EP1643033B1 - Pressing device in a press section of a machine for manufacturing a fibrous web - Google Patents
Pressing device in a press section of a machine for manufacturing a fibrous web Download PDFInfo
- Publication number
- EP1643033B1 EP1643033B1 EP05107510A EP05107510A EP1643033B1 EP 1643033 B1 EP1643033 B1 EP 1643033B1 EP 05107510 A EP05107510 A EP 05107510A EP 05107510 A EP05107510 A EP 05107510A EP 1643033 B1 EP1643033 B1 EP 1643033B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- press
- shoe
- roll
- section according
- shell
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
Images




Classifications
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F3/00—Press section of machines for making continuous webs of paper
- D21F3/02—Wet presses
- D21F3/0209—Wet presses with extended press nip
- D21F3/0218—Shoe presses
Definitions
- the invention relates to a press section of a machine for producing a paper, cardboard, tissue or other fibrous web with a pressing device comprising a press shoe comprising a shoe press roll and, with this a press nip forming counter roll, wherein on the shoe press roll a roll shell of end caps on the press shoe is led around.
- Such a press section is for example from the EP-A-0 389 675 known.
- a press section for a paper machine which has two press points, each formed by a press roll cooperating with a shoe press roll.
- a first upper felt, the paper web coming from a forming wire, an underfelt and a press jacket of a first shoe press roll pass through the first press point.
- the underfelt continues with the paper web to the second press site. Together with a second top felt and a press jacket of a second press site, the paper web then passes through the second press site.
- the paper web follows the underfelt further up to a take-off roll, through which it is transferred to a first dryer wire which transfers the paper web to the dryer section.
- a shoe press roll 1 (Fig. 1a) with a rotating shell 2 and a fixed press shoe 3 is provided. This forms together with a counter-roller 4 a press nip through which the fibrous web is passed in the direction of an arrow P to withdraw their water.
- a shoe press roll 1 and the counter roll 4 are shown in the operating position in cross section.
- the press shoe 3 is opposite the contour formed by the jacket 2 in the remaining area of the shoe press roll 1 at a position A at its front edge by an amount y A and at positions designated B, C and D respectively by amounts y B , y C and y D set back relative to the circular contour of the shoe press roll 1, ie, the press shoe 3 is set back over its entire length in the web running direction relative to the circular contour formed by the end disks. This leads to a distance s (FIG.
- the edge region of the shell of the shoe press roll is deformed to different degrees when passing through the area of the press shoe, since it is rigidly guided on one circular path through the front disk, on the other hand is pushed through the counter roll in the facing this shoe contour.
- the deformation and the stresses resulting therefrom in the roll shell result in alternating stresses which limit the life of the shell and reduce it especially with increasing paper machine speeds.
- this object is achieved in a press section of the aforementioned type in that the lateral distance of the end cover of the shoe press roll of the press shoe in the axial direction in each case at least 300 mm, in particular 330 mm or more.
- the press shoe is preferably set back with its front end and / or with its rear end with a closed press nip at most 5 mm in relation to the circular contour of the roll mantle corresponding to the contour of the end cover.
- the deflection or deformation of the roll shell is greatly reduced.
- a press shoe with a long length, for example, of more than 300 mm, as used for example for the production of wood-free paper, such as cardboard and packaging paper, to produce a broad press nip, so that there is no such strong surface pressure and the volume of Paper is not reduced too much the invention can be used to advantage.
- the press section is formed in this case, for example by a tandem Nipcoflex press with two press nips and can also be used at higher operating speeds according to the invention.
- the press shoe at its front and / or rear end is set back by up to 5 mm with respect to the circular contour of the roll shell or projects up to 50 mm beyond the circular contour.
- the press shoe in the web running direction of the fibrous web has a length of 300 mm or more, in particular of more than 350 mm, in particular of more than 400 mm.
- the effect of the length of the press shoe on the deflection or deformation of the roll shell is also reduced by the fact that the largest possible diameter of the shoe press roll and the counterpressure roll are used in relation to the length of the press shoe in the web running direction.
- the ratio of the diameter of the shoe press roll to the length of the press shoe in the direction of rotation is 4.0 or more, and the ratio of the diameter of the backing roll to the length of the press shoe is 3.9 or more. According to the invention, such a ratio can generally be used in press devices in a machine for producing a fibrous web.
- a support strip is used within the shoe press roll in the direction of rotation in front of the press shoe, which preferably extends over the entire width of the shoe press roll.
- the press shoe on the inlet side is provided with a bead, in which the means, in particular in the form of arranged over the entire width of the press shoe holes, is integrated.
- the oil lines may preferably end in lubrication pockets or communicate with protrusions in the interior of the press shoe in which the oil collects.
- the inlet-side contour forms a convergent wedge between the lateral surface of the roll shell and the inlet side, the shell-facing surface of the press shoe.
- the inlet-side wedge is formed by a radius of curvature of the inlet-side bead that reduces in the direction of the lateral surface of the roller shell, so that the For example, shoe inlet surface has two different radii of curvature.
- the diameter of the counter roll is preferably at least 0.975 times the diameter of the shoe press roll. This has for example a diameter of 1200 mm.
- the counter roll in this case has at least a diameter of 1170 mm.
- a press shoe 11 with an inlet-side bead 12 is arranged in such a way that the bead 12 has a circular contour 13 fictitious in the region of the press shoe 11, the end disks leading to the contour of a roll shell 14 (not shown here) corresponds to the shoe press roll 10 (position A) (this is defined in Fig. 2b as a negative direction y), while the press shoe 11 in its central region (positions B and C) and at its outlet end (position D) with respect to the contour of the roll mantle 14 is reset (positive y values for the positions B, C, D).
- A is the beginning of the press nip.
- the distance between the centers of the shoe press roll 10 and the backing roll 15 has been increased by an amount R 1 (ie, the displacement shown in FIG. 2a) in the radial direction R to reduce the shell indentation.
