EP1604901A2 - Kontinuierliche Schweissvorrichtung - Google Patents
Kontinuierliche Schweissvorrichtung Download PDFInfo
- Publication number
- EP1604901A2 EP1604901A2 EP05253606A EP05253606A EP1604901A2 EP 1604901 A2 EP1604901 A2 EP 1604901A2 EP 05253606 A EP05253606 A EP 05253606A EP 05253606 A EP05253606 A EP 05253606A EP 1604901 A2 EP1604901 A2 EP 1604901A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- film
- container
- containers
- sealing
- seal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B7/00—Closing containers or receptacles after filling
- B65B7/16—Closing semi-rigid or rigid containers or receptacles not deformed by, or not taking-up shape of, contents, e.g. boxes or cartons
- B65B7/28—Closing semi-rigid or rigid containers or receptacles not deformed by, or not taking-up shape of, contents, e.g. boxes or cartons by applying separate preformed closures, e.g. lids, covers
- B65B7/2807—Feeding closures
- B65B7/2814—Feeding closures the closures being interconnected
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B61/00—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages
- B65B61/005—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for removing material by cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B7/00—Closing containers or receptacles after filling
- B65B7/16—Closing semi-rigid or rigid containers or receptacles not deformed by, or not taking-up shape of, contents, e.g. boxes or cartons
- B65B7/28—Closing semi-rigid or rigid containers or receptacles not deformed by, or not taking-up shape of, contents, e.g. boxes or cartons by applying separate preformed closures, e.g. lids, covers
- B65B7/2842—Securing closures on containers
- B65B7/2878—Securing closures on containers by heat-sealing
Definitions
- This invention relates to container sealing and more particularly to methods and apparatus for sealing open-mouthed containers with film seals.
- the sealing process is attended by a number of inherent functional parameters which limit the speeds at which such consistent, integral, film-like seals can be produced. For example, it is common to heat seal a film to a container mouth. Applied heat is transferred through a film to the container, softening and sealing the film to the container mouth surface. This process requires sufficient dwell time to allow application of sufficient heat to attain the desired seal.
- sealers comprise intermittent motion devices in which the seal film and container are held stationery at a seal station while sufficient heat is applied to seal the film to the container.
- a typical minimal dwell time can be on the order of .5 seconds, for example. Such a required dwell time constitutes an obstacle to increasing container flow rate through the sealer.
- seal dwell times For example, if container flow output is increased, seal dwell times must be reduced. But there is a minimum dwell time below which adequate and consistent seals are not obtained. Sealing dwell is thus an inhibiting factor to sealed container production or through rate speeds.
- Another objective of the invention has been to provide improved container sealing apparatus and methods capable of faster throughput rates than previously attained.
- the invention provides a continuous motion sealer where discrete film seals are applied and sealed sequentially to continuously moving containers with increased seal dwell but increased container output rates as well. This is accomplished in part by the use of continuously traveling, recirculating seal heads and continuously moving container supports through a common dwell or seal path where sealing heat is applied to a discrete seal on a container for sufficiently long dwell time to obtain a consistent and integral seal, yet without unduly slowing the container speed through the sealing operation.
- the embodiment generally involves continuously moving heat seal heads, film and containers joined in register for sealing as continuously moved.
- Recirculating heat seal heads are mounted for continuous, recirculating movement around an oval track having a straight section comprising a seal path portion which coincides with an adjacent path in which containers are moved.
- a continuously moving container conveyor with cam operated container supporting and locating jaws continuously indexes and moves containers in register with respective heat seal heads.
- a film transport system continuously positions discreet film seal areas in the film in register between a respective container and an associated heat seal head. The film matrix surrounding the film seal is removed after sealing to waste or film recycling.
- sealer is numerous.
- the common seal path coincidental to both heat seal heads and containers extends through a length sufficient to accommodate increased seal dwell times even with increased container output speeds, obtaining consistent integral seals and increased container throughput rates.
- Any producer, including top tier, large-scale producers can produce their packaged products at higher throughput rates while retaining desirable seal integrity.
- the sealer has a small functional footprint with easy access to all components and simplified changeover.
