EP1619280A1 - Air permeable and waterproof stretchable woven fabric - Google Patents
Air permeable and waterproof stretchable woven fabric Download PDFInfo
- Publication number
- EP1619280A1 EP1619280A1 EP04017101A EP04017101A EP1619280A1 EP 1619280 A1 EP1619280 A1 EP 1619280A1 EP 04017101 A EP04017101 A EP 04017101A EP 04017101 A EP04017101 A EP 04017101A EP 1619280 A1 EP1619280 A1 EP 1619280A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- fabric
- gray
- dyeing
- fabric according
- fixing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images




Classifications
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06B—TREATING TEXTILE MATERIALS USING LIQUIDS, GASES OR VAPOURS
- D06B21/00—Successive treatments of textile materials by liquids, gases or vapours
Definitions
- the present invention relates to an air permeable and waterproof stretchable woven fabric. More particularly, the present invention relates to an air permeable and waterproof stretchable woven fabric without coating with or laminating rubbers or films, the woven fabric can still obtain elasticity and better stretchability in the directions of the longitude and the latitude and can be waterproof and highly air permeable.
- the water pressure resistance of the high density fabric without coating or laminating improves a lot now to a value of 600 ⁇ 1300mm/H 2 O. Since it is not stretchable, clothes made of it provide no stretchability and less comfort on wearing it.
- the main purpose of the present invention is that, without coating with or laminating rubbers or films, the woven fabric can obtain elasticity and better stretchability in the directions of the longitude and the latitude and can be also waterproof and highly air permeable.
- the present invention is an air permeable and waterproof stretchable woven fabric comprising the following processes: warping and weaving the warps and the wefts to obtain a gray fabric; adding stretchable yarns into the warps and the wefts of the gray fabric to obtain elasticity in the directions of the longitude and the latitude and to obtain better stretchability; and, dyeing and finishing the gray fabric to obtain a gray fabric with waterproofing and high air-permeability.
- the fabric can obtain elasticity and better stretchability in the directions of the longitude and the latitude and can be waterproof and highly air permeable.
- FIG.1 through FIG.5 show a cross-sectional view of the structure on the longitude direction, a cross-sectional view of the structure on the latitude direction, a view of the dyeing heat-up curve, a flow chart of the preparatory fixing and a flow chart of the post fixing, according to the present invention.
- the present invention is an air permeable and waterproof stretchable woven fabric whose warps 1 and wefts 2 are warped and woven to obtain a gray fabric.
- the warping process comprises steps of winding, warping, lapping, warp beaming, starching, lapping, doubling, and cloth warp beaming.
- the weaving process comprises steps of cloth warp beaming, harnessing, weaving, installing drop wire, setting up the weaving parameters, and obtaining high-density fabric (gray fabric).
- the gray fabric with high coverage is obtained through controlling the density by the weaving process.
- Stretchable yarns are added into the warps 1 and the wefts 2 of the gray fabric to obtain elasticity in the directions of the longitude and the latitude and to obtain better stretchability, wherein FIG.1 shows the cross-sectional view on the longitude direction and FIG.2 shows the cross-sectional view on the latitude direction.
- the dyeing-and-finishing process comprises steps of desizing, refining, preparatory fixing, dyeing, drying, and post fixing and finishing.
- the temperature for the desizing is between 80°C (Celsius degree) and 100°C where its speed is between 30m/min and 50m/min (°C: degrees Celsius; m: meter; min: minute).
- the temperature for the preparatory fixing is between 170°C and 200°C where its speed is between 30m/min and 55m/min.
- the dyeing can be done by using liquid-overfeed dyeing machine or air-flow dyeing machine.
- the temperature for the post fixing is between 160°C and 190°C where its speed is between 30m/min and 50m/min.
- the fabric is wetted through a water tank 3 and is passed through a plurality of ovens 4 and then is plaited (As shown in FIG.4).
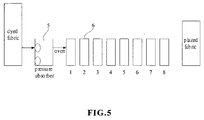
- the fabric is passed through a pressure absorber 5 which comprises water repellent to make the fabric capable of water repellence; then the fabric is passed through a plurality of ovens 6; and then the fabric is plaited (As shown in FIG.5). So forth, the gray fabric becomes a fabric with waterproofing and high air-permeability.
- the fabric is a synthetic fiber comprised of textured yarns, wherein its C.F.
- cover factor value is between 2500 and 4200 and its C.F.S. (cover factor stretch) value is between 15000 and 35000.