- R 1 the displacement shown in FIG. 2a
- the run of the roll mantle 14 at the press shoe edge of the press shoe 11 is characterized.
- the illustration shows the deformation of the roll mantle 14 over the region between the side edge 16 of the press shoe 11 and the inner edge 17 of the end disk in the direction of the longitudinal axis of the shoe press roll 10 by amounts y A , y B , y C and y D, respectively.
- the roll shell has a negative offset (outward), while at positions B, C, and D, it has a positive offset negative deformation (inward) relative to the circular contour of the faceplate.
- the shoe press roll 10 is mounted substantially above the counter roll 15. Compared to the vertical their center is usually offset by an amount e relative to the center of the counter-roller 15.
- a press shoe 21 projects out of the circular contour 13 at its front end (position A) like the press shoe 11, while the press shoe 21 at its rear end (position D) projects with the position of the circular contour 13 which means that a roll jacket 22 guided over the shoe press roll 20 is no longer stretched at this location.
- Fig. 3b is shown how between the edge 23 of the press shoe 21 and the inner edge 24, an elongation of the roll shell 22 over the existing between the edge 23 and the inner edge 24 distance s, where z A , z B , z C and d each denote the offset of the press shoe 21 with respect to the circular contour 13.
- z A , z B , z C and d each denote the offset of the press shoe 21 with respect to the circular contour 13.
- the input side bead 12 of the press shoe 11 is provided with a convergent wedge in one embodiment of the invention (FIG. 4) forms between the roll shell 14 and the shoe inlet surface. This prevents the squeezing of the oil film.
- the bead radii of curvature R 2 and R 1 which shrink in the direction of the roll shell 14. It is understood that the value of the radius of curvature R 2 can also be continuous or via a plurality of intermediate values in the radius of curvature R 1 . In this way, a convergent inlet gap 25 is formed between the roll shell 14 and the press shoe 11. The friction between the press shoe 11 and the roll shell 14 is reduced by the use of an oil film 26 applied to the roll shell 14.
- bores 27 are present inside the input-side bead 12 of the press shoe 11, via which oil or another lubricant is supplied into the region between the press shoe 11 and the roll shell 14 in order to reduce the friction.
- the holes 27 are arranged distributed over the entire width of the press shoe 11 and communicate with oil pressure lines, which ensure forced lubrication.
- the bores 27 may optionally terminate in pockets in which reservoirs for the lubricant are formed.
- the dashed line 14 ' shows the circular contour or the course, the roll shell 14 would take without the introduced into the interior of the shoe press roll 10 press shoe 11.
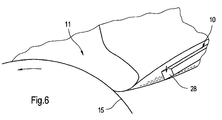
- a support strip 28 which serves to stabilize the roll mantle 14.
- Such support strips 28 may be distributed within the shoe press roll 10 at several points over the circumference.
- nozzles for spraying an oil film can be arranged on the inside of the roll shell 14.
- the support strip can also extend continuously over the entire width of the shoe press roll 10 in the axial direction. The support strip causes a smooth inlet of the oil film between the roll shell 14 and the press shoe 11 is achieved.
Landscapes
- Paper (AREA)
- Treatment Of Fiber Materials (AREA)
- Preliminary Treatment Of Fibers (AREA)
Abstract
Description
Die Erfindung betrifft eine Pressenpartie einer Maschine zur Herstellung einer Papier-, Karton-, Tissue- oder einer anderen Faserstoffbahn mit einer Pressvorrichtung mit einer einen Pressschuh umfassenden Schuhpresswalze und einer, mit dieser einen Pressnip bildenden Gegenwalze, wobei auf der Schuhpresswalze ein Walzenmantel von Stirndeckeln über den Pressschuh herumgeführt wird.The invention relates to a press section of a machine for producing a paper, cardboard, tissue or other fibrous web with a pressing device comprising a press shoe comprising a shoe press roll and, with this a press nip forming counter roll, wherein on the shoe press roll a roll shell of end caps on the press shoe is led around.
Eine derartige Pressenpartie ist z.B. aus der
Aus der
Bei bekannten Schuhpresswalzen besteht in der Zusammenwirkung mit einer Gegenwalze das Problem, dass der Walzenmantel, der über den Umfang der Schuhpresswalze von sich drehenden stirnseitigen Deckeln um den Pressschuh im Inneren der Schuhpresswalze herumgeführt wird, während der Drehbewegung stark verschleißt. Die hauptsächliche Ursache für diesen hohen Verschleiß liegt darin, dass der Pressschuh gegenüber der Außenkontur der Schuhpresswalze ziemlich stark zurückgesetzt ist, so dass der Mantel in seinem Randbereich beim Durchlauf des Bereichs des Pressschuhs unterschiedlich stark verformt wird, da er einerseits starr auf einer Kreisbahn durch die Stirnscheibe geführt wird, andererseits durch die Gegenwalze in die Schuhkontur hineingedrückt wird. Im Übergangsbereich zwischen den Seiten des Pressschuhs und den Seitenwänden wird er daher abwechselnd gedehnt und gestaucht.In known shoe press rolls in the interaction with a counter roll, the problem is that the roll shell, which is guided around the circumference of the shoe press roll by rotating end-side lids around the press shoe inside the shoe press roll, during the rotational movement wears heavily. The main cause of this high wear is that the press shoe against the outer contour of the shoe press roll is set back pretty strong, so that the shell is deformed differently in its edge region in the passage of the press shoe area, since he rigidly on a circular path through the End plate is guided, on the other hand by the Counter roll is pressed into the shoe contour. In the transition region between the sides of the press shoe and the side walls, it is therefore alternately stretched and compressed.