- Continuous container feeding into the continuously moving container jaws is accomplished by continuous container feeders such as opposed metering screws, with no manual or intermittent container loading into support pockets. Simplified, compact, single lane die cutting is provided. Walking beams and intermittent motion are eliminated.
- Continuous sealer 10 generally includes a film unwind station or apparatus 12 for unwinding and delivering a film 14 to a turn bar 16 where the film 14 is reoriented into a machine direction MD. From the turn bar 16, the film is directed to a rotary die cutter 18, where seal areas 19 are die cut into the film, leaving a matrix 20.
- the film 14 may comprise any suitable material, such as, for example, the film stock could be paper or coated paper, plastic foil or coated or combinations of these, with adhesive or adhesive properties.
- the film stock will be supplied with an adhesive or coating which can be activated by application of heat to the film.
- Other sealing materials and curing or application technologies could be used.
- the film thicknesses typically range from .001 inches to .010 inches and such film stocks are typically transported in the form of a material roll, which is handled by the film unwind stand.
- suitable film unwind stand is that Model No. SP-1 with output web tension control, manufactured and available from Butler Automatic of Middleboro, Massachusetts. Any suitable film unwind stand could be utilized.
- the rotary die cutter can be any suitable rotary die cutting apparatus.
- One such die cutter which may be suitable is that known as the Model 10 Wide Turn Key Die Station made by American Die Technology of Suvanne, Georgia. Basically the die cutter utilizes a cylindrical die roller having a blade, which die blade is pressed against an anvil to cut out a seal area 19 of predetermined geometry when transported between the die roller and the anvil roller.
- the film stock is perforated by the rotary die cutter, thus creating a seal area comprising a thin lid to be sealed onto the container.
- seal areas are held by a film ladder or bridges on each side of, or about the periphery of the seal area. Film tension is maintained relatively light at this point to prevent these bridges from inadvertently being pulled apart or away from the film matrix 20 or the seal area 19.
- a film nip roller station 22 grips the film and drives it at the same speed as the container conveyer to be described.
- the nip can be linked by a servo motor or mechanically linked to the rotating turret support for the sealing heads as will be described, and to the conveyor drive.
- the rollers of the nip roller station 22 have a coating or other features which grip the film so as to prevent significant slippage.
- a set of web stripper rollers 24 which serve to direct the film web at an angle away from the containers on which the seal areas have now been applied, thus breaking the perforations holding the seal areas 19 within the matrix 20, all in a continuous motion.
- the film matrix 20 is thus free to move through the rollers to eliminate any tension drop on the film tensioner.
- a film tensioner 26 engages the film between the two nip rollers and utilizes a magnetic particle clutch or other type of slip clutch or constant pressure device to maintain smooth tension on the film.
- the film tensioner 26 pulls the film through the stripper rollers and delivers it to a film scrap removal system, such as indicated by the conduits 28, blower 29 and exhaust pipe 30.
- the blower 29 creates a venturi generally in the area at 31 of the system and creates a vacuum in the conduit 28, pulling the waste matrix 20 through the conduit 28, through the venturi at 31 and outwardly through the exhaust conduit 30.
- blower can be utilized in connection with the venturi 31 for removing the scrap matrix 20.
- One particular blower which is suitable is, for example, Model No. 1100T blower with venturi and mufflers available from the Kong Skilde Industries, Inc. of Normal, Illinois.
- the sealer also includes a container feed apparatus 34 and a continuous motion container conveyor 36 for receiving spaced containers from a container feed apparatus 34 and conveying them beneath a sealing station 38, arranged in this configuration above the container conveyor 36. It will also be appreciated at this point that the film 19 is transported under a film roller 40 so that the film 14, together with the discreet seal areas 19 is disposed operationally between containers 42, for example, and the sealing station 38.
- the container 42 then is conveyed under the film 20, such that a seal area 19 is indexed and registered with the top of each of the containers 42.
- the container conveyor 36 and the sealing station 38 operate together in order to seal the seal areas 19 on the tops of the containers in a continuous motion fashion, with no intermittent motion or stoppage of the containers as the seal is accomplished.
- the container conveyor 36 includes a plurality of jaw sets, such as open set 46 shown at the lefthand end of Fig. 3 and closed jaw set 47 shown toward the righthand end of Fig. 3.
