EP1527902B1 - Verfahren und Vorrichtung zur Herstellung bahnförmiger Materialien - Google Patents
Verfahren und Vorrichtung zur Herstellung bahnförmiger Materialien Download PDFInfo
- Publication number
- EP1527902B1 EP1527902B1 EP04024924.5A EP04024924A EP1527902B1 EP 1527902 B1 EP1527902 B1 EP 1527902B1 EP 04024924 A EP04024924 A EP 04024924A EP 1527902 B1 EP1527902 B1 EP 1527902B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- lacquer
- relief structure
- radiation
- substrate
- cure
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000000034 method Methods 0.000 title claims description 70
- 239000000463 material Substances 0.000 title claims description 32
- 239000004922 lacquer Substances 0.000 claims description 64
- 230000005855 radiation Effects 0.000 claims description 53
- 238000004049 embossing Methods 0.000 claims description 41
- 239000000758 substrate Substances 0.000 claims description 31
- 238000000576 coating method Methods 0.000 claims description 12
- 239000011248 coating agent Substances 0.000 claims description 10
- 238000004519 manufacturing process Methods 0.000 claims description 10
- 239000011888 foil Substances 0.000 claims description 6
- 229910052751 metal Inorganic materials 0.000 claims description 6
- 239000002184 metal Substances 0.000 claims description 6
- 229920003023 plastic Polymers 0.000 claims description 5
- 230000009471 action Effects 0.000 claims description 3
- QSHDDOUJBYECFT-UHFFFAOYSA-N mercury Chemical compound [Hg] QSHDDOUJBYECFT-UHFFFAOYSA-N 0.000 claims description 2
- 239000004033 plastic Substances 0.000 claims description 2
- 238000010348 incorporation Methods 0.000 claims 7
- 238000010894 electron beam technology Methods 0.000 claims 1
- 238000011144 upstream manufacturing Methods 0.000 claims 1
- 239000003973 paint Substances 0.000 description 34
- 239000010410 layer Substances 0.000 description 32
- 230000008569 process Effects 0.000 description 24
- 238000001723 curing Methods 0.000 description 15
- 239000002966 varnish Substances 0.000 description 11
- 238000011417 postcuring Methods 0.000 description 10
- 230000008901 benefit Effects 0.000 description 6
- 239000000976 ink Substances 0.000 description 4
- 239000000203 mixture Substances 0.000 description 4
- 239000002985 plastic film Substances 0.000 description 4
- 238000003847 radiation curing Methods 0.000 description 4
- 206010073306 Exposure to radiation Diseases 0.000 description 3
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 3
- 229910052733 gallium Inorganic materials 0.000 description 3
- 239000007788 liquid Substances 0.000 description 3
- 238000006116 polymerization reaction Methods 0.000 description 3
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 230000000903 blocking effect Effects 0.000 description 2
- 238000010924 continuous production Methods 0.000 description 2
- 239000003999 initiator Substances 0.000 description 2
- 229910052742 iron Inorganic materials 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 229920006255 plastic film Polymers 0.000 description 2
- 229920000728 polyester Polymers 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 239000007921 spray Substances 0.000 description 2
- 238000004804 winding Methods 0.000 description 2
- 229920002818 (Hydroxyethyl)methacrylate Polymers 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- WOBHKFSMXKNTIM-UHFFFAOYSA-N Hydroxyethyl methacrylate Chemical compound CC(=C)C(=O)OCCO WOBHKFSMXKNTIM-UHFFFAOYSA-N 0.000 description 1
- DAKWPKUUDNSNPN-UHFFFAOYSA-N Trimethylolpropane triacrylate Chemical compound C=CC(=O)OCC(CC)(COC(=O)C=C)COC(=O)C=C DAKWPKUUDNSNPN-UHFFFAOYSA-N 0.000 description 1
- 239000012790 adhesive layer Substances 0.000 description 1
- 125000001931 aliphatic group Chemical group 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 239000011247 coating layer Substances 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 238000004132 cross linking Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000000151 deposition Methods 0.000 description 1
- 230000008021 deposition Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000005670 electromagnetic radiation Effects 0.000 description 1
- UHESRSKEBRADOO-UHFFFAOYSA-N ethyl carbamate;prop-2-enoic acid Chemical compound OC(=O)C=C.CCOC(N)=O UHESRSKEBRADOO-UHFFFAOYSA-N 0.000 description 1
- 238000009472 formulation Methods 0.000 description 1
- 239000007863 gel particle Substances 0.000 description 1
- 238000001465 metallisation Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 229920003986 novolac Polymers 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- WXZMFSXDPGVJKK-UHFFFAOYSA-N pentaerythritol Chemical compound OCC(CO)(CO)CO WXZMFSXDPGVJKK-UHFFFAOYSA-N 0.000 description 1
- 229920006260 polyaryletherketone Polymers 0.000 description 1
- 238000002203 pretreatment Methods 0.000 description 1
- 239000011241 protective layer Substances 0.000 description 1
- 230000006798 recombination Effects 0.000 description 1
- 238000005215 recombination Methods 0.000 description 1
- 238000001228 spectrum Methods 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- 150000003512 tertiary amines Chemical class 0.000 description 1
- 238000009281 ultraviolet germicidal irradiation Methods 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D25/00—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof
- B42D25/30—Identification or security features, e.g. for preventing forgery
- B42D25/328—Diffraction gratings; Holograms
Definitions
- the present invention relates to a method and an apparatus for producing sheet-like materials having a relief structure as well as sheet-like materials and security elements produced by this method.
- Value documents such as banknotes, checks, identity cards and credit cards often have security elements with diffraction structures which have an optically variable effect. That is, as the viewing angle changes, the perceptible information and / or the color of the information changes. Since a copying machine can only reproduce the information and / or color visible under a certain viewing angle, such security elements offer a high degree of protection against counterfeiting. Due to the appealing visual effects and the high copy protection, such security elements are also widely used in the field of product security. The security elements are either applied directly to the object of value or the associated packaging.
- the diffraction structures are usually converted into a relief structure, which is introduced into the surface of a stamping tool.
- suitable layers can be embossed in continuous processes and thus provided with the diffraction structures.
- the EP 1 310 381 A1 describes a method for producing such security elements with diffraction structures.
- a film is coated with a UV-curable varnish that is pre-cured to the gel point.
- the diffraction structure is then embossed into this precured lacquer and the lacquer is further imprinted during the embossing process by UV irradiation hardened. After the embossing process, the paint with the relief structure is subjected to a post-curing.
- the pre-cure to the gel point ensures that the paint already has a certain strength at the time of embossing.
- the invention is therefore based on the object to provide a method and a device that ensures a higher contour sharpness of the molded relief structure and thus allows the production of optically variable security elements with increased brilliance.
- the relief structure is introduced into a radiation-curable lacquer layer, wherein the lacquer layer at the time of introduction has a degree of cure below the gel point.
- the invention is based on the knowledge that below the gel point, the liquid properties of the coating predominate and thus the embossed structures can be imprinted 1: 1 without loss of acutance in the paint. This increases the brilliance of the finished product.
- a substrate is coated at least in regions, preferably over the entire surface, with a radiation-curable coating layer.
- the radiation-curable lacquer can be applied by any printing method, preferably screen, gravure or flexographic printing processes are used.
- the flexographic printing process is used in particular when the radiation-curing lacquer is not applied over the entire surface but only in regions on the substrate.
- the paint can also be carried out with other coating systems, such as roll coaters, spray nozzles or paint spray systems.
- the thickness of the applied lacquer layer is on the order of 1 to 10 .mu.m, preferably in the range of 1 to 5 .mu.m, particularly preferably in the range of 2 to 4 .mu.m.
- the substrate used is preferably a plastic film, in particular a transparent plastic film.
- a particularly preferred material is polyester, but also other plastics such as PE, PP, MOPP, PPS, PGEK, PEK, PGE, PSO, PAEK, LCP, PEN, PPT, PET, PA, PC, COC, POM, ABS and PVC , can be used.
- the thickness of the plastic film is in the order of 4 to 30 microns, preferably from 6 to 25 microns, more preferably from 12 to 23 microns.
- This substrate can be pretreated before coating with the radiation-curing lacquer in further process steps. This can happen to be pure pretreatments, such as corona discharge, which affect the adhesion properties between substrate and paint.
- the substrate can also be provided, at least in regions, with other coatings which also adjust the release or adhesion properties or provide the web-like material with further security features. These may be, for example, layers with luminescent and / or magnetic and / or electrical and / or optically variable and / or thermochromic properties.
- the radiation-curing coating itself may also contain such security features.
- the paint can also be dyed with any printing inks.
