EP1445570B1 - Heat exchanger tube with corrugated insert and manufacturing method therefore - Google Patents
Heat exchanger tube with corrugated insert and manufacturing method therefore Download PDFInfo
- Publication number
- EP1445570B1 EP1445570B1 EP04000378.2A EP04000378A EP1445570B1 EP 1445570 B1 EP1445570 B1 EP 1445570B1 EP 04000378 A EP04000378 A EP 04000378A EP 1445570 B1 EP1445570 B1 EP 1445570B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- wave
- heat exchanger
- exchanger tube
- section
- insert
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Revoked
Links
Images


Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F3/00—Plate-like or laminated elements; Assemblies of plate-like or laminated elements
- F28F3/02—Elements or assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with recesses, with corrugations
- F28F3/025—Elements or assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with recesses, with corrugations the means being corrugated, plate-like elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D13/00—Corrugating sheet metal, rods or profiles; Bending sheet metal, rods or profiles into wave form
- B21D13/02—Corrugating sheet metal, rods or profiles; Bending sheet metal, rods or profiles into wave form by pressing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/02—Making other particular articles heat exchangers or parts thereof, e.g. radiators, condensers fins, headers
- B21D53/04—Making other particular articles heat exchangers or parts thereof, e.g. radiators, condensers fins, headers of sheet metal
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D9/00—Heat-exchange apparatus having stationary plate-like or laminated conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall
- F28D9/0031—Heat-exchange apparatus having stationary plate-like or laminated conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall the conduits for one heat-exchange medium being formed by paired plates touching each other
- F28D9/0043—Heat-exchange apparatus having stationary plate-like or laminated conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall the conduits for one heat-exchange medium being formed by paired plates touching each other the plates having openings therein for circulation of at least one heat-exchange medium from one conduit to another
- F28D9/005—Heat-exchange apparatus having stationary plate-like or laminated conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall the conduits for one heat-exchange medium being formed by paired plates touching each other the plates having openings therein for circulation of at least one heat-exchange medium from one conduit to another the plates having openings therein for both heat-exchange media
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F2215/00—Fins
- F28F2215/04—Assemblies of fins having different features, e.g. with different fin densities
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S165/00—Heat exchange
- Y10S165/916—Oil cooler
Definitions
- the invention relates to a heat exchanger tube with a corrugated t having the features of the preamble of claims 1 and 3 respectively. Moreover, the invention relates to a manufacturing method for corrugated use.
- the object of the invention is to provide a corrugated insert which can be produced with the least possible effort and with which an optimized ratio of the cooling capacity to the pressure loss in a heat exchanger is possible.
- the troughs have about twice the length of the wave crests.
- a larger wavelength of the insert leads to a lower pressure loss.
- the terms "wave troughs” and “wave crests” are interchangeable because they depend on the viewer's point of view.
- the one-piece insert is formed of different wavelengths. For example, at the beginning of the insert there may be a portion of lesser wavelength followed by a middle portion of longer wavelength, which in turn merges into an end portion of lesser wavelength. This order can also be changed as needed.
- Each section preferably consists of several waves of equal length.
- the feed rate or feed of the strip material be changed accordingly to provide portions of greater or lesser wavelength (pitch).
- a smaller wavelength is realized by a lower feed rate or a smaller feed and a larger wavelength consequently by a higher feed rate or a larger feed. Accordingly, no or at least only minor changes to the punching tool or other expenditures are required for the production of such inserts.
- Only the speed of the tape feed or alternatively the continuous stroke speed of the press or the size of the feed must be pre-programmed accordingly to obtain the desired formation of the insert. Larger or smaller feeds can be realized by changing the angular positions of the eccentric shaft of the press, between which the feed can take place.
- the insert is designed in such a way that the optimal or desired ratio of the cooling capacity to the pressure loss is achieved for the respective application.
- the methods according to the invention consist, in other words, of exploiting the known technical possibilities of the forming machine specifically for the production of inserts for heat exchanger tubes in order to form them with shorter and / or longer wavelengths so that they fulfill certain requirements with regard to the heat exchange can.
- an insert can be made, for example, has a portion of any length, in which no waves are present, or only a single long drawn wave, which is thus flat.
- Such a section is preceded by at least one section of waves, and at least one section of waves adjoins the non-waved section.
- Such configurations of corrugated inserts are desired in some cases because they may, for example, avoid the use of multiple individual inserts.
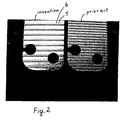
- FIGS. 1 and 2 show photographic images of a known insert and an insert according to the invention.
- FIG. 3 is a schematic representation of a known use and the FIGS. 4 and 5 are inserts, but according to the present invention.
- the Fig. 6 shows a non-inventive view of the end of a flat tube and the Fig. 7 shows an insert which has been produced by a further method according to the invention.
- the heat exchanger tube can be designed as desired.
- the heat exchanger tube of the embodiment is on the EP 742 418 B1 and there especially on the Fig. 7 directed.
- the heat exchanger tube for example, consists of two tube shells which are nested, being soldered tight at its edge, but their heat exchange surfaces are spaced and limit the space in which the insert is located.
- the heat exchanger tube has at least one inlet opening 7 and an outlet opening 8, which in the Fig. 5 are designated.
- the oil flows through the heat exchanger tube and is in heat exchange with the flowed through by the cooling liquid upper and lower heat exchanger tube, as is known from the above Fig. 7 the EP's clearly visible.
