EP1676775B1 - Procédé et dispositif de fabrication d'une carène de rotor d'hélicoptère, et carène obtenue - Google Patents
Procédé et dispositif de fabrication d'une carène de rotor d'hélicoptère, et carène obtenue Download PDFInfo
- Publication number
- EP1676775B1 EP1676775B1 EP05026158.5A EP05026158A EP1676775B1 EP 1676775 B1 EP1676775 B1 EP 1676775B1 EP 05026158 A EP05026158 A EP 05026158A EP 1676775 B1 EP1676775 B1 EP 1676775B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- preform
- side wall
- preforms
- mandrel
- side walls
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
- 238000000034 method Methods 0.000 title claims description 20
- 238000004519 manufacturing process Methods 0.000 title claims description 18
- 239000002131 composite material Substances 0.000 claims description 17
- 239000011159 matrix material Substances 0.000 claims description 15
- 238000011144 upstream manufacturing Methods 0.000 claims description 11
- 238000000605 extraction Methods 0.000 claims description 7
- 238000010438 heat treatment Methods 0.000 claims description 6
- 238000007711 solidification Methods 0.000 claims description 4
- 230000008023 solidification Effects 0.000 claims description 4
- 238000001816 cooling Methods 0.000 claims description 3
- 230000002787 reinforcement Effects 0.000 claims description 3
- 238000003825 pressing Methods 0.000 claims description 2
- 238000006073 displacement reaction Methods 0.000 claims 1
- 238000002844 melting Methods 0.000 claims 1
- 230000008018 melting Effects 0.000 claims 1
- 239000000835 fiber Substances 0.000 description 14
- 229920005989 resin Polymers 0.000 description 12
- 239000011347 resin Substances 0.000 description 12
- 230000002093 peripheral effect Effects 0.000 description 9
- 239000004744 fabric Substances 0.000 description 7
- 210000003462 vein Anatomy 0.000 description 6
- 238000005304 joining Methods 0.000 description 5
- KWGRBVOPPLSCSI-WPRPVWTQSA-N (-)-ephedrine Chemical compound CN[C@@H](C)[C@H](O)C1=CC=CC=C1 KWGRBVOPPLSCSI-WPRPVWTQSA-N 0.000 description 4
- 229920001169 thermoplastic Polymers 0.000 description 4
- 239000004416 thermosoftening plastic Substances 0.000 description 4
- 238000004026 adhesive bonding Methods 0.000 description 3
- 238000000151 deposition Methods 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 229920005992 thermoplastic resin Polymers 0.000 description 3
- 229920001187 thermosetting polymer Polymers 0.000 description 3
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- 238000007792 addition Methods 0.000 description 2
- 229910052799 carbon Inorganic materials 0.000 description 2
- 230000008021 deposition Effects 0.000 description 2
- 238000006116 polymerization reaction Methods 0.000 description 2
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- 229910000851 Alloy steel Inorganic materials 0.000 description 1
- 230000001153 anti-wrinkle effect Effects 0.000 description 1
- 238000005056 compaction Methods 0.000 description 1
- 238000010411 cooking Methods 0.000 description 1
- 238000004132 cross linking Methods 0.000 description 1
- 230000000881 depressing effect Effects 0.000 description 1
- 230000001627 detrimental effect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000010304 firing Methods 0.000 description 1
- 230000004927 fusion Effects 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 210000000569 greater omentum Anatomy 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 238000007747 plating Methods 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
- 239000012783 reinforcing fiber Substances 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B64—AIRCRAFT; AVIATION; COSMONAUTICS
- B64C—AEROPLANES; HELICOPTERS
- B64C27/00—Rotorcraft; Rotors peculiar thereto
- B64C27/82—Rotorcraft; Rotors peculiar thereto characterised by the provision of an auxiliary rotor or fluid-jet device for counter-balancing lifting rotor torque or changing direction of rotorcraft
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/30—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core
- B29C70/34—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core and shaping or impregnating by compression, i.e. combined with compressing after the lay-up operation
- B29C70/342—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core and shaping or impregnating by compression, i.e. combined with compressing after the lay-up operation using isostatic pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B64—AIRCRAFT; AVIATION; COSMONAUTICS
- B64F—GROUND OR AIRCRAFT-CARRIER-DECK INSTALLATIONS SPECIALLY ADAPTED FOR USE IN CONNECTION WITH AIRCRAFT; DESIGNING, MANUFACTURING, ASSEMBLING, CLEANING, MAINTAINING OR REPAIRING AIRCRAFT, NOT OTHERWISE PROVIDED FOR; HANDLING, TRANSPORTING, TESTING OR INSPECTING AIRCRAFT COMPONENTS, NOT OTHERWISE PROVIDED FOR
- B64F5/00—Designing, manufacturing, assembling, cleaning, maintaining or repairing aircraft, not otherwise provided for; Handling, transporting, testing or inspecting aircraft components, not otherwise provided for
- B64F5/10—Manufacturing or assembling aircraft, e.g. jigs therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/44—Moulds or cores; Details thereof or accessories therefor with means for, or specially constructed to facilitate, the removal of articles, e.g. of undercut articles
- B29C33/48—Moulds or cores; Details thereof or accessories therefor with means for, or specially constructed to facilitate, the removal of articles, e.g. of undercut articles with means for collapsing or disassembling
- B29C33/485—Moulds or cores; Details thereof or accessories therefor with means for, or specially constructed to facilitate, the removal of articles, e.g. of undercut articles with means for collapsing or disassembling cores or mandrels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/08—Blades for rotors, stators, fans, turbines or the like, e.g. screw propellers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/30—Vehicles, e.g. ships or aircraft, or body parts thereof
- B29L2031/3076—Aircrafts
- B29L2031/3088—Helicopters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B64—AIRCRAFT; AVIATION; COSMONAUTICS
- B64C—AEROPLANES; HELICOPTERS
- B64C27/00—Rotorcraft; Rotors peculiar thereto
- B64C27/82—Rotorcraft; Rotors peculiar thereto characterised by the provision of an auxiliary rotor or fluid-jet device for counter-balancing lifting rotor torque or changing direction of rotorcraft
- B64C2027/8254—Shrouded tail rotors, e.g. "Fenestron" fans
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49316—Impeller making
- Y10T29/4932—Turbomachine making
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49316—Impeller making
- Y10T29/4932—Turbomachine making
- Y10T29/49321—Assembling individual fluid flow interacting members, e.g., blades, vanes, buckets, on rotary support member
Definitions
- the present invention relates to the manufacture of a fairing structure of a rotary wing anti-torque rotor - in particular a helicopter.
- the technical field of the invention is that of the manufacture of helicopters, and more particularly the manufacture of helicopter tail structures comprising a ducted anti-torque rotor.
- This structure comprises an annular wall (or tubular) forming a duct delimiting a stream of flow of the air flow driven by the anti-torque rotor which is housed in this duct.
- this conduit has successively, from upstream to downstream, an input convergent, a cylindrical portion (of constant radius), and a divergent ending in a vein outlet with rounded edge; each end of the conduit comprises an annular flange or flange.
- the tail structure further comprises two lateral flanks (a left flank and a right flank) or side hull walls, each pierced with a hole and secured respectively by the edge of this orifice. one of the two flanges of the tubular duct.
- the tail structure further comprises a tailplane or substantially vertical drift (e), integral with the hull side walls and extending above them, substantially along a vertical anteroposterior plane of general symmetry of the fuselage of the aircraft, or with an inclination with respect to this plane.
- a tailplane or substantially vertical drift (e) integral with the hull side walls and extending above them, substantially along a vertical anteroposterior plane of general symmetry of the fuselage of the aircraft, or with an inclination with respect to this plane.
- Such a tail structure is thus generally obtained by assembling at least four main parts, to which are added reinforcing pieces extending between the side walls of the fairing that they connect, as well as at least one piece link to secure this tail structure to the tail boom.
- These different parts are generally made of a composite material comprising an organic matrix and reinforcing fibers; a part of the fairing side walls and the wall of the annular duct described in these patents, further comprises a honeycomb layer (or equivalent).
- pre-impregnated fabric In order to manufacture each of these parts, one or more layers of a pre-impregnated fabric are usually deposited on a male mold (in relief) or in a female mold (hollow) of shape adapted to that of the part. or "prepreg” generally consisting essentially of fibers (carbon for example) coated with a thermosetting resin; during this so-called draping operation, the fibers are oriented in one or more predetermined directions to obtain the desired mechanical characteristics for the part.
- the part to be made comprises a thick core such as a honeycomb
- a first draping intended to form a skin (internal or external)
- the deposition of the soul then generally to a second draping covering the soul and intended to form a second skin (external or internal respectively).
- the rigidification of the preform thus obtained is then carried out hot and optionally under vacuum, in an autoclave or an oven in which a complete mold (male and female) enclosing the preform has been placed; this step allows the polymerization or crosslinking of the organic matrix.
- the operations of making the preform are generally carried out manually, which causes losses of material composite, and does not provide a perfect reproducibility of the mechanical characteristics of the parts of a series of pieces of identical shape.
- this technique is generally limited to the manufacture of convex shaped pieces having a symmetry of revolution, which is not the case of a tail structure of a rotary wing aircraft and ducted tail rotor.
- the front zone of connection between the fin and the body of the hull has complex shapes with multiple curvatures: inversion of curvature zones in which a concave wall adjoins a convex wall, and areas of small radius of curvature .
- An object of the invention is a method of manufacturing a tail rotor fairing structure of a rotary wing aircraft, which is improved and / or which overcomes, in part at least, the disadvantages of the known manufacturing processes. of these structures.
- Another object of the invention is a tool or manufacturing device adapted to the implementation of this method.
- Yet another object of the invention is a composite structure of a rotary wing aircraft tail.
