EP1500520A2 - Process and apparatus for depositing books in a flat lying position - Google Patents
Process and apparatus for depositing books in a flat lying position Download PDFInfo
- Publication number
- EP1500520A2 EP1500520A2 EP04017043A EP04017043A EP1500520A2 EP 1500520 A2 EP1500520 A2 EP 1500520A2 EP 04017043 A EP04017043 A EP 04017043A EP 04017043 A EP04017043 A EP 04017043A EP 1500520 A2 EP1500520 A2 EP 1500520A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- books
- conveyor
- transport path
- detection position
- clamping
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42C—BOOKBINDING
- B42C19/00—Multi-step processes for making books
- B42C19/08—Conveying between operating stations in machines
Definitions
- the present invention relates to a method and a device for lying flat Laying out of a pre-machine in a transport path on the back or the front section and fed at defined pitches along its height Book blocks or books.
- the book block with the book cover becomes the Book united (book-hanger) and subjected to a final shaping (Falzeinbrenn- and pressing machine). It follows depending on the equipment of the books the completion of the finished book with various additional elements, e.g. jacket (Dust Covering Machine) and inserts (insertion machine). For the further processing, e.g. For packaging and / or palletizing, the books are usually stacked to form a stack.
- the respective machines are often coupled to flow lines, being responsible for maintaining operability at appropriate locations on the flow line Emergency expenses are provided. In many cases these are coupled with book stacking devices, on the one hand to enable an orderly emergency delivery and on the other books, who have already received their desired equipment up to this display, in Regular bookbinding from the flow line.
- the books become flat lying one by one working lifting device that lifts the books in a stacking shaft.
- One newly fed book is thereby lifted under the book stack formed so far, while laterally projecting into the stacking shaft, disengageable pawls prevent the formed stack falls back down.
- the book stacking facilities are mostly Rotary devices upstream for selectively turning the cyclically supplied books by 180 °, creating book stack pattern with alternating with front cut and back overlapping books are made possible.
- the dust cover transfer machine is a continuous promotion of continue realizes books standing on the back, whereby fixed pitches realized thereby are that the books with their head or foot on at equal mutual distances mutually arranged drivers of the carrying conveyor belt fitting be encouraged.
- the books are also due to fixed pitches here intermittently transported in advance, so that an upstream Eintaktung is required.
- the dust cover folding machine will promote the books against a stop and set aside on a conveyor belt.
- the books are also in the emergency delivery, sometimes between the folding and pressing machine and the dust cover folding machine is arranged lying flat.
- the present invention is based on the object, a method for lying flat Laying out of a pre-machine in a transport path on the back or the Frontcut standing and fed in defined intervals along their height
- a method for lying flat Laying out of a pre-machine in a transport path on the back or the Frontcut standing and fed in defined intervals along their height To create book blocks or books and a device for its implementation, the make it possible to keep the books while keeping the timing gentle on the product Pre-machines designed.
- the idea of the invention lies in the timed To maintain promotion during the laying out and the books in a defined, to Transport path spaced, to transfer substantially flat lying delivery position.
- the books are detected according to the clock and swung out transversely to Zuglass mofetis.
- the books are subsequent machines, e.g. a book stacking device, can be fed without a re-clocking.
- the required space decreases enormously and the investment costs, which are significantly influenced by the technical Effort in components and control are determined are minimized.
- Preferred embodiments The invention are set forth in the dependent claims.
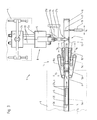
- FIG. 1 A first embodiment of a delivery device 1 according to the invention for books 5 is shown in FIG. 1 and that for use behind a direction indicated in Fig. 1 by dashed lines Falzeinbrenn- and pressing machine 2, with the delivery device 1, the books 5 either one also by Dotted line indicated dust cover folding machine 3 or a book stacking device 4 can be fed.
- the Falzeinbrenn- and pressing machine 2 the books 5 are advancing intermittently in their processing in a transport path 6 along its back 5a and standing on this, the clocked transport takes place in the folds of the books 5 cross-tweezers 9, the forward and Perform backward movement 10 over the pitch T 1 .
- the books 5 are transferred from the transport tongs 9 at a standstill to an acceleration conveyor 11 by conveyor belt 12 a, b of the acceleration conveyor 11 clamp the books 5 laterally and then accelerate to a conveying speed v , with the books 5 then to a continuously driven clamping conveyor 14th be handed over.
- the conveyor toothed belts 12 a, b are actuated by pneumatic cylinders 13 with associated guide units.
- the clamping conveyor 14 is formed of two mirror-symmetrical, telescopically adjustable and with the constant conveying speed v circulating conveyor belts 15 a, b, which laterally chasing the books 5 in the transport path 6 to a defined by a barrier 17 detection position 7, wherein the further transport by a supported at the same conveying speed v driven conveyor belt 16 is supported on the books 5 with their backs 5a.
- the lock 17 and the telescopically adjustable conveyor belts 15 a, b are adjustable to the format height H of the books 5 so that the books 5 each come to a stop in the middle in the detection position 7.
- the conveyor toothed belt 15 a, b in the position 15 'for a small format height H and in the position 15 "for a large format height H indicated by dashed lines.
- the books are 5 of a gripper 27 a detected by lateral clamping with clamping plates 28, 29 and with a rotating device 25 swung out of the transport path 6.
- the rotating device 25 comprises a total of four, at equal mutual angles to each other arranged gripper 27 a to d and accordingly performs a circulating in 90 ° cycle intermittent 32, such as this can be seen in FIG.
- a delivery position 8 for the books 5 are supplied.
- the delivery position 8 is achieved in three 90 ° rotations after the detection position 7.