- inventions 1 and 2 Illustrated with "invention" images provided that the wave troughs 2 have a greater length than the wave crests 2.
- the wavelength 4 often referred to as pitch was increased compared to the prior art.
- the length of the wave troughs 2 is about twice as long as the length of the wave crests 1. It can be understood that thereby the pressure loss can be reduced, because the oil and / or the cooling liquid on the way from the inlet opening 7 to the outlet opening 8 less waves or breakthroughs 5 has to overcome than in a use according to the prior art.
- the insert is an insert made on a press in a punching tool.
- the preparation is made of an "endless" strip material, preferably of aluminum, which is very well known in the prior art and therefore not shown in a figure.
- the metal strip is down from the so-called coil with a certain low but constant over the entire use feed rate and transported through the punch to a use according to Fig. 3 or to produce according to the prior art.
- the feed rate is in the production of the in Fig. 4 shown use also constant but higher than in the prior art according to Fig. 3 ,
- this insert has an approximately twice the wavelength 4 than the one after Fig. 3 ,
- the feed rate is changed at intervals. First, the initial section A1 is produced at a constant but reduced speed. Then, at a constant but increased feed speed or with increased feed, the center portion A2 is made to immediately reduce the speed or the feed back to the value of the initial portion A1 to produce the end portion A3 .
- the speed amounts or feeds can be determined by tests. In general, a higher speed or a larger feed leads to longer wavelengths and vice versa, reduced speed to smaller wavelengths.
- the continuous stroke speed of the press is varied.
- the section A1 with a Treasurehub horridas of 240 strokes / min. can be made, the following section A2, which has larger wavelengths 4 , can be realized with 200 strokes / min and the end section A3 can again be realized with 240 strokes / min.
- the variation of the feed rate or the advance of the aluminum strip is preferable because a frequent change of the Treasurehub Anthony is at the expense of the mechanics of the press.
- a press stroke consists of a 360 ° full circle rotation of the eccentric shaft of the press, the forming operation taking place in the area of the bottom dead center, that is to say in the region of 180 °.
- the tape feed takes place, for example, within an angular position of the eccentric shaft between 320 ° and 40 °, ie within an 80 ° - Winkelweges, for the passage (above the top dead center) depending on the set Treasurehub Anthony a certain period is assigned, within the same feed can be done.
- the tape feed takes place, for example, within a 100 ° - Winkelweges, so for example between 310 ° and 50 °, which allows a longer period for the same Mamahub Ukrainian, within the same even at the same feed rate a longer way or a longer Feed is completed, the longer wavelengths 4 results.
- the limits of the angular positions within which the feed is executable may vary from case to case. These hang among other things from the diameter of the eccentric shaft and from the depth of engagement of the upper tool in the lower tool. If this depth is small and the diameter is large, correspondingly broader limits can be envisaged. However, a larger angular path (radians) than 180 °, ie between 270 ° and 90 °, seems rarely feasible. Maximized feed rates are achievable if, in addition to the extension of the angular travel, the feed rate is simultaneously increased.
- the heat exchanger tube according to the Fig. 6 is a welded, soldered or drawn flat tube 11, as might occur, for example, in air-cooled intercoolers. Also in such heat exchanger tubes 11 is an insert. It is pure coincidence that there the waveform of the insert from the Fig. 5 has been provided, because the training of the use depends on the specific application. Also the use of the Fig. 6 may have openings 5 , but it can also be formed without openings 5 , for example, the charge air flows perpendicular to the image plane through the flat tube 11. In other words, the direction of flow 10 and lying in the image plane wave direction 9 are perpendicular to each other, which is why Fig. 6 not part of this invention.
- an insert is shown in principle which has a central section A2 without waves, but which in the present context is regarded as a section A2 with a single elongated shaft.
- a section A2 is produced in that the Treasurehub congress the eccentric press is interrupted with advancing feed.
- Such inserts are preferably not intended for mass production due to the mentioned interruption of Treasurehub ceremoniess.
- the initial section A1 and the end section A3 may consist of a plurality of waves of equal wavelength 4 , it being understood that it is also possible here to vary such that different wavelengths 4 are present within the start section A1 and / or the end section A3 . Therefore, in the end section A3 , waves of different wavelengths 4 were provided merely by way of example.
- the length of the sections A1, A2, A3 can be chosen freely and depends on the specific application of the use.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- General Engineering & Computer Science (AREA)
- Heat-Exchange Devices With Radiators And Conduit Assemblies (AREA)
Description
Die Erfindung betrifft ein Wärmetaucherrohr mit einem gewellten Einsatzt, das die Merkmale des Oberbegriffes der Ansprüche 1 bzw. 3 aufweist. Darüber hinaus betrifft die Erfindung ein Herstellungsverfahren für den gewellten Einsatz.The invention relates to a heat exchanger tube with a corrugated Einsatzt having the features of the preamble of
Der Stand der Technik auf dem angesprochenen Gebiet zeichnet sich durch scheinbar grenzenlosen Variantenreichtum aus.The state of the art in the mentioned field is characterized by seemingly limitless variety wealth.