- stretch-and-recovery ratio is between 75% and 95% (ASTM D4964 under a stretch ratio of 30%); the ratio for its stretchability is between 10% and 35% (ASTM D3107); and its water vapor permeability is between 6000g/m 2 /24hrs and 9000g/m 2 /24hrs (JIS L1099 A1) or between 15000g/m 2 /24hrs and 35000g/m 2 /24hrs (JIS L1099 B1) (g: gram; hrs: hours).
- the fabric is water repellent with a value above 90 (AATCC 22) even after thirty times of washing (AATCC 135). It can pass the RAIN-TEST (AATCC 35). Its water pressure resistance remains the same even after washing (AATCC 135). Its air-permeability is between 1.5cm 3 /cm 2 /s and 11 cm 3 /cm 2 /s (cm: centimeter; s: second). Accordingly, a novel air permeable and waterproof stretchable woven fabric is obtained.
- Fig. 6 shows in a table 1 the result data of the experiments according to (1) the present invention, (2) a regular density with stretchability, and (3) a high density without stretchability.
- the fabric made according to the present invention is better than the stretchable fabric with regular density and the non-stretchable fabric with high density on C.F. value, stretchability, C.F.S. value, water vapor permeability, water pressure resistance, water repellence, and air permeability.
- the present invention can obtain elasticity and better stretchability in the directions of the longitude or the latitude or both and can be waterproof and highly air permeable without coating or laminating rubbers or films.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Textile Engineering (AREA)
- Woven Fabrics (AREA)
Abstract

Description
- The present invention relates to an air permeable and waterproof stretchable woven fabric. More particularly, the present invention relates to an air permeable and waterproof stretchable woven fabric without coating with or laminating rubbers or films, the woven fabric can still obtain elasticity and better stretchability in the directions of the longitude and the latitude and can be waterproof and highly air permeable.
- The technology of air woven fabric has progressed a lot during the past years, so the role of air permeable and waterproof woven fabric is becoming increasingly important. Traditionally, the prior art of fabric usually utilizes the technique of coating or laminating to obtain waterproofing and air permeability, as disclosed in
EP 1 316 634 A1, which is achieved by that the interval mesh size of the rubber or the film is smaller than that of the water and bigger than that of the air. Because the fabric is processed with a regular single layer cloth, the working time and the cost is increased; so is the thickness and the weight; and a hardness of hand feel shows. - Moreover, the water pressure resistance of the high density fabric without coating or laminating improves a lot now to a value of 600~1300mm/H2O. Since it is not stretchable, clothes made of it provide no stretchability and less comfort on wearing it.
- Beside the above shortages of the two prior arts, their C.F. (cover factor) value, stretchability, C.F.S. (cover factor stretch) value, water vapor permeability, water pressure resistance, water repellence, and air permeability is not desirable. Thus, the related arts do not fulfil users' requests on actual usage.
- Therefore, the main purpose of the present invention is that, without coating with or laminating rubbers or films, the woven fabric can obtain elasticity and better stretchability in the directions of the longitude and the latitude and can be also waterproof and highly air permeable.
- To achieve the above purposes, the present invention is an air permeable and waterproof stretchable woven fabric comprising the following processes: warping and weaving the warps and the wefts to obtain a gray fabric; adding stretchable yarns into the warps and the wefts of the gray fabric to obtain elasticity in the directions of the longitude and the latitude and to obtain better stretchability; and, dyeing and finishing the gray fabric to obtain a gray fabric with waterproofing and high air-permeability. Without coating with or laminating rubbers or films, the fabric can obtain elasticity and better stretchability in the directions of the longitude and the latitude and can be waterproof and highly air permeable.
- The present invention will be better understood from the following detailed description of preferred embodiments of the invention, taken in conjunction with the accompanying drawings, in which:
- FIG.1
- is a cross-sectional view of the structure on the longitude direction according to the present invention;
- FIG.2
- is a cross-sectional view of the structure on the latitude direction according to the present invention;
- FIG.3
- is a view of the dyeing heat-up curve according to the present invention;
- FIG.4
- is a flow chart of the preparatory fixing according to the present invention;
- FIG.5
- is a flow chart of the post fixing according to the present invention; and
- Fig. 6
- is a comparison table showing result data of the experiments on (1) the present invention; (2) regular density with stretchability; (3) high density without stretchability.
- The following descriptions of the preferred embodiments are provided to understand the features and the structures of the present invention.
