EP1662011B1 - Hot rolled dual-phase steel strip having features of a cold rolled strip - Google Patents
Hot rolled dual-phase steel strip having features of a cold rolled strip Download PDFInfo
- Publication number
- EP1662011B1 EP1662011B1 EP04425878A EP04425878A EP1662011B1 EP 1662011 B1 EP1662011 B1 EP 1662011B1 EP 04425878 A EP04425878 A EP 04425878A EP 04425878 A EP04425878 A EP 04425878A EP 1662011 B1 EP1662011 B1 EP 1662011B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- strip
- thickness
- phase steel
- dual phase
- steel strip
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Revoked
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/04—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for drawing, e.g. for deep-drawing
- C21D8/0421—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for drawing, e.g. for deep-drawing characterised by the working steps
- C21D8/0426—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
- C21D1/185—Hardening; Quenching with or without subsequent tempering from an intercritical temperature
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/021—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips involving particular fabrication steps or treatments of ingots or slabs
- C21D8/0215—Rapid solidification; Thin strip casting
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/002—Bainite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/008—Martensite
Definitions
- the present invention is directed to a hot rolled dual phase steel strip, having features similar to those of a corresponding cold rolled dual phase steel strip.
- Low carbon steel strips of the dual phase type (ferrite-martensite) are known, being cold rolled, which have special geometrical, and metallurgical features, as well as relating to planarity and deformability, so as to render the same particularly adapted to the production of pressed or cut pieces requiring very strict tolerances, particularly when designed for the car manufacturing industry with a thickness of more than 1.0 mm.
- a basic feature for this product is in fact the tendency to be cold shaped, as well as a good mechanical resistance being fit to absorb shocks as a consequence of the crash tests recently developed in the car industry. It has been found that these steels must show a microstructure mainly formed of ferrite and, as a slightest portion, of martensite or bainite, i.e. a structure of high hardness that can be obtained by suddenly cooling the steel from an intercritic temperature comprised between 700 and 800°C.
- this type of steel requires significant additions of chromium and phosphorous, especially the first mentioned element in order to increase the steel capacity of being hardened and to enhance the production of carbides, whereas the second mentioned element is added to make ferrite harder and cause the yield point to raise. Both elements have also the effect of increasing the tensile strength.
- An object of the present invention is therefore that of providing a steel strip of the above-mentioned type which, unlike the other cold rolled dual phase steels being known so far, has the same features and may replace without problems a cold rolled dual phase steel strip, in particular for cold pressed or cut pieces.
- Another object of the present invention is that of providing a steel strip that, even without important additions of chromium and phosphorous, is provided with the same qualities as mentioned, which are peculiar of the steels wherein considerable amounts of these two elements are present.
- the strip according to the present invention is preferably, although not exclusively, produced by means of in-line plants of the thin-slab type, as disclosed in EP 0415987 in the name of the present applicant and schematically illustrated in figure 1 and is characterized, as set forth in claim 1, by a carbon content comprised between 0.06 and 0.15%, manganese between 1.0 and 2.0% and other elements within % ranges as follows: C 0.06-0.15%, Mn 1.0-2.0%, Si ⁇ 0.80%, P ⁇ 0.010%, S ⁇ 0.005%, Cr ⁇ 0.30%, Ni ⁇ 0.30%, Mo ⁇ 0.03%, Al 0.030 ⁇ 0.050%, with the balance being Fe and unavoidable impurities.
- This strip has a chemical composition poorer than that of the strip of this type according to the prior art and shows a constant geometrical profile along the whole length, with low tolerances relating to the thickness, comparable with those typical of a cold rolled strip.
- the dual phase steel strip according to the present invention is preferably, although not exclusively, manufactured in thin-slab plants as schematically shown in figure 1 , where reference is particularly made to the plant being the object of patent EP 0415987 .
- the following processing steps can be distinguish therein, downstream of the continuous casting step: a) liquid core reduction; b) roughing step directly adjoining to the continuous casting; c) heating in an induction furnace; d) keeping temperature in a furnace provided with internal mandrel; e) finishing rolling; f) compact controlled cooling; and g) coiling on a reel. It has been found in fact that the particular working conditions, typical of this plant, give the final product a particularly thin and homogeneous structure with positive consequences on the chemical-physical characteristics of the final product itself.