Beschränkt man sich auf einen gewellten Einsatz in ein Wärmetauscherrohr eines Ölkühlers, so kann beispielsweise auf das deutsche Gebrauchsmuster
Da so etwas nicht gerne hingenommen wird, behilft man sich bezüglich der Erzielung des optimalen Verhältnisses der Kühlleistung zum Druckverlust oft damit, dass zwischen den Rändern des Wärmetauscherrohres und den Rändern des Einsatzes mehr oder weniger große Bypässe belassen werden. Diese haben jedoch Einfluss auf die gesamte Durchströmungscharakteristik des Wärmetauschers, und sie sind deshalb oft auch nicht die beste Lösung. In der
In der
Die Aufgabe der Erfindung besteht darin, einen gewellten Einsatz zur Verfügung zu stellen, der mit geringstem Aufwand herstellbar ist und mit dem ein optimiertes Verhältnis der Kühlleistung zum Druckverlust in einem Wärmetauscher möglich ist.The object of the invention is to provide a corrugated insert which can be produced with the least possible effort and with which an optimized ratio of the cooling capacity to the pressure loss in a heat exchanger is possible.
Es soll ferner ein vorteilhaftes Herstellungsverfahren für den Einsatz angegeben werden.It should also be given an advantageous manufacturing method for use.
Die erfindungsgemäße Lösung wird bezüglich der Ausbildung des gewellten Einsatzes durch das Kennzeichen des Anspruchs 1 oder auch durch das Kennzeichen des Anspruchs 3 erreicht. Zwei erfindungsgemäße Herstellungsverfahren für den gewellten Einsatz sind Gegenstand der Ansprüche 6 und 7.The inventive solution is achieved with respect to the formation of the corrugated insert by the characterizing part of claim 1 or by the characterizing part of
Es wird bevorzugt eine solche Teilung des wellenförmigen Einsatzes gewählt, dass die Wellentäler etwa die doppelte Länge der Wellenberge aufweisen. Eine größere Wellenlänge des Einsatzes führt zu einem geringeren Druckverlust. Die Begriffe "Wellentäler" und "Wellenberge" sind austauschbar, da sie vom Standpunkt des Betrachters abhängen.It is preferably selected such a division of the wave-shaped insert that the troughs have about twice the length of the wave crests. A larger wavelength of the insert leads to a lower pressure loss. The terms "wave troughs" and "wave crests" are interchangeable because they depend on the viewer's point of view.
Als weitere unabhängige Aufgabenlösung ist vorgesehen, dass der einstückige Einsatz aus unterschiedlichen Wellenlängen gebildet ist. Beispielsweise kann am Anfang des Einsatzes ein Abschnitt mit geringerer Wellenlänge vorhanden sein, an den sich ein Mittelabschnitt mit größerer Wellenlänge anschließt, der wiederum in einen Endabschnitt geringerer Wellenlänge übergeht. Diese Reihenfolge kann je nach Bedarf auch verändert sein. Jeder Abschnitt besteht vorzugsweise aus mehreren Wellen gleicher Länge.As a further independent task solution is provided that the one-piece insert is formed of different wavelengths. For example, at the beginning of the insert there may be a portion of lesser wavelength followed by a middle portion of longer wavelength, which in turn merges into an end portion of lesser wavelength. This order can also be changed as needed. Each section preferably consists of several waves of equal length.
Insbesondere ist bei einem auf einer Presse gestanzten Einsatz vorgesehen, dass die Vorschubgeschwindigkeit oder der Vorschub des Bandmaterials entsprechend verändert wird, um Abschnitte mit größerer bzw. kleinerer Wellenlänge (Teilung) zu schaffen. Eine kleinere Wellenlänge wird durch eine geringere Vorschubgeschwindigkeit oder einen kleineren Vorschub realisiert und eine größere Wellenlänge demzufolge durch eine höhere Vorschubgeschwindigkeit oder einen größeren Vorschub. Zur Herstellung solcher Einsätze sind demzufolge keinerlei oder zumindest lediglich geringfügige Änderungen am Stanzwerkzeug oder sonstige Aufwände erforderlich. Lediglich die Geschwindigkeit des Bandvorschubs oder alternativ die Dauerhubgeschwindigkeit der Presse oder die Größe des Vorschubs müssen entsprechend vorprogrammiert werden, um die gewünschte Ausbildung des Einsatzes zu erhalten. Größere oder kleinere Vorschübe lassen sich durch die Veränderung der Winkelstellungen der Exzenterwelle der Presse, zwischen denen der Vorschub erfolgen kann, realisieren.In particular, in an insert stamped on a press, it is provided that the feed rate or feed of the strip material be changed accordingly to provide portions of greater or lesser wavelength (pitch). A smaller wavelength is realized by a lower feed rate or a smaller feed and a larger wavelength consequently by a higher feed rate or a larger feed. Accordingly, no or at least only minor changes to the punching tool or other expenditures are required for the production of such inserts. Only the speed of the tape feed or alternatively the continuous stroke speed of the press or the size of the feed must be pre-programmed accordingly to obtain the desired formation of the insert. Larger or smaller feeds can be realized by changing the angular positions of the eccentric shaft of the press, between which the feed can take place.
Der Einsatz wird so ausgebildet, dass das für den jeweiligen Einsatzfall optimale bzw. gewünschte Verhältnis der Kühlleistung zum Druckverlust zustande kommt. Wegen weiterer Merkmale wird auf die Ansprüche hingewiesen.The insert is designed in such a way that the optimal or desired ratio of the cooling capacity to the pressure loss is achieved for the respective application. For further features, reference is made to the claims.