In einer Ausgestaltung einer Pressvorrichtung nach dem Stand der Technik ist beispielsweise eine Schuhpresswalze 1 (Fig. 1a) mit einem sich drehenden Mantel 2 und einem fest angeordneten Pressschuh 3 vorgesehen. Dieser bildet zusammen mit einer Gegenwalze 4 einen Pressnip, durch den die Faserstoffbahn in Richtung eines Pfeils P hindurchgeführt wird, um ihr Wasser zu entziehen. In Fig. 1a sind die Schuhpresswalze 1 und die Gegenwalze 4 in Betriebsposition im Querschnitt dargestellt.In one embodiment of a pressing device according to the prior art, for example, a shoe press roll 1 (Fig. 1a) with a rotating
Der Pressschuh 3 ist gegenüber der von dem Mantel 2 im übrigen Bereich der Schuhpresswalze 1 gebildeten Kontur an einer Position A an seiner vorderen Kante um einen Betrag yA und an mit B, C bzw. D bezeichneten Positionen um Beträge yB, yC bzw. yD gegenüber der Kreiskontur der Schuhpresswalze 1 zurückgesetzt, d. h., der Pressschuh 3 ist über seine ganze Länge in Bahnlaufrichtung gegenüber der von den Stirnscheiben gebildeten Kreiskontur zurückgesetzt. Dies führt dazu, dass über eine sich in axialer Richtung der Schuhpresswalze 1 erstreckende Distanz s (Fig. 1b) zwischen der äußeren seitlichen Kante des Pressschuhs 3 in axialer Richtung, d. h. einer Schuhrandebene 5, und der Innenkante eines sich drehenden Seitendeckels der Schuhpresswalze, d. h. der Stirndeckelebene 6, eine Verbiegung des Mantels 2 entsprechend den Biegelinien IA, IB, IC und ID stattfindet. Entsprechend dem Umstand, dass die Kontur des Pressschuhs 3 zur Mitte hin stärker gegenüber der durch die Stirndeckel vorgegebenen und in Fig. 1a mit 7 bezeichneten Kreisform zurücktritt, sind die Biegelinien IB und IC stärker geneigt als die Biegelinien IA und ID, die der Position an der vorderen Kante bzw. in der Nähe des hinteren Endes des Pressschuhs 3 (in Laufrichtung betrachtet) entsprechen.The
Somit ist ersichtlich, dass der Randbereich des Mantels der Schuhpresswalze beim Durchlaufen des Bereichs des Pressschuhs unterschiedlich stark verformt wird, da er einerseits starr auf einer Kreisbahn durch die Stirnscheibe geführt wird, andererseits durch die Gegenwalze in die dieser zugewandte Schuhkontur hingedrückt wird. Die Verformung und die daraus in dem Walzenmantel resultierenden Spannungen führen zu Wechselbeanspruchungen, die die Lebensdauer des Mantels begrenzen und gerade bei steigenden Papiermaschinengeschwindigkeiten reduzieren.Thus, it can be seen that the edge region of the shell of the shoe press roll is deformed to different degrees when passing through the area of the press shoe, since it is rigidly guided on one circular path through the front disk, on the other hand is pushed through the counter roll in the facing this shoe contour. The deformation and the stresses resulting therefrom in the roll shell result in alternating stresses which limit the life of the shell and reduce it especially with increasing paper machine speeds.
Es ist die Aufgabe der Erfindung, die bekannte Pressenpartie derart zu verbessern, dass die Abnutzung und die Wechselbeanspruchung des Walzenmantels verringert werden.It is the object of the invention to improve the known press section in such a way that the wear and the alternating stress of the roll mantle are reduced.
Erfindungsgemäß wird diese Aufgabe bei einer Pressenpartie der eingangs genannten art dadurch gelöst, dass der seitliche Abstand der Stirndeckel der Schuhpresswalze von dem Pressschuh in axialer Richtung jeweils mindestens 300 mm, insbesondere 330 mm oder mehr, beträgt.According to the invention this object is achieved in a press section of the aforementioned type in that the lateral distance of the end cover of the shoe press roll of the press shoe in the axial direction in each case at least 300 mm, in particular 330 mm or more.
Durch diese Maßnahme wird die Belastung des Walzenmantels infolge der Durchbiegung oder der Verformung beim Durchlaufen des Pressschuhs reduziert, da sich die Dehnungs-oder Spannungsbelastung in Richtung der Längsachse der Schuhpresswalze über eine größere Länge des Walzenmantels verteilt.By this measure, the load of the roll shell due to the deflection or the deformation when passing through the press shoe is reduced, since the strain or stress in the direction of the longitudinal axis of the shoe press roll distributed over a greater length of the roll shell.
Vorteilhafte Weiterbildungen ergeben sich aus den Unteransprüchen, der Beschreibung und den Zeichnungen.Advantageous developments emerge from the subclaims, the description and the drawings.
Der Pressschuh ist vorzugsweise mit seinem vorderen Ende und/oder mit seinem hinteren Ende bei geschlossenem Pressnip um höchstens 5 mm gegenüber der, der Kontur der Stirndeckel entsprechenden Kreiskontur des Walzenmantels zurückgesetzt.The press shoe is preferably set back with its front end and / or with its rear end with a closed press nip at most 5 mm in relation to the circular contour of the roll mantle corresponding to the contour of the end cover.
Durch diese Maßnahme wird die Durchbiegung oder Verformung des Walzenmantels stark reduziert. Dies gilt unabhängig von der Länge des Pressschuhs in Maschinenlaufrichtung. Bei einem Pressschuh mit großer Länge, beispielsweise von mehr als 300 mm, wie er beispielsweise zur Herstellung von holzfreiem Papier, beispielsweise von Karton und Verpackungspapier, eingesetzt wird, um einen breiten Pressnip zu erzeugen, so dass keine so starke Flächenpressung stattfindet und das Volumen des Papiers nicht zu stark reduziert wird, lässt sich die Erfindung mit Vorteil einsetzen. Die Pressenpartie wird in diesem Fall beispielsweise durch eine Tandem-Nipcoflex-Presse mit zwei Pressnips gebildet und kann auch bei höheren Betriebsgeschwindigkeiten entsprechend der Erfindung eingesetzt werden.By this measure, the deflection or deformation of the roll shell is greatly reduced. This applies regardless of the length of the press shoe in the machine direction. In a press shoe with a long length, for example, of more than 300 mm, as used for example for the production of wood-free paper, such as cardboard and packaging paper, to produce a broad press nip, so that there is no such strong surface pressure and the volume of Paper is not reduced too much, the invention can be used to advantage. The press section is formed in this case, for example by a tandem Nipcoflex press with two press nips and can also be used at higher operating speeds according to the invention.