- the hot rolled low carbon steel strip with a dual phase structure formed of ferrite and martensite
- the hot rolled low carbon steel strip with a dual phase structure are basically: a thickness of 1 to 8 mm with tolerances comprised between ⁇ 0.06 mm and ⁇ 0,15 mm , a parallelism ⁇ 0.05 mm and a structure with grain fineness better than grade 10 of the ASTM E 112 standard.
- Thickness Standard Tolerances Tolerance of the strip of the invention EN 10051 EN 10031 Cold Strips Hot Tolerances Max Crown Hot Coils Standard Strict ⁇ 1.50 +/- 0.17 +/-0.11 +/-0.08 +/-0.06 0.03 1.51 - 2.00 +/-0.17 +/-0.13 +/-0.09 +/-0.07 0.04 2.01 - 2.50 +/- 0.18 +/-0.15 +/-0.11 +/-0.10 0.04 2.51-3.00 +/-0.20 +/-0.17 +/-0.12 +/-0.11 0.05 3.01-4.00 +/- 0.22 +/-0.12 0.06 4.01-5.00 +/-0.24 +/-0.12 0.06 5.01 - 6.00 +/-0.26 +/-0.12 0.07 6.01 - 8.00 +/- 0.29 +/-0.15 0.07
- the tolerances, as detected for the hot rolled steel strip according to the present invention not only correspond on average to less than one half of the tolerances relating to the traditional hot rolled strips, but are even lower than the strict tolerances of the cold strips having the same thickness.
- the percentage at which the chromium and phosphorous elements are present can be limited to the values stated, without any necessity of high amounts of these elements being added, although the same good qualities are maintained, thanks to the fact that the temperature of slab, pre-strip and rolled strip never goes below the critical values beyond which the chromium carbides precipitate and phosphorous is separated from the solid solution.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Physics & Mathematics (AREA)
- Heat Treatment Of Sheet Steel (AREA)
- Heat Treatment Of Strip Materials And Filament Materials (AREA)
- Coating With Molten Metal (AREA)
- Metal Rolling (AREA)
Abstract
Description
- The present invention is directed to a hot rolled dual phase steel strip, having features similar to those of a corresponding cold rolled dual phase steel strip.
- Low carbon steel strips of the dual phase type (ferrite-martensite) are known, being cold rolled, which have special geometrical, and metallurgical features, as well as relating to planarity and deformability, so as to render the same particularly adapted to the production of pressed or cut pieces requiring very strict tolerances, particularly when designed for the car manufacturing industry with a thickness of more than 1.0 mm.
- It is also known that the dual phase steel strip obtained by hot rolling, such as according to the method disclosed in patents
EP 0019193 ,EP 0072867 ,US 4790889 andUS 4561910 , do not show features of quality, particularly relating to their cold workability, that can be considered comparable with those of dual phase steel strips obtained by cold rolling. - A basic feature for this product, especially when it is intended to form structural portions in the car industry field, is in fact the tendency to be cold shaped, as well as a good mechanical resistance being fit to absorb shocks as a consequence of the crash tests recently developed in the car industry. It has been found that these steels must show a microstructure mainly formed of ferrite and, as a slightest portion, of martensite or bainite, i.e. a structure of high hardness that can be obtained by suddenly cooling the steel from an intercritic temperature comprised between 700 and 800°C. This way the residual austenite enriched with carbon is converted into martensite, giving rise to grains formed of very hard and brittle needle-shaped structures which, when inserted in a much softer ferritic matrix allow cold shaping of pieces, even of complex shape, being present in a very low percentage, never higher than 20% (martensite).
- It is also known that this type of steel requires significant additions of chromium and phosphorous, especially the first mentioned element in order to increase the steel capacity of being hardened and to enhance the production of carbides, whereas the second mentioned element is added to make ferrite harder and cause the yield point to raise. Both elements have also the effect of increasing the tensile strength.
- As already stated above, these products are generally derivating from cold rolled and continuously annealed strips, while just during the cooling step after annealing the desired dual phase structure is obtained to achieve the above-mentioned features. On the other hand this type of processing, with cold rolling and subsequent annealing, involves rather important burdens as far as the required costs and time are concerned, whereby it is a steadily more and more felt need in this field that of obtaining a hot rolled strip in dual phase steel which is provided with the same mechanical features of the traditional cold rolled steel.