- Each of the jaw sets comprises a pair of jaws 48, 49 mounted on a jaw platform 50, 51.
- Each pair or set 46, 47 thus includes two jaws, 48, 49, which are reciprocal or removable toward and away from each other on slide members, such as slides 52, 53, each slide being carried by a respective jaw platform 50, 51.
- Each of these slides is mounted in an end bracket or slide, such as at 54, movable in a support track 55 to support the outer ends of the slides 52, 53.
- the opposite support track like track 55, has been omitted from Fig. 3 for the purposes of clarity only, but it will be appreciated that the brackets or slides 54 are carried in two opposed support track which are, in essence, mirror images of each other (like track 55) and are directed in the same complimentary elongated pattern as track 55.
- Fig. 3A illustrates a closed jaw pair 47, wherein each of the jaws includes a linear slide 56, 57, each slide 56, 57 having a respective cam follower 58, 59 depending therefrom. Similar details are shown in Fig. 3B with respect to an open jaw pair 46.
- two opposed cam tracks 60, 61 are provided in the conveyor 36 in a plane beneath the jaw pairs 46, 47.
- the cam followers 58, 59 extend downwardly into the respective cam tracks 60, 61.
- the jaw platforms 50, 51 and others in the conveyor are pulled along a path in the machine direction on the upper side of the conveyor 36, by means of a chain or any other suitable drive mechanism.
- the depending cam followers 58, 59 reside in the cam tracks 60, 61 so that, as the jaw pair 46, for example, is moved to the right or in the machine direction MD, the cam tracks 60, 61, by action of the followers, pull the jaw pairs together with the sliders 56, 57 sliding on slide bars 52 and 53, so that the jaws move inwardly.
- each of the jaws 48, 49 have an inwardly facing surface, such as at 63, 64, which conforms to an upper portion of a container to be received therebetween.
- the jaws 48, 49 move inwardly, they engage and support the upper portion of the container mouth for receipt of the sealing film area 19, as will be further described
- sprockets, chains, servo motors and other drive mechanisms can be used to move the jaw pairs 46, 47 through the path on the upper side of Fig. 3 and in a machine direction.
- a path defined by the jaw motion is illustrated by the arrow at 66 for movement in the machine direction.
- This path comprises a sealing path as will be further described in relation to the path of movement of the sealing heads, as will be described, with respect to the sealing station 38.
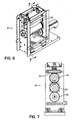
- the sealing station 38 comprises a plurality of heated, sealing heads 70. These sealing heads are mounted on an oval-shaped cam track illustrated at 71 for recirculating motion in an elongated, oval-like path, as perhaps best seen in Fig. 4. A portion of this path is further illustrated by the arrow 73, where the heads 70 move in the same direction as the machine direction MD. It will be appreciated then that the sealing heads 70 are mounted for recirculation about a recirculation path which includes, as a portion, the sealing path 73, which is elongated. This portion 73 of the path is operationally overlapped with or conforms to sealing path 66 in which the containers are moved.
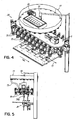
- Each of the sealing heads 70 may be actuated in a perpendicular direction, for example, by a hydraulic or pneumatic cylinder 75. Each is provided with a source of electrical energy for heating the actual sealing heads 70 to press the film seal area 19 against the mouth of the containers 42 for sealing the containers. Provision of pneumatic or hydraulic and electrical energy to each of the sealing heads is accomplished via the use of an electrical and pneumatic delivery apparatus 77, as perhaps best seen in Figs. 4 and 5.
- This apparatus 77 comprises a rotary wheel including a solenoid valve manifold and remote input and output controller modules with a rotating electrical box thereon for supplying each of the sealing heads 70 in any suitable manner.
- the rotary delivery apparatus includes a plurality of flexible conduits 79 (Fig. 5) for delivering pneumatic or hydraulic and electrical energy to each of the individual sealing heads. It will be appreciated there is a like number of conduits 79 and sealing heads 70.
- the pneumatics or hydraulics are utilized to drive the sealing heads up and down toward and away from the containers to be sealed. Otherwise, they could be mechanically reciprocated by a cam or cam track 71. Only one of the conduits 79 is shown in Fig. 5 for clarity and none are shown in Fig. 4 for the same reason.
