EP1419967A1 - Method and Apparatus for checking rod-shaped objects, in particular cigarettes - Google Patents
Method and Apparatus for checking rod-shaped objects, in particular cigarettes Download PDFInfo
- Publication number
- EP1419967A1 EP1419967A1 EP03025170A EP03025170A EP1419967A1 EP 1419967 A1 EP1419967 A1 EP 1419967A1 EP 03025170 A EP03025170 A EP 03025170A EP 03025170 A EP03025170 A EP 03025170A EP 1419967 A1 EP1419967 A1 EP 1419967A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- test
- objects
- cigarette
- plunger
- test device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/32—Separating, ordering, counting or examining cigarettes; Regulating the feeding of tobacco according to rod or cigarette condition
- A24C5/34—Examining cigarettes or the rod, e.g. for regulating the feeding of tobacco; Removing defective cigarettes
- A24C5/343—Examining cigarettes or the rod, e.g. for regulating the feeding of tobacco; Removing defective cigarettes by mechanical means, e.g. feelers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B19/00—Packaging rod-shaped or tubular articles susceptible to damage by abrasion or pressure, e.g. cigarettes, cigars, macaroni, spaghetti, drinking straws or welding electrodes
- B65B19/28—Control devices for cigarette or cigar packaging machines
- B65B19/30—Control devices for cigarette or cigar packaging machines responsive to presence of faulty articles, e.g. incorrectly filled cigarettes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B19/00—Packaging rod-shaped or tubular articles susceptible to damage by abrasion or pressure, e.g. cigarettes, cigars, macaroni, spaghetti, drinking straws or welding electrodes
- B65B19/28—Control devices for cigarette or cigar packaging machines
- B65B19/32—Control devices for cigarette or cigar packaging machines responsive to incorrect grouping of articles or to incorrect filling of packages
Definitions
- the invention relates to a method and a device for checking rod-shaped Objects, especially cigarettes according to the respective generic term of the independent Expectations.
- a generic method and a corresponding device is from the US 6 508 138 known.
- the known method is not yet optimal as far as Checking formations of objects on incorrectly positioned items Objects, e.g. transverse cigarettes, the overall formation as correct was evaluated. Furthermore, changing the format - the length - The objects previously a mechanical adjustment of the test device.
- the invention is accordingly based on the object of a test method and a test device state at which the disadvantages mentioned above are avoided.
- the method according to the invention is characterized in that that the position of the test device is determined when the actuation signal is generated and the determined position is evaluated. Furthermore, the task is solved by a corresponding one Device according to the invention, which is characterized in that the The position of the test device can be determined and the determined position in response to the actuation signal can be saved and evaluated.
- a soft packer as the packaging machine 10 and there the Cigarette intake.
- a soft packer is generally known. It points in an upper area a cigarette feed slot 11. In the lower area are to be packed Objects a variety of cigarettes 12 through the visible in plan view Front or filter side shown as a circular contour.
- a plurality of test wells 13 are provided which hold the individual cigarettes 12 happen one after the other under the influence of gravity.
- Each test well 13 is one Pressure slide 14 and a locking slide 15 assigned. The pressure slide 14 is for pressing at least one cigarette 12 against a wall of the test shaft 13 provided.
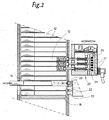
- Fig. 2 shows a section through the soft packer along the line II-II (Fig. 1) through a the test wells 13, so that the inside of this test well 13 with the contained therein Cigarettes 12 is shown.
- a flexible test device 20 with a number of plungers 21 for checking the tobacco-side end faces of the cigarettes 12 provided.
- the test element 20 comprises a housing through which the plunger 21 protrude outwards.
- a guide for the plunger 21 is provided within the housing.
- the test organ 20 is shown in FIG.
- the test organ 20 executes an oscillating movement so that it is on the one hand towards the cigarettes 12 (forward movement) and thereby the ends of the plungers 21 impinge on the end faces of the cigarettes 12, whereby the plungers 21 are deflected.
- the test device 20 moves away from the cigarettes 12 again (Backward movement) so that the cigarettes 12 are released again.
- the forward and backward movement of the test element 20 is illustrated by the double arrow.
- a plunger 21 hits a cigarette 12 during the forward movement, it becomes so deflected by a certain path, is a for this plunger 21 electrically evaluable signal (actuation signal) generated.
- actuation signal electrically evaluable signal
- Details on how to create the Actuation signals can be found in US 6,508,138 filed for the same applicant be removed. If a cigarette 12 is only incompletely filled with tobacco, it is opened pusher 21 striking this cigarette 12 later, i.e. at a different position of the inspection body 20, deflected as a plunger striking a proper cigarette 21. Accordingly, in such a case, the actuation signal also becomes later, i.e. triggered at a different position of the test device 20.
- the cigarettes 12 in the respective inspection shaft 13 during the inspection process that is during the forward movement of the test device 20 is located at a defined position provided that at least in the flow direction below the respective cigarettes 12 to be checked a cigarette 12 held by the pressure slide 14 in the test shaft 13 becomes.
- the pressure slide 14 is in Fig. 2 as hidden by the pressed cigarette 12 dashed outline.
- the cigarette 12 in front of the pressure slide 14 is during of the test process by pressing against the wall of the test shaft 13.
- the locking slide 15 is between the pressure slide 14 and the locking slide 15 Space for as many cigarettes as the test device 20 for one test shaft 13 each Has plunger 21.
- the pressure slide 14 is activated so that only the cigarettes 12 in Section between pressure slide 14 and locking slide 15 in the test shaft 13 after fall down.
- the space between the pressure slide 14 and the locking slide 15 is in particular dimensioned so that there is space for as many cigarettes as there are 12 the test organ 20 can be tested in one test process.
- 3a shows, in a coordinate system, a travel path 30 of the test device 20.
- a time base is plotted on the abscissa.
- One is preferred as the time base used the working speed of the packaging machine 10 time base. It is common for this, e.g. a full revolution of a packaging machine in particular 10 assigned main axis. This is the rotation of the main axis measured with an incremental or angle encoder.
- a certain number of Counting pulses, here e.g. 1,000 corresponds to one full revolution of the main axis.
- the test device 20 Based of the illustrated travel path 30 of the test device 20 it can be seen that the test device 20 a complete forward movement during a complete revolution of the main axis and made a complete backward movement.
- the actuation signal 31 of a plunger 21, which is a binary signal (actuated / not actuated) has a rectangular shape. As soon as the actuation signal 31 for one Pusher 21 is present, the current position of the test device 20 is recorded.
- One of the plungers 21 thus strikes the tobacco side Front of a cigarette 12 and is thereby deflected such that the Actuation signal 31 is triggered before the test device 20 ends the forward movement Has.
- the start of the actuation signal is shifted 31 on the ordinate to the left.
- causes of an earlier triggering of the actuation signal 31 may be a cigarette 12 that is too long.
- the cigarette 12 is against it briefly or insufficiently filled with tobacco, the start of the actuation signal is shifted 31 accordingly on the ordinate to the right.
- Two limit values 32, 33 are used to evaluate the actuation signal 31, with an actuation signal 31 generated within these limit values 32, 33 the respective cigarette 12 is still evaluated as error-free and a cigarette 12 that an actuation signal 31 outside these limit values 32, 33 has been triggered as faulty is evaluated so that an error signal is generated accordingly.
- Cigarettes 12 are of limited practicality. In fact, would be in the illustrated embodiment with twenty-eight test wells 13 (Fig. 1) and three in one Inspection shaft 13 in a test operation cigarettes 12 (Fig. 2) eighty-four Actuating signals 31 to be examined. It is therefore preferably provided that the actuation signals 31 over the time base and a resulting cumulative curve 34, 35, 36 is evaluated instead of the individual actuation signals 31. 3b is a plurality of such sum curves 34, 35, 36 are shown.
- Each cumulative curve 34, 35, 36 begins with a zero height during the forward movement of the test device 20 because initially none of the plungers 21 is deflected and, accordingly, no actuation signal 31 pending. Accordingly, each cumulative curve 34, 35, 36 ends with zero height because during the backward movement of the test element 20 has reached a position at some point, in which in turn none of the tappets 21 is deflected, so that accordingly none Actuation signal 31 is present. Furthermore, each sum curve 34, 35, 36 reaches the The turning point of the movement of the test device 20 is a maximum, because at this point all or at least most of the plungers 21 are deflected and thus a corresponding one Number of actuation signals 31 is pending. Are all plungers 21 in this position deflected, there are correspondingly eighty-four pending plungers 21 Actuation signals 31, so that the sum curve 34, 35, 36 has a height of has eighty-four units.
- a first method to study the Sum curve 34, 35, 36 thus consists in determining the duration of the increase from a first threshold as a starting value 37, in particular zero, up to a second Threshold value as maximum value 38 in relation to the respective position of the test device 20 at Reaching the start and maximum values 37, 38 to be examined.
- the shown in Fig. 3b Fall occurs only with a solid line Sum curve 34 from the starting value 37 to the maximum value 38 within the two limit values 32, 33 for the position of the test device 20 instead.