- the books 5 are in the delivery position 8 lying flat and are after opening the gripper 27th a to d deposited on an at least two-lane belt conveyor 33, the stops at the shelf and then set to promote the books 5 in motion is the clock and positionally accurate transfer of the books 5 in the rotator 34, the book stacking device 4, not shown, with the delivery device according to the invention 1 can be a costly Eintaktung, as previously for book stacking facilities is required, get out of the way.
- the axis of rotation 26 of the rotary device 25 is laterally above the conveyor belt 16.
- the direction of rotation of the intermittent circulation 32 is designed such that the books 5 with the grippers 27 a to d first to the opposite side and up be swung out of the transport path 6, and then in the intermittent three-quarter turn on the transport path 6 away on the arranged on the side of the rotation axis 26 and the delivery position 8 forming belt conveyor 33 to be stored.
- the books are constantly held by the grippers 27 a to d during pivoting. This ensures a particularly gentle handling.
- the structure of the gripper 27 a to d is such that an inner clamping plate 29 on the format thickness D adjustable and an outer clamping plate 28 are designed to clamp the books 5 actuated by a pneumatic cylinder 30.
- the respective inner, guided in linear guides 31 clamping plates 29 of the gripper 27 a to d are assigned to a not shown central adjustment V D in the rotating device 25.
- the delivery device 1 in FIG. 1 is used selectively Advancing the books 5 to the book stacking device 4 or to the Dust Covering Machine 3, wherein the supply to the book stacking device 4 with the clock Detecting and swinging out of the transport path 6 and the flat lying Placing in the delivery position 8 takes place.
- Fig. 1 the further promotion of Books 5 in the transport path 6 for isochronous feeding the same in the Dust Covering machine 3 can be seen.
- the lock 17 is of a pneumatic cylinder 18 operated out of the transport path 6 moved out, so that the transport path 6 for the passage of the books 5 is released.
- a second clamping conveyor 19 is provided, the telescopic conveyor belt 20 a, b is formed and is controlled by pneumatic cylinders 21 in two positions.
- a first position 20 ' is provided for the passage of the books 5.
- the conveyor toothed belt 20 a, b extend up to the clamping plates 28, 29 of the gripper 27 a to d zoom and capture the books 5, when still conveyed clamped in the first clamping conveyor 14 become. With the positive transfer a clocked transport is guaranteed.
- the clamping conveyor 19 promotes the books 5 up to a side guides 24 a, b equipped (import) conveyor belt 22 of the dust cover 3, wherein the transfer of the books 5 takes place such that driver 23, the fixed pitches T 2 on the conveyor belt 22 are applied, take the books 5 at their rear head or foot side.
- the entire system is tuned so that the books 5 are transported in the delivery device 1 at the same conveying speed v as they are processed in the dust cover transfer machine 3 in continuous conveyance.
- An additional Eintaktvorraum, as usual, is no longer required in this inline coupling of the Falzeinbrenn- and pressing machine 2 and the Dust Covering Machine 3.
- a second position 20 "of the clamping conveyor 19 is defined for the discharge of the books 5 from the transport path to the above-described feeding the books 5 to the book stacking device 4.
- the conveyor belts 20 a, b are retracted so far that the books 5 with the largest format height H. are exposed in the detection position 7 for swinging out of the transport path 6.
- the two positions 20 'and 20 are controlled during operation, so that, for example, during the inline processing of books 5 individual books 5 are ausschleusbar from the transport path 6.
- FIG. 3 shows a second exemplary embodiment of a delivery device 1 'according to the invention.
- the delivery device 1 ' is in its essential components identical to the first embodiment of the delivery device 1 and is used for laying out books 5 from the dust cover folding machine 3, which the books 5 in pitches T 2 on a conveyor belt 35 with the back 5a resting on drivers 36th adjacent and guided between guides 37 a, b led the delivery device 1 'with the constant conveying speed v .
- the acceleration conveyor 11 is not required.
- the books are taken over by the known clamping conveyor 14 and conveyed by means of the conveyor belt 16 into the detection position 7 defined by the lock 17 for detecting and swinging out the books 5 with the arranged in the rotating means 25 grippers 27 a to d and for storing the books.
- the delivery device 1 here forms, as it were, the conclusion of the dust cover transfer machine 3.
- Each book 5 is laid over the delivery device 1' in the rotary device 34 of the book stacking device 4.
- the transport path 6 can be released by moving out of the lock 17.
- adjustments V D are provided which take into account the format thickness D.
- the adjustments V D are effective for the transport path 6 and for the grippers 27 a to d. Adjustments to the format width B of the books 5 are not required.
Landscapes
- Feeding Of Articles By Means Other Than Belts Or Rollers (AREA)
- Specific Conveyance Elements (AREA)
Abstract
Description
Die vorliegende Erfindung betrifft ein Verfahren sowie eine Vorrichtung zum flachliegenden Auslegen von aus einer Vormaschine in einem Transportpfad auf dem Rücken oder dem Vorderschnitt stehenden und in definierten Taktabständen längs ihrer Höhe zugeführten Buchblocks oder Büchern.The present invention relates to a method and a device for lying flat Laying out of a pre-machine in a transport path on the back or the front section and fed at defined pitches along its height Book blocks or books.