- the pneumatic drive for the sealing heads 70 may be replaced, for example, with a cam-operated mechanism or servo or any other suitable mechanism for moving the sealing heads 70 downwardly toward the container for sealing and upwardly away from the containers for recirculation of the sealing heads.
- An air rotary union 78 (as shown in Fig. 4 cooperating with an air rotary union inlet 78a as shown in Fig. 5) is provided for directing exhaust away from the solenoid valve manifolds and away from the products.
- Solenoid valve manifolds such as at 80 are utilized to control the input of air to the sealing heads 70 when air is used to operate them toward and away from the containers.
- sealing heads 70 may be driven around the cam track 71 by means of a chain or other drive connecting devices, or the sealing heads could be independently movable by other means and apparatus more readily accommodating, for example, pitch changes generated by the use of different sized containers or containers of different pitches.
- sealer jaw platforms 50, 51 while preferably driven by a chain, could also be carried by other pitch adjusting means or independently moved, it being recognized that registration between a respective sealing head 70 on the one hand, and a jaw pair 46, 47, for example, on the other hand, is important, such that a sealing head 70 is positioned to engage a sealing area 19 of the film as it comes into register with the open top of a container.
- the sealing heads 70 and the sealing path 73 is coexistent with the path 66 traversed by a container carried in the jaw sets 46 so that the open mouths of the container, the film 20 with the sealing areas 19 therein, and the sealing heads 70 all continuously travel in cooperative, adjacent and engaging sealing pathways to accomplish sealing through the elongated extension of the path 73 as shown in Fig. 4 and the path 66 as shown in Fig. 3 to accomplish sealing.
- a jack mechanism 81 may be used if desired, to adjust the entire sealing station 38 vertically to accommodate containers of various size.
- the rotary die cutter 18 can be any suitable rotary die cutter.
- a die cutter 18 includes, for example, a pressure plate 83, a rotary die 84 containing a blade for cutting a sealing area 19 in a film 20, an anvil roller 85 which is preferably smooth and a drive gear 86.
- the pressure plate may be powered by gravity, hydraulics, air springs or other means to apply opposite pressure to the rotary die roller 84.
- a series of seal areas 19 are cut into the film.
- the geometry of these seal areas may be any particular geometry desired, as will be appreciated.
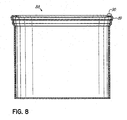
- FIG. 8 there is shown a cross-section of a typical container, such as the container which could be sealed on the sealer described herein.
- the container 88 has a formed mouth at 89 of such configuration as can be supported by the jaws 48, 49 during the application of the sealing area 19 by the sealing heads 70 so as to prevent collapse or deformation of the container.
- the surface of the container mouth 90 is preferably flat for receipt of marginal areas of the sealing area 19 in the film 20 so that when the sealing heads 70 are pressed thereagainst, heat can be transmitted through the film, activating the adhesive thereon, for sealing to the surface 90 about the container mouth, for example.
- any suitable shaped container or container mouth feature may be utilized and adequately sealed in a continuous motion on the apparatus 10.
- FIG. 9 it will be appreciated that two containers are shown.
- a container 42 has been sealed, the sealing heads 70 lifted therefrom, and the container 42 is being conveyed under the stripper rollers 24.
- the matrix 20 is lifted away from the container head between the rollers 24 and is conveyed to the waste mechanism as described herein.
- a container 44 as shown in Fig. 9 has been conveyed downstream in the machine direction in a sealed fashion, with the sealing area 19 sealing the mouth of the container and the waste film matrix 20 having been removed therefrom.
- Fig. 10 illustrates a similar activity, but is viewed from above, with container 42 moving under the rollers 24 for removal of the film (not shown) between the rollers 24 and a container 44 has now been moved downstream in the machine direction.
- the containers 42 are introduced to the conveyor 36 by the container feed apparatus 34.
- This apparatus may comprise an additional container conveyor belt 95 and may also include opposed metering screws 96, 97 (Fig. 2A) for spacing the containers as they are delivered, on the conveyor belt 95 between the jaws 48, 49 so that each of the containers is matched up with a jaw pair, such as jaw pair 46 which can be closed on the container, supported through the machine direction, along the path 66, 73 for sealing, and wherein the containers 44 can be discharged by the open jaw pair 47, for example, on conveyor belt 95 at the discharge end of the apparatus 10.
