EP1464739A1 - Lap-forming machine and process - Google Patents
Lap-forming machine and process Download PDFInfo
- Publication number
- EP1464739A1 EP1464739A1 EP03425209A EP03425209A EP1464739A1 EP 1464739 A1 EP1464739 A1 EP 1464739A1 EP 03425209 A EP03425209 A EP 03425209A EP 03425209 A EP03425209 A EP 03425209A EP 1464739 A1 EP1464739 A1 EP 1464739A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- lap
- winder apparatus
- sliver drawing
- drawing winder
- sliver
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images








Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01G—PRELIMINARY TREATMENT OF FIBRES, e.g. FOR SPINNING
- D01G25/00—Lap-forming devices not integral with machines specified above
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01G—PRELIMINARY TREATMENT OF FIBRES, e.g. FOR SPINNING
- D01G27/00—Lap- or sliver-winding devices, e.g. for products of cotton scutchers, jute cards, or worsted gill boxes
Abstract
Description
- The present invention relates to a sliver drawing winder apparatus for processing slivers of fibre, winding them, in web form, around a rigid tube to form a lap, and preparing the said lap for subsequent processing, e.g. on combing machines.
- Typically, a textile process for producing a yarn involves, after the initial steps of opening and cleaning the fibre, a carding operation on carding machines, from which the fibre emerges in the form of a sliver cleaned of its dirt, free of neps or tangles, and with the fibres made parallel.
- This sliver is intended to then be sent for processing on a sliver drawing winder in which two or more separate slivers are brought together, superimposed and compressed together to produce a web that is wound onto a rigid tube to form a roll of fibre known as a "lap", having a predetermined length of wound web.
- The lap is intended to be sent for processing on a combing machine which will prepare its end, superpose the sliver on the sliver of a nearly-finished lap, and comb it.
- It is known that a combing machine processes several laps simultaneously and one after the other to produce a continuous sliver. The piecing of the tail end of an outgoing lap to the head end of an incoming lap that is ready for processing is therefore a fundamental part of the whole process.
- Piecing is preceded by preparing the head end of the incoming lap (fraying), to assist with piecing it to the tail end of the outgoing lap by eliminating irregularities in the web.
- There is an established tendency in the industry to equip each combing machine with suitable devices for carrying out end preparation, positioning the prepared end of the lap and piecing it, in what is by now a completely automated manner.
- Modern yarn production lines, however, have a plurality of combing machines arranged in series or in parallel. Each of these machines has its own device for end-preparation and piecing of the lap, comprising, among numerous other pieces of equipment, systems for evacuating the residues of these end-preparation processes (frayed fibres), systems for setting the angular position of the lap and so on.
- It is clear, therefore, that a production line with such characteristics is complex in terms of the synchronized management of the automatic mechanisms and expensive in installation terms.
- There is therefore a felt need to provide yarn production lines, especially combing-machine feedlines which, although automated, will be simpler in terms of structure and in the control of the automatic mechanisms as well as cheaper to build.
- The problem addressed by the present invention is the provision of a sliver drawing winder apparatus that must have structural and functional characteristics such as to satisfy the abovementioned needs and at the same time obviate the disadvantages discussed with reference to the drawbacks of known systems.
- This problem is solved by a sliver drawing winder apparatus in accordance with
Claim 1. Further alternative embodiments are described in the dependent claims. - The characteristics and advantages of the sliver drawing winder apparatus according to the present invention will become apparent upon perusal of the following description of a preferred embodiment, offered by way of non-restrictive indication, with reference to the appended figures, in which:
- Figure 1 is a perspective view of a sliver drawing winder apparatus provided with a lap end-preparing device;
- Figure 2 is a schematic side view of the sliver drawing winder apparatus of Figure 1;
- Figures 3a to 3b show a sequence in which a lap is transferred by transfer means belonging to the sliver drawing winder apparatus of Figure 1;
- Figures 4a and 4b show a diagram of lap end-preparing means belonging to the sliver drawing winder apparatus of Figure 1;
- Figure 5 shows a diagram in plan view of a spinning line comprising the sliver drawing winder apparatus and combing machines, and
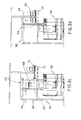
- Figures 6, 7 and 8 show further alternative embodiments of the sliver drawing winder apparatus according to the invention.