- transparent paints are used.
- the radiation-curable lacquer used is preferably UV-curable lacquers. But it could also be used other radiation-curing paints. It is also possible to use lacquers with a plurality of photoinitiators which trigger the polymerization process when irradiated in different wavelength ranges. This can have various advantages, as will be explained in more detail below.
- a lacquer which can be used in the context of the process according to the invention can have, for example, the following composition: 26.5% polyester 6.6% Epoxy novolac acrylate in trimethylolpropane triacrylate / hydroxyethyl methacrylate 26.5% hexafunctional aliphatic urethane acrylate 5.31% Mixture of pentaerythritol tri- and tetracrylate 21.2% Trimethylethylolpropantriacrylat 6.6% tertiary amine 6.9% Darocure (initiator for the short-wave UV range) 0.2% BAPO (initiator for the short-wave UV range)
- the relief structure is introduced into the lacquer layer, wherein the lacquer layer at the time of introduction substantially has a degree of cure below the gel point.
- the lacquer layer is preferably brought into contact with a stamping tool which has the relief structure on its surface.
- This stamping tool can be an embossing stamp of any shape.
- an embossing cylinder is used whose entire cylinder surface is provided with the surface to be transferred relief structure.
- the diffractive motif is provided as a so-called master structure in a nickel foil.
- metal foils in particular nickel foils, can be produced by recombination processes and subsequent molding, preferably galvanic molding, which are seamlessly provided with the master structure over their entire surface. These metal foils are welded, for example, with a laser and form the cylinder jacket of the embossing tool, which is mounted on a clamping cylinder.
- the lacquer layer may be substantially uncured or already pre-cured to a degree of cure below the gel point. If the lacquer layer is precured, this pre-hardening takes place directly before the embossing process. That is, the coated with the paint layer substrate leaves by means of a corresponding transport system, the means for precuring and is transported by a suitably dimensioned transport path directly into the device for the embossing process.
- the film is not exposed to UV radiation or other curing radiation in order to avoid non-reproducible, unintentional precuring of the embossing lacquer.
- the film is guided in a light-tight shaft between commissioned work and embossing.
- the length of the transport path should be selected such that, given the web speed, the paint has enough time to run evenly over the surface to form a homogeneously smooth paint film.
- the pre-hardening is preferably carried out from the paint side. This makes it possible to only harden the surface of the lacquer in order to reduce the tack of the lacquer in this surface area, so that adhesion of the lacquer to the embossing tool is avoided. Since only the surface of the varnish is cured, the varnish retains its fluidity in the volume and can therefore still take over the relief structure with the necessary contour sharpness.
- the paint is also cured during the embossing process in a so-called main curing step. That is, while the lacquer layer is in contact with the embossing tool, the lacquer layer is preferably cured through the substrate by exposure to radiation to a degree of cure> 50%, preferably between 80 and 98%.
- the lacquer layer after introduction of the relief structure, for example by further exposure to radiation.
- This post-curing has the advantage that reproducible coating properties are produced, which further process the substrate with the To facilitate embossed lacquer layer and prevent blocking of the web material during winding.
- This radiation can be any light or particle radiation. If electromagnetic radiation is used, preferably visible light or UV radiation is used. IR radiation, in particular heat radiation, however, is also possible. Suitable radiation sources are, in particular, mercury vapor lamps, also referred to as Hg lamps for short, which are distinguished by a high proportion of ultraviolet radiation. The respective required wavelength ranges can be realized by appropriate doping of the Hg lamps, for example with Ga, Fe, Ga / Pb. Depending on the paint used and its composition, however, other sources of radiation, such as fluorescent tubes or lasers, may be advantageous.
- the radiated wavelength or the wavelength range of the radiation sources can be monitored at certain intervals or continuously, since the radiation sources age and the radiation spectrum can change.
- the radiation sources can be equipped with reflectors, preferably parabolic or free surface reflectors.
- the described method steps preferably take place in a continuous process.
- transport rollers are used, which is the web-shaped material continuously lead through the individual devices of the device.
- the device may include other means necessary for the control and regulation of the individual process parameters.
- it is advantageous, for example, to control the temperature of the radiation-curable varnish during the entire process in a controlled manner in order to ensure that the varnish has the optimum viscosity in every working step.
- the device can also have other processing devices that are not directly required for the method according to the invention, but make sense in terms of further processing or the intended use of the sheet-like material.
- the device in front of the devices essential to the invention, the device preferably has devices for surface treatment of the substrate, which determine the later adhesion or detachment properties of the lacquer. This may be a corona discharge device or, if a coating is to be applied, a printing unit or a coating device.
- a printing unit may be arranged.
- Such devices are particularly advantageous when placed on the introduced relief structure more preferably partial coatings are to be applied.
- a soluble printing ink in the form of a pattern can be printed in register with the relief structure.
- This soluble ink can be dissolved and removed after the full surface metallization of the sheet material. Since the overlying thin metal layer is removed, arise in the metal layer identifiable recesses in the form of previously applied with the soluble ink patterns that serve as additional security feature.
- the relief structures according to the invention are preferably diffraction structures.
- the web-like material is provided with a metal layer or a dielectric layer over the whole area or in regions after the introduction of the relief structure.
- security features can be applied to the web-shaped material.
- the sheet material can then be used to make security items for any valuables, such as banknotes, ID documents, passports, ID or credit cards, or any product security product.
- the layer sequence of the security element is prepared on the substrate in the reverse order, as it later comes to rest on the valuable article to be secured, and subsequently into the desired one by means of an adhesive or lacquer layer Transfer outlines to the object of value.
- the outline shape is defined by the shape of the applied adhesive or lacquer layer or a preferably heated transfer punch.
- hot stamping processes only a part of the adhesive layer is activated by means of the transfer punch and thus anchored to the object of value. The remaining sheet material can then be easily removed.
- the substrate may also be different from the layer structure after transfer of the security element or remain as a protective layer as an integral part of the security element on the layer structure.
- the individual security elements can be prepared on the substrate as separate individual elements in the outline shapes to be transferred. Alternatively, the layer sequence of the security elements is provided in continuous form on the substrate.
- the web-like material is used as label material or security thread material, then a firm bond between the substrate and the layer structure of the security element applied thereon must be provided.
- the web-shaped material is cut in this case in threads or desired security elements of any outline shape and applied to the object to be secured, preferably glued.
- the security threads are usually at least partially embedded in a security paper during papermaking.
- FIGS. show only schematically the essential aspects and do not represent a detailed illustration.
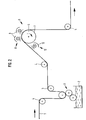
- Fig. 1 shows a first embodiment of the method according to the invention.
- a transparent plastic film is used as the substrate 1, to which a radiation-curable paint 2 is at least partially applied by means of a Lack Huaweiswerks 3, here a printing unit.
- the still moist uncured paint 2 is transported via a transport system 4 to a corresponding embossing unit 5.
- the embossing unit 5 consists essentially of an embossing cylinder 6, on the surface of which the relief structure 7 to be transferred is arranged.
- the lacquer 2 is brought into contact with the embossing cylinder 5, the relief structure 7 is transferred into the lacquer 2.
- a hardening device 8 which has at least one radiation source 9, is located in the immediate vicinity of the embossing unit 5.
- This radiation source 9 irradiates the paint 2 through the substrate 1, which must be at least partially transparent to this radiation.
- the radiation of the radiation source 9 cures the paint during the embossing process to a degree of cure of> 50%, preferably between 80 and 98%. This process forms the main hardening of the paint 2.
- the embossing into the still wet lacquer layer 2 gives an excellent embossing quality, since the fine relief structures 7 of the embossing tool 6 are imaged 100%.
- the paint after the embossing process is still soft, so that the relief structure 7 can be damaged during transport by subsequent devices of the device.
- the embossed paint surface comes in the course of processing again and again with transport rollers and similar devices of the device in contact, which can impress the soft paint surface. Since this leads to a visible loss of brilliance on the finished product or security element, the lacquer 2 after the embossing process in a further curing device 10, preferably a further radiation source 11, post-cured. This is preferably arranged on the embossed lacquer side of the substrate 1, so that the embossed lacquer layer 2 is exposed to the corresponding radiation unhindered.
- This method is particularly suitable for web-shaped materials in which the substrate 1 should have a good adhesion to the layer structure applied thereto. This is the case in particular with label materials and security threads. Because in this case, the paint 2 has a greater adhesion to the substrate 1 as the embossing tool 6, so that the risk of paint deposition on the embossing tool 6 is relatively low.
- the same radiation sources can be used.
- the radiation sources used are preferably UV lamps.
- the paint 2 contains two different photoinitiators.