Die erfindungsgemäßen Verfahren bestehen, mit anderen Worten ausgedrückt, darin, die an sich bekannten technischen Möglichkeiten der Umformmaschine gezielt für die Herstellung von Einsätzen für Wärmetauscherrohre auszunutzen, um diese derart mit kürzeren und/oder längeren Wellenlängen auszubilden, dass sie bestimmte Anforderungen bezüglich des Wärmetausches erfüllen können.The methods according to the invention consist, in other words, of exploiting the known technical possibilities of the forming machine specifically for the production of inserts for heat exchanger tubes in order to form them with shorter and / or longer wavelengths so that they fulfill certain requirements with regard to the heat exchange can.
Als zusätzlicher Vorteil gegenüber dem Stand der Technik muss unbedingt darauf hingewiesen werden, dass eine nicht unerhebliche Materialeinsparung durch das Vorsehen größerer Wellenlängen im Einsatz auftritt.As an additional advantage over the prior art must necessarily be noted that a significant material savings by providing larger wavelengths in use occurs.
Gemäß dem unabhängigen Anspruch 7 ist vorgesehen, dass der Dauerhubbetrieb der Presse vorübergehend unterbrochen wird, wobei der Vorschub weiter in Betrieb bleibt. Dadurch kann ein Einsatz hergestellt werden, der beispielsweise einen Abschnitt beliebiger Länge aufweist, in dem keine Wellen vorhanden sind, bzw. nur eine einzige lang gezogene Welle, der also eben ausgebildet ist. Einem solchen Abschnitt geht mindestens ein Abschnitt mit Wellen voraus, und es schließt sich auch mindestens ein Abschnitt mit Wellen an den nicht gewellten Abschnitt an. Solche Ausbildungen von gewellten Einsätzen sind in manchen Fällen gewünscht, weil sie beispielsweise die Verwendung von mehreren einzelnen Einsätzen vermeiden können.According to the
Im Folgenden wird die Erfindung anhand von Ausführungsbeispielen beschrieben, die sich auf den Einsatz in einem Wärmetauscherrohr eines Ölkühlers beziehen.In the following, the invention will be described with reference to exemplary embodiments, which relate to the use in a heat exchanger tube of an oil cooler.
Die
Das Wärmetauscherrohr kann beliebig ausgebildet sein.The heat exchanger tube can be designed as desired.
Wegen des Wärmetauscherrohres des Ausführungsbeispiels wird auf das
Der Einsatz gemäß dem Stand der Technik, wie er in den
Es handelt sich bei dem Einsatz um einen auf einer Presse in einem Stanzwerkzeug hergestellten Einsatz. Die Herstellung erfolgt von einem "endlosen" Bandmaterial, vorzugsweise aus Aluminium, was aus dem Stand der Technik sehr gut bekannt ist und deshalb nicht in einer Figur dargestellt wurde. Das Metallband wird mit einer bestimmten niedrigen aber über den gesamten Einsatz konstanten Vorschubgeschwindigkeit vom sogenannten Coil herunter und durch das Stanzwerkzeug transportiert, um einen Einsatz gemäß
Die Vorschubgeschwindigkeit ist bei der Herstellung des in
Dadurch weist dieser Einsatz eine etwa doppelt so große Wellenlänge 4 auf als derjenige nach
Bei der Herstellung des Einsatzes gemäß
Das gleiche Ergebnis wird erreicht, wenn anstelle der Vorschubgeschwindigkeit die Dauerhubgeschwindigkeit der Presse variiert wird. Beispielsweise kann gemäß der
Ein Pressenhub besteht bekanntlich aus einer 360 °- Vollkreis - Drehung der Exzenterwelle der Presse, wobei die Umformoperation im Bereich des unteren Totpunktes, also im Bereich von 180°, erfolgt. Der Bandvorschub erfolgt beispielsweise innerhalb einer Winkelstellung der Exzenterwelle zwischen 320° und 40°, also innerhalb eines 80°- Winkelweges, für dessen Durchlauf (über den oberen Totpunkt) je nach eingestellter Dauerhubgeschwindigkeit ein bestimmter Zeitraum zugeordnet ist, innerhalb desselben der Vorschub erfolgen kann. Durch entsprechende Programmierung wird nun erreicht, dass der Bandvorschub beispielsweise innerhalb eines 100°- Winkelweges erfolgt, also beispielsweise zwischen 310 ° und 50°, der bei gleicher Dauerhubgeschwindigkeit einen längeren Zeitraum zulässt, innerhalb desselben selbst bei gleicher Vorschubgeschwindigkeit eine größerer Weg bzw. ein längerer Vorschub absolviert wird, der längere Wellenlängen 4 ergibt. Die Grenzen der Winkelstellungen, innerhalb derer der Vorschub ausführbar ist, können von Fall zu Fall verschieden sein. Diese hängen unter anderem von dem Durchmesser der Exzenterwelle und von der Tiefe des Eingriffs des Oberwerkzeugs in das Unterwerkzeug ab. Ist diese Tiefe klein und der Durchmesser groß, können entsprechend breitere Grenzen ins Auge gefasst werden. Ein größerer Winkelweg (Bogenmaß) als 180°, also zwischen 270 ° und 90°, scheint jedoch selten realisierbar zu sein. Maximierte Vorschübe sind erreichbar, wenn neben der Verlängerung des Winkelweges gleichzeitig die Vorschubgeschwindigkeit erhöht wird.As is generally known, a press stroke consists of a 360 ° full circle rotation of the eccentric shaft of the press, the forming operation taking place in the area of the bottom dead center, that is to say in the region of 180 °. The tape feed takes place, for example, within an angular position of the eccentric shaft between 320 ° and 40 °, ie within an 80 ° - Winkelweges, for the passage (above the top dead center) depending on the set Dauerhubgeschwindigkeit a certain period is assigned, within the same feed can be done. By appropriate programming is now achieved that the tape feed takes place, for example, within a 100 ° - Winkelweges, so for example between 310 ° and 50 °, which allows a longer period for the same Dauerhubgeschwindigkeit, within the same even at the same feed rate a longer way or a longer Feed is completed, the
Das Wärmetauscherrohr gemäß der
In der
Claims (8)
- Heat exchanger tube having a corrugated insert, the corrugated insert being inserted into the heat exchanger tube and being joined to the walls of the heat exchanger tube, preferably metallically, the corrugated insert having alternating wave peaks (1) and wave valleys (2), a specific wave height (3), a wave length (4) (pitch) and apertures (5) in the wave flanks (6), the wave running direction (9) corresponding approximately to the inward flow direction (10),
characterized in that the wave valleys (2) have a greater length (7) than the wave peaks (1) - or vice versa. - Heat exchanger tube according to Claim 2, characterized in that the wave valleys (2) are preferably twice as long as the wave peaks (2) - or vice versa.