- conveyor belt 95 of conveyor 36 which extends continuously from feed apparatus 34, under opposed metering screws 96, 97 under the traveling jaw pairs, and to the discharge end of conveyor 36.
- a single conveyor belt is used for container transfer through the metering screws, through filling and sealing, and to discharge.
- the containers 42 are fed to the conveyor 36 in a continuous fashion and that the conveyor 36 and the sealing station comprising the sealing heads 70 also move continuously with the jaw pairs of the conveyor 36 in register with the sealing heads 70 so that the sealing heads can be lowered onto the containers with the sealing area 19 of the film 14 therebetween for sealing of the sealing area 19 to the container mouth as described.
- the unwind stand 12 may be aligned with the machine direction MD, rather than perpendicular thereto, as show in Fig. 1, so that the film 14 is delivered inline with the machine direction, rendering a turn bar such as at 16 unnecessary.
- containers and film are fed to the upstream end of the apparatus 10 in a continuous fashion.
- the film is fed through the die cutter 18 which continuously forms sealing areas 19 in the film while, at the same time, containers are conveyed beneath the film and into the opposed jaws 48, 49 of a jaw pair, such as at pair 46.
- the jaw pair is moved downstream in a machine direction wherein the jaws are closed by means of a cam track toward the container so that they can support the container.
- the jaws convey the container beneath a respective sealing head, such as sealing head 70, which is lowered onto the container with the sealing area 19 of the film therebetween.
- Electrical energy is applied to the sealing head to heat the sealing head which, when pressed against the film, conveys heat into the film and heats the coating or adhesive feature of the film, thereby sealing it to the container mouth. All this is done while the sealing heads 70 and the containers 42 move downstream in a continuous and smooth fashion.
- the jaws When the containers reach the downstream end of the sealing station 38, the jaws are retracted and the film matrix 20 is lifted away from the now-sealed sealing area, leaving an independent and sealed container.
- the dwell time of the containers beneath the sealing station 38 is enhanced by the utilization of a plurality of recirculating sealing heads so that each container can remain underneath and in cooperation with the sealing head for a relatively long time, during which time the container moves from the very upstream end of the path 66, 73 to the downstream end. Sufficient dwell times are achieved, while yet the entire operation is carried out continuously.
- the length of the sealing path then provides significant dwell time for the containers, even when the total throughput rate or container speed is increased, ensuring consistent and integral seals of the sealing areas or film 19 to the containers. Thereafter, the containers can be conveyed downstream for further packaging and shipment.
- any suitable film unwind stand, film handling apparatus such as the turn bars and rotary die cutters can be used for delivering the film.
- the film tension can be controlled through the use of various nips, slip clutches and roller features and the like, to ensure that the film is retained in a flat condition and that the sealing area 19 is presented to the container mouth in the desired configuration and status.
- the jaw sets 46, 47 are alternately opened and closed by means of the cam tracks 60, 61 which have a narrowing portion running along the sealing path 66, 73 of the apparatus, so that the jaws move inwardly and engage to support the container through the sealing path and then are moved outwardly at the downstream end of the jaw path on the upper side of the conveyor for discharge. The jaw pair is then returned, in an opened condition, for receipt of another container 42.
- the jaw pairs and particular jaws can be configured to accommodate multiple sizes and shapes of containers.
- the rotary die shears the film against the rotating anvil and in the desired pattern, which matches the container seal.
- the cutout pattern or seal area in the film with respect to the next adjacent cutout area or seal matches the pitch or spacing of the containers on the container conveyor jaw pairs and, as well, of course, the pitch of the sealing heads 70.
- the rotary die cutter is typically linked to the film drive, either mechanically or through a servo motor.
- the container itself may be made of a variety of materials, such as glass, paper, polymer or other particular materials as desired.
- the seals may be applied to the surface for other reasons than sealing, such as decorative or some other function, or the like.
- sealing heads 70 can be controlled in a variety of different manners.
- electronic or pneumatic controllers can be provided in conjunction with the seal heads or on the rotary delivery mechanism for the delivery of electrical power and/or pneumatic or hydraulic pressure to each of the individual sealing heads and coordinated with the sealing operation.