- Sum curve 35 is indeed the maximum value 38 within the limit values 32, 33 predetermined interval is reached, but the starting value 37 is already before the interval reached, which indicates that some plungers 21 were deflected "too early” so that among the tested cigarettes 12 at least some cigarettes 12 longer than expected or were provided.
- the sum curve 36 shown in dashed lines only the starting value becomes 37 reached within the interval defined by the limit values 32, 33, while the maximum value 38 is only reached outside the interval. This suggests that a plurality of the plungers 21 only "relatively late” during the forward movement of the Test organ 20 were deflected, so that one of the cigarettes 12 tested significant number of cigarettes 12 is either too short or insufficient are filled with tobacco.
- positions X and Y denote respectively the beginning or the end of the evaluation.
- the through the above Limit values 32, 33 defined Interval is shown as a hatched area in FIG. 3b. To customize the exam for different cigarette lengths, for example after a product or brand change, is a shift of that limited by positions X and Y Evaluation section sufficient.
- An alternative way of examining the sum curve 34, 35, 36 is to the duration during which the respective cumulative curve 34, 35, 36 reaches a threshold value 39 exceeds to investigate.
- the number of time units is counted during which the respective sum curve 34, 35, 36 runs above the threshold value 39.
- the Sum curve 35 shown in dash-dot lines runs above for the longest time of the threshold value 39. It was stated above that there is a cumulative curve Type of the sum curve 35 shown in dash-dotted lines sets if among the tested Cigarettes 12 a variety of cigarettes 12 are too long. Opposite runs the dashed curve 36 shown in dashed lines is only a short time above the threshold 39. It was already stated above that such a sum curve 36 sets if many of the tested cigarettes 12 are too short or insufficient Were filled with tobacco.
- the lower temporal threshold value being such is selected that the duration during which the cumulative curve 36 shown in dashed lines exceeds the threshold value 39, lies below this time threshold value and the Duration during which the dashed curve 35 shows the threshold value 39 exceeds this time threshold. Accordingly, the Duration during which the cumulative curve 34 shown by the solid line Threshold 39 exceeds, between this lower and this upper temporal Threshold value, so that this cumulative curve 34 can be evaluated such that the tested ones Cigarettes 12 meet the requirements.
- each plunger 21 is in a memory of a processing unit assigned exactly one memory cell (all not shown), the respective Memory cell represents the value of the respective actuation signal 31. That at triggered actuation signal 31, the respective memory cell has a value of "logical One ".
- Processing unit is e.g. a controller or the like. That or every inspection body 20 is connected to the processing unit in a manner known per se, e.g. about the in Fig. 2, Fig. 4 and Fig. 6 shown cable connections of the respective test device 20, with the processing unit connected so that the respective actuation signals to the processing unit are forwardable. Processed to evaluate the position of a test device 20 the processing unit position data, which e.g. from the incremental or angle encoder to be delivered.
- a known cigarette revolver 40 is provided in cigarette packs. This comprises individual pockets 41 in which the cigarettes 12 can be found in the usual way three-layer formation - cigarette formation - are located.
- the cigarettes 12 will taken from the cigarette shafts 17 into the pockets 41 (in the illustration in upper area of the cigarette turret 40) and after a corresponding rotation of the Cigarette revolver 40 from pockets 41 for further handling to subsequent, Transfer devices not shown (in the illustration in the lower area of the Cigarette revolver 40).
- Test organs 20 there are two opposite each other Test organs 20 are provided, each basically the one already shown in FIG. 2 Test organ 20 correspond, but in terms of the number and position of each Tappets 21 are placed on the formation of the cigarettes 12 in a pocket 41. Both Test organs 20 also perform an oscillating movement, so that during a Forward movement of a plunger 21 striking a cigarette 12 is deflected and an associated actuation signal 31 is generated.
- the movement of the cigarette revolver 40 takes place in cycles. There are always two pockets 41 each in the area of two front and rear test organs 20. Die Rear inspection organs 20 are behind in the illustration in FIG. 4 due to their position the cigarette revolver 40 not visible. They are used to control the filter side of each Cigarette formation are provided. The test organs 20 on the front are corresponding to control the tobacco side of the respective cigarette formation. Frontund rear test organs 20 are shown in the illustration in Fig. 6, in which a section is shown along the line III-III of Fig. 4. Each pair of test organs 20 carries an oscillating one Movement out. For this purpose, each pair of test organs 20 is on a common carrier, such as a plate or the like.
- the oscillating movement corresponds the movement already shown in Fig. 3a.
- the oscillating movement of each opposite test organs 20 take place in such a way that the opposite ones Test organs 20 simultaneously and in the same direction on those in the pocket 41 to move the existing cigarette formation.
- both opposite test organs 20 also move simultaneously and in the same direction away from the cigarette formation.
- the pocket 41 is on both Sides open, so that the plunger 21 of the opposite test organs 20 which in the Pocket 41 located cigarettes 21 can reach.
- the individual actuation signals 31 determined for each test element 20 become Sum curves 42, 43, 44, 45 added, as shown in Fig. 5.
- the height of the respective cumulative curve 42-45 is lower, since there are twenty cigarettes 12 in a cigarette formation from the assigned twenty plungers 21 of the respective Test device 20 and a maximum of twenty actuation signals 31 are triggered the respective cumulative curve 42-45 has a maximum height of twenty units.
- Examination of the cumulative curves 42-46 with a view to exceeding or falling below certain start and maximum and threshold values 37, 38, 39 e.g. within a the interval defined by limit values 32, 33 corresponds to that already based on FIG. 3b described investigation. Then a too narrow sum curve, e.g.
- the specified criteria corresponds to a cumulative curve with a rapid increase, which in terms of their Width between the two cumulative curves indicating an incorrect cigarette formation 43, 44 lies, e.g. a sum curve 42, as shown in Fig. 5 with solid Line is shown.
- Fig. 5 there is also one with square symbols identified sum curve 45, which e.g. results if in one Cigarette formation a cigarette 12 in particular in front of the end faces of the other cigarettes 12 lies across, e.g.
- the times of the application of the actuation signals of the individual To detect plunger 21 and in relation to the time of the application of the actuation signal of the plunger 21 directly opposite this plunger 21 of the opposite Test organ 20 to set. So it is from the opposite test organs 20 detects the actuation signals of those plungers 21 which are on the same cigarette 12, once on the front and once on the tobacco side. Based on the recorded time the presence of these actuation signals is via the travel path 30 of the respective Checking device 20 derives position information. From the 12 for each cigarette Points of time recorded cigarette formation or from the position information derived therefrom is with the known distance of the opposite test organs 20 in a rest position, e.g.
- information about the Length of the respective cigarette 12 can be derived.
- This derivative i.e. the execution of this necessary mathematical or logical connections takes the already mentioned Processing unit before.
- the instructions required for this are in the processing unit stored in software or executed in hardware.
- Is the determined Length of the respective cigarette 12 within a predetermined or predeterminable range the respective cigarette 12 is evaluated as being correct.
- the cigarette formation can then - in a manner known per se - in the further course of the packaging process in a cigarette packet, i.e. a cigarette box.
- the test can be varied by varying the predefinable or specified range can be adjusted to new cigarette lengths at any time.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Wrapping Of Specific Fragile Articles (AREA)
- Manufacturing Of Cigar And Cigarette Tobacco (AREA)
- Investigating Or Analyzing Materials By The Use Of Electric Means (AREA)
Abstract
Description
Die Erfindung betrifft ein Verfahren und eine Vorrichtung zum Überprüfen von stabförmigen Gegenständen, insbesondere Zigaretten nach dem jeweiligen Oberbegriff der unabhängigen Ansprüche.The invention relates to a method and a device for checking rod-shaped Objects, especially cigarettes according to the respective generic term of the independent Expectations.
Ein gattungsgemäßes Verfahren und eine entsprechende Vorrichtung ist aus der US 6 508 138 bekannt. Das bekannte Verfahren ist insoweit noch nicht optimal, als beim Überprüfen von Formationen von Gegenständen bei in bestimmter Weise fehlerhaft positionierten Gegenständen, z.B. querliegenden Zigaretten, die Formation insgesamt als korrekt ausgewertet wurde. Des Weiteren erfordert eine Änderung des Formats - der Länge - der Gegenstände bisher eine mechanische Anpassung der Prüfvorrichtung.A generic method and a corresponding device is from the US 6 508 138 known. The known method is not yet optimal as far as Checking formations of objects on incorrectly positioned items Objects, e.g. transverse cigarettes, the overall formation as correct was evaluated. Furthermore, changing the format - the length - The objects previously a mechanical adjustment of the test device.
Der Erfindung liegt entsprechend die Aufgabe zugrunde, ein Prüfverfahren und eine Prüfvorrichtung anzugeben, bei dem/bei der die oben genannten Nachteile vermieden werden. The invention is accordingly based on the object of a test method and a test device state at which the disadvantages mentioned above are avoided.