In der buchbinderischen Endverarbeitung wird der Buchblock mit der Buchdecke zum Buch vereinigt (Bucheinhängemaschine) und einer endgültigen Formgebung unterzogen (Falzeinbrenn- und Pressmaschine). Es folgt je nach Ausstattung der Bücher die Komplettierung des fertigen Buches mit verschiedenen Zusatzelementen, wie z.B. Schutzumschlag (Schutzumschlagumlegemaschine) und Beilagen (Einsteckmaschine). Für die weitere Bearbeitung, z.B. zum Verpacken und/oder Palettieren, werden die Bücher üblicherweise zu Buchstapeln übereinander geschichtet. In der industriellen Buchbinderei sind die jeweils dafür notwendigen Maschinen häufig zu Fließstrecken miteinander gekoppelt, wobei für die Erhaltung der Betriebsfähigkeit an geeigneten Stellen der Fließstrecke Notauslagen vorgesehen sind. Vielfach sind diese mit Buchstapeleinrichtungen gekoppelt, um einerseits eine geordnete Notauslage zu ermöglichen und andererseits Bücher, die bis zu dieser Auslage ihre gewünschte Ausstattung bereits erhalten haben, in Buchstapeln regulär aus der Fließstrecke auszuführen.In bookbinding finishing, the book block with the book cover becomes the Book united (book-hanger) and subjected to a final shaping (Falzeinbrenn- and pressing machine). It follows depending on the equipment of the books the completion of the finished book with various additional elements, e.g. jacket (Dust Covering Machine) and inserts (insertion machine). For the further processing, e.g. For packaging and / or palletizing, the books are usually stacked to form a stack. In the industrial bookbinding If the respective machines are often coupled to flow lines, being responsible for maintaining operability at appropriate locations on the flow line Emergency expenses are provided. In many cases these are coupled with book stacking devices, on the one hand to enable an orderly emergency delivery and on the other books, who have already received their desired equipment up to this display, in Regular bookbinding from the flow line.
In bekannten Buchstapeleinrichtungen werden die Bücher flachliegend einer taktweise arbeitenden Hubeinrichtung zugeführt, die die Bücher in einen Stapelschacht hebt. Ein neu zugeführtes Buch wird dabei unter den bislang gebildeten Buchstapel gehoben, während seitlich in den Stapelschacht ragende, ausrückbare Sperrklinken verhindern, dass der gebildete Stapel nach unten zurückfällt. Den Buchstapeleinrichtungen sind meist Dreheinrichtungen vorgeordnet zum wahlweisen Drehen der taktweise zugeführten Bücher um 180°, wodurch Buchstapelmuster mit abwechselnd mit Vorderschnitt und Rücken übereinanderliegenden Büchern ermöglicht werden.In known book stacking devices, the books become flat lying one by one working lifting device that lifts the books in a stacking shaft. One newly fed book is thereby lifted under the book stack formed so far, while laterally projecting into the stacking shaft, disengageable pawls prevent the formed stack falls back down. The book stacking facilities are mostly Rotary devices upstream for selectively turning the cyclically supplied books by 180 °, creating book stack pattern with alternating with front cut and back overlapping books are made possible.
In den bekannten Falzeinbrenn- und Pressmaschinen werden die Bücher längs ihres Rückens und auf diesem stehend, intermittierend vorbewegt, wobei die Bücher mit vor- und zurückbewegten Transportzangen, die in die Falze der Bücher greifen, weitertransportiert werden; während bei der Rückbewegung der Transportzangen, die Bücher zwischen ganzflächig auf den Buchseiten einwirkenden Pressplatten eingespannt sind. Die Bücher werden somit getaktet transportiert. In der Ausfuhr der Falzeinbrenn- und Pressmaschine werden die Bücher von einem gegenläufig zu den Transportzangen bewegten Klemmgreifer seitlich erfasst und in eine Auslegeposition überführt. Wenn die Falzeinbrenn- und Pressmaschine das Ende einer Fließstrecke bildet, werden die Bücher in der Auslageposition mit einem Auswerferrechen auf ein Transportband zur Seite niedergelegt. Eine alternative Ausfuhrvariante ist vorgesehen für die Kopplung mit der Schutzumschlagumlegemaschine, indem die Bücher in der Auslegeposition auf ein kontinuierlich angetriebenes Ausfuhrband gelangen, welches die Bücher durch reibschlüssige Mitnahme weiterfördert.In the known Falzeinbrenn- and pressing machines, the books along their backs and on this standing, intermittently moved forward, taking the books with fore- and moved back transport tongs, which reach into the folds of the books, further transported become; while during the return movement of the transport tongs, the books between over the entire surface of the book pages acting press plates are clamped. The books are thus transported clocked. In the export of Falzeinbrenn- and pressing machine The books are from a contrary to the transport tongs moved clamping gripper detected laterally and transferred to a Auslegeposition. When the folding and burning Pressing machine forms the end of a flow line, the books are in the display position with an ejector rake laid down on a conveyor belt to the side. An alternative Export version is intended for coupling with the dust cover transfer machine, by moving the books in the laying position to a continuously driven one Export belt arrive, which promotes the books by frictional entrainment.
In der Schutzumschlagumlegemaschine ist eine kontinuierliche Förderung der weiterhin auf dem Rücken stehenden Bücher verwirklicht, wobei feste Taktabstände dadurch realisiert sind, dass die Bücher mit ihrer Kopf- oder Fußseite an in gleichen gegenseitigen Abständen zueinander angeordneten Mitnehmern des sie tragenden Transportbandes anliegend gefördert werden. Die Bücher werden aufgrund fester Taktabstände auch hier taktweise vortransportiert, sodass eine vorgelagerte Eintaktung erforderlich ist. In der Ausfuhr der Schutzumschlagumlegemaschine werden die Bücher gegen einen Anschlag gefördert und zur Seite auf ein Transportband niedergelegt. In ähnlicher Weise werden die Bücher auch in der Notauslage, die zuweilen zwischen der Falzeinbrenn- und Pressmaschine und der Schutzumschlagumlegemaschine angeordnet ist, flachliegend ausgelegt.In the dust cover transfer machine is a continuous promotion of continue realizes books standing on the back, whereby fixed pitches realized thereby are that the books with their head or foot on at equal mutual distances mutually arranged drivers of the carrying conveyor belt fitting be encouraged. The books are also due to fixed pitches here intermittently transported in advance, so that an upstream Eintaktung is required. In the export The dust cover folding machine will promote the books against a stop and set aside on a conveyor belt. Similarly, the books are also in the emergency delivery, sometimes between the folding and pressing machine and the dust cover folding machine is arranged lying flat.