- Heat exchanger tube having a corrugated insert, the corrugated insert being inserted into the heat exchanger tube and being joined to the walls of the heat exchanger tube, preferably metallically, the corrugated insert having alternating wave peaks (1) and wave valleys (2), a specific wave height (3), a wave length (4) (pitch) and apertures (5) in the wave flanks (6), the wave running direction (9) corresponding approximately to the inward flow direction (10),
characterized in that
the one-piece insert is formed from sections (A1, A3) having smaller wave lengths (4) and from sections (A2) having greater wave lengths (4), wherein a section (A1, A2, A3) is composed either of multiple waves of the same wave length (4) or at least of a wave of which the wave length (4) is greater than the wave length (4) in an adjacent section. - Heat exchanger tube according to Claim 3, characterized in that the insert preferably has an initial section (A1) with a smaller wave length (4), a middle section (A2) with a greater wave length (4) and an end section (A3) with a smaller wave length (4).
- Heat exchanger tube according to Claim 4, having an inlet opening and an outlet opening for the medium flowing through the heat exchanger tube, characterized in that the wave length (4) in the initial section (A1) is preferably of the same size as in the end section (A3), wherein these sections (A1, A3) are those in which the inlet opening (7) of the medium into the heat exchanger tube and, respectively, the outlet opening (8) for the medium from the heat exchanger tube are located.
- Method for manufacturing corrugated inserts for a heat exchanger tube according to one of the preceding Claims 1 - 5, which are produced from a sheet metal strip, which are transported at a specific feed rate and with a specific feed length through a shaping tool on an eccentric press which operates in continuous stroke mode,
characterized in that, with a constant continuous stroke rate, the feed rate is increased or reduced, wherein a section (A1, A3) of the insert having a smaller wave length (4) is produced with a reduced feed rate, and a section (A2) of the insert having a greater wave length (4) is produced with an increased feed rate,
or in that, with a constant feed rate, the continuous stroke rate is increased or reduced, a section (A2) having a greater wave length (4) is formed with a reduced continuous stroke rate and a section (A1, A3) having a shorter wave length (4) is formed with an increased continuous stroke rate,
or in that the angular positions of the eccentric shaft of the press between which the feed is implemented are changed within permissible limits, as a result of which the feed length is increased or reduced. - Method for manufacturing corrugated inserts for a heat exchanger tube according to one of Claims 1 - 5, which are produced from a sheet metal strip, which is transported at a specific feed rate and with a specific feed length through a shaping tool on an eccentric press which operates in continuous stroke mode,
characterized in that the continuous stroke mode is interrupted with the feed running, so that a corrugated insert having a section without waves or having a section with a single long drawn-out wave is produced. - Method according to Claim 6 or 7, characterized in that the desired variations in the continuous stroke, the feed length and/or the feed rate are pre-programmed in a programming unit assigned to the press.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10304692A DE10304692A1 (en) | 2003-02-06 | 2003-02-06 | Corrugated insert for a heat exchanger tube |
| DE10304692 | 2003-02-06 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1445570A2 EP1445570A2 (en) | 2004-08-11 |
| EP1445570A3 EP1445570A3 (en) | 2007-01-24 |
| EP1445570B1 true EP1445570B1 (en) | 2016-04-27 |
Family
ID=32603163
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP04000378.2A Revoked EP1445570B1 (en) | 2003-02-06 | 2004-01-10 | Heat exchanger tube with corrugated insert and manufacturing method therefore |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US7255159B2 (en) |
| EP (1) | EP1445570B1 (en) |
| DE (1) | DE10304692A1 (en) |
Families Citing this family (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4338480B2 (en) * | 2003-09-05 | 2009-10-07 | カルソニックカンセイ株式会社 | Heat exchanger |
| DE10359806A1 (en) * | 2003-12-19 | 2005-07-14 | Modine Manufacturing Co., Racine | Heat exchanger with flat tubes and flat heat exchanger tube |
| DE102004056592A1 (en) * | 2004-11-23 | 2006-05-24 | Behr Gmbh & Co. Kg | Low-temperature coolant radiator |
| DE102005010493A1 (en) * | 2005-03-08 | 2006-09-14 | Modine Manufacturing Co., Racine | Heat exchanger with flat tubes and flat heat exchanger tube |
