EP1519887B1 - Verfahren zur ermittlung eines verlaufs für den spannungsabfall einer bahn und verfahren zur einstellung der spannung - Google Patents
Verfahren zur ermittlung eines verlaufs für den spannungsabfall einer bahn und verfahren zur einstellung der spannung Download PDFInfo
- Publication number
- EP1519887B1 EP1519887B1 EP03737929A EP03737929A EP1519887B1 EP 1519887 B1 EP1519887 B1 EP 1519887B1 EP 03737929 A EP03737929 A EP 03737929A EP 03737929 A EP03737929 A EP 03737929A EP 1519887 B1 EP1519887 B1 EP 1519887B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- tensioning
- printing unit
- web
- value
- drop
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000000034 method Methods 0.000 title claims abstract description 37
- 238000007639 printing Methods 0.000 claims abstract description 95
- 238000004519 manufacturing process Methods 0.000 claims description 25
- 230000001105 regulatory effect Effects 0.000 claims description 15
- 230000015572 biosynthetic process Effects 0.000 claims description 6
- 238000010586 diagram Methods 0.000 claims description 6
- 230000008569 process Effects 0.000 claims description 2
- 238000011144 upstream manufacturing Methods 0.000 claims 9
- 230000001419 dependent effect Effects 0.000 claims 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 10
- 238000011156 evaluation Methods 0.000 description 5
- 230000006870 function Effects 0.000 description 3
- 238000005259 measurement Methods 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 230000008901 benefit Effects 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 238000005461 lubrication Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 238000012067 mathematical method Methods 0.000 description 2
- 241000272517 Anseriformes Species 0.000 description 1
- 208000034656 Contusions Diseases 0.000 description 1
- 241001627144 Iris versicolor Species 0.000 description 1
- 208000034526 bruise Diseases 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 230000001276 controlling effect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000001050 lubricating effect Effects 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 238000007645 offset printing Methods 0.000 description 1
- 239000003973 paint Substances 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 230000002123 temporal effect Effects 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H23/00—Registering, tensioning, smoothing or guiding webs
- B65H23/04—Registering, tensioning, smoothing or guiding webs longitudinally
- B65H23/18—Registering, tensioning, smoothing or guiding webs longitudinally by controlling or regulating the web-advancing mechanism, e.g. mechanism acting on the running web
- B65H23/188—Registering, tensioning, smoothing or guiding webs longitudinally by controlling or regulating the web-advancing mechanism, e.g. mechanism acting on the running web in connection with running-web
- B65H23/1888—Registering, tensioning, smoothing or guiding webs longitudinally by controlling or regulating the web-advancing mechanism, e.g. mechanism acting on the running web in connection with running-web and controlling web tension
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H23/00—Registering, tensioning, smoothing or guiding webs
- B65H23/04—Registering, tensioning, smoothing or guiding webs longitudinally
- B65H23/044—Sensing web tension
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2511/00—Dimensions; Position; Numbers; Identification; Occurrences
- B65H2511/10—Size; Dimensions
- B65H2511/17—Deformation, e.g. stretching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2557/00—Means for control not provided for in groups B65H2551/00 - B65H2555/00
- B65H2557/60—Details of processes or procedures
- B65H2557/63—Optimisation, self-adjustment, self-learning processes or procedures, e.g. during start-up
Definitions
- the web 02 runs from a reel changer 07 via at least one drawing group 08 and a measuring point 09 for measuring a tension S1 of the web 02 before it passes through a first of a plurality of pressure points 11. After the last printing point 11, it passes a second measuring point 12 for measuring a voltage S2 of the web 02 and a second train group 13 before it is optionally fed via further, not shown units via a third train group 14 a former 16.
- the press is now brought to a speed between zero and the intended production speed.
- the speed is about 5,000 to 15,000 m / h, in particular 8,000 to 12,000 m / h, which in the case of double-sized cylinder, ie for cylinders with two printed images on its circumference, approximately the speed in the unit cylinder revolutions / h corresponds.
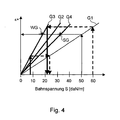
- the arrows in Fig. 3 starting from the required maximum tension S-max for the dry web 01st , z. B. 60 daN / m, to the straight line G1 vertically, followed by horizontal to the straight line G2 and finally followed vertically to the resulting value for the maximum voltage S2-max on the abscissa.
- the maximum to be set after the printing unit 01 voltage S2-max results for the present paper and the present production conditions z. B. to about 30 daN / m.
- a third embodiment for the wet offset, in addition to the procedure described in the first or second example, one for the upper one lying voltage value x1, here 50 daN / m, the amount of fountain solution added in the printing units 03; 06 varies.
- a point W is due to the so-called "water edge" WG, ie the fountain solution is so large that so-called water flags occur in the printed image, and the other point SG by the lubrication limit SG, ie the amount of fountain solution is so small that already lubricating the Color occurs, formed.
- the minimum voltage S2-min and / or the maximum permissible voltage S-max can be stored and predetermined for an automated process in a control or regulating device.
Landscapes
- Inking, Control Or Cleaning Of Printing Machines (AREA)
- Controlling Rewinding, Feeding, Winding, Or Abnormalities Of Webs (AREA)
- Heat Treatment Of Strip Materials And Filament Materials (AREA)
- Emergency Protection Circuit Devices (AREA)
- Power Conversion In General (AREA)
- Control Of Electric Motors In General (AREA)
Description
- Die Erfindung betrifft Verfahren zur Ermittlung eines Verlaufs für den Spannungsabfall einer Bahn und ein Verfahren zur Einstellung der Spannung gemäß dem Oberbegriff des Anspruchs 1 bzw. 10.
- Durch die DE 28 40 630 A1 ist eine Vorrichtung bekannt, mittels derer eine Spannungs-Dehnungscharakteristik für ein bandförmiges Material ermittelbar ist.
- In der EP 07 37 638 A1 ist ein Verfahren zur Ermittlung und Regelung einer Dehnung einer laufenden Materialbahn bekannt, wobei anhand zweier gemessener Geschwindigkeiten die Dehnung ermittelt, und über die Bahnspannung auf eine gewünschte Dehnung geregelt wird.