- the first photoinitiator responds to the radiation of the radiation sources 9 during the main curing of the lacquer 2 and there initiates the polymerization of the lacquer 2.
- the second photoinitiator responds only to radiation from the radiation source 11 which is used for the after-hardening of the lacquer 2.
- the first photoinitiator may be especially sensitive to emission bands in the visible range, for example by emitting Ga or Fe doped Hg lamps.
- the second photoinitiator for example, can react to UV radiation with a short wavelength, so that a radiation source with a corresponding emission band is selected for the radiation source 11 in the post-curing device.
- Fig. 2 shows a further embodiment of the method according to the invention or the device according to the invention.
- the method and the apparatus shown here are largely identical to that in FIG Fig. 1 already explained method steps or facilities.
- the procedure differs only in that a pre-curing device 12 is arranged in front of the embossing unit 5, which preferably has at least one radiation source 13.
- a post-curing device 10 is dispensed with.
- This pre-hardening device 12 is located directly in front of the embossing unit 5, so that the pre-hardened lacquer layer 2 is transported into the embossing unit 5 in direct connection to the pre-hardening device 12.
- the pre-hardening device 12 is preferably arranged on the side of the substrate 1 coated with varnish, so that the radiation of the radiation source 13 hits the varnish unhindered. This has the advantage that for the radiation source 13 and radiation sources can be used, the radiation from the substrate 1 would be absorbed.
- the lacquer layer 2 is pre-cured to a degree of cure below the gel point.
- the paint surface is purposefully hardened by the pre-hardening process, so that it loses its stickiness. This has the advantage that the paint 2 does not adhere to the embossing cylinder 6.
- the varnish 2 is still so soft in volume that the relief structure 7 can be transferred unimpeded 1: 1 into the varnish 2.
- the paint 2 may contain corresponding photoinitiators, which are adapted to the particular radiation of the radiation sources 13 and 9 used.
- Fig. 3 shows a further embodiment of the invention. It represents a combination of in the Fig. 1 and 2
- the paint is both pre- and post-cured. This has the advantage that the tackiness of the paint can be reduced by pre-curing in order to avoid contamination of the embossing cylinder 6.
- the post-curing device 10 By post-curing in the post-curing device 10, the relief structure 7 is stabilized in the paint 2.
- the post-curing process produces reproducible coating properties that are necessary for further processing of the film, such as another printing process.
- the post-curing also prevents blocking of the web-like material during winding.
- the post-curing device 10 is equipped with a heat radiator.
Landscapes
- Credit Cards Or The Like (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Printing Methods (AREA)
- Paper (AREA)
- Laminated Bodies (AREA)
Description
- Die vorliegende Erfindung betrifft ein Verfahren und eine Vorrichtung zur Herstellung bahnförmiger Materialien mit einer Reliefstruktur sowie nach diesem Verfahren hergestellte bahnförmige Materialien und Sicherheitselemente.
- Wertdokumente, wie Banknoten, Schecks, Identitäts- und Kreditkarten, weisen häufig Sicherheitselemente mit Beugungsstrukturen auf, die einen optisch variablen Effekt aufweisen. D.h., bei Änderung des Betrachtungswinkels ändert sich die wahrnehmbare Information und/oder die Farbe der Information. Da ein Kopiergerät lediglich die unter einem bestimmten Betrachtungswinkel sichtbare Information und/oder Farbe wiedergeben kann, bieten derartige Sicherheitselemente einen hohen Fälschungsschutz. Aufgrund der ansprechenden visuellen Effekte und des hohen Kopierschutzes werden derartige Sicherheitselemente auch vielfach auf dem Gebiet der Produktsicherung verwendet. Dabei werden die Sicherheitselemente entweder direkt auf den Wertgegenstand oder die zugehörige Verpackung aufgebracht.
- Um eine wirtschaftliche Produktion derartiger Sicherheitselemente gewährleisten zu können, werden die Beugungsstrukturen meist in eine Reliefstruktur umgesetzt, die in die Oberfläche eines Prägewerkzeugs eingebracht wird. Mit diesem Prägewerkzeug können geeignete Schichten in kontinuierlichen Prozessen geprägt und somit mit den Beugungsstrukturen versehen werden.
- Die
EP 1 310 381 A1 beschreibt ein Verfahren zur Herstellung solcher Sicherheitselemente mit Beugungsstrukturen. Hierbei wird eine Folie mit einem UV-härtbaren Lack beschichtet, der bis zum Gelpunkt vorgehärtet wird. In diesen vorgehärteten Lack wird anschließend die Beugungsstruktur eingeprägt und der Lack während des Prägevorgangs durch UV-Bestrahlung weiter ausgehärtet. Nach dem Prägevorgang wird der Lack mit der Reliefstruktur einer Nachhärtung unterzogen. - Die Vorhärtung bis zum Gelpunkt sorgt dafür, dass der Lack zum Zeitpunkt der Prägung bereits eine gewisse Festigkeit aufweist. Dies hat den Nachteil, dass die feinen Reliefstrukturen, deren Abmessungen üblicherweise im Bereich der Wellenlänge sichtbaren Lichts liegen, nicht mit ausreichender Konturenschärfe wiedergegeben werden können. Dieser Verlust an Konturenschärfe führt zu Brillanzverlusten am fertigen optisch variablen Element.
- Der Erfindung liegt daher die Aufgabe zugrunde, ein Verfahren und eine Vorrichtung zur Verfügung zu stellen, das eine höhere Konturenschärfe der abgeformten Reliefstruktur gewährleistet und damit die Herstellung von optisch variablen Sicherheitselementen mit erhöhter Brillanz ermöglicht.
- Diese Aufgabe wird durch die Merkmale der unabhängigen Ansprüche gelöst. Vorteilhafte Ausgestaltungen und Weiterbildungen der Erfindung sind Gegenstand der Unteransprüche.
- Bei der Härtung eines Lacks geht der flüssige Lack durch vernetzende Polymerisation in den festen Zustand über. Der Umsatz, bei dem die Flüssigkeitseigenschaften und die Festkörpereigenschaften gleiches Niveau haben, wird als Gelpunkt bezeichnet. Dort treten erstmals unlösliche, so genannte "Gelpartikel" auf.
- Gemäß der Erfindung wird die Reliefstruktur in eine strahlungshärtbare Lackschicht eingebracht, wobei die Lackschicht zum Zeitpunkt der Einbringung einen Härtungsgrad unterhalb des Gelpunktes aufweist.
- Die Erfindung beruht dabei auf der Erkenntnis, dass unterhalb des Gelpunktes die Flüssigkeitseigenschaften des Lacks überwiegen und somit die Prägestrukturen ohne Verlust an Konturenschärfe 1 : 1 in den Lack abgeprägt werden können. Dies erhöht die Brillanz des fertigen Produkts.
- Bei dem erfindungsgemäßen Verfahren zur Herstellung bahnförmiger Materialien mit einer Reliefstruktur, insbesondere einer Beugungsstruktur, wird in einem ersten Schritt ein Substrat zumindest bereichsweise, vorzugsweise vollflächig mit einer strahlungshärtbaren Lackschicht beschichtet. Der strahlungshärtbare Lack kann mit einem beliebigen Druckverfahren aufgebracht werden, vorzugsweise werden Sieb-, Tief- oder Flexodruckverfahren eingesetzt. Das Flexodruckverfahren wird insbesondere dann eingesetzt, wenn der strahlungshärtende Lack nicht vollflächig, sondern nur bereichsweise auf dem Substrat aufgebracht wird. Der Lack kann allerdings auch mit anderen Beschichtungssystemen, wie Rollcoater, Spritzdüsen oder Lacksprühsystemen, erfolgen. Die Dicke der aufgetragenen Lackschicht liegt in der Größenordnung von 1 bis 10 µm, vorzugsweise im Bereich von 1 bis 5 µm, besonders bevorzugt im Bereich von 2 bis 4 µm.
- Als Substrat wird vorzugsweise eine Kunststofffolie, insbesondere eine transparente Kunststofffolie, verwendet. Ein besonders bevorzugtes Material ist Polyester, aber auch andere Kunststoffe, wie PE, PP, MOPP, PPS, PGEK, PEK, PGE, PSO, PAEK, LCP, PEN, PPT, PET, PA, PC, COC, POM, ABS und PVC, können verwendet werden. Die Dicke der Kunststofffolie liegt in der Größenordnung von 4 bis 30 µm, vorzugsweise von 6 bis 25 µm, besonders bevorzugt von 12 bis 23 µm.