- the sealing heads could be modified to accomplish sealing with other forms of energy or cure, such as, for example, by induction heating, ultrasonic heating, radio frequency heating or the like.
- the heads can simply press a seal area onto a container for sealing or adhesion, for example, by a pressure sensitive or some other suitable sealing process.
- the sealer provides many advantages. Among these are higher machine speeds, which are possible now because of the lengthier dwell time which can be accommodated in a continuous motion machine having an elongated sealing path.
- the advantages include smaller machine size than certain prior intermittent machines.
- Another significant advantage of the continuous motion is that there is less inertial stress on the container and its contents. There are no centrifugal forces as in a purely rotary machine and the containers flow through the machine on a continuous conveyor with no jerking. Due to the elongated seal path, even at 300 containers per minute, the apparatus provides dwell time of about 1.5 seconds or so, thereby ensuring adequate seals can be applied.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Containers And Plastic Fillers For Packaging (AREA)
- Closing Of Containers (AREA)
- Package Closures (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US865389 | 2004-06-10 | ||
| US10/865,389 US20050274092A1 (en) | 2004-06-10 | 2004-06-10 | Continuous motion sealer |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1604901A2 true EP1604901A2 (de) | 2005-12-14 |
| EP1604901A3 EP1604901A3 (de) | 2007-05-09 |
Family
ID=34941647
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP05253606A Withdrawn EP1604901A3 (de) | 2004-06-10 | 2005-06-10 | Kontinuierliche Schweissvorrichtung |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US20050274092A1 (de) |
| EP (1) | EP1604901A3 (de) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103419967A (zh) * | 2012-05-15 | 2013-12-04 | 安庆市恒昌机械制造有限责任公司 | 一次性卫生用品包装机的吸废装置 |
| US10913211B2 (en) | 2017-05-30 | 2021-02-09 | Campbell Soup Company | High rate ultrasonic sealer |
| IT202200010700A1 (it) * | 2022-05-24 | 2023-11-24 | Azionaria Costruzioni Acma Spa | Dispositivo di saldatura per macchine per l’impacchettamento di prodotti e metodo di saldatura |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2365928A1 (de) * | 2008-11-14 | 2011-09-21 | L.C.S. Tech Ltd | System und verfahren zum strukturmässigen warmlöten von kunststoffbeuteln |
| GB2491561A (en) * | 2011-05-20 | 2012-12-12 | L C S Tech Ltd | Tamper proof seal |
| MX2013014957A (es) * | 2011-07-11 | 2014-08-21 | Carton Lund Ab R | Aparato y metodo para sellar un recipiente a base de carton. |
| DE102012004372A1 (de) * | 2012-03-02 | 2013-09-05 | Multivac Sepp Haggenmüller Gmbh & Co. Kg | Schalenverschließmaschine und Verfahren zum Transportieren von Schalen |
| US11120105B1 (en) * | 2017-01-12 | 2021-09-14 | Express Scripts Strategic Development, Inc. | Methods and systems for tailing collection |
| IT201700014707A1 (it) * | 2017-02-10 | 2018-08-10 | I M A Industria Macch Automatiche S P A In Sigla Ima S P A | Stazione di sigillatura di contenitori termoformati per linee di confezionamento. |
| US11472579B2 (en) | 2018-12-04 | 2022-10-18 | Gpcp Ip Holdings Llc | Film securing apparatus and method |
| US12077337B2 (en) | 2018-12-04 | 2024-09-03 | Yum Connect, LLC | Systems and methods for sealing a container |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2153039A (en) * | 1936-06-20 | 1939-04-04 | Anchor Cap & Closure Corp | Sealing machine |
| US3471992A (en) * | 1965-03-11 | 1969-10-14 | Owens Illinois Inc | Container sealing method |