Von Vorteil ist es insbesondere, wenn der Pressschuh an seinem vorderen und/oder hinteren Ende um bis zu 5 mm gegenüber der Kreiskontur des Walzenmantel s zurückgesetzt ist oder um bis zu 50 mm über die Kreiskontur hinausragt.It is particularly advantageous if the press shoe at its front and / or rear end is set back by up to 5 mm with respect to the circular contour of the roll shell or projects up to 50 mm beyond the circular contour.
Um eine gute Entwässerung der Faserstoffbahn zu erzielen, weist der Pressschuh in Bahnlaufrichtung der Faserstoffbahn eine Länge von 300 mm oder mehr, insbesondere von mehr als 350 mm, ganz insbesondere von mehr als 400 mm, auf.In order to achieve a good dewatering of the fibrous web, the press shoe in the web running direction of the fibrous web has a length of 300 mm or more, in particular of more than 350 mm, in particular of more than 400 mm.
Die Auswirkung der Länge des Pressschuhs auf die Durchbiegung oder Verformung des Walzenmantels wird auch dadurch gemindert, dass möglichst große Durchmesser der Schuhpresswalze und der Gegenpresswalze im Verhältnis zur Länge des Pressschuhs in Bahnlaufrichtung eingesetzt werden. Dabei beträgt das Verhältnis des Durchmessers der Schuhpresswalze zur Länge des Pressschuhs in Drehrichtung 4,0 oder mehr und das Verhältnis des Durchmessers der Gegenwalze zur Länge des Pressschuhs 3,9 oder mehr. Gemäß der Erfindung lässt sich ein derartiges Verhältnis generell bei Pressvorrichtungen in einer Maschine zur Herstellung einer Faserstoffbahn einsetzen.The effect of the length of the press shoe on the deflection or deformation of the roll shell is also reduced by the fact that the largest possible diameter of the shoe press roll and the counterpressure roll are used in relation to the length of the press shoe in the web running direction. The ratio of the diameter of the shoe press roll to the length of the press shoe in the direction of rotation is 4.0 or more, and the ratio of the diameter of the backing roll to the length of the press shoe is 3.9 or more. According to the invention, such a ratio can generally be used in press devices in a machine for producing a fibrous web.
Mit Vorteil wird eine Pressvorrichtung eingesetzt, in der das Maß für die Längung des Walzenmantels der Schuhpresswalze infolge des aus der Mantelfläche herausragenden Pressschuhs (K3) durch den Wert ![]()
![]()
Mit Vorteil wird innerhalb der Schuhpresswalze in Drehrichtung vor dem Pressschuh eine Stützleiste eingesetzt, die sich vorzugsweise über die gesamte Breite der Schuhpresswalze erstreckt.Advantageously, a support strip is used within the shoe press roll in the direction of rotation in front of the press shoe, which preferably extends over the entire width of the shoe press roll.
Mit einer größeren Verschiebung R in Richtung in das Innere der Schuhpresswalze oder auch, wenn der Pressschuh gegenüber der zylindrischen Kontur der Schuhpresswalze herausragt, tritt die Gefahr auf, dass der Schmierfilm zwischen dem Mantel und der Schuhpresswalze - bei ungeänderter Schuhform - reduziert oder sogar abgequetscht wird. Es wird daher in einer weiteren gemäß der Erfindung vorgesehenen Maßnahme vorgeschlagen, die Schmierwirkung dadurch zu unterstützen, dass Maßnahmen zur Zwangsschmierung im Schuh am Einlaufbereich durchgeführt werden, z. B. durch kleine Bohrungen, die über die Breite des Pressschuhs verteilt sind. Durch diese Maßnahme lässt sich die Reibung zwischen dem Pressschuh und dem Walzenmantel erheblich verringern.With a larger shift R in the direction of the interior of the shoe press roll or even when the press shoe protrudes from the cylindrical contour of the shoe press roll, there is a risk that the lubricating film between the shell and the shoe press roll - with unchanged shoe shape - reduced or even squeezed , It is therefore proposed in a further measure provided according to the invention, to support the lubricating effect that measures for forced lubrication in the shoe are performed at the inlet region, for. B. through small holes that are distributed over the width of the press shoe. By this measure, the friction between the press shoe and the roll shell can be significantly reduced.
Es bestehen mehrere Möglichkeiten zum Aufbringen eines Ölfilms; eine Möglichkeit besteht darin, dass das Mittel zum Aufbringen vor dem Pressschuh, insbesondere auf einer in Laufrichtung vor dem Pressschuh angeordneten Stützleiste, angeordnet ist.There are several ways to apply an oil film; one possibility is that the means for application in front of the press shoe, in particular on a arranged in the direction of the press shoe support bar, is arranged.
Vorzugsweise ist der Pressschuh einlaufseitig mit einem Wulst ausgestattet, in dem das Mittel, insbesondere in Form von über die gesamte Breite des Pressschuhs angeordneten Bohrungen, integriert ist. Die Ölleitungen können vorzugsweise in Schmiertaschen enden oder mit Ausbuchtungen im Inneren des Pressschuhs in Verbindung stehen, in denen sich das Öl sammelt.Preferably, the press shoe on the inlet side is provided with a bead, in which the means, in particular in the form of arranged over the entire width of the press shoe holes, is integrated. The oil lines may preferably end in lubrication pockets or communicate with protrusions in the interior of the press shoe in which the oil collects.