- Referring to the accompanying figures, 1 is a general reference for a sliver drawing winder apparatus according to the invention.
- The sliver
drawing winder apparatus 1 is fed by a plurality of slivers N resulting from the processing carried out on fibres partially opened and cleaned by carding machines (not shown) and deposited in separate accumulations, each in acan 2. - One or
more cans 2 form regions ofdeposition 4 of the sliver, being set in positions adjacent to means 6 which guide and feed the sliver N to a machine body 8 belonging to the said sliverdrawing winder apparatus 1. - The means 6 which guide and feed the sliver N to the machine body 8 of the sliver drawing
winder apparatus 1 comprise a plurality of control can calenders and sliver guide devices for taking the said slivers N from each can 2 and directing them to the said machine body 8, laying them side by side and approximately parallel with each other. - The said
sliver cans 2 and the said means for guiding and feeding the sliver to the machine body 8 form one so-calledcreel 10 or unit for feeding the sliver N to the sliverdrawing winder apparatus 1. - In a preferred embodiment, the sliver
drawing winder apparatus 1 works with a plurality of sliver feed creels which are lined up next to the machine body 8 of the said sliver drawing winder apparatus and feed the said machine body in parallel. In the illustrative embodiment of a sliver drawing winder apparatus described, the said sliver drawing winder apparatus operates with afirst feed creel 10 and with asecond feed creel 12. - The slivers carried by the
creel 10 are fed to adrafting unit 14 of the sliver drawingwinder apparatus 1, in which suitable guides bring the said slivers together to form a web. In other words the slivers fed by thecreel 10 are placed side by side by the channelling action of the said guides, and the said web is the result. - The
drafting unit 14 also includes pairs of opposing drafting rollers through which the said web is passed in order to apply a predefined draft. The drafted web is conveyed on achute 16 which deflects it onto abed 18 of the machine body 8 of the said sliver drawing winder. - In a preferred embodiment, the said web is deflected through an angle of 90° with respect to the direction at which it comes out of the
drafting unit 14, and is laid on the said bed. - In exactly the same way the
second creel 12 feeds a second draft unit from which a web emerges and is deflected by a second chute onto thesaid bed 18. - The web that emerges from the second chute is laid on top of the web from the
first chute 16, and together they are pressed to a suitable degree by a pair ofcalenders 20 to produce a web which is then fed to atapering device 22. - The tapering
device 22 comprises a plurality of opposing guides which work on the web with a tapering action that compacts the lateral edges of the said web. In other words the said guides compact the outermost slivers making up the web, i.e. the extreme lateral slivers, so that they do not peel off from the rest of the fibres. - After being passed through the opposing rollers of a surface-smoothing frame, in order to further compact the web, the web is sent to the
lap forming unit 24. - The
lap forming unit 24 comprises a plurality of pressure calenders and at least one forming roller. - In the example described, of a sliver drawing winder apparatus, the said forming
unit 24 comprises threepressure calenders 26, set against each other in such a way that the lap undergoes two calendering passes, and two formingrollers 28 and 28'. - The said forming unit also comprises a pair of
lateral containment plates 30 and apiston 32 for moving the said plates. - In the initial phase of winding, the tube, which is coaxial with the plates, is pressed by the action of the said plates against the forming
rollers 28 and 28'. - In the course of winding the said tube is rotated by the rotation of the forming
rollers 28 and 28' and the plates adjust their position as the thickness of the growing web increases, in such a way that the said web is always pressed against the said forming rollers. - When winding is complete, that is when the lap has reached a desired length of wound web, the machine is stopped.