Zur Lösung dieser Aufgabe ist das erfindungsgemäße Verfahren dadurch gekennzeichnet, dass bei Erzeugen des Betätigungssignals die Position des Prüforgans ermittelt und die ermittelte Position ausgewertet wird. Ferner wird die Aufgabe gelöst durch eine korrespondierende erfindungsgemäße Vorrichtung, die dadurch gekennzeichnet ist, dass die Position des Prüforgans ermittelbar und die ermittelte Position in Reaktion auf das Betätigungssignal abspeicherbar und auswertbar ist.To achieve this object, the method according to the invention is characterized in that that the position of the test device is determined when the actuation signal is generated and the determined position is evaluated. Furthermore, the task is solved by a corresponding one Device according to the invention, which is characterized in that the The position of the test device can be determined and the determined position in response to the actuation signal can be saved and evaluated.
Weitere Besonderheiten und Einzelheiten der Erfindung werden nachfolgend anhand eines in der Zeichnung dargestellten Ausführungsbeispiels näher erläutert.Further special features and details of the invention are described below using a illustrated in the drawing embodiment illustrated.
Es zeigt:
- Fig. 1
- als Beispiel für eine Verpackungsmaschine einen sogenannten Weichpacker zur Verpackung von Zigaretten,
- Fig. 2
- einen Schnitt durch den Weichpacker,
- Fig. 3a
- einen Verfahrweg des Prüforgans mit einem von einem Stößel des Prüforgans gelieferten Betätigungssignal,
- Fig. 3b
- Beispiele für exemplarische, beim Addieren sämtlicher Betätigungssignale über der Zeit ermittelter Summenkurven,
- Fig. 4
- ein weiteres Anwendungsbeispiel der Erfindung bei einem Zigarettenrevolver,
- Fig. 5
- weitere Beispiele für exemplarische Summenkurven und
- Fig. 6
- einen Schnitt durch den Zigarettenrevolver.
- Fig. 1
- as an example of a packaging machine, a so-called soft packer for packaging cigarettes,
- Fig. 2
- a cut through the soft packer,
- Fig. 3a
- a travel path of the test device with an actuation signal supplied by a tappet of the test device,
- Fig. 3b
- Examples of exemplary sum curves determined over time when adding all actuation signals,
- Fig. 4
- another application example of the invention in a cigarette revolver,
- Fig. 5
- further examples of exemplary summation curves and
- Fig. 6
- a section through the cigarette revolver.
Fig. 1 zeigt als Verpackungsmaschine 10 einen sogenannten Weichpacker und dort die
Zigarettenzufuhr. Ein Weichpacker ist allgemein bekannt. Er weist in einem oberen Bereich
einen Zigarettenzuführschacht 11 auf. In dessen unterem Bereich sind als zu verpackende
Gegenstände eine Vielzahl von Zigaretten 12 durch die in der Draufsicht sichtbare
Stirn- oder Filterseite als Kreiskontur dargestellt. In einem Mittelabschnitt des Weichpackers
ist eine Vielzahl von Prüfschächten 13 vorgesehen, die die einzelnen Zigaretten 12
jeweils nacheinander unter Gravitationseinfluss passieren. Jedem Prüfschacht 13 ist ein
Andrückschieber 14 und ein Sperrschieber 15 zugeordnet. Der Andrückschieber 14 ist
zum Andrücken jeweils mindestens einer Zigarette 12 an eine Wand des Prüfschachtes
13 vorgesehen. Wenn auf diese Weise eine Zigarette 12 durch den Andrückschieber 14
festgehalten wird, bewegen die sich oberhalb der festgehaltenen Zigaretten 12 befindlichen
Zigaretten 12 nicht mehr, sodass diese sich für eine anschließende Prüfung in einer
definierten Position befinden. Der Sperrschieber 15 ist vorgesehen, um sämtliche Prüfschächte
13 zu sperren. Bei betätigtem Sperrschieber 15 werden sämtliche sich oberhalb
des Sperrschiebers 15 befindenden Zigaretten 12 festgehalten. Im Anschluss an die Prüfschächte
13 gelangen die geprüften Zigaretten 12 in einen Sammelbereich 16, von dem
aus sie - wiederum unter Gravitationseinfluss - in einzelne Zigarettenschächte 17 gelangen.1 shows a so-called soft packer as the
Fig. 2 zeigt einen Schnitt durch den Weichpacker entlang der Linie II-II (Fig. 1) durch einen
der Prüfschächte 13, sodass das Innere dieses Prüfschachtes 13 mit den darin enthaltenen
Zigaretten 12 dargestellt ist. Vor dem Weichpacker ist ein bewegliches Prüforgan
20 mit einer Anzahl von Stößeln 21 zum Prüfen der tabakseitigen Stirnseiten der Zigaretten
12 vorgesehen. Das Prüforgan 20 umfasst ein Gehäuse, durch das die Stößel 21
nach aussen ragen. Innerhalb des Gehäuses ist eine Führung der Stößel 21 vorgesehen.
Des Weiteren sind innerhalb des Gehäuses Mittel 23, z.B. eine Induktionsspule, zum Auslösen
des Betätigungssignals bei ausgelenktem Stößel 21 sowie Elektronik zum Speichern
oder Verarbeiten und zum Weiterleiten des oder jedes Betätigungssignals vorgesehen.
Das Prüforgan 20 ist in Fig. 1 durch die strich-punktiert eingezeichnete Kontur vor
den einzelnen Prüfschächten 13 oberhalb der jeweiligen Andrückschieber 14 eingezeichnet.
Das Prüforgan 20 führt eine oszillierende Bewegung aus, sodass es sich einerseits
auf die Zigaretten 12 zu bewegt (Vorwärtsbewegung) und dabei die Enden der Stößel 21
auf die Stirnseiten der Zigaretten 12 auftreffen, wodurch die Stößel 21 ausgelenkt werden.
Nach dieser Prüfung bewegt sich das Prüforgan 20 wieder von den Zigaretten 12 weg
(Rückwärtsbewegung), sodass die Zigaretten 12 wieder freigegeben werden. Die Vorwärts-
und Rückwärtsbewegung des Prüforgans 20 ist durch den Doppelpfeil veranschaulicht.
Bei der Vorwärtsbewegung des Prüforgans werden die Zigaretten 12 gegen eine
rückseitige Wand des Prüfschachtes 13 gedrückt, so dass sich für alle gleichzeitig geprüften
Zigaretten 12 eine definierte Lage ergibt.Fig. 2 shows a section through the soft packer along the line II-II (Fig. 1) through a
the
Trifft ein Stößel 21 während der Vorwärtsbewegung auf eine Zigarette 12 und wird er dabei
um einen bestimmten Weg ausgelenkt, wird für diesen Stößel 21 ein
elektrisch auswertbares Signal (Betätigungssignal) erzeugt. Details zur Erzeugung des
Betätigungssignals können der für die gleiche Anmelderin eingereichten US 6 508 138
entnommen werden. Ist eine Zigarette 12 nur unvollständig mit Tabak gefüllt, wird der auf
diese Zigarette 12 auftreffende Stößel 21 später, d.h. bei einer anderen Position des Prüforgans
20, ausgelenkt als ein auf eine ordnungsgemäße Zigarette auftreffender Stößel
21. Entsprechend wird bei einem solchen Fall dann auch das Betätigungssignal später,
d.h. bei einer anderen Position des Prüforgans 20 ausgelöst.If a
Damit sich die Zigaretten 12 im jeweiligen Prüfschacht 13 beim Prüfvorgang, also während
der Vorwärtsbewegung des Prüforgans 20, an einer definierten Position befinden, ist
vorgesehen, dass in Flussrichtung unterhalb der jeweils zu prüfenden Zigaretten 12 zumindest
eine Zigarette 12 durch den Andrückschieber 14 im Prüfschacht 13 festgehalten
wird. Der Andrückschieber 14 ist in Fig. 2 als durch die angedrückte Zigarette 12 verdeckte
gestrichelte Kontur dargestellt. Die Zigarette 12 vor dem Andrückschieber 14 ist während
des Prüfvorgangs durch Andrücken an die Wand des Prüfschachtes 13 festgehalten.
In Flussrichtung der Zigaretten 12 unterhalb der Position des Ändrückschiebers 14 befindet
sich der Sperrschieber 15. Zwischen Andrückschieber 14 und Sperrschieber 15 ist
Raum für genau so viele Zigaretten wie das Prüforgan 20 für jeweils einen Prüfschacht 13
Stößel 21 aufweist. Im Ausführungsbeispiel ist zwischen Andrückschieber 14 bzw. der
damit angedrückten Zigaretten 12 und Sperrschieber 15 Raum für genau drei Zigaretten
12, nachdem das Prüforgan 20 für jeden Prüfschacht 13 genau drei Stößel 21 aufweist.