- Aus der EP 0 933 201 A1 ist ein Verfahren zur Regelung eines Antriebes einer Papierbahn bekannt, wobei ein Arbeitspunkt eines Motors entlang einer vorgegebenen Belastungskurve bzgl. Drehzahl und Moment eingestellt wird.
- Der Erfindung liegt die Aufgabe zugrunde, ein Verfahren zur Ermittlung eines Verlaufs für den Spannungsabfall einer Bahn und ein Verfahren zur Einstellung der Spannung zu schaffen.
- Die Aufgabe wird erfindungsgemäß durch die Merkmale des Anspruchs 1 bzw. 10 gelöst.
- Die mit der Erfindung erzielbaren Vorteile bestehen insbesondere darin, dass Auswirkungen einer spezifischen Papiercharakteristik mit einfachen Mitteln ermittelbar, und auf Grund dessen eine sichere Einstellung der Druckmaschine gewährleistet ist.
- Eine aufwendige Bestimmung eines Spannungs-Dehnungs-Kennlinien-Feldes unter Laborbedingung kann entfallen. Daneben liefert ein derartiges Kennlinien-Feld noch keine Information über die in der Druckmaschine tatsächlich zu erwartende Durchfeuchtung, so dass zusätzlich diese gemessen werden müßte, um sichere Aussagen über den zu erwartenden Bahntransport treffen zu können.
- Von großem Vorteil ist es, dass nach Ermittlung der produktionsspezifischen Papiercharakteristik die Bahnspannungen derart einstellbar sind, dass auf der einen Seite ein Verlaufen der Bahn nach der Druckeinheit durch zu niedrige Spannung, und auf der anderen Seite ein Bahnbruch durch zu hohe Spannung vermieden werden kann.
- Ausführungsbeispiele der Erfindung sind in den Zeichnungen dargestellt und werden im folgenden näher beschrieben.
- Es zeigen:
- Fig. 1
- eine schematische Darstellung einer Druckeinheit mit Meßstellen;
- Fig. 2
- eine Spannungs-Dehnungs-Charakteristik einer Papierbahn;
- Fig. 3
- ein erstes Ausführungsbeispiel für das Verfahren zur Ermittlung einer Charakteristik;
- Fig. 4
- ein zweites Ausführungsbeispiel für das Verfahren zur Ermittlung einer Charakteristik.
- Eine Bearbeitungsmaschine, z. B. eine Druck- insbesondere Rollenrotationsdruckmaschine, weist mindestens eine Bearbeitungsstufe 01, z. B. eine Druckeinheit 01 auf. Die Druckeinheit 01, welche von einer Bahn 02, z. B. einer Papierbahn 01, durchlaufen wird. Die Druckeinheit 01 ist in Fig. 1 als ein sog. Achterturm ausgeführt, welcher mehrere, z. B. vier, als Doppeldruckwerke 03 ausgeführte Druckwerke 03 aufweist. Sie kann aber auch wie in Fig. 1 schematisch dargestellt als zwei Neunzylinder- oder zwei Zehnzylinder-Systeme aufweisende Druckeinheit 01 mit jeweils an einen Satellitenzylinder 04 anstellbaren Druckwerken 06 ausgeführt sein.
- Die Bahn 02 läuft von einem Rollenwechsler 07 über zumindest eine Zuggruppe 08 und eine Meßstelle 09 zur Messung einer Spannung S1 der Bahn 02, bevor sie eine erste von mehreren Druckstellen 11 durchläuft. Nach der letzten Druckstelle 11 passiert sie eine zweite Meßstelle 12 zur Messung einer Spannung S2 der Bahn 02 und eine zweite Zuggruppe 13, bevor sie ggf. über weitere, nicht dargestellte Aggregate über eine dritte Zuggruppe 14 einem Falztrichter 16 zugeführt wird. In vorteilhafter Ausführung weist die Druckmaschine zwischen Rollenwechsler 07 und erster Zuggruppe 08 ein Einzugwerk 17 auf, mittels dem die Spannung S1 veränderbar ist.
- Beim Durchlaufen der Druckwerke 03; 06 in Druck-An-Stellung während der Produktion, wird die Bahn 02 zumindest durch Farbaufbringung, und insbesondere im nassen Offsetdruck durch Feuchtmittel, befeuchtet. Dabei verändern sich bekanntermaßen ihre Eigenschaften, insbesondere die Spannungs-Dehnungs-Charakteristik. In Fig. 2 ist exemplarisch für eine bestimmte Bahn 01 (Sorte, Stärke, Oberflächenbeschaffenheit etc.) die Abhängigkeit einer Dehnung ε (in %) von einer Bahnspannung S einmal im trockenen Zustand und einmal mit einem Wassergehalt von 10 %.
- In Abhängigkeit von der Anzahl der während der Produktion durchlaufenen Druckstellen und von der jeweiligen Druckdichte, d. h. der Menge an auf die Bahn 02 aufgebrachten Farbe und/oder Feuchmittels, wird nun die Bahn 02 auf ihrem Weg durch die Druckeinheit 01 mehr oder weniger eingefeuchtet. Dazu kommt, dass auch ein zeitliches Eindringverhalten eine Rolle spielt, welches seinerseits vom jeweiligen Papier, aber auch von einer Durchlaufzeit, d. h. von der Geschwindigkeit abhängt.
- Für die Qualität der Druckerzeugnisse, insbesondere wenn vor dem Falztrichter 16 mehrere Bahnen 01 zusammen geführt werden, ist eine möglichst konstante Abschnittlänge, d.h. eine im wesentlichen konstante Dehnung der Bahn 02 zwischen Druckeinheit 01 und Falztrichter 16, wünschenswert. Hierzu wird die zweite Zuggruppe 13 beispielsweise bezüglich seiner Drehzahl geregelt. Die Regelung kann z. B. auf eine konstante Drehzahl oder aber auf eine bestimmte relative Drehzahl zu einer anderen Zuggruppe 08; 14 geregelt sein. Der Ausdruck Drehzahl soll in diesem Zusammenhang gleichbedeutend verstanden werden mit einer Regelung bezüglich einer (relativen) Drehwinkellage oder einer Winkelgeschwindigkeit.