- The plates lift the lap to detach it from the forming
rollers 28 and 28' and the web is torn by a rotating pneumatic roller which turns the plate assembly in the tearing direction. - The containment plates are moved away from the lap along the axis of the tube so that the said lap is free to roll towards a
device 34 which will prepare the end of the lap, preferably in abutment against thestop shoulder 35, in an end-preparing position. - In a preferred embodiment, the said end-preparing
device 34 comprises lap-unwinding means comprising a pair of unwinding rollers. - In particular, the said end-preparing
device 34 comprising a firstunwinding roller 36 and a secondunwinding roller 38. In addition, the said lap-unwinding means comprise asuction device 39. - Additionally, the sliver
drawing winder apparatus 1 comprises a device 34' for positioning the prepared end of the lap relative to the said lap, for example relative to its axis. - The said positioning device 34' preferably comprises the said
unwinding rollers unwinding rollers - Sensors for detecting the presence of the lap at the unwinding means, that is at the
unwinding rollers suction device 39 causes unwinding of the lap. - In other words, the rotation of the
unwinding rollers suction device 39 unwinds the lap, introducing the free end of the lap into frayingmeans 40. - The said means comprise means for gripping the web 42, tearing means 44 and means for detecting the position of the free end of the
lap 46. - In a preferred embodiment, the said tearing means are downstream of the said gripping means with respect to the direction of forward travel of the free end of the unwinding web, while the said means for detecting the position of the free end of the lap are downstream of the said tearing means.
- The said gripping means comprise a pair consisting of a
grip 48 with anopposing wall 50, while the said tearing means comprise a pair oftearing rollers 52 and 52'. Additionally, the said means for detecting the position of the free end of the lap comprise aposition sensor 54. - The said
position sensor 54 preferably comprises a photoelectric cell. - The rotation of the
unwinding rollers suction device 39 unwinds the lap, which passes between thetearing rollers 52, 52' until the saidposition detecting sensors 54 detects that the free end of the web has reached a predefined position. - At this point the rotation of the unwinding rollers is stopped, while the
grip 48 is advanced towards theopposing wall 50 in order to grip the web between the said wall and the said grip. - The said web is gripped by the said gripping means along a so-called grip line Lp.
- At the same time the
tearing rollers 52 and 52' are brought towards each other so that the web is squeezed between them. - The said web is squeezed by the tearing means along a pull line Lt.
- The rotation of the
tearing rollers 52, 52' causes the said lap to be frayed. The two rollers are turned in opposite directions so as to stretch the portion of lap lying between the grip line Lp and the pull line Lt. - Between the grip line and the pull line, a frayed tear line Ls is produced by the action of the tearing means. The position of this line is determined by, among other things, the length of the fibres of which the web is composed.
- In other words, the frayed tear line Ls occurs between the grip line Lp and the pull line Lt of the tearing rollers, which gives the lap a prepared end whose position with respect to the lap itself (for example with respect to the lap's axis) is sufficiently defined for subsequent processing of the lap.
- After executing the tear, the tearing means are deactivated and the gripping means released.
- In this configuration the tear line of the web, which is the new prepared end, has a defined position between the position of the grip line and the position of the pull line.
- The positioning device 34' is activated in order to move the prepared end of the lap out of the fraying means 40 and into a position defined by the said predetermined rotation.
- The unwinding
rollers - The position of the prepared end of the lap with respect to the lap itself (for example with respect to the lap's axis) is sufficiently defined for the subsequent processing of the lap.
- Advantageously, the sufficiently defined position of the prepared end of the lap is maintained without variation in the course of the subsequent movements of the lap to the combing machines.
- The said
lap preparing apparatus 34 also includes means for lifting the lap with its prepared end, which comprises, for example, a liftingcarriage 56. - In a preferred embodiment, the said lifting
carriage 56 is integrated with the saidunwinding rollers positioning device 34. - In a preferred embodiment, the said sliver drawing winder apparatus also comprises means 58 for transferring the lap from the sliver drawing winder apparatus to the machines downstream of the said sliver drawing winder apparatus.