Zur Verringerung der Reibung und zur Unterstützung der Bildung eines Ölfilms zwischen der Innenseite des Walzenmantels und dem Pressschuh dient es auch, wenn die einlaufseitige Kontur einen konvergenten Keil zwischen der Mantelfläche des Walzenmantels und der einlaufseitigen, dem Mantel zugewandten Fläche des Pressschuhs bildet. Dies lässt sich dadurch erreichen, dass der einlaufseitige Keil durch einen sich in Richtung zu der Mantelfläche des Walzenmantels verringernden Krümmungsradius des einlaufseitigen Wulstes gebildet wird, so dass die Schuheinlauffläche beispielsweise zwei verschiedene Krümmungsradien aufweist.To reduce the friction and to promote the formation of an oil film between the inside of the roll shell and the press shoe, it also serves when the inlet-side contour forms a convergent wedge between the lateral surface of the roll shell and the inlet side, the shell-facing surface of the press shoe. This can be achieved in that the inlet-side wedge is formed by a radius of curvature of the inlet-side bead that reduces in the direction of the lateral surface of the roller shell, so that the For example, shoe inlet surface has two different radii of curvature.
Der Durchmesser der Gegenwalze beträgt vorzugsweise wenigstens das 0,975-fache des Durchmessers der Schuhpresswalze. Diese hat beispielsweise einen Durchmesser von 1200 mm. Die Gegenwalze hat in diesem Fall mindestens einen Durchmesser von 1170 mm.The diameter of the counter roll is preferably at least 0.975 times the diameter of the shoe press roll. This has for example a diameter of 1200 mm. The counter roll in this case has at least a diameter of 1170 mm.
Nachstehend wird die Erfindung in Ausführungsbeispielen anhand der Zeichnungen näher erläutert. Es zeigen:
- Fig. 2a
- einen ersten Querschnitt durch eine erste Schuhpresswalze und eine mit dieser zusammenwirkende erste Gegenwalze,
- Fig. 2b
- eine zu Fig. 2a zugehörige Darstellung der Dehnung des Walzenmantels in axialer Richtung im Bereich zwischen der Seite des Pressschuhs und der Innenkante des Stirndeckels,
- Fig. 3a
- einen zweiten Querschnitt durch eine zweite Schuhpresswalze und eine mit dieser zusammenwirkende zweite Gegenwalze,
- Fig. 3b
- eine zu Fig. 3a zugehörige Darstellung der Dehnung des Walzenmantels entsprechend der Darstellungsweise in Fig. 2b,
- Fig. 4 - 6
- ausschnittweise perspektivische Schnittdarstellungen durch eine Schuhpresswalze und eine Gegenwalze in der Umgebung der Einlaufseite eines Pressschuhs.
- Fig. 2a
- a first cross section through a first shoe press roll and a cooperating with this first counter roll,
- Fig. 2b
- 2 a representation of the expansion of the roll shell in the axial direction in the region between the side of the press shoe and the inner edge of the end cover,
- Fig. 3a
- a second cross section through a second shoe press roll and a cooperating with this second counter roll,
- Fig. 3b
- 3 a representation of the elongation of the roll mantle according to the representation in FIG. 2b,
- Fig. 4-6
- Sectional perspective sectional views through a shoe press roll and a counter roll in the vicinity of the inlet side of a press shoe.
In einer Schuhpresswalze 10 (Fig. 2a) ist ein Pressschuh 11 mit einem einlaufseitigen Wulst 12 derart angeordnet, dass der Wulst 12 über eine im Bereich des Pressschuhs 11 fiktive Kreiskontur 13, die der Kontur von einen Walzenmantel 14 mitführenden (hier nicht dargestellten) Stirnscheiben der Schuhpresswalze 10 entspricht, hinausragt (Position A) (dies ist in Fig. 2b als negative Richtung y definiert), während der Pressschuh 11 in seinem mittleren Bereich (Positionen B und C) und an seinem auslaufseitigen Ende (Position D) gegenüber der Kontur des Walzenmantels 14 zurückgesetzt ist (positive y-Werte für die Positionen B, C, D). Dabei ist A der Beginn des Pressspaltes.In a shoe press roll 10 (FIG. 2 a), a
Insgesamt bedeutet dies, dass eine mit der Schuhpresswalze 10 zur Bildung des Pressnips zusammenwirkende Gegenwalze 15 im Vergleich zu der aus dem Stand der Technik bekannten Pressvorrichtung (Fig. 1a) weniger stark den Walzenmantel 14 eindrückt, als nach dem Stand der Technik der Walzenmantel 2 durch die Gegenwalze 4 eingedrückt wird.Overall, this means that a counter-roller 15 which interacts with the
Gegenüber dem Stand der Technik wurde der Abstand zwischen den Mittelpunkten der Schuhpresswalze 10 und der Gegenwalze 15 um einen Betrag R1 (d. h. die in Fig. 2a dargestellte Verschiebung) in radialer Richtung R vergrößert, um die Manteleindrückung zu reduzieren. Durch die mit A, B, C und D bezeichneten Punkte ist der Lauf des Walzenmantels 14 am Pressschuhrand des Pressschuhs 11 gekennzeichnet. Die Darstellung zeigt die Verformung des Walzenmantels 14 über den Bereich zwischen der Seitenkante 16 des Pressschuhs 11 und der Innenkante 17 der Stirnscheibe in Richtung der Längsachse der Schuhpresswalze 10 um Beträge yA, yB, yC bzw. yD. Insgesamt bestehen im Vergleich zu den Fig. 1 b dargestellten Verformungen nach dem Stand der Technik viel geringere Verformungen gemäß der Erfindung. An der Position A hat der Walzenmantel einen negativen Versatz (nach außen), während er an den Positionen B, C und D einen positiven Versatz negative Verformung (nach innen) bezüglich der Kreiskontur der Stirnscheibe aufweist.Compared to the prior art, the distance between the centers of the