- Am Beispiel der Fig. 2 würde nun eine Befeuchtung der zuvor trockenen Bahn 02 durch die Druckeinheit auf 10% Wassergehalt einen Spannungsabfall ΔS hinter der Druckeinheit 01 von ca. 50 daN/m auf ca. 28 daN/m bedeuten, wenn die Dehnung der Bahn 02 konstant gehalten wird. Mit einer anderen Papiersorte für die Bahn 02, einer anderen Stärke, oder einer anderen Befeuchtung käme man zu völlig anderen Ergebnissen.
- Für die Einstellung und die Regelung der Bahnspannung ist es jedoch wesentlich, dass eine Untergrenze für die Spannung S, z. B. 12 daN/m, insbesondere 8 daN/m, nicht unterschritten wird, da ansonsten die Bahn 02 auf ihrem Weg seitlich verlaufen kann. Um das Risiko eines Bahnbruches zu minimieren darf auf der anderen Seite eine Obergrenze für die Spannung S, z. B. 55 daN/m, insbesondere 60 daN/m, nicht überschritten werden. Ein weiteres Kriterium ist es, dass die Niveaus mehrerer vor dem Falztrichter 16 zusammengeführter Bahnen 02 in ihrer Spannung S zueinander abgestuft sein müssen.
- Der Drucker bzw. eine Steuer- oder Regeleinrichtung muß nun bei der Einstellung der Spannungen S allen genannten Kriterien für verschiedenste Papiersorten und/oder Produktionsbedingungen gerecht werden.
- Das nachfolgende Verfahren gibt dem Drucker bzw. einer Steuer- oder Regeleinrichtung eine einfache, kostengünstige und sichere Verfahrensweise an die Hand, um eine Charakteristik zu Erzeugen und eine entsprechende Einstellung der Spannungen S; S1; S2 vorzunehmen.
- Soll eine Bahn 02 unbekannter Qualität oder/und eine neue Produktion mit einem neuen, im Zusammenhang mit dieser Bahn 02 noch unbekannten Bahnlauf, oder/und mit einer anderen Druckstellenanzahl oder/und mit einer stark unterschiedlichen Druckdichte bedruckt werden, so wird im Vorfeld dieser Produktion zunächst eine für diese Papiersorte und/oder Produktion spezifische Charakteristik erzeugt, was zunächst in einer durch den Drucker manuell ausführbaren Form beschrieben ist.
- Ein Diagramm weist auf einer seiner Achsen, hier der Abszisse, in linearer Auftragung die Bahnspannung S im interessierenden Bereich, z. B. von 0 bis 60 daN/m, auf. Die andere Achse, hier die Ordinate, muß keine vorgegebene Teilung aufweisen und bezeichnet keine "echte" Größe. Die Ordinate kann in einer zur Fig. 2 parallelen Betrachtung so etwas wie eine unskalierte Dehnung ε* darstellen. Das Diagramm weist weiter eine durch den Ursprung gehende Gerade G1 auf. In Analogie zu Fig. 2 entspricht die Gerade G1 der als linear idealisierten Kurve "trocken", jedoch mit einer im Grunde beliebigen Steigung. Um eine vernünftige Spreizung des später zu vervollständigenden Diagrammes zu erhalten, liegt die Gerade G1 jedoch derart, dass sie mit der Achse für die Spannung S, hier der Abszisse, einen Winkel von 25 bis 55°, insbesondere von 35 bis 50° bildet.
- Um die ungünstigsten Produktionsverhältnisse für eine Bahn 02 zu erreichen, wird z. B. eine Produktion mit allen im Bahnweg befindlichen Druckstellen 11, hier eine 4/4-Produktion, gewählt, wobei die Druckwerke 03; 06 ggf. zusätzlich mit möglichst ganzseitigen Bildern im Mehrfarbendruck, hier Vierfarbendruck, bestückt sind.
- Die Druckmaschine wird nun auf eine Geschwindigkeit zwischen Null und beabsichtigter Produktionsgeschwindigkeit gebracht. Vorteilhaft, weil für die Bahn 02 am ungünstigsten, liegt die Geschwindigkeit bei etwa 5.000 bis 15.000 m/h, insbesondere bei 8.000 bis 12.000 m/h, was im Falle doppelt großer Zylinder, d. h. für Zylinder mit zwei Druckbildern auf ihrem Umfang, in etwa der Drehzahl in der Einheit Zylinderumdrehungen/h entspricht.
- Das Anfahren der Druckmaschine erfolgt mit in Druck-An-Stellung befindlichen Druckwerken 03; 06, jedoch vorläufig noch ohne Farbe und Wasser.
- Im einfachsten Fall wird die Charakteristik anhand lediglich einen Meßpunktes erzeugt. Hierzu wird die Spannung S1 vor der Druckeinheit 01 auf einen bestimmten Spannungswert x1, z. B. auf 50 daN/m, geregelt. Wird nur ein Meßpunkt angefahren, so liegt dieser Meßpunkt vorteilhafter Weise im oberen Drittel des für die Produktion in Frage kommenden Spannungsbereichs, z.B. von 40 bis 60 daN/m.
- Mittels der Zuggruppe 13 wird nun nach der Druckeinheit im wesentlichen der selbe Spannungswert, z. B. 50 daN/m, für die Spannung S2 eingestellt. Danach wir die Farb- und Wasserzufuhr aktiviert und im weitgehend stationären Zustand der sich einstellende Spannungswert x2 für die Spannung S2 an der Meßstelle 12 abgenommen. Vorzugsweise liegen im Fall von vier Doppel- oder acht einfachen Druckstellen 03; 06 zwischen Farbe und Wasser an und der Meßwertaufnahme mindestens 15, insbesondere 20 Sekunden.
- Auf Höhe des zum eingestellten Spannungswert x1 gehörigen Punktes P1 der Geraden G1 wird nun parallel zur Abszisse der ermittelte Spannungswert x2 als Punkt P2 eingetragen. In der Ausführung mit nur einem Meßpunkt, wird nun durch den Punkt P2 und den Ursprung eine zweite Gerade G2 gelegt. Die Gerade G2 ist in idealisierter Form mit der Kurve "10% Wasser" aus Fig. 2 vergleichbar.