- In particular, once the lap is frayed, the
carriage 56 rises, carrying the lap from the end-preparing position to a loading position, the said loading position being such as to engage the said lap with the transfer means 58, which will transfer the said lap from the loading position on the sliver drawing winder apparatus to a feeding position in which the lap is fed towards textile machines downstream of the said sliver drawing winder apparatus. - The said transfer means comprise a preferably L-shaped supporting frame 60 comprising a
cantilever portion 62 that supports a hook-supportingcolumn 64 capable of translational movement (Figures 3a to 3d). - A
hook 66 is capable of translational movement on the saidcolumn 64 between a lowered position, suitable for picking up the lap, and a raised position, suitable for transferring the lap to the feeding position. - In particular, the
hook 66, in the lowered position, moves towards the lap which is in the loading position by virtue of the displacement of thecolumn 64 towards the said lap, until arod 68 on the saidhook 66 is inserted into the tube of the lap. - The hook rises to the raised position on the
column 64, taking the lap to an intermediate position. - A further translational movement of the
column 64, and preferably a translational movement of accommodation of thehook 66 on the said column, bring the lap from the loading position to the position from which it will be fed to the downstream machines. - In a preferred embodiment, the said position from which the lap is to be fed to the downstream machines is provided with means for thus feeding the lap to the said downstream machines, such as a
conveyor belt 70. - The said transfer means advantageously carry the said lap from the end-preparing position to the feeding-to-downstream-machines position without any change in the position of the prepared end relative to the lap.
- The said
conveyor belt 70 is preferably provided with lap holding means. - In an alternative embodiment of the said
conveyor belt 70, the said lap holding means comprise a supportingsurface 72 and holding shoulders 72' and 72' ' set at a certain distance apart to prevent the lap from rolling. - The said holding means advantageously enable the lap to be transported towards the downstream machines without any change to the relative position of the prepared end of the lap, that is of the new free end.
- In another alternative embodiment, the said
conveyor belt 70 is located near the floor on which the said sliver drawing winder apparatus stands or is positioned in such a way that the laps placed on the belt are at a height above the said floor approximately equal to the height of the prepared laps (Figure 8). - The said sliver drawing winder apparatus also comprises a
device 74 for feeding the tubes to thelap forming unit 24. - The said
feeding device 74 is fed with tubes cleaned by machinery (not shown) and conveyed by means to a feeding station. - A feeding
path 78, consisting for example of tracks and chutes, connects the said feeding station to thelap forming unit 24, allowing the said tubes to be fed to the said unit for lap formation. - The spinning line is advantageously simplified in terms of construction by virtue of the integration of a single
tube feeding device 74 into the said sliver drawing winder apparatus. - In a preferred embodiment of a spinning line, the said sliver drawing winding
apparatus 1 is situated upstream of textile machines such as, for example, a plurality of combing machines 100 (Figure 5). - The said combing machines are preferably arranged in parallel. In other words they work separate laps independently of each other. Each combing machine is preferably equipped with a
station 102 for receiving a set of laps with prepared ends, e.g. a set composed of eight laps with prepared ends. - The means of feeding the laps to the combing
machines 104 feed the said laps to the combing machines at the saidstations 102, moving along at least onetransfer path 106, which at least partly branches off towards the said combing machines. - The said feeding means, equipped with the said holding means, advantageously enable the said laps, with their prepared ends, to be transferred to the
station 102 of each combingmachine 100 without any change in the position of the prepared end. - At the combing
machines 100, and in particular at thestation 102 of each of these, there are unloading means (not shown) for transferring the said set of laps with their prepared ends from theconveyor belt 70 to thestations 102 of each combing machine. - In normal operation of the spinning line, the lap is produced by the sliver
drawing winder apparatus 1 or by a plurality of apparatus. - In the end-preparing
device 34, the end of the lap is prepared, that is to say, its free end is frayed, resulting in a prepared end which is in a predefined position with respect to the axis of the lap. - The laps with their prepared ends are fed to the combing
machines 100, which may for example be laid out in parallel, arriving at thestations 102 of these machines, using lap transferring, feeding and unloading means which do not change the position of the prepared end of the lap with respect to the lap axis. - The lap positioned on combing
machine 100 has a prepared end which is already in a sufficiently predefined position with respect to the lap itself, so that the web can be reattached to the web of a nearly-finished lap. - Advantageously, the spinning line has a sliver drawing winder apparatus or a plurality of apparatus capable of feeding laps with ready-prepared ends to the combing machines. The said combing machines do not have special apparatus for preparing the lap, so their structure is simplified.