Wenn beim Prüfen der Zigaretten 12 die Fehlerhaftigkeit einzelner oder mehrerer geprüfter
Zigaretten 12 festgestellt wurde, werden die fehlerhaften Zigaretten 12, wenn sie im
Prüfschacht die Position zwischen Andrückschieber 14 und Sperrschieber 15 erreichen,
durch Auswurforgane, nämlich Druckluftdüsen 22, ausgeworfen. Die Rückwand des Prüfschachtes
13 ist an dieser Stelle offen, sodass fehlerhafte Zigaretten 12 vollständig aus
dem Prüfschacht 13 entfernt werden. Andrückschieber 14 und Sperrschieber 15 werden
dabei alternierend betätigt. D.h. wenn der Andrückschieber 14 den Prüfschacht 13 freigibt,
ist dieser durch den Sperrschieber 15 versperrt, so dass nur eine definierte Anzahl von
Zigaretten 12 im Prüfschacht 13 vorwärts rückt. Wenn der Sperrschieber 15 den Prüfschacht
13 freigibt, ist der Andrückschieber 14 aktiviert, so dass nur die Zigaretten 12 im
Abschnitt zwischen Andrückschieber 14 und Sperrschieber 15 im Prüfschacht 13 nach
unten fallen. Der Raum zwischen Andrückschieber 14 und Sperrschieber 15 ist dabei insbesondere
so bemessen, dass darin genau so viele Zigaretten 12 Platz finden, wie durch
das Prüforgan 20 in einem Prüfvorgang geprüft werden. So that the
Fig. 3a zeigt in einem Koordinatensystem aufgetragen einen Verfahrweg 30 des Prüforgans
20. In dem Koordinatensystem ist auf der Ordinate die Auslenkung des Prüforgans
20 und auf der Abszisse eine Zeitbasis aufgetragen. Als Zeitbasis wird bevorzugt eine auf
die Arbeitsgeschwindigkeit der Verpackungsmaschine 10 abgestellte Zeitbasis verwendet.
Dazu ist es üblich, z.B. eine Vollumdrehung einer insbesondere der Verpackungsmaschine
10 zugeordneten Hauptachse heranzuziehen. Dazu wird die Umdrehung der Hauptachse
mit einem Inkremtenal- oder Winkelgeber gemessen. Eine bestimmte Anzahl von
Zählimpulsen, hier z.B. 1.000, entspricht dabei einer Vollumdrehung der Hauptachse. Anhand
des dargestellten Verfahrweges 30 des Prüforgans 20 ist ersichtlich, dass das Prüforgan
20 während einer vollständigen Umdrehung der Hauptachse eine komplette Vorwärts-
und eine komplette Rückwärtsbewegung ausgeführt hat. Der dargestellte
Verfahrweg 30 des Prüforgans 20 über der Zeitbasis hat, wie bei solchen schwingenden
oder oszillierenden Bewegungen üblich, die Form einer Halbwelle einer Sinusschwingung.
Gleichfalls dargestellt ist das Betätigungssignal 31 eines Stößels 21, das als Binärsignal
(betätigt/nicht betätigt) eine Rechteckform hat. Sobald das Betätigungssignal 31 für einen
Stößel 21 ansteht, wird die aktuelle Position des Prüforgans 20 festgehalten. Dabei ist es
gleichwertig, ob die Position des Prüforgans 20 in Form der bestehenden Auslenkung
oder in Form der verstrichenen Zählimpulse aufgezeichnet wird, da beide über einen einmal
aufgenommenen Verfahrweg 30 des Prüforgans 20 während einer Vollumdrehung
der zentralen Achse in einer konstanten Relation stehen.3a shows, in a coordinate system, a
Dargestellt ist in Fig. 3a der Fall, dass das Betätigungssignal 31 vor einer Maximalauslenkung
des Prüforgans 20 bei der Vorwärtsbewegung um z. B. dreißig Wegeinheiten, nämlich
bei achtundzwanzig Wegeinheiten ansteht. Einer der Stößel 21 trifft also auf die tabakseitige
Stirnseite einer Zigarette 12 und wird dadurch derart ausgelenkt, dass das
Betätigungssignal 31 ausgelöst wird, bevor das Prüforgan 20 die Vorwärtsbewegung beendet
hat. Würde einer der Stößel 21 während der Vorwärtsbewegung des Prüforgans 20
erheblich früher auf eine Zigarette 12 treffen, verschiebt sich der Beginn des Betätigungssignals
31 auf der Ordinate nach links. Ursache für eine frühere Auslösung des Betätigungssignals
31 kann eine zu lange Zigarette 12 sein. Ist die Zigarette 12 dagegen zu
kurz oder nur unzureichend mit Tabak befüllt, verschiebt sich der Beginn des Betätigungssignals
31 entsprechend auf der Ordinate nach rechts. The case is shown in FIG. 3a that the
Zur Auswertung des Betätigungssignals 31 werden zwei Grenzwerte 32, 33 herangezogen,
wobei bei einem innerhalb dieser Grenzwerte 32, 33 erzeugten Betätigungssignal 31
die jeweilige Zigarette 12 noch als fehlerfrei ausgewertet wird und eine Zigarette 12, die
ein Betätigungssignal 31 außerhalb dieser Grenzwerte 32, 33 ausgelöst hat, als fehlerhaft
ausgewertet wird, sodass entsprechend ein Fehlersignal erzeugt wird.Two limit values 32, 33 are used to evaluate the
Die Einzelauswertung sämtlicher Betätigungssignale 31 ist bei der Vielzahl von Prüfschächten
13 und der Mehrzahl von in jedem Prüfschacht 13 bei einem Prüfvorgang untersuchten
Zigaretten 12 nur bedingt praktikabel. Tatsächlich wären im dargestellten Ausführungsbeispiel
mit achtundzwanzig Prüfschächten 13 (Fig. 1) und jeweils drei in einem
Prüfschacht 13 bei einem Prüfvorgang geprüften Zigaretten 12 (Fig. 2) vierundachtzig
Betätigungssignale 31 zu untersuchen. Daher ist bevorzugt vorgesehen, dass die Betätigungssignale
31 über der Zeitbasis addiert werden und eine resultierende Summenkurve
34, 35, 36 anstelle der einzelnen Betätigungssignale 31 ausgewertet wird. In Fig. 3b ist
eine Mehrzahl solcher Summenkurven 34, 35, 36 dargestellt. Jede Summenkurve 34, 35,
36 beginnt während der Vorwärtsbewegung des Prüforgans 20 mit einer Höhe Null, weil
zunächst keiner der Stößel 21 ausgelenkt ist und entsprechend kein Betätigungssignal 31
ansteht. Entsprechend endet jede Summenkurve 34, 35, 36 mit der Höhe Null, weil während
der Rückwärtsbewegung des Prüforgans 20 irgendwann eine Position erreicht ist,
bei der wiederum keiner der Stößel 21 mehr ausgelenkt ist, sodass entsprechend kein
Betätigungssignal 31 ansteht. Des Weiteren erreicht jede Summenkurve 34, 35, 36 beim
Wendepunkt der Bewegung des Prüforgans 20 ein Maximum, weil an dieser Stelle sämtliche
oder zumindest die meisten Stößel 21 ausgelenkt sind und damit eine entsprechende
Anzahl von Betätigungssignalen 31 ansteht. Sind an dieser Position sämtliche Stößel 21
ausgelenkt, ergeben sich bei vierundachtzig Stößeln 21 entsprechend vierundachtzig anstehende
Betätigungssignale 31, sodass die Summenkurve 34, 35, 36 eine Höhe von
vierundachtzig Einheiten aufweist.The individual evaluation of all actuation signals 31 is in the large number of
Je nach dem, ob die Zigaretten 12 durch ein gleichmäßiges Format oder durch eine
gleichmäßige Tabakbefüllung eine in etwa gleiche Länge aufweisen, werden die Stößel
21 zeitlich eng aufeinander folgend ausgelenkt. Eine erste Methode zur Untersuchung der
Summenkurve 34, 35, 36 besteht damit darin, die Dauer des Anstiegs ausgehend von
einem ersten Schwellwert als Startwert 37, insbesondere Null, bis zu einem zweiten
Schwellwert als Maximalwert 38 in Bezug zur jeweiligen Position des Prüforgans 20 beim
Erreichen des Start- und Maximalwertes 37, 38 zu untersuchen. Beim in Fig. 3b dargestellten
Fall findet nur der Anstieg der mit einer durchgezogenen Linie dargestellten
Summenkurve 34 vom Startwert 37 bis zum Maximalwert 38 innerhalb der beiden Grenzwerte
32, 33 für die Position des Prüforgans 20 statt. Bei der strichpunktiert dargestellten
Summenkurve 35 wird zwar der Maximalwert 38 innerhalb des durch die Grenzwerte 32,
33 vorgegebenen Intervalls erreicht, der Startwert 37 wird jedoch schon vor dem Intervall
erreicht, was darauf hindeutet, dass einige Stößel 21 "zu früh" ausgelenkt wurden, sodass
unter den geprüften Zigaretten 12 zumindest einige Zigaretten 12 länger als erwartet oder
vorgesehen waren. Bei der gestrichelt dargestellten Summenkurve 36 wird nur der Startwert
37 innerhalb des durch die Grenzwerte 32, 33 definierten Intervalls erreicht, während
der Maximalwert 38 erst außerhalb des Intervalls erreicht wird. Dies deutet darauf hin,
dass eine Vielzahl der Stößel 21 erst "relativ spät" während der Vorwärtsbewegung des
Prüforgans 20 ausgelenkt wurden, sodass sich unter den geprüften Zigaretten 12 eine
erhebliche Anzahl von Zigaretten 12 befindet, die entweder zu kurz oder nur unzureichend