- FIG.1 through FIG.5 show a cross-sectional view of the structure on the longitude direction, a cross-sectional view of the structure on the latitude direction, a view of the dyeing heat-up curve, a flow chart of the preparatory fixing and a flow chart of the post fixing, according to the present invention. As shown in the figures, the present invention is an air permeable and waterproof stretchable woven fabric whose
warps 1 andwefts 2 are warped and woven to obtain a gray fabric. The warping process comprises steps of winding, warping, lapping, warp beaming, starching, lapping, doubling, and cloth warp beaming. The weaving process comprises steps of cloth warp beaming, harnessing, weaving, installing drop wire, setting up the weaving parameters, and obtaining high-density fabric (gray fabric). The gray fabric with high coverage is obtained through controlling the density by the weaving process. Stretchable yarns are added into thewarps 1 and thewefts 2 of the gray fabric to obtain elasticity in the directions of the longitude and the latitude and to obtain better stretchability, wherein FIG.1 shows the cross-sectional view on the longitude direction and FIG.2 shows the cross-sectional view on the latitude direction. Then the gray fabric is processed with dyeing and finishing. The dyeing-and-finishing process comprises steps of desizing, refining, preparatory fixing, dyeing, drying, and post fixing and finishing. Or, it may comprise steps of fixing, desizing, refining, dyeing, drying, and post fixing and finishing. Or, it may comprise steps of obtaining gray fabric, desizing, refining, preparatory fixing, dyeing, drying, intermediate inspecting, fixing, post inspecting, and packing. Therein, the temperature for the desizing is between 80°C (Celsius degree) and 100°C where its speed is between 30m/min and 50m/min (°C: degrees Celsius; m: meter; min: minute). The temperature for the preparatory fixing is between 170°C and 200°C where its speed is between 30m/min and 55m/min. The dyeing can be done by using liquid-overfeed dyeing machine or air-flow dyeing machine. When processing the dyeing with a heat-up around 120°C to 135°C for 30min to 60min, it starts by adding medicaments at 25°C; then the temperature is heated up till around 120°C to 130°C at a speed of 1.5°C per minute; then the temperature is kept on for around 30min to 60min; then the temperature is cooled down to 80°C at a speed of 1.5°C per minute; then reductant and sodium dithionite are added for deterging; and then a drainage is processed when the temperature reaches down at 60°C (As shown in FIG.3). The temperature for the drying is between 110°C and 130°C where its speed is between 40m/min and 55m/min. The temperature for the post fixing is between 160°C and 190°C where its speed is between 30m/min and 50m/min. When processing the preparatory fixing, the fabric is wetted through awater tank 3 and is passed through a plurality ofovens 4 and then is plaited (As shown in FIG.4). When processing the post fixing, the fabric is passed through a pressure absorber 5 which comprises water repellent to make the fabric capable of water repellence; then the fabric is passed through a plurality ofovens 6; and then the fabric is plaited (As shown in FIG.5). So forth, the gray fabric becomes a fabric with waterproofing and high air-permeability. The fabric is a synthetic fiber comprised of textured yarns, wherein its C.F. (cover factor) value is between 2500 and 4200 and its C.F.S. (cover factor stretch) value is between 15000 and 35000. Through experiments, its stretch-and-recovery ratio is between 75% and 95% (ASTM D4964 under a stretch ratio of 30%); the ratio for its stretchability is between 10% and 35% (ASTM D3107); and its water vapor permeability is between 6000g/m2/24hrs and 9000g/m2/24hrs (JIS L1099 A1) or between 15000g/m2/24hrs and 35000g/m2/24hrs (JIS L1099 B1) (g: gram; hrs: hours). The fabric is water repellent with a value above 90 (AATCC 22) even after thirty times of washing (AATCC 135). It can pass the RAIN-TEST (AATCC 35). Its water pressure resistance remains the same even after washing (AATCC 135). Its air-permeability is between 1.5cm3/cm2/s and 11 cm3/cm2/s (cm: centimeter; s: second). Accordingly, a novel air permeable and waterproof stretchable woven fabric is obtained. - Fig. 6 shows in a table 1 the result data of the experiments according to (1) the present invention, (2) a regular density with stretchability, and (3) a high density without stretchability. According to the data shown in the table I, the fabric made according to the present invention is better than the stretchable fabric with regular density and the non-stretchable fabric with high density on C.F. value, stretchability, C.F.S. value, water vapor permeability, water pressure resistance, water repellence, and air permeability. Hence, by referring to the table 1, the present invention can obtain elasticity and better stretchability in the directions of the longitude or the latitude or both and can be waterproof and highly air permeable without coating or laminating rubbers or films.