- Unusually, with the sliver drawing winder apparatus according to the invention it is possible to create yarn manufacturing lines, and in particular comb feeding lines, which, automated, are simple in terms of structure and of control of the automatic mechanisms, and, in fine, more economically advantageous to build.
- Advantageously, that is to say, a single sliver drawing winder apparatus or a plurality of sliver drawing winders, arranged upstream of the combing machines in a spinning line, feed laps with prepared ends to the combing machines downstream, thus simplifying the structure and functionality of the said combing machines.
- Another advantageous aspect is that the said sliver drawing winder apparatus avoids line synchronizing problems arising from the feeding of the laps and the preparing of their ends in the case in which end preparation occurs directly at the combing machine itself.
- Another advantage of the sliver drawing winder apparatus according to the invention is the provision of lap unwinding means integrated into lifting means which move it to a position suitable for transfer to the comb feeding means. The benefit of this is that it avoids further rolling or rotation of the lap so that the position of the prepared end with respect to the axis of the lap cannot change. It also safeguards the integrity of the web against knocks due to its displacement.
- Advantageously, the spinning line has means of transferring the lap to the combing machines that do not modify the position of the prepared end with respect to the lap's axis.
- Another advantageous aspect is that the spinning line has means of feeding the lap with its prepared end to the combing machines which do not modify the position of the prepared end with respect to the lap's axis.
- In this way, at the combing machine the operation of reattaching the lap to the web of a nearly-finished lap does not require a separate process of correctly positioning the prepared end.
- It will be clear that a person skilled in the art will be able to make numerous modifications and alterations to the sliver drawing winder apparatus described above to satisfy any specific requirements that may arise.
- In an alternative embodiment, the said sliver drawing winder apparatus operates with a carriage for transporting the lap to the combing machines in the conventional way, e.g. by pushing the carriage.
- It will be clear that such alternative embodiments must all be considered to fall within the scope of protection of the invention as defined in the following claims.
Claims (28)
- Sliver drawing winder apparatus (1) for processing textile fibres in sliver form (N) and forming a web of fibres wound to form a lap with a prepared end, the said lap being intended for processing on a combing machine (100) and the like, the said apparatus comprising
at least one forming unit (24) fed with the said web to form the lap,
the said sliver drawing winder apparatus being characterized in that it also comprises at least one lap end-preparing device (34) able to form a prepared end of the web, in order to prepare, in subsequent processings, the piecing of the said prepared end to a tail end of another, nearly-finished lap. - Sliver drawing winder apparatus (1) according to Claim 1, in which the said end-preparing device (34) comprises lap-unwinding means.
- Sliver drawing winder apparatus (1) according to Claim 2, in which the said lap-unwinding means comprise a pair of unwinding rollers (36, 38).
- Sliver drawing winder apparatus (1) according to Claim 2 or 3, in which the said lap-unwinding means comprise a suction device (39).
- Sliver drawing winder apparatus (1) according to any one of the preceding claims, in which the said end-preparing device (34) also comprises fraying means (40) capable of forming a prepared end to the lap.
- Sliver drawing winder apparatus (1) according to Claim 5, in which the said fraying means (40) comprise means (42) for gripping the web of the lap.
- Sliver drawing winder apparatus (1) according to Claim 6, in which the said gripping means comprise a system composed of a grip (48) and, opposite the latter, an opposing wall (50).
- Sliver drawing winder apparatus (1) according to one of Claims 5 to 7, in which the said fraying means (40) comprise means (44) for tearing the lap web.
- Sliver drawing winder apparatus (1) according to Claim 8, in which the said tearing means comprise a pair of tearing rollers (52, 52').