mit Tabak befüllt sind. Bei der Auswertung ist es ausreichend, diese nur während der
Vorwärtsbewegung des Prüforgans 20 durchzuführen, weil sich bei der Rückwärtsbewegung
entsprechende Verhältnisse ergeben und sowohl der Verlauf eines einzelnen Betätigungssignals
31 als auch einer Summenkurve 34, 35, 36 symmetrisch zum Verfahrweg
30 des Prüforgans 20 ist. Des Weiteren ist es ausreichend, die Auswertung auch während
der Vorwärtsbewegung des Prüforgans 20 nur in einem bestimmten Abschnitt dieser Bewegung
durchzuführen. In den Darstellungen bezeichnen die Positionen X und Y jeweils
den Beginn bzw: das Ende der Auswertung. Das durch die o.g. Grenzwerte 32, 33 definierte
Intervall ist in Fig. 3b als schraffierter Bereich dargestellt. Zur Anpassung der Prüfung
auf unterschiedliche Zigarettenlängen, etwa nach einem Produkt- oder Markenwechsel,
ist eine Verschiebung des durch die Positionen X und Y begrenzten
Auswertungsabschnitts ausreichend. Bei insgesamt längeren Zigaretten erfolgt die Auslenkung
der Stößel 21 nämlich zeitlich früher, in Fig. 3b also "weiter links", so dass die
Summenkurve 34, 35, 36 insgesamt breiter wird. Bei insgesamt kürzeren Zigaretten erfolgt
die Auslenkung der Stößel 21 entsprechend zeitlich später, in Fig. 3b also "weiter
rechts", so dass die Summenkurve 34, 35, 36 insgesamt schmaler wird.Depending on whether the
Eine alternative Möglichkeit der Untersuchung der Summenkurve 34, 35, 36 besteht darin,
die Dauer, während derer die jeweilige Summenkurve 34, 35, 36 einen Schwellwert 39
überschreitet, zu untersuchen. Dabei wird die Anzahl der Zeiteinheiten gezählt, während
derer die jeweilige Summenkurve 34, 35, 36 oberhalb des Schwellwertes 39 verläuft. Die
strichpunktiert dargestellte Summenkurve 35 verläuft während der längsten Zeit oberhalb
des Schwellwertes 39. Bereits oben war ausgeführt, dass sich eine Summenkurve nach
Art der strichpunktiert dargestellten Summenkurve 35 dann einstellt, wenn unter den geprüften
Zigaretten 12 eine Vielzahl der Zigaretten 12 zu lang sind. Dem gegenüber verläuft
die gestrichelt dargestellte Summenkurve 36 nur kurze Zeit oberhalb des Schwellwertes
39. Hier war oben bereits ausgeführt, dass sich eine solche Summenkurve 36
einstellt, wenn unter den geprüften Zigaretten 12 viele zu kurz oder nur unzureichend mit
Tabak befüllt waren.An alternative way of examining the
Zur Auswertung der Summenkurven 34, 35, 36 wird entsprechend ein unterer und ein
oberer zeitlicher Schwellwert eingeführt, wobei der untere zeitliche Schwellwert derart
gewählt ist, dass die Dauer, während derer die gestrichelt dargestellte Summenkurve 36
den Schwellwert 39 überschreitet, unterhalb dieses zeitlichen Schwellwertes liegt und die
Dauer während derer die strichpunktiert dargestellte Summenkurve 35 den Schwellwert
39 überschreitet oberhalb dieses zeitlichen Schwellwertes liegt. Entsprechend liegt die
Dauer, während derer die mit durchgezogener Linie dargestellte Summenkurve 34 den
Schwellwert 39 überschreitet, zwischen diesem unteren und diesem oberen zeitlichen
Schwellwert, sodass diese Summenkurve 34 dahingehend auswertbar ist, dass die geprüften
Zigaretten 12 die Anforderungen erfüllen.To evaluate the sum curves 34, 35, 36, a lower and a correspondingly
upper temporal threshold value introduced, the lower temporal threshold value being such
is selected that the duration during which the
In einer praktischen Ausführung kann die Untersuchung der jeweiligen Summenkurve 34,
35, 36 wie folgt geschehen: Jedem Stößel 21 ist in einem Speicher einer Verarbeitungseinheit
genau eine Speicherzelle zugeordnet (sämtlich nicht dargestellt), wobei die jeweilige
Speicherzelle den Wert des jeweiligen Betätigungssignals 31 repräsentiert. D.h. bei
ausgelöstem Betätigungssignal 31 hat die jeweilige Speicherzelle einen Wert von "logisch
Eins". Eine Mehrzahl von Speicherzellen wird dabei gruppenweise zusammengefasst.
Üblicherweise werden acht Speicherzellen in an sich bekannter Weise in einer Gruppe zu
einem Byte zusammengefasst. Bei vierundachtzig Stößeln 21 sind zur Repräsentation der
jeweiligen Zustände also zehn Byte (= Achtzig Speicherzellen) und vier weitere Speicherzellen
erforderlich. Diese vier weiteren Speicherzellen werden mit vier zusätzlichen, standardmäßig
auf "logisch Eins" gesetzten Speicherzellen zu einem weiteren Byte komplettiert.
Während der Bewegung des Prüforgans 20 oder eines ausgewählten Abschnittes
während dieser Bewegung werden diese elf Byte permanent einer logischen UND-Verknüpfung
unterzogen und das sich damit ergebende Verknüpfungsergebnis ausgewertet.
Solange noch einer der Stößel 21 nicht soweit ausgelenkt ist, dass das entsprechende
Betätigungssignal 31 erzeugt wird, verbleibt auch in dem Verknüpfungsergebnis eine "logische
Null". Erst wenn alle Stößel 21 ausgelenkt sind, haben alle zugehörigen Speicherzellen
den Wert "logisch Eins", sodass sich auch im Verknüpfungsergebnis nur noch der
Zustand "logisch Eins" ergibt. Wenn das Verknüpfungsergebnis erstmals nur noch logische
Einsen enthält, wird die Position des Prüforgans 20 festgehalten. Gleichwertig ist ein
Festhalten des Zeitpunktes entlang der Zeitbasis, bei dem diese Konstellation eintritt. Sobald
bei der Rückwärtsbewegung des Prüforgans 20 einer der Stößel 21 wieder freigegeben
wird, verschwindet das entsprechende Betätigungssignal 31 und damit bei der zugehörigen
Speicherzelle der Zustand "logisch Eins". Entsprechend weist jetzt auch das
Verknüpfungsergebnis nicht mehr nur noch "logische Einsen", sondern mindestens eine
"logische Null" auf. Auch beim Eintritt dieser Situation wird die Position des Prüforgans 20
oder der zugehörige Zeitpunkt festgehalten. Wenn die erste auf diese Art ermittelte Position/der
erste Zeitpunkt oder beide ermittelten Positionen/Zeitpunkte oder die Differenz
dieser Positionen/Zeitpunkte innerhalb vorgegebener Grenz- oder Schwellwerte liegen,
handelt es sich um eine Summenkurve 34, 35, 36, bei der die geprüften Zigaretten 12
vorgegebenen Kriterien entsprechen. Ist die Zeitspanne oder der durch das Prüforgan 20
zurückgelegte Weg zwischen diesen beiden ermittelten Positionen/Zeitpunkten jedoch zu
groß (Summenkurve 35) oder zu klein (Summenkurve 36) ist eine Situation erkannt, bei
denen zumindest eine der geprüften Zigaretten 12 nicht den Vorgaben entspricht. Dann
wird eine Untersuchung des zu diesem Zweck zumindest stückweise abgespeicherten
zeitlichen Verlaufs der einzelnen Betätigungssignale 31 vorgenommen, um zu ermitteln,
welcher oder welche der Stößel 21 zu früh, zu spät, zu lange oder zu kurz ausgelenkt
waren um danach zu ermitteln, welche Zigaretten 12 fehlerhaft sind. Als fehlerhaft erkannte
Zigaretten 12 werden mittels der Druckluftdüsen 22 ausgeworfen. Es kann vorgesehen
sein, dass innerhalb eines Zigarettenschachtes 13 bei mindestens einer als fehlerhaft
erkannten Zigarette 12 sämtliche zwischen Andrückschieber 14 und Sperrschieber 15
festgehaltenen Zigaretten 12 ausgeworfen werden. Die erwähnte aber nicht dargestellte
Verarbeitungseinheit ist z.B. eine Steuerung oder dergleichen. Das oder jedes Prüforgan
20 ist mit der Verarbeitungseinheit in an sich bekannter Weise, z.B. über die in Fig. 2, Fig.
4 und Fig. 6 dargestellten Kabelanschlüsse des jeweiligen Prüforgans 20, mit der Verarbeitungseinheit
verbunden, so dass die jeweiligen Betätigungssignale an die Verarbeitungseinheit
weiterleitbar sind. Zur Auswertung der Position eines Prüforgans 20 verarbeitet
die Verarbeitungseinheit Positionsdaten, die z.B. von dem Inkremtenal- oder Winkelgeber
geliefert werden.In a practical embodiment, the examination of the
In Fig. 4 ist ein weiterer Anwendungsfall der Erfindung dargestellt. Zur Verpackung der
Zigaretten 12 in Zigarettenpackungen ist ein an sich bekannter Zigarettenrevolver 40 vorgesehen.
