die Blechhalteeinrichtung 21 bewirkt eine besonders feste Einspannung des Werkstücks 16 und bewirkt somit eine Verbesserung des Schnitts wie auch eine Schnittschlagdämpfung. Die Presse 1 wird so vorgespannt, das Spiele ausgeglichen oder kompensiert werden. Dies führt gegenüber klassischen Schnittschlagdämpfungssystemen zur Verminderung der Gesamtpresskraft des Systems. Dies bedeutet aber auch, dass ältere Pressen auch weiterhin sogar für schwierige Trennoperationen eingesetzt werden können. Die auf die Blechhalterplatte ausgeübte Kraft wird vorzugsweise etwa auf 40 % der Presskraft ausgelegt. Das Trennverfahren kann durch den Einsatz eines schnellen Auswerte- und Steuergeräts, wie beispielsweise der Steuereinrichtung 53, überwacht, ausgewertet und gesteuert werden. Das System kann weitgehend autark, d.h. von der Presse 1 unabhängig ausgebildet und eingesetzt werden. Beispielsweise kann es Teil des Werkzeugs sein, und somit prinzipiell bei verschiedenen Pressen eingesetzt werden. Bei Änderung der Pressendaten können pressenspezifische Parameter über Programm oder anlagenspezifische Flashkarten geändert werden.The system according to the invention allows a significant increase in the hold-down force, in particular during the performance of the punching operation, ie while the
Die Drücke in den Hydraulikzylindern 19, 20 können winkel- oder wegeabhängig permanent überwacht werden. Die sich ergebenden Hüllkurven gestatten eine permanente Prozessüberwachung. Die Ansteuerung des Bypassventils 52 erfolgt kurbelwinkel- oder wegeabhängig über das gleiche System. Die Prozessdaten und Störungen können über Datenspeichersysteme gespeichert und bei Schäden rückverfolgt werden. Außerdem können Systeme zur Erfassung von Überlastfällen vorgesehen werden.The pressures in the
Zur Erhöhung der Schnittqualität und der Verbesserung der Arbeitsweise einer Presse, insbesondere beim Stanzen hochfester martensitischer Werkstoffe oder auch beim Stanzen dicker Bleche wird eine Blechhalteeinrichtung vorgesehen, die das betreffende Werkstück während des Stanzvorgangs fest einspannt. Die Spannkraft wird auf bis zu 40 % oder mehr Prozent der Stößelkraft erhöht. Insbesondere kann die von der Blechhalteeinrichtung ausgeübte Kraft während des Werkstückdurchbruchs nochmals erhöht werden. Die Erhöhung der Spannkraft erfolgt vorzugsweise gesteuert in Abhängigkeit vom Pressenwinkel. Einerseits verbessert sich dadurch die Schnittqualität während sich andererseits eine effiziente Schnittschlagminderung oder -verhinderung an der Presse ergibt. Ein Schnittschlag ist wesentlich geschwächt oder tritt nicht auf.To increase the quality of cut and improve the operation of a press, especially when punching high-strength martensitic materials or when punching thick sheets, a sheet holding device is provided which firmly clamps the workpiece in question during the punching process. The clamping force is increased up to 40% or more percent of the ram force. In particular, the force exerted by the sheet holding device during the workpiece breakthrough can be increased again. The increase of the clamping force is preferably controlled in dependence on the press angle. On the one hand improves the cut quality while on the other hand results in an efficient cutting impact reduction or prevention on the press. A cutting stroke is significantly weakened or does not occur.
Claims (21)
- Press (1) for punching metal sheets,
with a press frame, which includes a press bed (4) to receive a lower die (12) and in which a slide (9), which connects to a drive device (6) and carries an upper die (11), is is movably disposed,
with a controllable support device (21), which is fitted to generate a variable force active between the slide and the press bed,
with a control device (53), which is associated with the support device (21) and by means of a sensor device (54, 55) detects as magnitude (α, x), which stands in a clear relationship with the slide position, a pressing angle (α) or a slide position (x), characterised in that in the case of a predetermined pressing angle (α) or in the case of a predetermined slide position (x) the force exerted by the support device (21) and active between the slide (9) and the workpiece (16) switches over from a lower value to a higher value. - Press according to claim 1, characterised in that the magnitude is the pressing angle (α) and the sensor device is a rotation position sensor (55).
- Press according to claim 2, characterised in that the rotation position sensor (55) is fitted to detect the pressing angle in increments.