- Sliver drawing winder apparatus (1) according to one of Claims 5 to 9, in which the said fraying means (40) comprise means (46) for detecting the position of the free end of the lap.
- Sliver drawing winder apparatus (1) according to any one of the preceding claims, also comprising a device for positioning the prepared end of the lap.
- Sliver drawing winder apparatus (1) according to Claim 11, in which the said positioning device comprises unwinding rollers (36, 38).
- Sliver drawing winder apparatus (1) according to any one of the preceding claims, also comprising lap lifting means.
- Sliver drawing winder apparatus (1) according to Claim 13, in which the said lifting means comprise a lifting carriage (56).
- Sliver drawing winder apparatus (1) according to Claim 13 or 14, in which the said lifting means are integrated into lap unwinding means.
- Sliver drawing winder apparatus (1) according to Claim 15, in which the said integrated lifting means comprise a pair of unwinding rollers (36, 38).
- Sliver drawing winder apparatus (1) according to any one of the preceding claims, also comprising a device (74) for feeding tubes to the said lap forming unit (24).
- Sliver drawing winder apparatus (1) according to any one of the preceding claims, in which the said apparatus works with means (58) for transferring the lap from the sliver drawing winder apparatus (1) to machines, downstream of the said apparatus, designed not to modify the relative position of the prepared end of the lap relative to the said lap.
- Spinning line comprising at least one sliver drawing winder apparatus (1) according to any one of the preceding claims.
- Spinning line according to Claim 19, also comprising means (58) for transferring the lap from the sliver drawing winder apparatus (1) to machines downstream of the said apparatus.
- Spinning line according to Claim 20, in which the said transfer means comprise a supporting frame (60).
- Spinning line according to Claim 20, in which the said transfer means comprise a hook-supporting column (64) and a hook (66) capable of translational movement on the said column.
- Spinning line according to any one of Claims 19 to 22, also comprising a conveyor belt (70) for transferring the said lap from the said sliver drawing winder apparatus (1) to the said machines downstream.
- Spinning line according to any one of Claims 19 to 23, also comprising at least combing machine downstream of the said sliver drawing winder apparatus (1) .
- Method of processing a lap in a spinning line comprising at least one sliver drawing winder apparatus (1), in accordance with any one of Claims 1 to 18, and at least one combing machine (100) arranged downstream of the said sliver drawing winder apparatus (1), comprising the following steps in succession:forming the said lap from a plurality of slivers (N) in a forming device (24) belonging to the said sliver drawing winder apparatus (1);preparing the free end of the said lap by making a prepared end capable of reattachment on the said combing machine to an outgoing tail end of a nearly-finished lap; andtransporting the said lap from the said sliver drawing winder apparatus (1) to a feeding station (102) of the said combing machine (100).
- Method of processing a lap according to Claim 24, in which, between the steps of preparing the end of the lap and transporting the said lap with its prepared end, the following step is carried out:positioning the said prepared end of the lap in a predefined position with respect to the axis of the said lap.
- Method of processing a lap according to Claim 25 or 26, in which the said lap transporting step is carried out by keeping the said prepared end in a predefined position relative to the axis of the lap.
- Method of processing a lap according to any one of Claims 25 to 27, also comprising the subsequent step of reattaching the prepared end of the said lap to the tail end of a nearly-finished lap.