- The preferred embodiments herein disclosed are not intended to unnecessarily limit the scope of the invention. Therefore, simple modifications or variations belonging to the equivalent of the scope of the claims and the instructions disclosed herein for a patent are all within the scope of the present invention.
Claims (22)
- Air permeable and waterproof stretchable woven fabric comprising processes of:a) warping and weaving warps and the wefts (1, 2) to obtain a gray fabric;b) adding stretchable yarns into the warps and the wefts (1, 2) of said gray fabric to obtain elasticity in the directions of the longitude and the latitude and to obtain better stretchability; andc) dyeing and finishing said gray fabric, wherein said dyeing and finishing comprises: desizing, refining, preparatory fixing, dyeing, drying, and post fixing and finishing.
- Fabric according to claim 1, wherein said warping comprises: winding, warping, lapping, warp beaming, starching, lapping, doubling, and cloth warp beaming.
- Fabric according to claim 1 or 2, wherein said weaving comprises: cloth warp beaming, harnessing, weaving, installing drop wire, setting up the weaving parameters, and obtaining high-density fabric (gray fabric).
- Fabric according to one of claims 1 to 3, wherein said gray fabric is obtained having high coverage through controlling density by said weaving.
- Fabric according to one of claims 1 to 4, wherein, when processing said preparatory fixing, said gray fabric is wetted through a water tank and is passed through a plurality of ovens and then is plaited.
- Fabric according to one of claims 1 to 5, wherein, when processing said post fixing, said gray fabric is passed through a pressure absorber which comprises water repellent to make said gray fabric capable of water repellence; said gray fabric is passed through a plurality of ovens; and then said gray fabric is plaited.
- Fabric according to one of claims 1 to 6, wherein the temperature for said desizing is between 80°C (Celsius degree) and 100°C and the speed for said desizing is between 30m/min (meter per minute) and 50m/min.
- Fabric according to one of claims 1 to 7, wherein the temperature for said preparatory fixing is between 170°C and 200°C and the speed for said preparatory fixing is between 30m/min and 55m/min.
- Fabric according to one of claims 1 to 8, wherein said dyeing process is done by using a liquid-overfeed dyeing machine.
- Fabric according to one of claims 1 to 9, wherein said dyeing process is done by using an air-flow dyeing machine.
- Fabric according to one of claims 1 to 10, wherein when processing said dyeing with a heat-up around 120°C to 135°C for 30min to 60min, said dyeing starts by adding medicaments at 25°C; then the temperature is heated up till around 120°C to 130°C at a speed of 1.5°C per minute and the temperature is held for about 30min to 60min; then the temperature is cooled down to 80°C at a speed of 1.5°C per minute; then reductant and sodium dithionite are added for deterging; and then a drainage is processed when the temperature reaches down at 60°C.
- Fabric according to one of claims 1 to 11, wherein the temperature for said drying is between 110°C and 130°C and the speed for said drying is between 40m/min and 55m/min.
- Fabric according to one of claims 1 to 12, wherein the temperature for said post fixing is between 160°C and 190°C and the speed for said post fixing is between 30m/min and 50m/min.
- Fabric according to one of claims 1 to 13, wherein the C.F. (cover factor) value of said gray fabric is between 2500 and 4200 and the C.F.S. (cover factor stretch) value of said gray fabric is between 15000 and 35000.
- Fabric according to one of claims 1 to 14, wherein said dyeing and finishing comprises:fixing, desizing, refining, dyeing, drying, and post fixing and finishing.
- Fabric according to one of claims 1 to 15, wherein said dyeing and finishing comprises:obtaining gray fabric, desizing, refining, preparatory fixing, dyeing, drying, intermediate inspecting, fixing, post inspecting, and packing.
- Fabric according to one of claims 1 to 14, wherein the stretch-and-recovery ratio of said gray fabric is between 75% and 95%; the stretchability ratio of said gray fabric is between 10% and 35%; and the water vapor permeability of said gray fabric is between 6000g/m2/24hrs (gram per square meter per 24 hours) and 9000g/m2/24hrs.
- Fabric according to claim one of claims 1 to 17, wherein the water vapor permeability of said gray fabric is between 15000g/m2/24hrs and 35000g/m2/24hrs.