- Dieses Substrat kann vor der Beschichtung mit dem strahlungshärtenden Lack in weiteren Verfahrensschritten vorbehandelt sein. Hierbei kann es sich um reine Vorbehandlungen, wie Coronaentladung, handeln, die die Haftungseigenschaften zwischen Substrat und Lack beeinflussen. Das Substrat kann aber auch zumindest bereichsweise mit anderen Beschichtungen versehen sein, die ebenfalls die Ablöse- bzw. Haftungseigenschaften einstellen oder das bahnförmige Material mit weiteren Sicherheitsmerkmalen versehen. Hierbei kann es sich beispielsweise um Schichten mit lumineszierenden und/oder magnetischen und/oder elektrischen und/oder optisch variablen und/oder thermochromen Eigenschaften handeln.
- Auch der strahlungshärtende Lack selbst kann derartige Sicherheitsmerkmale enthalten. Alternativ kann der Lack auch mit beliebigen Druckfarben eingefärbt werden. Vorzugsweise werden jedoch transparente Lacke eingesetzt. Als strahlungshärtender Lack werden vorzugsweise UV-härtbare Lakke eingesetzt. Es könne aber auch andere strahlungshärtende Lacke verwendet werden. Auch Lacke mit mehreren Photoinitiatoren sind einsetzbar, die bei Bestrahlung in unterschiedlichen Wellenlängenbereichen den Polymerisationsprozess auslösen. Dies kann verschiedene Vorteile haben, wie im Folgenden noch näher erläutert wird. Ein im Rahmen des erfindungsgemäßen Verfahrens verwendbarer Lack kann beispielsweise folgende Zusammensetzung haben:
26,5 % Polyesteracrylat 6,6 % Epoxynovolackacrylat in Trimethylolpropantriacrylat/Hydroxy-ethylmetacrylat 26,5 % hexafunktionelles aliphatisches Urethanacrylat 5,31 % Mischung aus Pentaerythritoltri- und tetracrylat 21,2 % Trimethylethylolpropantriacrylat 6,6 % tertiäres Amin 6,9 % Darocure (Initiator für den kurzwelligen UV-Bereich) 0,2 % BAPO (Initiator für den kurzwelligen UV-Bereich) - In einem weiteren Schritt wird die Reliefstruktur in die Lackschicht eingebracht, wobei die Lackschicht zum Zeitpunkt der Einbringung im Wesentlichen einen Härtungsgrad unterhalb des Gelpunktes aufweist.
- Für die Einbringung der Reliefstruktur wird die Lackschicht vorzugsweise mit einem Prägewerkzeug in Kontakt gebracht, das auf seiner Oberfläche die Reliefstruktur aufweist. Bei diesem Prägewerkzeug kann es sich um einen Prägestempel beliebiger Form handeln. Vorzugsweise wird ein Prägezylinder verwendet, dessen gesamte Zylindermanteloberfläche mit der zu übertragenden Reliefstruktur versehen ist. Die Herstellung dieses Prägezylinders kann auf unterschiedliche Weise erfolgen. Im Falle von Beugungsstrukturen wird das beugende Motiv als so genannte Masterstruktur in einer Nickelfolie bereitgestellt. Mithilfe dieser Masterstruktur können durch Rekombinationsverfahren und anschließendem Abformen, vorzugsweise galvanisches Abformen, Metallfolien, insbesondere Nickelfolien, hergestellt werden, die über ihre gesamte Oberfläche nahtlos mit der Masterstruktur versehen sind. Diese Metallfolien werden beispielsweise mit einem Laser verschweißt und bilden den Zylindermantel des Prägewerkzeugs, der auf einen Spannzylinder aufgezogen wird.
- Zum Zeitpunkt der Einbringung der Reliefstruktur, d.h. zu dem Zeitpunkt, an dem die Lackschicht mit dem Prägewerkzeug in Kontakt gebracht wird, kann die Lackschicht im Wesentlichen ungehärtet oder aber bereits auf einen Härtungsgrad unterhalb des Gelpunktes vorgehärtet sein. Sofern die Lackschicht vorgehärtet wird, erfolgt diese Vorhärtung direkt vor dem Prägevorgang. D.h., das mit der Lackschicht beschichtete Substrat verlässt mittels eines entsprechenden Transportsystems die Einrichtung zur Vorhärtung und wird nach einer geeignet dimensionierten Transportstrecke direkt in die Einrichtung für den Prägevorgang transportiert. Wichtig ist, dass zwischen dem Vorhärtungsprozess und dem Prägevorgang die Folie keiner UV-Strahlung oder anderen härtenden Strahlung ausgesetzt ist, um ein nicht reproduzierbares, unbeabsichtigtes Vorhärten des Prägelackes zu vermeiden. Hierfür wird die Folie in einem lichtdichten Schacht zwischen Auftragswerk und Prägewerk geführt. Die Länge des Transportweges ist so zu wählen, dass bei gegebener Bahngeschwindigkeit der Lack genug Zeit hat, gleichmäßig über die Fläche zu verlaufen und einen homogen glatten Lackfilm zu bilden.
- Die Vorhärtung erfolgt hierbei vorzugsweise von der Lackseite her. Dadurch ist es möglich, lediglich die Oberfläche des Lackes anzuhärten, um die Klebrigkeit des Lacks in diesem Oberflächenbereich zu reduzieren, so dass eine Anhaftung des Lacks auf dem Prägewerkzeug vermieden wird. Da lediglich die Oberfläche des Lacks angehärtet wird, behält der Lack im Volumen seine Fließfähigkeit und kann daher die Reliefstruktur nach wie vor mit der nötigen Konturenschärfe übernehmen.
- Vorzugsweise wird der Lack auch während des Prägevorgangs in einem so genannten Haupthärtungsschritt gehärtet. D.h., während sich die Lackschicht in Kontakt mit dem Prägewerkzeug befindet, wird die Lackschicht vorzugsweise durch das Substrat hindurch durch Strahlungseinwirkung auf einen Härtungsgrad > 50 %, vorzugsweise zwischen 80 und 98 %, gehärtet.
- In bestimmten Ausführungsformen des erfindungsgemäßen Verfahrens kann es auch notwendig sein, die Lackschicht nach dem Einbringen der Reliefstruktur beispielsweise durch weitere Strahlungseinwirkung nachzuhärten. Diese Nachhärtung hat den Vorteil, dass reproduzierbare Lackeigenschaften erzeugt werden, die die Weiterverarbeitung des Substrats mit der geprägten Lackschicht erleichtern und ein Verblocken des Bahnmaterials beim Aufwickeln vermeiden.
- Für die genannten Härtungsschritte - Vor-, Haupt-, Nachhärten - kann die gleiche oder unterschiedliche Strahlung verwendet werden. Bei dieser Strahlung kann es sich um beliebige Licht- oder Teilchenstrahlung handeln. Wird elektromagnetische Strahlung verwendet, so wird vorzugsweise sichtbares Licht oder UV-Strahlung eingesetzt. IR-Strahlung, insbesondere Wärmestrahlung, ist jedoch auch möglich. Als Strahlungsquellen eignen sich insbesondere Quecksilberdampflampen, kurz auch Hg-Lampen genannt, die sich durch einen hohen Anteil an Ultraviolett-Strahlung auszeichnen. Die jeweiligen benötigten Wellenlängenbereiche können durch entsprechende Dotierung der Hg-Lampen, beispielsweise mit Ga, Fe, Ga/Pb, realisiert werden. Je nach verwendetem Lack und dessen Zusammensetzung können jedoch auch andere Strahlungsquellen, wie Leuchtstoffröhren oder Laser, vorteilhaft sein.
- Die abgestrahlte Wellenlänge bzw. der Wellenlängenbereich der Strahlungsquellen kann in gewissen Zeitabständen oder laufend überwacht werden, da die Strahlungsquellen altern und sich das Strahlungsspektrum ändern kann. Zur besseren Lichtausbeute können die Strahlungsquellen mit Reflektoren, vorzugsweise parabolischen oder Freiflächenreflektoren, ausgerüstet sein.
- Die beschriebenen Verfahrensschritte laufen vorzugsweise in einem kontinuierlichen Prozess ab. Für die eingesetzte Vorrichtung bedeutet dies, dass die einzelnen Einrichtungen für das Beschichten des Substrats, das Einbringen der Reliefstruktur und die unterschiedlichen Härtungsprozesse hintereinander angeordnet und über ein gemeinsames Transportsystem verbunden sind. Hierbei werden vorzugsweise Transportrollen verwendet, die das bahnförmige Material kontinuierlich durch die einzelnen Einrichtungen der Vorrichtung führen.