- In einer genaueren Durchführung des Verfahrens werden wie in Fig. 3 dargestellt zur Ermittlung der Ersatz-Kennlinien nacheinander mehrere Meßpunkte für die Spannung S1, z. B. drei Spannungswerte x1 wie beispielsweise bei 30, bei 40 und bei 50 daN/m angefahren. Vorzugsweise werden die Meßpunkte in der Reihenfolge von kleineren Spannungswerten x1 kommend zu größer werdenden angefahren. Zwischen den einzelnen Meßpunkten kann jeweils ein Abstellen von Farbe und Feuchtmittel erfolgen, um die beiden Spannungen S1 und S2 jeweils auf den neuen Spannungswert x1 abzugleichen. Letzteres kann jedoch auch entfallen, wenn davon auszugehen ist, dass sich die relative Grundeinstellung von S1 und S2 für den trockenen Zustand nicht ändert, wenn S1 erhöht wird. Letzteres ist in der Regel der Fall. Die Druckmaschine wird also auf eine o. g. Geschwindigkeit und die Druckwerke 03; 06 in Druck-An-Stellung ohne Wasser und Farbe gebracht. Vor und nach der Druckeinheit 01 wird ein Spannungswert x1 von z. B. 30 daN/m eingestellt. Nach Farbe und Wasser an, wird im weitgehend stationären Zustand die Spannung S2 hinter der Druckeinheit 01 abgelesen. Der z. B. nach 20s abgelesene Spannungswert x2, hier z. B. 16 daN/m, wird auf Höhe des zum eingestellten Spannungswert x1 gehörigen Punktes P1 der Geraden G1 parallel zur Abszisse als Punkt P2 eingetragen.
- Dann wird, z. B. mittels des Einzugswerkes, die Spannung S1 vor der Druckeinheit 01 auf 40 daN/m erhöht, wieder z. B. 20 s gewartet, die Spannung S2 nach der Druckeinheit 01 abgelesen und in das Diagramm auf Höhe des zum eingestellten Spannungswert 40 daN/m gehörigen Punktes P1 der Geraden G1 parallel zur Abszisse als Punkt P2, hier bei ca. 20 daN/m eingetragen. Entsprechend wird das Verfahren z. B. für x1=50 daN/m und ggf. weitere Meßpunkte fortgesetzt.
- Durch den Nullpunkt und die Punkte P2 wird nun die Gerade G2 gelegt. Liegt insbesondere im oberen Bereich der Spannungswerte x2 ein Punkt P2 links von einer durch die übrigen Punkte P2 vorgegebenen Gerade G2, so sollte die Gerade G2 durch diesen Punkt P2 gelegt werden, um ein höheres Maß an Sicherheit zu erlangen. Liegt eine größere Abweichung von einer Geraden G2 vor, so können die einzelnen einander benachbarten Punkte P2 und der Nullpunkt auch durch nicht dargestellte Teilabschnitte miteinander verbunden werden.
- Mit der Gerade G2, bzw. den Teilgeraden, kann der Drucker bzw. eine Steuer- oder Regeleinrichtung für jede Spannung S1 vor der Druckeinheit 01 (Gerade G1) mit der für diese Produktion gewählten Feuchmittelführung, den Spannungsabfall ΔS des jeweiligen Papiers ermitteln, der bei der empfindlichsten Produktion - z. B. acht mal Feuchtmittel und Farbe auf das Papier - auftreten kann.
- Der Drucker bzw. eine Steuer- oder Regeleinrichtung kann dem Diagramm damit einen Richtwert entnehmen, welche Spannung S1-min er minimal vor der Druckeinheit 01 einstellen darf, ohne daß die Bahn 02 nach der Druckeinheit 01 verläuft. Hierzu wird den Pfeilen in Fig. 3 ausgehend von der geforderten minimalen Spannung S2-min, z. B. 8 daN/m, zur Geraden G2 vertikal, nachfolgend horizontal zur Geraden G1 und schließlich vertikal zum resultierenden Wert für die minimale Spannung S1-min auf der Abszisse gefolgt. Die minimal vor der Druckeinheit 01 einzustellende Spannung S1-min ergibt sich für das vorliegende Papier und die vorliegenden Produktionsverhältnisse z. B. zu ca. 16 daN/m.
- Um eine nach der Druckeinheit 01 maximal einzustellende Spannung S2-max zu ermitteln, ohne daß die Bahn 02 beim Anfahren, Anhalten oder bei Rollenwechseln bricht, wird den Pfeilen in Fig. 3 ausgehend von der geforderten maximalen Spannung S-max für die trockene Bahn 01 , z. B. 60 daN/m, zur Geraden G1 vertikal, nachfolgend horizontal zur Geraden G2 und schließlich vertikal zum resultierenden Wert für die maximale Spannung S2-max auf der Abszisse gefolgt. Die maximal nach der Druckeinheit 01 einzustellende Spannung S2-max ergibt sich für das vorliegende Papier und die vorliegenden Produktionsverhältnisse z. B. zu ca. 30 daN/m.
- In einem dritten Ausführungsbeispiel (Fig. 4) für den Naßoffset wird zusätzlich zu der im ersten oder zweiten Beispiel beschriebenen Verfahrensweise für einen im oberen Bereich liegenden Spannungswert x1, hier 50 daN/m, die Menge an zugegebenem Feuchtmittel in den Druckwerken 03; 06 variiert. Ein Punkt W wird durch die sog. "Wassertahnengrenze" WG, d. h. die Feuchtmittelmenge ist so groß, dass im Druckbild sog. Wasserfahnen auftreten, und der andere Punkt SG durch die Schmiergrenze SG, d. h. die Feuchtmittelmenge ist so klein, dass bereits ein Schmieren der Farbe auftritt, gebildet.
- Durch diese Vorgehensweise werden weitere Kenntnisse über Einstellungstoleranzen gewonnen. werden durch diese Punkte WG und SG und den Nullpunkt wieder jeweils Geraden G3; G4 gelegt, so erhält der Drucker einen zwischen diesen Geraden G3; G4 liegenden Toleranzbereich, welcher dem Drucker dieses Papier genau beschreibt und ihm für seine Produktionen, z. B. beidseitig vierfach (4/4), sichere Einstellmöglichkeiten gibt.