- An object of the present invention is therefore that of providing a steel strip of the above-mentioned type which, unlike the other cold rolled dual phase steels being known so far, has the same features and may replace without problems a cold rolled dual phase steel strip, in particular for cold pressed or cut pieces.
- Another object of the present invention is that of providing a steel strip that, even without important additions of chromium and phosphorous, is provided with the same qualities as mentioned, which are peculiar of the steels wherein considerable amounts of these two elements are present.
- The strip according to the present invention is preferably, although not exclusively, produced by means of in-line plants of the thin-slab type, as disclosed in
EP 0415987 in the name of the present applicant and schematically illustrated infigure 1 and is characterized, as set forth inclaim 1, by a carbon content comprised between 0.06 and 0.15%, manganese between 1.0 and 2.0% and other elements within % ranges as follows: C 0.06-0.15%, Mn 1.0-2.0%, Si ≤ 0.80%, P ≤ 0.010%, S ≤ 0.005%, Cr < 0.30%, Ni ≤ 0.30%, Mo ≤ 0.03%, Al 0.030 ÷ 0.050%, with the balance being Fe and unavoidable impurities. This strip has a chemical composition poorer than that of the strip of this type according to the prior art and shows a constant geometrical profile along the whole length, with low tolerances relating to the thickness, comparable with those typical of a cold rolled strip. - Further objects, advantages and features of the dual phase steel strip according to the present invention will be clearer from the following description with reference to the annexed drawings in which:
-
Figure 1 schematically shows a casting and in-line rolling plant of the thin-slab type, particularly suitable for manufacturing steel strips according to the invention; -
Figure 2 shows a graph representing mechanical features, particularly relating to the cold pressing, of a dual phase steel strip according to the invention when compared with a cold rolled strip of the same thickness; and -
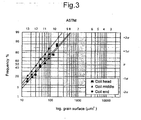
Figure 3 shows a diagram of the variations, graphically obtained by points, of the frequency with which the presence of certain dimensions of the ferritic grain is statistically detected in a number of coils. - As stated in the foregoing, the dual phase steel strip according to the present invention is preferably, although not exclusively, manufactured in thin-slab plants as schematically shown in
figure 1 , where reference is particularly made to the plant being the object of patentEP 0415987 . The following processing steps can be distinguish therein, downstream of the continuous casting step: a) liquid core reduction; b) roughing step directly adjoining to the continuous casting; c) heating in an induction furnace; d) keeping temperature in a furnace provided with internal mandrel; e) finishing rolling; f) compact controlled cooling; and g) coiling on a reel. It has been found in fact that the particular working conditions, typical of this plant, give the final product a particularly thin and homogeneous structure with positive consequences on the chemical-physical characteristics of the final product itself. - The features that, as set forth in
claim 1, should be shown by the product, i.e. the hot rolled low carbon steel strip with a dual phase structure (formed of ferrite and martensite), are basically: a thickness of 1 to 8 mm with tolerances comprised between ± 0.06 mm and ± 0,15 mm, a parallelism< 0.05 mm and a structure with grain fineness better thangrade 10 of the ASTM E 112 standard. - In the following table there are indicated, for various thicknesses from 1.5 to 8 mm, the corresponding standard tolerances, respectively for the usual hot coils, the cold rolled strips (distinguished between standard and strict tolerances) and the tolerances pertaining to a dual phase strip according to the invention. In the last column there are also indicated the crown or convexity values, i.e. corresponding to the differences between the values of thickness measured centrally and on the side edges of the strip.
Thickness Standard Tolerances Tolerance of the strip of the invention EN 10051 EN 10031
Cold StripsHot Tolerances Max Crown Hot Coils Standard Strict ≥ 1.50 +/- 0.17 +/-0.11 +/-0.08 +/-0.06 0.03 1.51 - 2.00 +/-0.17 +/-0.13 +/-0.09 +/-0.07 0.04 2.01 - 2.50 +/- 0.18 +/-0.15 +/-0.11 +/-0.10 0.04 2.51-3.00 +/-0.20 +/-0.17 +/-0.12 +/-0.11 0.05 3.01-4.00 +/- 0.22 +/-0.12 0.06 4.01-5.00 +/-0.24 +/-0.12 0.06 5.01 - 6.00 +/-0.26 +/-0.12 0.07 6.01 - 8.00 +/- 0.29 +/-0.15 0.07 - It is easy to see that the tolerances, as detected for the hot rolled steel strip according to the present invention not only correspond on average to less than one half of the tolerances relating to the traditional hot rolled strips, but are even lower than the strict tolerances of the cold strips having the same thickness.