- Die Vorrichtung kann jedoch weitere Einrichtungen aufweisen, die für die Regelung und Steuerung der einzelnen Prozessparameter nötig sind. So ist es beispielsweise vorteilhaft, die Temperatur des strahlungshärtbaren Lacks während des gesamten Verfahrens kontrolliert zu regeln, um sicherzustellen, dass der Lack in jedem Arbeitsschritt die optimale Viskosität aufweist.
- Die Vorrichtung kann aber auch andere Verarbeitungseinrichtungen aufweisen, die nicht direkt für das erfindungsgemäße Verfahren benötigt werden, aber im Hinblick auf die Weiterverarbeitung bzw. den Verwendungszweck des bahnförmigen Materials sinnvoll sind. So weist die Vorrichtung vor den erfindungswesentlichen Einrichtungen vorzugweise Einrichtungen zur Oberflächenbehandlung des Substrats auf, die die späteren Haftungs- bzw. Ablöseeigenschaften des Lacks bestimmen. Hierbei kann es sich um eine Coronaentladungseinrichtung oder, falls eine Beschichtung aufgebracht werden soll, um ein Druckwerk oder eine Beschichtungsvorrichtung handeln.
- Auch im Nachgang zu den erfindungsgemäßen Einrichtungen können weitere Verarbeitungseinrichtungen, wie beispielsweise ein Druckwerk, angeordnet sein. Derartige Einrichtungen sind besonders vorteilhaft, wenn platziert zu der eingebrachten Reliefstruktur weitere vorzugweise partielle Beschichtungen aufgebracht werden sollen. So kann registerhaltig zur Reliefstruktur eine lösliche Druckfarbe in Form eines Musters aufgedruckt werden. Diese lösliche Druckfarbe kann nach der vollflächigen Metallisierung des bahnförmigen Materials gelöst und entfernt werden. Da die darüber liegende dünne Metallschicht mit entfernt wird, entstehen in der Metallschicht erkennbare Aussparungen in Form der zuvor mit der löslichen Druckfarbe aufgebrachten Muster, die als zusätzliches Sicherheitsmerkmal dienen.
- Bei dem erfindungsgemäßen Reliefstrukturen handelt es sich vorzugsweise um Beugungsstrukturen. Damit die in den Beugungsstrukturen gespeicherten Informationen visuell gut erkannt werden können, wird das bahnförmige Material nach dem Einbringen der Reliefstruktur vollflächig oder bereichsweise mit einer Metallschicht oder einer dielektrischen Schicht versehen. Selbstverständlich können auch im Anschluss an die erfindungsgemäßen Verfahrensschritte weitere Sicherheitsmerkmale auf das bahnförmige Material aufgebracht werden.
- Das bahnförmige Material kann anschließend zur Herstellung von Sicherheitselementen für beliebige Wertgegenstände, wie Banknoten, ID-Dokumente, Pässe, Ausweis- oder Kreditkarten, oder beliebige Waren zur Produktsicherung verwendet werden.
- Wird das bahnförmige Material als Transfermaterial, insbesondere Heißprägefolie, verwendet, so wird die Schichtfolge des Sicherheitselements in der umgekehrten Reihenfolge, wie sie später auf dem zu sichernden Wertgegenstand zu liegen kommt, auf dem Substrat vorbereitet und anschließend mittels einer Klebstoff- oder Lackschicht in den gewünschten Umrissformen auf den Wertgegenstand übertragen. Die Umrissform wird dabei durch die Form der aufgebrachten Klebstoff- oder Lackschicht oder eines vorzugsweise beheizten Übertragungsstempels definiert. Bei den so genannten Heißprägeverfahren wird mithilfe des Übertragungsstempels nur ein Teil der Klebstoffschicht aktiviert und damit am Wertgegenstand verankert. Das restliche bahnförmige Material kann anschließend mühelos abgezogen werden. Das Substrat kann nach dem Übertrag ebenfalls von dem Schichtaufbau des Sicherheitselements abgezogen werden oder als Schutzschicht als fester Bestandteil des Sicherheitselements auf dem Schichtaufbau verbleiben. Die einzelnen Sicherheitselemente können auf dem Substrat als separate Einzelelemente in den zu übertragenden Umrissformen vorbereitet werden. Alternativ wird die Schichtfolge der Sicherheitselemente in kontinuierlicher Form auf dem Substrat vorgesehen.
- Wird das bahnförmige Material als Etikettenmaterial oder Sicherheitsfadenmaterial verwendet, so muss für einen festen Verbund zwischen dem Substrat und dem darauf aufgebrachten Schichtaufbau des Sicherheitselements gesorgt werden. Das bahnförmige Material wird in diesem Fall in Fäden oder gewünschte Sicherheitselemente beliebiger Umrissform geschnitten und auf dem zu sichernden Gegenstand aufgebracht, vorzugsweise aufgeklebt. Die Sicherheitsfäden werden üblicherweise während der Papierherstellung in ein Sicherheitspapier zumindest teilweise eingebettet.
- Weitere Ausführungsbeispiele und Vorteile der Erfindung werden anhand der Figuren erläutert. Die Figuren zeigen lediglich schematisch die wesentlichen Aspekte und stellen keine detailgetreue Abbildung dar.
- Es zeigen:
- Fig.1 bis 3
- verschiedene Ausführungsformen der erfindungsgemäßen Vorrichtung bzw. des erfindungsgemäßen Verfahrens.
-
Fig. 1 zeigt eine erste Ausführungsform des erfindungsgemäßen Verfahrens. Hier wird als Substrat 1 eine transparente Kunststofffolie verwendet, auf welche ein strahlungshärtbarer Lack 2 zumindest bereichsweise mittels eines Lackauftragswerks 3, hier ein Druckwerk, aufgebracht wird. Anschließend wird der noch feuchte ungehärtete Lack 2 über ein Transportsystem 4 zu einem entsprechenden Prägewerk 5 transportiert. Im gezeigten Beispiel besteht das Prägewerk 5 im Wesentlichen aus einem Prägezylinder 6, auf dessen Oberfläche die zu übertragende Reliefstruktur 7 angeordnet ist. Beim In-Kontakt-Bringen des Lacks 2 mit dem Prägezylinder 5 wird die Reliefstruktur 7 in den Lack 2 übertragen. Um die Reliefstruktur 7 in dem Lack zu fixieren, befindet sich in unmittelbarer Nachbarschaft zum Prägewerk 5 eine Härtungseinrichtung 8, die wenigstens eine Strahlungsquelle 9 aufweist. Diese Strahlungsquelle 9 bestrahlt den Lack 2 durch das Substrat 1 hindurch, das für diese Strahlung zumindest teildurchlässig sein muss. Die Strahlung der Strahlungsquelle 9 härtet den Lack während des Prägevorgangs auf einen Härtungsgrad > 50 %, vorzugsweise zwischen 80 und 98 %. Dieser Prozess bildet die Haupthärtung des Lacks 2. - Durch die Prägung in die noch nasse Lackschicht 2 erhält man eine hervorragende Prägegüte, da die feinen Reliefstrukturen 7 des Prägewerkzeugs 6 zu 100 % abgebildet werden. Üblicherweise ist der Lack nach dem Prägevorgang jedoch noch weich, so dass beim Transport durch nachfolgende Einrichtungen der Vorrichtung die Reliefstruktur 7 beschädigt werden kann. Denn die geprägte Lackoberfläche kommt im weiteren Verlauf der Bearbeitung immer wieder mit Transportrollen und ähnlichen Einrichtungen der Vorrichtung in Kontakt, die die weiche Lackoberfläche eindrücken können. Da dies zu einer sichtbaren Einbuße an Brillanz am fertigen Produkt bzw. Sicherheitselement führt, wird der Lack 2 nach dem Prägevorgang in einer weiteren Härtungseinrichtung 10, vorzugsweise einer weiteren Strahlungsquelle 11, nachgehärtet. Diese ist vorzugsweise auf der geprägten Lackseite des Substrats 1 angeordnet, so dass die geprägte Lackschicht 2 ungehindert mit der entsprechenden Strahlung beaufschlagt wird.
- Dieses Verfahren eignet sich insbesondere für bahnförmige Materialien, bei welchen das Substrat 1 eine gute Haftung zum darauf aufgebrachten Schichtaufbau aufweisen soll. Dies ist insbesondere bei Etikettenmaterialien und Sicherheitsfäden der Fall. Denn in diesem Fall besitzt der Lack 2 eine größere Haftung zum Substrat 1 als zum Prägewerkzeug 6, so dass die Gefahr der Lackablagerung auf dem Prägewerkzeug 6 relativ gering ist.