- Die höchste Sicherheit wird erreicht, wenn zur Ermittlung der minimalen Spannung S1-min vor der Druckeinheit 01 und der maximalen Spannung S2-max nach der Druckeinheit 01 der oben beschriebenen Verfahrensweise jeweils die Geraden G1 und G4 zugrunde gelegt werden. Für die untere Grenze der Spannungseinstellung, d. h. für S2-min von z. B. 8 daN/m nach der Druckeinheit 01 - feuchte Bahn 02- ergibt sich so eine minimal einzustellende Spannung S1-min vor der Druckeinheit 01 von ca. 25 daN/m. Wird als oberer Grenzwert z. B. S-max für die trockene Bahn 01 von z. B. 60 daN/m vor der Druckeinheit 01 - trockene Bahn - angesetzt, so sollte bei diesem Papier die Spannung S2 nach der Druckeinheit 01 bei dieser Produktion, z. B. 4/4, nicht über der maximalen Spannung S2-max von ca. 25 daN/m liegen.
- Bei Produktionen mit weniger Wasseraufträgen (2/2-, 1/1-, 4/1-Produktionen) kann die Obergrenze der Spannung S2-max der dann weniger feuchten Bahn 02 nach der Druckeinheit 01 merkbar höher liegen. So kann bei z.B. 2/2-Produktionen für das dargestellte Papier der Spannungsabfall ΔS z. B. lediglich 20% der Spannung S1 vor dem Druckwerk 01 betragen.
- Wird die Erzeugung der Kennlinie und/oder die Auswertung und Regelung durch eine Regel- oder Steuereinrichtung vorgenommen, so kann anhand des einen Meßpunktes oder anhand der mehreren Meßpunkte entweder eine Linearisierung vorgenommen werden, wobei z. B. eine Tabelle oder Funktion ermittelt und hinterlegt wird, anhand derer die Auswertung der für die Einstellung der Spannung wesentlichen Informationen, z. B. den Spannungen S1-min und S2-max erfolgt.
- Die rein mathematische Linearisierung des Spannungsabfalles ΔS erfolgt beispielsweise durch die durch die Ursprungsgerade gemäß Gleichung



- Aus den einander zugeordneten, wie oben beschrieben gewonnenen Spannungswerten x1 und x2 eines einzigen Paares bei beispielsweise 50 daN/m ist a durch Quotientenbildung x2/x1 ermittelbar und liegt der Auswertung der minimalen und maximalen Spannungen S1-min, S2-min, S-max für die trockene Bahn 01 und S2-max wie folgt zugrunde:

- Bei Vorliegen mehrerer gemessener Paare x1, x2 für mehrere Spannungswerte x1, kann beispielsweise durch mathematische Verfahren eine mittlere, vorzugsweise aber durch den Ursprung gehende Gerade, bzw. deren Wert a ermittelt werden. Es kann jedoch auch der größte Wert a von den Werten a ausgewählt werden, welche sich jeweils durch Quotientenbildung x2/x1 ergeben.
- Sind wie oben beschrieben mehrere Punkte P2 nicht ohne große Fehler linearisierbar, so können mehrere Werte a durch mehrere Messungen gewonnen, und a somit abschnittsweise definiert sein.
- Der lineare Zusammenhang kann auch in anderer Weise, z. B. als x1 = b * x2, gebildet sein, wobei dann die o. g. Beziehungen in der gleichen Weise abzuändern sind.
- Die gewonnene minimal- und/oder maximale Spannung S1-min bzw. S2-max kann in einem automatischen Verfahren zur Regelung bzw. Einstellung der Spannung S direkt Weiterverarbeitet und beispielsweise zur Festlegung der Grenzwerte dienen. In einem vollautomatischen Verfahren kann neben einem Zyklus der oben beschriebenen Messung zur Ermittlung der Ersatz-Kennlinie bzw. des linearisierten Spannungsabfalls ΔS, der Wert a berechnet (ggf. abschnittsweise), die entsprechenden Grenzwerte für die minimalen bzw. maximalen Spannungen S1-min, S2-min, S-max für die trockene Bahn 01 , S2-max ermittelt, und der Regel- oder Steuereinrichtung zur Einstellung der Spannung S zugeführt werden.
- Die minimal einzuhaltende Spannung S2-min und/oder die maximal zulässige Spannung S-max können für einen automatisierten Prozeß in einer Regel- oder Steuereinrichtung abgelegt und vorgebbar sein.
- Sowohl dem graphischen, als auch einem tabellarischen oder auch dem mathematischen Verfahren liegt somit das Grundprinzip zugrunde, zunächst einen Verlauf eines zu erwartenden Spannungsabfalls zu ermitteln, indem der Spannungsabfall einer Bahn 02 durch Befeuchtung in einer Druckeinheit 01, insbesondere im ungünstigsten Fall, anhand mindestens eines Paares von Spannungswerten x1 und x2 vor und hinter der Druckeinheit 01 punktuell ermittelt wir. Dies geschieht, indem zunächst ohne Farbe und Feuchtmittel in Druck-An-Stellung vor und hinter der Druckeinheit 01 im wesentlichen der selbe Wert x1 für die Spannung S1; S2 eingestellt wird, dann Farbe und ggf. Feuchtmittel zugeschaltet wird, und nach Erreichen im wesentlichen stationärer Bedingungen der Wert x2 für die Spannung S2 hinter der Druckeinheit 01 gemessen wird.
- Anhand des gewonnenen Wertepaares (bzw. mehrerer gewonnener Wertepaare) x1, x2 wird nun durch Idealisierung ein fiktiver Verlauf für den durch die Feuchtung in der Druckeinheit 01 verursachten Spannungsabfall ΔS in Abhängigkeit von einer Spannung S festgelegt. Dies geschieht in einem Fall durch Zugrundelegen zumindest abschnittsweise linearisierter Ersatz-Kennlinien für die Abhängigkeit einer unskalierten Dehnung ε* von der Spannung S, z. B dadurch, dass durch den Spannungswert x1, bzw. die Spannungswerte x1, und den Nullpunkt, sowie durch den Spannungswert x2, bzw. die Spannungswerte x2 jeweils durch den Nullpunkt gehende Geraden G1; G2; G3; G4 als Ersatzgeraden gelegt werden. Im anderen Fall erfolgt ein Zugrundelegen eines zumindest abschnittsweise linearen Zusammenhangs zwischen der vor der Druckeinheit 01 vorliegenden Spannung S1 und der nach der Druckeinheit 01 durch Feuchtung resultierenden Spannung S2, indem z. B. durch Quotientenbildung zwischen den einander zugeordneten Spannungswerte x1 und x2 ein Wert a für die Steigung des linearisierten Zusammenhanges zwischen x1 und x2 gebildet wird. Bei mehreren Paaren von Spannungswerten x1 und x2 kann dies auch abschnittsweise durch Bildung des Differenzenquotienten geschehen.