Dieser umfasst einzelne Taschen 41 in denen sich die Zigaretten 12 in der üblichen
dreilagigen Formation - Zigarettenformation - befinden. Die Zigaretten 12 werden
aus den Zigarettenschächten 17 in die Taschen 41 übernommen (in der Darstellung im
oberen Bereich des Zigarettenrevolvers 40) und nach einer entsprechenden Rotation des
Zigarettenrevolvers 40 aus den Taschen 41 zur weiteren Handhabung an nachfolgende,
nicht dargestellte Einrichtungen übergeben (in der Darstellung im unteren Bereich des
Zigarettenrevolvers 40). Zwischen diesen beiden Positionen findet eine Kontrolle einerseits
der filterseitigen Enden und andererseits der tabakseitigen Enden der jeweiligen
Zigarettenformation einer Tasche 41 nach dem oben beschriebenen Prinzip statt. Dazu ist
die Zigarettenformation in der Tasche 41 durch ein Federstahlblech oder dergleichen gegen
unerwünschte Verschiebung in Richtung der Längsachse der Tasche 41 gesichert.4 shows a further application of the invention. For packaging the
A known
Zur Überprüfung der Zigarettenformation sind jeweils zwei einander gegenüberliegende
Prüforgane 20 vorgesehen, die jeweils grundsätzlich dem bereits in Fig. 2 dargestellten
Prüforgan 20 entsprechen, jedoch hinsichtlich der Anzahl und der Position der jeweiligen
Stößel 21 auf die Formation der Zigaretten 12 in einer Tasche 41 abgestellt sind. Beide
Prüforgane 20 führen gleichfalls eine oszillierende Bewegung aus, so dass während einer
Vorwärtsbewegung ein auf eine Zigarette 12 auftreffender Stößel 21 ausgelenkt wird und
ein zugehöriges Betätigungssignal 31 erzeugt wird.To check the cigarette formation, there are two opposite each
Die Bewegung des Zigarettenrevolvers 40 erfolgt taktweise. Dabei befinden sich stets
jeweils zwei Taschen 41 im Bereich zweier front- und rückseitiger Prüforgane 20. Die
rückseitigen Prüforgane 20 sind in der Darstellung in Fig. 4 aufgrund ihrer Position hinter
dem Zigarettenrevolver 40 nicht sichtbar. Sie sind zur Kontrolle der Filterseite der jeweiligen
Zigarettenformation vorgesehen sind. Die frontseitigen Prüforgane 20 sind entsprechend
zur Kontrolle der Tabakseite der jeweiligen Zigarettenformation vorgesehen. Frontund
rückseitige Prüforgane 20 sind in der Darstellung in Fig. 6 gezeigt, in der ein Schnitt
entlang der Linie III-III aus Fig. 4 gezeigt ist. Jedes Paar Prüforgane 20 führt eine oszillierende
Bewegung aus. Dazu ist jedes Paar Prüforgane 20 auf einem gemeinsamen Träger,
etwa einer Platte oder dergleichen, montiert. Die oszillierende Bewegung entspricht
der bereits in Fig. 3a dargestellten Bewegung. Die oszillierende Bewegung der jeweils
gegenüberliegenden Prüforgane 20 erfolgt dabei derart, dass die sich jeweils gegenüberliegenden
Prüforgane 20 sich gleichzeitig und gleichsinnig auf die in der Tasche 41
befindliche Zigarettenformation zu bewegen. Am Ende der gleichzeitigen Vorwärtsbewegung
bewegen sich beide gegenüberliegenden Prüforgane 20 auch gleichzeitig
und gleichsinnig von der Zigarettenformation weg. Die Tasche 41 ist dazu an beiden
Seiten offen, so dass die Stößel 21 der gegenüberliegenden Prüforgane 20 die in der
Tasche 41 befindlichen Zigaretten 21 erreichen können.The movement of the
Die dabei für jedes Prüforgan 20 ermittelten einzelnen Betätigungssignale 31 werden zu
Summenkurven 42, 43, 44, 45 addiert, wie in Fig. 5 dargestellt. Allerdings ist im Vergleich
zu Fig. 3b die Höhe der jeweiligen Summenkurve 42-45 geringer, da bei zwanzig Zigaretten
12 in einer Zigarettenformation von den zugeordneten zwanzig Stößeln 21 des jeweiligen
Prüforgans 20 maximal zwanzig Betätigungssignale 31 ausgelöst werden und somit
die jeweilige Summenkurve 42-45 maximal eine Höhe von zwanzig Einheiten aufweist.
Die Untersuchung der Summenkurven 42-46 im Hinblick auf das Über- oder Unterschreiten
bestimmter Start- und Maximal- und Schwellwerte 37, 38, 39 z.B. innerhalb eines
durch Grenzwerte 32, 33 festgelegten Intervalls entspricht der bereits anhand von Fig. 3b
beschriebenen Untersuchung. Danach deutet eine zu schmale Summenkurve, wie z.B.
die mit Dreiecken kenntlich gemachte Summenkurve 43 auf eine Zigarettenformation mit
zu kurzen Zigaretten 12, und eine zu breite Summenkurve, wie z.B. die mit Kreissymbolen
kenntlich gemachte Summenkurve 44, auf ein Zigarettenformation mit zu langen Zigaretten
12 hin. Zu einer Zigarettenformation mit Zigaretten 12, die vorgegebenen Kriterien
entsprechen, gehört eine Summenkurve mit einem schnellen Anstieg, die hinsichtlich ihrer
Breite zwischen den beiden auf eine fehlerhafte Zigarettenformation hindeutenden Summenkurven
43, 44 liegt, also z.B. eine Summenkurve 42, wie sie in Fig. 5 mit durchgezogener
Linie dargestellt ist. Des Weiteren ist in Fig. 5 noch eine mit quadratischen Symbolen
kenntlich gemachte Summenkurve 45 dargestellt, die sich z.B. ergibt, wenn in einer
Zigarettenformation eine Zigarette 12 insbesondere vor den Stirnseiten der anderen Zigaretten
12 quer liegt, also z.B. eine nur teilweise eingeführte und dann abgebrochene Zigarette.
In diesem Fall triff eine große Anzahl von Stößeln 31 des jeweiligen Prüforgans 20
relativ früh auf die abgebrochene Zigarette, so dass sich die dargestellte Spreizung der
Summenkurve 45 ergibt. Damit kann anhand der Form der Summenkurve 45 auch auf
den jeweils vorliegenden Fehler geschlossen werden.The individual actuation signals 31 determined for each
Gleichfalls ist möglich, die Zeitpunkte des Anliegens der Betätigungssignale der einzelnen
Stößel 21 zu erfassen und in Relation zu dem Zeitpunkt des Anliegens des Betätigungssignals
des diesem Stößel 21 direkt gegenüberliegenden Stößels 21 des gegenüberliegenden
Prüforgans 20 zu setzen. Es werden also von den gegenüberliegenden Prüforganen
20 die Betätigungssignale derjenigen Stößel 21 erfasst, die auf dieselbe Zigarette 12,
einmal auf die Front- und einmal auf die Tabakseite, treffen. Anhand des erfassten Zeitpunktes
des Anliegens dieser Betätigungssignale ist über den Verfahrweg 30 des jeweiligen
Prüforgans 20 eine Positionsinformation ableitbar. Aus den für jede Zigarette 12 der
Zigarettenformation erfassten Zeitpunkten oder aus den daraus ableitbaren Positionsinformationen
ist mit dem bekannten Abstand der gegenüberliegenden Prüforgane 20 in
einer Ruheposition, also z.B. im nicht ausgelenkten Zustand, eine Information über die
Länge der jeweiligen Zigarette 12 ableitbar. Diese Ableitung, d.h. die Ausführung der dazu
erforderlichen mathematischen oder logischen Verknüpfungen nimmt die bereits erwähnte
Verarbeitungseinheit vor. Die dazu erforderlichen Anweisungen sind in der Verarbeitungseinheit
softwaremäßig hinterlegt oder in Hardware ausgeführt. Liegt die ermittelte
Länge der jeweiligen Zigarette 12 innerhalb eines vorgegebenen oder vorgebbaren Bereichs
wird die jeweilige Zigarette 12 als ordnungsgemäß ausgewertet. Liegen die ermittelten
Längen sämtlicher Zigaretten 12 einer Zigarettenformation innerhalb des Bereichs,
wird die gesamte Zigarettenformation als ordnungsgemäß ausgewertet. Die Zigarettenformation
kann dann - in an sich bekannter Weise - im weiteren Verlauf des Verpackungsprozesses
in eine Zigarettenpackung, also eine Zigarettenschachtel gegeben werden.