Nach dem jeweiligen flachliegenden Auslegen der Bücher werden diese durch Reibschluss auf den vorzugsweise quer zur ursprünglichen Förderrichtung angeordneten Transportbändern mit dem Rücken oder dem Vorderschnitt voran weiter transportiert und ggf. Buchstapeleinrichtungen zugeführt. Die in den Vormaschinen (Falzeinbrenn- und Pressmaschine, Notauslage, Schutzumschlagumlegemaschine) noch vorhandene getaktete Förderung geht in den o.g. Auslagen verloren und muss in der Einfuhr der nachgeschalteten Buchstapeleinrichtungen mit vergleichsweise hohem technischem Aufwand (Bauteile und Steuerung) wieder hergestellt werden. Nachteilig ist außerdem das wenig produktschonende Niederlegen und Weiterfördern der soeben eingehängten, geformten und ggf. weiter ausgestatteten Bücher.After the respective laying flat of the books they are frictionally locked arranged on the preferably transversely to the original conveying direction Conveyor belts with the back or the front section forward further transported and optionally supplied book stacking devices. The in the Vormaschinen (Falzeinbrenn- and Pressing machine, emergency delivery, dust cover) still existing clocked Funding goes to the o.g. Lost expenses and must be in the import of the downstream Book stacking devices with comparatively high technical complexity (Components and control) are restored. Another disadvantage is the little product-friendly laying down and forwarding of just hinged, molded and possibly further equipped books.
Der vorliegenden Erfindung liegt die Aufgabe zugrunde, ein Verfahren zum flachliegenden Auslegen von aus einer Vormaschine in einem Transportpfad auf dem Rücken oder dem Vorderschnitt stehenden und in definierten Taktabständen längs ihrer Höhe zugeführten Buchblocks oder Büchern und eine Vorrichtung für dessen Durchführung zu schaffen, die es ermöglichen, die Bücher unter Beibehaltung der Taktung produktschonend aus den Vormaschinen auszulegen. The present invention is based on the object, a method for lying flat Laying out of a pre-machine in a transport path on the back or the Frontcut standing and fed in defined intervals along their height To create book blocks or books and a device for its implementation, the make it possible to keep the books while keeping the timing gentle on the product Pre-machines designed.
Diese Aufgabe wird erfindungsgemäß durch die Merkmale des kennzeichnenden Teils
des Anspruchs 1 bzw. Anspruchs 6 gelöst. Die Erfindungsidee liegt darin, die getaktete
Förderung während dem Auslegen beizubehalten und die Bücher in eine definierte, zum
Transportpfad beabstandete, im Wesentlichen flachliegende Auslageposition zu überführen.
Hierzu werden die Bücher taktgemäß erfasst und quer zur Zuführförderrichtung herausgeschwenkt.
Die Bücher sind nachfolgenden Maschinen, wie z.B. einer Buchstapeleinrichtung,
ohne eine erneut zu erfolgende Eintaktung zuführbar. Der erforderliche Bauraum
verringert sich enorm und die Investitionskosten, die maßgeblich durch den technischen
Aufwand in Bauteilen und Steuerung bestimmt sind, werden minimiert. Bevorzugte Ausbildungsformen
der Erfindung sind in den abhängigen Ansprüchen angegeben.This object is achieved by the features of the characterizing part
of
Die Erfindung wird unter Bezugnahme auf die Zeichnung anhand zweier Ausführungsbeispiele näher erläutert.
- Fig. 1
- zeigt in einer Draufsicht eine Vorrichtung zum flachliegenden Auslegen und Ausschleusen von Büchern aus einer Falzeinbrenn- und Pressmaschine
- Fig. 2
- zeigt die Vorrichtung aus Fig. 1 in einer Seitenansicht gemäß Ansichtsdefinition II - II
- Fig. 3
- zeigt in einer Draufsicht eine Vorrichtung zum flachliegenden Auslegen von Büchern aus einer Schutzumschlagumlegemaschine
- Fig. 1
- shows in a plan view of a device for lying flat and ejecting books from a Falzeinbrenn- and pressing machine
- Fig. 2
- shows the device of Fig. 1 in a side view according to view definition II - II
- Fig. 3
- shows in a plan view of a device for lying flat books from a Dust wrapper
Ein erstes Ausführungsbeispiel einer erfindungsgemäßen Auslegevorrichtung 1 für Bücher
5 ist in der Fig. 1 dargestellt und zwar für den Einsatz hinter einer in der Fig. 1 durch
Strichlinien angedeuteten Falzeinbrenn- und Pressmaschine 2, wobei mit der Auslegevorrichtung
1 die Bücher 5 wahlweise einer ebenfalls durch Strichlinien angedeuteten
Schutzumschlagumlegemaschine 3 oder einer Buchstapeleinrichtung 4 zuführbar sind. In