- Furthermore with reference to
figure 3 , it can be observed from a microcrystalline analysis of the structure of a steel strip according to the invention that more than 80% of the grains, detected on average at various positions on the strip and statistically for a number of strips, has lower dimensions than those corresponding tograde 10 of the ASTM E112 standard, and consequently a better fineness than that grade. - These features, together with a breaking strain > 20%, make this type of hot rolled strip particularly suitable for fine shearing and hole formation by punching, as well as cold stamping of complex shapes. In particular it has been practically proved that with strips according to the invention it has been possible to form bends at right angles and 180° with a radius ≤ 3 times the strip thickness for thicknesses ≤ 3.0 mm and ≤ 5 times the thickness for strips having thickness ≥ 3.1 mm without giving rise to defects in the region of maximum stress, this confirming the good plasticity of the material. It is clear that these results have been made possible thanks to the fine grain microstructure with homogeneous development of the grain in every direction, or of the polygonal type, with complete separation of the iron carbides from the ferritic grains. Such a structure eliminates any resilient recovery of the material upon shaping, thus allowing to meet in this way very strict tolerances.
- Experimental tests of forming capability have been carried out by comparison with cold rolled strips of the same thickness. From these tests it appears, as resulting from
figure 2 , that FLD lines of the Forming Limit Diagram relating to two different steel strips can be overlapped, thus confirming that the strip according to the invention can suitably replace a cold rolled one. The tests of forming capability which have brought to the graphs offigure 2 have been carried out on a strip having thickness of 1.0 mm, at room temperature with a mould having diameter of 100 mm and a stamping speed of 1 mm/s. - Homogeneity and fineness of the microcrystalline structure therefore appear to be the reasons of the particular deformability shown by this type of strip.
- It should be noted that in the case of the present invention the percentage at which the chromium and phosphorous elements are present can be limited to the values stated, without any necessity of high amounts of these elements being added, although the same good qualities are maintained, thanks to the fact that the temperature of slab, pre-strip and rolled strip never goes below the critical values beyond which the chromium carbides precipitate and phosphorous is separated from the solid solution.
Claims (2)
- A hot rolled, low carbon dual phase steel strip, with a structure composed of ferrite and martensite, having a thickness of 1 to 8 mm, particularly suitable for producing cold pressed and cut pieces requiring mechanical features of forming capability and a very small resilient recovery, consisting of peritectic steel with chemical analysis, characterized by having the following composition: C 0.06-0.15%, Mn 1.0-2.0%, Si ≤ 0.80%, P ≤ 0.010%, S ≤ 0.005%, Cr < 0.30%, Ni ≤ 0.30%, Mo ≤ 0.03%, Al 0.030 ÷ 0.050%, with the balance being Fe and unavoidable impurities, and having a constant geometrical profile on the whole length and thickness tolerances between ± 0.06 and 0.15 mm for thickness values of up to 8.00 mm with a crown between the strip centre and side edge of less than 0.07 mm, being provided with a homogeneous microcrystalline structure with fineness better than grade 10 of ASTM E 112 standard at a percentage higher than 80% of the whole structure.
- A dual phase steel strip according to claim 1, characterized by having a coefficient of breaking strain >20%.