Durch Variation des vorgebbaren oder vorgegebenen Bereichs kann die Prüfung
jederzeit auf neue Zigarettenlängen eingestellt werden.It is also possible, the times of the application of the actuation signals of the individual
To detect
Ist bei mindestens einer Zigarette 12 der Zigarettenformation eine fehlerhafte Länge ermittelt
worden, wird ein Register zur Verfolgung dieser Zigarettenformation im weiteren Verpackungsprozeß
gesetzt. Zu einem geeigneten Zeitpunkt wird die Zigarettenformation, die
sich dann ggf. schon in einer vollständigen oder unvollständigen Zigarettenpackung befinden
kann, aus dem Prozess entfernt. If at least one
- 1010
- Verpackungsmaschinepackaging machine
- 1111
- ZigarettenzuführschachtZigarettenzuführschacht
- 1212
- ZigaretteCigarette
- 1313
- Prüfschachttest well
- 1414
- AndrückschieberAndrückschieber
- 1515
- Sperrschieberblocking slide
- 1616
- Sammelbereichcollecting area
- 1717
- Zigarettenschachtcigarette shaft
- 18, 1918, 19
- ------
- 2020
- PrüforganReview body
- 2121
- Stößeltappet
- 2222
- Druckluftdüsecompressed air nozzle
- 2323
- Mittelmedium
- 24-2924-29
- ---
- 3030
- Verfahrwegtraverse
- 3131
- Betätigungssignalactuating signal
- 3232
- Grenzwertlimit
- 3333
- Grenzwertlimit
- 3434
- Summenkurvecumulative curve
- 3535
- Summenkurvecumulative curve
- 3636
- Summenkurvecumulative curve
- 3737
- Startwertstart value
- 3838
- Maximalwertmaximum value
- 3939
- Schwellwertthreshold
- 4040
- Zigarettenrevolvercigarette revolver
- 4141
- Taschebag
- 4242
- Summenkurvecumulative curve
- 4343
- Summenkurvecumulative curve
- 4444
- Summenkurvecumulative curve
- 4545
- Summenkurvecumulative curve
Claims (21)
dadurch gekennzeichnet, dass
bei Erzeugen des Betätigungssignals (31) die Position des Prüforgans (20) ermittelt und die ermittelte Position ausgewertet wird, wobei bei einer Mehrzahl von Stößeln (21) für jedes von jeweils einem Stößel (21) ausgelöste Betätigungssignal (31) die jeweilige Position des Prüforgans (20) ermittelt wird.Method for checking rod-shaped objects, in particular cigarettes (12), by means of at least one plunger (21) mounted axially displaceably in at least one movable test element (20), the or each test element (20) being moved in the direction of the objects and the or each plunger (21) is deflected when it strikes an object and an electrically evaluable signal - actuation signal (31) - is generated,
characterized in that
when the actuation signal (31) is generated, the position of the test device (20) is determined and the determined position is evaluated, the plurality of plungers (21) for each actuation signal (31) triggered by each plunger (21) representing the respective position of the test device (20) is determined.
dadurch gekennzeichnet, dass die Position des Prüforgans (20) ermittelbar und die ermittelte Position in Reaktion auf das Betätigungssignal (31) abspeicherbar oder verarbeitbar ist, wobei bei einer Mehrzahl von Stößeln (21) für jedes von jeweils einem Stößel (21) ausgelöste Betätigungssignal (31) das Speichern oder Verarbeiten der jeweiligen Position des Prüforgans (20) vorgesehen ist. Device for checking rod-shaped objects, in particular cigarettes (12), with at least one plunger (21) mounted axially displaceably in at least one movable test element (20), the or each test element (20) being movable in the direction of the objects and the or each plunger (21) can be deflected when it hits an object such that an electrically evaluable signal - actuation signal (31) - can be generated,
characterized in that the position of the test device (20) can be determined and the determined position can be stored or processed in response to the actuation signal (31), with a plurality of plungers (21) for each actuation signal (1) triggered by each plunger (21) 31) the storage or processing of the respective position of the test device (20) is provided.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10252913 | 2002-11-12 | ||
| DE10252913A DE10252913A1 (en) | 2002-11-12 | 2002-11-12 | Method and device for checking rod-shaped objects, especially cigarettes |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1419967A1 true EP1419967A1 (en) | 2004-05-19 |
| EP1419967B1 EP1419967B1 (en) | 2010-07-14 |
Family
ID=32115494
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03025170A Expired - Lifetime EP1419967B1 (en) | 2002-11-12 | 2003-11-04 | Method and Apparatus for checking rod-shaped objects, in particular cigarettes |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US7021125B2 (en) |
| EP (1) | EP1419967B1 (en) |
| JP (1) | JP2004159658A (en) |
| CN (1) | CN100492002C (en) |
| BR (1) | BR0305312B1 (en) |
| DE (2) | DE10252913A1 (en) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102616403A (en) * | 2011-01-26 | 2012-08-01 | 焦胜利 | Auxiliary device of cigarette quality detector in cigarette discharge channel |
| EP2530023A1 (en) | 2011-06-03 | 2012-12-05 | Focke & Co. (GmbH & Co. KG) | Device for transporting tobacco industry products |
| CN103029858A (en) * | 2012-12-19 | 2013-04-10 | 天驰天新机电技术配套(天津)有限公司 | Front baffle plate of cigarette discharging channel of small cigarette packet packing machine |
| CN103040606A (en) * | 2011-10-14 | 2013-04-17 | 无锡沃骐医疗科技有限公司 | Cam type adjustable impulse beating wrist strap |
| CN109956076A (en) * | 2019-04-18 | 2019-07-02 | 湖北中烟工业有限责任公司 | The useless cigarette device for eliminating of formula is blown in novel GD packing machine suction |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ITBO20030130A1 (en) * | 2003-03-10 | 2004-09-11 | Gd Spa | METHOD OF CONTROL OF AN AUTOMATIC MACHINE FOR THE PROCESSING |
| ITBO20040809A1 (en) * | 2004-12-23 | 2005-03-23 | Gd Spa | TRANSFER AND CONTROL DEVICE FOR CIGARETTE GROUPS. |
| US8094034B2 (en) | 2007-09-18 | 2012-01-10 | Georgia Tech Research Corporation | Detecting actuation of electrical devices using electrical noise over a power line |
| CN102030115A (en) * | 2009-10-06 | 2011-04-27 | 焦胜利 | Method and device for detecting and rejecting cigarette with defect before quantitatively outputting cigarette from channel |
| CN102717933B (en) * | 2012-06-21 | 2016-12-21 | 天驰天新机电技术配套(天津)有限公司 | Improve method and the device thereof of reliability of detecting short-seller cigarettes |
| JP6765365B2 (en) | 2014-09-04 | 2020-10-07 | ユニヴァーシティ オブ ワシントン | Detection of user-driven operating state of electrical devices from a single sensing point |
| EP3103730B1 (en) * | 2015-06-09 | 2017-05-17 | UHLMANN PAC-SYSTEME GmbH & Co. KG | Method for filling packaging containers |
| US9903784B2 (en) * | 2015-07-01 | 2018-02-27 | R.J. Reynolds Tobacco Company | Testing stand with thumping assembly |
| CN105107759B (en) * | 2015-08-24 | 2017-06-06 | 常德瑞华制造有限公司 | A kind of contactless cigarette detection and the devices and methods therefor for sorting |
| CN110403231B (en) * | 2019-08-28 | 2022-02-18 | 贵州大学 | System and method for detecting quality of blasting beads in blasting bead cigarette filter tip |
| JP2023507836A (en) * | 2019-12-23 | 2023-02-27 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | Method and apparatus for inspecting induction heatable aerosol-generating articles for the presence of a susceptor and the presence of desired article alignment |
| CN111232281A (en) * | 2020-03-03 | 2020-06-05 | 上海烟草机械有限责任公司 | Packaging equipment and packaging method for combined double-cigarette |
| CN117129305B (en) * | 2023-05-05 | 2024-07-09 | 芜湖新航薄膜科技有限公司 | Compressive strength detector for vacuum insulation panel |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2311084A1 (en) * | 1973-03-06 | 1974-09-26 | Hauni Werke Koerber & Co Kg | DEVICE FOR TESTING FORMATIONS FROM CIGARETTES |
| US3874227A (en) * | 1972-06-16 | 1975-04-01 | Heinz Focke | Testing devices for cigarette packing machines |
| DE3733955A1 (en) * | 1986-10-17 | 1988-04-21 | Gd Spa | DEVICE FOR TESTING CIGARETTE GROUPS ON A CIGARETTE PACKING MACHINE |
| US4899889A (en) * | 1986-12-17 | 1990-02-13 | G. D. Societa Per Azioni | Device for monitoring the quality of cigarettes in a packaging machine |
| EP1048568A1 (en) * | 1999-04-28 | 2000-11-02 | Focke & Co. (GmbH & Co.) | Method and device for checking cigarettes |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1122720A (en) * | 1954-05-24 | 1956-09-12 | Arenco Ab | Device for detecting defects in sets of cigarettes |