- the invention applies to a method of manufacturing a rotor fairing structure of a rotary wing aircraft according to claim 1.
- a shell having two side walls fairing which is adapted to receive the tubular wall defining the passage of air passage, without bonding or addition of additional connecting means to form the shell.
- the organic matrix of the preform (s) of the side walls consists essentially of a resin forming the thermosetting matrix, and the joining of the two side walls with the tubular wall delimiting the vein of air passage is obtained by curing (simultaneous) of the (the) preform (s) of the side walls.
- the organic matrix of this (these) preform (s) consists essentially of a thermoplastic resin; in this case, two respective portions of the walls to be joined are placed opposite one another, in mutual overlap position; after a possible softening of these portions by heating, these portions are pressed against each other and cooled; this joining of the walls in a junction zone can be achieved by a fiber placement machine pre-impregnated with thermoplastic resin which provides local heating (by hot air jet) in the dispensing zone.
- thermoplastic resin which provides local heating (by hot air jet) in the dispensing zone.
- the preform (s) is (are) prepared from fibers - or a fiber fabric -, in particular carbon, which is (are) impregnated with said resin .
- the preimpregnated fibers - and / or the fabric - are (are) deposited and oriented mechanically on a raised or recessed mold, and is (are) heated ( es) and pressed (es) against the outer (respectively internal) face of the mold; alternatively or in
- a pre-impregnated fabric can be deposited and oriented manually on this mold.
- one (or two) composite (s) of the steering wall (or drift) composite (s) are simultaneously secured to one another, as well as to to the lateral wall preform (s) from which it (they) extends (ent), and / or one (or two) composite preform (s) ( s) connecting wall to a tail boom.
- a single preform made of composite material is produced by placing pre-impregnated fibers around a segmented core or mandrel, to form said two side fairing walls, and preferably two walls.
- the mandrel segments forming the segmented mandrel are then disconnected and these segments are extracted from the cavity delimited by the preform of the side walls of the fairing in particular by an opening provided in one of these side walls; the preform is then transferred into a two-part hollow mold; an expandable and / or retractable preform support structure - such as an inflatable bladder - is preferably inserted into said cavity, and the preform is solidified in an autoclave.
- the tail structure is extracted from the hollow mold and the support structure is contracted and extracted from said cavity; the duct delimiting the air stream is then secured to the obtained tail structure.
- thermosetting preform is prepared on a heat-resistant mandrel, and the preform wrapped in a vacuum bag is baked in an autoclave, which avoids the use of the two half-baking molds. .
- a smooth and relatively rigid material can be inserted between the preform and the vacuum bag, which avoids the impression of the folds of the vacuum bag on the preform and gives the outer surface of the preform a smooth appearance.
- pressurizing for compaction of the preform can be provided in part at least by the expansion of the mandrel; for this purpose, is preferably used a metallic material having a linear expansion coefficient of the order of 10 -5 m / ° C, or a coefficient of expansion greater than that value; in particular, the mandrel is made of a steel or aluminum alloy having this characteristic.
- each composite material preform (and / or sandwich) comprises a first portion to form a sidewall (right or left) fairing, and preferably a second portion to form a lateral wall (right or left), and / or a third portion to form a connecting wall with a tail boom.
- Each of these portions has at least one circumferentially foldable / bent junction peripheral strip (substantially flat) and covers a peripheral band of a corresponding portion of a substantially symmetrical preform.
- Each of these preforms is preferably obtained by pressurized mechanical placement of pre-impregnated resin fibers on a half mold (left or right) in relief or recessed.
- the two preforms (substantially symmetrical) can be placed respectively in two recessed molds of suitable shape, which are then pressed against each other; the respective peripheral junction strips of the two preforms are then brought into mutual contact intimate in order to obtain a good structural continuity of the finished part in this junction zone corresponding substantially to the joint plane of the half molds.
- the two half hollow molds containing the two preforms thus arranged are then placed in an autoclave for the hardening of the structure.
- the annular duct wall is secured by bonding and riveting to the fairing piece thus obtained.
- thermoplastic resin In the case of using a thermoplastic resin, it is possible to produce two thermoplastic preforms on two mandrels and then to join the preforms by the junction zone, by local heating.
- This process eliminates the need for half baking molds and autoclaving. It requires a tool for holding the preforms in order to position the two preforms side-by-side in space, and a form-and-form tooling for pressing the selvedges against each other during the local heating, which may elsewhere be assured by this tooling.
- the figure 1 is a schematic side view of a tool having a segmented mandrel used for the manufacture of a helicopter tailpiece as illustrated figure 6 by a manufacturing method according to a first embodiment of the invention.
- the figure 7 illustrates, in schematic perspective view, the establishment of a vein conduit in a helicopter tailpiece according to the invention, for the mutual attachment of the two parts.
- the figure 8 is a partial sectional view, along a section plane containing the axis of the air vein duct, of the assembly of this duct with the two opposite side walls of a tail piece according to the invention.
- the Figures 9 to 11 relate to a second embodiment of the invention.
- the figure 9 illustrates, in schematic perspective view, a tool for assembling two preforms such as those illustrated figure 11 .
- the figure 10 illustrates, in schematic perspective view, a preform designed to form the left part of a tail structure according to the invention.
- the figure 11 illustrates, with substantially the same direction of observation as for the figure 10 , two substantially symmetrical preforms placed opposite one another.
- the figure 12 schematically illustrates, in cross-sectional view, a tool for manufacturing a thermoplastic shell by simultaneously consolidating portions of two overlapping preforms.
- the figure 13 illustrates schematically, in cross-sectional view, a tool for manufacturing a tail structure from a preform supported by a mandrel, by plating - under the effect of a depression - a flexible envelope enclosing the preform .
- the terms “left” and “right” are used by reference to an observer looking at the helicopter tail structure and / or the helicopter, from the rear of the (this one); the terms “forward” and “rear” are used by reference to the normal direction of advance of the helicopter.
- the device for molding a composite fairing structure comprises a core or mandrel 20 that can be reversibly secured to a shaft 21 having a longitudinal axis 22.
- the mandrel comprises an annular central piece 23 having substantially a shape of revolution of axis 24; the part 23 is pierced with two aligned orifices 25, through which the shaft 21 extends.
- the mandrel further comprises six sectors or segments 26 to 31 mandrel, which are arranged around the part 23 they encircle.
- the number of parts constituting the mandrel, the geometry and the arrangement of these parts may vary depending on the geometric, mechanical and thermal constraints specific to each embodiment.
- Each of these sectors - in particular sector 27 or 28 - has a concave internal support face - in particular the faces 27a of sector 27 and 28a of sector 28 - which is likely to be placed in close contact and / or marry a corresponding portion of the outer convex surface 23b of the piece 23.
- the inner faces such as 27a, 28a of the sectors 26 to 31 are in the form of a portion cylinder, of the same radius, the meeting of these internal faces substantially covering the entirety of the surface 23b; this corresponds to an assembly configuration of the sectors (26 to 31) to the central ring 23; the illustrated configuration figure 1 is different, since the sectors have been shown in spaced position relative to the part 23, to improve the understanding of the structure of the mandrel.
- the sectors are made integral with the ring 23 by conventional connecting means not shown; in this configuration, two adjacent sectors are substantially in contact with one of their respective end faces - such as 260 and 271 for sectors 26 and 27, or such as 270 and 281 for sectors 27 and 28 -; in addition, the (outer) side faces - such as the face 26d of the sector 26 and the face 30d of the sector 30 - of two adjacent sectors are tangent along their mutually opposite edges, and tangential to the lateral surface 23d of the 23, so as to form a smooth lateral surface for receiving the prepreg, in the illustrated configuration figure 2 wherein the sectors of the mandrel have been placed in contact with the ring 23 and secured thereto.
- the shaft 21 allowing the rotation of the mandrel 20 along the axis 22, extends through the two sectors 26 and 28 of the mandrel, through a front face 26e of the sector 26 and a rear face 28e of the sector 28 .
- the tooling further comprises a piece 33 in the form of a disc, and a piece 34 shaped profiled blade; the piece 33 is pierced with an opening allowing the passage of the shaft 21; the piece 33 is secured to the front face 26 of the sector 26 with which it forms a male mold portion for a prepreg portion of the preform which constitutes a connecting portion of the tail composite structure with the rear portion (or beam tail) of the fuselage of a helicopter.
- the piece 34 is secured to the upper end of the sectors 29 and 30 to form a male mold part for a portion of the preform intended to form a drift portion of the final composite structure.
- the latter is rotatably mounted (or oscillating) on the frame of a machine of automatic placement of prepreg, which places one or more layer (s) of fibers or fabrics impregnated with resin, on the outer surface of the mandrel, which applies pressure - using a roller or pressure roller - on the deposited fibers or fabrics, and which cuts these fibers or fabrics to the desired length; these operations are carried out under the control of a computer of the machine, according to a specific program and data relating to the geometry of the part to be obtained, and the number and orientation of the different fiber sections or strips prepreg used to make the preform.
- At least a portion of the preform corresponding to the side walls of the structure to be obtained has a honeycomb core which is shaped and pressed between two prepreg skins.
- the shaft 21 is separated from the mandrel and the latter - supporting the preform 35 - is placed in a recessed half mold 36a of a shape adapted to that of the outer half-face of the part to be obtained; for this purpose, as illustrated figure 3 , the half-mold 36a is placed on a support 37, while the mandrel is supported by an arm 38 of a manipulator 39, the arm 38 being temporarily secured to the ring 23 of the mandrel by means of a triangulated structure 40 .