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT03425209T ATE407239T1 (en) | 2003-04-04 | 2003-04-04 | COTTON WRAP MACHINE AND METHOD |
| DE60323329T DE60323329D1 (en) | 2003-04-04 | 2003-04-04 | Wadding machine and process |
| EP03425209A EP1464739B1 (en) | 2003-04-04 | 2003-04-04 | Lap-forming machine and process |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP03425209A EP1464739B1 (en) | 2003-04-04 | 2003-04-04 | Lap-forming machine and process |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1464739A1 true EP1464739A1 (en) | 2004-10-06 |
| EP1464739B1 EP1464739B1 (en) | 2008-09-03 |
Family
ID=32842911
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03425209A Expired - Lifetime EP1464739B1 (en) | 2003-04-04 | 2003-04-04 | Lap-forming machine and process |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP1464739B1 (en) |
| AT (1) | ATE407239T1 (en) |
| DE (1) | DE60323329D1 (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101016662B (en) * | 2007-02-13 | 2010-05-19 | 江苏凯宫机械股份有限公司 | Strip ribbon lap machine |
| ITBS20080232A1 (en) * | 2008-12-19 | 2010-06-20 | Marzoli Spa | TRIMMING DEVICE FOR FIBER RIBBING MACHINES, FOR EXAMPLE FOR A STRAINER |
| ITBS20090237A1 (en) * | 2009-12-28 | 2011-06-29 | Marzoli Combing & Flyer S P A | IRONING DEVICE OF A STRAIGHT MILLER OR OF A STRAIGHTENER |
| WO2011077267A1 (en) | 2009-12-24 | 2011-06-30 | Marzoli Combing & Flyer S.P.A. | Lap winding device for a textile machine, for example a lap-winder, provided with an auxiliary belt |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0349852A2 (en) * | 1988-07-05 | 1990-01-10 | Maschinenfabrik Rieter Ag | Method for the automatic feed of combing machines |
| US5337456A (en) * | 1990-10-22 | 1994-08-16 | Rieter Machine Works, Ltd. | Method and apparatus for opening a wadding lap |
| EP0677603A2 (en) * | 1988-11-03 | 1995-10-18 | Maschinenfabrik Rieter Ag | Combing machine |
| EP0718422A1 (en) * | 1994-12-22 | 1996-06-26 | Maschinenfabrik Rieter Ag | Machine for producing lap windings from fiber ribbons |
-
2003
- 2003-04-04 AT AT03425209T patent/ATE407239T1/en not_active IP Right Cessation
- 2003-04-04 EP EP03425209A patent/EP1464739B1/en not_active Expired - Lifetime
- 2003-04-04 DE DE60323329T patent/DE60323329D1/en not_active Expired - Lifetime
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0349852A2 (en) * | 1988-07-05 | 1990-01-10 | Maschinenfabrik Rieter Ag | Method for the automatic feed of combing machines |
| EP0677603A2 (en) * | 1988-11-03 | 1995-10-18 | Maschinenfabrik Rieter Ag | Combing machine |
| US5337456A (en) * | 1990-10-22 | 1994-08-16 | Rieter Machine Works, Ltd. | Method and apparatus for opening a wadding lap |
| EP0718422A1 (en) * | 1994-12-22 | 1996-06-26 | Maschinenfabrik Rieter Ag | Machine for producing lap windings from fiber ribbons |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101016662B (en) * | 2007-02-13 | 2010-05-19 | 江苏凯宫机械股份有限公司 | Strip ribbon lap machine |
| ITBS20080232A1 (en) * | 2008-12-19 | 2010-06-20 | Marzoli Spa | TRIMMING DEVICE FOR FIBER RIBBING MACHINES, FOR EXAMPLE FOR A STRAINER |
| WO2010070608A1 (en) | 2008-12-19 | 2010-06-24 | Marzoli S.P.A. | Lap-forming device for machines manufacturing fibre webs, such as a lap-winder |
| CN102282300A (en) * | 2008-12-19 | 2011-12-14 | 马佐里股份公司 | Lap-forming device for machines manufacturing fibre webs, such as a lap-winder |
| CN102282300B (en) * | 2008-12-19 | 2014-05-07 | 马佐里股份公司 | Lap-forming device for machines manufacturing fibre webs, such as a lap-winder |
| WO2011077267A1 (en) | 2009-12-24 | 2011-06-30 | Marzoli Combing & Flyer S.P.A. | Lap winding device for a textile machine, for example a lap-winder, provided with an auxiliary belt |
| ITBS20090237A1 (en) * | 2009-12-28 | 2011-06-29 | Marzoli Combing & Flyer S P A | IRONING DEVICE OF A STRAIGHT MILLER OR OF A STRAIGHTENER |
| WO2011080611A1 (en) | 2009-12-28 | 2011-07-07 | Marzoli Combing & Flyer S.P.A. | Draft device of a drafting machine or a lap - forming machine |
Also Published As
| Publication number | Publication date |
|---|---|
| ATE407239T1 (en) | 2008-09-15 |
| DE60323329D1 (en) | 2008-10-16 |
| EP1464739B1 (en) | 2008-09-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110331483B (en) | Full-flow intelligent spinning production line | |
| US4125990A (en) | Open-end spinning machine | |
| EP0069087B1 (en) | Method and apparatus for loading a creel and linking more than one fibre processing machines | |
| CZ146091A3 (en) | Process and apparatus for automatic feeding a fiber strand to a textile machine | |
| CZ283134B6 (en) | Process and apparatus for spinning yarn on a rotor spinning machine | |
| EP1464739B1 (en) | Lap-forming machine and process | |
| US4987645A (en) | Automatic piecing of overlapped leading and trailing ends of slivers in a textile machine | |