Priority Applications (9)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE602004018791T DE602004018791D1 (en) | 2004-11-24 | 2004-11-24 | Hot rolled strip of dual phase steel with the properties of a cold rolled strip |
| ES04425878T ES2316950T3 (en) | 2004-11-24 | 2004-11-24 | HOT LAMINATED STAINLESS STEEL SHEET PROVIDED WITH THE CHARACTERISTICS OF A COLD LAMINATED SHEET. |
| DK04425878T DK1662011T3 (en) | 2004-11-24 | 2004-11-24 | Hot-rolled two-phase steel strip with properties like a cold-rolled strip |
| SI200430998T SI1662011T1 (en) | 2004-11-24 | 2004-11-24 | Hot rolled dual-phase steel strip having features of a cold rolled strip |
| PL04425878T PL1662011T3 (en) | 2004-11-24 | 2004-11-24 | Hot rolled dual-phase steel strip having features of a cold rolled strip |
| AT04425878T ATE419399T1 (en) | 2004-11-24 | 2004-11-24 | HOT ROLLED STRIP MADE OF DUAL PHASE STEEL WITH THE CHARACTERISTICS OF A COLD ROLLED STRIP |
| EP04425878A EP1662011B1 (en) | 2004-11-24 | 2004-11-24 | Hot rolled dual-phase steel strip having features of a cold rolled strip |
| PT04425878T PT1662011E (en) | 2004-11-24 | 2004-11-24 | Hot rolled dual-phase steel strip having features of a cold rolled strip |
| HR20090024T HRP20090024T3 (en) | 2004-11-24 | 2009-01-16 | Hot rolled dual-phase steel strip having features of a cold rolled strip |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP04425878A EP1662011B1 (en) | 2004-11-24 | 2004-11-24 | Hot rolled dual-phase steel strip having features of a cold rolled strip |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1662011A1 EP1662011A1 (en) | 2006-05-31 |
| EP1662011B1 true EP1662011B1 (en) | 2008-12-31 |
Family
ID=34932907
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP04425878A Revoked EP1662011B1 (en) | 2004-11-24 | 2004-11-24 | Hot rolled dual-phase steel strip having features of a cold rolled strip |
Country Status (9)
| Country | Link |
|---|---|
| EP (1) | EP1662011B1 (en) |
| AT (1) | ATE419399T1 (en) |
| DE (1) | DE602004018791D1 (en) |
| DK (1) | DK1662011T3 (en) |
| ES (1) | ES2316950T3 (en) |
| HR (1) | HRP20090024T3 (en) |
| PL (1) | PL1662011T3 (en) |
| PT (1) | PT1662011E (en) |
| SI (1) | SI1662011T1 (en) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ITMI20120066A1 (en) * | 2012-01-23 | 2013-07-24 | Arvedi Steel Engineering S P A | PROCEDURE AND PLANT FOR THE PRODUCTION OF A HOT-LAMINATED TWO-PHASE STEEL TAPE |
| AT525283B1 (en) * | 2021-10-29 | 2023-02-15 | Primetals Technologies Austria GmbH | Method for producing a dual-phase steel strip in a combined casting and rolling plant, a dual-phase steel strip produced using the method and a combined casting and rolling facility |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6488790B1 (en) * | 2001-01-22 | 2002-12-03 | International Steel Group Inc. | Method of making a high-strength low-alloy hot rolled steel |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SE430902B (en) | 1979-05-09 | 1983-12-19 | Svenskt Stal Ab | SET TO HEAT TREAT A STALBAND WITH 0.05 - 0.20% CARBON CONTENT AND LOW CONTENTS |
| JPS57137452A (en) | 1981-02-20 | 1982-08-25 | Kawasaki Steel Corp | Hot rolled high tensile steel plate having composite structure and its manufacture |
| JPS57137426A (en) | 1981-02-20 | 1982-08-25 | Kawasaki Steel Corp | Production of low yield ratio, high tensile hot rolled steel plate by mixed structure |
| DE3440752A1 (en) | 1984-11-08 | 1986-05-22 | Thyssen Stahl AG, 4100 Duisburg | METHOD FOR PRODUCING HOT TAPE WITH A TWO-PHASE TEXTURE |
| IT1224318B (en) | 1988-05-26 | 1990-10-04 | Mannesmann Ag | PROCESS AND PLANT FOR THE CONTINUOUS PRODUCTION OF STEEL BELT |
| JPH04235219A (en) * | 1991-01-08 | 1992-08-24 | Nippon Steel Corp | Production of hot rolled plate of dual-phase high tensile strength steel extremely excellent in fatigue characteristic |
| US5832985A (en) * | 1994-10-20 | 1998-11-10 | Mannesmann Aktiengesellschaft | Process and device for producing a steel strip with the properties of a cold-rolled product |
| JP3538990B2 (en) * | 1995-08-31 | 2004-06-14 | Jfeスチール株式会社 | High-strength hot-rolled steel sheet excellent in impact resistance and method for producing the same |
| JP3713804B2 (en) * | 1996-05-02 | 2005-11-09 | Jfeスチール株式会社 | Thin hot-rolled steel sheet with excellent formability |
| NL1003293C2 (en) * | 1996-06-07 | 1997-12-10 | Hoogovens Staal Bv | Method and device for manufacturing a steel strip. |
| JP3719007B2 (en) * | 1998-08-12 | 2005-11-24 | Jfeスチール株式会社 | Manufacturing method of hot-rolled steel strip with two-phase structure |
-
2004
- 2004-11-24 SI SI200430998T patent/SI1662011T1/en unknown
- 2004-11-24 PT PT04425878T patent/PT1662011E/en unknown
- 2004-11-24 DE DE602004018791T patent/DE602004018791D1/en not_active Expired - Fee Related