- Press according to claim 1, characterised in that the magnitude is the slide position (x) and the sensor device is a position measuring device (54).
- Press according to claim 1, characterised in that the support device (21) belongs to the die (10) and presses the workpiece (16) against the lower die (12) during the deformation process and to do this rests against the slide (9) at one end and on the workpiece (16) at its other end.
- Press according to claim 1, characterised in that the support device (21) has at least one hydraulic cylinder (19), which is connected to a hydraulic system (37), which applies a pressurised hydraulic fluid to the hydraulic cylinder (19).
- Press according to claim 1, characterised in that the hydraulic system (37) has at least one first hydraulic accumulator (38) and at least one second hydraulic accumulator (39).
- Press according to claim 2, characterised in that the control device (53) has an electrically controlled changeover valve (48) for controlling the hydraulic flow out of the hydraulic cylinder (19, 20).
- Press according to claim 1, characterised in that the sensor device includes at least one force sensor (56), which detects at least a portion of the force exerted on the workpiece.
- Press according to claim 9, characterised in that the control device (53) is fitted to monitor the time curve (I) of the detected force and abruptly increase the force exerted by the support device (21) when the curve of the monitored force deviates by more than a predetermined dimension from a time-dependently predetermined value (II, III).
- Press according to claim 10, characterised in that the control device (53) determines the rate of change of the time curve (I) and abruptly increases the force exerted by the support device (21) when the rate of change exceeds a limit dimension.
- Press according to claim 11, characterised in that the control device (53) determines the rate of change of the time curve (I) only for a limited section of the slide path.
- Process for punching metal sheets with a press, which has
a press frame, which includes a press bed (4) to receive a lower die (12) and in which a slide (9), which connects to a drive device (6) and carries an upper die (11), is movably disposed,
a controllable support device (21), which at least intermittently presses against the slide (9) against the slide working direction, and
a control device (51, 53), which is associated with the support device (21) and by means of a sensor device (54, 55) detects as magnitude (α, x), which stands in a clear relationship with the slide position, a pressing angle (α) or a slide position (x),
characterised in that in the process the force exerted by the support device (21) switches over from a lower value to a higher value in the case of a predetermined pressing angle (α) or in the case of a predetermined slide position (x). - Process according to claim 13, characterise in that a sheet holding device (21) is used as support device (21).
- Process according to claim 13, characterised in that the support device (21) has at least one hydraulic cylinder (19, 20), which is connected to a hydraulic system (37), by means of which a pressurised hydraulic fluid is applied to the hydraulic cylinder (19, 20).
- Process according to claim 15, characterised in that the hydraulic system (37) has at least one first hydraulic accumulator (38) and at least one second hydraulic accumulator (39).
- Process according to claim 16, characterised in that the control device (53) controls a valve device (48), by means of which the pressure of the first accumulator (38) or the pressure of the second accumulator is alternately active in the support device (21).
- Process according to claim 13, characterised in that the control device (53) determines the current slide position by means of a sensing device (54).
- Process according to claim 13, characterised in that the control device (53) detects the pressing angle by means of a sensing device (55).
- Process according to claim 13, characterised in that the control device (53) detects the slide force by means of a sensor device (56).
- Process according to claim 20, characterised in that the control device (53) changes the force of the support device (21), when the curve (I) of the detected force leaves a tolerance range (II, III).