| CN108069291B (en) | Method and device for depositing a yarn end on a bobbin, and spinning winding machine | |
| ITMI950025A1 (en) | SPOOL DISTRIBUTION AND HANDLING SYSTEM AT THE SEWING STATIONS OF AN AUTOMATIC TACKER | |
| US5092531A (en) | Assembly for preparing yarn ends of yarn packages for unwinding at a textile winding machine | |
| CN104973438B (en) | Winding machine for winding fiber strips and method for winding fiber strips | |
| CN103025936A (en) | Lap forming device for a lap-winder | |
| US5038441A (en) | Combing machine having apparatus for changing lap rolls | |
| US4866814A (en) | Process and apparatus to fine one end in a textile fiber band or sliver and to engage said end to feed members in a textile machine | |
| EP0603125B1 (en) | Method and apparatus for piecing lap sheets | |
| CN102549205A (en) | Combing machine having a sliver-guiding means | |
| CZ281430B6 (en) | Process and apparatus for winding thread on to conical bobbins or tubes | |
| US6079195A (en) | Procedure for re-equipping and simultaneous modernization of an open end rotor spinning machine | |
| US5778493A (en) | Device and method for automatically replacing the feed lap packages and for preparing and joining the relative edges in a combing machine | |
| CN108069285B (en) | Method for depositing a yarn end on a bobbin in a defined manner, device for carrying out the method and spinning winding machine | |
| ITMI950028A1 (en) | DEVICE FOR HANDLING BOBBINS IN AN AUTOMATIC WINDING MACHINE | |
| US10577728B2 (en) | Method for preparing a workstation for resumption of the spinning process on an air-jet spinning machine, and an air-jet spinning machine for performing the method | |
| US6449805B2 (en) | Follow-up system for a reserve lap in a combing machine | |
| US6167595B1 (en) | Method and device for automatically replacing the lap, preparing and joining its edges and restarting it in a combing machine | |
| JPH01299117A (en) | Conveying system for conquering difference of elevation |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| 17P | Request for examination filed |
Effective date: 20041117 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| 17Q | First examination report despatched |
Effective date: 20060628 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REF | Corresponds to: |
Ref document number: 60323329 Country of ref document: DE Date of ref document: 20081016 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: JACOBACCI & PARTNERS S.P.A. |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080903 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081214 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080903 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080903 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080903 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080903 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081203 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080903 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090203 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080903 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080903 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080903 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080903 |
|
| 26N | No opposition filed |
Effective date: 20090604 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20090404 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20091231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081203 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091222 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090404 Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090430 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090404 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081204 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090404 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090304 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080903 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PCAR Free format text: NEW ADDRESS: VIA LUGANETTO 3, 6962 LUGANO (CH) |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20150225 Year of fee payment: 13 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160404 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20200406 Year of fee payment: 18 Ref country code: CH Payment date: 20200420 Year of fee payment: 18 Ref country code: DE Payment date: 20200430 Year of fee payment: 18 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 60323329 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210430 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210430 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20211103 |