- a second mold half 36b pierced with a lateral opening 36c is then secured to the mold half 36a with which it envelops the preform; the mandrel is then extracted from the preform, by a lateral opening provided in a lateral face of the preform and by the opening 36c provided in the wall of the half-mold 36b, and which extends substantially opposite the lateral opening of the preform; for this purpose, the ring 23 is detached from the segments and extracted from the mold 36a, 36b, being held suspended from the arm 38 of the manipulator 39.
- a first segment - such as segment 31 figure 1 - is then moved along the arrow 32 in the direction of the axis 24 to come opposite said openings and be extracted from the mold by them; the other segments 26 to 30 are then successively extracted, starting preferably with one of the segments (26 or 30) adjacent to the previously extracted segment 31, and so on.
- the end faces of the segments other than the segment 31 - such as the faces 270 and 271 for the segment 27 - extend substantially radially with respect to the axis 24 which substantially corresponds to the axis passing through the center of said openings; the end faces 310 and 311 of the segment 31 extend in cons substantially parallel to each other and parallel to the arrow 32 directed towards the axis 24.
- a wall 41 or deformable support bladder of the preform is then inserted (according to the arrow 42 figure 4 ) in this cavity, and is placed in contact with the inner face of the preform to support it during subsequent operations of the method.
- the bladder may be inflated by a gas - such as air - under pressure; alternatively, a depression may be created in the mold 36a, 36b to press the walls of the skin or bladder 41 against the inner face of the hollow preform housed in the mold.
- a gas - such as air - under pressure
- the mold containing the preform and the preform support structure are then placed in an autoclave or oven to cure the prepreg resin in the preform.
- the two half-molds 36a and 36b are separated from one another and the part according to the invention is extracted from this mold, as illustrated. figure 5 .
- the helicopter tail structure 43 thus obtained is approximately symmetrical with respect to an anteroposterior plane 56; the structure comprises a first lateral wall 45 pierced with a circular opening 46 whose center is situated on a transverse axis 57 substantially orthogonal to the plane 56; the structure 43 comprises a second lateral wall 47 pierced with a circular opening 48 whose center is also located on the axis 57.
- the wall 45 is extended upwards by a wall 52 forming a left wall drift 51, while the wall 47 is extended upwardly by a wall 53 forming a right wall drift.
- the front portions (or front portions) of the walls 52 and 53 join along a frontal zone 60, and the front portions of the walls 45 and 47 join to form a frontal zone 55a, 55b whose upper portion 55a extends the zone 60.
- a portion 44a, 44b connecting the tail structure to the fuselage of the helicopter comprises a short cylindrical portion 44a extending along an axis 58 contained in the plane 56, and a flat portion 44b in the form of an axis disk 58, which is surrounded by the portion 44a.
- the lower portions of the walls 45 and 47 meet to form a lower zone 49 pierced with an opening 50, while the rear portions of these walls 45, 47 form a rear joining zone 62 which is pierced by an opening 59.
- junction areas 49, 54, 55a and 55b, 60 to 62 form with the side walls 45, 47, 52, 53 and with the connecting structure 44a, 44b, a rigid one-piece and lightweight hollow structure.
- This structure 43 is then assembled with a duct 63, as illustrated Figures 7 and 8 , to form a helicopter tail rotor fairing.
- the conduit 63 which is made of a composite material as well, comprises a substantially cylindrical central portion 64 (of substantially constant radius) along the axis 57.
- a diverging portion 69 terminated by a second circular flange 70 parallel to the first flange 66 and having an outside diameter 71 smaller than the outside diameter 72 of the flange 66.
- downstream portion of the duct 63 is introduced inside the structure 43, through the opening 46 formed in the side wall 45, according to the arrow 67, until the small diameter flange 70 comes in contact with the inner face of the wall 47, around the opening 48 provided in this wall.
- the flange 66 of larger diameter is in contact with the outer face of the wall 45, around the opening 46 provided therein; in this position, the parts 63 and 43 are assembled (by gluing, riveting, solidification of the organic matrix) flange portions of the duct 63 covering the corresponding portions of the side walls of the part 43.
- the overall preform is made from two substantially symmetrical preforms 76g and 76d illustrated figure 11 .
- the left preform 76g illustrated figure 10 has a substantially circular central portion 90 extending perpendicular to an axis 77 passing through its center; a portion of lateral preform 80 extends around the central portion 90; a portion 82 of connection with the fuselage extends from the portion 80; the portion 82 has substantially the shape of a frustoconical half-cap axis 78 parallel to the plane of the portion 90; a drift left wall preform portion 81 also extends from the portion 80.
- Each of the portions 80, 81, 82 prepreg preform is extended at its periphery by a prepreg strip, these strips being respectively marked 83 to 89.
- Tooling illustrated figure 9 further comprises three flattened pieces 95 to 97; these parts serve to seal between the respective end faces 92a, 92b and 92c of the flexible core 92 supporting the preform in the mold, with the corresponding peripheral walls of the mold 91d, 91g; they also make it possible to ensure a mechanical connection between the two half-molds.
- the piece obtained is similar to that illustrated figure 6 ; it is observed in this figure that the part 43 has a complex shape, flattened along the axis 57, and elongate in a direction of the plane 56 which is close to the respective directions of the leading and trailing edges of the drift portion; this piece has respective concave portions for connecting the lateral portions 45, 47 with the lateral portions 52 and 53; the side portions 45, 47 of fairing are largely hollowed out.
- thermoplastic preform 100 is supported by a holding tool 101, and a second thermoplastic half-preform 102 is supported by another tool 103 for holding the preform.
- a peripheral portion (or edge) 102a of the preform 102 covers a peripheral portion 100a of the preform 100; symmetrically, an edge 100b of the preform 100 covers an edge 102b of the preform 102.
- a male forming tool 110 extends between the preforms 100 and 102, a portion 111 disposed opposite the edges 100b and 102b to be secured to the shape of the inner face of the part to be produced, in the junction area of the edges. 100b, 102b.
- a female forming tool 112 extends outside the preforms; a portion 113 of the tool 112 is disposed opposite superimposed edges 100b, 102b, which matches the shape of the outer face of the part to be produced, in this junction area.
- the joining of the edges 100b, 102b is obtained by moving the tool 112 along the arrow 114 in the direction of the tool 110, to compress the edges between the faces 111 and 113 of the tools 110, 112.
- This operation may require the softening of the edges by heating; it allows the fusion bonding of the resin edges, then cooling of this resin.
- the preform 100 is supported by a mandrel in two parts 104, 105 which it marries the outer surface 106.
- Means for depressing the interstitial space 107 separating the mandrel from the preform and / or the interstitial space 108 separating the preform from the envelope 109 enable the formers to be pressed against the external surface of the preform. the envelope parts.
- a tight bag or envelope 109 surrounds the preform 100 and anti-wrinkle conformers 120, 121 interposed between the preform and the envelope; the inner face 123, 124 of the conformers 120, 121 is adapted to the shape of corresponding parts of the outer face of the part obtained by stiffening the preform 100.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Aviation & Aerospace Engineering (AREA)
- Mechanical Engineering (AREA)
- Transportation (AREA)
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Moulding By Coating Moulds (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
Description
- La présente invention est relative à la fabrication d'une structure de carénage d'un rotor anti-couple d'aéronef à voilure tournante - en particulier d'un hélicoptère.
- Le domaine technique de l'invention est celui de la fabrication d'hélicoptères, et plus particulièrement la fabrication des structures de queue d'hélicoptères comportant un rotor anti-couple caréné.
- Le document
US5498129 décrit une telle structure qui est fixée à l'extrémité arrière d'une poutre de queue prolongeant le fuselage, et qui reçoit un rotor s'opposant au couple exercé sur le fuselage par le rotor principal de sustentation et d'avance de l'aéronef. - Cette structure comporte une paroi annulaire (ou tubulaire) formant un conduit délimitant une veine d'écoulement du flux d'air mû par le rotor anti-couple qui est logé dans ce conduit.
- Généralement, ce conduit présente successivement, d'amont en aval, un convergent d'entrée, une partie cylindrique (de rayon constant), et un divergent se terminant par une sortie de veine à bord arrondi ; chaque extrémité du conduit comporte une bride ou collerette annulaire.
- La structure de queue comporte en outre deux flancs latéraux (un flanc gauche et un flanc droit) ou parois latérales de carène, chacun(e) percé(e) d'un orifice et respectivement solidaire - par le bord de cet orifice - d'une des deux brides du conduit tubulaire.
- La structure de queue comporte en outre un empennage ou dérive sensiblement vertical(e), solidaire des parois latérales de carène et s'étendant au dessus de celles-ci, sensiblement le long d'un plan vertical antéro postérieur de symétrie générale du fuselage de l'aéronef, ou bien avec une inclinaison par rapport à ce plan.
- Une telle structure de queue est ainsi généralement obtenue par l'assemblage d'au moins quatre pièces principales, auxquelles s'ajoutent des pièces de renforts s'étendant entre les parois latérales du carénage qu'elles relient, ainsi qu'au moins une pièce de liaison pour fixer cette structure de queue à la poutre de queue.
- Ces différentes pièces sont généralement fabriquées en un matériau composite comportant une matrice organique et des fibres de renfort ; une partie des parois latérales de carénage et de la paroi du conduit annulaire décrites dans ces brevets, comporte en outre une couche de nid d'abeille (ou équivalent).
- Pour fabriquer chacune de ces pièces, on dépose habituellement, sur un moule mâle (en relief) ou dans un moule femelle (en creux) de forme adaptée à celle de la pièce, une ou plusieurs couche(s) d'un tissu pré imprégné ou « prepreg » généralement essentiellement constitué de fibres (de carbone par exemple) enduites d'une résine thermodurcissable ; lors de cette opération dite de drapage, les fibres sont orientées selon une ou plusieurs direction(s) prédéterminée(s) pour obtenir les caractéristiques mécaniques recherchées pour la pièce.