der Falzeinbrenn- und Pressmaschine 2 werden die Bücher 5 bei ihrer Bearbeitung in
einem Transportpfad 6 längs ihres Rückens 5a und auf diesem stehend intermittierend
vorbewegt, wobei der getaktete Transport mit in die Falze der Bücher 5 greifenden Transportzangen
9 erfolgt, die eine Vor- und Zurückbewegung 10 über den Taktabstand T1
vollführen.A first embodiment of a
Die Bücher 5 werden von den Transportzangen 9 im Stillstand an einen Beschleunigungsförderer
11 übergeben, indem Förderzahnriemen 12 a,b des Beschleunigungsförderers
11 die Bücher 5 seitlich einspannen und sodann auf eine Fördergeschwindigkeit
v beschleunigen, mit der die Bücher 5 dann an einen kontinuierlich angetriebenen
Klemmförderer 14 übergeben werden. Zum Öffnen und Schließen des Beschleunigungsförderers
11 werden die Förderzahnriemen 12 a,b von Pneumatikzylindern 13 mit zugeordneten
Führungseinheiten betätigt.The
Der Klemmförderer 14 ist gebildet aus zwei spiegelsymmetrischen, teleskopisch verstellbaren
und mit der konstanten Fördergeschwindigkeit v umlaufenden Förderzahnriemen
15 a,b, welche die Bücher 5 im Transportpfad 6 seitlich einspannend bis in eine durch
eine Sperre 17 definierte Erfassungsposition 7 weitertransportieren, wobei der Weitertransport
durch ein mit der gleichen Fördergeschwindigkeit v angetriebenes Transportband
16 unterstützt wird, auf das die Bücher 5 mit ihrem Rücken 5a aufliegen. Die Sperre
17 und die teleskopisch verstellbaren Förderzahnriemen 15 a,b sind derart auf die Formathöhe
H der Bücher 5 einstellbar, dass die Bücher 5 jeweils mittig in der Erfassungsposition
7 zum Stillstand kommen. In der Fig. 1 sind die Förderzahnriemen 15 a,b in der
Stellung 15' für eine kleine Formathöhe H und in der Stellung 15" für eine große Formathöhe
H mit Strichlinien angedeutet.The
Nach Erreichen der Erfassungsposition 7 werden die Bücher 5 von einem Greifer 27a
durch seitliches Einspannen mit Klemmplatten 28, 29 erfasst und mit einer Dreheinrichtung
25 aus dem Transportpfad 6 herausgeschwenkt. Die Dreheinrichtung 25 umfasst
insgesamt vier, in gleichen gegenseitigen Winkeln zueinander angeordnete Greifer 27 a
bis d und führt dementsprechend einen im 90° Takt intermittierenden Umlauf 32 aus, wie
dies in Fig. 2 ersichtlich wird. Nach jeweils einer 90° Drehung steht ein nächster Greifer
zum Erfassen eines Buches 5 bereit, während die übrigen Greifer in weiteren 90° Drehschritten
einer Auslageposition 8 für die Bücher 5 zugeführt werden. Die Auslageposition
8 wird in drei 90° Drehungen nach der Erfassungsposition 7 erreicht. Die Bücher 5 sind in
der Auslageposition 8 flachliegend orientiert und werden nach dem Öffnen der Greifer 27
a bis d auf einen wenigstens zweispurig ausgebildeten Riemenförderer 33 abgelegt, der
bei der Ablage stillsteht und sodann zum Ausfördern der Bücher 5 in Bewegung versetzt
wird zur takt- und positionsgenauen Überführung der Bücher 5 in die Dreheinrichtung 34,
der nicht näher dargestellten Buchstapeleinrichtung 4. Mit der erfindungsgemäßen Auslegevorrichtung
1 kann eine aufwändige Eintaktung, wie sie bisher für Buchstapeleinrichtungen
erforderlich ist, in Fortfall gelangen.After reaching the
Aus der Fig. 2 ersichtlich, befindet sich die Drehachse 26 der Dreheinrichtung 25 seitlich
oberhalb des Transportbandes 16. Die Drehrichtung des intermittierenden Umlaufs 32 ist
derart ausgeführt, dass die Bücher 5 mit den Greifern 27 a bis d zunächst zur gegenüberliegenden
Seite und nach oben aus dem Transportpfad 6 herausgeschwenkt werden, um
dann in der intermittierenden Dreiviertelumdrehung über den Transportpfad 6 hinweg auf
dem auf der Seite der Drehachse 26 angeordneten und die Auslageposition 8 bildenden
Riemenförderer 33 abgelegt zu werden. Die Bücher sind während des Schwenkens ständig
durch die Greifer 27 a bis d gehalten. Hierdurch ist eine besonders produktschonende
Handhabung gewährleistet. Der Aufbau der Greifer 27 a bis d ist derart, dass eine innere
Klemmplatte 29 auf die Formatdicke D einstellbar und eine äußere Klemmplatte 28 zum
Einspannen der Bücher 5 von einem Pneumatikzylinder 30 betätigbar ausgeführt sind. Die
jeweils inneren, in Linearführungen 31 geführten Klemmplatten 29 der Greifer 27 a bis d
sind einer nicht näher dargestellten zentralen Verstellung VD in der Dreheinrichtung 25
zugeordnet.2, the axis of
Wie oben bereits ausgeführt, dient die Auslegevorrichtung 1 in Fig. 1 zum wahlweisen