- 2004-11-24 DK DK04425878T patent/DK1662011T3/en active
- 2004-11-24 AT AT04425878T patent/ATE419399T1/en not_active IP Right Cessation
- 2004-11-24 PL PL04425878T patent/PL1662011T3/en unknown
- 2004-11-24 ES ES04425878T patent/ES2316950T3/en not_active Expired - Lifetime
- 2004-11-24 EP EP04425878A patent/EP1662011B1/en not_active Revoked
-
2009
- 2009-01-16 HR HR20090024T patent/HRP20090024T3/en unknown
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6488790B1 (en) * | 2001-01-22 | 2002-12-03 | International Steel Group Inc. | Method of making a high-strength low-alloy hot rolled steel |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1662011A1 (en) | 2006-05-31 |
| SI1662011T1 (en) | 2009-04-30 |
| DK1662011T3 (en) | 2009-04-06 |
| ES2316950T3 (en) | 2009-04-16 |
| HRP20090024T3 (en) | 2009-02-28 |
| PL1662011T3 (en) | 2009-06-30 |
| ATE419399T1 (en) | 2009-01-15 |
| DE602004018791D1 (en) | 2009-02-12 |
| PT1662011E (en) | 2009-02-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2003220B1 (en) | Steel plate having excellent fine blanking processability and method for manufacture thereof | |
| EP2586884A2 (en) | Ultra-high-strength steel bar and method for manufacturing same | |
| KR101023633B1 (en) | Steel sheet excellent in fine blanking workability and its manufacturing method | |
| KR20080106314A (en) | Ultra-thin high carbon hot rolled steel sheet and manufacturing method thereof | |
| KR102398707B1 (en) | High carbon cold rolled steel sheet and manufacturing method thereof | |
| US20100252149A1 (en) | Hot rolled dual phase steel strip having features of a cold rolled strip | |
| EP4036268A1 (en) | Austenitic stainless steel having increased yield ratio and manufacturing method thereof | |
| EP1662011B1 (en) | Hot rolled dual-phase steel strip having features of a cold rolled strip | |
| EP4640899A1 (en) | Cold rolled steel sheet and method for manufacturing same | |
| KR102722677B1 (en) | Ultra-high strength steel sheet having excellent elongation and manufacturing method of the same | |
| AU2006336816B2 (en) | Strip of hot rolled micro-alloyed steel for obtaining finished pieces by cold pressing and shearing | |
| KR20140116914A (en) | Hot-rolled steel sheet and manufacturing method for same | |
| EP1662012B1 (en) | Strip of hot rolled micro-alloyed steel for obtaining finished pieces by cold pressing and shearing | |
| JP3756286B2 (en) | Cold-rolled tempered high-strength austenitic stainless steel plate with less wear of punching dies | |
| JP5448023B2 (en) | Steel fine wire or strip steel plate with excellent plastic workability | |
| KR102883695B1 (en) | Cold rolled steel shhet and method of manufacturing the same | |
| JP3913088B2 (en) | Manufacturing method for medium and high carbon steel sheets with excellent deep drawability | |
| EP4589043A1 (en) | Martensitic stainless steel and method of manufacturing same | |
| RU2393237C2 (en) | Strip out of hot-rolled micro-alloyed steel for fabricating finished parts by means of cold stamping and cutting | |
| MX2008009547A (en) | Hot rolled dual phase steel strip having features of a cold rolled strip | |
| KR102890969B1 (en) | High-carbon steel sheet | |
| JPS6259167B2 (en) | ||
| KR20080087837A (en) | Hot rolled two-phase strip with the properties of cold rolled strips | |
| WO2025100149A1 (en) | Cold-rolled steel sheet and method for manufacturing same | |
| JP2005097659A (en) | High carbon steel sheet with small in-plane anisotropy |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20060121 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL HR LT LV MK YU |
|
| 17Q | First examination report despatched |
Effective date: 20060728 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LU MC NL PL PT RO SE SI SK TR |
|
| AXX | Extension fees paid |
Extension state: HR Payment date: 20060906 Extension state: YU Payment date: 20060906 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RTI1 | Title (correction) |
Free format text: HOT ROLLED DUAL-PHASE STEEL STRIP HAVING FEATURES OF A COLD ROLLED STRIP |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: HR YU |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: HR Ref legal event code: TUEP Ref document number: P20090024 Country of ref document: HR |
|
| REG | Reference to a national code |
Ref country code: RO Ref legal event code: EPE |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: SC4A Free format text: AVAILABILITY OF NATIONAL TRANSLATION Effective date: 20090122 |
|
| REF | Corresponds to: |