- Lorsque la pièce à réaliser comporte une âme épaisse tel qu'un nid d'abeille, on procède généralement à un premier drapage destiné à former une peau (interne ou externe), puis au dépôt de l'âme, puis généralement à un second drapage recouvrant l'âme et destiné à former une seconde peau (externe ou interne respectivement).
- La rigidification de la préforme ainsi obtenue est ensuite réalisée à chaud et le cas échéant sous vide, dans un autoclave ou une étuve dans laquelle on a placé un moule complet (mâle et femelle) enserrant la préforme ; cette étape permet la polymérisation ou réticulation de la matrice organique.
- Les opérations de réalisation de la préforme sont généralement réalisées manuellement, ce qui occasionne des pertes de matériau composite, et ne permet pas d'obtenir une parfaite reproductibilité des caractéristiques mécaniques des pièces d'une série de pièces de forme identique.
- Afin de mécaniser l'opération de drapage, il est connu d'utiliser une technique dite de placement de fibres, selon laquelle le dépôt de fibres pré imprégnées est réalisé par une machine, sur la surface externe d'un mandrin monté rotatif selon un axe de rotation, comme décrit notamment dans le document
US6613258 . - Cependant, cette technique est généralement limitée à la fabrication de pièces de forme convexe et présentant une symétrie de révolution, ce qui n'est pas le cas d'une structure de queue d'un aéronef à voilure tournante et rotor arrière caréné. En particulier, la zone avant de liaison entre la dérive et le corps de la carène présente des formes complexes à courbures multiples : des zones d'inversion de courbure dans lesquelles une paroi concave jouxte une paroi convexe, et des zones de faible rayon de courbure.
- La fabrication d'une telle structure de queue nécessite ensuite l'assemblage de ces pièces en matériau composite, par collage de parties de ces pièces placées en position de recouvrement mutuel, par rivetage, par collage et rivetage et/ou par d'autres moyens de liaison.
- Ces techniques de liaison ne permettent pas non plus d'obtenir une parfaite reproductibilité des caractéristiques mécaniques de la structure résultant de cet assemblage. Ces techniques de liaison conduisent en outre à une augmentation préjudiciable de la masse de la structure obtenue par l'assemblage.
- Le document
US20040070108 décrit la solidarisation par solidification d'une matrice (« co-curing ») avec uniquement la liaison entre des renforts internes et la coque. Pour d'autres fixations soit ce document propose l'usage de perçages ("mounting holes ») pour la réception de pièces d'accrochage (« screws & bolts"). Des feuilles de compensation («caul sheet ») qui ne sont pas solidarisées à la structure composite. - Un objet de l'invention est un procédé de fabrication d'une structure de carénage de rotor de queue d'un aéronef à voilure tournante, qui soit amélioré et/ou qui remédie, en partie au moins, aux inconvénients des procédés connus de fabrication de ces structures.
- Un autre objet de l'invention est un outillage ou dispositif de fabrication adapté à la mise en oeuvre de ce procédé.
- Encore un objet de l'invention est une structure composite de queue d'aéronef à voilure tournante.
- L'invention est définie par les revendications.
- Ainsi, l'invention s'applique à un procédé de fabrication d'une structure de carénage de rotor d'un aéronef à voilure tournante selon la revendication 1.
- On obtient ainsi, en une seule opération, une coque comportant les deux parois latérales de carénage, qui est apte à recevoir la paroi tubulaire délimitant la veine de passage d'air, sans collage ni ajout de moyens additionnels de liaison pour former cette coque.
- Selon une réalisation de l'invention, la matrice organique de la (des) préforme(s) des parois latérales est essentiellement constituée d'une résine formant la matrice thermodurcisable, et la solidarisation des deux parois latérales avec la paroi tubulaire délimitant la veine de passage d'air est obtenue par durcissement (simultané) de la (des) préforme(s) des parois latérales.
- Selon une autre réalisation de l'invention, la matrice organique de cette (ces) préforme(s) est essentiellement constituée d'une résine thermoplastique ; dans ce cas, deux portions respectives des parois à solidariser sont placées en regard l'une de l'autre, en position de recouvrement mutuel; après un éventuel ramollissement de ces portions par chauffage, ces portions sont pressées l'une contre l'autre et refroidies ; cette solidarisation des parois dans une zone de jonction peut être réalisée par une machine de placement de fibres pré imprégnées de résine thermoplastique qui assure le chauffage local (par jet d'air chaud) dans la zone de dépose. Ainsi, la résine est consolidée au fur et à mesure de la dépose. Lorsque la préforme est terminée, elle est déjà consolidée (par refroidissement naturel de la résine), ce qui évite l'étape de cuisson.
- De préférence, la (les) préforme(s) est (sont) préparée(s) à partir de fibres - ou d'un tissu de fibres -, de carbone en particulier, qui est (sont) imprégné(es) de ladite résine.
- De préférence, en outre, les fibres - et/ou le tissu - pré imprégné(es) est (sont) déposé(es) et orienté(es) mécaniquement sur un moule en relief ou en creux, et est (sont) chauffé(es) et pressé(es) contre la face externe (respectivement interne) du moule ; en variante ou en complément, un tissu pré imprégné peut être déposé et orienté manuellement sur ce moule.
- De préférence encore, on solidarise simultanément, outre la (les) préforme(s) des parois latérales de carénage, une (ou deux) préforme(s) composite(s) de paroi de gouverne (ou dérive), entre elles ainsi qu'à la (les) préforme(s) de paroi(s) latérale(s) à partir de laquelle (desquelles) elle(s) s'étend(ent), et/ou une (ou deux) préforme(s) composite(s) de paroi de raccordement à une poutre de queue.
- Selon un mode de réalisation de l'invention, on réalise une seule préforme en matériau composite par placement de fibres pré imprégnées autour d'un noyau ou mandrin segmenté, pour former lesdites deux parois latérales de carénage, ainsi que, de préférence, deux parois latérales de gouverne et/ou une paroi sensiblement cylindrique ou tronconique de liaison avec une poutre de queue de l'aéronef.
- On désolidarise ensuite les segments de mandrin formant le mandrin segmenté, et on extrait ces segments de la cavité délimitée par la préforme des parois latérales de carénage notamment, par une ouverture prévue dans une de ces parois latérales ; on transfère ensuite la préforme dans un moule en creux en deux parties ; on insère de préférence une structure expansible et/ou rétractable de soutien de préforme - telle qu'une vessie gonflable - dans ladite cavité, et on solidifie la préforme dans un autoclave. Après polymérisation de la résine, la structure de queue est extraite du moule en creux et la structure de soutien est contractée et extraite de ladite cavité ; on solidarise ensuite à la structure de queue obtenue le conduit délimitant la veine d'air.
- Selon une variante de réalisation de l'invention, on confectionne une seule préforme thermodurcissable sur un mandrin résistant à la chaleur, et on cuit la préforme enveloppée dans un sac à vide, en autoclave, ce qui évite le recours aux deux demi moules de cuisson.
- Pour améliorer l'état de surface après cuisson, on peut intercaler entre la préforme et le sac à vide un matériau lisse et relativement rigide (plaque en silicone préformée, plis de verre polymérisés) qui évite l'empreinte des plis du sac à vide sur la préforme et donne à la surface externe de la préforme un aspect lisse.
- Par ailleurs, en utilisant une matière dilatable pour le mandrin, la mise en pression pour le compactage de la préforme peut être assurée en partie au moins par la dilatation du mandrin ; à cet effet, on utilise de préférence une matière métallique présentant un coefficient de dilatation linéaire de l'ordre de 10-5m/°C, ou un coefficient de dilatation supérieur à cette valeur ; en particulier, le mandrin est réalisé dans un alliage d'acier ou d'aluminium présentant cette caractéristique.
- Selon un autre mode de réalisation de l'invention, on réalise deux préformes latérales sensiblement symétriques par rapport à un plan ; chaque préforme en matériau (et/ou sandwich) composite comporte une première portion pour former une paroi (droite ou gauche) latérale de carénage, et de préférence une seconde portion pour former une paroi (droite ou gauche) latérale de gouverne, et/ou une troisième portion pour former une paroi de liaison avec une poutre de queue.
- Chacune de ces portions présente au moins une bande (sensiblement plane) périphérique de jonction apte à être pliée/cintrée et recouvrir une bande périphérique de jonction d'une portion correspondante d'une préforme sensiblement symétrique.
- Chacune de ces préformes est de préférence obtenue par placement mécanique sous pression de fibres pré imprégnées de résine, sur un demi moule (gauche ou droit) en relief ou en creux.
- Les deux préformes (sensiblement symétriques) peuvent être placées respectivement dans deux demi moules en creux de forme adaptée, qui sont ensuite plaqués l'un contre l'autre ; les bandes périphériques de jonction respectives des deux préformes sont ensuite mises en contact mutuel intime en vue d'obtenir une bonne continuité structurale de la pièce finie dans cette zone de jonction correspondant sensiblement au plan de joint des demi moules.
- Les deux demi moules en creux contenant les deux préformes ainsi agencées sont alors placés en autoclave pour le durcissement de la structure.
- Après extraction de la pièce finie hors du moule, la paroi annulaire formant conduit est solidarisée par collage et rivetage à la pièce de carénage ainsi obtenue.
- Dans le cas d'utilisation d'une résine thermoplastique, on peut réaliser la confection de deux préformes thermoplastiques sur deux mandrins puis la solidarisation des préformes par la zone de jonction, par chauffage local.
- Ce procédé permet d'éliminer le recours aux demi moules de cuisson et le passage en autoclave. Il nécessite un outillage de maintien des préformes pour positionner dans l'espace les deux préformes côte à côte, et un outillage de type forme et contre forme pour presser les lisières l'une contre l'autre pendant le chauffage local, qui peut d'ailleurs être assuré par cet outillage.