Weiterfördern der Bücher 5 zu der Buchstapeleinrichtung 4 oder zu der Schutzumschlagumlegemaschine
3, wobei die Zuführung zur Buchstapeleinrichtung 4 mit dem taktgemäßen
Erfassen und Herausschwenken aus dem Transportpfad 6 sowie dem flachliegenden
Ablegen in die Auslageposition 8 erfolgt. Aus der Fig. 1 wird die Weiterförderung der
Bücher 5 im Transportpfad 6 zur taktsynchronen Zuführung derselben in die Schutzumschlagumlegemaschine
3 ersichtlich. Die Sperre 17 ist von einem Pneumatikzylinder
18 betätigt aus dem Transportpfad 6 herausbewegbar, sodass der Transportpfad 6 für
den Durchlauf der Bücher 5 freigegeben ist. Im weiteren Verlauf des Transportpfades 6 ist
ein zweiter Klemmförderer 19 vorgesehen, der aus teleskopierbaren Förderzahnriemen
20 a,b gebildet ist und von Pneumatikzylindern 21 in zwei Stellungen steuerbar ist. Eine
erste Stellung 20' ist vorgesehen für den Durchlauf der Bücher 5. Die Förderzahnriemen
20 a,b reichen dabei bis an die Klemmplatten 28, 29 der Greifer 27 a bis d heran und erfassen
die Bücher 5, wenn sie noch im ersten Klemmförderer 14 eingespannt gefördert
werden. Mit der positiven Übergabe ist ein getakteter Transport gewährleistet.As already stated above, the
Der Klemmförderer 19 fördert die Bücher 5 bis zu einem mit seitlichen Führungen 24 a,b
ausgestatteten (Einfuhr-) Transportband 22 der Schutzumschlagumlegemaschine 3, wobei
die Übergabe der Bücher 5 derart erfolgt, dass Mitnehmer 23, die in festen Taktabständen
T2 auf dem Transportband 22 aufgebracht sind, die Bücher 5 an ihrer hinten liegenden
Kopf- oder Fußseite mitnehmen. Anzumerken ist, dass das gesamte System derart
abgestimmt ist, dass die Bücher 5 in der Auslegevorrichtung 1 mit der gleichen Fördergeschwindigkeit
v transportiert werden, wie sie auch in der Schutzumschlagumlegemaschine
3 in kontinuierlicher Förderung verarbeitet werden. Eine zusätzliche Eintaktvorrichtung,
wie sonst üblich, ist bei dieser Inline-Kopplung der Falzeinbrenn- und Pressmaschine
2 und der Schutzumschlagumlegemaschine 3 nicht mehr erforderlich. The clamping
Eine zweite Stellung 20" des Klemmförderers 19 ist definiert für die Ausschleusung der
Bücher 5 aus dem Transportpfad zur oben beschriebenen Zuführung der Bücher 5 zu der
Buchstapeleinrichtung 4. Die Förderzahnriemen 20 a,b sind soweit eingefahren, dass
auch die Bücher 5 mit größter Formathöhe H in der Erfassungsposition 7 für das Herausschwenken
aus dem Transportpfad 6 freiliegen. Die beiden Stellungen 20' und 20" sind
während des Betriebs ansteuerbar, sodass z.B. während der Inline-Verarbeitung von Büchern
5 einzelne Bücher 5 aus dem Transportpfad 6 ausschleusbar sind.A second position 20 "of the clamping
In Fig. 3 ist ein zweites Ausführungsbeispiel einer erfindungsgemäßen Auslegevorrichtung
1' dargestellt. Die Auslegevorrichtung 1' ist in ihren wesentlichen Bestandteilen identisch
mir der ersten Ausführung der Auslegevorrichtung 1 und dient zum Auslegen von Büchern
5 aus der Schutzumschlagumlegemaschine 3, welche die Bücher 5 in Taktabständen T2
auf einem Transportband 35 mit dem Rücken 5a aufliegend, an Mitnehmern 36 anliegend
und zwischen Führungen 37 a,b geführt der Auslegevorrichtung 1' mit der konstanten
Fördergeschwindigkeit v zuführt. Der Beschleunigungsförderer 11 ist nicht erforderlich.
Die Bücher werden vom bekannten Klemmförderer 14 übernommen und mit Hilfe des
Transportbandes 16 bis in die durch die Sperre 17 definierte Erfassungsposition 7 gefördert
zum Erfassen und Herausschwenken der Bücher 5 mit den in der Dreheinrichtung 25
angeordneten Greifern 27 a bis d und zum Ablegen der Bücher 5 in die Auslageposition 8
auf dem Riemenförderer 33. Die Auslegevorrichtung 1' bildet hier quasi den Abschluss
der Schutzumschlagumlegemaschine 3. Jedes Buch 5 wird über die Auslegevorrichtung
1' in die Dreheinrichtung 34 der Buchstapeleinrichtung 4 ausgelegt. Gleichwohl ist auch
die Weiterverarbeitung in nachfolgenden Maschinen, z.B. einer Verpackungsmaschine
denkbar, wobei der Transportpfad 6 durch Herausbewegen der Sperre 17 freigebbar ist.FIG. 3 shows a second exemplary embodiment of a delivery device 1 'according to the invention. The delivery device 1 'is in its essential components identical to the first embodiment of the
Neben den oben beschriebenen Verstellungen VH hinsichtlich der Formathöhe H der Bücher
5 sind Verstellungen VD vorgesehen, die die Formatdicke D berücksichtigen. Die
Verstellungen VD sind wirksam für den Transportpfad 6 sowie für die Greifer 27 a bis d.