- Der gewonnene Verlauf für den zu erwartenden Spannungsabfall wird zur Einstellung der Spannung S1; S2 vor und/oder nach der Druckeinheit 01 herangezogen, indem aufgrund einer vorgebbaren minimalen Spannung S2-min hinter der Druckeinheit 01 eine minimale Spannung S1-min vor der Druckeinheit, und/oder aufgrund einer vorgebbaren maximalen Spannung S-max für die trockene Bahn 01 eine maximal zulässige Spannung S2-max hinter der Druckeinheit 01 ermittelt wird.
- Die Informationen über den ermittelten Verlauf, als Grafik, als Funktion, als Tabelle oder einer Abwandlung hierzu, oder die Steigung bzw. die Steigungen, können vorteilhafter Weise für das spezifische Papier, ggf. i. V. m. der spezifischen Produktion, in einer Speichereinheit oder der Regel- oder Steuereinrichtung abgelegt sein, und für spätere Produktionen abgerufen werden, ohne dass eine erneute Messung vorzunehmen wäre.
- Die Ermittlung des Verlaufs und die anschließende Auswertung und Verwendung bei der Einstellung der Spannungen S; S1; S2 für die Produktion sind auf einfache Weise, kostengünstig und zuverlässig durchführbar.
-
- 01
- Bearbeitungsstufe, Druckeinheit
- 02
- Bahn, Papierbahn
- 03
- Druckwerk, Doppeldruckwerk
- 04
- Satellitenzylinder
- 05
- -
- 06
- Druckwerk
- 07
- Rollenwechsler
- 08
- Zuggruppe
- 09
- Meßstelle
- 10
- -
- 11
- Druckstelle
- 12
- Meßstelle
- 13
- Zuggruppe
- 14
- Zuggruppe
- 15
- -
- 16
- Falztrichter
- 17
- Einzugwerk
- S
- Spannung, Bahn
- S1
- Spannung, Bahn
- S2
- Spannung, Bahn
- ΔS
- Spannungsabfall
- S1-min
- Spannung, trocken, minimal
- S2-min
- Spannung, feucht, minimal
- S-max
- Spannung, trocken, maximal
- S2-max
- Spannung, feucht, maximal
- ε*
- unskalierte Dehnung
- G1
- Gerade, Ersatz-Kennlinie
- G2
- Gerade, Ersatz-Kennlinie
- G3
- Gerade, Ersatz-Kennlinie
- G4
- Gerade, Ersatz-Kennlinie
- x1
- Spannungswert (S1)
- x2
- Spannungswert (S2)
- P1
- Punkt (S, ε*)
- P2
- Punkt (S, ε*)
- SG
- Punkt, Schmiergrenze
- WG
- Punkt, Wasserfahnengrenze
Claims (14)
- Verfahren zur Ermittlung eines Verlaufs für einen zu erwartenden Spannungsabfall (ΔS) einer Bahn in einer Druckeinheit (01),- indem zunächst ohne Farbe und Feuchtmittel in Druck-An-Stellung vor und hinter der Druckeinheit (01) im wesentlichen ein selber Wert (x1) für die Spannung (S1; S2) eingestellt wird,- anschließend Farbe und ggf. Feuchtmittel zugeschaltet wird,- nach Erreichen im wesentlichen stationärer Bedingungen ein Wert (x2) für die Spannung (S2) hinter der Druckeinheit (01) gemessen wird,- und schließlich anhand mindestens eines der in dieser Weise gewonnenen Paare für die Spannungswerte (x1, x2) durch zumindest abschnittsweise Linearisierung einer Spannungs-Dehnungs-Abhängigkeit ein fiktiver Verlauf für den durch die Feuchtung in der Druckeinheit (01) verursachten Spannungsabfall (ΔS) in Abhängigkeit von einer Spannung (S) festgelegt wird.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass mittels des mindestens einen Paares von Spannungswerten (x1, x2) zumindest abschnittsweise jeweils für die trockene Bahn (02) und die durch die Druckeinheit (01) gefeuchtete Bahn (02) linearisierte Ersatz-Kennlinien (G1; G2; G3; G3) für die Abhängigkeit einer unskalierten Dehnung (ε*) von der Spannung (S) gebildet werden.
- Verfahren nach Anspruch 2, dadurch gekennzeichnet, dass in einem die unskalierte Dehnung (ε*) gegen die Spannung (S) darstellenden Diagramm auf einer frei wählbaren Höhe der Spannungswert (x1) und auf gleicher Höhe der Spannungswert (x2) eingetragen wird, und die Ersatz-Kennlinien (G1; G2; G3; G4) jeweils als Geraden (G1; G2; G3; G4) durch den Ursprung und den jeweiligen Spannungswert (x1; X2) oder aber bei mehreren Paaren von Spannungswerten (x1, x2) als durch den Ursprung gehende mittlere Geraden (G1; G2; G3; G4) oder als die jeweils am weitesten voneinander beabstandete, durch den Ursprung gehende Geraden (G1; G2; G3; G4) gebildet werden.
- Verfahren nach Anspruch 3, dadurch gekennzeichnet, dass der in der Druckeinheit (01) zu erwartende Spannungsabfall (ΔS) durch die Bildung einer Differenz der zugehörigen Spannungen (S) zweier Punkte (P1; P2) der beiden Geraden (G1; G2; G3; G4) für die trockene und die feuchte Bahn (02) erfolgt, welche auf gleicher Höhe parallel zur Achse für die Spannung (S) liegen.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass durch Quotientenbildung zwischen den einander zugeordneten Spannungswerte (x1) und (x2) bzw. durch Bildung des Differenzenquotienten Paaren von Spannungswerten (x1, x2) zumindest abschnittsweise, ein Wert (a) für die Steigung des linearisierten Zusammenhanges zwischen (x1) und (x2) gebildet wird.