- D'autres caractéristiques et avantages de l'invention apparaissent dans la description suivante, qui se réfère aux dessins annexés et qui illustre, sans aucun caractère limitatif, des modes préférés de réalisation de l'invention.
- La
figure 1 est une vue schématique de côté d'un outillage comportant un mandrin segmenté utilisé pour la fabrication d'une pièce de queue d'hélicoptère telle que celle illustréefigure 6 , par un procédé de fabrication selon un premier mode de réalisation de l'invention. - Les
figures 2 à 5 illustrent successivement des étapes d'un procédé de fabrication de la pièce de queue illustréefigure 6 à l'aide de l'outillage illustréfigure 1 : - la
figure 2 montre, en vue en perspective schématique, l'outillage de lafigure 1 comportant un mandrin et équipé d'un arbre permettant le pivotement du mandrin selon l'axe longitudinal de l'arbre ; - la
figure 3 illustre, en vue en perspective schématique, la mise en place, dans un demi-moule en creux, d'un mandrin drapé de prepreg ; - la
figure 4 illustre schématiquement l'extraction du mandrin hors de la cavité délimitée par la préforme posée dans un moule creux; - la
figure 5 illustre schématiquement l'extraction de la pièce de queue solidifiée hors du moule en creux en deux parties ; - la
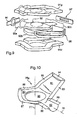
figure 6 illustre, en vue en perspective schématique, un exemple de pièce de queue d'hélicoptère avant la mise en place d'un conduit de veine. - La
figure 7 illustre, en vue en perspective schématique, la mise en place d'un conduit de veine dans une pièce de queue d'hélicoptère selon l'invention, en vue de la solidarisation mutuelle des deux pièces. - La
figure 8 est une vue en coupe partielle, selon un plan de coupe contenant l'axe du conduit de veine d'air, de l'assemblage de ce conduit avec les deux parois latérales opposées d'une pièce de queue selon l'invention. - Les
figures 9 à 11 sont relatives à un second mode de réalisation de l'invention. - La
figure 9 illustre, en vue en perspective schématique, un outillage pour l'assemblage de deux préformes telles que celles illustréesfigure 11 . - La
figure 10 illustre, en vue en perspective schématique, une préforme conçue pour former la partie gauche d'une structure de queue selon l'invention. - La
figure 11 illustre, avec sensiblement la même direction d'observation que pour lafigure 10 , deux préformes sensiblement symétriques, placées en regard l'une de l'autre. - La
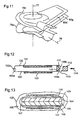
figure 12 illustre schématiquement, en vue en coupe transversale, un outillage de fabrication d'une coque thermoplastique par consolidation simultanée de portions de deux préformes se recouvrant. - La
figure 13 illustre schématiquement, en vue en coupe transversale, un outillage de fabrication d'une structure de queue à partir d'une préforme supportée par un mandrin, par placage - sous l'effet d'une dépression - d'une enveloppe souple renfermant la préforme. - Sauf indication contraire, dans la présente demande, les termes « gauche » et « droit(e) », sont utilisés par référence à un observateur regardant la structure de queue d'hélicoptère et/ou l'hélicoptère, de l'arrière de celle-ci (celui-ci) ; les termes « avant » et « arrière » sont utilisés par référence à la direction normale d'avance de l'hélicoptère.
- Par référence aux
figures 1 à 4 notamment, le dispositif de moulage d'une structure de carénage composite comporte un noyau ou mandrin 20 susceptible d'être solidarisé, de façon réversible, à un arbre 21 présentant un axe longitudinal 22. - Le mandrin comporte une pièce centrale annulaire 23 présentant sensiblement une forme de révolution d'axe 24 ; la pièce 23 est percée de deux orifices 25 alignés, au travers desquels s'étend l'arbre 21.
- Par référence à la
figure 1 , le mandrin comporte en outre six secteurs ou segments 26 à 31 de mandrin, qui sont disposés autour de la pièce 23 qu'ils encerclent. - Pour d'autres exemples de réalisation, le nombre des pièces constitutives du mandrin, la géométrie et l'agencement de ces pièces peuvent varier en fonction des contraintes géométriques, mécaniques et thermiques propres à chaque exemple de réalisation.
- Chacun de ces secteurs - en particulier le secteur 27 ou 28 - présente une face concave d'appui interne - en particulier les faces 27a du secteur 27 et 28a du secteur 28 - qui est susceptible d'être placée en contact intime et/ou d'épouser une partie correspondante de la surface convexe externe 23b de la pièce 23.
- Dans le cas où la surface externe 23b de la pièce 23 est de forme cylindrique selon l'axe 24 et présente un rayon constant par rapport à cet axe, les faces internes telles que 27a, 28a des secteurs 26 à 31 sont en forme de portion de cylindre, de même rayon, la réunion de ces faces internes couvrant sensiblement l'intégralité de la surface 23b ; ceci correspond à une configuration d'assemblage des secteurs (26 à 31) à la couronne centrale 23 ; la configuration illustrée
figure 1 est différente, dans la mesure où les secteurs ont été représentés en position d'écartement par rapport à la pièce 23, pour améliorer la compréhension de la structure du mandrin. - Le passage de la configuration illustrée
figure 1 à une configuration d'assemblage du mandrin permettant le dépôt de bandes de prepreg, comme illustréfigure 2 , est obtenu en rapprochant les secteurs de la pièce 23, par une translation sensiblement radiale, dirigée vers l'axe 24, selon la flèche 32 en ce qui concerne le secteur 31. - Dans cette position d'assemblage (
figure 2 ), les secteurs sont rendus solidaires de la couronne 23 par des moyens de liaison usuels non représentés; dans cette configuration, deux secteurs adjacents sont sensiblement en contact par une de leurs faces d'extrémité respectives - telles que 260 et 271 pour les secteurs 26 et 27, ou telles que 270 et 281 pour les secteurs 27 et 28 - ; en outre, les faces latérales (externes) - telles que la face 26d du secteur 26 et la face 30d du secteur 30 - de deux secteurs adjacents sont tangentes le long de leurs bords en regard mutuel, et tangentes à la surface latérale 23d de la couronne 23, de façon à former une surface latérale lisse destinée à recevoir le prepreg, dans la configuration illustréefigure 2 dans laquelle les secteurs du mandrin ont été placés au contact de la couronne 23 et solidarisés à celle-ci. - Par référence aux
figures 1 et 2 , l'arbre 21 permettant la rotation du mandrin 20 selon l'axe 22, s'étend au travers des deux secteurs 26 et 28 du mandrin, en traversant une face frontale 26e du secteur 26 ainsi qu'une face arrière 28e du secteur 28. - L'outillage comporte en outre une pièce 33 en forme de disque, et une pièce 34 en forme de lame profilée ; la pièce 33 est percée d'une ouverture permettant le passage de l'arbre 21 ; la pièce 33 est rendue solidaire de la face avant 26e du secteur 26 avec lequel elle forme une partie de moule mâle pour une portion de la préforme en prepreg qui constitue une portion de raccordement de la structure composite de queue avec la partie arrière (ou poutre de queue) du fuselage d'un hélicoptère.
- La pièce 34 est solidarisée à l'extrémité supérieure des secteurs 29 et 30 pour former une partie de moule mâle pour une portion de la préforme destinée à former une portion de dérive de la structure composite finale.
- Après assemblage des secteurs 26 à 31, de la couronne 23, de l'arbre 21 et des pièces 33 et 34 pour former le mandrin ou moule mâle, celui-ci est monté rotatif (ou oscillant) sur le bâti d'une machine de placement automatique de prepreg, qui place une ou plusieurs couche(s) de fibres ou tissus imprégné(e)s de résine, sur la surface externe du mandrin, qui applique une pression - à l'aide d'un galet ou rouleau presseur - sur les fibres ou tissus déposé(e)s, et qui coupe ces fibres ou tissus à la longueur souhaitée ; ces opérations sont réalisées sous le contrôle d'un calculateur de la machine, en fonction d'un programme spécifique et de données relatives à la géométrie de la pièce à obtenir, et au nombre et à l'orientation des différents tronçons de fibres ou bandes de prepreg utilisé(e)s pour réaliser la préforme.
- Comme mentionné en préambule, une portion au moins de la préforme correspondant aux parois latérales de la structure à obtenir, comporte une âme en nid d'abeille qui est mise en forme et pressée entre deux peaux de prepreg.
- Lorsque la préforme est ainsi obtenue, l'arbre 21 est séparé du mandrin et celui-ci - supportant la préforme 35 - est placé dans un demi moule en creux 36a de forme adaptée à celle de la demi face externe de la pièce à obtenir ; à cet effet, comme illustré
figure 3 , le demi moule 36a est posé sur un support 37, tandis que le mandrin est supporté par un bras 38 d'un manipulateur 39, le bras 38 étant temporairement solidaire de la couronne 23 du mandrin par l'intermédiaire d'une structure triangulée 40. - Par référence à la
figure 4 , un second demi moule 36b percé d'une ouverture latérale 36c est ensuite solidarisé au demi moule 36a avec lequel il enveloppe la préforme; le mandrin est ensuite extrait de la préforme, par une ouverture latérale prévue dans une face latérale de la préforme et par l'ouverture 36c prévue dans la paroi du demi moule 36b, et qui s'étend sensiblement en regard de l'ouverture latérale de la préforme ; à cet effet, la couronne 23 est désolidarisée des segments et extraite du moule 36a, 36b, étant maintenue suspendue au bras 38 du manipulateur 39. - Un premier segment - tel que le segment 31
figure 1 - est ensuite déplacé selon la flèche 32 en direction de l'axe 24 pour venir en regard desdites ouvertures et être extrait du moule par celles-ci ; on extrait ensuite successivement les autres segments 26 à 30, en commençant de préférence par l'un des segments (26 ou 30) adjacents au segment 31 préalablement extrait, et ainsi de suite. - A cet effet, les faces d'extrémité des segments autres que le segment 31 - telles que les faces 270 et 271 pour le segment 27 - s'étendent sensiblement radialement par rapport à l'axe 24 qui correspond sensiblement à l'axe passant par le centre desdites ouvertures ; les faces d'extrémité 310 et 311 du segment 31 s'étendent par contre sensiblement parallèlement l'une à l'autre et parallèlement à la flèche 32 dirigée vers l'axe 24.