Ref document number: 602004018791 Country of ref document: DE Date of ref document: 20090212 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: HR Ref legal event code: T1PR Ref document number: P20090024 Country of ref document: HR |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: GR Ref legal event code: EP Ref document number: 20090400919 Country of ref document: GR |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2316950 Country of ref document: ES Kind code of ref document: T3 |
|
| REG | Reference to a national code |
Ref country code: HU Ref legal event code: AG4A Ref document number: E005150 Country of ref document: HU |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090430 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| 26 | Opposition filed |
Opponent name: CORUS STAAL BV Effective date: 20090923 |
|
| 26 | Opposition filed |
Opponent name: SMS SIEMAG AKTIENGESELLSCHAFT Effective date: 20090930 Opponent name: CORUS STAAL BV Effective date: 20090923 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| NLR1 | Nl: opposition has been filed with the epo |
Opponent name: SMS SIEMAG AKTIENGESELLSCHAFT Opponent name: CORUS STAAL BV |
|
| REG | Reference to a national code |
Ref country code: HR Ref legal event code: PBON Ref document number: P20090024 Country of ref document: HR Effective date: 20091125 |
|
| BERE | Be: lapsed |
Owner name: ARVEDI, GIOVANNI Effective date: 20091130 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: V1 Effective date: 20100601 |
|
| EUG | Se: european patent has lapsed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091130 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20091124 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091130 Ref country code: RO Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20081231 Ref country code: HU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091125 |
|
| REG | Reference to a national code |
Ref country code: SK Ref legal event code: MM4A Ref document number: E 5092 Country of ref document: SK Effective date: 20091124 |
|
| REG | Reference to a national code |
Ref country code: EE Ref legal event code: MM4A Ref document number: E002978 Country of ref document: EE Effective date: 20091130 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20100730 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091124 Ref country code: SK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091124 Ref country code: CZ Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091124 |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: MM4A Free format text: LAPSE DUE TO NON-PAYMENT OF FEES Effective date: 20100824 |
|
| REG | Reference to a national code |
Ref country code: SI Ref legal event code: KO00 Effective date: 20100823 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091130 Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100601 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091130 Ref country code: GR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100602 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091130 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091130 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091124 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100601 Ref country code: SI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091125 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091124 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091124 Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091130 Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100824 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20110310 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091124 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091124 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091125 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110309 |
|
| PLAY | Examination report in opposition despatched + time limit |
Free format text: ORIGINAL CODE: EPIDOSNORE2 |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091124 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: LAPE |
|
| R26 | Opposition filed (corrected) |
Opponent name: SMS SIEMAG AG Effective date: 20090930 Opponent name: TATA STEEL IJMUIDEN BV Effective date: 20090923 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081231 Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091125 |
|
| RDAF | Communication despatched that patent is revoked |
Free format text: ORIGINAL CODE: EPIDOSNREV1 |
|
| RDAG | Patent revoked |
Free format text: ORIGINAL CODE: 0009271 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT REVOKED |
|
| 27W | Patent revoked |
Effective date: 20120106 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MA03 Ref document number: 419399 Country of ref document: AT Kind code of ref document: T Effective date: 20120106 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: ECNC |