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE200510053350 DE102005053350A1 (en) | 2005-11-07 | 2005-11-07 | Press with cutting impact damping |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1782897A2 EP1782897A2 (en) | 2007-05-09 |
| EP1782897A3 EP1782897A3 (en) | 2008-05-21 |
| EP1782897B1 true EP1782897B1 (en) | 2014-08-20 |
Family
ID=37714540
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20060015118 Not-in-force EP1782897B1 (en) | 2005-11-07 | 2006-07-20 | Press with cutting shocks damping. |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US8302517B2 (en) |
| EP (1) | EP1782897B1 (en) |
| DE (1) | DE102005053350A1 (en) |
| ES (1) | ES2507068T3 (en) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20090126545A1 (en) * | 2007-11-15 | 2009-05-21 | Advanced Foundry Specialist, Llc | Automated trim press and shuttle system |
| DE102009048483B4 (en) * | 2009-09-29 | 2012-08-16 | Voith Patent Gmbh | Cutting shock damping |
| DE102009057409B4 (en) * | 2009-12-08 | 2013-02-28 | Schuler Pressen Gmbh & Co. Kg | Tappet drive with load profile adjustment |
| ES2396083B1 (en) * | 2011-08-01 | 2014-09-02 | MONDRAGON GOI ESKOLA POLITEKNIKOA J. Mª. ARIZMENDIARRIETA, S.COOP. | Damping system for a press and damping method |
| CN103009580A (en) * | 2011-09-27 | 2013-04-03 | 鸿富锦精密工业(深圳)有限公司 | Sprue resecting system |
| US20140137624A1 (en) * | 2012-08-15 | 2014-05-22 | Kenneth L. Smedberg | Die cushion system and method |
| EP3115191B1 (en) * | 2015-07-06 | 2020-11-18 | Feintool International Holding AG | Method and device for the reduction of cutting impact in a precision blanking press |
| AT518154B1 (en) * | 2015-12-14 | 2017-10-15 | Mat Center Leoben Forschung Gmbh | Method and device for separating a workpiece |
| DE102017214660B4 (en) * | 2017-08-22 | 2022-12-15 | Bayerische Motoren Werke Aktiengesellschaft | Pressure bolt of a press and press with pressure bolt |
| DE102021125418A1 (en) | 2021-09-30 | 2023-03-30 | Trumpf Werkzeugmaschinen Gmbh + Co. Kg | Method for monitoring machining processes in a processing machine and processing machines |
| DE102022100935A1 (en) | 2022-01-17 | 2023-07-20 | TRUMPF Werkzeugmaschinen SE + Co. KG | Method and punching machine for determining a punch placement position of a punch of the punching machine |
| CN114571523B (en) * | 2022-04-08 | 2023-12-19 | 河北钛通滤清器有限公司 | Filter paper cutting machine capable of adaptively adjusting tension of paper tape |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2290743A (en) * | 1939-12-11 | 1942-07-21 | Hydraulic Dev Corp Inc | Blank-holder press |
| US3570343A (en) * | 1968-10-18 | 1971-03-16 | Dro Systems Inc Di | Structure for fine blanking |
| CA1063925A (en) | 1977-02-07 | 1979-10-09 | Louis F. Carrieri | Shock dampening systems for presses |
| US5065606A (en) * | 1989-10-30 | 1991-11-19 | Teledyne Industries, Inc. | Press assembly with cushion assembly and auxiliary apparatus |
| FR2663807A1 (en) * | 1990-06-26 | 1991-12-27 | Philips Composants | APPARATUS AND SYSTEM FOR PUNCHING PRINTED CIRCUITS. |
| DE4031645A1 (en) * | 1990-10-05 | 1992-04-09 | Dieffenbacher Gmbh Maschf | Hydroelastic deep-drawing die-cushion control for press - provides unequal distances for accelerations of workpiece holder and die attaining identical speeds at synchronism point |
| JP2917615B2 (en) * | 1991-06-20 | 1999-07-12 | 富士電機株式会社 | Press equipment using piezoelectric actuator |
| CA2077510C (en) * | 1991-09-04 | 1997-01-28 | Kazunari Kirii | Hydraulic cushioning system for press, having shut-off valve for disconnection of pressure-pin cylinders from power supply upon contact of movable die with workpiece |
| JP3319786B2 (en) | 1992-09-02 | 2002-09-03 | 株式会社小松製作所 | Press breakthrough shock absorber and control method thereof |
| US5749279A (en) * | 1996-03-20 | 1998-05-12 | General Motors Corporation | Hydraulic punch actuator with centering apparatus |
| DE19642635A1 (en) * | 1996-03-28 | 1997-10-02 | Horst Baltschun | Hydraulically or mechanically driven ram of fine-blanking press |
| JP3565679B2 (en) * | 1997-03-26 | 2004-09-15 | アイダエンジニアリング株式会社 | Hydraulic press machine for sheet metal forming |
| DE10005023C2 (en) * | 2000-02-04 | 2002-11-21 | Feintool Internat Holding Ag L | Precision cutting press |
| WO2001066340A1 (en) * | 2000-03-06 | 2001-09-13 | Amada Company, Limited | Device and method for controlling stop of hydraulic press and device and method for detecting trouble of speed selector valve |
| DE10252625B4 (en) | 2001-11-14 | 2008-09-04 | Schuler Pressen Gmbh & Co. Kg | Press with cutting stroke reduction |
| DE102005021028B4 (en) | 2004-06-02 | 2009-06-25 | Schuler Pressen Gmbh & Co. Kg | Press for cutting high-strength sheets |
| WO2005120741A2 (en) | 2004-06-02 | 2005-12-22 | Stefan Fellenberg | Method and device for cutting high-tensile sheet metal, and press |
-
2005
- 2005-11-07 DE DE200510053350 patent/DE102005053350A1/en not_active Withdrawn
-
2006
- 2006-07-20 EP EP20060015118 patent/EP1782897B1/en not_active Not-in-force