- Après extraction des noyaux hors de la cavité délimitée par la préforme et par les parois du moule 36a, 36b qui supportent la préforme, une paroi 41 ou vessie déformable de soutien de la préforme est ensuite insérée (selon la flèche 42
figure 4 ) dans cette cavité, et est placée au contact de la face interne de la préforme afin de soutenir celle-ci pendant les opérations ultérieures du procédé. - A cet effet, la vessie peut être gonflée par un gaz - tel que de l'air - sous pression ; alternativement, une dépression peut être créée dans le moule 36a, 36b afin de plaquer les parois de la peau ou vessie 41 contre la face interne de la préforme creuse logée dans le moule.
- Le moule contenant la préforme et la structure de soutien de préforme sont ensuite placés dans un autoclave ou une étuve pour durcir la résine du prepreg que comporte la préforme.
- A l'issue de cette opération, les deux demi moules 36a et 36b sont séparés l'un de l'autre et la pièce selon l'invention est extraite de ce moule, comme illustré
figure 5 . - Par référence à la
figure 6 , la structure 43 de queue de l'hélicoptère ainsi obtenue présente approximativement une symétrie par rapport à un plan 56 antéro postérieur ; la structure comporte une première paroi latérale 45 percée d'une ouverture circulaire 46 dont le centre est situé sur un axe transversal 57 sensiblement orthogonal au plan 56 ; la structure 43 comporte une seconde paroi latérale 47 percée d'une ouverture circulaire 48 dont le centre est également situé sur l'axe 57. - La paroi 45 est prolongée vers le haut par une paroi 52 formant une paroi gauche de dérive 51, tandis que la paroi 47 est prolongée vers le haut par une paroi 53 formant une paroi droite de dérive.
- Les parties frontales (ou parties avant) des parois 52 et 53 se joignent le long d'une zone frontale 60, et les parties avant des parois 45 et 47 se rejoignent pour former une zone frontale 55a, 55b dont la partie supérieure 55a prolonge la zone 60.
- Entre les portions frontales incurvées 55a et 55b s'étend une portion 44a, 44b de raccordement de la structure de queue au fuselage de l'hélicoptère ; cette portion comporte une courte partie cylindrique 44a s'étendant selon un axe 58 contenu dans le plan 56, ainsi qu'une partie plane 44b en forme de disque d'axe 58, qui est ceinturée par la partie 44a.
- Les parties inférieures des parois 45 et 47 se rejoignent pour former une zone inférieure 49 percée d'une ouverture 50, tandis que les parties arrière de ces parois 45, 47 forment une zone arrière de jonction 62 qui est percée d'une ouverture 59.
- On observe également
figure 6 que les parties supérieures des parois 52 et 53 se rejoignent par une portion plane 54, tandis que les parties arrière de ces parois 52, 53 se rejoignent le long d'une zone 61. - Les zones de jonction 49, 54, 55a et 55b, 60 à 62 forment avec les parois latérales 45, 47, 52, 53 et avec la structure de liaison 44a, 44b, une structure creuse rigide monobloc et légère.
- Cette structure 43 est ensuite assemblée avec un conduit 63, comme illustré
figures 7 et 8 , pour former un carénage de rotor de queue d'hélicoptère. - Le conduit 63, qui est réalisé en matériau composite également, comporte une partie centrale 64 sensiblement cylindrique (de rayon sensiblement constant) selon l'axe 57.
- En amont de cette partie centrale, par référence à la direction illustrée par la flèche 67 (
figure 8 ) selon laquelle se déplace le flux d'air mû par le rotor (non représenté) disposé dans la veine 68 délimitée par le conduit 63, et qui correspond au sens inverse de la poussée aérodynamique de ce rotor anticouple, est prévu un convergent 65 à l'extrémité duquel s'étend une première bride circulaire 66. - A l'extrémité opposée du conduit 63, est prévu un divergent 69 terminé par une seconde bride 70 circulaire parallèle à la première bride 66 et de diamètre extérieur 71 inférieur au diamètre extérieur 72 de la bride 66.
- Comme illustré
figure 8 en particulier, la partie aval du conduit 63 est introduite à l'intérieur de la structure 43, en traversant l'ouverture 46 formée dans la paroi latérale 45, selon la flèche 67, jusqu'à ce que la bride 70 de petit diamètre vienne au contact de la face interne de la paroi 47, autour de l'ouverture 48 prévue dans cette paroi. - Dans cette configuration, la bride 66 de plus grand diamètre est au contact de la face externe de la paroi 45, autour de l'ouverture 46 prévue dans celle-ci; dans cette position, les pièces 63 et 43 sont assemblées (par collage, par rivetage, par solidification de la matrice organique) des portions de bride du conduit 63 recouvrant les portions correspondantes des parois latérales de la pièce 43.
- Dans le mode préféré de réalisation correspondant aux
figures 9 à 11 , la préforme globale est réalisée à partir de deux préformes sensiblement symétriques 76g et 76d illustréesfigure 11 . - La préforme de gauche 76g illustrée
figure 10 comporte une partie centrale 90 sensiblement circulaire, s'étendant perpendiculairement à un axe 77 passant par son centre ; une portion de préforme latérale 80 s'étend autour de la partie centrale 90 ; une portion 82 de liaison avec le fuselage s'étend à partir de la portion 80 ; la portion 82 présente sensiblement la forme d'une demi calotte tronconique d'axe 78 parallèle au plan de la partie 90 ; une portion de préforme de paroi gauche de dérive 81 s'étend également à partir de la portion 80. - Chacune des parties 80, 81, 82 de préforme en prepreg est prolongée à sa périphérie par une bande de prepreg, ces bandes étant respectivement repérées 83 à 89.
- Ces bandes servent à former une portion périphérique de jonction entre les deux (demi) préformes de la structure de queue.
- En effet, comme illustré
figures 9 et11 , lorsque une préforme gauche 76g est disposée en regard d'une préforme droite 76d, dans le moule de lafigure 9 comportant deux demi moules en creux 91g et 91d de forme adaptée, leurs bandes de jonction respectives - telles que la bande 83d formant lisière frontale de la préforme 76d et la bande 83g formant lisière frontale de la préforme 76g - sont placées en regard l'une de l'autre ; les deux préformes s'appuyant sur un noyau central 92 (figure 9 ), leurs bandes périphériques (ou lisières) respectives sont rabattues l'une sur l'autre deux à deux et pressées l'une contre l'autre, pour former une zone de jonction périphérique ceinturant sensiblement la préforme. - L'outillage illustré
figure 9 comporte en outre trois pièces aplaties 95 à 97; ces pièces servent à réaliser une étanchéité entre les faces d'extrémité respectives 92a, 92b et 92c du noyau souple 92 de soutien de la préforme dans le moule, avec les parois périphériques correspondantes du moule 91d, 91g ; elles permettent en outre d'assurer une liaison mécanique entre les deux demi moules. - Après fermeture du moule illustré
figure 9 , durcissement de la résine, et ouverture du moule, la pièce obtenue est similaire à celle illustréefigure 6 ; on observe sur cette figure que la pièce 43 présente une forme complexe, aplatie selon l'axe 57, et allongée selon une direction du plan 56 qui est voisine des directions respectives des bords d'attaque et de fuite de la partie formant dérive ; cette pièce présente des portions concaves de raccordement respectif des portions latérales 45, 47 avec les portions latérales 52 et 53 ; les portions 45, 47 latérales de carénage sont en grande partie évidées. - Par référence à la
figure 12 , une première demi préforme thermoplastique 100 est soutenue par un outil 101 de maintien, et une seconde demi préforme thermoplastique 102 est soutenue par un autre outil 103 de maintien de la préforme. - Une portion périphérique (ou bord) 102a de la préforme 102 recouvre une portion périphérique 100a de la préforme 100 ; de façon symétrique, un bord 100b de la préforme 100 recouvre un bord 102b de la préforme 102.
- Un outil mâle 110 de formage s'étend entre les préformes 100 et 102, dont une partie 111 disposée en regard des bords 100b et 102b à solidariser épouse la forme de la face interne de la pièce à réaliser, dans la zone de jonction des bords 100b, 102b.
- Un outil femelle 112 de formage s'étend à l'extérieur des préformes ; une partie 113 de l'outil 112 est disposée en regard des bords 100b, 102b superposés, qui épouse la forme de la face externe de la pièce à réaliser, dans cette zone de jonction.
- La solidarisation des bords 100b, 102b est obtenue en déplaçant l'outil 112 selon la flèche 114 en direction de l'outil 110, pour comprimer les bords entre les faces 111 et 113 des outils 110, 112.
- Cette opération peut nécessiter le ramollissement des bords par chauffage ; elle permet la solidarisation par fusion de la résine des bords, puis refroidissement de cette résine.
- Par référence à la
figure 13 , la préforme 100 est soutenue par un mandrin en deux parties 104, 105 dont elle épouse la surface externe 106. - Des moyens de mise en dépression de l'espace interstitiel 107 séparant le mandrin de la préforme et/ou de l'espace interstitiel 108 séparant la préforme de l'enveloppe 109, permettent de plaquer contre la surface externe de la préforme, les conformateurs et les parties d'enveloppe.