- Fabric according to one of claims 1 to 18, wherein the water repellence of said gray fabric has a value above 90 even after thirty times of washing.
- Fabric according to one of claims 1 to 19, wherein said gray fabric is able to pass RAIN-TEST and the water pressure resistance of said gray fabric remains the same even after washing.
- Fabric according to one of claims 1 to 20, wherein the air-permeability of said gray fabric is between 1.5cm3/cm2/s (cubic centimeter per square centimeter per second) and 11cm3/cm2/s.
- Fabric according to one of claims 1 to 21, wherein said gray fabric is a synthetic fiber comprised of textured yarns.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP04017101A EP1619280A1 (en) | 2004-07-20 | 2004-07-20 | Air permeable and waterproof stretchable woven fabric |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP04017101A EP1619280A1 (en) | 2004-07-20 | 2004-07-20 | Air permeable and waterproof stretchable woven fabric |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP1619280A1 true EP1619280A1 (en) | 2006-01-25 |
Family
ID=34925835
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP04017101A Withdrawn EP1619280A1 (en) | 2004-07-20 | 2004-07-20 | Air permeable and waterproof stretchable woven fabric |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP1619280A1 (en) |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1298236A1 (en) * | 2000-02-04 | 2003-04-02 | Asahi Kasei Kabushiki Kaisha | Woven stretch fabric |
| EP1316634A1 (en) * | 2000-07-25 | 2003-06-04 | Asahi Kasei Kabushiki Kaisha | Stretchable high-density woven fabric |
-
2004
- 2004-07-20 EP EP04017101A patent/EP1619280A1/en not_active Withdrawn
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1298236A1 (en) * | 2000-02-04 | 2003-04-02 | Asahi Kasei Kabushiki Kaisha | Woven stretch fabric |
| EP1316634A1 (en) * | 2000-07-25 | 2003-06-04 | Asahi Kasei Kabushiki Kaisha | Stretchable high-density woven fabric |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107283996B (en) | High fastness elastic force cowboy is bonded the preparation method of fabric | |
| CN106256941A (en) | A kind of base fabric production technology for coated fabric and application thereof | |
| CN107142738A (en) | A kind of preparation technology of anti-ultraviolet function type apparel binding fibre | |
| CN103300515B (en) | A kind of multilamellar windproof fabric and application thereof | |
| US8506749B1 (en) | Method of improving adhesive coverage to maximize waterproofness while maintaining breathability of adhesively laminated webs, and laminates produced thereby | |
| JPH11189944A (en) | Dustproof fabric for semiconductor clean room, its production and dustproof clothes for semiconductor clean room | |
| EP1619280A1 (en) | Air permeable and waterproof stretchable woven fabric | |
| US20060009103A1 (en) | Air permeable and waterproof stretchable woven fabric | |
| CN103774320B (en) | A kind of waterproof moisture permeating fabric and production method thereof | |
| CN107604737B (en) | A kind of moisture absorption is breathed freely felt and preparation method thereof | |
| JP2008144310A (en) | Moisture permeable and waterproof fabric | |
| JP5430383B2 (en) | Processing method for imparting windproof property to fabric | |
| US20070125130A1 (en) | Method for producing windproof and air-permeable knit fabric | |
| CN205970222U (en) | Energy -conserving environment -friendly fabric is used in life | |
| CN201952674U (en) | Anti-crease composite fabric | |
| EP1811079A1 (en) | Method of Producing a Windproof and Air-Permeable Knit Fabric | |
| JP2006037262A (en) | Air-permeable and water proof stretchable woven fabric | |
| CN1721596A (en) | Elastic water-proof damp/air permeable cloth | |
| CN215551688U (en) | Anti-deformation chemical fabric structure | |
| TW200536974A (en) | Air permeable and waterproof stretchable woven fabric | |
| CN213322162U (en) | Protective clothing composite fabric with waterproof and moisture permeable functions | |
| CN209794761U (en) | Warm-keeping composite swimwear fabric | |
| CN211390471U (en) | Multifunctional three-layer mesh cloth | |
| CN211683844U (en) | Adult bundy with good air permeability | |
| CN219706337U (en) | Waterproof and antifouling functional curtain fabric |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL HR LT LV MK |
|
| 17P | Request for examination filed |
Effective date: 20060725 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| 17Q | First examination report despatched |
Effective date: 20070411 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20071222 |