| DE102005034305A1 (en) * | 2005-07-22 | 2007-01-25 | Behr Gmbh & Co. Kg | Plate element for a plate cooler |
| ES2315056B1 (en) * | 2005-08-31 | 2009-11-11 | Valeo Termico, S.A. | FIN FOR THE DRIVING OF A FLUID TO REFRIGERATE, AND HEAT EXCHANGER OF STACKED PLATES EQUIPPED WITH SUCH FINS. |
| DE102005053924B4 (en) * | 2005-11-11 | 2016-03-31 | Modine Manufacturing Co. | Intercooler in plate construction |
| JP2007178010A (en) * | 2005-12-27 | 2007-07-12 | Calsonic Kansei Corp | Inner fin for heat exchanger |
| DE102006045650B4 (en) * | 2006-09-27 | 2008-08-21 | Techeffekt Anstalt | Heat exchanger with a helical channel for a forced flow |
| US20090250201A1 (en) * | 2008-04-02 | 2009-10-08 | Grippe Frank M | Heat exchanger having a contoured insert and method of assembling the same |
| US8424592B2 (en) | 2007-01-23 | 2013-04-23 | Modine Manufacturing Company | Heat exchanger having convoluted fin end and method of assembling the same |
| US20100025024A1 (en) * | 2007-01-23 | 2010-02-04 | Meshenky Steven P | Heat exchanger and method |
| CN100516758C (en) * | 2007-06-12 | 2009-07-22 | 缪志先 | Strip-free plate-fin heat exchanger |
| JP5967588B2 (en) * | 2011-10-19 | 2016-08-10 | パナソニックIpマネジメント株式会社 | Heat exchanger |
| DK2904344T3 (en) | 2012-10-04 | 2020-03-09 | Parker Hannifin Mfg France Sas | Frame comprising two ribs and heat exchanger comprising frame |
| US9377250B2 (en) * | 2012-10-31 | 2016-06-28 | The Boeing Company | Cross-flow heat exchanger having graduated fin density |
| DE102014208955A1 (en) * | 2014-05-12 | 2015-11-12 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Heat transfer device and its use |
| US10006369B2 (en) | 2014-06-30 | 2018-06-26 | General Electric Company | Method and system for radial tubular duct heat exchangers |
| US9777963B2 (en) | 2014-06-30 | 2017-10-03 | General Electric Company | Method and system for radial tubular heat exchangers |
| US9835380B2 (en) | 2015-03-13 | 2017-12-05 | General Electric Company | Tube in cross-flow conduit heat exchanger |
| US20160377350A1 (en) * | 2015-06-29 | 2016-12-29 | Honeywell International Inc. | Optimized plate fin heat exchanger for improved compliance to improve thermal life |
| US10378835B2 (en) | 2016-03-25 | 2019-08-13 | Unison Industries, Llc | Heat exchanger with non-orthogonal perforations |
| JP2018054264A (en) * | 2016-09-30 | 2018-04-05 | 株式会社マーレ フィルターシステムズ | Heat exchanger |
| JP6791704B2 (en) * | 2016-09-30 | 2020-11-25 | 株式会社マーレ フィルターシステムズ | Heat exchanger |
| EP3330657B1 (en) | 2016-12-01 | 2020-10-28 | Modine Manufacturing Company | Air fin for a heat exchanger, and method of making the same |
Citations (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2344588A (en) | 1941-01-06 | 1944-03-21 | Blauvelt Associates Inc | Heat transfer device |
| US3083662A (en) | 1957-07-19 | 1963-04-02 | Borg Warner | Heat exchanger and method of making same |
| CH416698A (en) | 1962-09-29 | 1966-07-15 | Hermann Friedrich Dr Ing | Gas-cooled heat exchanger for cooling liquids |
| US3430476A (en) | 1966-11-14 | 1969-03-04 | American Cyanamid Co | Corrugating machine |
| DE2025722A1 (en) | 1969-08-07 | 1971-02-18 | Le Transformateur, Paris | Method and device for continuously folding a metal strip |
| DE2109346A1 (en) | 1970-03-20 | 1971-10-14 | Apv Co Ltd | Plate for plate heat exchangers and tools for its manufacture |
| US4022050A (en) | 1975-12-04 | 1977-05-10 | Caterpillar Tractor Co. | Method of manufacturing a heat exchanger steel |
| JPS60238689A (en) | 1984-05-11 | 1985-11-27 | Mitsubishi Electric Corp | Heat exchanger |
| CH655257A5 (en) | 1982-04-30 | 1986-04-15 | Zschokke Wartmann Ag | Method and device for producing with kuehlrippen provided hohlkoerpern. |
| DE3923622A1 (en) | 1989-07-17 | 1991-01-31 | Kaiser Kg Otto | DEVICE FOR FEEDING AND FEEDING TAPE MATERIAL IN AN EXCENTRIC PRESS |
| JPH07280484A (en) | 1994-04-06 | 1995-10-27 | Calsonic Corp | Stacked type heat exchanger |
| EP0742418A2 (en) | 1995-05-10 | 1996-11-13 | Modine Längerer & Reich GmbH | Plate heat exchanger |
| DE29622191U1 (en) | 1996-02-15 | 1997-02-13 | KTM-Kühler GmbH, Mattighofen | Plate heat exchangers, especially oil coolers |
| US5606341A (en) | 1995-10-02 | 1997-02-25 | Ncr Corporation | Passive CPU cooling and LCD heating for a laptop computer |
| JPH09273883A (en) | 1996-04-05 | 1997-10-21 | Showa Alum Corp | Flat tube for heat exchanger and heat exchanger with the same |
| JPH09296989A (en) | 1996-05-02 | 1997-11-18 | Toyo Radiator Co Ltd | Fins for heat exchanger, its manufacture and heat exchanger |
| US5937519A (en) | 1998-03-31 | 1999-08-17 | Zero Corporation | Method and assembly for manufacturing a convoluted heat exchanger core |
| EP1152204A2 (en) | 2000-05-03 | 2001-11-07 | Modine Manufacturing Company | Plate type heat exchanger |