- Un sac ou enveloppe 109 étanche entoure la préforme 100 et des conformateurs anti-rides 120, 121 intercalés entre la préforme et l'enveloppe ; la face interne 123, 124 des conformateurs 120, 121 est adaptée à la forme de parties correspondantes de la face externe de la pièce obtenue par rigidification de la préforme 100.
- Il va sans dire que divers ajouts, omissions, ou modifications pourront être apportés par l'homme du métier aux différents modes de réalisation décrits ci avant, tant dans leurs éléments structurels que dans leurs composantes fonctionnelles, sans sortir du cadre de la présente invention.
Claims (12)
- Procédé de fabrication d'une structure de queue (43) d'un aéronef à voilure tournante, la structure de queue (43) comportant : un conduit (63) tubulaire présentant deux extrémités amont et aval suivant une direction d'écoulement d'un flux d'air (67) et comportant une première bride (66) et une seconde bride (70), s'étendant chacune à l'une des deux extrémités du conduit (63) tubulaire et un carénage de la structure de queue (43) avec une paroi latérale incurvée amont (45) et une paroi latérale incurvée aval (47) s'étendant respectivement autour de la première et de la seconde bride (66, 70) ; procédé dans lequel les deux parois latérales incurvées (45, 47) et le conduit (63) tubulaire sont réalisées en matériau composite comportant une matrice organique et des renforts, caractérisé en ce que le procédé prévoit :. d'utiliser des renforts pré imprégnés de matrice organique pour réaliser au moins une préforme des parois latérales amont (45) et aval (47),. de solidariser les parois latérales amont (45) et aval (47) par solidification de leur matrice organique,. que la seconde bride (70) comporte un diamètre extérieur (71) circulaire parallèle à un diamètre extérieur (72) de la première bride (66), ledit diamètre extérieur (71) étant inférieur au diamètre extérieur (72),. d'introduire le conduit (63) tubulaire à l'intérieur des parois latérales amont (45) et aval (47), suivant la direction de déplacement du flux d'air (67), jusqu'à ce que la seconde bride (70) soit au contact de la paroi latérale aval (47) et la première bride (66) soit au contact de la paroi latérale amont (45), et. d'assembler le conduit (63) tubulaire à l'intérieur des parois latérales amont (45) et aval (47).
- Procédé selon la revendication 1, caractérisé en ce que lesdites préformes sont obtenues par placement mécanique sous pression de fibres pré imprégnées de résine, respectivement chacune sur un demi moule.
- Procédé selon la revendication 1, caractérisé en ce qu'un outil mâle (110) de formage est étendu entre les préformes (100 et 102), avec une partie (111) disposée en regard de bords superposés (100b, 102b) à solidariser de ces préformes (100 et 102), et un outil femelle (112) de formage est étendu à l'extérieur des préformes (100 et 102) avec une partie (113) de l'outil femelle (112) en regard des bords superposés (100b, 102b), dans cette zone de jonction la solidarisation des bords superposés (100b, 102b) est obtenue par fusion puis refroidissement de ladite matrice organique, en déplaçant l'outil (112) le long desdits bords superposés (100b, 102b) en les comprimant, suite à un ramollissement des bords superposés (100b, 102b) par chauffage.
- Procédé selon l'une des revendications 1 à 3, caractérisé en ce que on réalise une préforme des deux parois latérales (45-47) de carénage, la préforme présentant une zone de jonction des parois latérales (45-47), cette zone de jonction comportant ladite matrice organique, et on solidarise ces deux parois (45-47) par solidification et consolidation de la matrice organique dans la zone de jonction.
- Procédé selon l'une des revendications 1 à 3, caractérisé en ce que on réalise deux préformes avec chacune une paroi latérale amont (45) et aval (47), les deux préformes présentant une zone de jonction des parois latérales (45-47), cette zone de jonction comportant ladite matrice organique, et on solidarise ces deux préformes par solidification et consolidation de la matrice organique des parois latérales (45-47) dans la zone de jonction.
- Procédé selon l'une des revendications 1 à 5, caractérisé en ce que la ou les préformes de carénage sont solidarisées simultanément avec au moins une préforme composite de paroi (44a, 44b, 82) de raccordement à une poutre de queue.
- Procédé selon l'une des revendications 1 à 6, caractérisé en ce que une seule préforme (35) en matériau composite est réalisée par placement de fibres pré imprégnées autour d'un mandrin (20) segmenté, pour former lesdites deux parois latérales (45-47) de carénage, ainsi que, deux parois latérales de gouverne et / ou une paroi de liaison avec une poutre de queue de l'aéronef.
- Procédé selon la revendication 9, caractérisé en ce que les segments (26 à 31) formant le mandrin (20) segmenté, sont désolidarisés et que les segments sont extraits de la cavité délimitée par la préforme des parois latérales (45-47) de carénage, par une ouverture (48-50) dans l'une de ces parois latérales (45-47).
- Procédé selon la revendication 8, caractérisé en ce que suite à l'extraction du mandrin, la préforme est transférée dans un moule en creux en deux parties (36a, 36b), puis une structure (41) expansible et / ou rétractable de soutien de préforme est insérée dans ladite cavité délimitée par la préforme des parois latérales (45-47) de carénage, pour solidification de la préforme.
- Outillage pour positionner et maintenir des préformes de fabrication d'une structure de queue (43) d'un aéronef à voilure tournante , caractérisé en ce que l'outillage comporte un mandrin (20) susceptible d'être solidarisé, de façon réversible, à un arbre (21) présentant un axe longitudinal (22), le mandrin (20) comportant :- une pièce centrale annulaire (23) présentant sensiblement une forme de révolution d'axe (24), la pièce (23) étant percée de deux orifices (25) alignés au travers desquels peut s'étendre l'arbre (21) ; et- des secteurs ou segments (26 à 31) de mandrin (20), qui sont disposés autour de la pièce (23) qu'ils encerclent ; cet outillage étant mis en oeuvre dans le procédé selon l'une des revendications 1 à 10 de sorte que le mandrin (20) forme moule mâle pour réaliser la préforme des parois latérales amont (45) et aval (47) de la structure de queue (43).
- Outillage selon la revendication 10, caractérisé en ce que l'outillage comporte une structure (41, 92) déformable de soutien de préforme(s) à plaquer, par une mise en pression / dépression, contre une face interne de la (des) préforme(s) logée(s) dans un moule en creux (36a, 36b, 91d, 91g).
- Structure (43, 63) de queue d'un aéronef à voilure tournante, obtenue par le procédé selon l'une des revendications 1 à 9, caractérisé en ce que ladite structure (43, 63) comporte une coque monobloc solidaire du conduit (63), avec au moins une zone d'inversion de courbure.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR0413397A FR2879496B1 (fr) | 2004-12-16 | 2004-12-16 | Procede et dispositif de fabrication d'une carene de rotor d'helicoptere, et carene obtenue |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1676775A1 EP1676775A1 (fr) | 2006-07-05 |
| EP1676775B1 true EP1676775B1 (fr) | 2015-11-18 |
Family
ID=34951807
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP05026158.5A Ceased EP1676775B1 (fr) | 2004-12-16 | 2005-12-01 | Procédé et dispositif de fabrication d'une carène de rotor d'hélicoptère, et carène obtenue |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US7676923B2 (fr) |
| EP (1) | EP1676775B1 (fr) |
| JP (1) | JP4236661B2 (fr) |
| CN (1) | CN100410144C (fr) |
| FR (1) | FR2879496B1 (fr) |
Families Citing this family (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2924378B1 (fr) * | 2007-03-29 | 2010-01-01 | Carbone Forge | Procede de fabrication par moulage d'une piece composite thermoplastique. |
| DE102007015909A1 (de) * | 2007-04-02 | 2008-10-09 | Mt Aerospace Ag | Verfahren zur Herstellung faserverstärkter Hohlkörper |
| GB2470087B (en) * | 2007-06-07 | 2010-12-29 | Gkn Aerospace Services Ltd | Mandrel for use in a method of making composite flange |
| US8936695B2 (en) * | 2007-07-28 | 2015-01-20 | The Boeing Company | Method for forming and applying composite layups having complex geometries |
| US20100279806A1 (en) * | 2008-01-03 | 2010-11-04 | Aling Lai | Transmission structure improvement for bending tail pipe |
| CN102019592B (zh) * | 2009-09-10 | 2012-07-04 | 中国航空工业集团公司北京航空制造工程研究所 | 一种大尺寸复合材料加筋壁板成形的定位装置 |
| CN101791821B (zh) * | 2010-04-08 | 2011-09-14 | 中国航空工业集团公司北京航空制造工程研究所 | 一种大尺寸复合材料长桁的成形装置 |
| US8939395B2 (en) * | 2010-09-09 | 2015-01-27 | Groen Brothers Aviation, Inc. | Tail fan apparatus and method for low speed yaw control of a rotorcraft |
| FR2968272B1 (fr) * | 2010-12-06 | 2013-07-12 | Eurocopter France | Element de structure ameliore d'un giravion pour diminuer la trainee aerodynamique. |
| ITRM20110626A1 (it) * | 2011-11-25 | 2013-05-26 | Aeronautical Service S R L | Metodo per la realizzazione di supporti di sostegno per l'avionica. |