| US4575987A (en) * | 1985-04-25 | 1986-03-18 | Vercon, Inc. | Apparatus for closing a container |
| EP0334266A1 (de) * | 1988-03-24 | 1989-09-27 | G. MONDINI S.p.A. | Vorrichtung zum Verschliessen von Behältern mittels einer versiegelbaren Folie |
| US4989393A (en) * | 1989-12-22 | 1991-02-05 | Rutherford Engineering, Inc. | Machine for sealing cups with film |
| EP0559293A1 (de) * | 1992-03-06 | 1993-09-08 | Shikoku Kakoki Co., Ltd. | Vorrichtung zum Versiegeln von Behältern |
| US5522200A (en) * | 1995-02-10 | 1996-06-04 | Nestec Machine Systems Ltd. | Continuous motion sealer |
| DE19654373A1 (de) * | 1996-12-24 | 1998-07-02 | Tetra Laval Holdings & Finance | Vorrichtung zum Aufsiegeln von Deckeln auf Packungen |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2143806A (en) * | 1937-06-09 | 1939-01-10 | George R Stuart | Continuous capping machine |
| US2364523A (en) * | 1941-03-15 | 1944-12-05 | Cons Packaging Machinery Corp | Straight line capping machine |
| US2915862A (en) * | 1953-07-24 | 1959-12-08 | Anchor Hocking Glass Corp | Container sealing apparatus |
| US3101898A (en) * | 1961-02-10 | 1963-08-27 | Phillips Petroleum Co | Temperature measurement and control |
| US3177106A (en) * | 1961-04-28 | 1965-04-06 | Phillips Petroleum Co | Method and means for tacking of covers to thermoplastic containers prior to sealing |
| DE1923431A1 (de) * | 1969-05-08 | 1970-11-19 | Hoefliger & Karg | Verfahren und Vorrichtung zum registerhaltigen Aufbringen einer Deckbahn auf eine Behaelterkette |
| US3841468A (en) * | 1970-11-27 | 1974-10-15 | Owens Illinois Inc | Molded plastic container secondary operations machine |
| US3908340A (en) * | 1974-03-25 | 1975-09-30 | Anderson Bros Mfg Co | Apparatus for feeding and applying individual lids to containers |
| US3939992A (en) * | 1974-09-26 | 1976-02-24 | Mikulec Richard A | Workpiece transfer mechanism |
| US4095390A (en) * | 1976-04-01 | 1978-06-20 | Mckenna Equipment Company, Inc. | Machine and process for capping and sealing containers |
| US4065908A (en) * | 1976-04-26 | 1978-01-03 | Owens-Illinois, Inc. | Method and apparatus for sealing tamper-indicating tabs to a container sidewall |
| JPS56123838A (en) * | 1980-03-06 | 1981-09-29 | Sumitomo Bakelite Co Ltd | Method and apparatus for bottom mounting for cylindrical container |
| US4862676A (en) * | 1986-07-18 | 1989-09-05 | Inoform Equipment Ltd. | Packaging machine |
| FR2615479B1 (fr) * | 1987-05-18 | 1989-12-22 | Alsacienne Aluminium | Procede et machine pour la fermeture de recipients, notamment de pots et de barquettes |
| US4914893A (en) * | 1988-02-26 | 1990-04-10 | Strub Eric W | Large size container banding apparatus |
| US6115992A (en) * | 1998-03-25 | 2000-09-12 | New England Machinery, Inc. | Apparatus and method for pre-capping containers |
| US7021453B2 (en) * | 2003-11-13 | 2006-04-04 | Hartness International, Inc. | Conveyor with gear mechanism gripper and related conveyor link |
-
2004
- 2004-06-10 US US10/865,389 patent/US20050274092A1/en not_active Abandoned
-
2005
- 2005-06-10 EP EP05253606A patent/EP1604901A3/de not_active Withdrawn
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2153039A (en) * | 1936-06-20 | 1939-04-04 | Anchor Cap & Closure Corp | Sealing machine |
| US3471992A (en) * | 1965-03-11 | 1969-10-14 | Owens Illinois Inc | Container sealing method |
| US4575987A (en) * | 1985-04-25 | 1986-03-18 | Vercon, Inc. | Apparatus for closing a container |
| EP0334266A1 (de) * | 1988-03-24 | 1989-09-27 | G. MONDINI S.p.A. | Vorrichtung zum Verschliessen von Behältern mittels einer versiegelbaren Folie |