| EP1243884A2 (en) | 2001-03-22 | 2002-09-25 | Delphi Technologies, Inc. | Heat exchanger tube |
| WO2004045785A1 (en) | 2002-11-18 | 2004-06-03 | The Boeing Company | Adjustable corrugation apparatus and method |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3016921A (en) * | 1958-04-14 | 1962-01-16 | Trane Co | Heat exchange fin element |
| US3992168A (en) * | 1968-05-20 | 1976-11-16 | Kobe Steel Ltd. | Heat exchanger with rectification effect |
| US3542124A (en) * | 1968-08-08 | 1970-11-24 | Garrett Corp | Heat exchanger |
| US4049051A (en) * | 1974-07-22 | 1977-09-20 | The Garrett Corporation | Heat exchanger with variable thermal response core |
| SU962743A2 (en) * | 1980-02-07 | 1982-09-30 | Предприятие П/Я А-1697 | Corrugated insert for plate-type heat exchanger |
| DE3429491A1 (en) * | 1984-08-10 | 1986-02-20 | Gea Ahlborn Gmbh & Co Kg, 3203 Sarstedt | Non-chokable plate heat exchanger |
| US4815532A (en) * | 1986-02-28 | 1989-03-28 | Showa Aluminum Kabushiki Kaisha | Stack type heat exchanger |
| JPH04335993A (en) * | 1991-05-10 | 1992-11-24 | Toyo Radiator Co Ltd | Oil cooler |
| JP3405997B2 (en) * | 1991-10-23 | 2003-05-12 | 株式会社デンソー | Inner fin and manufacturing method thereof |
| JP3093098B2 (en) | 1994-04-06 | 2000-10-03 | ダイハツ工業株式会社 | Automatic transmission lock-up control method |
| DE4431413C2 (en) * | 1994-08-24 | 2002-10-10 | Rehberg Michael | Plate heat exchangers for liquid and gaseous media |
| US6273183B1 (en) * | 1997-08-29 | 2001-08-14 | Long Manufacturing Ltd. | Heat exchanger turbulizers with interrupted convolutions |
| SE518276C2 (en) * | 1997-12-19 | 2002-09-17 | Swep Int Ab | plate heat exchangers |
| CA2260890A1 (en) * | 1999-02-05 | 2000-08-05 | Long Manufacturing Ltd. | Self-enclosing heat exchangers |
-
2003
- 2003-02-06 DE DE10304692A patent/DE10304692A1/en not_active Withdrawn
-
2004
- 2004-01-10 EP EP04000378.2A patent/EP1445570B1/en not_active Revoked
- 2004-02-04 US US10/772,067 patent/US7255159B2/en not_active Expired - Fee Related
Patent Citations (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2344588A (en) | 1941-01-06 | 1944-03-21 | Blauvelt Associates Inc | Heat transfer device |
| US3083662A (en) | 1957-07-19 | 1963-04-02 | Borg Warner | Heat exchanger and method of making same |
| CH416698A (en) | 1962-09-29 | 1966-07-15 | Hermann Friedrich Dr Ing | Gas-cooled heat exchanger for cooling liquids |
| US3430476A (en) | 1966-11-14 | 1969-03-04 | American Cyanamid Co | Corrugating machine |
| DE2025722A1 (en) | 1969-08-07 | 1971-02-18 | Le Transformateur, Paris | Method and device for continuously folding a metal strip |
| DE2109346A1 (en) | 1970-03-20 | 1971-10-14 | Apv Co Ltd | Plate for plate heat exchangers and tools for its manufacture |
| US4022050A (en) | 1975-12-04 | 1977-05-10 | Caterpillar Tractor Co. | Method of manufacturing a heat exchanger steel |
| CH655257A5 (en) | 1982-04-30 | 1986-04-15 | Zschokke Wartmann Ag | Method and device for producing with kuehlrippen provided hohlkoerpern. |
| JPS60238689A (en) | 1984-05-11 | 1985-11-27 | Mitsubishi Electric Corp | Heat exchanger |
| DE3923622A1 (en) | 1989-07-17 | 1991-01-31 | Kaiser Kg Otto | DEVICE FOR FEEDING AND FEEDING TAPE MATERIAL IN AN EXCENTRIC PRESS |
| JPH07280484A (en) | 1994-04-06 | 1995-10-27 | Calsonic Corp | Stacked type heat exchanger |
| EP0742418A2 (en) | 1995-05-10 | 1996-11-13 | Modine Längerer & Reich GmbH | Plate heat exchanger |
| US5606341A (en) | 1995-10-02 | 1997-02-25 | Ncr Corporation | Passive CPU cooling and LCD heating for a laptop computer |
| DE29622191U1 (en) | 1996-02-15 | 1997-02-13 | KTM-Kühler GmbH, Mattighofen | Plate heat exchangers, especially oil coolers |
| JPH09273883A (en) | 1996-04-05 | 1997-10-21 | Showa Alum Corp | Flat tube for heat exchanger and heat exchanger with the same |
| JPH09296989A (en) | 1996-05-02 | 1997-11-18 | Toyo Radiator Co Ltd | Fins for heat exchanger, its manufacture and heat exchanger |
| US5937519A (en) | 1998-03-31 | 1999-08-17 | Zero Corporation | Method and assembly for manufacturing a convoluted heat exchanger core |
| EP1152204A2 (en) | 2000-05-03 | 2001-11-07 | Modine Manufacturing Company | Plate type heat exchanger |
| EP1243884A2 (en) | 2001-03-22 | 2002-09-25 | Delphi Technologies, Inc. | Heat exchanger tube |
| WO2004045785A1 (en) | 2002-11-18 | 2004-06-03 | The Boeing Company | Adjustable corrugation apparatus and method |
Also Published As
| Publication number | Publication date |
|---|---|
| DE10304692A1 (en) | 2004-08-19 |
| EP1445570A2 (en) | 2004-08-11 |
| US7255159B2 (en) | 2007-08-14 |
| EP1445570A3 (en) | 2007-01-24 |
| US20040177668A1 (en) | 2004-09-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1445570B1 (en) | Heat exchanger tube with corrugated insert and manufacturing method therefore | |