| EP2706009B1 (fr) | 2012-09-07 | 2016-04-27 | AIRBUS HELICOPTERS DEUTSCHLAND GmbH | Empennage d'un hélicoptère |
| WO2014068572A2 (fr) | 2012-11-01 | 2014-05-08 | Israel Aerospace Industries Ltd. | Fabrication de structures intégrées constituées par des matériaux composites |
| US8983171B2 (en) | 2012-12-26 | 2015-03-17 | Israel Aerospace Industries Ltd. | System and method for inspecting structures formed of composite materials during the fabrication thereof |
| EP2878433B1 (fr) * | 2013-11-29 | 2016-04-20 | AIRBUS HELICOPTERS DEUTSCHLAND GmbH | Ensemble rotatif caréné de composite segmenté pour aéronef et procédé pour sa fabrication |
| PL3061689T3 (pl) * | 2015-02-27 | 2018-01-31 | Airbus Helicopters Deutschland GmbH | Zespół ogonowy do wiropłatu, wiropłat i sposób wytwarzania wzmocnionego zespołu ogonowego |
| EP3199455B1 (fr) * | 2016-01-29 | 2020-04-22 | AIRBUS HELICOPTERS DEUTSCHLAND GmbH | Aéronef rotatif avec un cadre d'interface rattachant la poutre arrière du fuselage et le cône arrière |
| US10814971B2 (en) * | 2018-04-10 | 2020-10-27 | Textron Innovations Inc. | Tail rotor housing |
| CN109130247B (zh) * | 2018-07-20 | 2021-02-26 | 菲舍尔航空部件(镇江)有限公司 | 航空复材c型盒体零件成型方法 |
| KR102215966B1 (ko) * | 2019-08-21 | 2021-02-16 | 한국항공우주산업 주식회사 | 헬리콥터용 에프터 콘 핀 제조 장치 |
| GB202020714D0 (en) * | 2020-12-30 | 2021-02-10 | Gen Electric | Method of joining blade segments using an internal bladder |
| US20220315212A1 (en) * | 2021-04-06 | 2022-10-06 | Bell Textron Inc. | Distributed propulsion structure |
| CN113977984B (zh) * | 2021-10-15 | 2023-07-04 | 江西洪都航空工业集团有限责任公司 | 一种管状双曲面复合材料结构件的制备方法 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2542695B1 (fr) * | 1983-03-18 | 1985-07-26 | Aerospatiale | Helice multipale a pas variable a pale s en materiaux composites demontables individuellement, procede de fabrication de telles pales et pales ainsi realisees |
| FR2556650B1 (fr) * | 1983-12-14 | 1986-05-23 | Matra | Procede et dispositif de fabrication de corps structural creux en materiau composite, notamment pour missiles |
| US4594761A (en) * | 1984-02-13 | 1986-06-17 | General Electric Company | Method of fabricating hollow composite airfoils |
| US4986949A (en) * | 1986-05-12 | 1991-01-22 | Trimble Brent J | Method of making composite bicycle frames |
| FR2683504A1 (fr) * | 1991-11-07 | 1993-05-14 | Aerospatiale | Systeme anticouple a rotor arriere pour helicoptere. |
| FR2699498B1 (fr) * | 1992-12-23 | 1995-03-10 | Eurocopter France | Pale en composite thermoplastique, notamment pour rotor arrière caréné d'hélicoptère, et son procédé de fabrication. |
| FR2719553B1 (fr) * | 1994-05-04 | 1996-07-26 | Eurocopter France | Dispositif anti-couple à rotor arrière et stator redresseur carénés pour hélicoptère. |
| WO1996009159A1 (fr) * | 1994-09-20 | 1996-03-28 | Viatech, Inc. | Procede de fabrication de tubes en materiaux composites a renforcement interne |
| FR2740378B1 (fr) * | 1995-10-30 | 1998-01-02 | Eurocopter France | Procede de fabrication d'une pale a pas variable en materiau composite pour rotor d'helicoptere, et pale a pas variable pouvant etre obtenue par un tel procede |
| FR2740380B1 (fr) * | 1995-10-30 | 1998-01-02 | Eurocopter France | Procede de fabrication d'une pale a pas variable en materiau composite pour rotor d'helicoptere |
| FR2766407B1 (fr) * | 1997-07-22 | 1999-10-15 | Aerospatiale | Procede de fabrication de pieces de grandes dimensions en materiau composite a matrice thermoplastique, telles que des troncons de fuselage d'aeronefs |
| US6372176B1 (en) * | 1999-03-01 | 2002-04-16 | Kiefel Technologies Inc. | System and method for twin sheet forming |
| US6889937B2 (en) * | 1999-11-18 | 2005-05-10 | Rocky Mountain Composites, Inc. | Single piece co-cure composite wing |
| DE10153875A1 (de) * | 2001-11-02 | 2003-05-15 | Bpw Bergische Achsen Kg | Bauteil in langgestreckter Bauweise aus einem Faser-Kunststoff-Verbund |
| US7204951B2 (en) * | 2002-07-30 | 2007-04-17 | Rocky Mountain Composites, Inc. | Method of assembling a single piece co-cured structure |
| EP1473131A3 (fr) * | 2003-04-30 | 2007-01-03 | Airbus Deutschland GmbH | Procédé pour la fabrication de préformes textiles à partir de produits textiles semi-finis |
-
2004
- 2004-12-16 FR FR0413397A patent/FR2879496B1/fr not_active Expired - Fee Related
-
2005
- 2005-12-01 EP EP05026158.5A patent/EP1676775B1/fr not_active Ceased
- 2005-12-07 US US11/295,523 patent/US7676923B2/en active Active
- 2005-12-07 JP JP2005353122A patent/JP4236661B2/ja not_active Expired - Fee Related
- 2005-12-16 CN CNB2005101320192A patent/CN100410144C/zh not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| FR2879496A1 (fr) | 2006-06-23 |
| FR2879496B1 (fr) | 2008-12-12 |
| EP1676775A1 (fr) | 2006-07-05 |
| JP4236661B2 (ja) | 2009-03-11 |
| CN1810577A (zh) | 2006-08-02 |
| US7676923B2 (en) | 2010-03-16 |
| CN100410144C (zh) | 2008-08-13 |
| US20060169835A1 (en) | 2006-08-03 |
| JP2006168718A (ja) | 2006-06-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1676775B1 (fr) | Procédé et dispositif de fabrication d'une carène de rotor d'hélicoptère, et carène obtenue | |
| EP0603066B1 (fr) | Procédé de fabrication de liaisons en matériau composite de structures en forme de treillis ou d'éléments de treillis, et treillis obtenus par ce procédé | |
| EP0686554B1 (fr) | Aube de redresseur en composite, redresseur la comportant, pour dispositif anti-couple à rotor et stator redresseur carénés, et leur procédé de fabrication | |
| EP0346210B1 (fr) | Cadre en matériau composite notamment pour fuselage d'aéronef, et son procédé de fabrication | |
| EP0296014B1 (fr) | Pale en matériaux composites et son procédé de fabrication | |
| EP0585144B1 (fr) | Procédé et dispositif de moulage de pièce en matériau composite constituée de deux secteurs | |
| FR2766407A1 (fr) | Procede de fabrication de pieces de grandes dimensions en materiau composite a matrice thermoplastique, telles que des troncons de fuselage d'aeronefs | |
| FR3012362A1 (fr) | ||
| EP2407319A1 (fr) | Jante ou portion de jante réalisée en matériau composite | |
| EP2419262B1 (fr) | Procede de fabrication d'une bielle en materiau composite ayant des extremites renforcees | |
| FR2740380A1 (fr) | Procede de fabrication d'une pale a pas variable en materiau composite pour rotor d'helicoptere | |
| FR3024389A1 (fr) | Procede de fabrication d'une piece renforcee comportant un materiau composite | |
| CA2875489A1 (fr) | Procede de fabrication de panneaux cellulaires, destines notamment au domaine de l'aeronautique | |
| WO2022184997A1 (fr) | Aube comprenant une structure en matériau composite et procédé de fabrication associé | |
| WO2013167826A1 (fr) | Procédé de fabrication d'une peau en composite formant virole non démoulable | |
| FR2740379A1 (fr) | Procede de fabrication d'une pale en materiau composite pour rotor d'helicoptere, et pale pouvant etre obtenue par un tel procede | |
| EP2804745B1 (fr) | Procédé pour la fabrication d'une pièce composite par drapage | |
| EP4098860B1 (fr) | Lame pour inverseur de poussee et un procede de fabrication d'une telle lame | |
| FR2556650A1 (fr) | Procede et dispositif de fabrication de corps structural creux en materiau composite, notamment pour missiles | |
| FR3061070A1 (fr) | Procede de realisation d’un panneau auto raidi en materiaux composites et panneau obtenu par ledit procede | |
| WO2013107993A2 (fr) | Ensemble d'outillage et procédé de fabrication d'une pièce en matériau composite |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK YU |
|
| 17P | Request for examination filed |
Effective date: 20061115 |
|
| AKX | Designation fees paid |
Designated state(s): GB IT |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: 8566 |
|
| 17Q | First examination report despatched |
Effective date: 20110218 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: AIRBUS HELICOPTERS |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R079 Free format text: PREVIOUS MAIN CLASS: B64C0027040000 Ipc: B29C0033480000 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B29L 31/08 20060101ALN20150605BHEP Ipc: B29L 31/30 20060101ALN20150605BHEP Ipc: B29C 70/30 20060101ALI20150605BHEP Ipc: B29C 70/34 20060101ALI20150605BHEP Ipc: B64C 27/82 20060101ALI20150605BHEP Ipc: B29C 33/48 20060101AFI20150605BHEP Ipc: B64C 27/04 20060101ALI20150605BHEP Ipc: B64F 5/00 20060101ALN20150605BHEP Ipc: B29B 11/16 20060101ALI20150605BHEP |
|
| INTG | Intention to grant announced |
Effective date: 20150624 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): GB IT |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20160819 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20201223 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20201224 Year of fee payment: 16 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20211201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20211201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20211201 |