- Für die Strahlungsquellen 9 und 11 der jeweiligen Härtungseinrichtungen 8, 10 können die gleichen Strahlungsquellen verwendet werden. Als Strahlungsquellen werden vorzugsweise UV-Lampen verwendet.
- Alternativ können jedoch auch unterschiedliche Strahlungsquellen für die verschiedenen Härtungseinrichtungen 8, 10 eingesetzt werden. In diesem Fall enthält der Lack 2 zwei unterschiedliche Photoinitiatoren. Der erste Photoinitiator spricht auf die Strahlung der Strahlungsquellen 9 während der Haupthärtung des Lacks 2 an und initiert dort die Polymerisation des Lacks 2. Der zweite Photoinitiator spricht dagegen lediglich auf Strahlung der Strahlungsquelle 11 an, die für die Nachhärtung des Lacks 2 verwendet wird. So kann der erste Photoinitiator beispielsweise speziell für Emissionsbanden im sichtbaren Bereich sensitiv sein, indem beispielsweise Ga- oder Fe-dotierte Hg-Lampen emittieren. Der zweite Photoinitiator dagegen kann beispielsweise auf UV-Strahlung geringer Wellenlänge reagieren, so dass für die Strahlungsquelle 11 in der Nachhärtungseinrichtung eine Strahlungsquelle mit entsprechender Emissionsbande gewählt wird.
-
Fig. 2 zeigt eine weitere Ausführungsform des erfindungsgemäßen Verfahrens bzw. der erfindungsgemäßen Vorrichtung. Das hier dargestellte Verfahren bzw. die dargestellte Vorrichtung sind weitgehend identisch zu dem inFig. 1 bereits erläuterten Verfahrensschritten bzw. Einrichtungen. Das Verfahren unterscheidet sich lediglich dadurch, dass vor dem Prägewerk 5 eine Vorhärtungseinrichtung 12 angeordnet ist, die vorzugsweise wenigstens eine Strahlungsquelle 13 aufweist. Dafür wird auf eine Nachhärtungseinrichtung 10 verzichtet. Diese Vorhärtungseinrichtung 12 befindet sich unmittelbar vor dem Prägewerk 5, so dass die vorgehärtete Lackschicht 2 in direktem Anschluss an die Vorhärtungseinrichtung 12 in das Prägewerk 5 transportiert wird. Die Vorhärtungseinrichtung 12 ist vorzugsweise auf der mit Lack beschichteten Seite des Substrats 1 angeordnet, so dass die Strahlung der Strahlungsquelle 13 ungehindert auf den Lack trifft. Dies hat den Vorteil, dass für die Strahlungsquelle 13 auch Strahlungsquellen verwendet werden können, deren Strahlung vom Substrat 1 absorbiert werden würde. - In der Vorhärtungseinrichtung 12 wird die Lackschicht 2 auf einen Härtungsgrad unterhalb des Gelpunktes vorgehärtet. Vorzugsweise wird durch den Vorhärtungsprozess lediglich die Lackoberfläche gezielt angehärtet, so dass sie ihre Klebrigkeit verliert. Dies hat den Vorteil, dass der Lack 2 nicht am Prägezylinder 6 haften bleibt. Gleichzeitig ist der Lack 2 im Volumen noch so weich, dass die Reliefstruktur 7 ungehindert 1 : 1 in den Lack 2 übertragen werden kann.
- Analog zu der bereits anhand von
Fig. 1 beschriebenen Ausführungsform können auch hier für die Strahlungsquellen 9 und 13 identische oder unterschiedliche Strahlungsquellen verwendet werden. Ebenso kann der Lack 2 entsprechende Photoinitiatoren enthalten, die auf die jeweilige verwendete Strahlung der Strahlungsquellen 13 und 9 angepasst sind. -
Fig. 3 zeigt eine weitere Ausführungsform der Erfindung. Sie stellt eine Kombination der in denFig. 1 und2 dargestellten Verfahren bzw. Vorrichtungen dar. Denn hier wird der Lack sowohl vor- als auch nachgehärtet. Dies hat den Vorteil, dass durch das Vorhärten die Klebrigkeit des Lacks verringert werden kann, um ein Verschmutzen des Prägezylinders 6 zu vermeiden. Durch die Nachhärtung in der Nachhärtungseinrichtung 10 wird die Reliefstruktur 7 im Lack 2 stabilisiert. Zudem lassen sich mithilfe der Nachhärtung reproduzierbare Lackeigenschaften erzeugen, die für die weitere Verarbeitung der Folie, wie beispielsweise einen weiteren Druckvorgang, notwendig sind. Schließlich verhindert die Nachhärtung auch ein Verblocken des bahnförmigen Materials beim Aufwickeln. - Durch die Aufsplittung der Lackhärtung in wenigstens zwei Härtungsprozesse lässt sich zudem die Gefahr der Versprödung des Lacks durch zu starke Strahlungseinwirkung deutlich verringern. Ferner ergibt sich eine wesentlich größere Flexibilität bei der Wahl der Rezeptoren der Lacke, die auf diese Weise wesentlich besser an die spezifischen Anforderungen der mit den Sicherheitselementen zu versehenden Wertgegenstände bzw. die weiteren Verarbeitungsschritte angepasst werden können. Auf diese Weise kann auch die Verarbeitungsgeschwindigkeit erhöht werden.
- Gemäß einer speziellen Ausführungsform sind auch so genannte Dual Cure-Lackrezepturen verwendbar, die für die vollständige Aushärtung neben dem Strahlungsanteil (Vorhärtung und Haupthärtung oder nur Vorhärtung) durch späteres Einwirken von Wärme vollständig aushärten. In diesem Fall ist die Nachhärtungseinrichtung 10 mit einem Wärmestrahler ausgestattet.
Claims (34)
- Verfahren zur Herstellung bahnförmiger Materialien mit einer Reliefstruktur (7) umfassend folgende Schritte:- zumindest bereichsweises Beschichten eines Substrats (1) mit einer strahlungshärtbaren Lackschicht,- Einbringen der Reliefstruktur (7) in die Lackschicht, wobei die Lackschicht zum Zeitpunkt der Einbringung im Wesentlichen einen Härtungsgrad unterhalb des Gelpunktes aufweist.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass die Lackschicht beim Einbringen der Reliefstruktur (7) mit einem Prägewerkzeug (6) in Kontakt gebracht wird, das auf seiner Oberfläche die Reliefstruktur (7) aufweist.
- Verfahren nach Anspruch 2, dadurch gekennzeichnet, dass als Prägewerkzeug (6) ein Prägezylinder verwendet wird.
- Verfahren nach wenigstens einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass die Lackschicht zum Zeitpunkt der Einbringung der Reliefstruktur (7) im Wesentlichen ungehärtet ist.
- Verfahren nach wenigstens einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass die Lackschicht vor der Einbringung der Reliefstruktur (7) auf einen Härtungsgrad unterhalb des Gelpunktes vorgehärtet wird.
- Verfahren nach Anspruch 5, dadurch gekennzeichnet, dass die Vorhärtung direkt vor der Einbringung der Reliefstruktur (7) erfolgt.
- Verfahren nach Anspruch 5 oder 6, dadurch gekennzeichnet, dass die Vorhärtung von der Lackseite her erfolgt.
- Verfahren nach wenigstens einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, dass ein Lack (2) verwendet wird, der wenigstens zwei Photoinitiatoren enthält.
- Verfahren nach wenigstens einem der Ansprüche 1 bis 8, dadurch gekennzeichnet, dass ein UV-härtbarer Lack (2) verwendet wird.
- Verfahren nach wenigstens einem der Ansprüche 1 bis 9, dadurch gekennzeichnet, dass das Verfahren einen Haupthärtungsschritt aufweist, in dem die Lackschicht während des Einbringens der Reliefstruktur (7) durch Strahlungseinwirkung gehärtet wird.
- Verfahren nach wenigstens einem der Ansprüche 1 bis 10, dadurch gekennzeichnet, dass die Lackschicht während der Haupthärtung auf einem Härtungsgrad >50%, vorzugsweise zwischen 80 und 98% gehärtet, wird.
- Verfahren nach wenigstens einem der Ansprüche 1 bis 11, dadurch gekennzeichnet, dass die Haupthärtung durch das Substrat (1) hindurch erfolgt.
- Verfahren nach wenigstens einem der Ansprüche 5 bis 12, dadurch gekennzeichnet, dass während der Vorhärtung die Oberfläche des Lackes(2) angehärtet wird.
- Verfahren nach wenigstens einem der Ansprüche 1 bis 13, dadurch gekennzeichnet, dass die Lackschicht nach dem Einbringen der Reliefstruktur (7) durch Strahlungseinwirkung nachgehärtet wird.