- Verfahren nach Anspruch 5, dadurch gekennzeichnet, dass der in der Druckeinheit (01) zu erwartende Spannungsabfall (ΔS) mittels des Wertes für die Steigung (a) und der vor der Druckeinheit (01) anliegenden Spannung (S1) gemäß ΔS = S1*(1-a), und ein zu erwartende Spannungsaufbau (ΔS') mittels des Wertes für die Steigung (a) und der nach der Druckeinheit (01) anliegenden Spannung (S2) gemäß ΔS' = S2/(1-a) ermittelt wird.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass der gewonnene Verlauf für den zu erwartenden Spannungsabfall (ΔS) zur Einstellung der Spannung (S1; S2) vor und/oder nach der Druckeinheit (01) herangezogen wird.
- Verfahren nach Anspruch 7, dadurch gekennzeichnet, dass aus dem gewonnenen Verlauf ein oder mehrere Grenzwerte (S1-min; S2-max) für die Spannung (S1; S2) vor und/oder nach der Druckeinheit (01) ermittelt, und dass dieser Grenzwert (S1-min; S2-max) bzw. diese Grenzwerte (S1-min; S2-max) zur Einstellung der Spannung (S1; S2) vor und/oder nach der Druckeinheit (01) herangezogen werden.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass das Verfahren zur Ermittlung des Verlaufs als aktivierbarer Teilprozeß in einer Bahnspannungsregelung abläuft.
- Verfahren zur Einstellung einer Spannung (S; S1; S2) einer Bahn (02), wobei im Vorfeld einer Produktion ein Verlauf für einen durch Feuchtung in einer Druckeinheit (01) zu erwartenden Spannungsabfall (ΔS) gewonnen wird, aus dem gewonnenen Verlauf ein oder mehrere Grenzwerte (S1-min; S2-max) für die Spannung (S1; S2) vor und/oder nach der Druckeinheit (01) ermittelt werden, und dieser Grenzwert (S1-min; S2-max) bzw. diese Grenzwerte (S1-min; S2-max) zur Einstellung der Spannung (S1; S2) vor und/oder nach der Druckeinheit (01) herangezogen werden.
- Verfahren nach Anspruch 10, dadurch gekennzeichnet, dass anhand des Verlaufs für den zu erwartenden Spannungsabfall (ΔS) ausgehend von einer vorgebbaren minimalen Spannung (S2-min) hinter der Druckeinheit (01) eine minimale Spannung (S1-min) vor der Druckeinheit (01) als Grenzwert (S1-min) ermittelt wird.
- Verfahren nach Anspruch 10, dadurch gekennzeichnet, dass anhand des Verlaufs für den zu erwartenden Spannungsabfall (ΔS) ausgehend von einer vorgebbaren maximalen Spannung (S-max) für die trockene Bahn (02) eine maximal zulässige Spannung (S2-max) hinter der Druckeinheit (01) als Grenzwert (S2-max) ermittelt wird.
- Verfahren nach Anspruch 11 und/oder 12, dadurch gekennzeichnet, dass der Grenzwert (S1-min; S2-max) einer Bahnspannungsregelung zugeführt wird.
- Verfahren nach Anspruch 10, dadurch gekennzeichnet, dass der Verlaufs für den zu erwartenden Spannungsabfall (ΔS) bestimmt wird,- indem zunächst ohne Farbe und Feuchtmittel in Druck-An-Stellung vor und hinter der Druckeinheit (01) im wesentlichen ein selber Wert (x1) für die Spannung (S1; S2) eingestellt wird,- anschließend Farbe und ggf. Feuchtmittel zugeschaltet wird,- nach Erreichen im wesentlichen stationärer Bedingungen ein Wert (x2) für die Spannung (S2) hinter der Druckeinheit (01) gemessen wird,- und schließlich anhand mindestens eines der in dieser Weise gewonnenen Paare für die Spannungswerte (x1, x2) durch zumindest abschnittweise Linearisierung ein fiktiver Verlauf für den durch die Feuchtung in der Druckeinheit (01) verursachten Spannungsabfall (ΔS) in Abhängigkeit von einer Spannung (S) festgelegt wird.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10225824 | 2002-06-11 | ||
| DE10225824A DE10225824B4 (de) | 2002-06-11 | 2002-06-11 | Verfahren zur Einstellung einer Bahnspannung |
| PCT/DE2003/001843 WO2003104120A1 (de) | 2002-06-11 | 2003-06-04 | Verfahren zur ermittlung eines verlaufs für den spannungsabfall einer bahn und verfahren zur einstellung der spannung |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1519887A1 EP1519887A1 (de) | 2005-04-06 |
| EP1519887B1 true EP1519887B1 (de) | 2006-09-13 |
Family
ID=29723117
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03737929A Expired - Lifetime EP1519887B1 (de) | 2002-06-11 | 2003-06-04 | Verfahren zur ermittlung eines verlaufs für den spannungsabfall einer bahn und verfahren zur einstellung der spannung |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP1519887B1 (de) |
| AT (1) | ATE339378T1 (de) |
| AU (1) | AU2003245855A1 (de) |
| DE (2) | DE10225824B4 (de) |
| WO (1) | WO2003104120A1 (de) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102005054785B4 (de) | 2005-11-15 | 2010-08-19 | Koenig & Bauer Aktiengesellschaft | Verfahren zum Betrieb eines Einzugwerks einer Druckmaschine |
| DE102005056802A1 (de) * | 2005-11-29 | 2007-05-31 | Bosch Rexroth Ag | Regelung der Bahnspannung einer Warenbahn |
| DE102009019624A1 (de) | 2009-04-30 | 2010-11-04 | Robert Bosch Gmbh | Verfahren zur Bestimmung wenigstens eines Reglerparameters eines Regelglieds in einem Bahnspannungs-Regelkreis für eine Bearbeitungsmaschine |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH574363A5 (de) * | 1973-11-13 | 1976-04-15 | Bobst Fils Sa J | |
| DE2840630C3 (de) * | 1978-09-19 | 1981-12-17 | Deutsche Forschungsgesellschaft für Druck- und Reproduktionstechnik e.V. (FOGRA), 8000 München | Vorrichtung zur Messung der Zugfestigkeit und/oder der Dehnung eines bahnförmigen Meßobjektes |
| NL1000128C2 (nl) * | 1995-04-12 | 1996-10-15 | Stork Contiweb | Werkwijze voor het berekenen en regelen van de rek van een bewegende materiaalbaan en inrichting voor toepassing van de werkwijze. |
| US5845386A (en) * | 1996-08-30 | 1998-12-08 | Taper-Lok Corporation | Method for connecting a multiple-piece elbow assembly |
| DK0933201T3 (da) * | 1998-02-02 | 2004-02-09 | Abb Schweiz Ag | Fremgangsmåde til regulering af drivanordningen for en papirbane i en trykmaskine |