Verstellungen hinsichtlich der Formatbreite B der Bücher 5 sind nicht erforderlich. In addition to the adjustments V H described above with regard to the format height H of the
- 1, 1'1, 1 '
- AuslegevorrichtungA display device
- 22
- Falzeinbrenn- und PressmaschineFalzeinbrenn- and pressing machine
- 33
- SchutzumschlagumlegemaschineSchutzumschlagumlegemaschine
- 44
- BuchstapeleinrichtungBook stacker
- 55
- Buchbook
- 5 a5 a
- Buchrückenspine
- 66
- Transportpfadtransport path
- 77
- Erfassungspositiondetection position
- 88th
- Auslagepositionstacking position
- 99
- Transportzangentransport tongs
- 1010
- Vor- und ZurückbewegungBack and forth movement
- 1111
- Beschleunigungsfördereraccelerating conveyor
- 12 a,b12 a, b
- FörderzahnriemenTiming belt conveyor
- 1313
- Pneumatikzylinder mit Führungseinheitpneumatic cylinder with guide unit
- 1414
- KlemmfördererWedge conveyor
- 15 a,b15 a, b
- Förderzahnriemen, teleskopisch verstellbarFeed toothed belt, telescopic adjustable
- 15'15 '
- Stellung Förderzahnriemen bei KleinformatPosition conveyor toothed belt in small format
- 15"15 "
- Stellung Förderzahnriemen bei GroßformatPosition conveyor toothed belt in large format
- 1616
- Transportbandconveyor belt
- 1717
- Sperrebarrier
- 1818
- Pneumatikzylinderpneumatic cylinder
- 1919
- KlemmfördererWedge conveyor
- 20 a,b20 a, b
- Förderzahnriemen, teleskopischFeed toothed belt, telescopic
- 20'20 '
- Stellung DurchlaufPosition pass
- 20"20 "
- Stellung AusschleusungPosition discharge
- 2121
- Pneumatikzylinderpneumatic cylinder
- 2222
- Transportbandconveyor belt
- 2323
- Mitnehmertakeaway
- 24 a,b24 a, b
- Führungenguides
- 2525
- Dreheinrichtungrotator
- 2626
- Drehachseaxis of rotation
- 27 a-d27 a-d
- Greifergrab
- 2828
- äußere Klemmplatte, betätigbarouter clamping plate, operable
- 2929
- innere Klemmplatte, verstellbarinner clamping plate, adjustable
- 3030
- Pneumatikzylinderpneumatic cylinder
- 3131
- Linearführunglinear guide
- 3232
- intermittierender Umlauf im 90° Taktintermittent circulation at 90 ° intervals
- 3333
- Riemenfördererbelt conveyor
- 3434
- Dreheinrichtungrotator
- 3535
- Transportbandconveyor belt
- 3636
- Mitnehmertakeaway
- 37 a,b37 a, b
- Führungenguides
- T1 T 1
- Taktabstandpitch
- T2 T 2
- Taktabstandpitch
- vv
- Fördergeschwindigkeitconveyor speed
- HH
- FormathöhePortrait height
- BB
- Formatbreitesize width
- DD
- Formatdickesize thickness
- VH V H
- Verstellung FormathöheAdjustment format height
- VD V D
- Verstellung FormatdickeAdjustment format thickness
Claims (14)
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10333587 | 2003-07-24 | ||
| DE10333587 | 2003-07-24 | ||
| DE102004006128A DE102004006128A1 (en) | 2003-07-24 | 2004-02-07 | Method and device for lying flat books |
| DE102004006128 | 2004-02-07 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP1500520A2 true EP1500520A2 (en) | 2005-01-26 |
Family
ID=33491673
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP04017043A Withdrawn EP1500520A2 (en) | 2003-07-24 | 2004-07-20 | Process and apparatus for depositing books in a flat lying position |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US7168550B2 (en) |
| EP (1) | EP1500520A2 (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2803496A1 (en) * | 2013-05-17 | 2014-11-19 | Müller Martini Holding AG | Feeder for an adhesive binding machine |
| CN109363601A (en) * | 2018-10-31 | 2019-02-22 | 林雯臻 | A kind of novel more function too can sun can wash bowls device |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7494002B2 (en) * | 2005-11-17 | 2009-02-24 | Ishida Co., Ltd. | Conveyance apparatus, and weighing and packaging system provided therewith |
| CN102001510B (en) * | 2010-11-12 | 2012-07-25 | 深圳市精密达机械有限公司 | Mechanism for vertically conveying books |
| CN110371683A (en) * | 2019-08-21 | 2019-10-25 | 深圳市红标点科技有限公司 | A kind of books arrangement stack equipment |
| CN113786065B (en) * | 2021-08-04 | 2023-04-14 | 深圳市宾盛科技有限公司 | Education examination desk |
Family Cites Families (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3362521A (en) * | 1966-08-11 | 1968-01-09 | Smyth Mfg Co | Book discharging mechanism in casing-in machine |
| CH530901A (en) * | 1970-11-05 | 1972-11-30 | Sapal Plieuses Automatiques | Device on a packaging machine for feeding and separating objects to be packaged |
| US3860104A (en) * | 1973-04-19 | 1975-01-14 | Indian Head Inc | Bottle conveyor system including adjustable height continuous belt conveyor and positive lock spray shielded rotatable bottle carrier |
| US4066162A (en) | 1975-11-28 | 1978-01-03 | Harris Corporation | Orbital turn |
| US4208761A (en) * | 1978-01-24 | 1980-06-24 | New England Machinery, Inc. | Bottle conveying and cleaning apparatus |
| IT8320935V0 (en) * | 1983-02-25 | 1983-02-25 | Plastiver Di Giovanni Vigano & | CONTROL DEVICE OF CLAMP ORGANS IN BINDING MACHINES. |
| US4471955A (en) * | 1983-06-15 | 1984-09-18 | Paper Converting Machine Company | Method and apparatus for developing and handling stacks of web material |
| US4534153A (en) * | 1983-07-11 | 1985-08-13 | Owens--Illinois, Inc. | Method and apparatus for packing plastic bottles |
| US4619357A (en) * | 1985-06-06 | 1986-10-28 | Curt G. Joa, Inc. | Pad turning apparatus |
| US4844233A (en) * | 1987-11-16 | 1989-07-04 | Aidlin Stephen H | Bottle orientation apparatus and method |