| US4989393A (en) * | 1989-12-22 | 1991-02-05 | Rutherford Engineering, Inc. | Machine for sealing cups with film |
| EP0559293A1 (de) * | 1992-03-06 | 1993-09-08 | Shikoku Kakoki Co., Ltd. | Vorrichtung zum Versiegeln von Behältern |
| US5522200A (en) * | 1995-02-10 | 1996-06-04 | Nestec Machine Systems Ltd. | Continuous motion sealer |
| DE19654373A1 (de) * | 1996-12-24 | 1998-07-02 | Tetra Laval Holdings & Finance | Vorrichtung zum Aufsiegeln von Deckeln auf Packungen |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103419967A (zh) * | 2012-05-15 | 2013-12-04 | 安庆市恒昌机械制造有限责任公司 | 一次性卫生用品包装机的吸废装置 |
| CN103419967B (zh) * | 2012-05-15 | 2016-04-06 | 安庆市恒昌机械制造有限责任公司 | 一次性卫生用品包装机的吸废装置 |
| US10913211B2 (en) | 2017-05-30 | 2021-02-09 | Campbell Soup Company | High rate ultrasonic sealer |
| US11312085B2 (en) | 2017-05-30 | 2022-04-26 | Campbell Soup Company | High rate ultrasonic sealer |
| IT202200010700A1 (it) * | 2022-05-24 | 2023-11-24 | Azionaria Costruzioni Acma Spa | Dispositivo di saldatura per macchine per l’impacchettamento di prodotti e metodo di saldatura |
| WO2023228064A1 (en) * | 2022-05-24 | 2023-11-30 | Azionaria Costruzioni Macchine Automatiche A.C.M.A. S.P.A. | Welding device for product packaging machines and welding method |
Also Published As
| Publication number | Publication date |
|---|---|
| US20050274092A1 (en) | 2005-12-15 |
| EP1604901A3 (de) | 2007-05-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1604901A2 (de) | Kontinuierliche Schweissvorrichtung | |
| US6725635B2 (en) | Feed arrangement for pouches in continuous motion pouching machinery | |
| CA2568587C (en) | A method and device for packaging flat objects | |
| US4219988A (en) | Automatic high-speed wrapping machine | |
| EP2631188B1 (de) | Falteinheit für Maschinen zur Verpackung gießbarer Lebensmittel | |
| GB2027410A (en) | Application of labels to articles | |
| EP0100609B1 (de) | Vorrichtung und Verfahren zur Herstellung und Stapelung von Plastikbeuteln | |
| JPH0776018B2 (ja) | 改良した高能力連続包装体継目および耳片折曲げおよびとじ合わせ装置および方法 | |
| US5345750A (en) | Apparatus for supplying and sealing flat articles | |
| CN109605826B (zh) | 一种用于无菌袋全自动焊嘴制袋机 | |
| US5251366A (en) | Apparatus for feeding sheet-like blanks to a deep-drawing machine | |
| CN115867490A (zh) | 用于通过捆绑来捆扎pet瓶或类似容器的设备 | |
| JPH07148697A (ja) | 本中身やパンフレットなどのパイルの三方を断裁する方法とこの方法を実施する断裁機 | |
| US20020007616A1 (en) | Apparatus and method for applying endless bands to cartons | |
| EP1144250B1 (de) | Vorrichtung und verfahren zum aufbringen von endlosen bändern auf kartons | |
| JPH11513648A (ja) | 缶蓋の供給装置 | |
| WO2003086867A2 (en) | Stand-up pouch forming, filling and sealing | |
| US4289567A (en) | Apparatus for applying web sections to a flat-lying workpiece | |
| DK144208B (da) | Fremgangsmaade og apparat til fremstilling af plastposer | |
| US11279076B2 (en) | Former to trim press automated sheet delivery system and method | |
| EP3020642A1 (de) | Falteinheit zur Herstellung gefalteter Verpackungen aus versiegelten Verpackungen | |
| EP3972907A1 (de) | Maschine zum verpacken von festen lebensmittelprodukten | |
| JPS624298B2 (de) | ||
| CZ9703613A3 (cs) | Způsob a zařízení pro stlačování a balení stlačitelných materiálů |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR LV MK YU |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B65B 61/00 20060101ALI20070214BHEP Ipc: B65B 7/28 20060101AFI20051020BHEP |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR LV MK YU |
|
| AKX | Designation fees paid | ||
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: 8566 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20071110 |