| DE10027471A1 (de) * | 2000-02-04 | 2001-08-09 | Koenig & Bauer Ag | Verfahren zur Regelung einer Bahnspannung in einer Rotationsdruckmaschine |
| DE10035787C2 (de) * | 2000-07-22 | 2002-05-16 | Koenig & Bauer Ag | Verfahren zur Regelung einer Bahnspannung |
-
2002
- 2002-06-11 DE DE10225824A patent/DE10225824B4/de not_active Expired - Fee Related
-
2003
- 2003-06-04 WO PCT/DE2003/001843 patent/WO2003104120A1/de not_active Ceased
- 2003-06-04 AT AT03737929T patent/ATE339378T1/de not_active IP Right Cessation
- 2003-06-04 EP EP03737929A patent/EP1519887B1/de not_active Expired - Lifetime
- 2003-06-04 AU AU2003245855A patent/AU2003245855A1/en not_active Abandoned
- 2003-06-04 DE DE50305052T patent/DE50305052D1/de not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| AU2003245855A1 (en) | 2003-12-22 |
| EP1519887A1 (de) | 2005-04-06 |
| DE50305052D1 (de) | 2006-10-26 |
| DE10225824A1 (de) | 2004-01-15 |
| ATE339378T1 (de) | 2006-10-15 |
| DE10225824B4 (de) | 2006-11-02 |
| WO2003104120A1 (de) | 2003-12-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0951993B1 (de) | Registerhaltiger Antrieb eines Druckzylinders oder einer Schnittregisterwalze einer Rotationsdruckmaschine | |
| DE69614433T2 (de) | Verfahren und Vorrichtung zum Berechnen und Regeln der Dehnung einer laufenden Materialbahn | |
| EP0976674B2 (de) | Bahnspannungsregeleinrichtung | |
| EP1303403B1 (de) | Verfahren zur regelung einer bahnspannung | |
| DE2452756C3 (de) | Zuführungsvorrichtung für eine in eine Druckmaschine einlaufende Materialbahn | |
| EP0950519A1 (de) | Verfahren zur selbsteinstellenden Farb- und Schnittregistersteuerung in Rotationsdruckmaschinen mit mehreren Bahnen | |
| EP1414648A1 (de) | Verfahren und vorrichtung zum steuern von antrieben einer druckmaschine | |
| DE10110122B4 (de) | Vorrichtung und Verfahren zur Steuerung der Bahnspannung | |
| EP1136258B1 (de) | Verfahren zum Betreiben einer Rollenrotationsdruckmaschine mit Falzapparat | |
| EP1347878B1 (de) | Verfahren zur regelung eines umfangsregisters in einer rollenrotationsdruckmaschine | |
| EP1252018B1 (de) | Verfahren zur regelung einer bahnspannung in einer rotationsdruckmaschine | |
| EP1303404A1 (de) | Verfahren zur regelung einer bahnspannung in einer rotationsdruckmaschine | |
| EP1981791B1 (de) | Vorrichtung und verfahren zum messen und einstellen der bahnspannung zwischen farbwerken einer mehrfarbenmaschine | |
| DE102009056293B4 (de) | Vorrichtung und Verfahren zum Regeln der Spannung einer Substratbahn | |
| DE3515626C2 (de) | ||
| DE102007037564A1 (de) | Verfahren zur Achskorrektur bei einer Verarbeitungsmaschine sowie Verarbeitungsmaschine | |
| EP1519887B1 (de) | Verfahren zur ermittlung eines verlaufs für den spannungsabfall einer bahn und verfahren zur einstellung der spannung | |
| DE10027471A1 (de) | Verfahren zur Regelung einer Bahnspannung in einer Rotationsdruckmaschine | |
| EP0734795A1 (de) | Verfahren und Vorrichtung zur Dickenvorsteuerung beim Folienwalzen | |
| DE10204484B4 (de) | Verfahren zur Regelung der Bahnspannung | |
| DE19942031B4 (de) | Verfahren zum Betreiben einer Rollenrotations-Druckmaschine | |
| DE10322098A1 (de) | Verfahren und Einrichtung zur Steuerung der Bahngeschwindigkeit an einer Transportvorrichtung für Warenbahnen | |
| EP1048460A2 (de) | Beeinflussung des FAN-OUT in einem Nassoffset Rotationsdruck | |
| DE102006044488B4 (de) | Verfahren zur Ermittlung einer Rapportlängen-Bahnspannungs-Funktion an einer Druckmaschine und Regelungshilfsvorrichtung zur Durchführung | |
| DE10011067A1 (de) | Verfahren zur Herstellung und Weiterverarbeitung von Papier |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20040430 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20060913 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060913 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060913 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060913 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060913 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060913 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060913 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060913 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 50305052 Country of ref document: DE Date of ref document: 20061026 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061213 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061213 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061213 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061224 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20061213 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070226 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20070614 |
|
| BERE | Be: lapsed |
Owner name: KOENIG & BAUER A.G. Effective date: 20070630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061214 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060913 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20080627 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070604 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20080619 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20080626 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20080630 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070604 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060913 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060913 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070314 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20090604 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20100226 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090630 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090630 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090604 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100101 |