| EP0519334B1 (en) | Flat tube heat exchanger, process for manufacturing same, applications and flat tubes for heat exchanger | |
| DE69911131T2 (en) | heat exchangers | |
| EP1739378A1 (en) | Heat exchange element and associated heat exchanger | |
| DE102004036951A1 (en) | Heat exchanger used as an oil cooler in vehicles has plates with profiles and contact sites structured so that the flow of a first and second medium between the plates from a supply line to a discharge line does not follow a linear path | |
| DE3148375A1 (en) | "PLATE EVAPORATOR" | |
| DE112011101673T5 (en) | heat exchangers | |
| DE10118625A1 (en) | Corrugated lamella with partial offset for plate heat exchanger; has adjacent rows of wave shapes, with each row offset transversely to wave direction, where legs of waves have recesses at edges | |
| DE112014003010T5 (en) | Fluid channels with performance enhancement features and devices containing them | |
| DE2627165A1 (en) | CORRUGATED METAL STRIP | |
| DE2951352C2 (en) | Flat tube heat exchanger | |
| EP1357345B1 (en) | Corrugated heat exchange element | |
| DE3239004A1 (en) | PACKING NUT IN PLATE ELEMENT FOR PLATE HEAT EXCHANGER | |
| DE202008013351U1 (en) | Heat exchanger network and thus equipped heat exchanger | |
| DE3131737C2 (en) | ||
| DE1957742U (en) | FIBERED HEAT EXCHANGER. | |
| EP3957940A1 (en) | Counterflow plate heat exchanger module and counterflow plate heat exchanger | |
| EP1657512A1 (en) | Heat exchanger with open profile as housing | |
| EP1640684A1 (en) | heat exchanger with flat tubes and corrugated fins | |
| DE10248665A1 (en) | Heat exchanger in serpentine design | |
| DE202017102436U1 (en) | Heat exchanger with microchannel structure or wing tube structure | |
| EP2096397A2 (en) | Ridge for a heat exchanger and manufacturing method | |
| DE1527970C3 (en) | Device for the continuous production of spacers for heat exchangers | |
| DE202004020294U1 (en) | Heat exchanger has wall comprising of burls and two half shafts such that first half shaft exhibits shorter rising and longer sloping section and related to center planes in which connecting lines exists | |
| DE2428042A1 (en) | PIPE HEAT EXCHANGER |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| 17P | Request for examination filed |
Effective date: 20070724 |
|
| AKX | Designation fees paid |
Designated state(s): DE ES FR GB IT |
|
| 17Q | First examination report despatched |
Effective date: 20081009 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: F28F 3/02 20060101AFI20151104BHEP Ipc: F28D 9/00 20060101ALI20151104BHEP Ipc: B21D 53/04 20060101ALI20151104BHEP Ipc: B21D 13/02 20060101ALI20151104BHEP |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20160129 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE ES FR GB IT |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502004015181 Country of ref document: DE Representative=s name: ROSER, RENE, DIPL.-CHEM. DR., DE Ref country code: DE Ref legal event code: R082 Ref document number: 502004015181 Country of ref document: DE Representative=s name: ROSER, RENE, DR., DE |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502004015181 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160427 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160427 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R026 Ref document number: 502004015181 Country of ref document: DE |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| 26 | Opposition filed |
Opponent name: MAHLE INTERNATIONAL GMBH Effective date: 20170126 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| PLAF | Information modified related to communication of a notice of opposition and request to file observations + time limit |
Free format text: ORIGINAL CODE: EPIDOSCOBS2 |
|
| PLAF | Information modified related to communication of a notice of opposition and request to file observations + time limit |
Free format text: ORIGINAL CODE: EPIDOSCOBS2 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20170110 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20170929 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170131 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170110 |
|
| RDAF | Communication despatched that patent is revoked |
Free format text: ORIGINAL CODE: EPIDOSNREV1 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R064 Ref document number: 502004015181 Country of ref document: DE Ref country code: DE Ref legal event code: R103 Ref document number: 502004015181 Country of ref document: DE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20190131 Year of fee payment: 16 |
|
| RDAG | Patent revoked |
Free format text: ORIGINAL CODE: 0009271 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT REVOKED |
|
| 27W | Patent revoked |
Effective date: 20190419 |