Die Schuhpresswalze 10 ist im wesentlichen oberhalb der Gegenwalze 15 gelagert. Gegenüber der Senkrechten ist ihr Mittelpunkt üblicherweise jedoch um einen Betrag e gegenüber dem Mittelpunkt der Gegenwalze 15 versetzt.The
Bei einer weiteren Schuhpresswalze 20 (Fig. 3a) ragt ein Pressschuh 21 an seinem vorderen Ende (Position A) wie der Pressschuh 11 aus der Kreiskontur 13 heraus, während der Pressschuh 21 an seinem hinteren Ende (Position D) mit der Position der Kreiskontur 13 übereinstimmt, was bedeutet, dass ein über die Schuhpresswalze 20 geführter Walzenmantel 22 an dieser Stelle nicht mehr gedehnt wird.In another shoe press roll 20 (FIG. 3 a), a
In Fig. 3b ist dargestellt, wie sich zwischen der Kante 23 des Pressschuhs 21 und der Innenkante 24 eine Dehnung des Walzenmantels 22 über den zwischen der Kante 23 und der Innenkante 24 bestehenden Abstand s einstellt, wobei zA, zB, zC und zD jeweils den Versatz des Pressschuhs 21 gegenüber der Kreiskontur 13 bezeichnen. Wenn man den Abstand zwischen den Kanten 23 und 24 auf den Betrag von 2s verdoppelt (auf einen Abstand zwischen der Kante 23 und einer Kante 24') verteilt sich die Dehnung des Walzenmantels 22 auf eine doppelt so lange Strecke, und dieser erfährt daher nur eine etwa halb so starke Dehnung oder Durchbiegung. Im Sinne der Erfindung wird daher angestrebt, den Abstand zwischen der Kante des Pressschuhs und der Innenkante der Stirnscheibe möglichst groß zu wählen.In Fig. 3b is shown how between the
Zur Reduzierung der Flächenpressung zwischen dem Pressschuh 11 und dem Walzenmantel 14 gemäß Fig. 2a (oder dem Walzenmantel 22 gemäß Fig. 3a) wird in einer Ausgestaltung der Erfindung (Fig. 4) vorgesehen, dass der eingangsseitige Wulst 12 des Pressschuhs 11 einen konvergenten Keil zwischen dem Walzenmantel 14 und der Schuheinlauffläche bildet. Dies verhindert das Abquetschen des Ölfilms.In order to reduce the surface pressure between the
Hierzu hat der Wulst Krümmungsradien R2 und R1, die sich in Richtung des Walzenmantels 14 verkleinern. Es versteht sich, dass der Wert des Krümmungsradius R2 auch kontinuierlich oder über eine Vielzahl von Zwischenwerten in den Krümmungsradius R1 übergehen kann. Auf diese Weise entsteht ein konvergenter Einlaufspalt 25 zwischen dem Walzenmantel 14 und dem Pressschuh 11. Die Reibung zwischen dem Pressschuh 11 und dem Walzenmantel 14 wird durch den Einsatz eines auf den Walzenmantel 14 aufgebrachten Ölfilms 26 verringert.For this purpose, the bead radii of curvature R 2 and R 1 , which shrink in the direction of the
In einer weiteren Ausführungsform (Fig. 5) sind innerhalb des eingangsseitigen Wulstes 12 des Pressschuhs 11 Bohrungen 27 vorhanden , über die Öl oder ein anderes Schmiermittel in den Bereich zwischen dem Pressschuh 11 und dem Walzenmantel 14 zur Verringerung der Reibung zugeführt wird. Die Bohrungen 27 sind über die gesamte Breite des Pressschuhs 11 verteilt angeordnet und stehen mit Öldruckleitungen in Verbindung, die eine Zwangsschmierung gewährleisten. Die Bohrungen 27 können optional in Taschen enden, in denen Reservoirs für das Schmiermittel gebildet werden. Die strichliert dargestellte Linie 14' zeigt die Kreiskontur oder den Verlauf, den der Walzenmantel 14 ohne den in das Innere der Schuhpresswalze 10 eingebrachten Pressschuh 11 einnehmen würde.In a further embodiment (FIG. 5), bores 27 are present inside the input-
In einer anderen Ausführungsform (Fig. 6) ist alternativ oder zusätzlich zur Ausführungsform gemäß Fig. 5 innerhalb der Schuhpresswalze 10 eine Stützleiste 28 vorgesehen, die zur Stabilisierung des Walzenmantels 14 dient. Derartige Stützleisten 28 können innerhalb der Schuhpresswalze 10 an mehreren Stellen über den Umfang verteilt angeordnet sein. An den Stützleisten 28 können ebenfalls Düsen zum Aufsprühen eines Ölfilms auf die Innenseite des Walzenmantels 14 angeordnet sein. Die Stützleiste kann sich auch durchgehend über die gesamte Breite der Schuhpresswalze 10 in axialer Richtung erstrecken. Die Stützleiste bewirkt, dass ein sanfter Einlauf des Ölfilms zwischen dem Walzenmantel 14 und dem Pressschuh 11 erreicht wird.In another embodiment (FIG. 6), alternatively or in addition to the embodiment according to FIG. 5, inside the shoe press roll 10 a
Für den Fall, dass in einer Pressvorrichtung die Schuhpresswalze unterhalb der Gegenwalze angeordnet ist, kann auch Öl mittels eines Ölspritzrohrs in Richtung zu dem Einlauf des Pressschuhs und/oder der Stützleiste gespritzt werden.In the event that the shoe press roll is arranged below the counter-roller in a pressing device, and oil by means of a spray pipe in the direction of the inlet of the press shoe and / or the support bar are sprayed.