| DE4236362A1 (en) | 1992-10-28 | 1994-05-05 | Kolbus Gmbh & Co Kg | Discharge mechanism for bookbinding sticking machine - has deposition device, following transverse stacking conveyor taking over book block(s) |
| US5261520A (en) * | 1992-11-04 | 1993-11-16 | Am International, Inc. | Custodial book transfer system |
| IT1266266B1 (en) * | 1993-02-23 | 1996-12-27 | Gd Spa | METHOD AND MACHINE FOR MAKING DOUBLE PACKETS OF CIGARETTES. |
| DE4308601A1 (en) * | 1993-03-18 | 1994-09-22 | Kolbus Gmbh & Co Kg | Conveyor for transferring books, blocks or the like into a rotated new position |
| US5450940A (en) * | 1994-05-03 | 1995-09-19 | Kolbus Gmbh & Co. Kg | Delivery system for book-sewing machine |
| IT1273840B (en) * | 1994-11-11 | 1997-07-11 | Azionaria Costruzioni Acma Spa | METHOD AND LINE FOR STEP-BY-STEP FEEDING OF PRODUCTS |
| DE19500560A1 (en) | 1995-01-11 | 1996-07-18 | Kolbus Gmbh & Co Kg | Transporting continuously supplied printed products |
| US6062845A (en) * | 1998-03-19 | 2000-05-16 | Graham Engineering Corporation | Take-out mechanism for blow molding machine |
| FR2795396B1 (en) * | 1999-06-22 | 2001-07-20 | Mannesmann Dematic Postal Automation Sa | DEVICE FOR TRANSFERRING FLAT OBJECTS WITH AN INJECTOR WITH ELASTICALLY DEFORMABLE WHEELS |
| IT1316314B1 (en) * | 2000-01-31 | 2003-04-10 | Sitma Spa | TURNING DEVICE FOR EDITORIAL GRAPHIC PRODUCTS IN A TRANSPORT AND / OR PACKAGING LINE |
| DE10045400A1 (en) | 2000-09-14 | 2002-03-28 | Kolbus Gmbh & Co Kg | Book suspension machine output process involves folding booklets as they come out, pressing them flat and holding them non-positively up to flat-lying stack |
| DE10045801A1 (en) | 2000-09-15 | 2002-03-28 | Kolbus Gmbh & Co Kg | Book suspension machine comprises conveyors, support plates, stripper element, cantilevered arm, depositing rake, and speed changers |
-
2004
- 2004-07-07 US US10/887,506 patent/US7168550B2/en not_active Expired - Fee Related
- 2004-07-20 EP EP04017043A patent/EP1500520A2/en not_active Withdrawn
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2803496A1 (en) * | 2013-05-17 | 2014-11-19 | Müller Martini Holding AG | Feeder for an adhesive binding machine |
| CN104163054A (en) * | 2013-05-17 | 2014-11-26 | 海德堡印刷机械股份公司 | Feeder for an adhesive binding machine |
| CN104163054B (en) * | 2013-05-17 | 2017-08-18 | 米勒马丁尼控股股份公司 | Feeder for adhesive binder |
| CN109363601A (en) * | 2018-10-31 | 2019-02-22 | 林雯臻 | A kind of novel more function too can sun can wash bowls device |
Also Published As
| Publication number | Publication date |
|---|---|
| US7168550B2 (en) | 2007-01-30 |
| US20050034265A1 (en) | 2005-02-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2174895B1 (en) | Device and method for economically forming layers of containers | |
| EP2792623B1 (en) | Device and method for forming a predefined formation on a conveyor belt | |
| EP2098465B1 (en) | Intake station of a packet palletising device and method for transferring packets to a grabber with such an intake station | |
| EP2631083A2 (en) | Device for feeding book blocks into a processing device infeed channel | |
| DE69919936T2 (en) | A unit and method for manufacturing a group of articles in a packaging machine | |
| EP2332863B1 (en) | Device for rotating book blocks, books or similar printed products | |
| EP3450359B1 (en) | Device and method for handling piece goods moved one behind the other in at least one row | |
| EP0854105B1 (en) | Method and device for traiting flat printed products, such as newspapers and magazines, and parts thereof | |
| EP0059746B1 (en) | Device for stacking overlapping plane products | |
| EP0514783B1 (en) | Device for the transport of stacks of paper sheets | |
| EP2332864B1 (en) | Device for rotating book blocks, books or similar printed products | |
| EP1500520A2 (en) | Process and apparatus for depositing books in a flat lying position | |
| DE102004019756A1 (en) | Apparatus for supplying the work in a clock-correct manner to book blocks, books or the like. Printed products to a further processing machine | |
| DE19643395A1 (en) | Method and device for bringing together printed matter | |
| EP2354062B1 (en) | Device for conveying single or stacked folded sheets, book blocks, books or similar printing products to a processing machine | |
| DE1436064C3 (en) | Device for gathering folded sheets into a book block | |
| DE2739459C2 (en) | Method of moving bricks | |
| DE2927750C2 (en) | ||
| DE102004006128A1 (en) | Method and device for lying flat books | |
| DE19810112A1 (en) | Synchronized assembly for presenting books to packing station | |
| EP1364900B1 (en) | Method for transporting flat and flexible products, and device for carrying out the method | |
| EP2253477B1 (en) | Book production line comprising a modular pressing device | |
| DE19947375A1 (en) | Book binding machine with transport system for continuous conveyance of sheet stacks spaced apart comprises conveyor chain running around deflector wheels with individually movable members | |
| AT209859B (en) | Sheet collecting machine for bookbinders | |
| WO2021009009A1 (en) | Palletiser and method for palletising piece goods |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL HR LT LV MK |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20080202 |