| FR1271375A (en) * | 1960-10-07 | 1961-09-08 | Molins Machine Co Ltd | Device for checking parts by probing |
| GB1271375A (en) | 1969-03-07 | 1972-04-19 | Pressac Ltd | Means for mounting capless type bulbs on, and electrically connecting same to, circuit boards or panels |
| US3646942A (en) * | 1970-02-27 | 1972-03-07 | Clarence M Asbill | Cigarette machine and method of manufacturing cigarettes |
| US4034538A (en) * | 1973-09-05 | 1977-07-12 | Alfred Schmermund | Method and apparatus for producing a container |
| DE2918030A1 (en) * | 1979-05-04 | 1980-11-13 | Hauni Werke Koerber & Co Kg | DEVICE FOR TESTING FORMATIONS FROM CIGARETTES |
| DE3328323A1 (en) * | 1983-08-05 | 1985-02-21 | Maschinenfabrik Alfred Schmermund Gmbh & Co, 5820 Gevelsberg | DEVICE FOR EXTENDING ROD-SHAPED OBJECTS |
| FR2563029B1 (en) * | 1984-04-16 | 1987-08-14 | Alleon Alain | LIGHTED CIGARETTE DISPENSING APPARATUS |
| IT1186557B (en) * | 1985-01-23 | 1987-12-04 | Gd Spa | CONTROL AND CORRECTION DEVICE FOR THE CROSS SIZE OF BAR-SHAPED PRODUCTS, IN PARTICULAR FOR SMOKE PRODUCT PACKAGING MACHINES |
| IT1187321B (en) * | 1985-02-26 | 1987-12-23 | Gd Spa | METHOD AND DEVICE FOR THE FEEDING OF TAPE PAPER IN A DOUBLE BOWL CIGARETTE PACKING MACHINE |
| DE3602428A1 (en) * | 1986-01-28 | 1987-07-30 | Focke & Co | METHOD AND DEVICE FOR CHECKING CIGARETTES |
| DE3729213A1 (en) * | 1987-09-02 | 1989-03-16 | Focke & Co | DEVICE FOR CHECKING CIGARETTES AND EXCEPTIONALLY FAULTY CIGARETTES |
| CN1029077C (en) * | 1988-04-16 | 1995-06-28 | 福克公司 | Cigarette examining equipment |
| ITGE940080A1 (en) * | 1994-06-16 | 1995-12-16 | Sasib Spa | PACKAGING MACHINE FOR DELICATE ASTIFORM PRODUCTS, IN PARTICULAR FOR CIGARETTES. |
| CN2219860Y (en) * | 1994-10-26 | 1996-02-14 | 孙德平 | Infrared detector for cigarette |
| WO2000004796A1 (en) * | 1998-07-22 | 2000-02-03 | Japan Tobacco Inc. | Bar-like specimen inspection device |
| DE19903777A1 (en) * | 1999-02-01 | 2000-08-03 | Focke & Co | Method and device for detecting and removing defective and / or incorrectly positioned cigarettes |
-
2002
- 2002-11-12 DE DE10252913A patent/DE10252913A1/en not_active Withdrawn
-
2003
- 2003-11-04 DE DE50312881T patent/DE50312881D1/en not_active Expired - Lifetime
- 2003-11-04 US US10/700,059 patent/US7021125B2/en not_active Expired - Fee Related
- 2003-11-04 EP EP03025170A patent/EP1419967B1/en not_active Expired - Lifetime
- 2003-11-11 JP JP2003380981A patent/JP2004159658A/en active Pending
- 2003-11-11 BR BRPI0305312-1A patent/BR0305312B1/en not_active IP Right Cessation
- 2003-11-12 CN CNB2003101143112A patent/CN100492002C/en not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3874227A (en) * | 1972-06-16 | 1975-04-01 | Heinz Focke | Testing devices for cigarette packing machines |
| DE2311084A1 (en) * | 1973-03-06 | 1974-09-26 | Hauni Werke Koerber & Co Kg | DEVICE FOR TESTING FORMATIONS FROM CIGARETTES |
| DE3733955A1 (en) * | 1986-10-17 | 1988-04-21 | Gd Spa | DEVICE FOR TESTING CIGARETTE GROUPS ON A CIGARETTE PACKING MACHINE |
| US4899889A (en) * | 1986-12-17 | 1990-02-13 | G. D. Societa Per Azioni | Device for monitoring the quality of cigarettes in a packaging machine |
| EP1048568A1 (en) * | 1999-04-28 | 2000-11-02 | Focke & Co. (GmbH & Co.) | Method and device for checking cigarettes |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102616403A (en) * | 2011-01-26 | 2012-08-01 | 焦胜利 | Auxiliary device of cigarette quality detector in cigarette discharge channel |
| EP2530023A1 (en) | 2011-06-03 | 2012-12-05 | Focke & Co. (GmbH & Co. KG) | Device for transporting tobacco industry products |
| DE102011110251A1 (en) | 2011-06-03 | 2012-12-06 | Focke & Co. (Gmbh & Co. Kg) | Apparatus for conveying tobacco industry products |
| CN103040606A (en) * | 2011-10-14 | 2013-04-17 | 无锡沃骐医疗科技有限公司 | Cam type adjustable impulse beating wrist strap |
| CN103029858A (en) * | 2012-12-19 | 2013-04-10 | 天驰天新机电技术配套(天津)有限公司 | Front baffle plate of cigarette discharging channel of small cigarette packet packing machine |
| CN103029858B (en) * | 2012-12-19 | 2016-06-01 | 天驰天新机电技术配套(天津)有限公司 | The front baffle plate of cigarette channel under parcel cigarette packet packing machine |
| CN109956076A (en) * | 2019-04-18 | 2019-07-02 | 湖北中烟工业有限责任公司 | The useless cigarette device for eliminating of formula is blown in novel GD packing machine suction |
| CN109956076B (en) * | 2019-04-18 | 2021-04-16 | 湖北中烟工业有限责任公司 | Novel suction-blowing type waste cigarette removing device for GD packaging machine |
Also Published As
| Publication number | Publication date |
|---|---|
| BR0305312A (en) | 2004-06-15 |
| US7021125B2 (en) | 2006-04-04 |
| BR0305312B1 (en) | 2012-12-25 |
| US20040148908A1 (en) | 2004-08-05 |
| CN1501078A (en) | 2004-06-02 |
| JP2004159658A (en) | 2004-06-10 |
| EP1419967B1 (en) | 2010-07-14 |
| DE50312881D1 (en) | 2010-08-26 |
| CN100492002C (en) | 2009-05-27 |
| DE10252913A1 (en) | 2004-05-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1419967A1 (en) | Method and Apparatus for checking rod-shaped objects, in particular cigarettes | |
| DE2645367C2 (en) | Device for separating coins | |
| CH629018A5 (en) | COIN SORTING DEVICE. | |
| DE69400785T2 (en) | Method for feeding tobacco articles, especially cigarettes, to a continuously operating packaging machine | |
| DE2608610A1 (en) | MEMORY FOR AN INSPECTION MACHINE | |
| DE3344907C2 (en) | Device for supplying cigarettes | |
| DE1942177A1 (en) | Device for checking cigarette ends | |
| EP0198282B1 (en) | Checking device for the quality of rod-like articles, particularly cigarettes | |
| DE3808964A1 (en) | DEVICE FOR SEPARATING CIGARETTES | |
| DE3011030A1 (en) | DEVICE FOR DETECTING STAFF-LIKE OBJECTS | |
| EP0231779B1 (en) | Method and device for checking cigarettes | |
| DE2229382C3 (en) | Testing device on cigarette packing machines | |
| EP0173112B1 (en) | Coin chute | |
| EP0856466A1 (en) | Apparatus for transferring a layer of cigarettes | |
| DE3718979C2 (en) | ||
| DE3116156C2 (en) | Method for forming groups of cigarettes and device for carrying out the method | |
| DE102006039390B3 (en) | Objects e.g. cherry, classifying device, has detecting device detecting temporal acceleration progress of impact body on impact of objects e.g. cherries, where classification device classifies objects based on temporal impact progress | |
| EP1527007A1 (en) | Method and device for stacking sheet material | |
| DE2918030A1 (en) | DEVICE FOR TESTING FORMATIONS FROM CIGARETTES | |
| DE3220669A1 (en) | SENSOR DEVICE FOR DETECTING THE NUMBER OF CIGARETTES IN A CIGARETTE GROUP | |
| DE3316501A1 (en) | DEVICE FOR CONTROLLING THE INFECTIVITY OF CIGARETTES IN A PACKING MACHINE | |
| CH675787A5 (en) | ||
| EP0316652B1 (en) | Method and device for checking cigarettes | |
| DE2739366B2 (en) | Testing device on cigarette packing machines | |
| DE2010392A1 (en) | Method and apparatus for changing the demand of successively demanded cigarettes or other rod-shaped tobacco articles |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| 17P | Request for examination filed |
Effective date: 20040421 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: FOCKE & CO. (GMBH & CO. KG) |
|
| AKX | Designation fees paid |
Designated state(s): DE GB IT |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): DE GB IT |
|
| 17Q | First examination report despatched |
Effective date: 20070913 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE GB IT |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REF | Corresponds to: |
Ref document number: 50312881 Country of ref document: DE Date of ref document: 20100826 Kind code of ref document: P |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20110415 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 50312881 Country of ref document: DE Effective date: 20110415 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20141105 Year of fee payment: 12 Ref country code: DE Payment date: 20141121 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20141117 Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50312881 Country of ref document: DE |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20151104 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20151104 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160601 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20151104 |