Neben der oben bereits beschriebenen Verlängerung der Schuhpresswalze 10 in axialer Richtung bei einem gleichbreiten Pressschuh 11 lässt sich als weitere Maßnahme zur Verminderung der Dehnung des Walzenmantels 14 bei konstanter Schuhlänge auch der Durchmesser der Gegenwalze 15 vergrößern. Hierzu wird, wie in Fig. 1a dargestellt, auf die Eindrückmaße y1 und y2 des Pressschuhs gegenüber der Kreiskontur der Schuhpresswalze zurückgegriffen, um die eingangs bereits eingeführte Gleichung ![]()
![]()
Claims (13)
- Press section of a machine for manufacturing a paper, board, tissue or another fibrous web, having a pressing device with a shoe press roll (10, 20) comprising a press shoe (11, 21) and an opposing roll (15) forming a press nip with the former, a roll shell (14, 22) being led around over the press shoe (11, 21) from end covers on the shoe press roll (10, 20), characterized in that the lateral spacing (s) of the end covers of the shoe press roll (10, 20) from the press shoe (11, 21) in the axial direction is in each case at least 300 mm, in particular 330 mm or more.
- Press section according to Claim 1, characterized in that, when the press nip is closed, the press shoe (11, 21) is set back with its front end and/or with its rear end by at most 5 mm with respect to the circular contour (13) of the roll shell, corresponding to the contour of the end covers.
- Press section according to Claim 2, characterized in that the press shoe (11, 21) is set back at its front and/or rear end by up to 5 mm with respect to the circular contour (13) of the roll shell or projects beyond the circular contour (13) by up to 50 mm.
- Press section according to one of Claims 2 and 3, characterized in that the press shoe (11, 21) has a length of 300 mm or more, in particular of more than 350 mm, quite particularly of more than 400 mm, in the web running direction of the fibrous web.
- Press section, in particular according to one of Claims 2 to 4, characterized in that the ratio of the diameter of the shoe press roll (10, 20) to the length of the press shoe (11, 21) in the direction of rotation is 4.0 or more, and the ratio of the diameter of the opposing roll (15) to the length of the press shoe (11, 21) is 3.9 or more.
- Press section according to one of Claims 3 to 5, characterized in that the dimension for the lengthening of the roll shell of the shoe press roll (10, 20) as a result of the press shoe (11, 21) projecting out of the circular contour (13) or circumferential surface is given by the value

where y1 designates the smallest indentation dimension of the press shoe, in particular the indentation dimension at the run-on point of the press shoe (11, 21) at its entry, with respect to the circular contour of the shoe press roll (10, 20), where y2 designates the maximum indentation dimension, in particular the indentation dimension by which the press shoe (11, 21) is set back in its central region with respect to the circular contour (13) of the shoe press roll (10, 20), and where s designates the respective lateral spacing of the end covers from the press shoe (11, 21) in the axial direction, and in that the value (K3) is less than 1.07, in particular less than 1.02, quite particularly less than 1.007. - Press section according to one of Claims 2 to 6, characterized in that, before the press shoe (11, 21) in the direction of rotation, the shoe press roll (10, 20) has a supporting bar (28) which preferably extends over the entire width of the shoe press roll (10, 20).
- Press section according to one of Claims 2 to 7, characterized in that a means for applying oil to the front region of the press shoe (11, 21) is arranged within the shoe press roll (10, 20).
- Press section according to Claim 8, characterized in that the means is arranged before the press shoe (11, 21), in particular on the supporting bar (28).
- Press section according to Claim 8, characterized in that the means is integrated into a bead (12) on the entry side of the press shoe (11, 21), in particular in the form of drilled holes (27) arranged over the entire width of the press shoe (11, 21) .
- Press section according to Claim 10, characterized in that the contour on the inlet side forms a convergent wedge between the circumferential surface of the roll shell (14, 22) and the surface of the press shoe (11, 21) on the inlet side, facing the shell.
- Press section according to Claim 11, characterized in that the wedge on the inlet side is formed by a radius of curvature (R1, R2) of the bead (12) on the inlet side which decreases in the direction of the circumferential surface of the roll shell (14, 22) .
- Press section according to one of Claims 1 to 12, characterized in that the diameter of the opposing roll (15) is at least 0.975 times the diameter of the shoe press roll (10, 20).