- Verfahren nach wenigstens einem der Ansprüche 10 bis 14, dadurch gekennzeichnet, dass alle Härtungsschritte mit der gleichen Strahlung, vorzugsweise UV- oder Elektronenstrahlung, erfolgen.
- Verfahren nach wenigstens einem der Ansprüche 10 bis 14, dadurch gekennzeichnet, dass für die verschiedenen Härtungsschritte unterschiedliche Strahlungen verwendet werden.
- Verfahren nach wenigstens einem der Ansprüche 1 bis 16, dadurch gekennzeichnet, dass die Reliefstruktur (7) eine Beugungsstruktur darstellt.
- Verfahren nach wenigstens einem der Ansprüche 1 bis 17, dadurch gekennzeichnet, dass als Substrat (1) eine vorzugsweise transparente Kunststofffolie verwendet wird.
- Verfahren nach wenigstens einem der Ansprüche 1 bis 18, dadurch gekennzeichnet, dass als Substrat (1) eine Kunststofffolie mit einer Dicke im Bereich von 10 bis 30 µm, vorzugsweise 12 bis 23 µm, verwendet wird.
- Verfahren nach wenigstens einem der Ansprüche 1 bis 18, dadurch gekennzeichnet, dass das Substrat (1) UV-Strahlung im kurzwelligen Bereich bis ca. 400 nm absorbiert.
- Verfahren nach wenigstens einem der Ansprüche 1 bis 20, dadurch gekennzeichnet, dass das Substrat (1) vor dem Aufbringen der Lackschicht vorbehandelt wird, um die Ablöse bzw. Haftungseigenschaften einzustellen.
- Verfahren nach wenigstens einem der Ansprüche 1 bis 21, dadurch gekennzeichnet, dass das bahnförmige Material nach dem Einbringen der Reliefstruktur (7) vollflächig oder bereichsweise mit einer Metallschicht oder einer dielektrischen Schicht versehen wird.
- Verfahren nach wenigstens einem der Ansprüche 1 bis 22, dadurch gekennzeichnet, dass das bahnförmige Material mit weiteren Sicherheitsmerkmalen versehen wird.
- Verfahren nach wenigstens einem der Ansprüche 1 bis 23, dadurch gekennzeichnet, dass das bahnförmige Material als ein Transfermaterial, ein Etikettenmaterial oder ein Sicherheitsfadenmaterial hergestellt wird.
- Verfahren zur Herstellung eines Sicherheitselements, dadurch gekennzeichnet, dass es die Herstellung eines bahnförmigen Materials gemäß einem der Ansprüche 1 bis 24 umfasst.
- Verfahren zur Herstellung eines Sicherheitsdokuments, dadurch gekennzeichnet, dass es die Herstellung eines Sicherheitselements gemäß Anspruch 25 umfasst.
- Vorrichtung zur Herstellung bahnförmiger Materialien mit einer Reliefstruktur (7), wie einer Beugungsstruktur, mit einer Einrichtung (3) zum Aufbringen eines Lackes (2) auf ein Substrat (1), einer Einrichtung (12) zum Vorhärten des Lackes (2) auf einen Härtungsgrad unterhalb des Gelpunktes, und einer Einrichtung (5) zum Einbringen der Reliefstruktur (7) in den Lack (2), dadurch gekennzeichnet, dass die Einrichtung (12) zum Vorhärten des Lackes direkt vor der Einrichtung zum Einbringen der Reliefstruktur angeordnet ist, so dass der Lack (2) zwischen dem Vorhärten und dem Einbringen der Reliefstruktur (7) keiner härtenden Strahlung ausgesetzt ist.
- Vorrichtung nach Anspruch 27, dadurch gekennzeichnet, dass die Einrichtung (5) zum Einbringen der Reliefstruktur ein Prägewerk ist.
- Vorrichtung nach Anspruch 28, dadurch gekennzeichnet, dass das Prägewerk (5) einen Prägezylinder (6) aufweist.
- Vorrichtung nach wenigstens einem der Ansprüche 27 bis 29, dadurch gekennzeichnet, dass die Vorrichtung eine Einrichtung (8) zum Haupthärten des Lackes (2) aufweist.
- Vorrichtung nach Anspruch 30, dadurch gekennzeichnet, dass die Einrichtung (8) zum Haupthärten im Prägewerk (5) angeordnet ist, so dass die Haupthärtung während des Prägevorgangs erfolgt.
- Vorrichtung nach wenigstens einem der Ansprüche 27 bis 31, dadurch gekennzeichnet, dass die Einrichtung (12) zum Vorhärten und die Einrichtung (8) zum Haupthärten auf gegenüberliegenden Seiten des mit Lack (2) beschichteten Substrats (1) angeordnet sind.
- Vorrichtung nach wenigstens einem der Ansprüche 27 bis 32, dadurch gekennzeichnet, dass die Einrichtung (12; 8) zum Vor- und/ oder Haupthärten eine Strahlungsquelle (13; 9) ist.
- Vorrichtung nach Anspruch 33, dadurch gekennzeichnet, dass die Strahlungsquelle (13; 9) als ein Elektronenstrahl, ein Laser, eine Leuchtstoffröhre, eine Quecksilberdampflampe oder eine dotierte Hg-Lampe, vorzugsweise eine Ga-, Fe- oder Ga/Pb-dotierte Hg-Lampe ausgebildet ist.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10350212A DE10350212A1 (de) | 2003-10-27 | 2003-10-27 | Verfahren zur Herstellung bahnförmiger Materialien |
| DE10350212 | 2003-10-27 |
Publications (4)
| Publication Number | Publication Date |
|---|---|
| EP1527902A2 EP1527902A2 (de) | 2005-05-04 |
| EP1527902A3 EP1527902A3 (de) | 2011-08-31 |
| EP1527902B1 true EP1527902B1 (de) | 2015-03-25 |
| EP1527902B2 EP1527902B2 (de) | 2018-11-14 |
Family
ID=34399571
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP04024924.5A Expired - Lifetime EP1527902B2 (de) | 2003-10-27 | 2004-10-20 | Verfahren und Vorrichtung zur Herstellung bahnförmiger Materialien |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP1527902B2 (de) |
| DE (1) | DE10350212A1 (de) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102006032679A1 (de) * | 2006-07-13 | 2008-01-17 | Giesecke & Devrient Gmbh | Verfahren zur Herstellung eines Sicherheitselements |
| WO2008031170A1 (en) | 2006-09-15 | 2008-03-20 | Securency International Pty Ltd | Radiation curable embossed ink security devices for security documents. |
| JP5384364B2 (ja) * | 2006-12-14 | 2014-01-08 | コルゲート・パーモリブ・カンパニー | ホログラムが出現するパッケージ画像 |
| DE102007025667A1 (de) * | 2007-06-01 | 2008-12-04 | Giesecke & Devrient Gmbh | Endlosmaterial für Sicherheitselemente |
| DE102010031923A1 (de) | 2010-07-22 | 2012-01-26 | Giesecke & Devrient Gmbh | Sicherheitsfaden für Datenträger sowie Datenträger und deren Herstellung |
| KR101984329B1 (ko) | 2011-06-21 | 2019-05-30 | 바스프 에스이 | 종이 및 판지 상의 회절 격자 인쇄 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3689346A (en) | 1970-09-29 | 1972-09-05 | Rowland Dev Corp | Method for producing retroreflective material |
| US4758296A (en) | 1983-06-20 | 1988-07-19 | Mcgrew Stephen P | Method of fabricating surface relief holograms |
| US4840757A (en) | 1987-05-19 | 1989-06-20 | S. D. Warren Company | Replicating process for interference patterns |
| CA2155850A1 (en) | 1991-09-30 | 1994-08-18 | Johannes Matthiesen | Process printing material and device for reproducing holographic fine structures and other diffraction grids on print products |
| US5591527A (en) | 1994-11-02 | 1997-01-07 | Minnesota Mining And Manufacturing Company | Optical security articles and methods for making same |
| EP1310381A2 (de) | 2001-11-09 | 2003-05-14 | Hueck Folien GmbH | Bahnförmige Materialien mit Oberflächenstruktur, Verfahren zu deren Herstellung und deren Verwendung |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4294782A (en) † | 1979-04-10 | 1981-10-13 | Jerome Bauer | Method for substantially instantaneous liquid molding of an article |
| DE3527404C1 (de) † | 1985-07-31 | 1987-01-02 | Kurz Leonhard Fa | Verfahren zur Herstellung einer eine texturierte Lackschicht aufweisenden Folie |
| US4933120A (en) † | 1988-04-18 | 1990-06-12 | American Bank Note Holographics, Inc. | Combined process of printing and forming a hologram |
| EP0428628A1 (de) * | 1989-06-12 | 1991-05-29 | General Electric Company | Abdruckvorrichtung für die beschichtung von flachen substraten |
| DE4130550A1 (de) † | 1991-09-13 | 1993-03-18 | Inst Neue Mat Gemein Gmbh | Optische elemente und verfahren zu deren herstellung |
| US5330799A (en) † | 1992-09-15 | 1994-07-19 | The Phscologram Venture, Inc. | Press polymerization of lenticular images |
| SE516696C2 (sv) † | 1999-12-23 | 2002-02-12 | Perstorp Flooring Ab | Förfarande för framställning av ytelement vilka innefattar ett övre dekorativt skikt samt ytelement framställda enlit förfarandet |
| DE10030015A1 (de) † | 2000-06-17 | 2002-01-24 | Micro Resist Technology Gmbh | Härtbare Materialien zur Erzeugung von Nanostrukturen in dünner Schicht durch Nanoimprintlithographie |
-
2003
- 2003-10-27 DE DE10350212A patent/DE10350212A1/de not_active Withdrawn
-
2004
- 2004-10-20 EP EP04024924.5A patent/EP1527902B2/de not_active Expired - Lifetime
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3689346A (en) | 1970-09-29 | 1972-09-05 | Rowland Dev Corp | Method for producing retroreflective material |
| US4758296A (en) | 1983-06-20 | 1988-07-19 | Mcgrew Stephen P | Method of fabricating surface relief holograms |
| US4840757A (en) | 1987-05-19 | 1989-06-20 | S. D. Warren Company | Replicating process for interference patterns |