- 2006-07-20 ES ES06015118.0T patent/ES2507068T3/en active Active
- 2006-11-06 US US11/593,055 patent/US8302517B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| EP1782897A2 (en) | 2007-05-09 |
| ES2507068T3 (en) | 2014-10-14 |
| US8302517B2 (en) | 2012-11-06 |
| EP1782897A3 (en) | 2008-05-21 |
| DE102005053350A1 (en) | 2007-05-10 |
| US20070101841A1 (en) | 2007-05-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1782897B1 (en) | Press with cutting shocks damping. | |
| EP1758697B1 (en) | Method and press for cutting high-strength sheet metal | |
| EP2103423B1 (en) | Powder moulding press for producing a pressed product from metal powder | |
| DE102006015711B3 (en) | punch | |
| EP1924773B1 (en) | Control apparatus and control method for a piston/cylinder arrangement | |
| DE102006056520A1 (en) | Press e.g. transverse flux press, for deformation of workpiece, has plunger drive with drive source connected to tappet and executing continuous drive motion, and another drive source connected to stilt end and performing drive movement | |
| EP2848329B1 (en) | Method and device for precision cutting of workpieces in a press | |
| EP1602419B1 (en) | Press for cutting high strength metal sheets | |
| EP3784403B1 (en) | Jaw crusher | |
| DE102009048483B4 (en) | Cutting shock damping | |
| EP3115191A1 (en) | Method and device for the reduction of cutting impact in a precision blanking press | |
| EP3115190B1 (en) | Device and method for controlling the principal drive of a precision cutting press | |
| DE10005023C2 (en) | Precision cutting press | |
| EP3056291B1 (en) | Press with cutting shock damping | |
| DE102009034267A1 (en) | Press and/or die cutter for workpiece, has switch that selectively switches free passage or air regulator in hydraulic circuit that is connected with controller for hydraulic drive | |
| DE19822436A1 (en) | Operating hydraulic press the force drop during changeover from the fast motion to the forming motion is reduced | |
| DE102004006126A1 (en) | Hydraulic press has press ram locked to lower belt after advancing stroke by piston rods of hydraulic piston-cylinder units | |
| DE2432774B2 (en) | Press, especially fine blanking press | |
| EP0417753B1 (en) | Mechanical or hydraulic press with drawing or pressing station for multiple stage press | |
| EP2054177A1 (en) | Method and device for dampening cutting shock | |
| DE10215003A1 (en) | Hydraulic press used for deep drawing operations has press body connected to two columns in each of three piston and cylinder assemblies | |
| DE2812973C2 (en) | Device for damping the cutting impact on a hydraulic press | |
| DE3915263C2 (en) | Screw press | |
| DE102012207429B4 (en) | Sheet metal processing tool with a relatively movable hold-down device held on the upper part of the tool and with a driver device and a relief device for this hold-down device | |
| DE102012207390A1 (en) | Working tool for cutting metal sheet material, has positioning device arranged at blank holder in tool base portion, for smooth engagement of drive device on blank holder |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK YU |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK RS |
|
| 17P | Request for examination filed |
Effective date: 20080924 |
|
| 17Q | First examination report despatched |
Effective date: 20081121 |
|
| AKX | Designation fees paid |
Designated state(s): DE ES FR IT SK |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20140425 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: SCHULER PRESSEN GMBH |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE ES FR IT SK |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502006013919 Country of ref document: DE Effective date: 20141002 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2507068 Country of ref document: ES Kind code of ref document: T3 Effective date: 20141014 |
|
| REG | Reference to a national code |
Ref country code: SK Ref legal event code: T3 Ref document number: E 17138 Country of ref document: SK |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502006013919 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20150521 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20160616 Year of fee payment: 11 Ref country code: IT Payment date: 20160721 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20160722 Year of fee payment: 11 Ref country code: SK Payment date: 20160713 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20160722 Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502006013919 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: SK Ref legal event code: MM4A Ref document number: E 17138 Country of ref document: SK Effective date: 20170720 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20180330 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170720 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170720 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20181105 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170721 |