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL05107510T PL1643033T5 (en) | 2004-10-02 | 2005-08-16 | Pressing device in a press section of a machine for manufacturing a fibrous web |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102004048156A DE102004048156A1 (en) | 2004-10-02 | 2004-10-02 | Pressing device in a press section of a machine for producing a fibrous web |
Publications (4)
| Publication Number | Publication Date |
|---|---|
| EP1643033A2 EP1643033A2 (en) | 2006-04-05 |
| EP1643033A3 EP1643033A3 (en) | 2006-10-18 |
| EP1643033B1 true EP1643033B1 (en) | 2008-01-23 |
| EP1643033B2 EP1643033B2 (en) | 2011-09-14 |
Family
ID=35229654
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP05107510A Not-in-force EP1643033B2 (en) | 2004-10-02 | 2005-08-16 | Pressing device in a press section of a machine for manufacturing a fibrous web |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP1643033B2 (en) |
| AT (1) | ATE384823T1 (en) |
| DE (2) | DE102004048156A1 (en) |
| ES (1) | ES2298944T3 (en) |
| PL (1) | PL1643033T5 (en) |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3909936A1 (en) * | 1989-03-25 | 1990-09-27 | Oberdorfer Fa F | METHOD AND DEVICE FOR PRODUCING AN IMPERPERABLE AND BENDABLE TAPE OR TUBE |
| DE19615654A1 (en) * | 1996-04-19 | 1997-10-23 | Voith Sulzer Papiermasch Gmbh | Pressure shoe for flexible pressure cylinder for paper manufacture |
| US5643416A (en) * | 1996-06-07 | 1997-07-01 | Beloit Technologies, Inc. | Extended nip press with oscillating blanket for extended wear |
| DE19642046A1 (en) * | 1996-10-11 | 1998-04-16 | Voith Sulzer Papiermasch Gmbh | Press section |
| DE19802853A1 (en) * | 1998-01-26 | 1999-07-29 | Voith Sulzer Papiertech Patent | Press section for water extraction from wet web in paper making machine |
| DE19934875A1 (en) * | 1999-07-24 | 2001-01-25 | Voith Paper Patent Gmbh | Paper machine |
| DE19962706A1 (en) * | 1999-12-23 | 2001-06-28 | Voith Paper Patent Gmbh | Press section |
| DE10042906A1 (en) * | 2000-08-31 | 2002-03-14 | Voith Paper Patent Gmbh | Press arrangement |
| FI116734B (en) * | 2001-10-25 | 2006-02-15 | Metso Paper Inc | A method for treating a paper or board web and a paper or board web handling device |
| DE10259232A1 (en) * | 2002-12-17 | 2004-07-15 | Eduard Küsters Maschinenfabrik GmbH & Co. KG | Device for forming an elongated gap |
| DE10259442C5 (en) * | 2002-12-19 | 2008-01-03 | Voith Patent Gmbh | Extended nip calender |
-
2004
- 2004-10-02 DE DE102004048156A patent/DE102004048156A1/en not_active Withdrawn
-
2005
- 2005-08-16 EP EP05107510A patent/EP1643033B2/en not_active Not-in-force
- 2005-08-16 DE DE502005002629T patent/DE502005002629D1/en active Active
- 2005-08-16 ES ES05107510T patent/ES2298944T3/en active Active
- 2005-08-16 PL PL05107510T patent/PL1643033T5/en unknown
- 2005-08-16 AT AT05107510T patent/ATE384823T1/en not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| ATE384823T1 (en) | 2008-02-15 |
| DE102004048156A1 (en) | 2006-04-06 |
| DE502005002629D1 (en) | 2008-03-13 |
| EP1643033A2 (en) | 2006-04-05 |
| EP1643033B2 (en) | 2011-09-14 |
| PL1643033T3 (en) | 2008-06-30 |
| ES2298944T3 (en) | 2008-05-16 |
| PL1643033T5 (en) | 2012-02-29 |
| EP1643033A3 (en) | 2006-10-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE3727563C1 (en) | Press jacket of a dewatering press for paper making machines or the like. | |
| DE4102356C1 (en) | ||
| EP0309530B1 (en) | Machine for manufacture of webs of fibrous materials | |
| EP0848106B1 (en) | Press section | |
| DE69823883T2 (en) | LANGSPALTPRESSE AND SHOE USED THEREFOR | |
| EP0837181B1 (en) | Press section | |
| EP1111126B1 (en) | Press section | |
| DE19654197A1 (en) | Machine for the production of a fibrous web | |
| EP2687361A1 (en) | Machine for producing corrugated paper | |
| EP1643033B1 (en) | Pressing device in a press section of a machine for manufacturing a fibrous web | |
| DE4497054C2 (en) | Twin wire former of a paper machine | |
| EP1995378A2 (en) | Shoe suction roll | |
| EP1333121B1 (en) | Calender and method for operating a calender | |
| EP0839952B1 (en) | Shoe press | |
| DE19740512A1 (en) | Device for the production of corrugated cardboard | |
| EP1992736B1 (en) | Press assembly | |
| DE20100509U1 (en) | Shoe press | |
| DE19645408B4 (en) | Process for producing a fibrous web | |
| DE10259442C5 (en) | Extended nip calender | |
| DE102005020220A1 (en) | Long nip press | |
| DE1807759C (en) | Roller press for dewatering a felt web in a paper machine | |
| DE202014104981U1 (en) | Arrangement for retrofitting a fiber web machine with an application for a treatment medium | |
| AT517346B1 (en) | press unit | |
| DE29911781U1 (en) | Device for applying a liquid or pasty application medium to a running surface | |
| DE8717279U1 (en) | Machine for producing fibrous webs |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK YU |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: VOITH PATENT GMBH |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK YU |
|
| 17P | Request for examination filed |
Effective date: 20070418 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: SCHUETTE, ANDREAS Inventor name: STREMPFL, CHRISTOPH |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 502005002629 Country of ref document: DE Date of ref document: 20080313 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2298944 Country of ref document: ES Kind code of ref document: T3 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: T3 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080523 |
|
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] | ||
| ET | Fr: translation filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080423 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080123 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080623 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080123 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080123 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080123 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080123 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080123 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080123 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080123 |
|
| 26 | Opposition filed |
Opponent name: ANDRITZ KUESTERS GMBH Effective date: 20081023 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080123 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080123 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080831 |
|
| PLAF | Information modified related to communication of a notice of opposition and request to file observations + time limit |
Free format text: ORIGINAL CODE: EPIDOSCOBS2 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080123 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080831 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080123 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20090821 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20090814 Year of fee payment: 5 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090831 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080816 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080724 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080123 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080424 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100816 |
|
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| 27A | Patent maintained in amended form |
Effective date: 20110914 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R102 Ref document number: 502005002629 Country of ref document: DE Effective date: 20110914 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: RPEO |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20110901 Year of fee payment: 7 Ref country code: SE Payment date: 20110824 Year of fee payment: 7 Ref country code: PL Payment date: 20110727 Year of fee payment: 7 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: T5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FI Payment date: 20120813 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20120822 Year of fee payment: 8 Ref country code: IT Payment date: 20120821 Year of fee payment: 8 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120817 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080504 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20130430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111225 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120816 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: LAPE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130816 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140301 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502005002629 Country of ref document: DE Effective date: 20140301 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130816 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20150709 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100817 |