| CA2155850A1 (en) | 1991-09-30 | 1994-08-18 | Johannes Matthiesen | Process printing material and device for reproducing holographic fine structures and other diffraction grids on print products |
| US5591527A (en) | 1994-11-02 | 1997-01-07 | Minnesota Mining And Manufacturing Company | Optical security articles and methods for making same |
| EP1310381A2 (de) | 2001-11-09 | 2003-05-14 | Hueck Folien GmbH | Bahnförmige Materialien mit Oberflächenstruktur, Verfahren zu deren Herstellung und deren Verwendung |
Also Published As
| Publication number | Publication date |
|---|---|
| DE10350212A1 (de) | 2005-05-25 |
| EP1527902A3 (de) | 2011-08-31 |
| EP1527902B2 (de) | 2018-11-14 |
| EP1527902A2 (de) | 2005-05-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3331699B1 (de) | Verfahren und vorrichtung zum herstellen einer mehrschichtfolie | |
| EP2660067B1 (de) | Wertdokumente mit Schutzbeschichtung und Verfahren zu ihrer Herstellung | |
| EP0684908B1 (de) | Sicherheitsdokument und verfahren zu seiner herstellung | |
| EP0210619B1 (de) | Mehrlagige Folie, insbesondere Heissprägefolie und Verfahren zu deren Herstellung | |
| EP1310381B1 (de) | Verfahren zur Herstellung von Bahnförmigen Materialien mit Oberflächenstruktur, und Vorrichtung zur Durchführung des Verfahrens | |
| EP3802144B1 (de) | Verfahren zur herstellung eines laminatkörpers und einer laminierfolie sowie laminatkörper und laminierfolie | |
| EP1879154A2 (de) | Verfahren zur Herstellung eines Sicherheitselements | |
| WO2003018700A1 (de) | Verfahren zum herstellen einer laserbeschriftbaren folie | |
| DE102018112652A1 (de) | Verfahren zur Herstellung eines Laminatkörpers und einer Laminierfolie sowie Laminatkörper und Laminierfolie | |
| DE69918573T3 (de) | Verfahren und vorrichtung zum rotationsformen von strukturen mit oberflächenrelief | |
| AT502319B1 (de) | Substrate mit vorzugsweise transferierbaren schichten und/oder oberflächenstrukturen, verfahren zu deren herstellung und deren verwendung | |
| EP1527902B1 (de) | Verfahren und Vorrichtung zur Herstellung bahnförmiger Materialien | |
| EP0952907B1 (de) | Verfahren und vorrichtung zur herstellung eines folienmaterials | |
| EP1713640B1 (de) | Sicherheitselement mit partieller magnetschicht | |
| EP3747666A1 (de) | Applikationsvorrichtung zum applizieren einer übertragungslage einer folie auf einen körper und mehrschichtkörper | |
| EP2985327B1 (de) | Verfahren und Vorrichtung zur Herstellung einer Haftklebeschicht | |
| AT412267B (de) | Uv-kaschierter sicherheitsfaden | |
| DE102022000589A1 (de) | Vorrichtung zum Übertragen eines Sicherheitselements auf ein Zielsubstrat | |
| DE10249131B4 (de) | Selbstklebendes Material mit bedruckbaren Weißflächen, sowie Verfahren zu dessen Herstellung | |
| EP4067103A1 (de) | Herstellungsverfahren für ein optisch variables sicherheitselement | |
| DE102021001588A1 (de) | Herstellungsverfahren für ein optisch variables Sicherheitselement | |
| WO2022199884A1 (de) | Optisch variables sicherheitselement, herstellungsverfahren und prägeanordnung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL HR LT LV MK |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL HR LT LV MK |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B42D 15/10 20060101AFI20110728BHEP |
|
| 17P | Request for examination filed |
Effective date: 20120229 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| 17Q | First examination report despatched |
Effective date: 20130424 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R079 Ref document number: 502004014857 Country of ref document: DE Free format text: PREVIOUS MAIN CLASS: B42D0015100000 Ipc: B42D0025324000 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B42D 25/328 20140101ALI20140916BHEP Ipc: B42D 25/425 20140101ALI20140916BHEP Ipc: B42D 25/324 20140101AFI20140916BHEP |
|
| INTG | Intention to grant announced |
Effective date: 20141009 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: DE Ref legal event code: R081 Ref document number: 502004014857 Country of ref document: DE Owner name: GIESECKE+DEVRIENT CURRENCY TECHNOLOGY GMBH, DE Free format text: FORMER OWNER: GIESECKE & DEVRIENT GMBH, 81677 MUENCHEN, DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502004014857 Country of ref document: DE Effective date: 20150507 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 717637 Country of ref document: AT Kind code of ref document: T Effective date: 20150515 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150325 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150325 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150626 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150325 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 12 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150325 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150325 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150727 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150325 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150325 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150325 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150325 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R026 Ref document number: 502004014857 Country of ref document: DE |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150325 |
|
| 26 | Opposition filed |
Opponent name: LEONHARD KURZ STIFTUNG & CO. KG Effective date: 20151223 Opponent name: DE LA RUE INTERNATIONAL LIMITED Effective date: 20160104 |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| R26 | Opposition filed (corrected) |
Opponent name: DE LA RUE INTERNATIONAL LIMITED Effective date: 20160104 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150325 |
|
| PLAF | Information modified related to communication of a notice of opposition and request to file observations + time limit |
Free format text: ORIGINAL CODE: EPIDOSCOBS2 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151020 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150325 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150325 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20151031 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20151031 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 13 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20151020 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20041020 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150325 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150325 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20151031 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 502004014857 Country of ref document: DE Owner name: GIESECKE+DEVRIENT CURRENCY TECHNOLOGY GMBH, DE Free format text: FORMER OWNER: GIESECKE & DEVRIENT GMBH, 81677 MUENCHEN, DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150325 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 14 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 732E Free format text: REGISTERED BETWEEN 20180118 AND 20180124 |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: GIESECKE+DEVRIENT CURRENCY TECHNOLOGY GMBH |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: PC Ref document number: 717637 Country of ref document: AT Kind code of ref document: T Owner name: GIESECKE+DEVRIENT CURRENCY TECHNOLOGY GMBH, DE Effective date: 20180425 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: TP Owner name: GIESECKE+DEVRIENT CURRENCY TECHNOLOGY GMBH, DE Effective date: 20180530 |
|
| RIN2 | Information on inventor provided after grant (corrected) |
Inventor name: HOFFMANN, LARS |
|
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 15 |
|
| 27A | Patent maintained in amended form |
Effective date: 20181114 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R102 Ref document number: 502004014857 Country of ref document: DE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20211031 Year of fee payment: 18 Ref country code: AT Payment date: 20211019 Year of fee payment: 18 Ref country code: GB Payment date: 20211022 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20211021 Year of fee payment: 18 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502004014857 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 717637 Country of ref document: AT Kind code of ref document: T Effective date: 20221020 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20221020 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221031 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230503 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221020 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221020 |